(86) Data i numer zgłoszenia międzynarodowego: , PCT/GB01/ (87) Data i numer publikacji zgłoszenia międzynarodowego:
|
|
|
- Andrzej Sobolewski
- 9 lat temu
- Przeglądów:
Transkrypt
1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) (21) Numer zgłoszenia: (22) Data zgłoszenia: (86) Data i numer zgłoszenia międzynarodowego: , PCT/GB01/ (87) Data i numer publikacji zgłoszenia międzynarodowego: , WO02/38329 (13) B1 (51) Int.Cl. B23P 15/00 ( ) F16B 37/06 ( ) (54) Sposób wytwarzania zaślepionej wkładki gwintowanej i zaślepiona wkładka gwintowana (30) Pierwszeństwo: , GB, (73) Uprawniony z patentu: AVDEL UK LIMITED, Welwyn Garden City, GB (43) Zgłoszenie ogłoszono: BUP 11/05 (72) Twórca(y) wynalazku: KEITH DENHAM, Welwyn, GB MATTHIAS JOKISCH, Langenhagen, DE (45) O udzieleniu patentu ogłoszono: WUP 06/11 (74) Pełnomocnik: rzecz. pat. Sławomir Budziński PL B1
 Uprawniony z patentu: AVDEL UK LIMITED, Welwyn Garden City, GB (43) Zgłoszenie ogłoszono: 30.05.")
2 2 PL B1 Opis wynalazku Przedmiotem wynalazku jest sposób wytwarzania zaślepionej wkładki gwintowanej z metalu i zaślepiona wkładka gwintowana. Zaślepiona wkładka jest wsuwana do przedmiotu obrabialnego, a następnie rozszerzana promieniowo, celem przymocowania do przedmiotu obrabialnego. W tym kontekście "zaślepiona" oznacza, że wkładka jest zakładana przy jednostronnym dostępie do przedmiotu obrabialnego. Takie wkładki zaślepione znane są w przemyśle wytwórczym i dostępne, na przykład pod nazwą Wkładka Avdel Hexsert z Dużym Kołnierzem oraz Cienkościenna Wkładka Nutsert (słowa AVDEL, HEXSERT, NUTSERT oraz CIENKOŚCIENNA NUTSERT są zastrzeżonymi znakami towarowymi). Zaślepione wkładki gwintowane są zazwyczaj wykonywane zarówno poprzez obróbkę pręta lub też przy zastosowaniu technik obróbki na zimno oraz wsadowe procesy wyżarzania, ten ostatni sposób jest najbardziej ekonomicznym sposobem wytwarzania. Wytrzymałość takich mocowań, po zainstalowaniu przez końcowego użytkownika jest adekwatna do lekkich i średnich obciążeń. W konsekwencji przy wysokich obciążeniach nie stosuje się zaślepionych wkładek gwintowanych. Celem przedmiotu wynalazku jest zapewnienie nowego sposobu wytwarzania zaślepionych wkładek gwintowanych, które mają wytrzymałość odpowiednią do zastosowań przy dużych obciążeniach. W konwencjonalnym sposobie wytwarzania występuje pewne zwiększenie twardości i wytrzymałości na rozciąganie, w części gwintowanej, będące skutkiem obróbki na zimno, przeprowadzanej po procesie wsadowego wyżarzania, ale oczywiście wzrost wytrzymałości uzyskiwany podczas obróbki na zimno, która następuje przed procesem wyżarzania jest utracony. Sposób wytwarzania zaślepionej wkładki gwintowanej z metalu, według wynalazku, zawierającej pierwszą strefę i drugą strefę, przy czym druga strefa obejmuje nakrętkę a pierwsza strefa obejmuje promieniowo powiększoną główkę na jednym końcu oddalonym od drugiej strefy, pojedynczą odkształcalną część, pierwszą sekcję przejścia pomiędzy częścią odkształcalną a główką, a także drugą sekcję przejścia pomiędzy częścią odkształcalną a drugą strefą, obejmujący etapy co najmniej częściowego formowania wkładki w procesie obróbki na zimno bez wytwarzania gwintu na zimno, formowania gwintu wewnętrznego w nakrętce, oraz wyżarzania pierwszej strefy wkładki do wytworzenia plastyczności w części odkształcalnej wyższej niż plastyczność pozostałej części wkładki tak, że część odkształcalna ma stałą twardość o względnie niskiej wartości wzdłuż długości, w celu ułatwienia jej późniejszego odkształcenia podczas montażu, charakteryzuje się tym, że część odkształcalna rozciąga się na większą długość niż długość, na którą rozciąga się każda z sekcji przejścia. Korzystnie jest kiedy etap wyżarzania prowadzi się przez pasmowe wyżarzanie pierwszej strefy. Jest również korzystnie, kiedy poprzez pasmowe wyżarzanie wytwarza się kontrolowany profil twardości pomiędzy częścią wkładki, która wymaga wysokiej plastyczności, a częścią wkładki, która wymaga wysokiej wytrzymałości. Korzystnie jako metal stosuje się stal niskowęglową. Korzystnie sposób modyfikuje się poprzez wzajemną zamianę miejscami czynności formowania wewnętrznego gwintu i czynności pasmowego wyżarzania pierwszej strefy. Sposób wytwarzania zaślepionej wkładki gwintowanej z metalu, według wynalazku, zawierającej pierwszą strefę i drugą strefę, przy czym druga strefa obejmuje nakrętkę a pierwsza strefa obejmuje promieniowo powiększoną główkę na jednym końcu oddalonym od drugiej strefy, pojedynczą odkształcalną część, pierwszą sekcję przejścia pomiędzy częścią odkształcalną a główką, a także drugą sekcję przejścia pomiędzy częścią odkształcalną a drugą strefą, przy czym część odkształcalna ma wyższą względną plastyczność niż pozostała część wkładki tak, że podczas montażu wkładki część odkształcalna będzie odkształcać się wcześniej niż pozostała część wkładki, przy czym część odkształcalna rozciąga się na większą długość niż długość, na którą rozciąga się każda z sekcji przejścia, obejmujący etapy co najmniej częściowego formowania wkładki w procesie obróbki na zimno bez wytwarzania gwintu na zimno, następnie wyżarzania pierwszej strefy wkładki tak, że ma stałą twardość o względnie niskiej wartości wzdłuż długości, następnie formowania gwintu wewnętrznego, charakteryzuje się tym, że przeprowadza się hartowanie indukcyjne co najmniej części nakrętki po etapie formowania gwintu wewnętrznego w nakrętce. Korzystnie sposób modyfikuje się poprzez wzajemną zamianę miejscami etapu formowania wewnętrznego gwintu i etapu wyżarzania pierwszej strefy wkładki, a jako metal stosuje się stal średniowęglową.

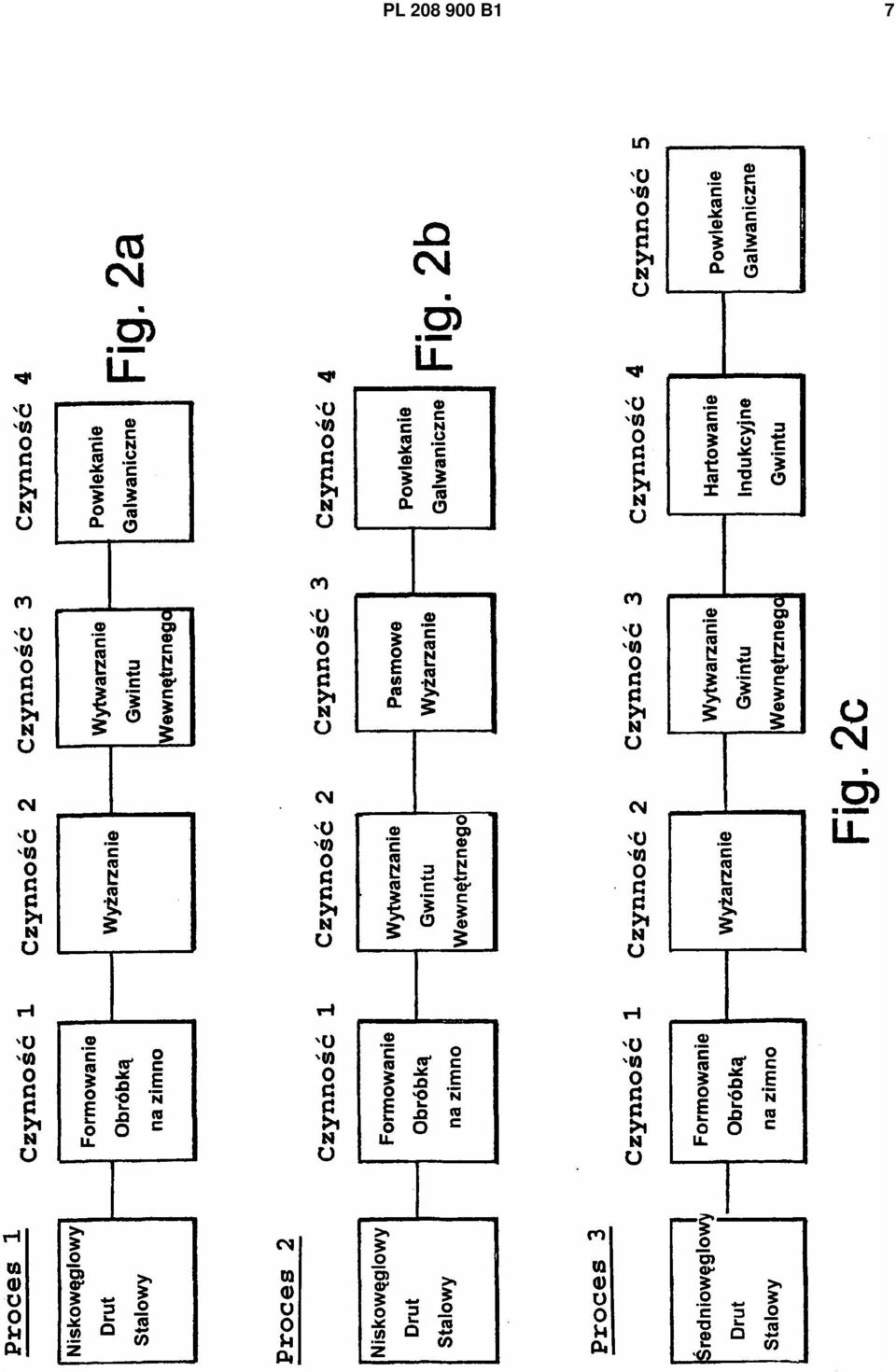
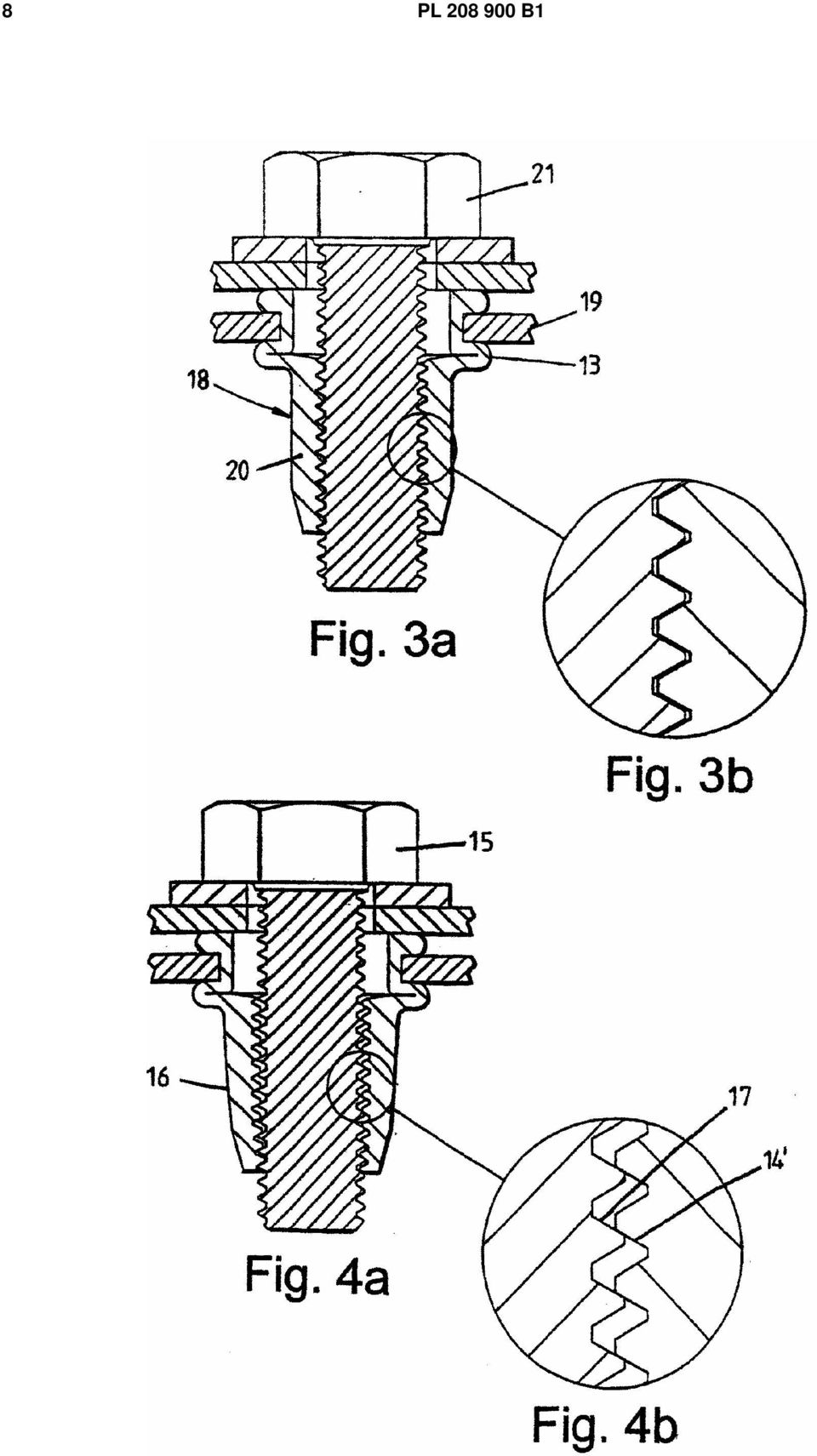
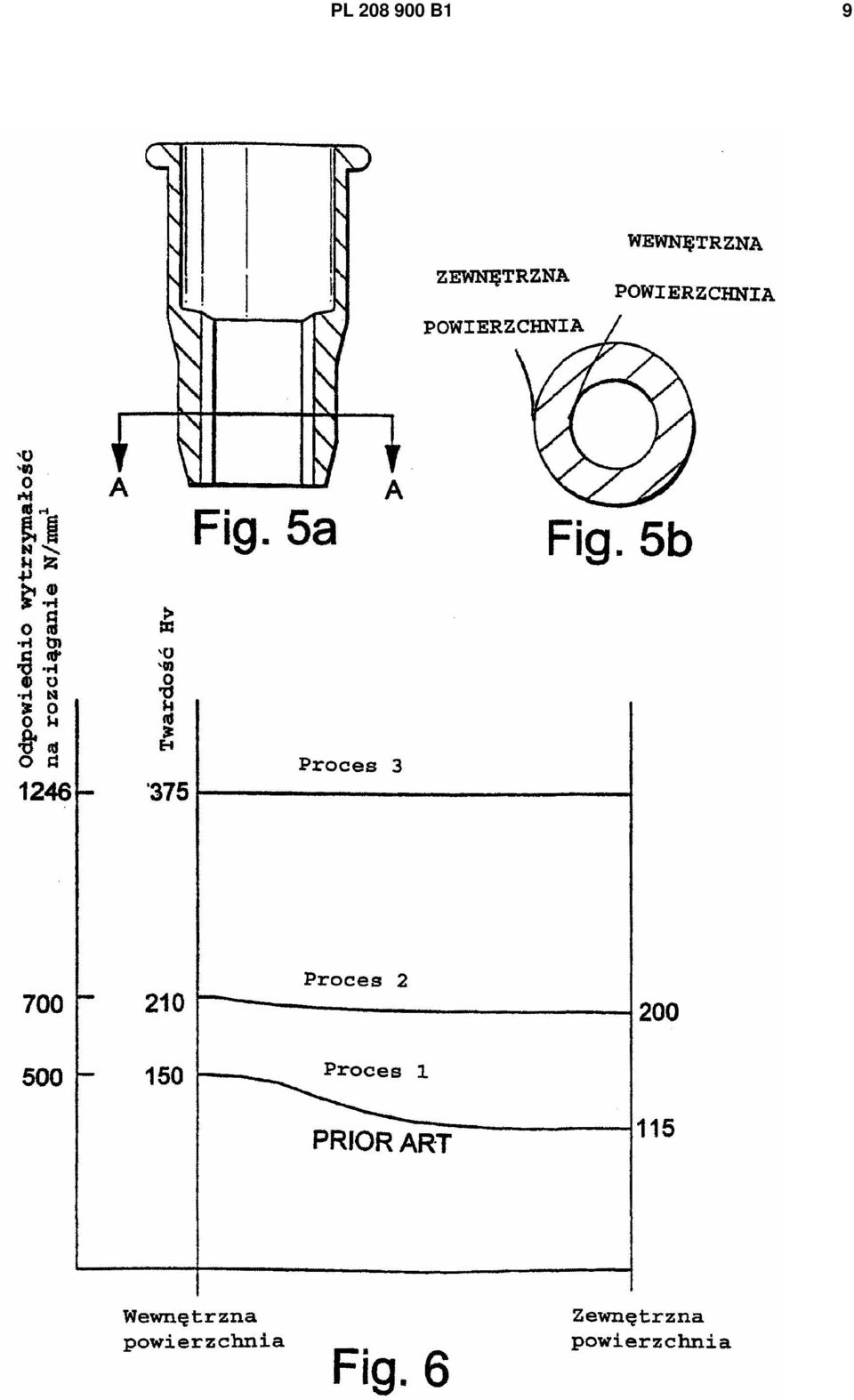
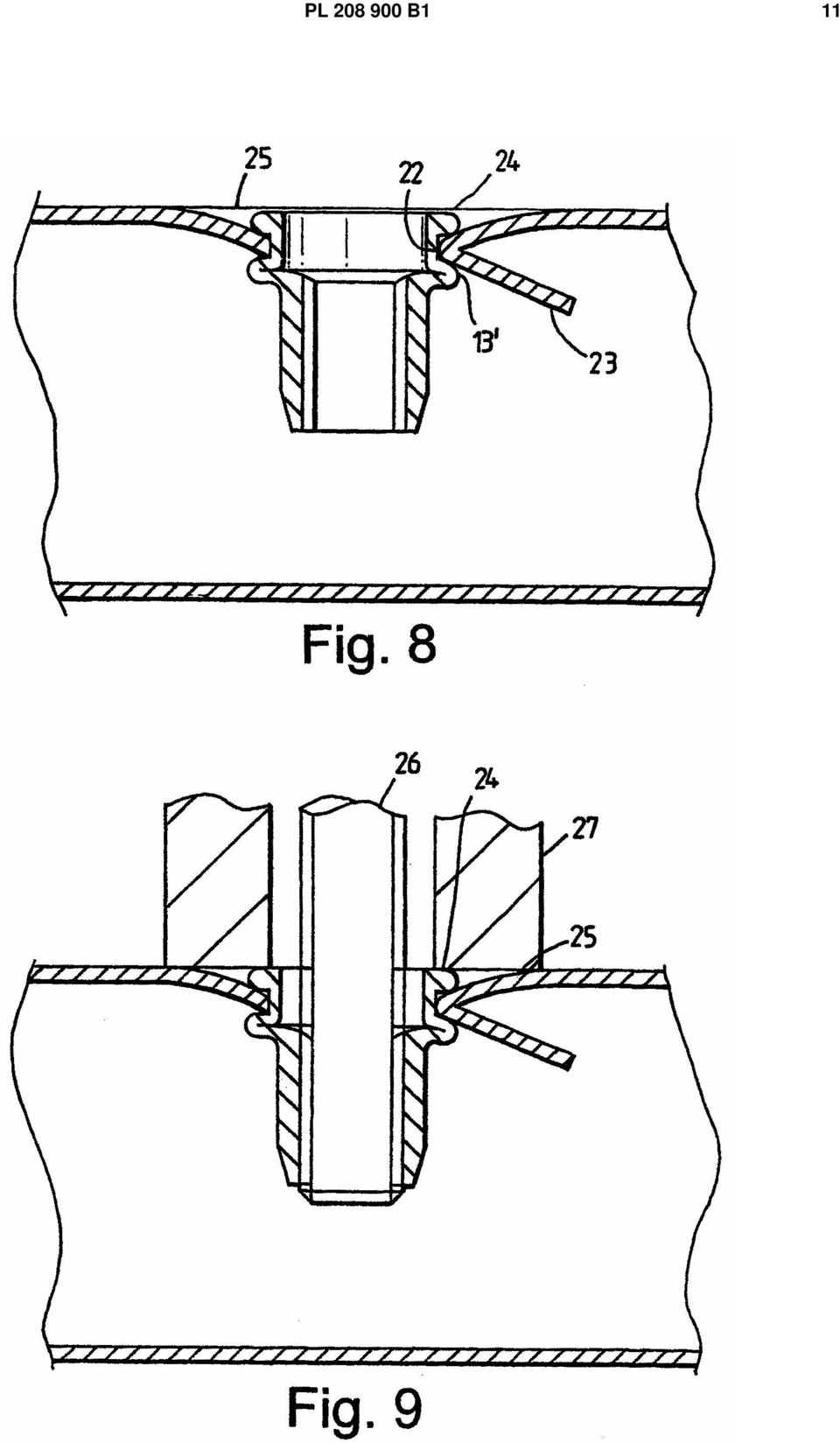
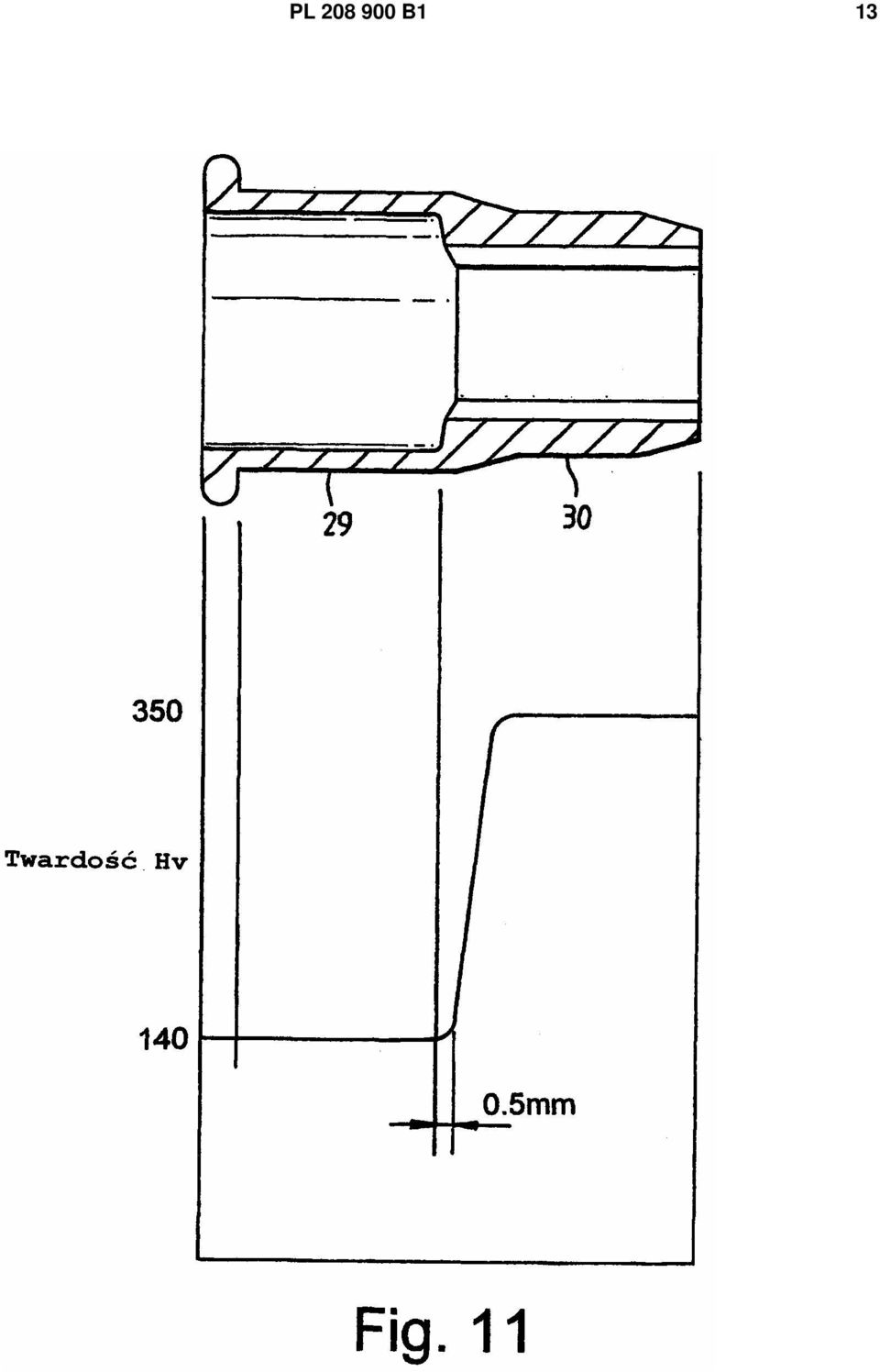
