INSTRUKCJA Nr QI/8.2.3/NJ
|
|
|
- Grażyna Stachowiak
- 6 lat temu
- Przeglądów:
Transkrypt
1 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wyd. 05 Metody statystyczne Str./Na str. 1 / 6 Egz. nr (data wydania) INSTRUKCJA Nr QI/8.2.3/NJ METODY STATYSTYCZNE Opracował Inżynier Jakości Sprawdził Stanowisko Imię i nazwisko Data Podpis Specjalista ds. Systemów Zarządzania Zatwierdził Dyrektor Jakości Wersja Mateusz RUDNICKI Mirosław NOWAK Krzysztof WAWRZYK
2 Zał. Nr 4 do Instrukcji Publikowania wewnętrznych aktów normatywnych Metody statystyczne (Nazwa dokumentacji) QI/8.2.3/NJ (Nr dokumentu) Ark. Nr 2 Na ark. 6 ARKUSZ REJESTRACJI KART ZMIAN L.p. Nr Karty Zmian Nr Oper. Nr Ark. Data wprowadzenia Obowiązuje od dnia Nazwisko wprowadzającego Podpis i pieczątka Stanowisko Nazwisko Podpis Data Opracował Zmiana Nr zmiany Data Podpis
3 Załącznik nr 7 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wydanie 05/ 01 / (wyd.dok./wyd.str./data) Metody statystyczne Str. / Na str. 3 / 6 SPIS TREŚCI strona - Arkusz rejestracji kart zmian Spis treści Cel instrukcji 4 2. Przedmiot instrukcji Zakres stosowania 4 4. Odpowiedzialność 4 5. Definicje i skróty Opis postępowania Dokumenty związane Wykaz formularzy... 6 Wersja
4 Załącznik nr 7 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wydanie 05/ 01 / (wyd.dok./wyd.str./data) Metody statystyczne Str. / Na str. 4 / 6 1. Cel instrukcji. Celem instrukcji jest określenie zasad prowadzenia kontroli statystycznej procesu na Wydziale P-3A w WZL-4 S.A. 2. Przedmiot instrukcji. Przedmiotem instrukcji są: zasady wyboru nadzorowanych parametrów procesu; zasady wypełniania kart kontrolnych procesu; zasady prowadzenia statystycznej analizy danych. 3. Zakres stosowania. Instrukcja ma zastosowanie na Wydziale P-3A, gdy proces natryskiwania plazmowego jest przeprowadzany dla klientów wymagających certyfikacji AS9100 lub dla potrzeb własnych wydziału w celu zapewnienia najlepszej jakości usług. Instrukcja nie ma na celu odrzucenia zlecenia dla dowolnej części zgodnej ze specyfikacją techniczną, ani wstrzymania wysyłki lub użycia produktu. 4. Odpowiedzialność. Za nadzór nad statystyczną kontrolą procesu odpowiada Kierownik Wydziału P-3A. Za wypełnianie formularza zawierającego dane statystyczne badań laboratoryjnych odpowiada Specjalista Laborant z wydziału P-3A. 5. Definicje i skróty. SKP Statystyczna Kontrola Procesu: udokumentowane procesy zbierania i analizy statystycznej wybranych parametrów procesu. Cykl produkcyjny sekwencja operacji od przygotowania jednego wsadu wyrobów, poprzez wprowadzenie do komory natryskiwania plazmowego, do zakończenia badań laboratoryjnych próbki obrabianej razem z danym wsadem. Wersja
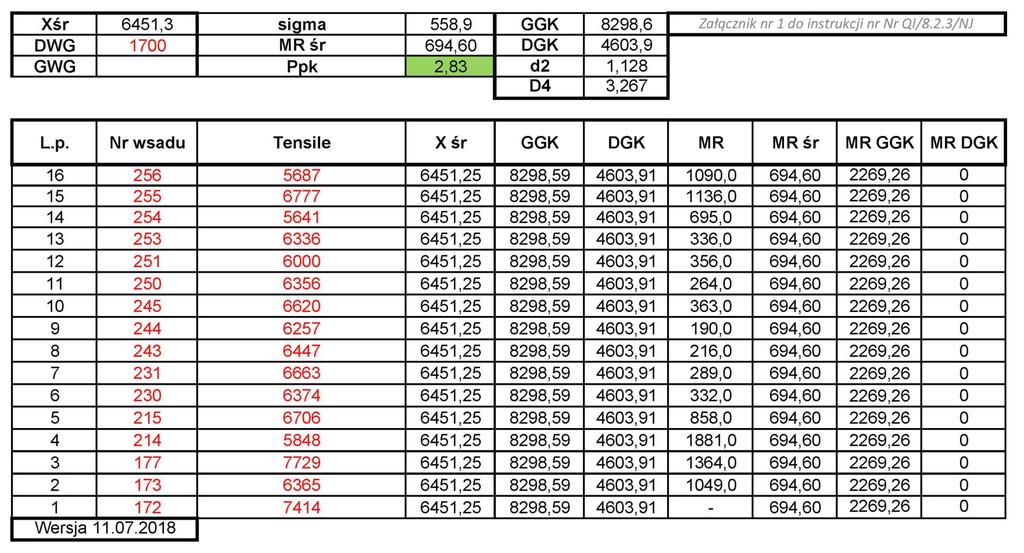
5 6. Opis postępowania Wybór rejestrowanych parametrów procesu Załącznik nr 7 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wydanie 05/ 01 / (wyd.dok./wyd.str./data) Metody statystyczne Str. / Na str. 5 / 6 Rejestrowanie parametrów powinno być prowadzone osobno dla każdego Planu Technicznego w jednostkach zgodnych z dokumentem, z którego parametr został pobrany. Parametrami do SKP są: - graniczna wytrzymałość na rozciąganie z raportu laboratoryjnego, - twardość HR 15N z raportu laboratoryjnego, - grubość warstw natryskiwanych z raportu laboratoryjnego - CC oraz CV (każda powłoka powinna mieć osobną statystykę i kartę) Prowadzenie analizy statystycznej Proces wyliczania odpowiednich wielkości i wskaźników jest przeprowadzany w przeciągu tygodnia po ukończeniu cyklu produkcyjnego danej partii detali dla 16 ostatnich wsadów. Narzędziem do prowadzenia SKP jest program MS Excel. Zmienna n we wzorach to liczba pomiarów brana do analizy w danym okresie. Wyliczane są lub określane wstępnie następujące wielkości X średnie (średnia arytmetyczna rejestrowanego parametru) według wzoru: Xśr=[suma(x1 xn)]/n Funkcja ŚREDNIA(liczba1:liczban) w MS Excel DWG - dolny wymiar graniczny (dolna granica tolerancji) zdefiniować, jeśli istnieje; GWG - górny wymiar graniczny (górna granica tolerancji) zdefiniować, jeśli istnieje; Wskaźnik MRśr według wzoru MR sr n i 1 x x i n 1 i 1, i=1,2 n Wskaźnik wycentrowania Ppk Ppk jest to wartość minimalna spośród dwóch parametrów: [(GWG-Xśr)/(3 x σ)] oraz [(Xśr-DWG)/(3 x σ)] Odchylenie standardowe σ z próby n i 1 ( x X i n 1 sr Funkcja ODCH.STANDARDOWE(liczba1:liczban) w MS Excel. ) 2 Wersja
6 Załącznik nr 7 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wydanie 05/ 01 / (wyd.dok./wyd.str./data) Metody statystyczne Str. / Na str. 6 / Dla każdego parametru sporządzane są karty kontrolne X, na których dodatkowo jest zaznaczona: - linia centralna (LC) równa wartości średniej, - górna granica kontrolna wg wzoru GGK = LC + 3 x (MRśr/ d2), - dolna granica kontrolna wg wzoru DGK = LC 3 x (MRśr/ d2), - d2 współczynnik z tablic statystycznych równy 1, Dla każdego parametru sporządzane są karty kontrolne MR, na których dodatkowo jest zaznaczona: - linia centralna (MRśr) równa wartości średniej, - górna granica kontrolna wg wzoru MR GGK = D4 x σ, - dolna granica kontrolna wg wzoru MR DGK = 0, - D4 współczynnik z tablic statystycznych równy 3, Archiwizacja formularza Wyniki analizy są przechowywane na serwerze wydziałowym w katalogu o nazwie SPC. Każdy formularz w katalogu SPC jest dokumentem otwartym i ciągle aktualizowanym. Personel laboratoryjny ma dostęp do katalogu w trybie zapisu oraz odczytu. Inżynierowie Jakości mają dostęp do katalogu w trybie tylko do odczytu, poprzez wewnętrzną sieć. Raz w roku cały katalog jest archiwizowany na płycie CD przez personel laboratoryjny. Płyty przekazywane są do archiwum JK, gdzie są przechowywane przez minimum 2 lata. 7. Dokumenty związane. 1. AS 9103 Variation Management of Key Characteristics, Q Handbook for Suppliers, 3. P28TF6 Thermal Spray Source Qualification. 8. Wykaz formularzy. 1. Załącznik nr 1 Przykładowy formularz dla Planu Technicznego Wersja

