Harmonogramowanie produkcji
|
|
|
- Emilia Jasińska
- 9 lat temu
- Przeglądów:
Transkrypt
1 Harmonogramowanie produkcji

2 Harmonogramowanie produkcji jest ściśle związane z planowaniem produkcji. Polega na: rozłożeniu w czasie przydziału zasobów do zleceń produkcyjnych, podziale zleceń na partie produkcyjne, określeniu terminów rozpoczęcia i zakończenia realizacji partii produkcyjnych na poszczególnych maszynach. Kryteria optymalności harmonogramu produkcji reprezentują kompromis pomiędzy kosztami niedotrzymania terminów zaspokojenia zapotrzebowania, kosztami utrzymywania zapasów i kosztami częstych zmian asortymentu produkcji.

3 Klasyczną metodą harmonogramowania produkcji jest szeregowanie zadań Rozwiązaniem problemu szeregowania zadań jest uszeregowanie, zwane też harmonogramem

4 Elementarne pojęcia: zadania, zasoby. Zadania (zlecenia) wykonanie ciągu czynności zwanych operacjami, z których każdy wymaga zaangażowania określonych zasobów. Przykłady zadań: proces obróbki detalu - w przemyśle maszynowym, proces montażu w przemyśle samochodowym, realizacja inwestycji w budownictwie, przygotowanie promu kosmicznego do wystrzelenia w realizacji projektu naukowo-badawczego, przetworzenie partii surowca w przemyśle petrochemicznym. Termin gotowości, żądany termin zakończenia, przerywalność, podzielność, sposoby wykonywania operacji (szczególne żądania zasobowe, alternatywne sposoby wykonania)

5 Elementarne pojęcia: zadania, zasoby. Przykłady zasobów: odnawialne (procesor, maszyny, robot) ograniczenia strumienia dostępności, nieodnawialne (surowce energetyczne, materiały podlegające zużyciu) ograniczenie globalnej ilości, podwójnie ograniczone (energia, kapitał) Dostępność (czasowe przedziały dostępności), ilość, koszt, podzielność (w sposób ciągły lub dyskretny), przywłaszczalność
 Dostępność (czasowe przedziały dostępności), ilość,")
6 6 Wybrane kryteria oceny harmonogramu długość uszeregowania średni czas przepływu maksymalne opóźnienie średnie spóźnienie n n C max C max ) ( 1 1 _ n N n n o N n n o r C N F N F o o ) max( max max n n n n n d C L L,0} max{ 1 1 _ n N n n o N n n o d C N T N T o o

7 Szeregowanie zadań W systemie składającym się z M stanowisk roboczych (maszyn) należy wykonać N zleceń. Każde zlecenie jest poleceniem wykonania określonej liczby sztuk produktu o numerze j = j n Proces wytwarzania produktu j składa się z operacji o numerach k K j Zadanie jest poleceniem jednokrotnego bądź wielokrotnego wykonania danej operacji. Operacje należące do procesu wytwarzania dowolnego produktu muszą być wykonywane w określonej kolejności Zadania są wykonywane na stanowiskach roboczych: równoległych (spełniających te same funkcje), dedykowanych (różniących się wykonywanymi funkcjami) 7

8 Szeregowanie zadań Dla maszyn dedykowanych wyróżnia się trzy systemy obsługi: 1. Otwarty (open shop) - każde zadanie musi być wykonywane przez wszystkie maszyny ale kolejność wykonywania nie jest narzucona, 2. Przepływowy (flow shop) - każde zadanie musi być wykonywane w tej samej kolejności przez wszystkie maszyny 3. Ogólny (job shop) podzbiór maszyn mających wykonać dane zadanie oraz kolejność wykonywania każdego zadania są dowolne, choć określone. 8
 - każde zadanie musi być wykonywane w tej samej kolejności przez wszystkie maszyny 3.")
9 Szeregowanie zadań dla zleceń jednostkowych o ustalonych marszrutach (problem job shop) Założenia: 1. Zlecenia są jednostkowe i dotyczą różnych produktów. Dlatego mogą być numerowane indeksem produktów j. 2. Zadania są jednostkowe, niepodzielne i będą identyfikowane, jak operacje, parami indeksów (j,k). 3. Kolejność operacji-zgodna z numeracją (liniowy porządek). 4. Marszruty są ustalone (maszyny dedykowane), więc dany jest przydział stanowisk do operacji i(j,k). Dlatego problem szeregowania zadań sprowadza się do wyznaczenia chwil rozpoczęcia zadań S nk, przy czym czasy wykonania zadań (operacji) t jk mogą być określone bez podania indeksu stanowiska. 9
 t jk mogą być określone bez")
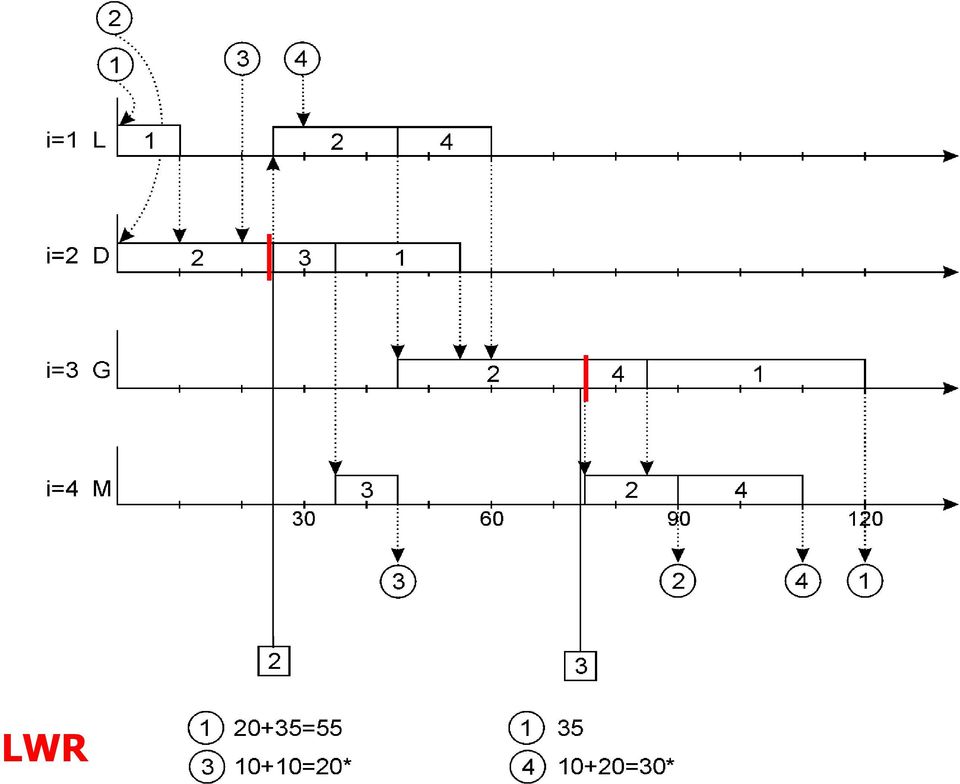
10 Reguły dyspozytorskie przydziału priorytetów do zadań oczekujących przed maszynami na wykonanie: LPT (longest processing time), najdłuższy czas wykonania SPT (shortest processing time), najkrótszy czas wykonania FIFO (first in first out), pierwszy przybył pierwszy obsłużony LIFO (last in first out), ostatni przybył pierwszy obsłużony EDD (earliest due time), kolejność wykonania zadań według terminów zamknięcia zleceń, czyli ich zadanych czasów zakończenia LWR (least work remaining), kolejność wykonania zadań według rosnących sum czasów przetwarzania zadań pozostałych do wykonania w zleceniach
, kolejność wykonania zadań według rosnących sum czasów przetwarzania zadań pozostałych do")
11 Przykład W systemie składającym się z czterech maszyn: należy wykonać cztery zlecenia o następujących czasach przybycia, marszrutach i czasach przetwarzania zadań: Zlecenia j Czas przybycia r j Sekwencja zadań (czas wykonania) 1 0 L(10) D(20) G(35) 2 0 D(25) L(20) G(30) M(15) 3 20 D(10) M(10) 4 30 L(15) G(10) M(20)
 1 0 L(10) D(20) G(35) 2 0 D(25) L(20) G(30) M(15) 3 20 D(10) M(10)")
12 Rozwiązanie problemu otrzymuje się analizując kolejne chwile, które mogą być chwilami startu pewnych zadań. Zadanie może być rozpoczęte w chwili: otwarcia zlecenia (jeśli zadanie jest pierwsze w zleceniu i wolna jest maszyna, na której zadanie to ma być wykonane), zakończenia poprzedniego zadania w zleceniu (jeśli wolna jest maszyna, na której ma być wykonane zadanie), zwolnienia maszyny, na której zadanie ma być wykonane. Może się zdarzyć, że na zwolnienie maszyny oczekuje więcej niż jedno zadanie. Wówczas powstaje konflikt, a do jego rozstrzygnięcia stosuje się przyjętą regułę priorytetu.