3 PL B1 3 Korzystnie jest, kiedy kolejny etap obróbki powierzchniowej występuje po etapie wyżarzania pierwszej strefy wkładki, przy czym w etapie obróbki powierzchniowej stosuje się korzystnie powlekanie galwaniczne. Zaślepiona wkładka gwintowana według wynalazku charakteryzuje się tym, że jest wytworzona przy pomocy sposobu według jednego z zastrzeżeń od 1 do 10 i posiada stałą twardość, o względnie niskiej wartości, wzdłuż znacznej części swojej długości. Zaślepiona wkładka gwintowana, według wynalazku, zawierająca promieniowo powiększoną główkę, pojedynczą część odkształcalną oraz nakrętkę, gdzie nakrętka posiada gwint wewnętrzny i twardość o zasadniczo stałej wartości rozciągającej się promieniowo od gwintu wewnętrznego do powierzchni zewnętrznej nakrętki, charakteryzuje się tym, że część odkształcalna ma twardość o zasadniczo stałej wartości wzdłuż znacznej części swojej długości, przy czym twardość części odkształcalnej jest mniejsza niż twardość nakrętki, przy czym korzystnie twardość nakrętki przekracza 200 Hv. Przedmiot wynalazku został przedstawiony w przykładzie wykonania na załączonym rysunku, na którym fig. 1a i 1b przedstawiają zaślepioną wkładkę gwintowaną przed i po zainstalowaniu w przedmiocie obrabianym, fig. 2a, 2b i 2c - przebieg procesu wytwarzania zaślepionych wkładek gwintowanych, fig. 3a i 3b, 4a i 4b - układ zamontowanych zaślepionych wkładek gwintowanych, podczas nadawania momentu dokręcania na odpowiadającą im śrubę, fig. 6 - twardość i odpowiadająca wytrzymałość na rozciąganie materiału, w części wkładki tworzącej nakrętkę, fig. 5a i 5b - położenie wkładki, w którym te wartości twardości są zmienne, fig. 7 - szczególny typ przedmiotu obrabialnego, w którym można zastosować, w sposób korzystny, wkładki stanowiące przedmiot wynalazku, fig. 8 - wkładka zamontowana w takim, przedmiocie obrabialnym, fig. 9 - proces stosowany względem przedmiotu obrabialnego następujący po zamontowaniu a fig. 10 i 11 - twardość wzdłuż przekrojów podłużnych. Fig. 1, 3, 4, 5a, 8, 9, 10 i 11 ukazują wkładkę w osiowym przekroju podłużnym, zaś fig. 5b, w przekroju poprzecznym, wykonanym wzdłuż ukazanej strzałkami linii przekroju z fig. 5a. Fig. 2a, 4 i 4b ukazują stan techniki. W sposobach wytwarzania z fig. 2a, 2b i 2c, w czynności 1, wykorzystuje się kuźniarkę postępującą do obróbki na zimno. Sposób wytwarzania gwintu wewnętrznego, z czynności 3, z fig. 2a i 2c, oraz z czynności 2, z fig. 2b, jest zazwyczaj określany mianem gwintowania walcowego. Te sposoby wytwarzania są typowe dla wytwarzania zaślepionych wkładek gwintowanych i dobrze znane ze stanu techniki. W związku z tym, jak ukazuje fig. 1a, zaślepiona wkładka gwintowana 11 jest wytwarzana w dowolnym procesie, ukazanym przez fig. 2a, 2b lub 2c. Ukazany przykład wykonania jest cylindryczny i dostosowany do dopasowania w odpowiadającym mu cylindrycznym otworze w przedmiocie obrabialnym 19 (fig. 1b). W innych przykładach wykonania, nie pokazanych, zewnętrzna powierzchnia 12 wkładki może mieć na przekroju kształt wielokąta, na przykład sześciokąta lub kwadratu tak, aby odpowiadała kształtowi otworu w przedmiocie zastosowania. Strefa 1 wkładki, ukazanej przez fig. 1a, powinna być odpowiednio plastyczna tak, aby odkształcała się pod działaniem przyrządu montażowego (nie pokazanego), tworząc ślepo zakończony łeb 13 z fig. 1b. W przykładach procesów wytwarzania wkładki znanych ze stanu techniki plastyczność ta jest uzyskiwana w procesie wyżarzania całej wkładki, zazwyczaj w procesie stosowanym dla całego wsadu, jak ukazuje to czynność 2 z fig. 2a, gwint wewnętrzny 14 z fig. 1a jest wytwarzany w czynności 3 z fig. 2a. Poprzez wytwarzanie gwintu po procesie wyżarzania uzyskuje się miejscowe utwardzenie pewnego stopnia, w obszarze gwintu. Twardość wkładki po procesie wsadowego wyżarzania wynosi zazwyczaj 115 Hv (Indeks twardości Vickersa), zaś materiałem na wkładkę jest zazwyczaj nisko węglowa stal zawierająca 0,1% węgla. Utwardzenie gwintu umiejscowione jest blisko jego powierzchni. W niewielkiej odległości od powierzchni gwintu twardość gwałtownie maleje, co ukazano linią Proces 1" z fig. 6. Gdyby zastosować taką wkładkę w zastosowaniu pod wysokim obciążeniem, w którym odpowiadająca jej śruba wymaga wysokiego stopnia momentu dokręcania, wtedy ponieważ wytrzymałość materiału w tym przekrój u (fig. 5b i 6) jest względnie niska, promieniowa siła, wytwarzana przez dokręcanie śruby 15 z fig. 4a do gwintu wkładki, mogłaby być wystarczająca do spowodowania promieniowego rozszerzenia części nakrętnej 16 z fig. 4a i 4b. Powoduje to zmniejszenie obszaru styku pomiędzy gwintem na śrubie 17 z fig. 4b i wewnętrznym gwintem wkładki Zmniejszenie obszaru styku wraz z obniżoną twardością gwintu skutkuje jego uszkodzeniem przy względnie niskim momencie dokręcania. Na przykład wkładka z gwintem M8 zostanie uszkodzona przy momencie dokręcania około 40 do 45 Nrn.

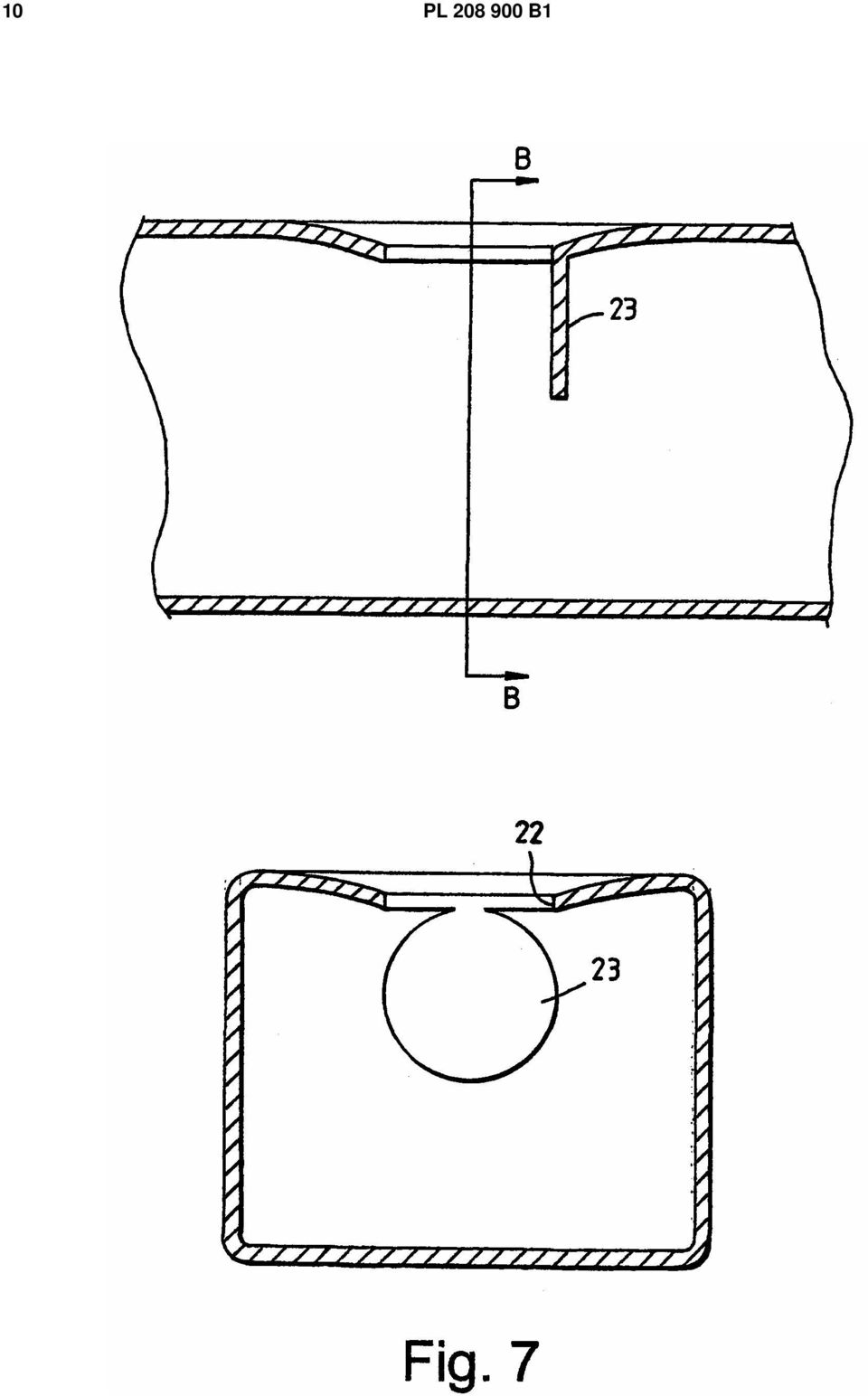
4 4 PL B1 Kiedy wkładka jest wytwarzana w procesie w przykładzie wykonania przedmiotu wynalazku (proces 2 z fig. 2b) utwardzanie materiału, wykonywane kiedy drut jest przetwarzany na wkładkę w procesie obróbki na zimno w czynności 1 oraz podczas operacji gwintowania walcowego w czynności 2 z fig. 2b, skutkuje wysokim stopniem twardości, proces 2 z fig. 6. Dlatego też wkładka 18 (fig. 3a), wytworzona w tym procesie może być z powodzeniem, zamontowana w przedmiocie obrabialnym 19 ponieważ wyżarzanie pasmowe w czynności 3 (fig. 2b) zapewnia wystarczającą plastyczność do umożliwienia uformowania zaślepionego łba 12 pęknięć, a jednocześnie wewnętrzna część gwintowana 20 wkładki ma wystarczającą wytrzymałość, aby oprzeć się rozszerzaniu, kiedy śruba 21 (fig. 3a) jest dokręcana nawet z bardzo wysokimi momentami dokręcania. Na przykład wkładka M8, wytworzona w procesie stanowiącym przedmiot