7

8

9
10
11
INSTRUKCJA Nr QI/8.2.3/NJ
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wyd. 04 Metody statystyczne Str./Na str. 1 / 6 Egz. nr. 14.11.2016 (data wydania) INSTRUKCJA Nr QI/8.2.3/NJ METODY STATYSTYCZNE Stanowisko
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.3/NJ Wyd. 04 Metody statystyczne Str./Na str. 1 / 6 Egz. nr. 14.11.2016 (data wydania) INSTRUKCJA Nr QI/8.2.3/NJ METODY STATYSTYCZNE Stanowisko
INSTRUKCJA NR. QI/7.5.3/NK
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/7.5.3/NK Wyd. 05 Egz. nr. Str./Na str. 1/ 6 23.11.2016 (data wydania) INSTRUKCJA NR. QI/7.5.3/NK Stanowisko Imię i nazwisko Data Podpis Opracował
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/7.5.3/NK Wyd. 05 Egz. nr. Str./Na str. 1/ 6 23.11.2016 (data wydania) INSTRUKCJA NR. QI/7.5.3/NK Stanowisko Imię i nazwisko Data Podpis Opracował
INSTRUKCJA NR QI/5.6/NJ
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/5.6/NJ Wyd.05 Egz. nr. Str./Na str. 1/ 10 29.11.2016 (data wydania) INSTRUKCJA NR QI/5.6/NJ Stanowisko Imię i nazwisko Data Podpis Opracował inżynier
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/5.6/NJ Wyd.05 Egz. nr. Str./Na str. 1/ 10 29.11.2016 (data wydania) INSTRUKCJA NR QI/5.6/NJ Stanowisko Imię i nazwisko Data Podpis Opracował inżynier
INSTRUKCJA Nr I.O. NJ 63-79/I
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA Nr I.O. NJ 63-79/I w procesach naprawczych na Wydziale P-3A Wyd. 02 Str./Na str. 1 / 9 Egz. Nr 13.12 2016 (data wydania) INSTRUKCJA Nr I.O. NJ 63-79/I
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA Nr I.O. NJ 63-79/I w procesach naprawczych na Wydziale P-3A Wyd. 02 Str./Na str. 1 / 9 Egz. Nr 13.12 2016 (data wydania) INSTRUKCJA Nr I.O. NJ 63-79/I
INSTRUKCJA NR QI/5.6/NJ
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/5.6/NJ Wyd.06 Egz. nr. Str./Na str. 1/ 9 03.08.2018 (data wydania) INSTRUKCJA NR QI/5.6/NJ Opracował Sprawdził Stanowisko Imię i nazwisko Data Podpis
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/5.6/NJ Wyd.06 Egz. nr. Str./Na str. 1/ 9 03.08.2018 (data wydania) INSTRUKCJA NR QI/5.6/NJ Opracował Sprawdził Stanowisko Imię i nazwisko Data Podpis
INSTRUKCJA Nr QI/ /NK
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.4.2/NK Wyd. 04 Kontrola pierwszej sztuki Str./Na str. 1 / 7 Egz. nr. 01.12.2016 (data wydania) INSTRUKCJA Nr QI/8.2.4.2/NK KONTROLA PIERWSZEJ
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR QI/8.2.4.2/NK Wyd. 04 Kontrola pierwszej sztuki Str./Na str. 1 / 7 Egz. nr. 01.12.2016 (data wydania) INSTRUKCJA Nr QI/8.2.4.2/NK KONTROLA PIERWSZEJ
PROCEDURA Nr QP/9.0/NH
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/9.0/NH Wyd. 04 ZARZĄDZANIE RYZYKIEM Str./Na str. 1/ 8 Egz. nr. 30.07.2018 r. (data wydania) PROCEDURA Nr QP/9.0/NH ZARZĄDZANIE RYZYKIEM Opracował
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/9.0/NH Wyd. 04 ZARZĄDZANIE RYZYKIEM Str./Na str. 1/ 8 Egz. nr. 30.07.2018 r. (data wydania) PROCEDURA Nr QP/9.0/NH ZARZĄDZANIE RYZYKIEM Opracował
UKŁAD TREŚCI, FORMA GRAFICZNA
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR IO NJ 66-34/II Wyd.03 Egz. nr. UKŁAD TREŚCI, FORMA GRAFICZNA KSIĘGI SŁUŻBY Str./Na str. 1 / 6 18.04.2008 (data wydania) INSTRUKCJA NR. IO NJ 66-34/II
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR IO NJ 66-34/II Wyd.03 Egz. nr. UKŁAD TREŚCI, FORMA GRAFICZNA KSIĘGI SŁUŻBY Str./Na str. 1 / 6 18.04.2008 (data wydania) INSTRUKCJA NR. IO NJ 66-34/II
PROCEDURA nr QP/8.2.2/NK PRZEPROWADZANIE AUDITÓW WEWNĘTRZNYCH
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/8.2.2/NK PRZEPROWADZANIE AUDITÓW WEWNĘTRZNYCH Wyd.06 Str./Na str. 1 / 10 Egz. nr. 26.07.2018 (data wydania) PROCEDURA nr QP/8.2.2/NK PRZEPROWADZANIE
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/8.2.2/NK PRZEPROWADZANIE AUDITÓW WEWNĘTRZNYCH Wyd.06 Str./Na str. 1 / 10 Egz. nr. 26.07.2018 (data wydania) PROCEDURA nr QP/8.2.2/NK PRZEPROWADZANIE
Katedra Technik Wytwarzania i Automatyzacji STATYSTYCZNA KONTROLA PROCESU
 Katedra Technik Wytwarzania i Automatyzacji METROLOGIA I KONTKOLA JAKOŚCI - LABORATORIUM TEMAT: STATYSTYCZNA KONTROLA PROCESU 1. Cel ćwiczenia Zapoznanie studentów z podstawami wdrażania i stosowania metod
Katedra Technik Wytwarzania i Automatyzacji METROLOGIA I KONTKOLA JAKOŚCI - LABORATORIUM TEMAT: STATYSTYCZNA KONTROLA PROCESU 1. Cel ćwiczenia Zapoznanie studentów z podstawami wdrażania i stosowania metod
Metody statystyczne kontroli jakości i niezawodności Lekcja II: Karty kontrolne.
 Metody statystyczne kontroli jakości i niezawodności Lekcja II: Karty kontrolne. Wydział Matematyki Politechniki Wrocławskiej Karty kontroli jakości: przypomnienie Załóżmy, że chcemy mierzyć pewną charakterystykę.
Metody statystyczne kontroli jakości i niezawodności Lekcja II: Karty kontrolne. Wydział Matematyki Politechniki Wrocławskiej Karty kontroli jakości: przypomnienie Załóżmy, że chcemy mierzyć pewną charakterystykę.