13 LWR
14 Szeregowanie zadań na pojedynczej maszynie Założenia: 1. zlecenia są jednostkowe i dotyczą różnych produktów. Dlatego mogą być numerowane C n indeksem produktów j, 2. zlecenia są tożsame z zadaniami, 3. brak ograniczeń kolejnościowych. Należy zdecydować o kolejności wykonywania zadań na maszynie 15

15 Szeregowanie zadań na pojedynczej maszynie F Średni czas przepływu i średnie opóźnienie są minimalne dla uszeregowania SPT L Maksymalne opóźnienie L max i maksymalne spóźnienie T max są minimalne dla uszeregowania EDD Średnie spóźnienie (suma spóźnień) jest minimalne dla metody podziału i oszacowań T 16
 jest minimalne dla")
16 Szeregowanie zadań na maszynach równoległych Założenia: 1. zlecenia są jednostkowe i dotyczą różnych produktów. Dlatego mogą być numerowane indeksem produktów j, 2. zlecenia są tożsame z zadaniami, 3. brak ograniczeń kolejnościowych. Należy zdecydować o przydziale zadań do maszyn i o kolejności wykonywania przydzielonych zadań na każdej maszynie 17

17 Szeregowanie zadań na maszynach równoległych Algorytm Mc Naughtona dla zadań wywłaszczalnych Szeregowanie zadań niepodzielnych za pomocą algorytmów listowych Algorytm SPT (kryterium oceny uszeregowania: średni czas przepływu) Algorytm LPT (kryterium oceny uszeregowania: długość uszeregowania) Algorytm RPT (kryterium oceny uszeregowania: długość uszeregowania i średni czas przepływu) 18
 Algorytm RPT (kryterium oceny uszeregowania: długość uszeregowania i średni czas")
18 Szeregowanie zadań wywłaszczalnych Zadania wywłaszczalne - takie zadania, których wykonywanie na danej maszynie może zostać przerwane w pewnej chwili czasu, a później (lub nawet w tej samej chwili czasu) wznowione na tej samej lub innej maszynie. Aby uszeregować zadania wywłaszczalne można zastosować algorytm McNaughtona. 19

19 Algorytm Mc Naughtona Mając n zadań i m maszyn, na których zadania te mają zostać wykonane, można wyznaczyć długość uszeregowania : C n * max max { max{τ j}, τ j } j m j1 1. Rozpocznij wykonywanie dowolnego zadania na dowolnym procesorze w chwili t = 0 2. Wybierz dowolne nie uszeregowane zadanie i rozpocznij jego wykonywanie na tym samym procesorze. Powtarzaj krok 2, aż do osiągnięcia lub wyczerpania zbioru zadań. 3. Część zadania pozostającą po osiągnięciu przydziel do innego wolnego procesora zaczynając od t = 0. Wróć do kroku 2. 1 * C max

20 Przykłady: j j C * max max { max{τ j}, } j j n 1 τ j m P 1 Z 1 Z 2 P 1 Z 1 Z 2 Z 3 P 2 Z 2 Z 3 Z 4 P 2 Z 3 Z 4 P 3 Z 4 Z 5 P 3 Z 4 Z 5 j j j j 1 j j j j C * max max (3,12/3) 4 max (4,10/3) 4 C * max
 4 max (4,10/3) 4 C *")

21 Szeregowanie zadań dla procesów przepływowych Ogólny przepływowy system obsługi. kierunek przepływu wszystkich zleceń jest ten sam liczba zadań i użyte maszyny zależą od zlecenia 23
22 Szeregowanie zadań dla procesów przepływowych Idealny przepływowy system obsługi. kierunek przepływu wszystkich zleceń jest ten sam liczba zadań jest równa liczbie maszyn 25
23 Szeregowanie zadań dla procesów przepływowych Algorytm Johnsona dla systemu przepływowego z dwiema maszynami (algorytm ten minimalizuje długość uszeregowania C max zadań niepodzielnych ) Krok 1. Wybierz zlecenia dla których τ 1j τ2j Przydzielaj zadania tych zleceń do maszyn w kolejności nie malejących 1j. Krok 2. Pozostałe zlecenia uporządkuj w kolejności nie rosnących 2j zachowując tę samą kolejność zleceń na każdej z dwu maszyn. 26

24 Przykład: Szeregowanie zadań dla procesów przepływowych Krok 1. 5,1,4, 3,2 Krok 2. C * max 25 28
25 Balansowanie linii montażowej (BLM) Idea balansowania linii montażowej polega na wyznaczeniu minimalnej liczby stanowisk pracy (stacji, maszyn) poprzez optymalne ale uwzględniające ograniczenia kolejnościowe, rozdzielenie operacji na stanowiska. niewykorzystany czas pracy maszyn tworzących linię montażową M1 M2 M3 29
26 Balansowanie linii montażowej Stacja robocza jest to segment linii montażowej, na której wykonywane są określone operacje. Jest ona scharakteryzowana przez swoją wielkość, wyposażenie oraz rodzaj operacji możliwych do wykonania. Stacje robocze mogą być podzielone ze względu na operatora na: stacje obsługi ręcznej, zautomatyzowane zrobotyzowane. Zbiór wykonywanych na stacji roboczej operacji nazwano jej obciążeniem Ruch na linii montażowej odbywa się od stacji początkowej do stacji końcowej, bez możliwości pominięcia jakiejkolwiek stacji pośredniej. 30
27 Balansowanie linii montażowej Montaż jest to proces gromadzenia i dopasowania do siebie różnych części w celu stworzenia finalnego produktu. Opisany jest przez wykaz części oraz czynności niezbędnych do wykonania zadania. Operacja jest to elementarna czynność całkowitego procesu montażu wykonywana na linii technologicznej. Czas konieczny do realizacji operacji nazwany został czasem wykonania operacji. Operacja jest rozważana jako czynność niepodzielna, gdyż żadna z operacji nie może być podzielona ma mniejszą czynność. 31
28 Balansowanie linii montażowej Cykl - wielkość, która charakteryzuje maksymalny czas obsługi montowanego produktu na każdej ze stacji roboczej. Jest parametrem wyznaczanym w oparciu o planowaną wielkość produkcji. Jednostka cyklu związana jest z jednostką czasów wykonywania operacji. 32
29 Założenie 1 Założenie 2 Definicja problemu BLM Wszystkie parametry wejściowe są znane Operacja nie może być przydzielona pomiędzy dwie lub więcej stacji roboczych Założenie 3 Operacje muszą być wykonane zgodnie z wymaganiami technologicznymi przedstawionymi w postaci relacji kolejnościowych 33
