Moduł 1/3 Projekt procesu technologicznego montażu wyrobu
|
|
|
- Leszek Kołodziejczyk
- 9 lat temu
- Przeglądów:
Transkrypt
1 Moduł 1/3 Projekt procesu technologicznego montażu wyrobu Zajęcia nr: 4 Temat: Operacje i zabiegi montażowe. Opracowanie karty technologicznej KT i karty instrukcyjnej KI Prowadzący: mgr inż. Łukasz Gola, mgr inż. Dorota Warżołek lugola@gmail.com, dorotawarzolek@gmail.com

2 1. Podstawowe definicje: proces technologiczny montażu, montaż Proces technologiczny montażu część procesu produkcyjnego bezpośrednio związana z łączeniem oddzielnych jednostek montażowych w jednostkę montażową wyższego rzędu lub w cały wyrób według z góry określonych warunków technicznych. Montaż (właściwy montaż, czysty montaż) składanie (zespalanie) części elementarnych lub zespołów montażowych rzędu niższego w zespoły montażowe rzędu wyższego lub w gotowy wyrób przy stosowaniu połączeń zarówno rozłącznych (śrubowych, klinowych), jak i nierozłącznych (spawanych, zgrzewanych)
, jak i nierozłącznych (spawanych, zgrzewanych).")
3 2. Struktura procesu technologicznego montażu Proces technologiazny montażu Operacja montażowa 10 Operacja montażowa 20 Operacja montażowa n Zabieg montażowy 10.1 Zabieg montażowy 10.2 Zabieg montażowy 10.3 Zabieg montażowy 20.1 Zabieg montażowy 20.2 Zabieg montażowy 10.n

4 Operacja montażowa, zabieg montażowy Operacja montażowa zamknięta część procesu technologicznego montażu, wykonywana bez przerwy na jednym stanowisku roboczym przez jednego pracownika (lub grupę pracowników) na określonych jednostkach montażowych, w skład której wchodzą logicznie powiązane czynności mające na celu uzyskanie jednostki wyższego rzędu (lub gotowego wyrobu), powstałej z dwóch lub więcej jednostek rzędu niższego, o określonych własnościach funkcjonalnych. Zabieg montażowy zamknięta część operacji, wykonywana w jednym ściśle określonym miejscu połączenia, jednym narzędziem (lub zespołem narzędzi czy przyrządem) nad dwiema lub więcej jednostkami montażowymi, bez zmiany położenia tych jednostek, przy czym miejsce połączenia jest wyznaczone zespołem powierzchni ustalających montowanych jednostek
 nad dwiema lub więcej jednostkami")
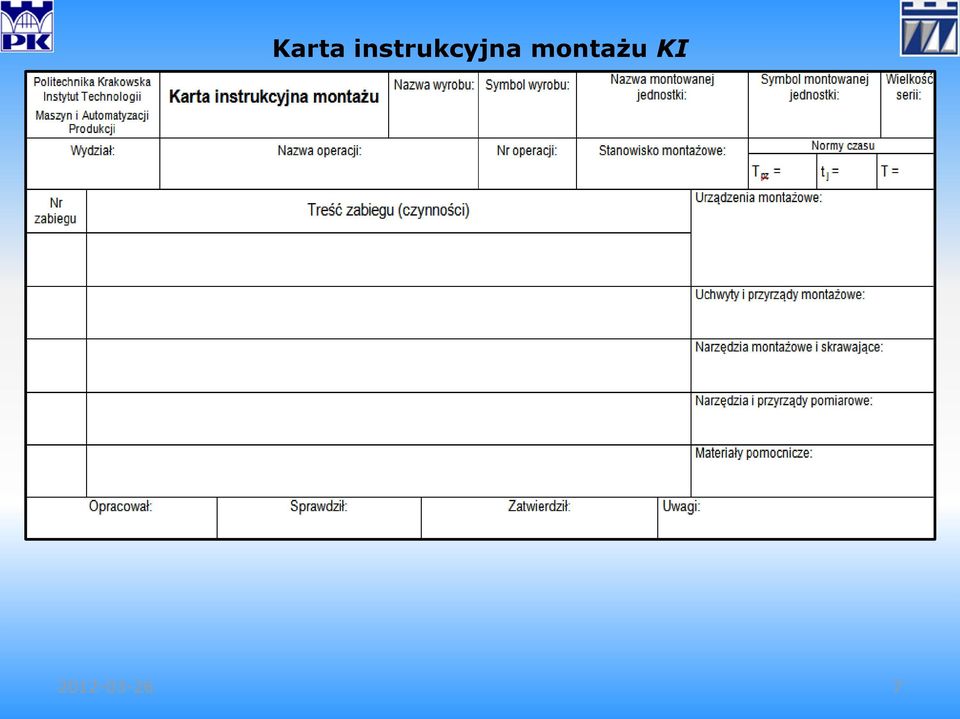
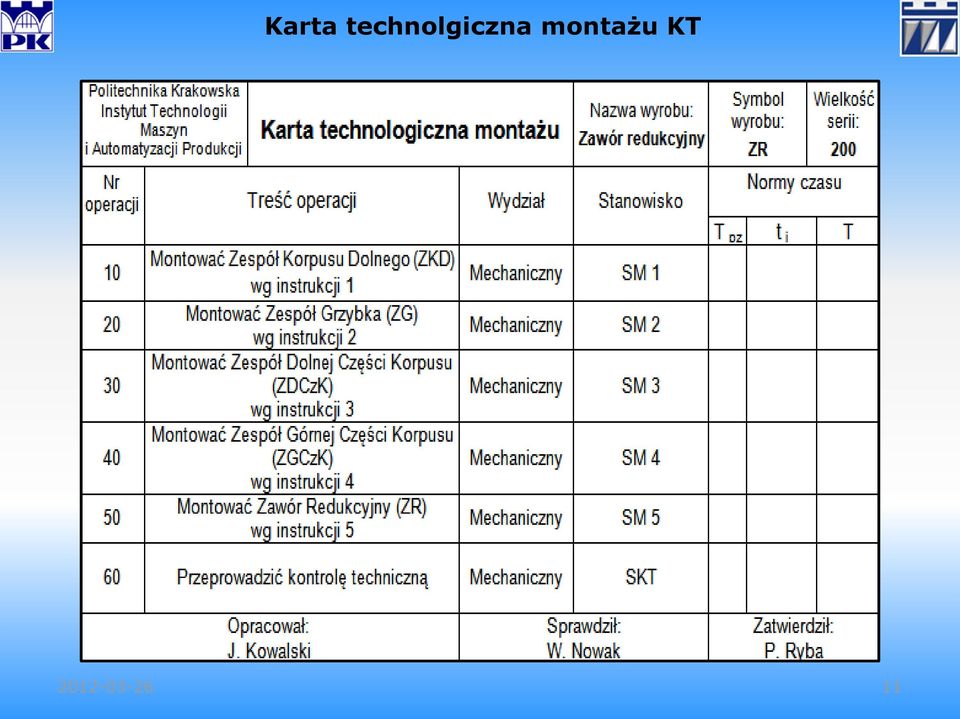
5 3. Dokumentacja technologiczna karta technologiczna montażu KT, karta instrukcyjna montażu KI Karta technologiczna montażu KT (inaczej plan montażu, plan operacyjny montażu, przebieg montażu) jest podstawowym dokumentem procesu montażu. Karta technologiczna montażu KT : podaje przebieg procesu technologicznego montażu całego wyrobu z rozbiciem na kolejno po sobie wykonywane operacje; dla każdej operacji przedstawia: charakterystykę stanowiska roboczego, potrzebne pomoce (narzędzia, przyrządy, uchwyty, itp.), normę czasu pracy lub jej główne składniki (czas przygotowawczo - zakończeniowy t pz i czas jednostkowy t j ) Kartę technologiczną montażu KT opracowuje się każdorazowo, niezależnie od wielkości produkcji i innych warunków (np. od liczby stopni podziału procesu technologicznego). Karta instrukcyjna montażu KI przeznaczona jest dla pracownika (lub grupy pracowników) wykonującego daną operację. Ma ona na celu podanie pracownikowi wyczerpujący sposób wszystkich informacji potrzebnych do wykonania tej operacji