wynalazku, może być dokręcana z momentami przekraczającymi 70 Nm bez uszkodzeń. Taka wkładka jest odpowiednia, w zakresie momentów dokręcania, dla śrub oznaczonych 10.9 i Profil twardości powstający podczas wyżarzania pasmowego może być zmienny, w zależności od dobranych parametrów, takich jak ukształtowanie pasmowej cewki wyżarzającej, ustawień mocy maszyny oraz czasu obróbki. Dzięki intensywności plastycznego odkształcania, podczas formowania zaślepionego łba pożądane jest płynne przejście ze strefy wyżarzania do strefy hartowania. Taki profil ukazuje fig. 10, gdzie wkładka M8 zawiera zmianę twardości pomiędzy kołnierzem wkładki 28, a odkształcalną częścią cylindryczną 29, na odległości około 1,5 mm oraz zmianę twardości pomiędzy częścią gwintowaną 30 i częścią 29 na odległości około 2 mm. W kolejnym przykładzie wykonania przedmiotu wynalazku wkładka, która ma pożądaną plastyczność w strefie 1 (fig. 1a) oraz wysoką wytrzymałość w strefie 2, dostosowaną do oznaczeń śrub 10.9 i 12.9 może być wytworzona przy zastosowaniu procesu 3 z fig. 2c. W takim wypadku wkładka jest wytwarzana ze średniowęglowej stali o zawartości od 0,3 do 0,35% węgla-wsadowy proces wyżarzania w czynności 2 (fig. 2c) wytwarza twardość około 140 Hv. Przy tej twardości wkładka ma odpowiednią plastyczność, aby wytrzymać boczne zaślepianie podczas montażu, bez pęknięć. Czynność 4 procesu 3 (fig. 2c) zawiera hartowanie indukcyjne strefy 2 z fig. 1. W procesie tym wytwarzana jest równomierna twardość w strefie 2 wynosząca około 350 do 400 Hv, jak widać z linii proces 3 z fig. 6. Proces hartowania indukcyjnego jest tak regulowany, aby utwardzanie nie dotyczyło strefy 1, w przeciwnym wypadku podczas zaślepiania łba wkładka byłaby podatna na pęknięcia na połączeniu między strefą wyżarzania, a strefą utwardzania. Z tego powodu obszar hartowania indukcyjnego nie przebiega przez całą długość strefy 2. Dla wkładki M8, na przykład, nie utwardzana część strefy 2 wynosi około 0,5 mm, jak ukazuje fig. 11. Możliwa jest modyfikacja sposobu, na przykład poprzez zamianę czynności 3 i 4 z fig. 2c tak, aby gwint wewnętrzny był formowany po czynności hartowania indukcyjnego. Zaletą wkładek stanowiących przedmiot wynalazku, wytwarzanych w procesie 2 (fig. 2b) lub w procesie 3 (fig. 2c) jest to, że są one szczególnie odpowiednie do zastosowania w przedmiotach obrabialnych znanych jako części kształtowane hydrodynamicznie. W takich przedmiotach obrabialnych, ukazanych przez fig. 7, otwór, w którym montowana jest wkładka jest przebijany podczas procesu kształtowania hydrodynamicznego. Ponieważ otwór jest ślepy nie stosuje się matrycy takiej jak w wypadku zwykłego przebijania otworu. Skutkiem tego jest efekt wgłębienia, w którym materiał krawędzi otworu jest obniżony, w stosunku do powierzchni przedmiotu obrabialnego. Inną cechą otworów przebijanych w częściach kształtowanych hydrodynamicznie jest to, że odkuwka z przebijania 23 z fig. 7 jest celowo pozostawiana, przymocowana do macierzystego przedmiotu obrabialnego. Zalety zastosowania wkładki stanowiącej przedmiot wynalazku staną się zrozumiałe w świetle poniższego opisu. Fig. 8 ukazuje wzdłużny przekrój przez zaślepioną wkładkę, zamontowaną w części ukształtowanej hydrodynamicznie, na przykład tej ukazanej na fig. 7, widoczne jest, że zaślepiona wkładka 13 1 w położeniu na obwodzie otworu 22, napotykając na pozostawioną odkuwkę 23 jest częściowo zakłócana przez odkuwkę, w związku z czym zaślepiony łeb 13 nie może być uformowany równomiernie. Jakkolwiek ze względu na to, że wkładka jest plastyczna w tym obszarze, ma ona możliwość odkształcenia się wokół tego zakłócenia. Ponadto, w niektórych wypadkach, efekt wgłębienia otworu jest taki, że wierzchnia powierzchnia 24 zainstalowanej wkładki znajduje się poniżej powierzchni 25 kształtowanego hydrodynamicznie przedmiotu obrabialnego. W takich wypadkach można zastosować przyrząd, ukazany na fig. 9, zawierający śrubę ściągającą 26 oraz płaski przecinak 27, poprzez które na wkładkę wywierana jest siła wystarczająca do tego, aby spowodować zmniejszenie wgłębienia przedmiotu obrabialnego, aż do momentu, kiedy wierzch
, wytworzona w tym procesie może być z powodzeniem, zamontowana w przedmiocie obrabialnym 19 ponieważ wyżarzanie pasmowe w czynności 3 (fig.")
5 PL B1 5 wkładki 24 (fig. 9) znajdzie się na tym samym poziomie, co wierzchnia powierzchnia przedmiotu obrabialnego 25. Oczywiście jeżeli wierzchnia powierzchnia wkładki 24; miała znajdować się ponad poziomem przedmiotu obrabialnego 25, wtedy można zastosować przecinak, który zawiera pierścieniowy rowek w swej przedniej powierzchni. Dopuszczalne jest również połączenie działania śruby ściągającej i przecinaka z działaniem urządzenia montażowego. Operacja z zastosowaniem śruby ściągającej i przecinaka, w celu spłaszczenia wgłębienia, wymaga względnie dużej siły, która musi być przeniesiona przez gwint wkładki i przez zaślepiony łeb na przedmiot obrabialny. Wkładka, która ma wysoką wytrzymałość gwintu, w połączeniu z wysoką plastycznością obszaru zaślepionego łba jest idealna do takich zastosowań. Wkładka stanowiąca przedmiot wynalazku spełnia bowiem te wymagania. Przedmiot wynalazku nie ogranicza się do szczegółów opisanych przykładów wykonania. Zastrzeżenia patentowe 1. Sposób wytwarzania zaślepionej wkładki gwintowanej z metalu, zawierającej pierwszą strefę i drugą strefę, przy czym druga strefa obejmuje nakrętkę a pierwsza strefa obejmuje promieniowo powiększoną główkę na jednym końcu oddalonym od drugiej strefy, pojedynczą odkształcalną część, pierwszą sekcję przejścia pomiędzy częścią odkształcalną a główką, a także drugą sekcję przejścia pomiędzy częścią odkształcalną a drugą strefą, obejmujący etapy co najmniej częściowego formowania wkładki w procesie obróbki na zimno bez wytwarzania gwintu na zimno, formowania gwintu wewnętrznego w nakrętce, oraz wyżarzania pierwszej strefy wkładki do wytworzenia plastyczności w części odkształcalnej wyższej niż plastyczność pozostałej części wkładki tak, że część odkształcalną ma stałą twardość o względnie niskiej wartości wzdłuż długości, w celu ułatwienia jej późniejszego odkształcenia podczas montażu, znamienny tym, że część odkształcalna rozciąga się na większą długość niż długość, na którą rozciąga się każda z sekcji przejścia. 