30 Definicja problemu BLM Założenie 4 Założenie 5 Wszystkie operacje muszą być wykonane Każda ze stacji jest wyposażona w narzędzia umożliwiające wykonanie każdej z operacji (koszty każdej stacji są stałe) Założenie 6 Czas wykonania operacji jest stały niezależnie od przydzielenia do stacji roboczej 34
31 Definicja problemu BLM Założenie 7 Każda operacja może być wykonana na dowolnej stacji Założenie 8 Linia nie posiada żadnych struktur równoległych i jest rozważana jako szeregowa Założenie 9 Projektowana linia jest przeznaczona do produkcji pojedynczego modelu produktu 35
32 Definicja problemu BLM Typ1 - cykl jest stały i dany. Celem jest minimalizacja przestojów stacji co jest równoważne z minimalizacją liczby stanowisk pracy. Typ 2 - liczba stacji jest dana i jest stała. Celem jest minimalizacja cyklu balansowanej linii co jest równoważne z maksymalizacją produkcji. 36
33 Matematyczny opis problemu BLM Klasyczny model BLM uwzględnia jedynie: zbiór operacji z relacją kolejnościową oraz czasy operacji (przy zadanym cyklu). Dany jest zbiór operacji montażowych: i, i 12,,..., n 37
34 Matematyczny opis problemu BLM Wszystkie operacje na linii montażowej wykonywane są według kolejności opartej o macierz relacji kolejności wykonywania operacji : v,i = 1,2,...,n v, i 1 0 operacja v jest bezpośrednim poprzednikiem operacji w przeciwnym przypadku i 38
35 Matematyczny opis problemu BLM Czasy wykonywania operacji : i, i 1,2,..., n Dany jest także cykl linii montażowej, który spełnia warunek: max c 1in i n i1 i 39
36 Matematyczny opis problemu BLM Problem BLM w takim modelu polega na wyznaczeniu stacji dla wykonywania danego podzbioru operacji, tak aby optymalny balans linii montażowej spełniał kryterium minimalizacji niewykorzystanego czasu pracy: lub Q mm m1 c i i m m i Q Mc i min min, m 1,2,...,M 40
37 Algorytmy BLM dokładne (metoda liniowego programowania dyskretnego, programowania sieciowego, programowania dynamicznego, podziału i oszacowań) heurystyczne 41
38 Algorytmy BLM Heurystyczne (m.in.): Ranked Positional Weight wagowe określenie pozycji każdej operacji (czas najdłuższej ścieżki od początku operacji do końca sieci) Kilbridge a i Wester a- ustala się porządek operacji oparty o liczbę operacji, które rozważaną operację poprzedzają Metoda macierzy kolejnościowej Hoffmana 42
39 Miary metody BLM Najlepsze balansowanie linii montażowych oznacza takie połączenie operacji, by dla każdej stacji roboczej suma czasów elementarnych była równa czasowi cyklu. Miary które pozwalają na porównywanie metod używanych do BLM: 1. efektywność linii Line Efficiency (LE), 2. współczynnik gładkości Smoothness Index (SI), 3. czas linii - Time (T). 43
40 Miary metody BLM Efektywność linii (LE) LE K i1 ST c K i 100% gdzie: K ilość stacji roboczych, c czas cyklu, ST czas wykorzystania stacji 44
41 Miary metody BLM Współczynnik gładkości (SI) SI K i1 ( STmax ST i ) 2 gdzie: ST max maksymalny czas stacji roboczej, ST i czas stacji i. 45
42 Miary metody BLM Czas linii (T) T ( K 1) c ST K gdzie: K ilość stacji roboczych, c czas cyklu, ST K czas ostatniej stacji. 46
Sterowanie wykonaniem produkcji
 STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS
 HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
HARMONOGRAMOWANIE OPERACYJNE Z OGRANICZENIAMI W IFS APPLICATIONS Cele sterowania produkcją Dostosowanie asortymentu i tempa produkcji do spływających na bieżąco zamówień Dostarczanie produktu finalnego
LINIA MONTAŻOWA Z WIELOMA OPERATORAMI NA POJEDYNCZEJ STACJI ROBOCZEJ
 LINIA MONTAŻOWA Z WIELOMA OPERATORAMI NA POJEDYNCZEJ STACJI ROBOCZEJ Waldemar GRZECHCA Streszczenie: Obecnie najczęściej spotykanymi procesami produkcyjnymi są procesy montażowe mające na celu złożenie
LINIA MONTAŻOWA Z WIELOMA OPERATORAMI NA POJEDYNCZEJ STACJI ROBOCZEJ Waldemar GRZECHCA Streszczenie: Obecnie najczęściej spotykanymi procesami produkcyjnymi są procesy montażowe mające na celu złożenie
Rebalans linii montażowej
 BIULETYN WAT VOL. LVI, NUMER SPECJALNY, 2007 Rebalans linii montażowej WALDEMAR GRZECHCA Politechnika Śląska, Wydział Automatyki, Elektroniki i Informatyki, 44-100 Gliwice, ul. Akademicka 2 Streszczenie.
BIULETYN WAT VOL. LVI, NUMER SPECJALNY, 2007 Rebalans linii montażowej WALDEMAR GRZECHCA Politechnika Śląska, Wydział Automatyki, Elektroniki i Informatyki, 44-100 Gliwice, ul. Akademicka 2 Streszczenie.
Harmonogramowanie przedsięwzięć
 Harmonogramowanie przedsięwzięć Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska luty 2014, Warszawa Politechnika Warszawska Harmonogramowanie przedsięwzięć 1 / 25 Wstęp
Harmonogramowanie przedsięwzięć Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska luty 2014, Warszawa Politechnika Warszawska Harmonogramowanie przedsięwzięć 1 / 25 Wstęp
Szeregowanie zadań. Wykład nr 3. dr Hanna Furmańczyk
 Wykład nr 3 27.10.2014 Procesory identyczne, zadania niezależne, podzielne: P pmtn C max Algorytm McNaughtona 1 Wylicz optymalną długość C max = max{ j=1,...,n p j/m, max j=1,...,n p j }, 2 Szereguj kolejno
Wykład nr 3 27.10.2014 Procesory identyczne, zadania niezależne, podzielne: P pmtn C max Algorytm McNaughtona 1 Wylicz optymalną długość C max = max{ j=1,...,n p j/m, max j=1,...,n p j }, 2 Szereguj kolejno
SYLABUS/KARTA PRZEDMIOTU
 PAŃSTWOWA WYŻSZA SZKOŁA ZAWODOWA W GŁOGOWIE SYLABUS/KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU Systemy produkcyjne komputerowo zintegrowane. NAZWA JEDNOSTKI PROWADZĄCEJ PRZEDMIOT Instytut Politechniczny 3. STUDIA
PAŃSTWOWA WYŻSZA SZKOŁA ZAWODOWA W GŁOGOWIE SYLABUS/KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU Systemy produkcyjne komputerowo zintegrowane. NAZWA JEDNOSTKI PROWADZĄCEJ PRZEDMIOT Instytut Politechniczny 3. STUDIA
Instrukcja. Laboratorium Metod i Systemów Sterowania Produkcją.
 Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
METODA DOBORU I OCENY STRUKTURY LINII MONTAŻOWEJ
 Dr inż. Waldemar GRZECHCA Instytut Automatyki Politechniki Śląskiej METODA DOBORU I OCENY STRUKTURY LINII MONTAŻOWEJ Streszczenie: Prezentowany artykuł skupia się na zagadnieniu doboru i oceny struktury
Dr inż. Waldemar GRZECHCA Instytut Automatyki Politechniki Śląskiej METODA DOBORU I OCENY STRUKTURY LINII MONTAŻOWEJ Streszczenie: Prezentowany artykuł skupia się na zagadnieniu doboru i oceny struktury
Harmonogramowanie czynności (1)
") Harmonogramowanie czynności (1) dr inż. Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska Październik 2011 dr inż. Mariusz Kaleta Elementy zarządzania produkcją 1 / 50
Harmonogramowanie czynności (1) dr inż. Mariusz Kaleta Instytut Automatyki i Informatyki Stosowanej Politechnika Warszawska Październik 2011 dr inż. Mariusz Kaleta Elementy zarządzania produkcją 1 / 50
Sterowanie procesami dyskretnymi
 Politechnika Rzeszowska Wydział Elektrotechniki i Informatyki Katedra Informatyki i Automatyki Laboratorium Sterowanie procesami dyskretnymi Stanowisko 3 Algorytmy harmonogramowania zadań pakiet LiSA Rzeszów
Politechnika Rzeszowska Wydział Elektrotechniki i Informatyki Katedra Informatyki i Automatyki Laboratorium Sterowanie procesami dyskretnymi Stanowisko 3 Algorytmy harmonogramowania zadań pakiet LiSA Rzeszów
Planowanie przedsięwzięć
 K.Pieńkosz Badania Operacyjne Planowanie przedsięwzięć 1 Planowanie przedsięwzięć Model przedsięwzięcia lista operacji relacje poprzedzania operacji modele operacji funkcja celu planowania K.Pieńkosz Badania
K.Pieńkosz Badania Operacyjne Planowanie przedsięwzięć 1 Planowanie przedsięwzięć Model przedsięwzięcia lista operacji relacje poprzedzania operacji modele operacji funkcja celu planowania K.Pieńkosz Badania
OPTYMALIZACJA DYSKRETNA
 Temat nr a: odelowanie problemów decyzyjnych, c.d. OPTYALIZACJA DYSKRETA Zagadnienia decyzyjne, w których chociaż jedna zmienna decyzyjna przyjmuje wartości dyskretne (całkowitoliczbowe), nazywamy dyskretnymi
Temat nr a: odelowanie problemów decyzyjnych, c.d. OPTYALIZACJA DYSKRETA Zagadnienia decyzyjne, w których chociaż jedna zmienna decyzyjna przyjmuje wartości dyskretne (całkowitoliczbowe), nazywamy dyskretnymi
Przedmiot: Zarządzanie produkcją Moduł: 3/3
 Równoważenie linii Przedmiot: Zarządzanie produkcją Moduł: 3/3 Prowadzący: mgr inż. Łukasz Gola lugola@gmail.com Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Równoważenie linii Przedmiot: Zarządzanie produkcją Moduł: 3/3 Prowadzący: mgr inż. Łukasz Gola lugola@gmail.com Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Informacje o wybranych funkcjach systemu klasy ERP Zarządzanie produkcją
 iscala Informacje o wybranych funkcjach systemu klasy ERP Zarządzanie produkcją Opracował: Grzegorz Kawaler SCALA Certified Consultant III. Zarządzanie produkcją 1. Umieszczanie w bazie informacji o dostawcach
iscala Informacje o wybranych funkcjach systemu klasy ERP Zarządzanie produkcją Opracował: Grzegorz Kawaler SCALA Certified Consultant III. Zarządzanie produkcją 1. Umieszczanie w bazie informacji o dostawcach
Planowanie przydziału procesora
 Dariusz Wawrzyniak Plan wykładu Komponenty jądra związane z szeregowaniem Ogólna koncepcja planowania Kryteria oceny algorytmów planowania Algorytmy planowania (2) 1 Komponenty jądra w planowaniu Planista
Dariusz Wawrzyniak Plan wykładu Komponenty jądra związane z szeregowaniem Ogólna koncepcja planowania Kryteria oceny algorytmów planowania Algorytmy planowania (2) 1 Komponenty jądra w planowaniu Planista
Planowanie przydziału procesora
 Planowanie przydziału procesora Wykład prowadzą: Jerzy Brzeziński Dariusz Wawrzyniak Plan wykładu Komponenty jądra związane z szeregowaniem Ogólna koncepcja planowania Kryteria oceny uszeregowania Algorytmy
Planowanie przydziału procesora Wykład prowadzą: Jerzy Brzeziński Dariusz Wawrzyniak Plan wykładu Komponenty jądra związane z szeregowaniem Ogólna koncepcja planowania Kryteria oceny uszeregowania Algorytmy
K.Pieńkosz Badania Operacyjne Wprowadzenie 1. Badania Operacyjne. dr inż. Krzysztof Pieńkosz
 K.Pieńkosz Wprowadzenie 1 dr inż. Krzysztof Pieńkosz Instytut Automatyki i Informatyki Stosowanej Politechniki Warszawskiej pok. 560 A tel.: 234-78-64 e-mail: K.Pienkosz@ia.pw.edu.pl K.Pieńkosz Wprowadzenie
K.Pieńkosz Wprowadzenie 1 dr inż. Krzysztof Pieńkosz Instytut Automatyki i Informatyki Stosowanej Politechniki Warszawskiej pok. 560 A tel.: 234-78-64 e-mail: K.Pienkosz@ia.pw.edu.pl K.Pieńkosz Wprowadzenie
OPTYMALIZACJA W LOGISTYCE
 OPTYMALIZACJA W LOGISTYCE Zagadnienie przydziału dr Zbigniew Karwacki Katedra Badań Operacyjnych UŁ Zagadnienie przydziału 1 Można wyodrębnić kilka grup problemów, których zadaniem jest alokacja szeroko
OPTYMALIZACJA W LOGISTYCE Zagadnienie przydziału dr Zbigniew Karwacki Katedra Badań Operacyjnych UŁ Zagadnienie przydziału 1 Można wyodrębnić kilka grup problemów, których zadaniem jest alokacja szeroko
System harmonogramowania produkcji KbRS
 System harmonogramowania produkcji KbRS Wersja robocza: 2017-05-01 Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych
System harmonogramowania produkcji KbRS Wersja robocza: 2017-05-01 Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych
Równoważenie linii. Przedmiot: Zarządzanie produkcją Moduł: 3/3. Prowadzący: mgr inż. Paweł Wojakowski mgr inż. Łukasz Gola
 Równoważenie linii Przedmiot: Zarządzanie produkcją Moduł: 3/3 Prowadzący: mgr inż. Paweł Wojakowski mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Równoważenie linii Przedmiot: Zarządzanie produkcją Moduł: 3/3 Prowadzący: mgr inż. Paweł Wojakowski mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Optymalizacja harmonogramów budowlanych - szeregowanie zadań. Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie
 Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
Optymalizacja harmonogramów budowlanych - szeregowanie zadań Mgr inż. Aleksandra Radziejowska AGH Akademia Górniczo-Hutnicza w Krakowie Opis zagadnienia Zadania dotyczące szeregowania zadań należą do szerokiej
NADĄŻNE STEROWANIE PROCESEM PRODUKCJI POWTARZALNEJ
 Jolanta KRYSTEK * NADĄŻNE STEROWANIE PROCESEM PRODUKCJI POWTARZALNEJ Streszczenie W artykule przedstawiono metodę nadążnego sterowania produkcją, którą można wykorzystać do harmonogramowania procesów produkcji
Jolanta KRYSTEK * NADĄŻNE STEROWANIE PROCESEM PRODUKCJI POWTARZALNEJ Streszczenie W artykule przedstawiono metodę nadążnego sterowania produkcją, którą można wykorzystać do harmonogramowania procesów produkcji
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
OPTYMALIZACJA HARMONOGRAMOWANIA MONTAŻU SAMOCHODÓW Z ZASTOSOWANIEM PROGRAMOWANIA W LOGICE Z OGRANICZENIAMI
 Autoreferat do rozprawy doktorskiej OPTYMALIZACJA HARMONOGRAMOWANIA MONTAŻU SAMOCHODÓW Z ZASTOSOWANIEM PROGRAMOWANIA W LOGICE Z OGRANICZENIAMI Michał Mazur Gliwice 2016 1 2 Montaż samochodów na linii w
Autoreferat do rozprawy doktorskiej OPTYMALIZACJA HARMONOGRAMOWANIA MONTAŻU SAMOCHODÓW Z ZASTOSOWANIEM PROGRAMOWANIA W LOGICE Z OGRANICZENIAMI Michał Mazur Gliwice 2016 1 2 Montaż samochodów na linii w
STRATEGIA JUST IN TIME W PROBLEMIE BALANSOWANIA LINII MONTAŻOWEJ
 Logistyka - nauka Waldemar GRZECHCA * STRATEGIA JUST IN TIME W PROBLEMIE BALANSOWANIA LINII MONTAŻOWEJ Streszczenie W artykule zaprezentowano wyniki badań dotyczące wykorzystania strategii Just in Time
Logistyka - nauka Waldemar GRZECHCA * STRATEGIA JUST IN TIME W PROBLEMIE BALANSOWANIA LINII MONTAŻOWEJ Streszczenie W artykule zaprezentowano wyniki badań dotyczące wykorzystania strategii Just in Time
Planowanie wieloasortymentowej produkcji rytmicznej Zastosowanie symulacji jako narzędzia weryfikacyjnego
 Planowanie wieloasortymentowej produkcji rytmicznej Zastosowanie symulacji jako narzędzia weryfikacyjnego Bożena Skołud bozena.skolud@polsl.pl Damian Krenczyk damian.krenczyk@polsl.pl MSP & micro MSP MSP
Planowanie wieloasortymentowej produkcji rytmicznej Zastosowanie symulacji jako narzędzia weryfikacyjnego Bożena Skołud bozena.skolud@polsl.pl Damian Krenczyk damian.krenczyk@polsl.pl MSP & micro MSP MSP
Informatyczne Systemy Zarządzania Klasy ERP. Produkcja
 Informatyczne Systemy Zarządzania Klasy ERP Produkcja Produkcja Moduł dostarcza bogaty zestaw narzędzi do kompleksowego zarządzania procesem produkcji. Zastosowane w nim algorytmy pozwalają na optymalne
Informatyczne Systemy Zarządzania Klasy ERP Produkcja Produkcja Moduł dostarcza bogaty zestaw narzędzi do kompleksowego zarządzania procesem produkcji. Zastosowane w nim algorytmy pozwalają na optymalne
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Plan wykładu. Przykład. Przykład 3/19/2011. Przykład zagadnienia transportowego. Optymalizacja w procesach biznesowych Wykład 2 DECYZJA?