6 Karta technologiczna montażu KT operacje numerujemy z inkrementem10, 20, 30 itd.; opis operacji podajemy w trybie rozkazującym np.: wcisnąć, montować, osadzić, założyć;

7 Karta instrukcyjna montażu KI
8 4. Przykład wypełnienia KT i KI Zawór redukcyjny


9 Zawór redukcyjny Zespół Dolnej Części Korpusu ZDCzK


10 Zespół dolnej części korpusu (ZDCzK) Zespół Dolnej Części Korpusu ZDCzK

11 Karta technolgiczna montażu KT
12 Graf następstw operacji montażowych

13 Graf następstw operacji montażowych

14 Graf następstw operacji montażowych

15 Graf następstw operacji montażowych

16 Graf następstw operacji montażowych

17 Graf następstw operacji montażowych

18 Graf następstw operacji montażowych

19 Karta instrukcyjna montażu KI
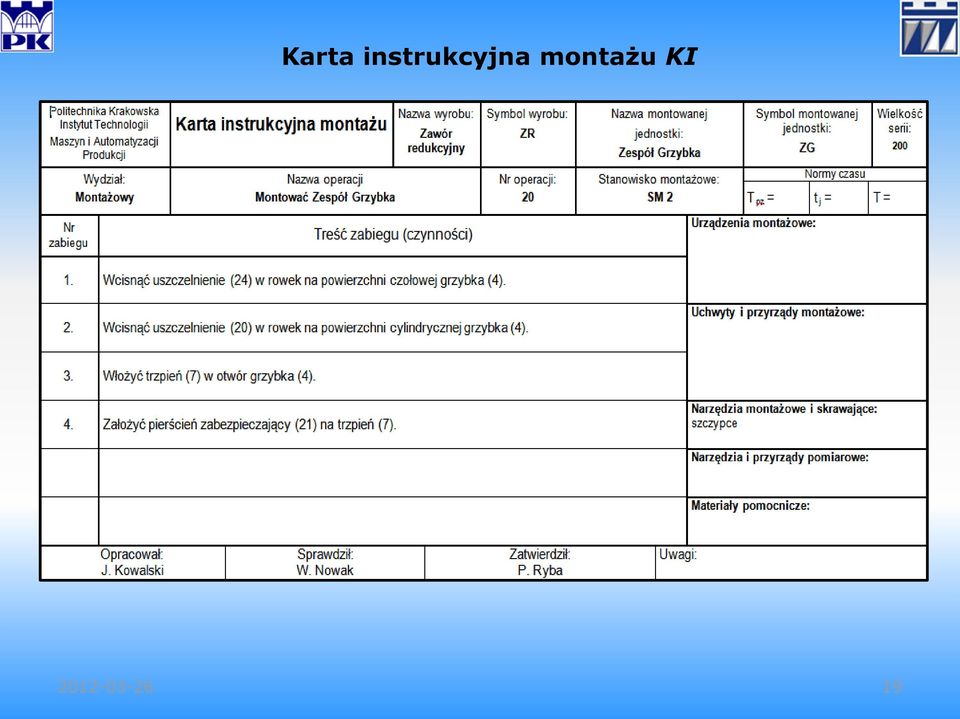
20 Schemat montażu zespołu montażowego 2-go rzędu 4 1 grzybek uszczelnienie uszczelnienie trzpień 19 1 pierścień zabezpieczający Zespół Grzybka(ZG)