2. Sposób według zastrz. 1, znamienny tym, że etap wyżarzania prowadzi się przez pasmowe wyżarzanie pierwszej strefy. 3. Sposób według zastrz. 2, znamienny tym, że poprzez pasmowe wyżarzanie wytwarza się kontrolowany profil twardości pomiędzy częścią wkładki, która wymaga wysokiej plastyczności, a częścią wkładki, która wymaga wysokiej wytrzymałości. 4. Sposób według jednego z zastrz. 1, znamienny tym, że jako metal stosuje się stal niskowęglową. 5. Sposób według zastrz. 2, znamienny tym, że modyfikuje się go poprzez wzajemną zamianę miejscami czynności formowania wewnętrznego gwintu i czynności pasmowego wyżarzania pierwszej strefy. 6. Sposób wytwarzania zaślepionej wkładki gwintowanej z metalu, zawierającej pierwszą strefę i drugą strefę, przy czym druga strefa obejmuje nakrętkę a pierwsza strefa obejmuje promieniowo powiększoną główkę na jednym końcu oddalonym od drugiej strefy, pojedynczą odkształcalną część, pierwszą sekcję przejścia pomiędzy częścią odkształcalną a główką, a także drugą sekcję przejścia pomiędzy częścią odkształcalną a drugą strefą, przy czym część odkształcalna ma wyższą względną plastyczność niż pozostała część wkładki tak, że podczas montażu wkładki część odkształcalną będzie odkształcać się wcześniej niż pozostała część wkładki, przy czym część odkształcalna rozciąga się na większą długość niż długość, na którą rozciąga się każda z sekcji przejścia, obejmujący etapy co najmniej częściowego formowania wkładki w procesie obróbki na zimno bez wytwarzania gwintu na zimno, następnie wyżarzania pierwszej strefy wkładki tak, że ma stałą twardość o względnie niskiej wartości wzdłuż długości, następnie formowania gwintu wewnętrznego, znamienny tym, że przeprowadza się hartowanie indukcyjne co najmniej części nakrętki po etapie formowania gwintu wewnętrznego w nakrętce. 7. Sposób według zastrz. 6, znamienny tym, że modyfikuje się go poprzez wzajemną zamianę miejscami etapu formowania wewnętrznego gwintu i etapu wyżarzania pierwszej strefy wkładki. 8. Sposób według zastrz. 6 albo 7, znamienny tym, że jako metal stosuje się stal średniowęglową. 9. Sposób według jednego z zastrz. od 6 do 7, znamienny tym, że zawiera kolejny etap obróbki powierzchniowej po etapie wyżarzania pierwszej strefy wkładki. 10. Sposób według zastrz. 9, znamienny tym, że w etapie obróbki powierzchniowej stosuje się powlekanie galwaniczne.

6 6 PL B1 11. Zaślepiona wkładka gwintowana, znamienna tym, że jest wytworzona przy pomocy sposobu według jednego z zastrzeżeń od 1 do 10 i posiada stałą twardość, o względnie niskiej wartości, wzdłuż znacznej części swojej długości. 12. Zaślepiona wkładka gwintowana zawierająca promieniowo powiększoną główkę, pojedynczą część odkształcalną oraz nakrętkę, gdzie nakrętka posiada gwint wewnętrzny i twardość o zasadniczo stałej wartości rozciągającej się promieniowo od gwintu wewnętrznego do powierzchni zewnętrznej nakrętki, znamienna tym, że część odkształcalną ma twardość o zasadniczo stałej wartości wzdłuż znacznej części swojej długości, przy czym twardość części odkształcalnej jest mniejsza niż twardość nakrętki. 13. Wkładka według zastrz. 12, znamienna tym, że twardość nakrętki przekracza 200 Hv. Rysunki

7 PL B1 7
8 8 PL B1
9 PL B1 9
10 10 PL B1
11 PL B1 11
12 12 PL B1

13 PL B1 13
14 14 PL B1 Departament Wydawnictw UP RP Cena 4,92 zł (w tym 23% VAT)

WZORU UŻYTKOWEGO PL 65817 Y1. PRZEDSIĘBIORSTWO BRANŻOWE GAZOWNIA SERWIS SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Warszawa, PL 18.07.
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 118702 (22) Data zgłoszenia: 07.01.2010 (19) PL (11) 65817 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 118702 (22) Data zgłoszenia: 07.01.2010 (19) PL (11) 65817 (13) Y1 (51) Int.Cl.
PL 205289 B1 20.09.2004 BUP 19/04. Sosna Edward,Bielsko-Biała,PL 31.03.2010 WUP 03/10 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 205289
 OPIS PATENTOWY (19) PL (11) 205289") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 205289 (13) B1 (21) Numer zgłoszenia: 359196 (51) Int.Cl. B62D 63/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.03.2003
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 205289 (13) B1 (21) Numer zgłoszenia: 359196 (51) Int.Cl. B62D 63/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.03.2003
PL 211524 B1. FAKRO PP SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Nowy Sącz, PL 29.10.2007 BUP 22/07 31.05.2012 WUP 05/12. WACŁAW MAJOCH, Nowy Sącz, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211524 (13) B1 (21) Numer zgłoszenia: 379508 (51) Int.Cl. E06B 7/14 (2006.01) E04D 13/03 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211524 (13) B1 (21) Numer zgłoszenia: 379508 (51) Int.Cl. E06B 7/14 (2006.01) E04D 13/03 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
(12) OPIS PATENTOWY (19) PL
 OPIS PATENTOWY (19) PL") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172279 (13) B1 (21) Numer zgłoszenia: 300123 Urząd Patentowy ( 2 2 ) Data zgłoszenia: 16.08.1993 Rzeczypospolitej Polskiej (51) IntCl6: E04B 5/19
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172279 (13) B1 (21) Numer zgłoszenia: 300123 Urząd Patentowy ( 2 2 ) Data zgłoszenia: 16.08.1993 Rzeczypospolitej Polskiej (51) IntCl6: E04B 5/19
PL 213344 B1. JAŁYŃSKI JERZY JAŁYŃSKA-JACKOWIAK MONIKA INTEX OŚRODEK INNOWACJI TECHNICZNYCH I KOOPERACJI, Poznań, PL 25.10.