 /9/ Zagadnienie transportowe Optymalizacja w procesach biznesowych Wykład --9 Plan wykładu Przykład zagadnienia transportowego Sformułowanie problemu Własności zagadnienia transportowego Metoda potencjałów
/9/ Zagadnienie transportowe Optymalizacja w procesach biznesowych Wykład --9 Plan wykładu Przykład zagadnienia transportowego Sformułowanie problemu Własności zagadnienia transportowego Metoda potencjałów
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław r.
 Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM
 ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 2: Podstawowe zasady organizacji produkcji w przemyśle samochodowym dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A
ORGANIZACJA PRODUKCJI I LOGISTYKI W PRZEMYŚLE SAMOCHODOWYM Wykład 2: Podstawowe zasady organizacji produkcji w przemyśle samochodowym dr inż. Monika Kosacka-Olejnik Monika.kosacka@put.poznan.pl p. 110A
Zarządzanie projektami. Tadeusz Trzaskalik
 Zarządzanie projektami Tadeusz Trzaskalik 7.1. Wprowadzenie Słowa kluczowe Projekt Sieć czynności zynność bezpośrednio poprzedzająca Zdarzenie, zdarzenie początkowe, zdarzenie końcowe Właściwa numeracja
Zarządzanie projektami Tadeusz Trzaskalik 7.1. Wprowadzenie Słowa kluczowe Projekt Sieć czynności zynność bezpośrednio poprzedzająca Zdarzenie, zdarzenie początkowe, zdarzenie końcowe Właściwa numeracja
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO.
 Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
HEURYSTYCZNY ALGORYTM SZEREGOWANIA ZADAŃ W SYSTEMIE MASZYN RÓWNOLEGŁYCH Z KRYTERIUM MINIMALNO-CZASOWYM
 EURYSTYCZNY ALGORYTM SZEREGOWANIA ZADAŃ W SYSTEMIE MASZYN RÓWNOLEGŁYC Z KRYTERIUM MINIMALNO-CZASOWYM Zbigniew BUCALSKI Streszczenie: Artykuł dotyczy zagadnienia czasowo-optymalnego przydziału zasobu podzielnego
EURYSTYCZNY ALGORYTM SZEREGOWANIA ZADAŃ W SYSTEMIE MASZYN RÓWNOLEGŁYC Z KRYTERIUM MINIMALNO-CZASOWYM Zbigniew BUCALSKI Streszczenie: Artykuł dotyczy zagadnienia czasowo-optymalnego przydziału zasobu podzielnego
1. Opakowania wielokrotnego użytku: 2. Logistyczny łańcuch opakowań zawiera między innymi następujące elementy: 3. Które zdanie jest prawdziwe?
 1. Opakowania wielokrotnego użytku: A. Są to zwykle opakowania jednostkowe nieulegające zniszczeniu po jednokrotnym użyciu (opróżnieniu), które podlegają dalszemu skupowi. B. Do opakowań wielokrotnego
1. Opakowania wielokrotnego użytku: A. Są to zwykle opakowania jednostkowe nieulegające zniszczeniu po jednokrotnym użyciu (opróżnieniu), które podlegają dalszemu skupowi. B. Do opakowań wielokrotnego
Zarządzanie Produkcją III
 Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Zarządzanie Produkcją IV
 Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na
Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na
AUTOMATYZACJA PROCESÓW DYSKRETNYCH 2016
 AUTOMATYZACJA PROCESÓW DYSKRETNYCH 2016 Adam PRUS, Krzysztof PIEŃKOSZ Politechnika Warszawska SZEREGOWANIE ZADAŃ CZĘŚCIOWO PODZIELNYCH NA PROCESORACH RÓWNOLEGŁYCH Streszczenie. W pracy jest rozpatrywany
AUTOMATYZACJA PROCESÓW DYSKRETNYCH 2016 Adam PRUS, Krzysztof PIEŃKOSZ Politechnika Warszawska SZEREGOWANIE ZADAŃ CZĘŚCIOWO PODZIELNYCH NA PROCESORACH RÓWNOLEGŁYCH Streszczenie. W pracy jest rozpatrywany
Wykład z modelowania matematycznego. Zagadnienie transportowe.
 Wykład z modelowania matematycznego. Zagadnienie transportowe. 1 Zagadnienie transportowe zostało sformułowane w 1941 przez F.L.Hitchcocka. Metoda rozwiązania tego zagadnienia zwana algorytmem transportowymópracowana
Wykład z modelowania matematycznego. Zagadnienie transportowe. 1 Zagadnienie transportowe zostało sformułowane w 1941 przez F.L.Hitchcocka. Metoda rozwiązania tego zagadnienia zwana algorytmem transportowymópracowana
Planowanie przydziału procesora
 Planowanie przydziału procesora Ogólna koncepcja planowania Tryb decyzji określa moment czasu, w którym oceniane i porównywane są priorytety procesów i dokonywany jest wybór procesu do wykonania. Funkcja
Planowanie przydziału procesora Ogólna koncepcja planowania Tryb decyzji określa moment czasu, w którym oceniane i porównywane są priorytety procesów i dokonywany jest wybór procesu do wykonania. Funkcja
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
t i L i T i
 Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
Planowanie oparte na budowaniu modelu struktury przedsięwzięcia za pomocą grafu nazywa sie planowaniem sieciowym. Stosuje się do planowania i kontroli realizacji założonych przedsięwzięć gospodarczych,
BADANIA OPERACYJNE. dr Adam Sojda Pokój A405
 BADANIA OPERACYJNE dr Adam Sojda adam.sojda@polsl.pl http://dydaktyka.polsl.pl/roz6/asojda/default.aspx Pokój A405 Przedsięwzięcie - zorganizowanie działanie ludzkie zmierzające do osiągnięcia określonego
BADANIA OPERACYJNE dr Adam Sojda adam.sojda@polsl.pl http://dydaktyka.polsl.pl/roz6/asojda/default.aspx Pokój A405 Przedsięwzięcie - zorganizowanie działanie ludzkie zmierzające do osiągnięcia określonego
System harmonogramowania produkcji KbRS
 System harmonogramowania produkcji KbRS Wersja robocza: 2017-12-08 Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych
System harmonogramowania produkcji KbRS Wersja robocza: 2017-12-08 Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych
Ogólna koncepcja planowania. Planowanie przydziału procesora. Komponenty jądra w planowaniu. Tryb decyzji. Podejmowanie decyzji o wywłaszczeniu
 Planowanie przydziału procesora Ogólna koncepcja planowania Tryb decyzji określa moment czasu, w którym oceniane i porównywane są priorytety procesów i dokonywany jest wybór procesu do wykonania. Funkcja
Planowanie przydziału procesora Ogólna koncepcja planowania Tryb decyzji określa moment czasu, w którym oceniane i porównywane są priorytety procesów i dokonywany jest wybór procesu do wykonania. Funkcja
PROBLEMY HAROMONOGRAMOWANIA PRODUKCJI
 Łukasz Sobaszek, mgr inż. Wydział Mechaniczny, Politechnika Lubelska PROBLEMY HAROMONOGRAMOWANIA PRODUKCJI Artykuł zawiera informacje dotyczące procesu harmonogramowania produkcji, problemów występujących
Łukasz Sobaszek, mgr inż. Wydział Mechaniczny, Politechnika Lubelska PROBLEMY HAROMONOGRAMOWANIA PRODUKCJI Artykuł zawiera informacje dotyczące procesu harmonogramowania produkcji, problemów występujących
Just In Time (JIT). KANBAN
. KANBAN") JIT. KANBAN Just In Time (JIT). KANBAN Integralnym elementem systemów JIT jest metoda zarządzania produkcją Kanban, oparta na przepływie dokumentów w postaci kart dołączanych do wózków, którymi dostarczane
JIT. KANBAN Just In Time (JIT). KANBAN Integralnym elementem systemów JIT jest metoda zarządzania produkcją Kanban, oparta na przepływie dokumentów w postaci kart dołączanych do wózków, którymi dostarczane