I jest narzędziem służącym do porównywania rozproszenia dwóch zmiennych. Używamy go tylko, gdy pomiędzy zmiennymi istnieje logiczny związek
 ZADANIA statystyka opisowa i CTG 1. Dokonano pomiaru stężenia jonów azotanowych w wodzie μg/ml 1 0.51 0.51 0.51 0.50 0.51 0.49 0.52 0.53 0.50 0.47 0.51 0.52 0.53 0.48 0.59 0.50 0.52 0.49 0.49 0.50 0.49
ZADANIA statystyka opisowa i CTG 1. Dokonano pomiaru stężenia jonów azotanowych w wodzie μg/ml 1 0.51 0.51 0.51 0.50 0.51 0.49 0.52 0.53 0.50 0.47 0.51 0.52 0.53 0.48 0.59 0.50 0.52 0.49 0.49 0.50 0.49
Zarządzanie procesami
 Metody pomiaru stosowane w organizacjach Zarządzanie procesami Zakres Rodzaje pomiaru metod pomiaru Klasyczne metody pomiaru organizacji Pomiar całej organizacji Tradycyjny rachunek kosztów (np. ROI) Rachunek
Metody pomiaru stosowane w organizacjach Zarządzanie procesami Zakres Rodzaje pomiaru metod pomiaru Klasyczne metody pomiaru organizacji Pomiar całej organizacji Tradycyjny rachunek kosztów (np. ROI) Rachunek
INSTRUKCJA nr I.O. NK 64-16/I. Działania po dostawie sprzętu. INSTRUKCJA nr I.O. NK 64-16/I
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NK 64-16/I Działania po dostawie sprzętu Wyd. 04 Egz. nr Str./Na str. 1 / 7 20.01.2017 (data wydania) INSTRUKCJA nr I.O. NK 64-16/I Działania
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NK 64-16/I Działania po dostawie sprzętu Wyd. 04 Egz. nr Str./Na str. 1 / 7 20.01.2017 (data wydania) INSTRUKCJA nr I.O. NK 64-16/I Działania
ZASADY PRZEPROWADZANIA AUDITÓW
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA SYSTEMU JAKOŚCI Nr SPS/3/CQ-02 ZASADY PRZEPROWADZANIA AUDITÓW Wyd. 03 Str./Na str. 1 / 8 Egz. nr. 30.09.2008 (data wydania) PROCEDURA SYSTEMU JAKOŚCI Nr
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA SYSTEMU JAKOŚCI Nr SPS/3/CQ-02 ZASADY PRZEPROWADZANIA AUDITÓW Wyd. 03 Str./Na str. 1 / 8 Egz. nr. 30.09.2008 (data wydania) PROCEDURA SYSTEMU JAKOŚCI Nr
Definicje PN ISO Definicje PN ISO 3951 interpretacja Zastosowanie normy PN-ISO 3951:1997
 PN-ISO 3951:1997 METODY STATYSTYCZNEJ KONTROI JAKOŚCI WG OCENY ICZBOWEJ ciągła seria partii wyrobów sztukowych dla jednej procedury analizowana jest tylko jedna wartość, która musi być mierzalna w skali
PN-ISO 3951:1997 METODY STATYSTYCZNEJ KONTROI JAKOŚCI WG OCENY ICZBOWEJ ciągła seria partii wyrobów sztukowych dla jednej procedury analizowana jest tylko jedna wartość, która musi być mierzalna w skali
PROCEDURA NR QP/8.5/NJ
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/8.5/NJ I ZAPOBIEGAWCZE Wyd.07 Str./Na str. 1/ 13 Egz. nr. 27.07.2018 (data wydania) PROCEDURA NR QP/8.5/NJ DZIAŁANIA KORYGUJĄCE I ZAPOBIEGAWCZE Stanowisko
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA nr QP/8.5/NJ I ZAPOBIEGAWCZE Wyd.07 Str./Na str. 1/ 13 Egz. nr. 27.07.2018 (data wydania) PROCEDURA NR QP/8.5/NJ DZIAŁANIA KORYGUJĄCE I ZAPOBIEGAWCZE Stanowisko
INSTRUKCJA NR I.O. NP 87-64/I
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR I.O. NP 87-64/I Wyd. 01 Egz. nr. PROWADZENIE GOSPODARKI SAMOCHODOWEJ w WZL-4 S.A. Str./Na str. 1 / 7 25.03.2014 (data wydania) INSTRUKCJA NR I.O. NP
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA NR I.O. NP 87-64/I Wyd. 01 Egz. nr. PROWADZENIE GOSPODARKI SAMOCHODOWEJ w WZL-4 S.A. Str./Na str. 1 / 7 25.03.2014 (data wydania) INSTRUKCJA NR I.O. NP
LABORATORIUM Populacja Generalna (PG) 2. Próba (P n ) 3. Kryterium 3σ 4. Błąd Średniej Arytmetycznej 5. Estymatory 6. Teoria Estymacji (cz.
 2. Próba (P n ) 3. Kryterium 3σ 4. Błąd Średniej Arytmetycznej 5. Estymatory 6. Teoria Estymacji (cz.") LABORATORIUM 4 1. Populacja Generalna (PG) 2. Próba (P n ) 3. Kryterium 3σ 4. Błąd Średniej Arytmetycznej 5. Estymatory 6. Teoria Estymacji (cz. I) WNIOSKOWANIE STATYSTYCZNE (STATISTICAL INFERENCE) Populacja
LABORATORIUM 4 1. Populacja Generalna (PG) 2. Próba (P n ) 3. Kryterium 3σ 4. Błąd Średniej Arytmetycznej 5. Estymatory 6. Teoria Estymacji (cz. I) WNIOSKOWANIE STATYSTYCZNE (STATISTICAL INFERENCE) Populacja
ZASIĘGANIA OPINII ABSOLWENTÓW STUDIÓW PODYPLOMOWYCH
 WYDZIAŁ AGROBIOINŻYNIERII KARTA PROCEDURY Nr procedury WA-A3 ZASIĘGANIA OPINII ABSOLWENTÓW STUDIÓW PODYPLOMOWYCH Opracował Sprawdził Zatwierdził Zespół Wydziałowy Zespół ds. Wdrożenia Procedur Kierownik
WYDZIAŁ AGROBIOINŻYNIERII KARTA PROCEDURY Nr procedury WA-A3 ZASIĘGANIA OPINII ABSOLWENTÓW STUDIÓW PODYPLOMOWYCH Opracował Sprawdził Zatwierdził Zespół Wydziałowy Zespół ds. Wdrożenia Procedur Kierownik
INSTRUKCJA nr IO NO 03-36/I
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NO 03-36/I Pieczęcie używane w Wojskowych Zakładach Lotniczych Nr 4 S.A. w Warszawie Wyd. 04 Str./Na str. 1 / 11 Egz. nr 01.03.2017 (data wydania)
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NO 03-36/I Pieczęcie używane w Wojskowych Zakładach Lotniczych Nr 4 S.A. w Warszawie Wyd. 04 Str./Na str. 1 / 11 Egz. nr 01.03.2017 (data wydania)
Sterowanie procesem i jego zdolność. Zbigniew Wiśniewski
 Sterowanie procesem i jego zdolność Zbigniew Wiśniewski Wybór cech do kart kontrolnych Zaleca się aby w pierwszej kolejności były brane pod uwagę cechy dotyczące funkcjonowania wyrobu lub świadczenia usługi
Sterowanie procesem i jego zdolność Zbigniew Wiśniewski Wybór cech do kart kontrolnych Zaleca się aby w pierwszej kolejności były brane pod uwagę cechy dotyczące funkcjonowania wyrobu lub świadczenia usługi
Zarządzanie jakością ćwiczenia
 Zarządzanie jakością ćwiczenia mgr inż. Anna Wąsińska Zakład Zarządzania Jakością pok. 311 B1, tel. 320-42-82 anna.wasinska@pwr.wroc.pl Statystyczne sterowanie procesami SPC kontrolna Konsultacje: SO 13:00
Zarządzanie jakością ćwiczenia mgr inż. Anna Wąsińska Zakład Zarządzania Jakością pok. 311 B1, tel. 320-42-82 anna.wasinska@pwr.wroc.pl Statystyczne sterowanie procesami SPC kontrolna Konsultacje: SO 13:00
TREŚCI NAUCZANIA z przedmiotu pracowania ekonomiczno - informatyczna na podstawie programu nr 341[02]/MEN/2008.05.20. klasa 3 TE
![TREŚCI NAUCZANIA z przedmiotu pracowania ekonomiczno - informatyczna na podstawie programu nr 341[02]/MEN/2008.05.20. klasa 3 TE](/thumbs/26/8058128.jpg "TREŚCI NAUCZANIA z przedmiotu pracowania ekonomiczno - informatyczna na podstawie programu nr 341[02]/MEN/2008.05.20. klasa 3 TE") TREŚCI NAUCZANIA z przedmiotu pracowania ekonomiczno - informatyczna na podstawie programu nr [0]/MEN/008.05.0 klasa TE LP TREŚCI NAUCZANIA NAZWA JEDNOSTKI DYDAKTYCZNEJ Lekcja organizacyjna Zapoznanie
TREŚCI NAUCZANIA z przedmiotu pracowania ekonomiczno - informatyczna na podstawie programu nr [0]/MEN/008.05.0 klasa TE LP TREŚCI NAUCZANIA NAZWA JEDNOSTKI DYDAKTYCZNEJ Lekcja organizacyjna Zapoznanie
NADZÓR NAD DOKUMENTACJĄ
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA QP/4.2.3/NJ Wyd. 06 Egz. nr. NADZÓR NAD DOKUMENTACJĄ Str./Na str. 1 / 23 11.07.2018 (data wydania) PROCEDURA Nr QP/4.2.3/NJ NADZÓR NAD DOKUMENTACJĄ Stanowisko
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA QP/4.2.3/NJ Wyd. 06 Egz. nr. NADZÓR NAD DOKUMENTACJĄ Str./Na str. 1 / 23 11.07.2018 (data wydania) PROCEDURA Nr QP/4.2.3/NJ NADZÓR NAD DOKUMENTACJĄ Stanowisko
Przegląd systemu zarządzania jakością
 LOGO Nazwa i adres FIRMY PROCEDURA Systemowa P01.01 wyd. [data wydania] str. 1 / stron 5 ilość załączników: 4 Tytuł: Przegląd systemu zarządzania jakością egz. nr:... Spis treści 1. Cel... 2 2. Przedmiot
LOGO Nazwa i adres FIRMY PROCEDURA Systemowa P01.01 wyd. [data wydania] str. 1 / stron 5 ilość załączników: 4 Tytuł: Przegląd systemu zarządzania jakością egz. nr:... Spis treści 1. Cel... 2 2. Przedmiot
Dokładne i graniczne rozkłady statystyk z próby
 Dokładne i graniczne rozkłady statystyk z próby Przypomnijmy Populacja Próba Wielkość N n Średnia Wariancja Odchylenie standardowe 4.2 Rozkład statystyki Mówimy, że rozkład statystyki (1) jest dokładny,
Dokładne i graniczne rozkłady statystyk z próby Przypomnijmy Populacja Próba Wielkość N n Średnia Wariancja Odchylenie standardowe 4.2 Rozkład statystyki Mówimy, że rozkład statystyki (1) jest dokładny,
BADANIE POWTARZALNOŚCI PRZYRZĄDU POMIAROWEGO
 Zakład Metrologii i Systemów Pomiarowych P o l i t e c h n i k a P o z n ańska ul. Jana Pawła II 24 60-965 POZNAŃ (budynek Centrum Mechatroniki, Biomechaniki i Nanoinżynierii) www.zmisp.mt.put.poznan.pl
Zakład Metrologii i Systemów Pomiarowych P o l i t e c h n i k a P o z n ańska ul. Jana Pawła II 24 60-965 POZNAŃ (budynek Centrum Mechatroniki, Biomechaniki i Nanoinżynierii) www.zmisp.mt.put.poznan.pl
WYMAGANIA JAKOŚCIOWE DLA DOSTAWCÓW
 WYMAGANIA JAKOŚCIOWE DLA DOSTAWCÓW 1. WSTĘP Niniejszy dokument jest własnością z siedzibą w Skoczowie. Dotyczy on dostawców podstawowych materiałów / usług do produkcji wyrobów kutych, obróbki wiórowej,
WYMAGANIA JAKOŚCIOWE DLA DOSTAWCÓW 1. WSTĘP Niniejszy dokument jest własnością z siedzibą w Skoczowie. Dotyczy on dostawców podstawowych materiałów / usług do produkcji wyrobów kutych, obróbki wiórowej,
KSIGA PODSTAWOWA ZINTEGROWANEGO SYSTEMU ZARZADZANIA FIRMY KEMIPOL D 0/2
 ! "! #! $!% &'( )**+,"!-&-./0#!1 2#'34$! 536 *"!.780#!1 9#':# 4';#!!