 PL 213344 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213344 (13) B1 (21) Numer zgłoszenia: 387791 (51) Int.Cl. B66F 9/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 213344 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213344 (13) B1 (21) Numer zgłoszenia: 387791 (51) Int.Cl. B66F 9/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 207585 B1. BSC DRUKARNIA OPAKOWAŃ SPÓŁKA AKCYJNA, Poznań, PL 04.02.2008 BUP 03/08. ARKADIUSZ CZYSZ, Poznań, PL 31.01.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207585 (13) B1 (21) Numer zgłoszenia: 380297 (51) Int.Cl. B65D 5/08 (2006.01) B65D 5/72 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207585 (13) B1 (21) Numer zgłoszenia: 380297 (51) Int.Cl. B65D 5/08 (2006.01) B65D 5/72 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
(12) OPIS PATENTOWY (19) PL (11) 183202
 OPIS PATENTOWY (19) PL (11) 183202") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 183202 (21) Numer zgłoszenia: 319207 (22) Data zgłoszenia: 28.03.1997 (13) B1 (51) IntCl7: A47F 5/13 B25H
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 183202 (21) Numer zgłoszenia: 319207 (22) Data zgłoszenia: 28.03.1997 (13) B1 (51) IntCl7: A47F 5/13 B25H
PL 215061 B1. SZWAJCA TADEUSZ STOSOWANIE MASZYN, Katowice, PL 09.05.2011 BUP 10/11. TADEUSZ SZWAJCA, Katowice, PL 31.10.
 PL 215061 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215061 (13) B1 (21) Numer zgłoszenia: 389444 (51) Int.Cl. F03C 2/30 (2006.01) F04C 2/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 215061 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215061 (13) B1 (21) Numer zgłoszenia: 389444 (51) Int.Cl. F03C 2/30 (2006.01) F04C 2/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
WZORU UŻYTKOWEGO PL 64419 Y1 B23Q 3/00 (2006.01) G01B 5/004 (2006.01) Uniwersytet Przyrodniczy w Lublinie, Lublin, PL 15.09.
 G01B 5/004 (2006.01) Uniwersytet Przyrodniczy w Lublinie, Lublin, PL 15.09.") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116680 (22) Data zgłoszenia: 05.03.2007 (19) PL (11) 64419 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116680 (22) Data zgłoszenia: 05.03.2007 (19) PL (11) 64419 (13) Y1 (51) Int.Cl.
PL 219985 B1. POLITECHNIKA LUBELSKA, Lublin, PL 07.07.2014 BUP 14/14
 PL 219985 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219985 (13) B1 (21) Numer zgłoszenia: 402214 (51) Int.Cl. F03D 3/02 (2006.01) B64C 11/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219985 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219985 (13) B1 (21) Numer zgłoszenia: 402214 (51) Int.Cl. F03D 3/02 (2006.01) B64C 11/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 215399 B1. POLITECHNIKA POZNAŃSKA, Poznań, PL 03.01.2011 BUP 01/11. RAFAŁ TALAR, Kościan, PL 31.12.2013 WUP 12/13
 PL 215399 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215399 (13) B1 (21) Numer zgłoszenia: 388446 (51) Int.Cl. B23F 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 215399 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215399 (13) B1 (21) Numer zgłoszenia: 388446 (51) Int.Cl. B23F 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
(13) B1 PL 172025 B1. (21) Numer zgłoszenia 298568 F24H 1/36. Vetter Richard, Peine-Dungelbeck, DE. Richard Vetter, Peine-Dungelbeck, DE
 B1 PL 172025 B1. (21) Numer zgłoszenia 298568 F24H 1/36. Vetter Richard, Peine-Dungelbeck, DE. Richard Vetter, Peine-Dungelbeck, DE") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172025 (13) B1 (21) Numer zgłoszenia 298568 Urząd Patentowy (22) Data zgłoszenia 15.04.1993 Rzeczypospolitej Polskiej (5 1) Int.Cl.6 F24H 1/36 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 172025 (13) B1 (21) Numer zgłoszenia 298568 Urząd Patentowy (22) Data zgłoszenia 15.04.1993 Rzeczypospolitej Polskiej (5 1) Int.Cl.6 F24H 1/36 (54)
PL 217812 B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL 04.06.2012 BUP 12/12
 PL 217812 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217812 (13) B1 (21) Numer zgłoszenia: 393051 (51) Int.Cl. F16C 17/03 (2006.01) F16C 17/06 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 217812 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217812 (13) B1 (21) Numer zgłoszenia: 393051 (51) Int.Cl. F16C 17/03 (2006.01) F16C 17/06 (2006.01) Urząd Patentowy Rzeczypospolitej
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. d2)opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL
opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
(86) Data i numer zgłoszenia międzynarodowego: 10.05.1995, PCT/FR95/00615
 Data i numer zgłoszenia międzynarodowego: 10.05.1995, PCT/FR95/00615") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 177082 (21) Numer zgłoszenia: 312495 (22) Data zgłoszenia: 10.05.1995 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 177082 (21) Numer zgłoszenia: 312495 (22) Data zgłoszenia: 10.05.1995 (86) Data i numer zgłoszenia międzynarodowego:
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. d2)opis OCHRONNY B62D 61/10 (2006.01) Wiesław Królik, Warka, PL. (22) Data zgłoszenia: 11.08.
opis OCHRONNY B62D 61/10 (2006.01) Wiesław Królik, Warka, PL. (22) Data zgłoszenia: 11.08.") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114995 (22) Data zgłoszenia: 11.08.2004 (19) PL rl (11)63055
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114995 (22) Data zgłoszenia: 11.08.2004 (19) PL rl (11)63055
PL 217782 B1. Układ impulsowego wzmacniacza światłowodowego domieszkowanego jonami erbu z zabezpieczaniem laserowych diod pompujących
 PL 217782 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217782 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 389082 (22) Data zgłoszenia: 21.09.2009 (51) Int.Cl.
PL 217782 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217782 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 389082 (22) Data zgłoszenia: 21.09.2009 (51) Int.Cl.
Temat: Rodzaje połączeń mechanicznych
 Zajęcia nr 1 Temat: Rodzaje połączeń mechanicznych elementów konstrukcyjnych i podzespołów wykonujemy za pomocą połączeń. Połączenia mechaniczne moŝemy podzielić na: 1. nierozłączne charakteryzujące się
Zajęcia nr 1 Temat: Rodzaje połączeń mechanicznych elementów konstrukcyjnych i podzespołów wykonujemy za pomocą połączeń. Połączenia mechaniczne moŝemy podzielić na: 1. nierozłączne charakteryzujące się
PL 210400 B1. POLITECHNIKA ŁÓDZKA, Łódź, PL 02.05.2006 BUP 09/06. ROBERT P. SARZAŁA, Łódź, PL WŁODZIMIERZ NAKWASKI, Łódź, PL MICHAŁ WASIAK, Łódź, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210400 (13) B1 (21) Numer zgłoszenia: 370876 (51) Int.Cl. H01S 5/00 (2006.01) H01S 5/183 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210400 (13) B1 (21) Numer zgłoszenia: 370876 (51) Int.Cl. H01S 5/00 (2006.01) H01S 5/183 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
SZYBKO wykonać kompletowanie profili!
 Akcesoria 104 KANYA Akcesoria SZYBKO wykonać kompletowanie profili! Rozległy asortyment zawiera również dostosowane akcesoria, przez co system profili konstrukcyjnych KANYA jest jeszcze bardziej ekonomiczny.
Akcesoria 104 KANYA Akcesoria SZYBKO wykonać kompletowanie profili! Rozległy asortyment zawiera również dostosowane akcesoria, przez co system profili konstrukcyjnych KANYA jest jeszcze bardziej ekonomiczny.
PL 215455 B1. PRZEMYSŁOWY INSTYTUT MOTORYZACJI, Warszawa, PL 25.05.2009 BUP 11/09
 PL 215455 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215455 (13) B1 (21) Numer zgłoszenia: 383749 (51) Int.Cl. B62M 23/02 (2006.01) B62M 6/60 (2010.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 215455 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215455 (13) B1 (21) Numer zgłoszenia: 383749 (51) Int.Cl. B62M 23/02 (2006.01) B62M 6/60 (2010.01) Urząd Patentowy Rzeczypospolitej Polskiej
OPIS OCHRONNY PL 61792
 RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY OPIS OCHRONNY PL 61792 WZORU UŻYTKOWEGO 13) Y1 Urząd Patentowy Rzeczypospolitej Polskiej f2n Numer zgłoszenia: 112484 @ Data zgłoszenia: 27.08.2001 0 Intel7:
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY OPIS OCHRONNY PL 61792 WZORU UŻYTKOWEGO 13) Y1 Urząd Patentowy Rzeczypospolitej Polskiej f2n Numer zgłoszenia: 112484 @ Data zgłoszenia: 27.08.2001 0 Intel7:
(86) Data i numer zgłoszenia międzynarodowego: 06.03.2002, PCT/DE02/000790 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: 06.03.2002, PCT/DE02/000790 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206300 (21) Numer zgłoszenia: 356960 (22) Data zgłoszenia: 06.03.2002 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206300 (21) Numer zgłoszenia: 356960 (22) Data zgłoszenia: 06.03.2002 (86) Data i numer zgłoszenia międzynarodowego:
(13) B1 PL 161821 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161821
 B1 PL 161821 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161821") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161821 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 283615 (22) Data zgłoszenia: 02.02.1990 (51) IntCl5: G05D 7/00 (54)Regulator
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161821 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 283615 (22) Data zgłoszenia: 02.02.1990 (51) IntCl5: G05D 7/00 (54)Regulator
PL 217187 B1. ALREH MEDICAL SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Warszawa, PL 10.04.2012 BUP 08/12. ZBIGNIEW ŁUKASIAK, Aleksandrów Łódzki, PL
 PL 217187 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217187 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 392529 (22) Data zgłoszenia: 29.09.2010 (51) Int.Cl.
PL 217187 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217187 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 392529 (22) Data zgłoszenia: 29.09.2010 (51) Int.Cl.