21 Zadanie : Opracować kartę technologiczną Zbudować graf następstw montażowych Opracować karty instrukcyjne
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU Wprowadzenie do modułu 1 z przedmiotu (projekt i laboratorium): Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU Wprowadzenie do modułu 1 z przedmiotu (projekt i laboratorium): Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn
Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
 Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ
 Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Procesy i techniki produkcyjne
 Procesy i techniki produkcyjne Nazwisko... Imię... Wydział/kierunek... Semestr...Grupa... Rok akademicki / 2009 zadania Data wydania Data oddania Ocena Poprawa Uwagi Podpis prowadzącego 1 2 Prowadzący
Procesy i techniki produkcyjne Nazwisko... Imię... Wydział/kierunek... Semestr...Grupa... Rok akademicki / 2009 zadania Data wydania Data oddania Ocena Poprawa Uwagi Podpis prowadzącego 1 2 Prowadzący
Inżynieria Produkcji
 Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Cykl. produkcyjny ZARZĄDZANIE PRODUKCJĄ. 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram
 Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO.
 Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
LOGISTYKA PRODUKCJI. dr inż. Andrzej KIJ
 LOGISTYKA PRODUKCJI dr inż. Andrzej KIJ TEMAT ĆWICZENIA: PLANOWANIE POTRZEB MATERIAŁOWYCH METODA MRP Opracowane na podstawie: Praca zbiorowa pod redakcją, A. Kosieradzkiej, Podstawy zarządzania produkcją
LOGISTYKA PRODUKCJI dr inż. Andrzej KIJ TEMAT ĆWICZENIA: PLANOWANIE POTRZEB MATERIAŁOWYCH METODA MRP Opracowane na podstawie: Praca zbiorowa pod redakcją, A. Kosieradzkiej, Podstawy zarządzania produkcją
Podstawy Budowy Maszyn. Pojęcia podstawowe
 Podstawy Budowy Maszyn Pojęcia podstawowe TECHNOLOGIA nauka o metodach i sposobach wytwarzania, a więc nauka o procesach produkcyjnych, których celem jest zmiana surowców i półwyrobów (półfabrykatów) w
Podstawy Budowy Maszyn Pojęcia podstawowe TECHNOLOGIA nauka o metodach i sposobach wytwarzania, a więc nauka o procesach produkcyjnych, których celem jest zmiana surowców i półwyrobów (półfabrykatów) w
System Zarządzania Produkcją Opis funkcjonalny
 System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
System Zarządzania Produkcją to rozwiązanie przygotowane przez Grupę Dr IT, rozwijające standardową funkcjonalność modułu enova365 Produkcja o następujące elementy: operacje wzorcowe, operacje do indywidualnego
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
WYTYCZNE OPRACOWYWANIA PROCEDUR
 Strona 1/6 WYTYCZNE OPRACOWYWANIA PROCEDUR 1. Procedura - zasady ogólne Procedura systemu zarządzania jakością określa: Cele i zakres działania Co powinno być zrobione i przez kogo Kiedy, gdzie i w jaki
Strona 1/6 WYTYCZNE OPRACOWYWANIA PROCEDUR 1. Procedura - zasady ogólne Procedura systemu zarządzania jakością określa: Cele i zakres działania Co powinno być zrobione i przez kogo Kiedy, gdzie i w jaki
Projektowanie bazy danych przykład
 Projektowanie bazy danych przykład Pierwszą fazą tworzenia projektu bazy danych jest postawienie definicji celu, założeń wstępnych i określenie podstawowych funkcji aplikacji. Każda baza danych jest projektowana
Projektowanie bazy danych przykład Pierwszą fazą tworzenia projektu bazy danych jest postawienie definicji celu, założeń wstępnych i określenie podstawowych funkcji aplikacji. Każda baza danych jest projektowana
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami technik technologii wyrobów skórzanych 311[35] Zadanie egzaminacyjne
![Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami technik technologii wyrobów skórzanych 311[35] Zadanie egzaminacyjne](/thumbs/72/67926709.jpg "Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami technik technologii wyrobów skórzanych 311[35] Zadanie egzaminacyjne") Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami technik technologii wyrobów skórzanych 311[35] Zadanie egzaminacyjne Zakład usługowy produkujący jednostkowo torby systemem indywidualnym
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami technik technologii wyrobów skórzanych 311[35] Zadanie egzaminacyjne Zakład usługowy produkujący jednostkowo torby systemem indywidualnym
ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL. Beata Rybicka Rafał Olejniczak
 ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL Beata Rybicka Rafał Olejniczak SYSTEM ERP Osobie odpowiedzialnej za zarządzanie produkcją przypisuje się kluczowe zadanie w firmie: zmniejszenie
ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL Beata Rybicka Rafał Olejniczak SYSTEM ERP Osobie odpowiedzialnej za zarządzanie produkcją przypisuje się kluczowe zadanie w firmie: zmniejszenie
INFORMATOR PRZEKŁADNIE ZĘBATE. 2 stopniowe walcowe 3 stopniowe stożkowo-walcowe. Fabryka Reduktorów i Motoreduktorów BEFARED S.A.
 INFORMATOR EM PRZEKŁADNIE ZĘBATE 2 stopniowe walcowe 3 stopniowe stożkowo-walcowe Fabryka Reduktorów i Motoreduktorów BEFARED S.A. Ul. Grażyńskiego 71 43-300 Bielsko Biała POLAND Tel.: +48 33 812 60 31-35;
INFORMATOR EM PRZEKŁADNIE ZĘBATE 2 stopniowe walcowe 3 stopniowe stożkowo-walcowe Fabryka Reduktorów i Motoreduktorów BEFARED S.A. Ul. Grażyńskiego 71 43-300 Bielsko Biała POLAND Tel.: +48 33 812 60 31-35;
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Automatyzacja w produkcji stolarki otworowej. Mirosław Krzemioski
 Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi.