! "! #! $!% &'( )**+,"!-&-./0#!1 2#'34$! 536 *"!.780#!1 9#':# 4';#!!
PROCEDURA OBSŁUGOWA Nr SPS/2/CM-03
 Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA OBSŁUGOWA Nr SPS/2/CM-03 Wyd. 03 Egz. nr. Str./Na str. 1 / 8 30.09.2008 (data wydania) PROCEDURA OBSŁUGOWA Nr SPS/2/CM-03 PRZECHOWYWANIE / OZNACZANIE PODZESPOŁÓW
Załącznik nr 6 do procedury QP/4.2.3/NJ PROCEDURA OBSŁUGOWA Nr SPS/2/CM-03 Wyd. 03 Egz. nr. Str./Na str. 1 / 8 30.09.2008 (data wydania) PROCEDURA OBSŁUGOWA Nr SPS/2/CM-03 PRZECHOWYWANIE / OZNACZANIE PODZESPOŁÓW
2.2 Wprowadzono zapis na str. 9 o treści: d) AQAP 2120 wyd.2 w zakresie Wykonawstwo usług związanych z obsługą, remontem
 AQAP 2120 wyd.2 w zakresie Wykonawstwo usług związanych z obsługą, remontem") 1 Karta zmian Nr 9/07 23.05.2007 1.1 Anulowano zapis na str. 3 o treści: Dokument ten jest opisem Systemu Zarządzania Jakością w oparciu o normy ISO 9001:2000, AQAP 2120:2003 oraz AS 9100 wyd. B. 1.2 Wprowadzono
1 Karta zmian Nr 9/07 23.05.2007 1.1 Anulowano zapis na str. 3 o treści: Dokument ten jest opisem Systemu Zarządzania Jakością w oparciu o normy ISO 9001:2000, AQAP 2120:2003 oraz AS 9100 wyd. B. 1.2 Wprowadzono
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
Testowanie hipotez statystycznych.
 Statystyka Wykład 10 Wrocław, 22 grudnia 2011 Testowanie hipotez statystycznych Definicja. Hipotezą statystyczną nazywamy stwierdzenie dotyczące parametrów populacji. Definicja. Dwie komplementarne w problemie
Statystyka Wykład 10 Wrocław, 22 grudnia 2011 Testowanie hipotez statystycznych Definicja. Hipotezą statystyczną nazywamy stwierdzenie dotyczące parametrów populacji. Definicja. Dwie komplementarne w problemie
Ćw. 2: Analiza błędów i niepewności pomiarowych
 Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (200/20) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 2: Analiza błędów i niepewności pomiarowych
Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (200/20) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 2: Analiza błędów i niepewności pomiarowych
INSTRUKCJA nr QI/7.5.2/NJ Wyd. 03 WALIDACJA PROCESU
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/7.5.2/NJ Wyd. 03 Egz.nr. WALIDACJA PROCESU Str./Na str. 1 /16 12.07.2018 (data wydania) INSTRUKCJA NR QI/7.5.2/NJ WALIDACJA PROCESU Stanowisko Imię
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr QI/7.5.2/NJ Wyd. 03 Egz.nr. WALIDACJA PROCESU Str./Na str. 1 /16 12.07.2018 (data wydania) INSTRUKCJA NR QI/7.5.2/NJ WALIDACJA PROCESU Stanowisko Imię
System harmonogramowania produkcji KbRS
 System harmonogramowania produkcji KbRS Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych z pliku... 3 Odczyt danych
System harmonogramowania produkcji KbRS Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych z pliku... 3 Odczyt danych
PROCEDURA NR 01/2012. z dnia r.
 Załącznik nr 1 Do Zarządzenia Nr 10/2012 z dnia 03.12.2012r. Kierownika ZGC SUM PROCEDURA NR 01/2012. z dnia 03.12.2012r. PRZEPŁYW DANYCH W ODNIESIENIU DO MONITOROWANIA I RAPORTOWANIA W ZAKRESIE EMISJI
Załącznik nr 1 Do Zarządzenia Nr 10/2012 z dnia 03.12.2012r. Kierownika ZGC SUM PROCEDURA NR 01/2012. z dnia 03.12.2012r. PRZEPŁYW DANYCH W ODNIESIENIU DO MONITOROWANIA I RAPORTOWANIA W ZAKRESIE EMISJI
Dane dotyczące wartości zmiennej (cechy) wprowadzamy w jednej kolumnie. W przypadku większej liczby zmiennych wprowadzamy każdą w oddzielnej kolumnie.
 wprowadzamy w jednej kolumnie. W przypadku większej liczby zmiennych wprowadzamy każdą w oddzielnej kolumnie.") STATISTICA INSTRUKCJA - 1 I. Wprowadzanie danych Podstawowe / Nowy / Arkusz Dane dotyczące wartości zmiennej (cechy) wprowadzamy w jednej kolumnie. W przypadku większej liczby zmiennych wprowadzamy każdą
STATISTICA INSTRUKCJA - 1 I. Wprowadzanie danych Podstawowe / Nowy / Arkusz Dane dotyczące wartości zmiennej (cechy) wprowadzamy w jednej kolumnie. W przypadku większej liczby zmiennych wprowadzamy każdą
PN-EN 13163:2004/AC. POPRAWKA do POLSKIEJ NORMY
 POPRAWKA do POLSKIEJ NORMY P o l s k i K o m i t e t N o r m a l i z a c y j n y ICS 91.100.60 PN-EN 13163:2004/AC marzec 2006 Wprowadza EN 13163:2001/AC:2005, IDT Dotyczy PN-EN 13163:2004 Wyroby do izolacji
POPRAWKA do POLSKIEJ NORMY P o l s k i K o m i t e t N o r m a l i z a c y j n y ICS 91.100.60 PN-EN 13163:2004/AC marzec 2006 Wprowadza EN 13163:2001/AC:2005, IDT Dotyczy PN-EN 13163:2004 Wyroby do izolacji
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM
 OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM POZNAŃ / kwiecień 2013 Wasilewski Cezary 1 Cel: Obniżenie kosztów wytwarzania Kontrolowanie jakości wyrobu Zasady postępowania Odpowiednio
OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM POZNAŃ / kwiecień 2013 Wasilewski Cezary 1 Cel: Obniżenie kosztów wytwarzania Kontrolowanie jakości wyrobu Zasady postępowania Odpowiednio
Statystyka. #5 Testowanie hipotez statystycznych. Aneta Dzik-Walczak Małgorzata Kalbarczyk-Stęclik. rok akademicki 2016/ / 28
 Statystyka #5 Testowanie hipotez statystycznych Aneta Dzik-Walczak Małgorzata Kalbarczyk-Stęclik rok akademicki 2016/2017 1 / 28 Testowanie hipotez statystycznych 2 / 28 Testowanie hipotez statystycznych
Statystyka #5 Testowanie hipotez statystycznych Aneta Dzik-Walczak Małgorzata Kalbarczyk-Stęclik rok akademicki 2016/2017 1 / 28 Testowanie hipotez statystycznych 2 / 28 Testowanie hipotez statystycznych
Kancelaris - Zmiany w wersji 2.70
 Kancelaris - Zmiany w wersji 2.70 1. Administracja W oknie Informacyjnym pokazano ilość licencji. 2. Archiwizacja Wprowadzono opcję kancelarii i archiwizatora: "Po archiwizacji automatycznie skopiuj archiwum
Kancelaris - Zmiany w wersji 2.70 1. Administracja W oknie Informacyjnym pokazano ilość licencji. 2. Archiwizacja Wprowadzono opcję kancelarii i archiwizatora: "Po archiwizacji automatycznie skopiuj archiwum
INSTRUKCJA I.O. NK 61-9
 Załącznik nr 6 do procedury QP/4.2.3/NJ Wyd. 05 Egz. nr. W sprawie udokumentowania, ewidencji i rozliczenia wyrobów niezgodnych z wymaganiami Str./Na str. 1 / 11 07.08.2018 (data wydania) INSTRUKCJA I.O.
