PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
|
|
|
- Mirosław Henryk Milewski
- 6 lat temu
- Przeglądów:
Transkrypt
1 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania Strona WWW zakładu M65: 1

2 Dane wejściowe do projektu Rysunek złożeniowy wyrobu wydany dla każdego zespołu projektowego, ze wskazaną na nim częścią maszynową, dla której należy opracować proces technologiczny obróbki. 2
3 Dane wejściowe do projektu Na podstawie rysunku złożeniowego każdy zespół powinien: 1. odczytać z rysunku złożeniowego materiał, z którego ma być wykonana zadana przez prowadzącego zajęcia, część maszynowa; 2. przyjąć seryjną wielkość produkcji. 3
4 Plan realizacji projektu 1.Sporządzić rysunek wykonawczy części z rysunku złożeniowego. 2.Dokonać wstępnego doboru półfabrykatów, z których można wykonać część wskazaną na rysunku złożeniowym. 3.Opracować strukturę stopniowo fazową dla zadanej części. 4.Wybrać (do szczegółowego opracowania) jeden wariant procesu technologicznego obróbki dla zadanej części. 5.Ustalić rodzaj i typ obrabiarek, które będą dostępne w podsystemie wytwarzania tzn. na których można obrobić zadaną część. 6.Dobrać naddatki obróbkowe. 7.Sporządzić rysunek wykonawczy półfabrykatu. 8.Pogrupować zadania obróbkowe w operacje technologiczne obróbki. 9.Dobrać obrabiarki (podać oznaczenie i wskazać producenta) i oprzyrządowanie przedmiotowe. 10.Uzupełnić Kartę Technologiczną Obróbki. 11.Dobrać narzędzia i parametry skrawania, uzupełnić Karty Instrukcyjne Obróbki. 12.Wyznaczyć techniczną normę czasu trwania jednej wybranej operacji technologicznej obróbki. 13.Wygenerować Kartę Przygotowawczą w programie MTS. 14.Napisać program obróbki na tokarkę NC dla zadanej części maszynowej. 4
5 Plan realizacji projektu Szablony wymaganych dokumentów: 1. Każdy zespół ma do wykorzystania szablon (w formacie MS Visio): struktury stopniowo fazowej wyrobu, 2. Każdy zespół ma do wykorzystania szablony (w formacie MS Word): karty technologicznej obróbki, karty instrukcyjnej obróbki. 5
6 Etap 1: Rysunek wykonawczy części 6

7 Etap 2: Wstępny dobór półfabrykatów Podaj kryteria, które wziąłeś pod uwagę dokonując wstępnego doboru półfabrykatów. Standardowe materiały hutnicze Półfabrykaty formowane przez kształtowanie plastyczne? Inne Półfabrykaty formowane metodami odlewniczymi Więcej informacji znajdziesz klikając na 7
8 Etap 3: Struktura stopniowo - fazowa Rodzaje półfabrykatów, z których można wykonać część z rysunku wykonawczego. Zadanie obróbkowe Relacja (ograniczenie) kolejnościowe pomiędzy dwoma lub więcej zadaniami obróbkowymi 8

9 Etap 3: Struktura stopniowo - fazowa 9
 kolejnościowe")
10 Etap 3: Struktura stopniowo - fazowa Struktura stopniowo fazowa pozwala na opracowanie wielowariantowej struktury procesu technologicznego obróbki dowolnej części maszynowej w sposób graficzny. Opracowana, z myślą o konkretnej części maszynowej, struktura stopniowo fazowa składa się z szeregu różnorodnych zadań obróbkowych, pomiędzy którymi występują relacje (ograniczenia) kolejnościowe przedstawione za pomocą łuków skierowanych. Na podstawie opracowanej struktury stopniowo fazowej, spośród wielu wariantów procesów technologicznych obróbki części, wybierany jest tylko jeden wariant, który następnie podlega szczegółowemu opisowi. 10