WYKORZYSTANIE WIEDZY TECHNOLOGICZNEJ W PROCESIE STEROWANIA PRZEPŁYWEM PRODUKCJI
 WYKORZYSTANIE WIEDZY TECHNOLOGICZNEJ W PROCESIE STEROWANIA PRZEPŁYWEM PRODUKCJI Elżbieta MILEWSKA Streszczenie: Uwzględniając techniczno organizacyjne warunki realizacji prac oraz problem elastyczności
WYKORZYSTANIE WIEDZY TECHNOLOGICZNEJ W PROCESIE STEROWANIA PRZEPŁYWEM PRODUKCJI Elżbieta MILEWSKA Streszczenie: Uwzględniając techniczno organizacyjne warunki realizacji prac oraz problem elastyczności
mapowania strumienia wartości
 Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Przykład obliczeń do mapowania strumienia wartości Prowadzący: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
System harmonogramowania produkcji KbRS
 System harmonogramowania produkcji KbRS Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych z pliku... 3 Odczyt danych
System harmonogramowania produkcji KbRS Spis treści O programie... 2 Instalacja... 2 Dane wejściowe... 2 Wprowadzanie danych... 2 Ręczne wprowadzanie danych... 2 Odczyt danych z pliku... 3 Odczyt danych
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy. dr inż. Andrzej KIJ
 TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
Zadanie transportowe i problem komiwojażera. Tadeusz Trzaskalik
 Zadanie transportowe i problem komiwojażera Tadeusz Trzaskalik 3.. Wprowadzenie Słowa kluczowe Zbilansowane zadanie transportowe Rozwiązanie początkowe Metoda minimalnego elementu macierzy kosztów Metoda
Zadanie transportowe i problem komiwojażera Tadeusz Trzaskalik 3.. Wprowadzenie Słowa kluczowe Zbilansowane zadanie transportowe Rozwiązanie początkowe Metoda minimalnego elementu macierzy kosztów Metoda
Sterowanie procesami dyskretnymi Discrete processes
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Sterowanie procesami dyskretnymi Discrete processes A. USYTUOWANIE MODUŁU
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Sterowanie procesami dyskretnymi Discrete processes A. USYTUOWANIE MODUŁU
Zarządzanie produkcją dr Mariusz Maciejczak. PROGRAMy. Istota sterowania
 Zarządzanie produkcją dr Mariusz Maciejczak PROGRAMy www.maciejczak.pl Istota sterowania W celu umożliwienia sobie realizacji złożonych celów, każda organizacja tworzy hierarchię planów. Plany różnią się
Zarządzanie produkcją dr Mariusz Maciejczak PROGRAMy www.maciejczak.pl Istota sterowania W celu umożliwienia sobie realizacji złożonych celów, każda organizacja tworzy hierarchię planów. Plany różnią się
Skalowalność obliczeń równoległych. Krzysztof Banaś Obliczenia Wysokiej Wydajności 1
 Skalowalność obliczeń równoległych Krzysztof Banaś Obliczenia Wysokiej Wydajności 1 Skalowalność Przy rozważaniu wydajności przetwarzania (obliczeń, komunikacji itp.) często pojawia się pojęcie skalowalności
Skalowalność obliczeń równoległych Krzysztof Banaś Obliczenia Wysokiej Wydajności 1 Skalowalność Przy rozważaniu wydajności przetwarzania (obliczeń, komunikacji itp.) często pojawia się pojęcie skalowalności
METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA. AUTOR: dr inż.
 1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
Wielokryterialne harmonogramowanie portfela projektów. Bogumiła Krzeszowska Katedra Badań Operacyjnych
 Wielokryterialne harmonogramowanie portfela projektów Bogumiła Krzeszowska Katedra Badań Operacyjnych Problem Należy utworzyć harmonogram portfela projektów. Poprzez harmonogram portfela projektów będziemy
Wielokryterialne harmonogramowanie portfela projektów Bogumiła Krzeszowska Katedra Badań Operacyjnych Problem Należy utworzyć harmonogram portfela projektów. Poprzez harmonogram portfela projektów będziemy
Elementy Modelowania Matematycznego
 Elementy Modelowania Matematycznego Wykład 6 Metoda simpleks Spis treści Wstęp Zadanie programowania liniowego Wstęp Omówimy algorytm simpleksowy, inaczej metodę simpleks(ów). Jest to stosowana w matematyce
Elementy Modelowania Matematycznego Wykład 6 Metoda simpleks Spis treści Wstęp Zadanie programowania liniowego Wstęp Omówimy algorytm simpleksowy, inaczej metodę simpleks(ów). Jest to stosowana w matematyce
... Zarządzanie Produkcją (MRP)
") 1 Zarządzanie Produkcją 3 Techniczne przygotowanie produkcji 4 Planowanie produkcji 4 Planowanie zapotrzebowań materiałowych 5 Planowanie i realizacja zleceń 5 Planowanie zdolności produkcyjnych 5 Sterowanie
1 Zarządzanie Produkcją 3 Techniczne przygotowanie produkcji 4 Planowanie produkcji 4 Planowanie zapotrzebowań materiałowych 5 Planowanie i realizacja zleceń 5 Planowanie zdolności produkcyjnych 5 Sterowanie
Badania operacyjne: Wykład Zastosowanie kolorowania grafów w planowaniu produkcji typu no-idle
 Badania operacyjne: Wykład Zastosowanie kolorowania grafów w planowaniu produkcji typu no-idle Paweł Szołtysek 12 czerwca 2008 Streszczenie Planowanie produkcji jest jednym z problemów optymalizacji dyskretnej,
Badania operacyjne: Wykład Zastosowanie kolorowania grafów w planowaniu produkcji typu no-idle Paweł Szołtysek 12 czerwca 2008 Streszczenie Planowanie produkcji jest jednym z problemów optymalizacji dyskretnej,
Szeregowanie zada« Wykªad nr 4. dr Hanna Furma«czyk. 21 marca 2013
 Wykªad nr 4 21 marca 2013 Minimalizacja ª cznego czasu zako«czenia zadania C j. Zadania niezale»ne krótkie zadania umieszczamy na pocz tku - reguªa SPT (ang. shortest Processing Time) Minimalizacja ª cznego
Wykªad nr 4 21 marca 2013 Minimalizacja ª cznego czasu zako«czenia zadania C j. Zadania niezale»ne krótkie zadania umieszczamy na pocz tku - reguªa SPT (ang. shortest Processing Time) Minimalizacja ª cznego
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Heurystyki. Strategie poszukiwań
 Sztuczna inteligencja Heurystyki. Strategie poszukiwań Jacek Bartman Zakład Elektrotechniki i Informatyki Instytut Techniki Uniwersytet Rzeszowski DLACZEGO METODY PRZESZUKIWANIA? Sztuczna Inteligencja
Sztuczna inteligencja Heurystyki. Strategie poszukiwań Jacek Bartman Zakład Elektrotechniki i Informatyki Instytut Techniki Uniwersytet Rzeszowski DLACZEGO METODY PRZESZUKIWANIA? Sztuczna Inteligencja
Zarządzanie Produkcją V
 Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
Systemy wbudowane. Uproszczone metody kosyntezy. Wykład 11: Metody kosyntezy systemów wbudowanych
 Systemy wbudowane Wykład 11: Metody kosyntezy systemów wbudowanych Uproszczone metody kosyntezy Założenia: Jeden procesor o znanych parametrach Znane parametry akceleratora sprzętowego Vulcan Początkowo
Systemy wbudowane Wykład 11: Metody kosyntezy systemów wbudowanych Uproszczone metody kosyntezy Założenia: Jeden procesor o znanych parametrach Znane parametry akceleratora sprzętowego Vulcan Początkowo
Zarządzanie produkcją.
 Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
Zarządzanie produkcją i usługami Zarządzanie produkcją. mgr inż. Martyna Malak Katedra Systemów Logistycznych martyna.malak@wsl.com.pl Zarządzanie produkcją Ćwiczenia 5 BILANSOWANIE ZADAŃ PRODUKCYJNYCH
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
Projektowanie algorytmów równoległych. Zbigniew Koza Wrocław 2012
 Projektowanie algorytmów równoległych Zbigniew Koza Wrocław 2012 Spis reści Zadniowo-kanałowy (task-channel) model algorytmów równoległych Projektowanie algorytmów równoległych metodą PACM Task-channel
Projektowanie algorytmów równoległych Zbigniew Koza Wrocław 2012 Spis reści Zadniowo-kanałowy (task-channel) model algorytmów równoległych Projektowanie algorytmów równoległych metodą PACM Task-channel
Temat: Algorytmy zachłanne
 Temat: Algorytmy zachłanne Algorytm zachłanny ( ang. greedy algorithm) wykonuje zawsze działanie, które wydaje się w danej chwili najkorzystniejsze. Wybiera zatem lokalnie optymalną możliwość w nadziei,
Temat: Algorytmy zachłanne Algorytm zachłanny ( ang. greedy algorithm) wykonuje zawsze działanie, które wydaje się w danej chwili najkorzystniejsze. Wybiera zatem lokalnie optymalną możliwość w nadziei,
Zadania jednorodne 5.A.Modele przetwarzania równoległego. Rafał Walkowiak Przetwarzanie równoległe Politechnika Poznańska 2010/2011
 Zadania jednorodne 5.A.Modele przetwarzania równoległego Rafał Walkowiak Przetwarzanie równoległe Politechnika Poznańska 2010/2011 Zadanie podzielne Zadanie podzielne (ang. divisible task) może zostać
Zadania jednorodne 5.A.Modele przetwarzania równoległego Rafał Walkowiak Przetwarzanie równoległe Politechnika Poznańska 2010/2011 Zadanie podzielne Zadanie podzielne (ang. divisible task) może zostać
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Problem 1 prec f max. Algorytm Lawlera dla problemu 1 prec f max. 1 procesor. n zadań T 1,..., T n (ich zbiór oznaczamy przez T )
") Joanna Berlińska Algorytmika w projektowaniu systemów - ćwiczenia 1 1 Problem 1 prec f max 1 procesor (ich zbiór oznaczamy przez T ) czas wykonania zadania T j wynosi p j z zadaniem T j związana jest niemalejąca
Joanna Berlińska Algorytmika w projektowaniu systemów - ćwiczenia 1 1 Problem 1 prec f max 1 procesor (ich zbiór oznaczamy przez T ) czas wykonania zadania T j wynosi p j z zadaniem T j związana jest niemalejąca
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Projektowanie i analiza algorytmów
 POLITECHNIKA KRAKOWSKA - WIEiK KATEDRA AUTOMATYKI i TECHNIK INFORMACYJNYCH Projektowanie i analiza algorytmów www.pk.edu.pl/~zk/piaa_hp.html Wykładowca: dr inż. Zbigniew Kokosiński zk@pk.edu.pl Wykład
POLITECHNIKA KRAKOWSKA - WIEiK KATEDRA AUTOMATYKI i TECHNIK INFORMACYJNYCH Projektowanie i analiza algorytmów www.pk.edu.pl/~zk/piaa_hp.html Wykładowca: dr inż. Zbigniew Kokosiński zk@pk.edu.pl Wykład
BADANIA OPERACYJNE Zagadnienie transportowe. dr Adam Sojda
 BADANIA OPERACYJNE Zagadnienie transportowe dr Adam Sojda adam.sojda@polsl.pl http://dydaktyka.polsl.pl/roz6/asojda/default.aspx Pokój A405 Zagadnienie transportowe Założenia: Pewien jednorodny towar należy
BADANIA OPERACYJNE Zagadnienie transportowe dr Adam Sojda adam.sojda@polsl.pl http://dydaktyka.polsl.pl/roz6/asojda/default.aspx Pokój A405 Zagadnienie transportowe Założenia: Pewien jednorodny towar należy
Zarządzanie projektami
 Dr Adam Kucharski Spis treści Podstawowe pojęcia Metoda CPM 3 3 Przykład analizy metodą CPM 5 Podstawowe pojęcia Przedsięwzięcia złożone z wielu czynności spotykane są na każdym kroku. Jako przykład może
Dr Adam Kucharski Spis treści Podstawowe pojęcia Metoda CPM 3 3 Przykład analizy metodą CPM 5 Podstawowe pojęcia Przedsięwzięcia złożone z wielu czynności spotykane są na każdym kroku. Jako przykład może
Przykład planowania sieci publicznego transportu zbiorowego
 TRANSPORT PUBLICZNY Przykład planowania sieci publicznego transportu zbiorowego Źródło: Bieńczak M., 2015 Politechnika Poznańska, Wydział Maszyn Roboczych i Transportu 1 METODYKA ZAŁOśENIA Dostarczanie
TRANSPORT PUBLICZNY Przykład planowania sieci publicznego transportu zbiorowego Źródło: Bieńczak M., 2015 Politechnika Poznańska, Wydział Maszyn Roboczych i Transportu 1 METODYKA ZAŁOśENIA Dostarczanie
Modele sieciowe. Badania operacyjne Wykład 6. prof. Joanna Józefowska
 Modele sieciowe Badania operacyjne Wykład 6 6-6- 6-6- Plan wykładu Zarządzanie złożonymi przedsięwzięciami Metoda ścieżki krytycznej Metoda PERT Projekty z ograniczonymi zasobami Modele z kontrolą czasu
Modele sieciowe Badania operacyjne Wykład 6 6-6- 6-6- Plan wykładu Zarządzanie złożonymi przedsięwzięciami Metoda ścieżki krytycznej Metoda PERT Projekty z ograniczonymi zasobami Modele z kontrolą czasu
Szeregowanie zada« Wykªad nr 5. dr Hanna Furma«czyk. 4 kwietnia 2013
 Wykªad nr 5 4 kwietnia 2013 Procesory dedykowane Przypomnienie: zadania s podzielone na operacje (zadanie Z j skªada si z operacji O ij do wykonania na maszynach M i, o dªugo±ciach czasowych p ij ); zadanie
Wykªad nr 5 4 kwietnia 2013 Procesory dedykowane Przypomnienie: zadania s podzielone na operacje (zadanie Z j skªada si z operacji O ij do wykonania na maszynach M i, o dªugo±ciach czasowych p ij ); zadanie
Standardowe zadanie programowania liniowego. Gliwice 1
 Standardowe zadanie programowania liniowego 1 Standardowe zadanie programowania liniowego Rozważamy proces, w którym zmiennymi są x 1, x 2,, x n. Proces poddany jest m ograniczeniom, zapisanymi w postaci
Standardowe zadanie programowania liniowego 1 Standardowe zadanie programowania liniowego Rozważamy proces, w którym zmiennymi są x 1, x 2,, x n. Proces poddany jest m ograniczeniom, zapisanymi w postaci
Inżynieria oprogramowania. Część 8: Metoda szacowania ryzyka - PERT
 UNIWERSYTET RZESZOWSKI KATEDRA INFORMATYKI Opracował: mgr inż. Przemysław Pardel v1.01 2010 Inżynieria oprogramowania Część 8: Metoda szacowania ryzyka - PERT ZAGADNIENIA DO ZREALIZOWANIA (3H) PERT...