Załącznik nr 6 do procedury QP/4.2.3/NJ Wyd. 05 Egz. nr. W sprawie udokumentowania, ewidencji i rozliczenia wyrobów niezgodnych z wymaganiami Str./Na str. 1 / 11 07.08.2018 (data wydania) INSTRUKCJA I.O.
Agencja Inicjatyw Gospodarczych S.A. ul. Obwodnica Tarnowskie Góry
 Strona : 1 Spis treści : 1.Cel i zakres procedury. 2.Odpowiedzialność i uprawnienia. 3.Definicje i skróty. 4.Opis procesu : 4.1. Wstęp. 4.2.Plan auditów. 4.3.Przygotowanie auditów 4.4.Wykonanie auditów.
Strona : 1 Spis treści : 1.Cel i zakres procedury. 2.Odpowiedzialność i uprawnienia. 3.Definicje i skróty. 4.Opis procesu : 4.1. Wstęp. 4.2.Plan auditów. 4.3.Przygotowanie auditów 4.4.Wykonanie auditów.
Procedura szacowania niepewności
 DOKUMENTACJA SYSTEMU ZARZĄDZANIA LABORATORIUM Procedura szacowania niepewności Stron 7 Załączniki Nr 1 Nr Nr 3 Stron Symbol procedury PN//xyz Data Imię i Nazwisko Podpis Opracował Sprawdził Zatwierdził
DOKUMENTACJA SYSTEMU ZARZĄDZANIA LABORATORIUM Procedura szacowania niepewności Stron 7 Załączniki Nr 1 Nr Nr 3 Stron Symbol procedury PN//xyz Data Imię i Nazwisko Podpis Opracował Sprawdził Zatwierdził
WYKŁAD 5 TEORIA ESTYMACJI II
 WYKŁAD 5 TEORIA ESTYMACJI II Teoria estymacji (wyznaczanie przedziałów ufności, błąd badania statystycznego, poziom ufności, minimalna liczba pomiarów). PRÓBA Próba powinna być reprezentacyjna tj. jak
WYKŁAD 5 TEORIA ESTYMACJI II Teoria estymacji (wyznaczanie przedziałów ufności, błąd badania statystycznego, poziom ufności, minimalna liczba pomiarów). PRÓBA Próba powinna być reprezentacyjna tj. jak
Dodatek B. PRO-2000 jako serwer DDE/NetDDE i. 1. Informacje ogólne
 225 PRO-2000 jako serwer DDE/NetDDE i OPC 1. Informacje ogólne Uruchomienie Inicjacja komunikacji SCADA PRO-2000 może pracować jako serwer DDE/NetDDE (ang. Dynamic Data Exchange) oraz OPC (ang. OLE for
225 PRO-2000 jako serwer DDE/NetDDE i OPC 1. Informacje ogólne Uruchomienie Inicjacja komunikacji SCADA PRO-2000 może pracować jako serwer DDE/NetDDE (ang. Dynamic Data Exchange) oraz OPC (ang. OLE for
Wstęp do teorii niepewności pomiaru. Danuta J. Michczyńska Adam Michczyński
 Wstęp do teorii niepewności pomiaru Danuta J. Michczyńska Adam Michczyński Podstawowe informacje: Strona Politechniki Śląskiej: www.polsl.pl Instytut Fizyki / strona własna Instytutu / Dydaktyka / I Pracownia
Wstęp do teorii niepewności pomiaru Danuta J. Michczyńska Adam Michczyński Podstawowe informacje: Strona Politechniki Śląskiej: www.polsl.pl Instytut Fizyki / strona własna Instytutu / Dydaktyka / I Pracownia
Jednostka Opiniująca, Atestująca i Certyfikująca Wyroby TEST Sp. z o.o. 41-103 Siemianowice Śląskie, ul. Wyzwolenia 14
 PROGRAM CERTYFIKACJI WYROBÓW TYPU 1b PR-I Imię i nazwisko Data Podpis Opracował: Sprawdził: Zatwierdził: mgr inż. Łukasz Brudny inż. Ireneusz Adamus mgr inż. Michał Zarzycki Dokument jest nadzorowany i
PROGRAM CERTYFIKACJI WYROBÓW TYPU 1b PR-I Imię i nazwisko Data Podpis Opracował: Sprawdził: Zatwierdził: mgr inż. Łukasz Brudny inż. Ireneusz Adamus mgr inż. Michał Zarzycki Dokument jest nadzorowany i
Zakład Certyfikacji 03-042 Warszawa, ul. Kupiecka 4 Sekcja Ceramiki i Szkła ul. Postępu 9 02-676 Warszawa PROGRAM CERTYFIKACJI
 Zakład Certyfikacji 03-042 Warszawa, ul. Kupiecka 4 Sekcja Ceramiki i Szkła ul. Postępu 9 02-676 Warszawa PC-04 PROGRAM CERTYFIKACJA ZGODNOŚCI WYROBU Z KRYTERIAMI TECHNICZNYMI certyfikacja dobrowolna Warszawa,
Zakład Certyfikacji 03-042 Warszawa, ul. Kupiecka 4 Sekcja Ceramiki i Szkła ul. Postępu 9 02-676 Warszawa PC-04 PROGRAM CERTYFIKACJA ZGODNOŚCI WYROBU Z KRYTERIAMI TECHNICZNYMI certyfikacja dobrowolna Warszawa,
Broszura aplikacyjna ANT Factory Portal
 Broszura aplikacyjna ANT Factory Portal System nadzoru linii produkcyjnych: śledzenie partii produkcyjnej. System do nadzoru produkcji on-line, w czasie rzeczywistym. Kraków, 2011 Kraków Spółka informatyczna
Broszura aplikacyjna ANT Factory Portal System nadzoru linii produkcyjnych: śledzenie partii produkcyjnej. System do nadzoru produkcji on-line, w czasie rzeczywistym. Kraków, 2011 Kraków Spółka informatyczna
Celem zarządzania ryzykiem w Urzędzie jest zwiększenie efektywności i skuteczności realizowanych celów i zadań.