11 Etap 4: Wybór wariantu procesu technologicznego obróbki Wariant procesu technologicznego obróbki części, który został wybrany do szczegółowego opracowania. 11

12 Etap 4: Wybór wariantu procesu technologicznego obróbki Podaj kryteria, które wziąłeś pod uwagę decydując się na określony wariant procesu technologicznego obróbki, uzasadnij ich wybór. 12
 z głowicą rewolwerową przesuwną w 2 osiach (X, Z); b) z głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z); c) z głowicą rewolwerową")
13 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych tokarek uchwytowych Poziome tokarki uchwytowe z jedną głowicą rewolwerową z narzędziami tokarskimi i/lub narzędziami o ruchu obrotowym: a) z głowicą rewolwerową przesuwną w 2 osiach (X, Z); b) z głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z); c) z głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z) i skrętną w osi B Poziome tokarki uchwytowe: a) z dwoma głowicami rewolwerowymi przesuwnymi w 2 osiach (X, Z); b) z jedną głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z) i z drugą przesuwną w 2 osiach (X, Z); c) z jedną głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z) i skrętną w osi B i z drugą przesuwną w dwóch osiach (X, Z) 13
 obie z głowic rewolwerowych są przesuwne w 2 osiach")

14 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych tokarek uchwytowych Poziome tokarki uchwytowe z dwiema głowicami rewolwerowymi i wrzecionem przechwytującym w głowicy rewolwerowej: a) obie z głowic rewolwerowych są przesuwne w 2 osiach (X, Z); b) jedna głowica rewolwerowa jest przesuwna w 3 osiach (X, Y, Z), a druga w 2 osiach (X, Z); Schemat dwuwrzecionowej pracy tokarki z wrzecionem przechwytującym zintegrowanym z głowicą rewolwerową: 1.wrzeciono 2.suport integrujący wrzeciono przechwytujące z głowicą rewolwerową 3.dolna głowica rewolwerowa 14
 z głowicą rewolwerową przesuwną w 2 osiach (X, Z); b) z głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z); c) z głowicą rewolwerową")
15 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych tokarek uchwytowo - kłowych Poziome tokarki kłowo uchwytowe z jednym suportem, z narzędziami tokarskimi i/lub narzędziami o ruchu obrotowym a) z głowicą rewolwerową przesuwną w 2 osiach (X, Z); b) z głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z); c) z głowicą rewolwerową przesuwną w trzech osiach (X, Y, Z) i skrętną w osi B Poziome tokarki kłowo uchwytowe: a) z dwoma głowicami rewolwerowymi przesuwnymi w 2 osiach (X, Z); b) z jedną głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z) i z drugą przesuwną w 2 osiach (X, Z); c) z jedną głowicą rewolwerową przesuwną w 3 osiach (X, Y, Z) i skrętną w osi B i z drugą przesuwną w dwóch osiach (X, Z) 15
16 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych tokarek uchwytowo - kłowych Poziome tokarki kłowo uchwytowe z jednym wrzecionem przechwytującym i jedną głowicą rewolwerową a) przesuwną w 2 osiach (X, Z); b) przesuwną w 3 osiach (X, Y, Z); c) przesuwną w trzech osiach (X, Y, Z) i skrętną w osi B 16
17 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych 4-osiowych frezarek i centrów frezarskich Frezarka / centrum frezarskie 3-osiowe: a) pionowa wspornikowa b) pozioma wspornikowa c) pionowa ze stołem krzyżowym Frezarka / centrum frezarskie 3-osiowe : a) pionowa z przesuwnym wrzecionem b) pozioma z przesuwnym wrzecionem 17
18 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Układy strukturalne nowoczesnych 4-osiowych frezarek i centrów frezarskich Frezarka / centrum frezarskie 4-osiowe: a) pionowa ze stołem obrotowym b) pozioma ze skrętnym wrzecennikiem 18
 2.masa PO 3.liczba i położenie stron obróbki Obrabiarka 1.wymiary przestrzeni roboczej (długość, szerokość, wysokość) 2.")
19 Etap 5: Ustalenie rodzaju i typu obrabiarek dostępnych w podsystemie wytwarzania Przykładowe kryteria kojarzenia przedmiotów obrabianych z obrabiarkami Przedmiot obrabiany 1.wymiary charakterystyczne PO* (długość, szerokość, wysokość) 2.masa PO 3.liczba i położenie stron obróbki Obrabiarka 1.wymiary przestrzeni roboczej (długość, szerokość, wysokość) 2.maksymalne obciążenie stołu 3.rodzaj stołu i położenie osi wrzeciona 4. cechy technologiczne PO 4.możliwości technologiczne obrabiarki 5.chropowatość powierzchni 6.tolerancja wymiarowo-kształtowa PO, tolerancje geometryczne 5.możliwości technologiczne obrabiarki, zakres posuwów i obrotów 6.rodzaj układu sterowania, dokładność pozycjonowania * PO przedmiot obrabiany 19