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2470112. (96) Data i numer zgłoszenia patentu europejskiego: 13.08.2010 10767915.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2470112. (96) Data i numer zgłoszenia patentu europejskiego: 13.08.2010 10767915.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2470112 (96) Data i numer zgłoszenia patentu europejskiego: 13.08.2010 10767915.1 (13) (51) T3 Int.Cl. A61C 8/00 (2006.01)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2470112 (96) Data i numer zgłoszenia patentu europejskiego: 13.08.2010 10767915.1 (13) (51) T3 Int.Cl. A61C 8/00 (2006.01)
(12) OPIS PATENTOWY (19) PL (11) 187221 (13) B1 PL 187221 B1 A47B 85/00 A47C 17/52 A47D 9/00
 OPIS PATENTOWY (19) PL (11) 187221 (13) B1 PL 187221 B1 A47B 85/00 A47C 17/52 A47D 9/00") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187221 (21) Numer zgłoszenia: 333214 (22) Data zgłoszenia: 17.05.1999 (13) B1 (51) IntCl7 A47B 85/00 A47C
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187221 (21) Numer zgłoszenia: 333214 (22) Data zgłoszenia: 17.05.1999 (13) B1 (51) IntCl7 A47B 85/00 A47C
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2559562. (96) Data i numer zgłoszenia patentu europejskiego: 16.08.2011 11461532.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2559562. (96) Data i numer zgłoszenia patentu europejskiego: 16.08.2011 11461532.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2962 (96) Data i numer zgłoszenia patentu europejskiego: 16.08.11 1146132.1 (13) (1) T3 Int.Cl. B42D 1/ (06.01) Urząd Patentowy
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2962 (96) Data i numer zgłoszenia patentu europejskiego: 16.08.11 1146132.1 (13) (1) T3 Int.Cl. B42D 1/ (06.01) Urząd Patentowy
PL 204343 B1. Zakład Mechaniki i Elektroniki ZAMEL S.J. Józef Dzida, Wojciech Dzida, Katarzyna Łodzińska,Pszczyna,PL 27.12.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204343 (13) B1 (21) Numer zgłoszenia: 360814 (51) Int.Cl. G10K 1/062 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 23.06.2003
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204343 (13) B1 (21) Numer zgłoszenia: 360814 (51) Int.Cl. G10K 1/062 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 23.06.2003
(12) OPIS PATENTOWY (12) PL (11) 189831
 OPIS PATENTOWY (12) PL (11) 189831") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (12) PL (11) 189831 (21) Numer zgłoszenia: 340955 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 15.12.1998 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (12) PL (11) 189831 (21) Numer zgłoszenia: 340955 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 15.12.1998 (86) Data i numer zgłoszenia
PL 210032 B1. GEO GLOBE POLSKA SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ SPÓŁKA KOMANDYTOWO-AKCYJNA, Katowice, PL 04.08.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210032 (13) B1 (21) Numer zgłoszenia: 381637 (51) Int.Cl. E21D 11/15 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 30.01.2007
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210032 (13) B1 (21) Numer zgłoszenia: 381637 (51) Int.Cl. E21D 11/15 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 30.01.2007
Regulamin Obrad Walnego Zebrania Członków Stowarzyszenia Lokalna Grupa Działania Ziemia Bielska
 Załącznik nr 1 do Lokalnej Strategii Rozwoju na lata 2008-2015 Regulamin Obrad Walnego Zebrania Członków Stowarzyszenia Lokalna Grupa Działania Ziemia Bielska Przepisy ogólne 1 1. Walne Zebranie Członków
Załącznik nr 1 do Lokalnej Strategii Rozwoju na lata 2008-2015 Regulamin Obrad Walnego Zebrania Członków Stowarzyszenia Lokalna Grupa Działania Ziemia Bielska Przepisy ogólne 1 1. Walne Zebranie Członków
WZORU UŻYTKOWEGO @ Y1 (2?) Numer zgłoszenia: 107150 /TJ\ ]ntc]7-
![WZORU UŻYTKOWEGO @ Y1 (2?) Numer zgłoszenia: 107150 /TJ\ ]ntc]7-](/thumbs/39/18293790.jpg "WZORU UŻYTKOWEGO @ Y1 (2?) Numer zgłoszenia: 107150 /TJ\ ]ntc]7-") RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY OPIS OCHRONNY PL 59115 WZORU UŻYTKOWEGO @ Y1 (2?) Numer zgłoszenia: 107150 /TJ\ ]ntc]7- Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 07.10.1997
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY OPIS OCHRONNY PL 59115 WZORU UŻYTKOWEGO @ Y1 (2?) Numer zgłoszenia: 107150 /TJ\ ]ntc]7- Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 07.10.1997
WZORU UŻYTKOWEGO (2\)Numer zgłoszenia:110963 /7J\ T,7
Numer zgłoszenia:110963 /7J\ T,7") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej OPIS OCHRONNY PL 61219 WZORU UŻYTKOWEGO @ yi (2\)Numer zgłoszenia:110963 /7J\ T,7 B65D 85/72 (22) Data zgłoszenia: 13.05.2000 B65D 85/36
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej OPIS OCHRONNY PL 61219 WZORU UŻYTKOWEGO @ yi (2\)Numer zgłoszenia:110963 /7J\ T,7 B65D 85/72 (22) Data zgłoszenia: 13.05.2000 B65D 85/36
PL 215182 B1. RAK ROMAN ROZTOCZE ZAKŁAD USŁUGOWO-PRODUKCYJNY, Tomaszów Lubelski, PL 17.01.2011 BUP 02/11 31.10.2013 WUP 10/13
 PL 215182 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215182 (13) B1 (21) Numer zgłoszenia: 388515 (51) Int.Cl. E05B 65/02 (2006.01) E05C 5/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 215182 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215182 (13) B1 (21) Numer zgłoszenia: 388515 (51) Int.Cl. E05B 65/02 (2006.01) E05C 5/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2580549. (96) Data i numer zgłoszenia patentu europejskiego: 08.06.2011 11723971.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2580549. (96) Data i numer zgłoszenia patentu europejskiego: 08.06.2011 11723971.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2580549 (96) Data i numer zgłoszenia patentu europejskiego: 08.06.2011 11723971.5 (13) (51) T3 Int.Cl. F25D 23/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2580549 (96) Data i numer zgłoszenia patentu europejskiego: 08.06.2011 11723971.5 (13) (51) T3 Int.Cl. F25D 23/02 (2006.01)
WZORU UŻYTKOWEGO PL 65109 Y1 B60Q 1/26 (2006.01) F21W 101/00 (2006.01) Frieske Tomasz, Bydgoszcz, PL 26.10.2009 BUP 22/09
 F21W 101/00 (2006.01) Frieske Tomasz, Bydgoszcz, PL 26.10.2009 BUP 22/09") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 117442 (22) Data zgłoszenia: 25.04.2008 (19) PL (11) 65109 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 117442 (22) Data zgłoszenia: 25.04.2008 (19) PL (11) 65109 (13) Y1 (51) Int.Cl.
( 5 4 ) Sposób i urządzenie do sterowania dźwigiem, zwłaszcza towarowym,
 Sposób i urządzenie do sterowania dźwigiem, zwłaszcza towarowym,") RZECZPOSPOLITA PO LSK A Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 183665 (21) Numer zgłoszenia: 322262 (22) Data zgłoszenia: 24.09.1997 (13) B1 (51) IntCl7 B66B 1/32 (
RZECZPOSPOLITA PO LSK A Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 183665 (21) Numer zgłoszenia: 322262 (22) Data zgłoszenia: 24.09.1997 (13) B1 (51) IntCl7 B66B 1/32 (
PL 217792 B1. Sposób termicznego łączenia w łuku elektrycznym włóknistych światłowodów fotonicznych
 PL 217792 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217792 (13) B1 (21) Numer zgłoszenia: 387170 (51) Int.Cl. G02B 6/24 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 217792 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217792 (13) B1 (21) Numer zgłoszenia: 387170 (51) Int.Cl. G02B 6/24 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
EGZEMPLARZ ARCRMLW 9 OPIS OCHRONNY PL 58589. @ Intel7: @ Data zgłoszenia: 03.10.1996 WZORU UŻYTKOWEGO 13) Y1. (2\J Numer zgłoszenia: 105388
 Y1. (2\J Numer zgłoszenia: 105388") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCRMLW 9 OPIS OCHRONNY PL 58589 WZORU UŻYTKOWEGO 13) Y1 (2\J Numer zgłoszenia: 105388 @ Data zgłoszenia: 03.10.1996 @ Intel7:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCRMLW 9 OPIS OCHRONNY PL 58589 WZORU UŻYTKOWEGO 13) Y1 (2\J Numer zgłoszenia: 105388 @ Data zgłoszenia: 03.10.1996 @ Intel7:
INSTRUKCJA MONTAŻU, UŻYTKOWANIA. i KONSERWACJI. Sp. z o.o. System mocowań: Uwaga: ul. Ziejkowa 5, 09 500 Gostynin,
 Sp. z o.o. ul. Ziejkowa 5, 09 500 Gostynin, www.energy5.pl INSTRUKCJA MONTAŻU, UŻYTKOWANIA i KONSERWACJI System mocowań: Dach płaski układ paneli poziomo, system mocowań AERO S wykonania: Aluminium 6005
Sp. z o.o. ul. Ziejkowa 5, 09 500 Gostynin, www.energy5.pl INSTRUKCJA MONTAŻU, UŻYTKOWANIA i KONSERWACJI System mocowań: Dach płaski układ paneli poziomo, system mocowań AERO S wykonania: Aluminium 6005
WZORU PRZEMYSŁOWEGO PL 18581. FUNDACJA SYNAPSIS, Warszawa, (PL) 31.10.2012 WUP 10/2012
 31.10.2012 WUP 10/2012") PL 18581 RZECZPOSPOLITA POLSKA (12) OPIS OCHRONNY WZORU PRZEMYSŁOWEGO (19) PL (11) 18581 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 19021 (22) Data zgłoszenia: 29.11.2011 (51) Klasyfikacja:
PL 18581 RZECZPOSPOLITA POLSKA (12) OPIS OCHRONNY WZORU PRZEMYSŁOWEGO (19) PL (11) 18581 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 19021 (22) Data zgłoszenia: 29.11.2011 (51) Klasyfikacja:
PL 216323 B1. ZENTIS POLSKA SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Żelków Kolonia, PL 10.10.2011 BUP 21/11
 PL 216323 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216323 (13) B1 (21) Numer zgłoszenia: 390842 (51) Int.Cl. B65B 69/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 216323 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216323 (13) B1 (21) Numer zgłoszenia: 390842 (51) Int.Cl. B65B 69/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 218206 B1. GAWERSKI RYSZARD, Gdańsk, PL 04.02.2013 BUP 03/13. RYSZARD GAWERSKI, Gdańsk, PL 31.10.2014 WUP 10/14. rzecz. pat.
 PL 218206 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218206 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 395843 (22) Data zgłoszenia: 02.08.2011 (51) Int.Cl.
PL 218206 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218206 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 395843 (22) Data zgłoszenia: 02.08.2011 (51) Int.Cl.
EGZEMPLARZ ARCHIWALNY WZORU UŻYTKOWEGO. (19) PL (n)62895. (i2,opis OCHRONNY
 PL (n)62895. (i2,opis OCHRONNY") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (i2,opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114534 (22) Data zgłoszenia: 23.12.2003 (19) PL (n)62895
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (i2,opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114534 (22) Data zgłoszenia: 23.12.2003 (19) PL (n)62895
Samochody ciężarowe z wymiennym nadwoziem
 Informacje ogólne na temat pojazdów z wymiennym nadwoziem Informacje ogólne na temat pojazdów z wymiennym nadwoziem Pojazdy z nadwoziem wymiennym są skrętnie podatne. Pojazdy z nadwoziem wymiennym pozwalają
Informacje ogólne na temat pojazdów z wymiennym nadwoziem Informacje ogólne na temat pojazdów z wymiennym nadwoziem Pojazdy z nadwoziem wymiennym są skrętnie podatne. Pojazdy z nadwoziem wymiennym pozwalają
RZECZPOSPOLITA OPIS PATENTOWY 153 870
 RZECZPOSPOLITA OPIS PATENTOWY 153 870 POLSKA Patent dodatkowy do patentunr Zgłoszono: 89 04 19 (P. 278970) Pierwszeństwo Int. Cl.5 F26B 11/06 '"'TElHIA H L li A URZĄD PATENTOWY Zgłoszenie ogłoszono: 89
RZECZPOSPOLITA OPIS PATENTOWY 153 870 POLSKA Patent dodatkowy do patentunr Zgłoszono: 89 04 19 (P. 278970) Pierwszeństwo Int. Cl.5 F26B 11/06 '"'TElHIA H L li A URZĄD PATENTOWY Zgłoszenie ogłoszono: 89
Elementy podporowe, ustalające i pozycjonujące
 Elementy podporowe, ustalające i pozycjonujące 693 Zestawienie produktów Elementy podporowe, ustalające i pozycjonujące Podstawki wahliwe K0282 Podstawki wahliwe kąt wychyłu 12 K0302 Podstawki wahliwe
Elementy podporowe, ustalające i pozycjonujące 693 Zestawienie produktów Elementy podporowe, ustalające i pozycjonujące Podstawki wahliwe K0282 Podstawki wahliwe kąt wychyłu 12 K0302 Podstawki wahliwe
Pozostałe procesy przeróbki plastycznej. Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124
 865-1124") Pozostałe procesy przeróbki plastycznej Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Tłoczenie Grupy operacji dzielimy na: dzielenie (cięcie)
Pozostałe procesy przeróbki plastycznej Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Tłoczenie Grupy operacji dzielimy na: dzielenie (cięcie)
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1795751. (96) Data i numer zgłoszenia patentu europejskiego: 23.08.2005 05780876.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1795751. (96) Data i numer zgłoszenia patentu europejskiego: 23.08.2005 05780876.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1795751 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 23.08.2005 05780876.8
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1795751 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 23.08.2005 05780876.8
(86) Data i numer zgłoszenia międzynarodowego: 22.05.2002, PCT/SE02/00998 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: 22.05.2002, PCT/SE02/00998 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200574 (21) Numer zgłoszenia: 373239 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 22.05.2002 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200574 (21) Numer zgłoszenia: 373239 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 22.05.2002 (86) Data i numer zgłoszenia
(12) OPIS PATENTOWY (19) PL (11) 173386
 OPIS PATENTOWY (19) PL (11) 173386") RZECZPOSPOLITA (12) OPIS PATENTOWY (19) PL (11) 173386 POLSKA (13) B1 (21) Numer zgłoszenia: 303886 Urząd Patentowy (22) Data zgłoszenia: 17.06.1994 Rzeczypospolitej Polskiej (51) IntCl6: F02M25/08 (54)
RZECZPOSPOLITA (12) OPIS PATENTOWY (19) PL (11) 173386 POLSKA (13) B1 (21) Numer zgłoszenia: 303886 Urząd Patentowy (22) Data zgłoszenia: 17.06.1994 Rzeczypospolitej Polskiej (51) IntCl6: F02M25/08 (54)
Demontaż. Uwaga: Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku.
 Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.slawa.pl
 1 z 5 2014-03-18 10:24 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.slawa.pl Sława: Dostawa i montaż wyposażenia pomieszczeń biurowych
1 z 5 2014-03-18 10:24 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.slawa.pl Sława: Dostawa i montaż wyposażenia pomieszczeń biurowych
WZORU UŻYTKOWEGO @ Y1 \2\J Numer zgłoszenia: 110713
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCHIWALNY m OPIS OCHRONNY PL 61348 WZORU UŻYTKOWEGO @ Y1 \2\J Numer zgłoszenia: 110713 @ Data zgłoszenia: 09.03.2000 0 Intel7:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCHIWALNY m OPIS OCHRONNY PL 61348 WZORU UŻYTKOWEGO @ Y1 \2\J Numer zgłoszenia: 110713 @ Data zgłoszenia: 09.03.2000 0 Intel7:
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2536581. (96) Data i numer zgłoszenia patentu europejskiego: 10.02.2011 11705442.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2536581. (96) Data i numer zgłoszenia patentu europejskiego: 10.02.2011 11705442.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2536581 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 10.02.2011 11705442.9
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2536581 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 10.02.2011 11705442.9
USTAWA. z dnia 26 czerwca 1974 r. Kodeks pracy. 1) (tekst jednolity)
 (tekst jednolity)") Dz.U.98.21.94 1998.09.01 zm. Dz.U.98.113.717 art. 5 1999.01.01 zm. Dz.U.98.106.668 art. 31 2000.01.01 zm. Dz.U.99.99.1152 art. 1 2000.04.06 zm. Dz.U.00.19.239 art. 2 2001.01.01 zm. Dz.U.00.43.489 art.
Dz.U.98.21.94 1998.09.01 zm. Dz.U.98.113.717 art. 5 1999.01.01 zm. Dz.U.98.106.668 art. 31 2000.01.01 zm. Dz.U.99.99.1152 art. 1 2000.04.06 zm. Dz.U.00.19.239 art. 2 2001.01.01 zm. Dz.U.00.43.489 art.
(13) B1 PL 169851 B1. (54) Szkielet przegubowy korpusu lalki lub kukiełki A63H 3/46
 B1 PL 169851 B1. (54) Szkielet przegubowy korpusu lalki lub kukiełki A63H 3/46") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11) 169851 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia 296615 (22) Data zgłoszenia: 16.11.1992 (51)IntCl6 A63H 3/46 (54) Szkielet
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11) 169851 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia 296615 (22) Data zgłoszenia: 16.11.1992 (51)IntCl6 A63H 3/46 (54) Szkielet
Lekcja 173, 174. Temat: Silniki indukcyjne i pierścieniowe.
 Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
EGZEMPLARZ ARCHIWALNY WZORU UŻYTKOWEGO (12,OPIS OCHRONNY. (19) PL di)62974 B62D 57/02 (2006.01) Dudek Piotr, Włocławek, PL
 PL di)62974 B62D 57/02 (2006.01) Dudek Piotr, Włocławek, PL") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12,OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114126 (22) Data zgłoszenia: 11.06.2003 (19) PL di)62974
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12,OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114126 (22) Data zgłoszenia: 11.06.2003 (19) PL di)62974
(12) OPIS PATENTOWY (19) PL (11) 189083 (13) B1 PL 189083 B1
 OPIS PATENTOWY (19) PL (11) 189083 (13) B1 PL 189083 B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 189083 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (2 1 ) Numer zgłoszenia: 334166 (22) Data zgłoszenia: 01.07.1999 (51 ) IntCI7 F24D 5/12 F24H
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 189083 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (2 1 ) Numer zgłoszenia: 334166 (22) Data zgłoszenia: 01.07.1999 (51 ) IntCI7 F24D 5/12 F24H
EGZEMPLARZ ARCHIWALNY
 EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113999 (22) Data zgłoszenia: 18.03.2003 d9) PL (11)62705 (13)
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113999 (22) Data zgłoszenia: 18.03.2003 d9) PL (11)62705 (13)
Instrukcja montażu aparatu w obudowie meblowej
 Instrukcja montażu aparatu w obudowie meblowej Lodówka z zamrażalnikiem Instrukcja montażu aparatów chłodniczo-zamrażalniczych w obudowie meblowej jest przeznaczona dla fachowca. Zamontowanie i podłączenie
Instrukcja montażu aparatu w obudowie meblowej Lodówka z zamrażalnikiem Instrukcja montażu aparatów chłodniczo-zamrażalniczych w obudowie meblowej jest przeznaczona dla fachowca. Zamontowanie i podłączenie
Standardowe tolerancje wymiarowe WWW.ALBATROS-ALUMINIUM.COM
 Standardowe tolerancje wymiarowe WWW.ALBATROSALUMINIUM.COM Tolerancje standardowe gwarantowane przez Albatros Aluminium obowiązują dla wymiarów co do których nie dokonano innych uzgodnień podczas potwierdzania
Standardowe tolerancje wymiarowe WWW.ALBATROSALUMINIUM.COM Tolerancje standardowe gwarantowane przez Albatros Aluminium obowiązują dla wymiarów co do których nie dokonano innych uzgodnień podczas potwierdzania
Warszawska Giełda Towarowa S.A.
 KONTRAKT FUTURES Poprzez kontrakt futures rozumiemy umowę zawartą pomiędzy dwoma stronami transakcji. Jedna z nich zobowiązuje się do kupna, a przeciwna do sprzedaży, w ściśle określonym terminie w przyszłości
KONTRAKT FUTURES Poprzez kontrakt futures rozumiemy umowę zawartą pomiędzy dwoma stronami transakcji. Jedna z nich zobowiązuje się do kupna, a przeciwna do sprzedaży, w ściśle określonym terminie w przyszłości
(86) Data i numer zgłoszenia międzynarodowego: 19.07.2000, PCT/JP00/04833 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: 19.07.2000, PCT/JP00/04833 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204668 (21) Numer zgłoszenia: 354679 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 19.07.2000 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204668 (21) Numer zgłoszenia: 354679 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 19.07.2000 (86) Data i numer zgłoszenia
OPIS PATENTOWY PATENTU TYMCZASOWEGO. Patent tymczasowy dodatkowy do patentu tymczasowego nr 121 706. Zgłoszono: 81 05 18 (P.
 POLSKA RZECZPOSPOLITA LUDOWA OPIS PATENTOWY PATENTU TYMCZASOWEGO 132438 ' 'isl M\C Patent tymczasowy dodatkowy do patentu tymczasowego nr 121 706 Zgłoszono: 81 05 18 (P. 231227) Int. C1.5B23Q 3/00 B23Q
POLSKA RZECZPOSPOLITA LUDOWA OPIS PATENTOWY PATENTU TYMCZASOWEGO 132438 ' 'isl M\C Patent tymczasowy dodatkowy do patentu tymczasowego nr 121 706 Zgłoszono: 81 05 18 (P. 231227) Int. C1.5B23Q 3/00 B23Q
Baranów: DOSTAWA URN WYBORCZYCH DLA GMINY BARANÓW Numer ogłoszenia: 87834-2016; data zamieszczenia: 14.04.2016 OGŁOSZENIE O ZAMÓWIENIU - dostawy
 1 z 6 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: gmina@gminabaranow.pl; bip.gminabaranow.pl Baranów: DOSTAWA URN WYBORCZYCH DLA GMINY BARANÓW
1 z 6 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: gmina@gminabaranow.pl; bip.gminabaranow.pl Baranów: DOSTAWA URN WYBORCZYCH DLA GMINY BARANÓW
PL 205384 B1 POLKOWSKI SŁAWOMIR, KRAKÓW, PL 26.07.2004 BUP 15/04
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 205384 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 358444 (22) Data zgłoszenia: 24.01.2003 (51) Int.Cl. A61H 1/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 205384 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 358444 (22) Data zgłoszenia: 24.01.2003 (51) Int.Cl. A61H 1/02 (2006.01)
Załącznik nr 3 Wykaz płyt do kości oraz śrub kaniulowanych. Stawka VAT % Lp Opis przedmiotu zamówienia Jedn. Ilość Cena netto jednostki.
 Załącznik nr 3 Wykaz płyt do kości oraz śrub kaniulowanych Lp Opis przedmiotu zamówienia Jedn. Ilość Cena netto jednostki Wartość Netto Stawka VAT % Kwota VAT Wartość brutto 2 3 4 5 6 7 8 9 PŁYTY 1 Płytki
Załącznik nr 3 Wykaz płyt do kości oraz śrub kaniulowanych Lp Opis przedmiotu zamówienia Jedn. Ilość Cena netto jednostki Wartość Netto Stawka VAT % Kwota VAT Wartość brutto 2 3 4 5 6 7 8 9 PŁYTY 1 Płytki
Ogłoszenie o zamiarze udzielenia zamówienia nr 173/2016
 DATA OGŁOSZENIA: 10 maja 2016 Szwajcarsko-Polski Program Współpracy Projekt Produkt Lokalny Małopolska Ogłoszenie o zamiarze udzielenia zamówienia nr 173/2016 Tytuł ogłoszenia: Realizacja usług w zakresie
DATA OGŁOSZENIA: 10 maja 2016 Szwajcarsko-Polski Program Współpracy Projekt Produkt Lokalny Małopolska Ogłoszenie o zamiarze udzielenia zamówienia nr 173/2016 Tytuł ogłoszenia: Realizacja usług w zakresie
Projekt MES. Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe
 Projekt MES Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe 1. Ugięcie wieszaka pod wpływem przyłożonego obciążenia 1.1. Wstęp Analizie poddane zostało ugięcie wieszaka na ubrania
Projekt MES Wykonali: Lidia Orkowska Mateusz Wróbel Adam Wysocki WBMIZ, MIBM, IMe 1. Ugięcie wieszaka pod wpływem przyłożonego obciążenia 1.1. Wstęp Analizie poddane zostało ugięcie wieszaka na ubrania
TABELA ZGODNOŚCI. W aktualnym stanie prawnym pracodawca, który przez okres 36 miesięcy zatrudni osoby. l. Pornoc na rekompensatę dodatkowych
 -...~.. TABELA ZGODNOŚCI Rozporządzenie Komisji (UE) nr 651/2014 z dnia 17 czerwca 2014 r. uznające niektóre rodzaje pomocy za zgodne z rynkiem wewnętrznym w zastosowaniu art. 107 i 108 Traktatu (Dz. Urz.
-...~.. TABELA ZGODNOŚCI Rozporządzenie Komisji (UE) nr 651/2014 z dnia 17 czerwca 2014 r. uznające niektóre rodzaje pomocy za zgodne z rynkiem wewnętrznym w zastosowaniu art. 107 i 108 Traktatu (Dz. Urz.