 Zarządzanie ryzykiem Strona: 2 z 6 Nr edycji: VII.06.00/02 1. Cel działania. Celem głównym procedury jest określenie zasad zarządzania ryzykiem w Urzędzie Marszałkowskim. Zarządzanie ryzykiem stanowi podstawę
Zarządzanie ryzykiem Strona: 2 z 6 Nr edycji: VII.06.00/02 1. Cel działania. Celem głównym procedury jest określenie zasad zarządzania ryzykiem w Urzędzie Marszałkowskim. Zarządzanie ryzykiem stanowi podstawę
SYSTEM ZARZĄDZANIA JAKOŚCIĄ WG NORMY PN EN ISO 9001:2009 PROCEDURA SYSTEMOWA PS 3. Nadzór nad zapisami ZAWARTOŚĆ PROCEDURY
 Strona 1/7 ZAWARTOŚĆ PROCEDURY 1. CEL PROCEDURY 2. ZAKRES PROCEDURY 3. ODPOWIEDZIALNOŚĆ 4. DEFINICJE 5. OPIS POSTĘPOWANIA 6. ALGORYTM POSTĘPOWANIA 7. DOKUMENTY ZWIĄZANE 8. ZAŁĄCZNIKI 9. TABELA ZMIAN Nr
Strona 1/7 ZAWARTOŚĆ PROCEDURY 1. CEL PROCEDURY 2. ZAKRES PROCEDURY 3. ODPOWIEDZIALNOŚĆ 4. DEFINICJE 5. OPIS POSTĘPOWANIA 6. ALGORYTM POSTĘPOWANIA 7. DOKUMENTY ZWIĄZANE 8. ZAŁĄCZNIKI 9. TABELA ZMIAN Nr
ROZLICZENIE PRODUKCJI
 ROZLICZENIE PRODUKCJI Instrukcja Użytkownika do systemu mrp711 Wrocław 2012 rok Produkcja - kooperacja Spis treści Produkcja - kooperacja... 2 Zlecenie produkcyjne zlecenie kooperacji... 3 1. Zlecenie
ROZLICZENIE PRODUKCJI Instrukcja Użytkownika do systemu mrp711 Wrocław 2012 rok Produkcja - kooperacja Spis treści Produkcja - kooperacja... 2 Zlecenie produkcyjne zlecenie kooperacji... 3 1. Zlecenie
VI WYKŁAD STATYSTYKA. 9/04/2014 B8 sala 0.10B Godz. 15:15
 VI WYKŁAD STATYSTYKA 9/04/2014 B8 sala 0.10B Godz. 15:15 WYKŁAD 6 WERYFIKACJA HIPOTEZ STATYSTYCZNYCH PARAMETRYCZNE TESTY ISTOTNOŚCI Weryfikacja hipotez ( błędy I i II rodzaju, poziom istotności, zasady
VI WYKŁAD STATYSTYKA 9/04/2014 B8 sala 0.10B Godz. 15:15 WYKŁAD 6 WERYFIKACJA HIPOTEZ STATYSTYCZNYCH PARAMETRYCZNE TESTY ISTOTNOŚCI Weryfikacja hipotez ( błędy I i II rodzaju, poziom istotności, zasady
System Zarządzania Produkcją Opis funkcjonalny
 System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
P R O C E D U R A SKARGI I ODWOŁANIA
 Strona 1 P R O C E D U R A SKARGI I ODWOŁANIA Egz. nr... Imię i Nazwisko ZATWIERDZAM: Krzysztof Wcisło Podpis: Imię i Nazwisko ZARZĄDZAJĄCY: Szymon Misiołek Podpis: Uwaga: Niniejszy dokument jest własnością
Strona 1 P R O C E D U R A SKARGI I ODWOŁANIA Egz. nr... Imię i Nazwisko ZATWIERDZAM: Krzysztof Wcisło Podpis: Imię i Nazwisko ZARZĄDZAJĄCY: Szymon Misiołek Podpis: Uwaga: Niniejszy dokument jest własnością
Numer dokumentu: PRC/DSJ/AW. Sprawdził / Zatwierdził : Tomasz Piekoszewski
 Opracował: Radosław Zawiliński Sprawdził / Zatwierdził : Tomasz Piekoszewski Data obowiązywania: 2013-02-01 Wydanie: A 1. CEL Celem procedury jest określenie zasad przeprowadzania audytów wewnętrznych
Opracował: Radosław Zawiliński Sprawdził / Zatwierdził : Tomasz Piekoszewski Data obowiązywania: 2013-02-01 Wydanie: A 1. CEL Celem procedury jest określenie zasad przeprowadzania audytów wewnętrznych
ANKIETA OCENY DOSTAWCY - PRODUCENTA
 Strona/stron 1/9 Rok zał. 1927 INSTYTUT MECHANIKI PRECYZYJNEJ Zakład Certyfikacji Wyrobów 01-796 Warszawa, ul. Duchnicka 3 tel.: 22 663 43 14 tel.: 22 560 25 40 e-mail: wojtan@imp.edu.pl http://www.imp.edu.pl/cert
Strona/stron 1/9 Rok zał. 1927 INSTYTUT MECHANIKI PRECYZYJNEJ Zakład Certyfikacji Wyrobów 01-796 Warszawa, ul. Duchnicka 3 tel.: 22 663 43 14 tel.: 22 560 25 40 e-mail: wojtan@imp.edu.pl http://www.imp.edu.pl/cert
STANDARDOWA INSTRUKCJA PRACY SOP Tytuł: Działania naprawcze przy przekroczeniu dopuszczalnego zakresu błędu
 Data obowiązywania: Wydanie: 1 Strona 1 z 5 Karta zmian Nr zmiany Punktu Podpunktu rozdziału Zmiany Akapitu lub fragmentu tekstu ze strony nr Opis zmiany Data zmiany Podpis autora zmiany Data obowiązywania:
Data obowiązywania: Wydanie: 1 Strona 1 z 5 Karta zmian Nr zmiany Punktu Podpunktu rozdziału Zmiany Akapitu lub fragmentu tekstu ze strony nr Opis zmiany Data zmiany Podpis autora zmiany Data obowiązywania:
Numer dokumentu: PRC/DSJ/AW. Sprawdził / Zatwierdził : Tomasz Piekoszewski
 Opracował: Radosław Zawiliński Sprawdził / Zatwierdził : Tomasz Piekoszewski Data obowiązywania: 2014-04-01 Wydanie: A 1. CEL Celem procedury jest określenie zasad przeprowadzania audytów wewnętrznych
Opracował: Radosław Zawiliński Sprawdził / Zatwierdził : Tomasz Piekoszewski Data obowiązywania: 2014-04-01 Wydanie: A 1. CEL Celem procedury jest określenie zasad przeprowadzania audytów wewnętrznych
DOKUMENTACJA SYSTEMU ZARZĄDZANIA LABORATORIUM. Procedura szacowania niepewności
 DOKUMENTACJA SYSTEMU ZARZĄDZANIA LABORATORIUM Procedura szacowania niepewności Szacowanie niepewności oznaczania / pomiaru zawartości... metodą... Data Imię i Nazwisko Podpis Opracował Sprawdził Zatwierdził
DOKUMENTACJA SYSTEMU ZARZĄDZANIA LABORATORIUM Procedura szacowania niepewności Szacowanie niepewności oznaczania / pomiaru zawartości... metodą... Data Imię i Nazwisko Podpis Opracował Sprawdził Zatwierdził
Zarządzanie jakością. cią. Zarządzanie jakością - wykład 5. W. Prussak Kontrola w zarządzaniu jakością
 Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Metody i narzędzia projakościowe Doskonalenie Zarządzanie. jakości cią Wykład 05/07 Statystyczna kontrola procesu (SPC) 5.1 inspekcyjna
Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Metody i narzędzia projakościowe Doskonalenie Zarządzanie. jakości cią Wykład 05/07 Statystyczna kontrola procesu (SPC) 5.1 inspekcyjna
SPRAWOZDANIE Z BADAŃ
 POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
POLITECHNIKA ŁÓDZKA ul. Żeromskiego 116 90-924 Łódź KATEDRA BUDOWNICTWA BETONOWEGO NIP: 727 002 18 95 REGON: 000001583 LABORATORIUM BADAWCZE MATERIAŁÓW I KONSTRUKCJI BUDOWLANYCH Al. Politechniki 6 90-924
PN-EN 1340:2004/AC. POPRAWKA do POLSKIEJ NORMY. Dotyczy PN-EN 1340:2004 Krawężniki betonowe Wymagania i metody badań.