20 Etap 6 i 7: Dobór naddatków obróbkowych i sporządzenie rysunku wykonawczego półfabrykatu 20
21 Etap 8: Grupowanie zadań obróbkowych w operacje technologiczne Grupowanie zadań obróbkowych w operacje technologiczne obróbki zgodnie z wcześniej przyjętymi założeniami. 21

22 Etap 8: Grupowanie zadań obróbkowych w operacje technologiczne Podaj kryteria w oparciu, o które pogrupowałeś zadania obróbkowe w operacje technologiczne obróbki, uzasadnij ich wybór. 22




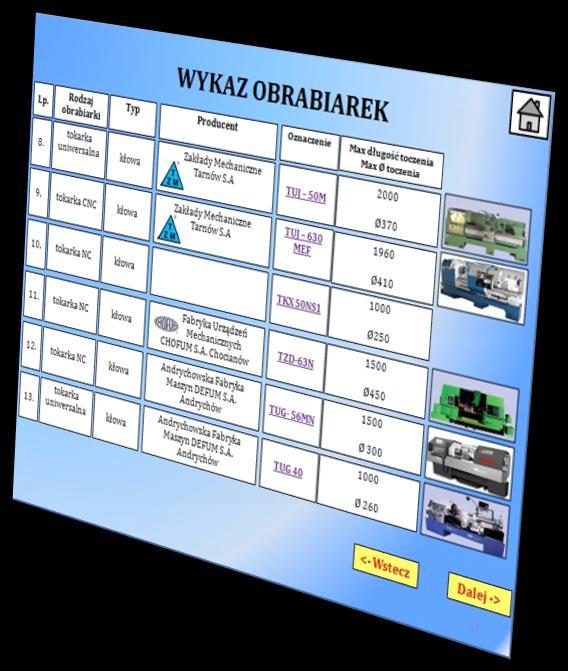
23 Etap 9: Dobór obrabiarek i oprzyrządowania przedmiotowego? Więcej informacji znajdziesz w prezentacji pt. Wykaz obrabiarek 23
24 Etap 10: Karta technologiczna obróbki 1. Podaj rodzaj i wymiary charakterystyczne półfabrykatu oraz materiał (gatunek, stan), z którego został on wykonany. 2.Wydzielone operacje technologiczne wpisz do karty technologicznej obróbki i nadaj im kolejne numery porządkowe. 3.Wskaż miejsce wykonania każdej operacji technologicznej obróbki (wydział i stanowisko). 4. Podaj oprzyrządowanie obróbkowe, w którym zamocujesz przedmiot obrabiany na obrabiarce, dla każdej z wymienionych operacji technologicznych obróbki skrawaniem. 24
. 3.Podaj numer porządkowy operacji technologicznej, dla której opracujesz KI (na podstawie KT). 4.")
25 Etap 11: Karta instrukcyjna obróbki 1.Podaj słowną nazwę operacji, dla której sporządzisz szczegółowy opis w postaci Karty Instrukcyjnej Obróbki. 2.Wskaż dokładne miejsce wykonania operacji technologicznej (na podstawie KT). 3.Podaj numer porządkowy operacji technologicznej, dla której opracujesz KI (na podstawie KT). 4.Wymień oprzyrządowanie obróbkowe, w którym zamocujesz przedmiot obrabiany na obrabiarce (na podstawie KT). 25
26 Etap 11: Karta instrukcyjna obróbki 5.Wydzielone zabiegi technologiczne obróbki wpisz do Karty Instrukcyjnej. Każdemu zabiegowi nadaj właściwy numer porządkowy. 6.Wskaż narzędzia potrzebne do wykonania każdego jednego zabiegu technologicznego obróbki. 7.Podaj oprzyrządowanie narzędziowe, w którym zamocujesz narzędzia na obrabiarce. 8. Dla każdego wyszczególnionego na KI zabiegu określ dokładnie warunki skrawania, 9.,a na końcu sporządź rysunki operacyjne (lub zabiegowe). Narzędzia do obróbki skrawaniem dobierz z katalogu firmy Sandvik Coromant! 26