SERI A 93 S E RI A 93 O FLUSH GRID WITHOUT EDGE TAB
 SERIA E93 CONIC FRINCTION CONIC 2 SERIA 93 SERIA 93 O FLUSH GRID WITHOUT EDGE TAB Podziałka Powierzchnia 30 mm Flush Grid Prześwit 47% Grubość Minimalny promień skrętu taśmy Układ napędowy Szerokość taśmy
SERIA E93 CONIC FRINCTION CONIC 2 SERIA 93 SERIA 93 O FLUSH GRID WITHOUT EDGE TAB Podziałka Powierzchnia 30 mm Flush Grid Prześwit 47% Grubość Minimalny promień skrętu taśmy Układ napędowy Szerokość taśmy
Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.eitplus.pl
 1 z 5 2015-12-18 11:28 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.eitplus.pl Wrocław: Przeglądy i serwisy systemu SAP i oddymiania, SMS,
1 z 5 2015-12-18 11:28 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.eitplus.pl Wrocław: Przeglądy i serwisy systemu SAP i oddymiania, SMS,
PL 199203 B1 16.12.2002 BUP 26/02. Szymczak Andrzej,Szczytna,PL Wiertel Zygmunt,Milicz,PL 29.08.2008 WUP 08/08
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 199203 (13) B1 (21) Numer zgłoszenia: 354791 (51) Int.Cl. A01G 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 28.06.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 199203 (13) B1 (21) Numer zgłoszenia: 354791 (51) Int.Cl. A01G 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 28.06.2002
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH
 UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
EGZEMPLARZ ARCHIWALNY d2)opis OCHRONNY (19) PL (11)62251
opis OCHRONNY (19) PL (11)62251") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCHIWALNY d2)opis OCHRONNY (19) PL (11)62251 WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112787 (22) Data zgłoszenia: 05.12.2001
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej EGZEMPLARZ ARCHIWALNY d2)opis OCHRONNY (19) PL (11)62251 WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112787 (22) Data zgłoszenia: 05.12.2001
- 70% wg starych zasad i 30% wg nowych zasad dla osób, które. - 55% wg starych zasad i 45% wg nowych zasad dla osób, które
 Oddział Powiatowy ZNP w Gostyninie Uprawnienia emerytalne nauczycieli po 1 stycznia 2013r. W związku napływającymi pytaniami od nauczycieli do Oddziału Powiatowego ZNP w Gostyninie w sprawie uprawnień
Oddział Powiatowy ZNP w Gostyninie Uprawnienia emerytalne nauczycieli po 1 stycznia 2013r. W związku napływającymi pytaniami od nauczycieli do Oddziału Powiatowego ZNP w Gostyninie w sprawie uprawnień
Wyznaczanie współczynnika sprężystości sprężyn i ich układów
 Ćwiczenie 63 Wyznaczanie współczynnika sprężystości sprężyn i ich układów 63.1. Zasada ćwiczenia W ćwiczeniu określa się współczynnik sprężystości pojedynczych sprężyn i ich układów, mierząc wydłużenie
Ćwiczenie 63 Wyznaczanie współczynnika sprężystości sprężyn i ich układów 63.1. Zasada ćwiczenia W ćwiczeniu określa się współczynnik sprężystości pojedynczych sprężyn i ich układów, mierząc wydłużenie
(54) Urządzenie do wytwarzania i pakowania torebek foliowych, zwłaszcza do napojów
 Urządzenie do wytwarzania i pakowania torebek foliowych, zwłaszcza do napojów") RZECZPO SPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 190063 (21) Numer zgłoszenia: 333519 (22) Data zgłoszenia: 02.06.1999 (13) B1 (51 ) IntCl7 B31B 23/00 B31B
RZECZPO SPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 190063 (21) Numer zgłoszenia: 333519 (22) Data zgłoszenia: 02.06.1999 (13) B1 (51 ) IntCl7 B31B 23/00 B31B
Materiały informacyjne
 Materiały informacyjne Stropy styropianowe Dystrubucja: Inwest Studio 58-210 Sieniawka, Akwen 40 woj. Dolnośląskie tel./fax (74) 893-82-64 tel. kom. 605 287-100 e-mail: InwestStudio@wp.pl http://www.inweststudio.pl
Materiały informacyjne Stropy styropianowe Dystrubucja: Inwest Studio 58-210 Sieniawka, Akwen 40 woj. Dolnośląskie tel./fax (74) 893-82-64 tel. kom. 605 287-100 e-mail: InwestStudio@wp.pl http://www.inweststudio.pl
EGZEMPLARZ ARCHIWALNY
 EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej OPIS OCHRONNY PL 61498 WZORU UŻYTKOWEGO r2l) Numer zgłoszenia: 110985 @ Data zgłoszenia: 18.05.2000 13) Y1 @ Intel7:
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej OPIS OCHRONNY PL 61498 WZORU UŻYTKOWEGO r2l) Numer zgłoszenia: 110985 @ Data zgłoszenia: 18.05.2000 13) Y1 @ Intel7:
Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego ZAPYTANIE OFERTOWE
 Legnica, dnia 22.05.2015r. ZAPYTANIE OFERTOWE na przeprowadzenie audytu zewnętrznego projektu wraz z opracowaniem raportu końcowego audytu w ramach projektu, współfinansowanego ze środków Unii Europejskiej
Legnica, dnia 22.05.2015r. ZAPYTANIE OFERTOWE na przeprowadzenie audytu zewnętrznego projektu wraz z opracowaniem raportu końcowego audytu w ramach projektu, współfinansowanego ze środków Unii Europejskiej
Druk nr 1013 Warszawa, 9 lipca 2008 r.
 Druk nr 1013 Warszawa, 9 lipca 2008 r. SEJM RZECZYPOSPOLITEJ POLSKIEJ VI kadencja Komisja Nadzwyczajna "Przyjazne Państwo" do spraw związanych z ograniczaniem biurokracji NPP-020-51-2008 Pan Bronisław
Druk nr 1013 Warszawa, 9 lipca 2008 r. SEJM RZECZYPOSPOLITEJ POLSKIEJ VI kadencja Komisja Nadzwyczajna "Przyjazne Państwo" do spraw związanych z ograniczaniem biurokracji NPP-020-51-2008 Pan Bronisław
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2354370. (96) Data i numer zgłoszenia patentu europejskiego: 25.01.2011 11151968.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2354370. (96) Data i numer zgłoszenia patentu europejskiego: 25.01.2011 11151968.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2354370 (96) Data i numer zgłoszenia patentu europejskiego: 25.01.2011 11151968.2 (13) (51) T3 Int.Cl. E04F 15/04 (2006.01)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2354370 (96) Data i numer zgłoszenia patentu europejskiego: 25.01.2011 11151968.2 (13) (51) T3 Int.Cl. E04F 15/04 (2006.01)
Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia..
 W związku z wystawieniem przez Wykonawcę: faktury nr z dnia..") Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia.. wskazuję, iż w ramach robót objętych fakturą wykonywałem,
Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia.. wskazuję, iż w ramach robót objętych fakturą wykonywałem,
Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.wup.pl/index.php?
 1 z 6 2013-10-03 14:58 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.wup.pl/index.php?id=221 Szczecin: Usługa zorganizowania szkolenia specjalistycznego
1 z 6 2013-10-03 14:58 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.wup.pl/index.php?id=221 Szczecin: Usługa zorganizowania szkolenia specjalistycznego
PROGRAM PRAKTYKI ZAWODOWEJ. Kierunek studiów: PSYCHOLOGIA. Edycja 2014
 PROGRAM PRAKTYKI ZAWODOWEJ Kierunek studiów: PSYCHOLOGIA Specjalność: PSYCHOLOGIA DIALOGU MIĘDZYLUDZKIEGO Studia: STACJONARNE/ NIESTACJONARNE I. ORGANIZACJA PRAKTYKI Edycja 2014 1. Praktyka zawodowa na
PROGRAM PRAKTYKI ZAWODOWEJ Kierunek studiów: PSYCHOLOGIA Specjalność: PSYCHOLOGIA DIALOGU MIĘDZYLUDZKIEGO Studia: STACJONARNE/ NIESTACJONARNE I. ORGANIZACJA PRAKTYKI Edycja 2014 1. Praktyka zawodowa na
ROZDZIELACZ PROGRESYWNY BVA
 ROZDZIELACZ PROGRESYWNY BVA Charakterystyka wyrobu Rozdzielacz BVA jest blokowym, tłoczkowym rozdzielaczem dozującym o progresywnej (postępowej) zasadzie działania. Jest on przeznaczony do dozowania w
ROZDZIELACZ PROGRESYWNY BVA Charakterystyka wyrobu Rozdzielacz BVA jest blokowym, tłoczkowym rozdzielaczem dozującym o progresywnej (postępowej) zasadzie działania. Jest on przeznaczony do dozowania w
Prezentacja Systemu PDR
 Prezentacja Systemu PDR / Paintless Dent System / 14-15.02.2013 Prowadzący: MOTOTECHNIKA Mieczysław Pamuła 14-15.02.2013 Historia Technologia PDR narodziła się w latach 40 tych minionego wieku w zakładach
Prezentacja Systemu PDR / Paintless Dent System / 14-15.02.2013 Prowadzący: MOTOTECHNIKA Mieczysław Pamuła 14-15.02.2013 Historia Technologia PDR narodziła się w latach 40 tych minionego wieku w zakładach
Rodzaj zamówienia. Tryb zamówienia "Przetarg nieograniczony" Termin składania ofert. Szacunkowa wartość zamówienia. Miejscowość: Wolbrom
 WYNAJEM KOPAREK WRAZ Z OBSŁUGĄ OPERATORSKĄ DLA POTRZEB WOLBROMSKIEGO ZAKŁADU WODOCIĄGÓW I KANALIZACJI W 2013 ROKU Numer ogłoszenia: 65213-2013; data zamieszczenia: 29.04.2013 OGŁOSZENIE O ZAMÓWIENIU roboty
WYNAJEM KOPAREK WRAZ Z OBSŁUGĄ OPERATORSKĄ DLA POTRZEB WOLBROMSKIEGO ZAKŁADU WODOCIĄGÓW I KANALIZACJI W 2013 ROKU Numer ogłoszenia: 65213-2013; data zamieszczenia: 29.04.2013 OGŁOSZENIE O ZAMÓWIENIU roboty
(13) B2 FIG.1. (76) U praw niony i tw órca wynalazku: (43) Z głoszenie ogłoszon o: 11.12.1989 BU P 25/89
 B2 FIG.1. (76) U praw niony i tw órca wynalazku: (43) Z głoszenie ogłoszon o: 11.12.1989 BU P 25/89") R Z E C Z P O S P O L IT A ( 12) OPIS PATENTOWY PL15868B2 (19) PL (11) 158688 P O L S K A (13) B2 (21) Numer zgłoszenia: 278051 (51) In tc l.5: E04H 6/04 U rz ą d P a te n to w y (22) Datazgłoszenia: 03.03.1989
R Z E C Z P O S P O L IT A ( 12) OPIS PATENTOWY PL15868B2 (19) PL (11) 158688 P O L S K A (13) B2 (21) Numer zgłoszenia: 278051 (51) In tc l.5: E04H 6/04 U rz ą d P a te n to w y (22) Datazgłoszenia: 03.03.1989
Urządzenie do odprowadzania spalin
 Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
OGŁOSZENIE O ZAMÓWIENIU- DOSTAWY
 Numer ogłoszenia: 397380-2009; data zamieszczenia: 17.11.2009 OGŁOSZENIE O ZAMÓWIENIU- DOSTAWY WdroŜenie systemu kolejkowego, informowania klienta i badania opinii Zamieszczanie ogłoszenia: obowiązkowe.
Numer ogłoszenia: 397380-2009; data zamieszczenia: 17.11.2009 OGŁOSZENIE O ZAMÓWIENIU- DOSTAWY WdroŜenie systemu kolejkowego, informowania klienta i badania opinii Zamieszczanie ogłoszenia: obowiązkowe.
str. 1 WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH
 Złączki F5 profil U Złączki F7 profil TH") WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH Zaciskarki ręczne produkowane są w dwóch typach : SYQ 14-20A i SYQ14-32A.
WSTĘP Instrukcja użytkowania dla zaciskarek ręcznych typów SYQ 14-20A i SYQ14-32A (lipiec 2008) Złączki F5 profil U Złączki F7 profil TH Zaciskarki ręczne produkowane są w dwóch typach : SYQ 14-20A i SYQ14-32A.
Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.nauka.gov.pl
 Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.nauka.gov.pl Warszawa: Archiwizacja dokumentacji Ministerstwa Nauki i Szkolnictwa Wyższego
Adres strony internetowej, na której Zamawiający udostępnia Specyfikację Istotnych Warunków Zamówienia: www.bip.nauka.gov.pl Warszawa: Archiwizacja dokumentacji Ministerstwa Nauki i Szkolnictwa Wyższego
Warunki Oferty PrOmOcyjnej usługi z ulgą
 Warunki Oferty PrOmOcyjnej usługi z ulgą 1. 1. Opis Oferty 1.1. Oferta Usługi z ulgą (dalej Oferta ), dostępna będzie w okresie od 16.12.2015 r. do odwołania, jednak nie dłużej niż do dnia 31.03.2016 r.
Warunki Oferty PrOmOcyjnej usługi z ulgą 1. 1. Opis Oferty 1.1. Oferta Usługi z ulgą (dalej Oferta ), dostępna będzie w okresie od 16.12.2015 r. do odwołania, jednak nie dłużej niż do dnia 31.03.2016 r.
Złącza wysokoprądowe rodzaje i zastosowanie
 1 Złącza wysokoprądowe rodzaje i zastosowanie, B. Głodek, TME Złącza wysokoprądowe rodzaje i zastosowanie Złącza wysokoprądowe są bardzo szybko rozwijająca się gałęzią rynku. Projektanci stawiają przed
1 Złącza wysokoprądowe rodzaje i zastosowanie, B. Głodek, TME Złącza wysokoprądowe rodzaje i zastosowanie Złącza wysokoprądowe są bardzo szybko rozwijająca się gałęzią rynku. Projektanci stawiają przed
PL 212435 B1. SIENIAWSKI BOHDAN PROJEKTOWANIE MASZYN, Gdańsk, PL SKORYNKIEWICZ SŁAWOMIR PROJEKTOWANIE TECHNICZNE, Gdańsk, PL 15.02.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212435 (13) B1 (21) Numer zgłoszenia: 385828 (51) Int.Cl. F03C 2/08 (2006.01) F03C 2/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212435 (13) B1 (21) Numer zgłoszenia: 385828 (51) Int.Cl. F03C 2/08 (2006.01) F03C 2/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data