 POPRAWKA do POLSKIEJ NORMY P o l s k i K o m i t e t N o r m a l i z a c y j n y ICS 93.080.20 PN-EN 1340:2004/AC październik 2007 Wprowadza EN 1340:2003/AC:2006, IDT Dotyczy PN-EN 1340:2004 Krawężniki
POPRAWKA do POLSKIEJ NORMY P o l s k i K o m i t e t N o r m a l i z a c y j n y ICS 93.080.20 PN-EN 1340:2004/AC październik 2007 Wprowadza EN 1340:2003/AC:2006, IDT Dotyczy PN-EN 1340:2004 Krawężniki
KARTA INFORMACYJNA PRZEDMIOTU
 Uniwersytet Rzeszowski WYDZIAŁ KIERUNEK Matematyczno-Przyrodniczy Fizyka techniczna SPECJALNOŚĆ RODZAJ STUDIÓW stacjonarne, studia pierwszego stopnia KARTA INFORMACYJNA PRZEDMIOTU NAZWA PRZEDMIOTU WG PLANU
Uniwersytet Rzeszowski WYDZIAŁ KIERUNEK Matematyczno-Przyrodniczy Fizyka techniczna SPECJALNOŚĆ RODZAJ STUDIÓW stacjonarne, studia pierwszego stopnia KARTA INFORMACYJNA PRZEDMIOTU NAZWA PRZEDMIOTU WG PLANU
Schöck Isokorb typu KF
 Schöck Isokorb typu Schöck Isokorb typu Spis treści Strona Konstrukcja/Właściwości/Wskazówki 54 Zbrojenie na budowie 55 Instrukcja montażu 56-59 Lista kontrolna 60 Klasy odporności ogniowej 20-21 53 Schöck
Schöck Isokorb typu Schöck Isokorb typu Spis treści Strona Konstrukcja/Właściwości/Wskazówki 54 Zbrojenie na budowie 55 Instrukcja montażu 56-59 Lista kontrolna 60 Klasy odporności ogniowej 20-21 53 Schöck
IV WYKŁAD STATYSTYKA. 26/03/2014 B8 sala 0.10B Godz. 15:15
 IV WYKŁAD STATYSTYKA 26/03/2014 B8 sala 0.10B Godz. 15:15 WYKŁAD 4 Populacja generalna, próba, losowanie próby, estymatory Statystyka (populacja generalna, populacja próbna, próbka mała, próbka duża, reprezentatywność,
IV WYKŁAD STATYSTYKA 26/03/2014 B8 sala 0.10B Godz. 15:15 WYKŁAD 4 Populacja generalna, próba, losowanie próby, estymatory Statystyka (populacja generalna, populacja próbna, próbka mała, próbka duża, reprezentatywność,
Właściwości i oznaczenia styropianu
 Właściwości i oznaczenia styropianu Styropian (EPS ang.expanded PolyStyrene) polistyren ekspandowy inaczej spieniony, obecnie produkowany jest zgodnie z europejską normą PN-EN 13163:2009. Norma ta określa,
Właściwości i oznaczenia styropianu Styropian (EPS ang.expanded PolyStyrene) polistyren ekspandowy inaczej spieniony, obecnie produkowany jest zgodnie z europejską normą PN-EN 13163:2009. Norma ta określa,
Agencja Inicjatyw Gospodarczych S.A. ul. Obwodnica Tarnowskie Góry
 Strona : 1 Spis treści : 1.Cel i zakres procedury. 2.Odpowiedzialność i uprawnienia. 3.Definicje i skróty. 4.Opis procesu : 4.1. Oznaczanie i identyfikacja dokumentów 4.2. Opracowanie dokumentacji systemu
Strona : 1 Spis treści : 1.Cel i zakres procedury. 2.Odpowiedzialność i uprawnienia. 3.Definicje i skróty. 4.Opis procesu : 4.1. Oznaczanie i identyfikacja dokumentów 4.2. Opracowanie dokumentacji systemu
WNIOSEK O CERTYFIKACJĘ ZAKŁADOWEJ KONTROLI PRODUKCJI KRUSZYWA I MIESZANKI MINERALNO-ASFALTOWE
 Wypełnia PAJ CERT NUMER WNIOSKU: DATA WPŁYWU: dd/mm/rrrr DATA REJESTRACJI: dd/mm/rrrr Tab.1. DANE WEJŚCIOWE WNIOSEK O: WYDA CERTYFIKATU ROZSZERZE CERTYFIKATU Czy producent kiedykolwiek ubiegał się już
Wypełnia PAJ CERT NUMER WNIOSKU: DATA WPŁYWU: dd/mm/rrrr DATA REJESTRACJI: dd/mm/rrrr Tab.1. DANE WEJŚCIOWE WNIOSEK O: WYDA CERTYFIKATU ROZSZERZE CERTYFIKATU Czy producent kiedykolwiek ubiegał się już
POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH
 PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
Asystentka Działu Kadrowego Miejsce pracy: Warszawa, ul. Postępu 17
 Asystentka Działu Kadrowego Wprowadzanie umów Kontakt z innymi oddziałami firmy Archiwizowanie dokumentów Monitorowanie terminów ważności zaświadczeń Realizowanie bieżących zadań administracyjno - biurowych
Asystentka Działu Kadrowego Wprowadzanie umów Kontakt z innymi oddziałami firmy Archiwizowanie dokumentów Monitorowanie terminów ważności zaświadczeń Realizowanie bieżących zadań administracyjno - biurowych
Lp. Parametry Wymagane Warunek Opisać 1 Serwer 1.1 Producent oprogramowania Podać 1.2 Kraj pochodzenia Podać 1.3. Wymóg.
 Lp. Parametry Wymagane Warunek Opisać 1 Serwer 1.1 Producent oprogramowania Podać 1.2 Kraj pochodzenia Podać 1.3 Licencja bezterminowa na jeden serwer fizyczny 2 System operacyjny serwera 2.1 System operacyjny
Lp. Parametry Wymagane Warunek Opisać 1 Serwer 1.1 Producent oprogramowania Podać 1.2 Kraj pochodzenia Podać 1.3 Licencja bezterminowa na jeden serwer fizyczny 2 System operacyjny serwera 2.1 System operacyjny
Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej
 Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej 1. Zasady metody Zasada metody polega na stopniowym obciążaniu środka próbki do badania, ustawionej
Metody badań kamienia naturalnego: Oznaczanie wytrzymałości na zginanie pod działaniem siły skupionej 1. Zasady metody Zasada metody polega na stopniowym obciążaniu środka próbki do badania, ustawionej
Nadzorowanie produkcji
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NP 19-20 Wyd. 08 Str./Na str. 1 / 29 Egz. nr. 13.08.2018 (data wydania) INSTRUKCJA Nr I.O. NP 19-20 Stanowisko Imię i nazwisko Data Podpis Opracował
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA nr I.O. NP 19-20 Wyd. 08 Str./Na str. 1 / 29 Egz. nr. 13.08.2018 (data wydania) INSTRUKCJA Nr I.O. NP 19-20 Stanowisko Imię i nazwisko Data Podpis Opracował
Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu"
 Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu" Piotr Tomicki,
Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu" Piotr Tomicki,
Błędy przy testowaniu hipotez statystycznych. Decyzja H 0 jest prawdziwa H 0 jest faszywa
 Weryfikacja hipotez statystycznych Hipotezą statystyczną nazywamy każde przypuszczenie dotyczące nieznanego rozkładu badanej cechy populacji, o prawdziwości lub fałszywości którego wnioskuje się na podstawie
Weryfikacja hipotez statystycznych Hipotezą statystyczną nazywamy każde przypuszczenie dotyczące nieznanego rozkładu badanej cechy populacji, o prawdziwości lub fałszywości którego wnioskuje się na podstawie
Poziom 1 DZIAŁANIA DOSKONALĄCE Data:
 Temat: DZIAŁANIA KORYGUJĄCE I ZAPOBIEGAWCZE Strona 1 z 6 1. Cel i zakres 1.1. Cel Celem niniejszej procedury jest zapewnienie skutecznej realizacji działań. 1.2. Zakres Procedura obowiązuje w zakresie
Temat: DZIAŁANIA KORYGUJĄCE I ZAPOBIEGAWCZE Strona 1 z 6 1. Cel i zakres 1.1. Cel Celem niniejszej procedury jest zapewnienie skutecznej realizacji działań. 1.2. Zakres Procedura obowiązuje w zakresie
Monitorowanie i Diagnostyka w Systemach Sterowania na studiach II stopnia specjalności: Systemy Sterowania i Podejmowania Decyzji
 Monitorowanie i Diagnostyka w Systemach Sterowania na studiach II stopnia specjalności: Systemy Sterowania i Podejmowania Decyzji Analiza składników podstawowych - wprowadzenie (Principal Components Analysis
Monitorowanie i Diagnostyka w Systemach Sterowania na studiach II stopnia specjalności: Systemy Sterowania i Podejmowania Decyzji Analiza składników podstawowych - wprowadzenie (Principal Components Analysis
INSTRUKCJA Nr I.O. NJ 63-44/I
 Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA Nr I.O. NJ 63-44/I Wyd. 04 Instrukcja nadzoru nad dokumentacją w procesie natryskiwania plazmowego Str./Na str. 1 / 18 Egz. Nr 29.01.2018 (data wydania)
Załącznik nr 6 do procedury QP/4.2.3/NJ INSTRUKCJA Nr I.O. NJ 63-44/I Wyd. 04 Instrukcja nadzoru nad dokumentacją w procesie natryskiwania plazmowego Str./Na str. 1 / 18 Egz. Nr 29.01.2018 (data wydania)
Posiada (TAK / NIE. Zrzut ekranu. Opis funkcji
 Załącznik nr 1b do SIWZ TABELA FUNKCJONALNOŚCI UWAGA: Jeśli funkcjonalność, dla której wymagane jest potwierdzenie zrzutem ekranu wymusza wykonanie kliku zrzutów ekranu, konieczne jest aby każdy taki zrzut
Załącznik nr 1b do SIWZ TABELA FUNKCJONALNOŚCI UWAGA: Jeśli funkcjonalność, dla której wymagane jest potwierdzenie zrzutem ekranu wymusza wykonanie kliku zrzutów ekranu, konieczne jest aby każdy taki zrzut
Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi.