27 Etap 11: Karta instrukcyjna obróbki zabiegi obróbkowe Półfabrykat (pręt walcowany) opisany na sworzniu Zabieg 1: Toczyć zgrubnie na ø58 na długości 50 Zabieg 2: Toczyć zgrubnie na ø46 na długości 50 27

28 Etap 11: Karta instrukcyjna obróbki zabiegi obróbkowe Zabieg 3: Toczyć zgrubnie na ø36 na długości 25 Zabieg 28
29 Etap 12: Wyznaczenie technicznej normy czasu wykonywania operacji technologicznej obróbki Techniczna norma czasu trwania zadania roboczego Czas jednostkowy tj Czas przygotowawczo zakończeniowy tpz Czas wykonania tw Czas uzupełniający tu Czas główny tg Czas pomocniczy tp Czas obsługi to Czas potrzeb fizjologicznych tf Czas obsługi technicznej tot Czas obsługi organizacyjnej too 29
30 Etap 12: Wyznaczenie technicznej normy czasu wykonywania operacji technologicznej obróbki Czas jednostkowy t j t g t Techniczna norma czasu wykonywania operacji technologicznej obróbki w t L f n u min Czas główny min T T n pz t j min Czas wykonania t w t g t p min 30
31 Etap 12: Wyznaczenie technicznej normy czasu wykonywania operacji technologicznej obróbki t Techniczna norma czasu wykonywania operacji technologicznej obróbki Czas obsługi technicznej ot k ot t g min T T Czas uzupełniający t n pz t j t u t min ot t Czas obsługi organizacyjnej k 3 % 3 % ot oo oo t f min Czas potrzeb fizjologicznych k t min t k t min k oo oo w f f w 31