 OPROGRAMOWANIE DLA FIRM Produkcja Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi. Program dostarcza szczegółowych informacji
OPROGRAMOWANIE DLA FIRM Produkcja Moduł wspomaga proces produkcyjny automatyzując prowadzenie ewidencji zdarzeń związanych z kolejnymi etapami produkcyjnymi. Program dostarcza szczegółowych informacji
Politechnika Krakowska, Cyklogram reduktora stożkowego I stopnia, opracowali: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola
 Politechnika Krakowska, Cyklogram reduktora stożkowego I stopnia, opracowali: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola poniedziałek, 28 września 2009 P1 C1 B1 C1 B2 C1 B3 C1 B4 C1 B5 C1 B6 C1 B7
Politechnika Krakowska, Cyklogram reduktora stożkowego I stopnia, opracowali: mgr inż. Paweł Wojakowski, mgr inż. Łukasz Gola poniedziałek, 28 września 2009 P1 C1 B1 C1 B2 C1 B3 C1 B4 C1 B5 C1 B6 C1 B7
BUDOWA I TESTOWANIE UKŁADÓW ELEKTROPNEUMATYKI
 INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN POLITECHNIKI ŁÓDZKIEJ ĆWICZENIE NR P-3 BUDOWA I TESTOWANIE UKŁADÓW ELEKTROPNEUMATYKI Koncepcja i opracowanie: dr hab. inż. Witold Pawłowski dr inż. Michał
INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN POLITECHNIKI ŁÓDZKIEJ ĆWICZENIE NR P-3 BUDOWA I TESTOWANIE UKŁADÓW ELEKTROPNEUMATYKI Koncepcja i opracowanie: dr hab. inż. Witold Pawłowski dr inż. Michał
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
ORGANIZACJA I ZARZĄDZANIE
 P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
Logistyka produkcji i zaopatrzenia - projekt. Mgr. inż. MONIKA KOSACKA Pokój 110A
 Logistyka produkcji i zaopatrzenia - projekt Mgr. inż. MONIKA KOSACKA Pokój 110A E-mail: monika.kosacka@put.poznan.pl 1. Warunki zaliczenia 2. WPROWADZENIE DO PROJEKTU 3. STRUKTURA WYROBU 4. Make or buy
Logistyka produkcji i zaopatrzenia - projekt Mgr. inż. MONIKA KOSACKA Pokój 110A E-mail: monika.kosacka@put.poznan.pl 1. Warunki zaliczenia 2. WPROWADZENIE DO PROJEKTU 3. STRUKTURA WYROBU 4. Make or buy
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 4 Temat zajęć: Dokumentacja technologiczna (Karta KT oraz KIO) Materiał przygotowany z wykorzystaniem opracowań
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 4 Temat zajęć: Dokumentacja technologiczna (Karta KT oraz KIO) Materiał przygotowany z wykorzystaniem opracowań
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
BUDOWA I TESTOWANIE UKŁADÓW PNEUMATYKI
 INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN POLITECHNIKI ŁÓDZKIEJ ĆWICZENIE NR P-2 BUDOWA I TESTOWANIE UKŁADÓW PNEUMATYKI Koncepcja i opracowanie: dr hab. inż. Witold Pawłowski, dr inż. Michał Krępski
INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN POLITECHNIKI ŁÓDZKIEJ ĆWICZENIE NR P-2 BUDOWA I TESTOWANIE UKŁADÓW PNEUMATYKI Koncepcja i opracowanie: dr hab. inż. Witold Pawłowski, dr inż. Michał Krępski
Adaptacja sterownika PLC do obiektu sterowania. Synteza algorytmu procesu i sterowania metodą GRAFCET i SFC
 Adaptacja sterownika PLC do obiektu sterowania. Synteza algorytmu procesu i sterowania metodą GRAFCET i SFC Proces technologiczny (etap procesu produkcyjnego/przemysłowego) podstawa współczesnych systemów
Adaptacja sterownika PLC do obiektu sterowania. Synteza algorytmu procesu i sterowania metodą GRAFCET i SFC Proces technologiczny (etap procesu produkcyjnego/przemysłowego) podstawa współczesnych systemów
OPIS PATENTOWY A01K 1/12 ( ) A01J 5/00 ( ) Sposób udoju mechanicznego mlecznych zwierząt udojowych,
 A01J 5/00 ( ) Sposób udoju mechanicznego mlecznych zwierząt udojowych,") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197651 (13) B1 (21) Numer zgłoszenia: 351036 (51) Int.Cl. A01K 1/12 (2006.01) A01J 5/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197651 (13) B1 (21) Numer zgłoszenia: 351036 (51) Int.Cl. A01K 1/12 (2006.01) A01J 5/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
Zawory przelotowe, PN25, gwintowane zewnętrznie
 4 379 Zawory przelotowe, PN25, gwintowane zewnętrznie VVG55... Zawory przelotowe z przyłączami z gwintem zewnętrznym, PN25 Korpus zaworu z brązu Rg5 DN5... 25 mm (½"... ") k vs 0.25... 6.3 m 3 /h Skok
4 379 Zawory przelotowe, PN25, gwintowane zewnętrznie VVG55... Zawory przelotowe z przyłączami z gwintem zewnętrznym, PN25 Korpus zaworu z brązu Rg5 DN5... 25 mm (½"... ") k vs 0.25... 6.3 m 3 /h Skok
STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem. Obraz graficzny struktury wyrobu graf typu drzewo
 STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem 1. Struktura wyrobu Definicja Struktura wyrobu jest odzwierciedleniem relacji panujących pomiędzy zespołami i częściami (przedmiotami)
STRUKTURA WYROBU, SPECYFIKACJE WYROBU przewodnik do ćwiczeń z zadaniem 1. Struktura wyrobu Definicja Struktura wyrobu jest odzwierciedleniem relacji panujących pomiędzy zespołami i częściami (przedmiotami)
STANOWISKO BADAWCZE NORMOWANIA CZASU MONTAŻU POMPY PALIWOWEJ RESEARCH WORKSTATION OF STANDARIZATION ASSEMBLY TIME OF FUELL PUMP
 Dr inż. Łukasz Gola lugola@gmail.com Politechnika Krakowska STANOWISKO BADAWCZE NORMOWANIA CZASU MONTAŻU POMPY PALIWOWEJ Streszczenie: W artykule przedstawiono stanowisko badawcze normowania czasu montażu
Dr inż. Łukasz Gola lugola@gmail.com Politechnika Krakowska STANOWISKO BADAWCZE NORMOWANIA CZASU MONTAŻU POMPY PALIWOWEJ Streszczenie: W artykule przedstawiono stanowisko badawcze normowania czasu montażu
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Badanie czasu i metod pracy - chronometraż