 OPROGRAMOWANIE DLA FIRM Produkcja Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi. Program dostarcza szczegółowych informacji
OPROGRAMOWANIE DLA FIRM Produkcja Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi. Program dostarcza szczegółowych informacji
PRZEMYSŁOWY INSTYTUT MOTORYZACJI
 PRZEMYSŁOWY INSTYTUT MOTORYZACJI JEDNOSTKA CERTYFIKUJĄCA WYROBY OŚRODEK JAKOŚCI 03-301 Warszawa, ul. Jagiellońska 55 tel. 22 7777-061 do 068 e-mail: nj@pimot.eu PROGRAM OBOWIĄZKOWEJ CERTYFIKACJI BIOKOMPONENTÓW
PRZEMYSŁOWY INSTYTUT MOTORYZACJI JEDNOSTKA CERTYFIKUJĄCA WYROBY OŚRODEK JAKOŚCI 03-301 Warszawa, ul. Jagiellońska 55 tel. 22 7777-061 do 068 e-mail: nj@pimot.eu PROGRAM OBOWIĄZKOWEJ CERTYFIKACJI BIOKOMPONENTÓW
UDA-POKL.04.01.01-00-068/14-00
 Lp. Nazwa Firmy/ Adres odbywania stażu 1. Urząd Termin realizacji stażu Dział/ Stanowisko Stażysty Zachodniopomorski Ośrodek Badań Regionalnych/ Opis stanowiska, zakres obowiązków Stażysty Wymagania wobec
Lp. Nazwa Firmy/ Adres odbywania stażu 1. Urząd Termin realizacji stażu Dział/ Stanowisko Stażysty Zachodniopomorski Ośrodek Badań Regionalnych/ Opis stanowiska, zakres obowiązków Stażysty Wymagania wobec
Urząd Miejski w Przemyślu
 Urząd Miejski w Przemyślu Wydanie: PROCEDURA SYSTEMOWA P/4.2.3/4.2.4 NADZÓR NAD DOKUMENTAMI I ZAPISAMI Strona: /4 Załącznik Nr 6 do Księgi Jakości Obowiązuje od: 26.07.20 r. Data modyfikacji:. CEL PROCEDURY
Urząd Miejski w Przemyślu Wydanie: PROCEDURA SYSTEMOWA P/4.2.3/4.2.4 NADZÓR NAD DOKUMENTAMI I ZAPISAMI Strona: /4 Załącznik Nr 6 do Księgi Jakości Obowiązuje od: 26.07.20 r. Data modyfikacji:. CEL PROCEDURY
Zbiorcze zestawienie wyników badań ankietowych dotyczących oceny warunków realizacji procesu kształcenia na wydziale (ankieta studencka)
") Akademia Górniczo-Hutnicza im. St. Staszica w Krakowie Pełnomocnik Rektora ds. Jakości Kształcenia Zbiorcze zestawienie wyników badań ankietowych dotyczących oceny warunków realizacji procesu kształcenia
Akademia Górniczo-Hutnicza im. St. Staszica w Krakowie Pełnomocnik Rektora ds. Jakości Kształcenia Zbiorcze zestawienie wyników badań ankietowych dotyczących oceny warunków realizacji procesu kształcenia
PROCEDURA ZINTEGROWANEGO SYSTEMU ZARZĄDZANIA NADZÓR NAD DOKUMENTAMI I ZAPISAMI
 URZĄD MIASTA I GMINY ŁASIN DOKUMENT NADZOROWANY W WERSJI ELEKTRONICZNEJ 20.01.2012 PN-EN ISO 9001:2009 PN-EN ISO 14001:2005 PROCEDURA ZINTEGROWANEGO SYSTEMU ZARZĄDZANIA NADZÓR NAD DOKUMENTAMI I ZAPISAMI
URZĄD MIASTA I GMINY ŁASIN DOKUMENT NADZOROWANY W WERSJI ELEKTRONICZNEJ 20.01.2012 PN-EN ISO 9001:2009 PN-EN ISO 14001:2005 PROCEDURA ZINTEGROWANEGO SYSTEMU ZARZĄDZANIA NADZÓR NAD DOKUMENTAMI I ZAPISAMI
Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności.
 Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności. Badanie normalności rozkładu Shapiro-Wilka: jest on najbardziej zalecanym testem normalności rozkładu. Jednak wskazane jest, aby
Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności. Badanie normalności rozkładu Shapiro-Wilka: jest on najbardziej zalecanym testem normalności rozkładu. Jednak wskazane jest, aby
PROCEDURA PROCESOWA PROCES SYSTEMOWY NADZÓR NAD DOKUMENTAMI
 PROCEDURA PROCESOWA PROCES SYSTEMOWY NADZÓR NAD DOKUMENTAMI 1 / 3 Data 2006-08-10 1. CEL Celem procedury jest utrzymanie aktualnych i dokumentów SZJ ISO, zewnętrznych i wewnętrznych aktów prawnych oraz
PROCEDURA PROCESOWA PROCES SYSTEMOWY NADZÓR NAD DOKUMENTAMI 1 / 3 Data 2006-08-10 1. CEL Celem procedury jest utrzymanie aktualnych i dokumentów SZJ ISO, zewnętrznych i wewnętrznych aktów prawnych oraz
5 stycznia 2015 r. Data: Exova Warringtonfire Holmesfield Road Warrington WA1 2DS Zjednoczone Królestwo
 Exova Warringtonfire Holmesfield Road Warrington WA1 2DS Zjednoczone Królestwo Tel.: +44 (0) 1925 655 116 Faks: +44 (0) 1925 655 419 E-mail: warrington@exova.com Strona internetowa: www.exova.com Tytuł:
Exova Warringtonfire Holmesfield Road Warrington WA1 2DS Zjednoczone Królestwo Tel.: +44 (0) 1925 655 116 Faks: +44 (0) 1925 655 419 E-mail: warrington@exova.com Strona internetowa: www.exova.com Tytuł:
RACHUNEK PRAWDOPODOBIEŃSTWA I STATYSTYKA MATEMATYCZNA
 RACHUNEK PRAWDOPODOBIEŃSTWA I STATYSTYKA MATEMATYCZNA LISTA 10 1.Dokonano 8 pomiarów pewnej odległości (w m) i otrzymano: 201, 195, 207, 203, 191, 208, 198, 210. Wiedząc,że błąd pomiaru ma rozkład normalny
RACHUNEK PRAWDOPODOBIEŃSTWA I STATYSTYKA MATEMATYCZNA LISTA 10 1.Dokonano 8 pomiarów pewnej odległości (w m) i otrzymano: 201, 195, 207, 203, 191, 208, 198, 210. Wiedząc,że błąd pomiaru ma rozkład normalny
SCENARIUSZ LEKCJI. TEMAT LEKCJI: Zastosowanie średnich w statystyce i matematyce. Podstawowe pojęcia statystyczne. Streszczenie.
 SCENARIUSZ LEKCJI OPRACOWANY W RAMACH PROJEKTU: INFORMATYKA MÓJ SPOSÓB NA POZNANIE I OPISANIE ŚWIATA. PROGRAM NAUCZANIA INFORMATYKI Z ELEMENTAMI PRZEDMIOTÓW MATEMATYCZNO-PRZYRODNICZYCH Autorzy scenariusza:
SCENARIUSZ LEKCJI OPRACOWANY W RAMACH PROJEKTU: INFORMATYKA MÓJ SPOSÓB NA POZNANIE I OPISANIE ŚWIATA. PROGRAM NAUCZANIA INFORMATYKI Z ELEMENTAMI PRZEDMIOTÓW MATEMATYCZNO-PRZYRODNICZYCH Autorzy scenariusza:
Przegląd wynagrodzeo Edycja wiosna/jesieo 2014
 Przegląd wynagrodzeo Edycja wiosna/jesieo 2014 Strona 1 Wstęp Konsultanci Trio Management opracowali Przegląd Wynagrodzeo opierając się na swoich wieloletnich doświadczeniach badawczych oraz w zakresie
Przegląd wynagrodzeo Edycja wiosna/jesieo 2014 Strona 1 Wstęp Konsultanci Trio Management opracowali Przegląd Wynagrodzeo opierając się na swoich wieloletnich doświadczeniach badawczych oraz w zakresie
Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności
 Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności Badanie normalności rozkładu Shapiro-Wilka: jest on najbardziej zalecanym testem normalności rozkładu. Jednak wskazane jest, aby
Ćwiczenie: Badanie normalności rozkładu. Wyznaczanie przedziałów ufności Badanie normalności rozkładu Shapiro-Wilka: jest on najbardziej zalecanym testem normalności rozkładu. Jednak wskazane jest, aby
Wprowadzenie do analizy dyskryminacyjnej
 Wprowadzenie do analizy dyskryminacyjnej Analiza dyskryminacyjna to zespół metod statystycznych używanych w celu znalezienia funkcji dyskryminacyjnej, która możliwie najlepiej charakteryzuje bądź rozdziela
Wprowadzenie do analizy dyskryminacyjnej Analiza dyskryminacyjna to zespół metod statystycznych używanych w celu znalezienia funkcji dyskryminacyjnej, która możliwie najlepiej charakteryzuje bądź rozdziela
Wykład 10 Estymacja przedziałowa - przedziały ufności dla średn
 Wykład 10 Estymacja przedziałowa - przedziały ufności dla średniej Wrocław, 21 grudnia 2016r Przedział ufności Niech będzie dana próba X 1, X 2,..., X n z rozkładu P θ, θ Θ. Definicja 10.1 Przedziałem
Wykład 10 Estymacja przedziałowa - przedziały ufności dla średniej Wrocław, 21 grudnia 2016r Przedział ufności Niech będzie dana próba X 1, X 2,..., X n z rozkładu P θ, θ Θ. Definicja 10.1 Przedziałem