32 Etap 12: Wyznaczenie technicznej normy czasu wykonywania operacji technologicznej obróbki 32

33 Etap 13: Karta przygotowawcza (program MTS) 33

34 Etap 14: Program obróbki na tokarkę CNC 34
35 Przygotowanie sprawozdania i zaliczenie modułu Przygotowane sprawozdanie (w formie papierowej) ma zawierać: 1. Stronę tytułową z numerem tematu dydaktycznego, nazwiskami osób wykonujących sprawozdanie, podpisy wykonawców projektu stanowiące oświadczenie o udziale w wykonaniu projektu (strona tytułowa do pobrania ze strony m65.pk.edu.pl). 2. Skan rysunku złożeniowego wyrobu z zaznaczoną na nim częścią, dla której opracowany został proces technologiczny obróbki. 3. Rysunek wykonawczy części. 4. Wstępny dobór półfabrykatów, z których można wykonać wskazaną na rys. złożeniowym część. 5. Strukturę stopniowo-fazową sporządzoną dla zadanej części. 6. Wybór wariantu procesu technologicznego obróbki dla zadanej na rys. części określony m.in. rodzajem półfabrykatu. 7. Ustalenie rodzaju i typu obrabiarek, które będą dostępne w podsystemie wytwarzania. 8. Tabelę z dobranymi naddatkami obróbkowymi. 9. Rysunek wykonawczy półfabrykatu. 10. Zadania obróbkowe pogrupowane w operacje technologiczne obróbki. 11. Wykaz dobranych obrabiarek oraz oprzyrządowania przedmiotowego. 12. Kartę technologiczną obróbki. 13. Karty instrukcyjne obróbki. 14. Wykaz dobranych narzędzi do obróbki skrawaniem. 15. Obliczoną techniczną normę czasu wykonywania określonej operacji technologicznej obróbki. 16. Kartę przygotowawczą wygenerowaną w programie MTS. 17. Program obróbki na tokarkę NC dla zadanej części maszynowej. Ocena za moduł będzie wystawiona na podstawie zawartości sprawozdania oraz odpowiedzi ustnej z treści tego sprawozdania. 35
36 KONIEC WPROWADZENIA DO MODUŁU 2 dorotawarzolek@gmail.com 36
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU Wprowadzenie do modułu 1 z przedmiotu (projekt i laboratorium): Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO MONTAŻU Wprowadzenie do modułu 1 z przedmiotu (projekt i laboratorium): Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Jakiekolwiek nazwy własne użyte w SIWZ są tylko przykładami pożądanej przez Zamawiającego konfiguracji produktów, które spełniają wymogi Zamawiającego. Przez produkt
Komputerowe wspomaganie procesów technologicznych I Computer Aided Technological Processes
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.)
") FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Katedra: Technologii Maszyn i Automatyzacji Produkcji Projekt systemu modułowych separatorów przedmiotów dla docierarek jednotarczowych 1. Studia literatury
Forma studiów: stacjonarne Kierunek studiów: ZiIP Katedra: Technologii Maszyn i Automatyzacji Produkcji Projekt systemu modułowych separatorów przedmiotów dla docierarek jednotarczowych 1. Studia literatury
Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
 Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy
 obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
technologicznych Wzornictwo przemysłowe I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny)
 ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Komputerowe wspomaganie procesów Nazwa modułu technologicznych Nazwa modułu w języku angielskim Computer Aided Technological Processes Obowiązuje od roku akademickiego
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Komputerowe wspomaganie procesów Nazwa modułu technologicznych Nazwa modułu w języku angielskim Computer Aided Technological Processes Obowiązuje od roku akademickiego
Nazwa obrabiarki. 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2
... 2") Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Procesy i techniki produkcyjne
 Procesy i techniki produkcyjne Nazwisko... Imię... Wydział/kierunek... Semestr...Grupa... Rok akademicki / 2009 zadania Data wydania Data oddania Ocena Poprawa Uwagi Podpis prowadzącego 1 2 Prowadzący