 Badanie czasu i metod pracy - chronometraż ZPiU Praca Praca jest jednym z najważniejszych elementów każdego procesu produkcyjnego. Pojęcie pracy jest w ekonomii rozumiane jako celowa działalność człowieka,
Badanie czasu i metod pracy - chronometraż ZPiU Praca Praca jest jednym z najważniejszych elementów każdego procesu produkcyjnego. Pojęcie pracy jest w ekonomii rozumiane jako celowa działalność człowieka,
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ
 MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
Temat: Elementy procesu i rodzaje organizacyjne naprawy głównej
 Lekcja 14 Temat: Elementy procesu i rodzaje organizacyjne naprawy głównej Proces naprawy głównej to wszystkie działania związane z remontem maszyny lub urządzenia. W skład procesu remontowego wchodzą:
Lekcja 14 Temat: Elementy procesu i rodzaje organizacyjne naprawy głównej Proces naprawy głównej to wszystkie działania związane z remontem maszyny lub urządzenia. W skład procesu remontowego wchodzą:
Montaż i demontaż kompaktowego łożyska naprawczego
 Strona 1 / 6 Montaż i demontaż kompaktowego łożyska naprawczego Sposób montażu i demontażu piasty koła, może się różnić w zależności od marki naprawianego pojazdu. Wymianę kompaktowego łożyska naprawczego,
Strona 1 / 6 Montaż i demontaż kompaktowego łożyska naprawczego Sposób montażu i demontażu piasty koła, może się różnić w zależności od marki naprawianego pojazdu. Wymianę kompaktowego łożyska naprawczego,
Wymontowanie i zamontowanie pompowtryskiwacza
 Strona 1 z 5 Wymontowanie i zamontowanie pompowtryskiwacza Niezbędne narzędzia specjalne, testery i urządzenia pomiarowe oraz wyposaŝenie Uniwersalny wspornik czujnika pomiarowego -VW 387- Nasadka -3410-
Strona 1 z 5 Wymontowanie i zamontowanie pompowtryskiwacza Niezbędne narzędzia specjalne, testery i urządzenia pomiarowe oraz wyposaŝenie Uniwersalny wspornik czujnika pomiarowego -VW 387- Nasadka -3410-
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Technologia montażu Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 6 56-_0 Język wykładowy: polski
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Technologia montażu Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 6 56-_0 Język wykładowy: polski
Opis Przedmiotu Zamówienia
 Opis Przedmiotu Zamówienia 1. Ogólny opis Przedmiotu Zamówienia Zamawiający zleca a Wykonawca zobowiązuje się do wykonania dokumentacji technicznej modułowego stalowego wielopoziomowego parkingu o konstrukcji
Opis Przedmiotu Zamówienia 1. Ogólny opis Przedmiotu Zamówienia Zamawiający zleca a Wykonawca zobowiązuje się do wykonania dokumentacji technicznej modułowego stalowego wielopoziomowego parkingu o konstrukcji
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ
 MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.23. Montaż i remont kadłuba okrętu Wykonaj nowe usztywnienie
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.23. Montaż i remont kadłuba okrętu Wykonaj nowe usztywnienie
Mechanika i Budowa Maszyn Studia pierwszego stopnia. Studia stacjonarne Rodzaj zajęć i liczba godzin w semestrze: Zaliczenie Język wykładowy:
 Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Układy równań liniowych i metody ich rozwiązywania
 Układy równań liniowych i metody ich rozwiązywania Łukasz Wojciechowski marca 00 Dany jest układ m równań o n niewiadomych postaci: a x + a x + + a n x n = b a x + a x + + a n x n = b. a m x + a m x +
Układy równań liniowych i metody ich rozwiązywania Łukasz Wojciechowski marca 00 Dany jest układ m równań o n niewiadomych postaci: a x + a x + + a n x n = b a x + a x + + a n x n = b. a m x + a m x +
Kosztorysowanie W 5. Metodyka opracowania kosztorysów. Normy ilościowe. Kalkulacja składników ceny kosztorysowej.
 Kosztorysowanie W 5 Metodyka opracowania kosztorysów. Normy ilościowe. Kalkulacja składników ceny kosztorysowej. Normy ilościowe normy nakładów Ile trzeba pracy ludzkiej aby wykonać daną jednostkę produktu?
Kosztorysowanie W 5 Metodyka opracowania kosztorysów. Normy ilościowe. Kalkulacja składników ceny kosztorysowej. Normy ilościowe normy nakładów Ile trzeba pracy ludzkiej aby wykonać daną jednostkę produktu?
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO
 PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
PRZEWODNIK DO NARYSOWANIA HARMONOGRAMU WZORCOWEGO PRACY GNIAZDA PRODUKCYJNEGO 1. Proces produkcji Definicja Proces produkcyjny wyrobu zbiór operacji produkcyjnych realizowanych w uporządkowanej kolejności
Temat: Mycie pojazdów i zespołów, demontaż i weryfikacja części
 Lekcja 16 Temat: Mycie pojazdów i zespołów, demontaż i weryfikacja części Sposób postępowania podczas usuwania zanieczyszczeń zależy od rodzaju zanieczyszczeń, materiału, z jakiego jest wykonany element,
Lekcja 16 Temat: Mycie pojazdów i zespołów, demontaż i weryfikacja części Sposób postępowania podczas usuwania zanieczyszczeń zależy od rodzaju zanieczyszczeń, materiału, z jakiego jest wykonany element,
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 452 2.1 MONTAŻ KONSTRUKCJI STALOWYCH I WYPOSAŻENIA TECHNOLOGICZNEGO NA BUDOWIE CVP 45248000-7
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 452 2.1 MONTAŻ KONSTRUKCJI STALOWYCH I WYPOSAŻENIA TECHNOLOGICZNEGO NA BUDOWIE CVP 45248000-7 1. PRZEDMIOT I ZAKRES STOSOWANIA SPECYFIKACJI. 1.1. Przedmiot specyfikacji.
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 452 2.1 MONTAŻ KONSTRUKCJI STALOWYCH I WYPOSAŻENIA TECHNOLOGICZNEGO NA BUDOWIE CVP 45248000-7 1. PRZEDMIOT I ZAKRES STOSOWANIA SPECYFIKACJI. 1.1. Przedmiot specyfikacji.
IBMO Katarzyna Michalak Wronki. Prezentacja firmy 2015r.
 IBMO Katarzyna Michalak Wronki Prezentacja firmy 2015r. krótko o nas Firma IBMO Katarzyna Michalak została założona w 2005 roku, zatem działamy już na rynku branży metalowej 10 lat. Początki naszej działalności
IBMO Katarzyna Michalak Wronki Prezentacja firmy 2015r. krótko o nas Firma IBMO Katarzyna Michalak została założona w 2005 roku, zatem działamy już na rynku branży metalowej 10 lat. Początki naszej działalności
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Do zakładu optycznego zgłosił się klient z receptą w celu wykonania (pomocy wzrokowej) okularów. Klient do zamówionych okularów wybrał soczewki mineralne i metalową oprawę. Opracuj
Zadanie egzaminacyjne Do zakładu optycznego zgłosił się klient z receptą w celu wykonania (pomocy wzrokowej) okularów. Klient do zamówionych okularów wybrał soczewki mineralne i metalową oprawę. Opracuj
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
I.1.1. Technik optyk 322[16]
![I.1.1. Technik optyk 322[16]](/thumbs/50/27122661.jpg "I.1.1. Technik optyk 322[16]") I.1.1. Technik optyk 322[16] Do egzaminu zostało zgłoszonych: 197 Przystąpiło łącznie: 188 przystąpiło: 188 przystąpiło: ETAP PISEMNY ETAP PRAKTYCZNY zdało: 182 (96,8%) zdało: 145 (77,1%) DYPLOM POTWIERDZAJĄCY
I.1.1. Technik optyk 322[16] Do egzaminu zostało zgłoszonych: 197 Przystąpiło łącznie: 188 przystąpiło: 188 przystąpiło: ETAP PISEMNY ETAP PRAKTYCZNY zdało: 182 (96,8%) zdało: 145 (77,1%) DYPLOM POTWIERDZAJĄCY
1. Struktura montażowa
 . Struktura montażowa.. Podział na jednostki montażowe - Zespół wałka-zębnika (wałka wejściowego). Zespół wałka-zębnika Nr na rysunku Nazwa części Liczba sztuk 3 Wał - zębnik 37 Łożysko stożkowe 30305
. Struktura montażowa.. Podział na jednostki montażowe - Zespół wałka-zębnika (wałka wejściowego). Zespół wałka-zębnika Nr na rysunku Nazwa części Liczba sztuk 3 Wał - zębnik 37 Łożysko stożkowe 30305
Opis przedmiotu. Karta przedmiotu - Podstawy budowy maszyn I Katalog ECTS Politechniki Warszawskiej
 Kod przedmiotu TR.NIK302 Nazwa przedmiotu Podstawy budowy maszyn I Wersja przedmiotu 2015/16 A. Usytuowanie przedmiotu w systemie studiów Poziom kształcenia Studia I stopnia Forma i tryb prowadzenia studiów
Kod przedmiotu TR.NIK302 Nazwa przedmiotu Podstawy budowy maszyn I Wersja przedmiotu 2015/16 A. Usytuowanie przedmiotu w systemie studiów Poziom kształcenia Studia I stopnia Forma i tryb prowadzenia studiów
Przedmiotowy System Oceniania. Zasadnicza Szkoła Zawodowa przy Zespole Szkół
 rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Szkoła/zawód: Technologia urządzeń, narzędzi i przyrządów Zasadnicza Szkoła Zawodowa przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ ślusarz
rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Szkoła/zawód: Technologia urządzeń, narzędzi i przyrządów Zasadnicza Szkoła Zawodowa przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ ślusarz
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
LABORATORIUM 5 / 6 1. ZAŁOŻENIE KONTA
 LABORATORIUM 5 / 6 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
LABORATORIUM 5 / 6 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
Materiał : Stal nierdzewna
 Zakres średnic : Przyłącza : Min Temperatura : Max Temperatura : DN 1/4" do 3" gwint wewnętrzny BSP - 20 C + 200 C Max Ciśnienie : 63 Barów Specyfikacje : PTFE+FKM uszczelki na trzpieniu Gniazdo z wypełnieniem
Zakres średnic : Przyłącza : Min Temperatura : Max Temperatura : DN 1/4" do 3" gwint wewnętrzny BSP - 20 C + 200 C Max Ciśnienie : 63 Barów Specyfikacje : PTFE+FKM uszczelki na trzpieniu Gniazdo z wypełnieniem
EGZAMIN POTWIERDZAJ CY KWALIFIKACJE W ZAWODZIE Rok 2015 CZ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2015 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2015 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
ROZDZIELACZ RAUGEO CLICK WYJATKOWO PROSTY: POŁĄCZYĆ CLICK GOTOWE! Cennik A16300 PL EFEKTYWNOŚĆ ENERGETYCZNA. Budownictwo Motoryzacja Przemysł
 ROZDZIELACZ RAUGEO CLICK WYJATKOWO PROSTY: POŁĄCZYĆ CLICK GOTOWE! Cennik A16300 PL EFEKTYWNOŚĆ ENERGETYCZNA www.rehau.pl Ważny od 01.06.2013 Zastrzegamy sobie prawo do zmian technicznych Budownictwo Motoryzacja
ROZDZIELACZ RAUGEO CLICK WYJATKOWO PROSTY: POŁĄCZYĆ CLICK GOTOWE! Cennik A16300 PL EFEKTYWNOŚĆ ENERGETYCZNA www.rehau.pl Ważny od 01.06.2013 Zastrzegamy sobie prawo do zmian technicznych Budownictwo Motoryzacja
INFORMACJA DOTYCZĄCA BEZPIECZEŃSTWA I OCHRONY ZDROWIA
 INFORMACJA DOTYCZĄCA BEZPIECZEŃSTWA I OCHRONY ZDROWIA OBIEKT: Przebudowa części pomieszczeń i zmiana sposobu użytkowania części budynku Szczanieckiego Ośrodka Kultury na pomieszczenia Gminnej Biblioteki
INFORMACJA DOTYCZĄCA BEZPIECZEŃSTWA I OCHRONY ZDROWIA OBIEKT: Przebudowa części pomieszczeń i zmiana sposobu użytkowania części budynku Szczanieckiego Ośrodka Kultury na pomieszczenia Gminnej Biblioteki
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Zarządzanie produkcją i usługami ćwiczenia 2. PARAMETRYCZNA CHARAKTERYSTYKA PRODUKCJI (program produkcji, fundusz czasu pracy, tempo i takt produkcji)
") Zarządzanie produkcją i usługami ćwiczenia 2 PARAMETRYCZNA CHARAKTERYSTYKA PRODUKCJI (program produkcji, fundusz czasu pracy, tempo i takt produkcji) mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych
Zarządzanie produkcją i usługami ćwiczenia 2 PARAMETRYCZNA CHARAKTERYSTYKA PRODUKCJI (program produkcji, fundusz czasu pracy, tempo i takt produkcji) mgr inż. Roman DOMAŃSKI Katedra Systemów Logistycznych
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Instrukcja dla Opiekuna stażu
 PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
LABORATORIUM 5-7 1. ZAŁOŻENIE KONTA
 LABORATORIUM 5-7 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
LABORATORIUM 5-7 Systemy informatyczne w zarządzaniu produkcją Qcadoo MES Qcadoo MES - internetowa aplikacja do zarządzania produkcją dla Małych i Średnich Firm. Pozwala na zarządzanie i monitorowanie
EtiProfit jest programem wspomagającym pracę drukarni etykiet. Obejmuje on procesy od momentu złożenia przez klienta zapytania ofertowego do
 EtiProfit jest programem wspomagającym pracę drukarni etykiet. Obejmuje on procesy od momentu złożenia przez klienta zapytania ofertowego do przygotowania karty technologicznej produkcji. Program powstał
EtiProfit jest programem wspomagającym pracę drukarni etykiet. Obejmuje on procesy od momentu złożenia przez klienta zapytania ofertowego do przygotowania karty technologicznej produkcji. Program powstał
UWAGA: Obecnie zawory termostatyczne i wkładki termostatyczne o w/w numerach nie są już produkowane.
 ZAWORY TERMOSTATYCZNE HERZ montowane do 1999 roku w grzejnikach Convector ZAWÓR HERZ - 1/2 - figura kątowa specjalna ( nr kat. 1 7728 11) z wkładką termostatyczną 1/2 z ukrytą nastawą wstępną (nr kat.
ZAWORY TERMOSTATYCZNE HERZ montowane do 1999 roku w grzejnikach Convector ZAWÓR HERZ - 1/2 - figura kątowa specjalna ( nr kat. 1 7728 11) z wkładką termostatyczną 1/2 z ukrytą nastawą wstępną (nr kat.
Doświadczenia MPEC KONIN Sp. z o.o. przy montażu zaworów wg procedury wcinki na gorąco
 Doświadczenia MPEC KONIN Sp. z o.o. przy montażu zaworów wg procedury wcinki na gorąco Miejskie Przedsiębiorstwo Energetyki Cieplnej Konin Sp. z o.o. Konin, 14 listopad 2013 r. Porządek spotkania: Cel
Doświadczenia MPEC KONIN Sp. z o.o. przy montażu zaworów wg procedury wcinki na gorąco Miejskie Przedsiębiorstwo Energetyki Cieplnej Konin Sp. z o.o. Konin, 14 listopad 2013 r. Porządek spotkania: Cel
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
KD Zalecenia do montażu/demontażu
 KD457.45/PL/01-02/2018 AUDI: SKODA: VOLKSWAGEN: SEAT: KD457.45 Zalecenia do montażu/demontażu A4 (Series 1 FL, Series 2, Series 2 FL, Cabriolet I and II), A6 (Series 2 and 2 FL) Superb Passat V FL Exeo
KD457.45/PL/01-02/2018 AUDI: SKODA: VOLKSWAGEN: SEAT: KD457.45 Zalecenia do montażu/demontażu A4 (Series 1 FL, Series 2, Series 2 FL, Cabriolet I and II), A6 (Series 2 and 2 FL) Superb Passat V FL Exeo
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
1. Celem analizy i selekcji Projektów jest wybór takich projektów technologicznych, które dają
 Regulamin Funduszu Innowacji w ramach Programu Polsko-Amerykańskiej Fundacji Wolności pn. Nowe Technologie Lokalnie realizowanego przez Fundację Rozwoju Społeczeństwa Informacyjnego Definicje 1 Użyte w
Regulamin Funduszu Innowacji w ramach Programu Polsko-Amerykańskiej Fundacji Wolności pn. Nowe Technologie Lokalnie realizowanego przez Fundację Rozwoju Społeczeństwa Informacyjnego Definicje 1 Użyte w
Reduktor ciśnienia (PN 25) AVD - do instalacji wodnych AVDS - do instalacji parowych
 AVD - do instalacji wodnych AVDS - do instalacji parowych") Arkusz informacyjny Reduktor ciśnienia (PN 25) - do instalacji wodnych S - do instalacji parowych Opis Dane techniczne : DN 15-50 k vs 4,0-20 m 3 /h PN 25 Zakres nastawy: 0,2-1,0 bar / 1-5 bar / 3-12 bar
Arkusz informacyjny Reduktor ciśnienia (PN 25) - do instalacji wodnych S - do instalacji parowych Opis Dane techniczne : DN 15-50 k vs 4,0-20 m 3 /h PN 25 Zakres nastawy: 0,2-1,0 bar / 1-5 bar / 3-12 bar
Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona L 2/1
 AWE SYSTEM Strona 2 AWE SYSTEM Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona 2/1 Strona 3 Zasuwy do przyłączy domowych Zasuwa do przyłącza domowego Strona
AWE SYSTEM Strona 2 AWE SYSTEM Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona 2/1 Strona 3 Zasuwy do przyłączy domowych Zasuwa do przyłącza domowego Strona
Technologia obróbki skrawaniem (TOS)
") Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI. Ćwiczenia
 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
ROZLICZENIE PRODUKCJI
 ROZLICZENIE PRODUKCJI Instrukcja Użytkownika do systemu mrp711 Wrocław 2012 rok Produkcja - kooperacja Spis treści Produkcja - kooperacja... 2 Zlecenie produkcyjne zlecenie kooperacji... 3 1. Zlecenie
ROZLICZENIE PRODUKCJI Instrukcja Użytkownika do systemu mrp711 Wrocław 2012 rok Produkcja - kooperacja Spis treści Produkcja - kooperacja... 2 Zlecenie produkcyjne zlecenie kooperacji... 3 1. Zlecenie
PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE KALETNIK SYMBOL CYFROWY 744[01] I. OPIS ZAWODU
![PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE KALETNIK SYMBOL CYFROWY 744[01] I. OPIS ZAWODU](/thumbs/27/11263093.jpg "PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE KALETNIK SYMBOL CYFROWY 744[01] I. OPIS ZAWODU") PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE KALETNIK SYMBOL CYFROWY 744[01] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) rozróżniać materiały podstawowe, pomocnicze i dodatki
PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE KALETNIK SYMBOL CYFROWY 744[01] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) rozróżniać materiały podstawowe, pomocnicze i dodatki
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik optyk 322[16]
![Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik optyk 322[16]](/thumbs/24/3789179.jpg "Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik optyk 322[16]") Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik optyk 322[16] 1 2 3 4 W pracach egzaminacyjnych oceniane były następujące elementy: I. Tytuł pracy egzaminacyjnej. II. Założenia
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik optyk 322[16] 1 2 3 4 W pracach egzaminacyjnych oceniane były następujące elementy: I. Tytuł pracy egzaminacyjnej. II. Założenia
Architektura systemów komputerowych. Przetwarzanie potokowe I
 Architektura systemów komputerowych Plan wykładu. Praca potokowa. 2. Projekt P koncepcja potoku: 2.. model ścieżki danych 2.2. rejestry w potoku, 2.3. wykonanie instrukcji, 2.3. program w potoku. Cele
Architektura systemów komputerowych Plan wykładu. Praca potokowa. 2. Projekt P koncepcja potoku: 2.. model ścieżki danych 2.2. rejestry w potoku, 2.3. wykonanie instrukcji, 2.3. program w potoku. Cele
Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona L 2/1
 AWE SYSTEM Strona 2 AWE SYSTEM Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona 2/1 Strona 3 Strona 4 Strona 5 Zasuwy do przyłączy domowych Zasuwa do przyłącza
AWE SYSTEM Strona 2 AWE SYSTEM Wytrzymały na rozciąganie - z możliwością zablokowania - całkowicie odporny na korozję Strona 2/1 Strona 3 Strona 4 Strona 5 Zasuwy do przyłączy domowych Zasuwa do przyłącza
NFZ CV. Kompaktowe Łożyska Naprawcze
 NFZ CV Kompaktowe Łożyska Naprawcze Z markową jakością FAG, masz więcej na półce. Długa żywotość, wysoka niezawodność i bezobsługowa praca, to oczywiste wymagania stawiane łożyskom kół. Nasz program do
NFZ CV Kompaktowe Łożyska Naprawcze Z markową jakością FAG, masz więcej na półce. Długa żywotość, wysoka niezawodność i bezobsługowa praca, to oczywiste wymagania stawiane łożyskom kół. Nasz program do
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJI GAZOWEJ
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJI GAZOWEJ 1. WSTĘP 1.1. Przedmiot Szczegółowej Specyfikacji Technicznej Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania i odbioru
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJI GAZOWEJ 1. WSTĘP 1.1. Przedmiot Szczegółowej Specyfikacji Technicznej Przedmiotem niniejszej Specyfikacji Technicznej są wymagania dotyczące wykonania i odbioru
Pierścień tłumiący Instrukcja eksploatacji (typ D, zamknięty)
") 1 z 6 służy do wytłumienia hałasu powstającego na łączeniu pompy oraz łącznika pompa-silnik, poprzez odseparowanie tych dwóch elementów. Spis treści 1 Dane techniczne Wskazówki 3.1 Wskazówki ogólne 3.
1 z 6 służy do wytłumienia hałasu powstającego na łączeniu pompy oraz łącznika pompa-silnik, poprzez odseparowanie tych dwóch elementów. Spis treści 1 Dane techniczne Wskazówki 3.1 Wskazówki ogólne 3.
indeks opis indeks opis
 FS50 Urządzenie FINN POWER przeznaczone do skrawania zewnętrznej lub wewnętrznej warstwy gumy ze skrawalnych węży hydraulicznych w zakresie średnicy 3/16 2. Stosowane do jednostkowej i seryjnej produkcji
FS50 Urządzenie FINN POWER przeznaczone do skrawania zewnętrznej lub wewnętrznej warstwy gumy ze skrawalnych węży hydraulicznych w zakresie średnicy 3/16 2. Stosowane do jednostkowej i seryjnej produkcji
2. ODDYMIANIE I ZABEZPIECZENIA PPOŻ
 Zastosowanie: Przeciwpożarowe zawory odcinające typu ZPp120 służą do zabezpieczania pomieszczeń przed rozprzestrzenianiem się ognia i dymu poprzez przewody wentylacyjne w przypadku wybuchy pożaru. Nadrzędną
Zastosowanie: Przeciwpożarowe zawory odcinające typu ZPp120 służą do zabezpieczania pomieszczeń przed rozprzestrzenianiem się ognia i dymu poprzez przewody wentylacyjne w przypadku wybuchy pożaru. Nadrzędną
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Instrukcja instalacji konstrukcji montażowej. Dach skośny dachówka gont / łupek 1 / 2017
 IVENDO Solar ul. Lubawska 12 14-200 Iława Instrukcja instalacji konstrukcji montażowej Dach skośny dachówka gont / łupek 1 / 2017 Niniejsza instrukcja zawiera informacje dotyczące montażu konstrukcji montażowej
IVENDO Solar ul. Lubawska 12 14-200 Iława Instrukcja instalacji konstrukcji montażowej Dach skośny dachówka gont / łupek 1 / 2017 Niniejsza instrukcja zawiera informacje dotyczące montażu konstrukcji montażowej
w klasach 4-6 Szkoły Podstawowej nr 34
 Przedmiotowy System Oceniania z przedmiotu - zajęcia techniczne Opracowała : Beata Niksińska w klasach 4-6 Szkoły Podstawowej nr 34 Oceny osiągnieć uczniów dokonuje się na podstawie: wyników bieżących
Przedmiotowy System Oceniania z przedmiotu - zajęcia techniczne Opracowała : Beata Niksińska w klasach 4-6 Szkoły Podstawowej nr 34 Oceny osiągnieć uczniów dokonuje się na podstawie: wyników bieżących
PROJEKT - ODLEWNICTWO
 W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
dr hab. Marcin Jędrzejczyk
 dr hab. Marcin Jędrzejczyk Do zapasów zaliczyć należy: (1) materiały, czyli przedmioty pracy nabyte w celu całkowitego zużycia w jednym cyklu produkcyjnym lub zużycia na inne potrzeby, na przykład konserwacji
dr hab. Marcin Jędrzejczyk Do zapasów zaliczyć należy: (1) materiały, czyli przedmioty pracy nabyte w celu całkowitego zużycia w jednym cyklu produkcyjnym lub zużycia na inne potrzeby, na przykład konserwacji
Elektromagnesy proporcjonalne dla hydrauliki
 ASTAT Sp. z o.o. POZNAŃ MAGNET SCHULTZ SPECJALNA FABRYKA APARATÓW ELEKTROMAGNETYCZNYCH Jakość od 1912 Elektromagnesy proporcjonalne dla hydrauliki Grupa produktu Lista części wg VDE 0580 szczelna przestrzeń
ASTAT Sp. z o.o. POZNAŃ MAGNET SCHULTZ SPECJALNA FABRYKA APARATÓW ELEKTROMAGNETYCZNYCH Jakość od 1912 Elektromagnesy proporcjonalne dla hydrauliki Grupa produktu Lista części wg VDE 0580 szczelna przestrzeń