UNIWERSYTET RZESZOWSKI KATEDRA INFORMATYKI Opracował: mgr inż. Przemysław Pardel v1.01 2010 Inżynieria oprogramowania Część 8: Metoda szacowania ryzyka - PERT ZAGADNIENIA DO ZREALIZOWANIA (3H) PERT...
Zagadnienie transportowe
 9//9 Zagadnienie transportowe Optymalizacja w procesach biznesowych Wykład Plan wykładu Przykład zagadnienia transportowego Sformułowanie problemu Własności zagadnienia transportowego Metoda potencjałów
9//9 Zagadnienie transportowe Optymalizacja w procesach biznesowych Wykład Plan wykładu Przykład zagadnienia transportowego Sformułowanie problemu Własności zagadnienia transportowego Metoda potencjałów
Lista 1 PL metoda geometryczna
 Lista 1 PL metoda geometryczna 1.1. Znajdź maksimum funkcji celuf(x 1,x 2 )=5x 1 +7x 2 przy ograniczeniach: 2x 1 +2x 2 600, 2x 1 +4x 2 1000, x i 0 dlai=1,2 1.2. Znajdź maksimum funkcji celuf(x 1,x 2 )=2x
Lista 1 PL metoda geometryczna 1.1. Znajdź maksimum funkcji celuf(x 1,x 2 )=5x 1 +7x 2 przy ograniczeniach: 2x 1 +2x 2 600, 2x 1 +4x 2 1000, x i 0 dlai=1,2 1.2. Znajdź maksimum funkcji celuf(x 1,x 2 )=2x
Wykład 6. Planowanie (szeregowanie) procesów (ang. process scheduling) Wojciech Kwedlo, Wykład z Systemów Operacyjnych -1- Wydział Informatyki PB
 procesów (ang. process scheduling) Wojciech Kwedlo, Wykład z Systemów Operacyjnych -1- Wydział Informatyki PB") Wykład 6 Planowanie (szeregowanie) procesów (ang. process scheduling) Wojciech Kwedlo, Wykład z Systemów Operacyjnych -1- Wydział Informatyki PB Rodzaje planowania Planowanie długoterminowe. Decyzja o
Wykład 6 Planowanie (szeregowanie) procesów (ang. process scheduling) Wojciech Kwedlo, Wykład z Systemów Operacyjnych -1- Wydział Informatyki PB Rodzaje planowania Planowanie długoterminowe. Decyzja o
Problemy harmonogramowania cyklicznego w zrobotyzowanych komórkach. Wojciech Muszyński Katedra Cybernetyki i Robotyki
 Problemy harmonogramowania cyklicznego w zrobotyzowanych komórkach Wojciech Muszyński Katedra Cybernetyki i Robotyki Organizacja produkcji Sąsiadujące stanowiska mogą ze sobą współpracować w różny sposób.
Problemy harmonogramowania cyklicznego w zrobotyzowanych komórkach Wojciech Muszyński Katedra Cybernetyki i Robotyki Organizacja produkcji Sąsiadujące stanowiska mogą ze sobą współpracować w różny sposób.
Cykl. produkcyjny ZARZĄDZANIE PRODUKCJĄ. 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram
 Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Aproksymacja funkcji a regresja symboliczna
 Aproksymacja funkcji a regresja symboliczna Problem aproksymacji funkcji polega na tym, że funkcję F(x), znaną lub określoną tablicą wartości, należy zastąpić inną funkcją, f(x), zwaną funkcją aproksymującą
Aproksymacja funkcji a regresja symboliczna Problem aproksymacji funkcji polega na tym, że funkcję F(x), znaną lub określoną tablicą wartości, należy zastąpić inną funkcją, f(x), zwaną funkcją aproksymującą
Pytania do treści wykładów:
 Pytania do treści wykładów: Wprowadzenie: 1. Jakie zadania zarządzania realizowane są dla następujących zasobów: a) procesor, b) pamięć, c) plik? 2. W jaki sposób przekazywane jest sterowanie do jądra
Pytania do treści wykładów: Wprowadzenie: 1. Jakie zadania zarządzania realizowane są dla następujących zasobów: a) procesor, b) pamięć, c) plik? 2. W jaki sposób przekazywane jest sterowanie do jądra
Instytut Konstrukcji i Eksploatacji Maszyn Katedra Logistyki i Systemów Transportowych. Badania operacyjne. Dr inż.
 Instytut Konstrukcji i Eksploatacji Maszyn Katedra Logistyki i Systemów Transportowych Badania operacyjne Dr inż. Artur KIERZKOWSKI Wprowadzenie Badania operacyjne związana jest ściśle z teorią podejmowania
Instytut Konstrukcji i Eksploatacji Maszyn Katedra Logistyki i Systemów Transportowych Badania operacyjne Dr inż. Artur KIERZKOWSKI Wprowadzenie Badania operacyjne związana jest ściśle z teorią podejmowania
Cechy systemu MRP II: modułowa budowa, pozwalająca na etapowe wdrażanie, funkcjonalność obejmująca swym zakresem obszary technicznoekonomiczne
 Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
ZASTOSOWANIE ZINTEGROWANYCH NARZĘDZI INFORMATYCZNYCH DLA OPTYMALIZACJI PLANOWANIA PROCESÓW PRODUKCJI
 M. Wasielewski Społeczna Akademia Nauk w Łodzi ZASTOSOWANIE ZINTEGROWANYCH NARZĘDZI INFORMATYCZNYCH DLA OPTYMALIZACJI PLANOWANIA PROCESÓW PRODUKCJI Wasielewski M., 2016 W artykule przedstawiono możliwości
M. Wasielewski Społeczna Akademia Nauk w Łodzi ZASTOSOWANIE ZINTEGROWANYCH NARZĘDZI INFORMATYCZNYCH DLA OPTYMALIZACJI PLANOWANIA PROCESÓW PRODUKCJI Wasielewski M., 2016 W artykule przedstawiono możliwości
TRANSCOMP XV INTERNATIONAL CONFERENCE COMPUTER SYSTEMS AIDED SCIENCE, INDUSTRY AND TRANSPORT
 TRANSCOMP XV INTERNATIONAL CONFERENCE COMPUTER SYSTEMS AIDED SCIENCE, INDUSTRY AND TRANSPORT FRĄCKIEWICZ Rafał 1 KRZEMIŃSKI Michał 2 Harmonogramy budowlane, reguły szeregowania zadań, program LEKIN ANALIZA
TRANSCOMP XV INTERNATIONAL CONFERENCE COMPUTER SYSTEMS AIDED SCIENCE, INDUSTRY AND TRANSPORT FRĄCKIEWICZ Rafał 1 KRZEMIŃSKI Michał 2 Harmonogramy budowlane, reguły szeregowania zadań, program LEKIN ANALIZA
Zarządzanie zasobami w harmonogramowaniu wieloobiektowych przedsięwzięć budowlanych z wykorzystaniem teorii szeregowania zadań
 Zarządzanie zasobami w harmonogramowaniu wieloobiektowych przedsięwzięć budowlanych z wykorzystaniem teorii szeregowania zadań 42 Dr inż Michał Podolski Politechnika Wrocławska 1 Wprowadzenie Harmonogramowanie
Zarządzanie zasobami w harmonogramowaniu wieloobiektowych przedsięwzięć budowlanych z wykorzystaniem teorii szeregowania zadań 42 Dr inż Michał Podolski Politechnika Wrocławska 1 Wprowadzenie Harmonogramowanie
Schemat programowania dynamicznego (ang. dynamic programming)
") Schemat programowania dynamicznego (ang. dynamic programming) Jest jedną z metod rozwiązywania problemów optymalizacyjnych. Jej twórcą (1957) był amerykański matematyk Richard Ernest Bellman. Schemat ten
Schemat programowania dynamicznego (ang. dynamic programming) Jest jedną z metod rozwiązywania problemów optymalizacyjnych. Jej twórcą (1957) był amerykański matematyk Richard Ernest Bellman. Schemat ten