Procesy i techniki produkcyjne Nazwisko... Imię... Wydział/kierunek... Semestr...Grupa... Rok akademicki / 2009 zadania Data wydania Data oddania Ocena Poprawa Uwagi Podpis prowadzącego 1 2 Prowadzący
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2012/2013. Forma studiów: Niestacjonarne Kod kierunku: 06.
 Państwowa Wyższa Szko la Zawodowa w Nowym Sa czu Karta przedmiotu Instytut Techniczny obowiązuje studentów rozpoczynających studia w roku akademickim 202/203 Kierunek studiów: Zarządzanie i inżynieria
Państwowa Wyższa Szko la Zawodowa w Nowym Sa czu Karta przedmiotu Instytut Techniczny obowiązuje studentów rozpoczynających studia w roku akademickim 202/203 Kierunek studiów: Zarządzanie i inżynieria
OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ
 Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Formularz asortymentowo-cenowy dla zadania: Zgodnie z zał. Nr 1 do SIWZ. Zgodnie z zał. Nr 1 do SIWZ. Zgodnie z zał. Nr 1 do SIWZ
 Działanie. Poprawa jakości usług edukacyjnych Beneficjent: Gmina Miejska Kraków - Nr sprawy: CKP.272-/D-MRPO/ Załącznik nr 2 FORMULARZ CENOWY Pieczęć wykonawcy Część nr 8 Formularz asortymentowo-cenowy
Działanie. Poprawa jakości usług edukacyjnych Beneficjent: Gmina Miejska Kraków - Nr sprawy: CKP.272-/D-MRPO/ Załącznik nr 2 FORMULARZ CENOWY Pieczęć wykonawcy Część nr 8 Formularz asortymentowo-cenowy
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 015/016 Kierunek studiów: Inżynieria Produkcji Forma
Obrabiarki sterowane numerycznie i centra obróbkowe
 Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Obrabiarki Sterowane Numerycznie Numerical Control Machine Tools
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
PRZEWODNIK PO PRZEDMIOCIE. Obróbka skrawaniem. niestacjonarne. II stopnia. ogólnoakademicki. Inne WYKŁAD ĆWICZENIA LABORATORIUM PROJEKT SEMINARIUM
 Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Spis treści płyt DVD. Systemu ZERO-OSN do wersji 1.82. Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia
 Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Moduł 1/3 Projekt procesu technologicznego montażu wyrobu
 Moduł 1/3 Projekt procesu technologicznego montażu wyrobu Zajęcia nr: 4 Temat: Operacje i zabiegi montażowe. Opracowanie karty technologicznej KT i karty instrukcyjnej KI Prowadzący: mgr inż. Łukasz Gola,
Moduł 1/3 Projekt procesu technologicznego montażu wyrobu Zajęcia nr: 4 Temat: Operacje i zabiegi montażowe. Opracowanie karty technologicznej KT i karty instrukcyjnej KI Prowadzący: mgr inż. Łukasz Gola,
S Y L A B U S P R Z E D M I O T U
 "Z A T W I E R D Z A M" Dziekan Wydziału Mechatroniki i Lotnictwa prof. dr hab. inż. Radosław TRĘBIŃSKI Warszawa, dnia... NAZWA PRZEDMIOTU: S Y L A B U S P R Z E D M I O T U KOMPUTEROWE WSPOMAGANIE WYTWARZANIA
"Z A T W I E R D Z A M" Dziekan Wydziału Mechatroniki i Lotnictwa prof. dr hab. inż. Radosław TRĘBIŃSKI Warszawa, dnia... NAZWA PRZEDMIOTU: S Y L A B U S P R Z E D M I O T U KOMPUTEROWE WSPOMAGANIE WYTWARZANIA
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Semestr letni Metrologia, Grafika inżynierska Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
O firmie. str. 2 JAKOŚĆ NASZEJ PRACY JEST GWARANTOWANA PRZEZ WARTOŚCI JAKIE WYZNAJEMY
 O firmie JAKOŚĆ NASZEJ PRACY JEST GWARANTOWANA PRZEZ WARTOŚCI JAKIE WYZNAJEMY Od ponad 20 lat specjalizujemy się w sprzedaży oraz serwisie obrabiarek CNC. ITT TECHNIKA OBRABIARKI CNC jest dilerem na Polskę
O firmie JAKOŚĆ NASZEJ PRACY JEST GWARANTOWANA PRZEZ WARTOŚCI JAKIE WYZNAJEMY Od ponad 20 lat specjalizujemy się w sprzedaży oraz serwisie obrabiarek CNC. ITT TECHNIKA OBRABIARKI CNC jest dilerem na Polskę
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy sterowania Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy sterowania Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Szczególne elementy do ćwiczenia: cykle toczenia wzdłużnego zgrubnego konturu wewnętrznego i zewnętrznego, cykle wiercenia i nacinania gwintu.
 ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
Techniki Wytwarzania II Manufacturing Techniques II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Semestr zimowy Metrologia, Grafika inżynierska Tak
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415z Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415z Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
VI. Normowanie czasu robót na tokarkach rewolwerowych
 VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
KARTA PRZEDMIOTU. 1. NAZWA PRZEDMIOTU: Obrabiarki. 2. KIERUNEK: Mechanika i Budowa Maszyn. 3. POZIOM STUDIÓW: Studia pierwszego stopnia
 KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Obrabiarki. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: Studia pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok studiów II/ semestr 4 5. LICZBA PUNKTÓW ECTS:
KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Obrabiarki. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: Studia pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok studiów II/ semestr 4 5. LICZBA PUNKTÓW ECTS:
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
![Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]](/thumbs/29/13741237.jpg "Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]") Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
MiBM I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 ogólnoakademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 217 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 217 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
KARTA PRZEDMIOTU. 1. NAZWA PRZEDMIOTU: Technologia Maszyn. 2. KIERUNEK: Mechanika i Budowa Maszyn. 3. POZIOM STUDIÓW: I, inżynierskie
 KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Technologia Maszyn 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: I, inżynierskie 4. ROK/ SEMESTR STUDIÓW: II/3 5. LICZBA PUNKTÓW ECTS: 5 6. LICZBA GODZIN:
KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Technologia Maszyn 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: I, inżynierskie 4. ROK/ SEMESTR STUDIÓW: II/3 5. LICZBA PUNKTÓW ECTS: 5 6. LICZBA GODZIN:
Rok akademicki: 2016/2017 Kod: RME WM-s Punkty ECTS: 7. Kierunek: Inżynieria Mechatroniczna Specjalność: Wytwarzanie mechatroniczne
 Nazwa modułu: Obrabiarki sterowane numerycznie Rok akademicki: 2016/2017 Kod: RME-2-106-WM-s Punkty ECTS: 7 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Inżynieria Mechatroniczna Specjalność:
Nazwa modułu: Obrabiarki sterowane numerycznie Rok akademicki: 2016/2017 Kod: RME-2-106-WM-s Punkty ECTS: 7 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Inżynieria Mechatroniczna Specjalność:
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny)
 ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)
 obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, Spis treści WSTĘP 11
. Warszawa, Spis treści WSTĘP 11") Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, 2017 Spis treści WSTĘP 11 CZĘŚĆ I. WIADOMOŚCI PODSTAWOWE 1. OBRABIARKI W PROCESIE WYTWARZANIA 17 1.1. Wprowadzenie
Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, 2017 Spis treści WSTĘP 11 CZĘŚĆ I. WIADOMOŚCI PODSTAWOWE 1. OBRABIARKI W PROCESIE WYTWARZANIA 17 1.1. Wprowadzenie
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
PLPILA02-IPMIBM-I-5s3-2012MKwPM-S
 Załącznik nr 1 do PROCEDURY 1.11. WYKONANIE YLABUU DO PRZEDMIOTU UJĘTEGO W PROGRAMIE KZTAŁCENIA w Państwowej Wyższej zkole Zawodowej im. tanisława taszica w Pile Kod przedmiotu: 1. INFORMACJE O PRZEDMIOCIE
Załącznik nr 1 do PROCEDURY 1.11. WYKONANIE YLABUU DO PRZEDMIOTU UJĘTEGO W PROGRAMIE KZTAŁCENIA w Państwowej Wyższej zkole Zawodowej im. tanisława taszica w Pile Kod przedmiotu: 1. INFORMACJE O PRZEDMIOCIE
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
PRZEDMIOTOWY SYSTEM OCENIANIA
 Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką