IDENTYFIKACJA PARAMETRÓW KRZEPNIĘCIA STOPÓW ODLEWNICZYCH NA PRZYKŁADZIE ŻELIWA SZAREGO
|
|
|
- Kornelia Małgorzata Olejniczak
- 6 lat temu
- Przeglądów:
Transkrypt
1 IDENTYFIKACJA PARAMETRÓW KRZEPNIĘCIA STOPÓW ODLEWNICZYCH NA PRZYKŁADZIE ŻELIWA SZAREGO Jerzy Mendakiewicz Gliwice 2011
2
3 Spis treści 1. Wprowadzenie Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) Wstęp Równania podstawowe Zastępcza pojemność cieplna Opis matematyczny krzepnięcia żeliwa, analiza wrażliwości, zadania odwrotne (badania własne) Wstęp Model matematyczny Analiza wrażliwości Optymalne położenie sensorów Identyfikacja parametrów procesu krzepnięcia Metody gradientowe Algorytmy ewolucyjne Przykłady rozwiązań zadań odwrotnych Identyfikacja zastępczej pojemności cieplnej (zadanie 1D) Krzepnięcie odlewu żeliwnego w formie piaskowej (zadanie 2D) Realizacja badań doświadczalnych Wstęp Cel badań eksperymentalnych Wyniki badań eksperymentalnych Opracowanie wyników badań eksperymentalnych Identyfikacja zastępczej pojemności cieplnej żeliwa na podstawie pomiarów temperatury Wstęp Wyniki identyfikacji zastępczej pojemności cieplnej na podstawie pomiarów zrealizowanych w ramach pierwszej grupy badań... 85
4 4 Spis treści 5.3. Wyniki identyfikacji zastępczej pojemności cieplnej na podstawie pomiarów zrealizowanych w ramach drugiej grupy badań Analiza i dyskusja wyników Podsumowanie i wnioski Bibliografia Streszczenie
5 Contents 1. Introduction Mathematical description of solidification process (macroscopic approach) Introduction Governing equations Substitute thermal capacity Mathematical description of cast iron solidification, sensitivity analysis, inverse problems Introduction Mathematical model Sensitivity analysis Optimum sensors location Identification of solidification process parameters Gradient methods Evolutionary algorithms Examples of inverse problems solutions Identification of substitute thermal capacity (1D problem) Solidification of cast iron in sand mould (2D problem) Realization of experimental researches Introduction Aim of experimental researches Results of experiments Elaboration of results of experiments Identification of substitute thermal capacity on the basis of measured temperatures Introduction Results of substitute thermal capacity identification on the basis of measurements realized in the first group of experiments... 85
6 6 Contents 5.3. Results of substitute thermal capacity identification on the basis of measurements realized in the second group of experiments Analysis of results and discussion Summary and conclusions References Abstract
7 1. Wprowadzenie Niniejsza monografia dotyczy teoretycznych i praktycznych aspektów wyznaczania tzw. zastępczej pojemności cieplnej stopów. Parametr ten, sterujący wydzielaniem się utajonego ciepła przemiany w interwale temperatur krzepnięcia, pojawia się w opisie matematycznym procesów cieplnych, zachodzących w szeroko rozumianym układzie odlew forma otoczenie bazującym na metodzie jednego obszaru (one domain method, fixed domain method ). Metoda jednego obszaru jest bardzo efektywna na etapie realizacji obliczeń numerycznych, ponieważ rozpatruje się obszar formalnie ujednorodnionego odlewu i nie wymaga ona dokładnego śledzenia chwilowego położenia izoterm odpowiadających powierzchniom granicznym między fazą ciekłą i strefą przejściową oraz między strefą przejściową i zakrzepłą częścią odlewu. Zastępcza pojemność cieplna C (T) w podobszarach cieczy i ciała stałego odpowiada bezpośrednio ich ciepłu właściwemu, a w strefie przejściowej jest pewną funkcją chwilowej i lokalnej temperatury odlewu. Sposoby wyznaczania tej funkcji metodami rozwiązywania zadań odwrotnych stanowią najważniejszą część prezentowanej pracy. Na podkreślenie zasługuje fakt, że dane dotyczące przebiegu krzywych stygnięcia (nagrzewnia) w wybranych punktach obszaru (informacja taka jest niezbędna przy rozwiązywaniu tego typu zadań) uzyskano na podstawie pomiarów wykonanych na odlewach rzeczywistych, a nie ( jak ma to z reguły miejsce) na podstawie wyników symulacji numerycznych procesu krzepnięcia, czyli rozwiązania zadania bezpośredniego (por. rozdziały 3 i 5). Zatem, podstawowym celem pracy była identyfikacja parametrów termofizycznych żeliwa szarego, a w szczególności jego zastępczej pojemności cieplnej. Biorąc pod uwagę specyficzne cechy procesu krzepnięcia tego materiału, rozważano różnorodne funkcje, opisujące rozkład zastępczej pojemności w interwale temperatur krzepnięcia i na podstawie badań wstępnych wybrano dwie funkcje (funkcję kawałkami stałą i złożenie funkcji typu dzwonowego). Do estymacji parametrów tych funkcji wykorzystano metody gradientowe, ewolucyjne i hybrydowe, korzystając z informacji o przebiegu krzywych stygnięcia zarówno obliczonych
8 8 Identyfikacja parametrów krzepnięcia stopów odlewniczych na przykładzie żeliwa szarego (rozdział 3), jak i wyznaczonych na podstawie rzeczywistych pomiarów temperatury (rozdział 5). Praca składa się z sześciu rozdziałów uzupełnionych wykazem literatury i streszczeniami w języku polskim i angielskim. W rozdziale drugim przedstawiono opis matematyczny procesów cieplnych zachodzących w układzie odlew forma otoczenie w ujęciu makroskopowym. Pokazano przekształcenia formalne podstawowego równania krzepnięcia stopów do postaci z zastępczą pojemnością cieplną. W dalszej kolejności przedstawiono opisane w literaturze hipotezy, dotyczące jej przebiegu w interwale temperatur krzepnięcia. Wynikają one bądź z przyjęcia a priori pewnych zależności, dotyczących szybkości zmian udziału objętościowego fazy stałej w zależności od chwilowej i lokalnej temperatury materiału odlewu bądź z bezpośredniego założenia postaci funkcji C (T) i doboru jej parametrów na podstawie pewnych warunków, w tym warunku dotyczącego zmiany entalpii fizycznej stopu w interwale temperatur krzepnięcia. W części poświęconej badaniom własnym rozpatrywano aproksymację pojemności zastępczej funkcjami kawałkami stałymi oraz złożeniem funkcji typu dzwonowego, czyli uogólnieniami wybranych hipotez przedstawionych w rozdziale 2. Rozdział trzeci poświęcono wybranym problemom związanym z identyfikacją parametrów krzepnięcia żeliwa. W pierwszej jego części podano równania energii, dotyczące podobszarów układu, sformułowano warunki brzegowo-początkowe rozpatrywanego zadania. Przedstawiono również zależności, dotyczące przebiegu zastępczej pojemności cieplnej w postaci funkcji kawałkami stałych, uwzględniono przy tym utajone ciepła krzepnięcia związane z wydzielaniem się fazy austenitycznej i eutektycznej żeliwa. Omówiono także sposób konstrukcji zastępczej pojemności cieplnej w postaci złożenia funkcji dzwonowych. W podrozdziale 3.3 podano równania analizy wrażliwości modelu procesów cieplnych w układzie odlew forma względem wyróżnionego parametru p. Jak wiadomo, analiza wrażliwości, a ściślej macierz współczynników wrażliwości, występuje w algorytmach rozwiązywania zadań odwrotnych metodami gradientowymi. Analiza wrażliwości jest również przydatna przy doborze optymalnego położenia sensorów, którymi mierzy się lokalne i chwilowe wartości temperatury wykorzystywane w kryterium optymalizującym rozwiązanie zadania identyfikacji parametrów procesu (por. podrozdział 3.4). Najważniejszą częścią omawianego rozdziału jest podrozdział 3.5, dotyczący identyfikacji parametrów procesu krzepnięcia z wykorzystaniem metod gradientowych
9 1. Wprowadzenie 9 i algorytmów ewolucyjnych. Naturalnym jego uzupełnieniem jest następny podrozdział, w którym pokazano liczne przykłady identyfikacji zastępczej pojemności cieplnej (zadania 1D i 2D), przy czym informację dodatkową niezbędną do rozwiązania zadania uzyskiwano metodami symulacji komputerowej dla założonych a priori wartości parametrów. Część z tych zadań rozwiązano, zaburzając w sposób losowy otrzymane metodami numerycznymi krzywe stygnięcia (nagrzewania). W rozdziale czwartym przedstawiono sposoby realizacji i wyniki badań doświadczalnych na odlewach rzeczywistych o zróżnicowanych kształtach. Celem badań było uzyskanie informacji o czasoprzestrzennych polach temperatury w układzie, które wykorzystywano jako zbiór danych wejściowych do estymacji zastępczej pojemności cieplnej (por. rozdział 5). Badanym stopem było żeliwo szare podeutektyczne o zawartości 3.58% C i 3.78% Si (pierwsza seria badań) oraz żeliwo szare podeutektyczne o zawartości 3.21% C i 1.9% Si (druga seria badań). W drugiej serii wykonano odlewy próbne o bardziej złożonym kształcie, między innymi odlewy z węzłami cieplnymi typu X lub T, dla których mierzono również temperatury w wybranych punktach masy formierskiej. W omawianym rozdziale pokazano także możliwość poprawnego wyznaczenia zastępczej pojemności cieplnej wyłącznie na podstawie eksperymentów oraz znajomości przebiegu krzywej bazowej. Rozdział piąty prezentuje wyniki identyfikacji zastępczej pojemności cieplnej żeliwa na podstawie rzeczywistych pomiarów temperatury. Na etapie obliczeń numerycznych wykorzystano metody opisane w rozdziale 3, przy czym rozpatrywano aproksymację zastępczej pojemności za pomocą złożenia funkcji typu dzwonowego. Jak można było oczekiwać, estymacja parametrów na podstawie danych pomiarowych jest zadaniem trudniejszym, ale, generalnie rzecz biorąc, możliwe jest poprawne oszacowanie parametrów funkcji C (T) o przyjętej a priori postaci ogólnej. Okazało się, czego można było oczekiwać, że nawet dla określonego gatunku żeliwa dane pochodzące z pomiarów krzywych stygnięcia dla różnych odlewów prowadzą do różniących się między sobą współczynników determinujących przebieg zastępczej pojemności cieplnej stopu. Zatem, postać końcową odpowiednich wzorów uzyskano przez uśrednienie wyników cząstkowych. W końcowej części omawianego rozdziału przedstawiono wyniki symulacji numerycznych dla uśrednionych pojemności zastępczych i uzyskano dobrą zgodność z wielkościami zmierzonymi, co potwierdza poprawność przyjętej metodyki postępowania.
10 10 Identyfikacja parametrów krzepnięcia stopów odlewniczych na przykładzie żeliwa szarego W rozdziale szóstym zebrano uwagi i wnioski końcowe, a także przedstawiono możliwe perspektywy dalszych badań związanych z tematyką omawianą w prezentowanej monografii. Praca została częściowo wykonana w ramach projektu badawczego pt. Rozwój i zastosowanie metod identyfikacji w zadaniach z ruchomymi brzegami (N N ) zrealizowanego w latach , którego autor był kierownikiem. Na zakończenie należy podkreślić, że problematyka wykorzystania zadań odwrotnych w termodynamice procesów odlewniczych była prezentowana w kilku monografiach wydanych w Polsce i licznych publikacjach krajowych i zagranicznych. Nie rozważano jednak do tej pory złożonych i wieloparametrowych opisów zastępczej pojemności cieplnej (a taka sytuacja musi mieć miejsce w przypadku krzepnięcia żeliwa) oraz bardzo rzadko korzystano z rzeczywistych danych doświadczalnych uzyskanych na podstawie pomiarów pól temperatury w odlewach próbnych. W pracy rozszerzono również zakres zastosowań analizy wrażliwości, m.in. podano sposoby jej wykorzystania do wyznaczenia optymalnego położenia sensorów (punktów pomiaru temperatury) w niejednorodnym układzie odlew forma.
11 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) 2.1. Wstęp Algorytmy numerycznej symulacji przepływu ciepła w układzie odlew forma otoczenie bazują na modelach matematycznych dotyczących przepływu ciepła w obszarach z ruchomymi granicami (moving boundary problems). Zagadnienia tego typu są opisane z reguły układem równań różniczkowych o pochodnych cząstkowych uzupełnionych warunkami jednoznaczności (fizycznymi, geometrycznymi, brzegowymi i początkowymi), a ich efektywne rozwiązanie wymaga najczęściej zastosowania metod numerycznych (MRS, MES, MEB, metoda bilansów elementarnych itd.). W rozdziale niniejszym zostaną przedstawione najważniejsze informacje, dotyczące makroskopowego opisu krzepnięcia stopów nazywanego w literaturze metodą jednego obszaru (one domain method, fixed domain method ) [26, 31, 44, 47, 65, 107, 109]. Charakterystyczną cechą tych modeli jest wprowadzenie do opisu matematycznego procesów zachodzących w obszarze odlewu parametru nazywanego zastępczą pojemnością cieplną (substitute thermal capacity) [5, 44, 79, 108, 111, 139, 141, 142]. Procesowi kondukcyjnego przepływu ciepła w krzepnącym odlewie towarzyszą inne zjawiska, a przede wszystkim ruchy konwekcyjne w podobszarze ciekłego metalu, oraz zmiana składu chemicznego stopu zdeterminowana procesem segregacji. Podstawowym celem badań związanych z teorią procesów odlewniczych jest bez wątpienia opracowanie sposobu produkcji odlewów o założonych parametrach jakościowych, z uwzględnieniem informacji dotyczących mechanizmów kształtowania się tych parametrów [7, 18, 19]. W technologii wytwarzania odlewów istotne miejsce zajmuje teoria cieplna, obejmująca matematyczny opis procesu stygnięcia i krzepnięcia stopu od momentu wypełniania wnęki formy ciekłym metalem do momentu ostygnięcia odlewu do niskich temperatur. W pracy analizowano przebieg tych procesów w typowym układzie, obejmującym odlew, formę odlewniczą i otoczenie. Krzepnięcie stopu często jest rozpatrywane w szerszym aspekcie, dotyczącym tworzenia się struktury odlewu, czyli z uwzględnieniem krystalizacji. Jeżeli przyjąć, że
12 12 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) krzepnięcie oznacza proces wydzielania się w metalu fazy stałej jako wynik odprowadzania ciepła przemiany ze stanu ciekłego w stan stały, a krystalizacja oznacza mechanizm procesu wydzielania się fazy stałej, który polega na tworzeniu się zarodków krystalizacji, ich wzroście oraz procesach segregacji, czyli tworzenia się pierwotnych (i wtórnych) struktur w odlewnie, to podział na teorię krzepnięcia i teorię krystalizacji ma uzasadnienie zarówno w praktyce, jak i w teorii procesów odlewniczych. Wiele zagadnień technologicznych można rozwiązywać, korzystając tylko z teorii cieplnej procesów odlewniczych (krzepnięcia) bez wnikania w mechanizm krystalizacji. Na uwagę zasługuje fakt, że wspólnym elementem tych teorii jest tzw. funkcja źródła ciepła przemian fazowych, którą w teorii cieplnej procesów odlewniczych można wyznaczyć doświadczalnie, natomiast w teorii krystalizacji wyznacza się teoretycznie [8, 9, 33, 42, 47, 48, 122, 136, 140]. W porównaniu z krzepnięciem, stygnięcie odlewu jest pojęciem szerszym, ponieważ uwzględnia proces wydzielania ciepła przegrzania ciekłego metalu od temperatury zalewania do temperatury likwidus (ciepło jawne), wydzielania ciepła krzepnięcia (ciepło utajone) oraz wydzielania ciepła w stanie stałym przy obniżaniu temperatury odlewu od temperatury solidusu do temperatury otoczenia. Transport tego ciepła (od odlewu do formy) zachodzi z uwzględnieniem oporów cieplnych cieczy, krzepnącego metalu, powierzchni metal forma i samej formy [8, 9, 15]. Proces wzajemnego oddziaływania cieplnego odlewu i formy rozpoczyna się w momencie zalewania formy i od tej chwili kształtują się główne właściwości odlewu. W okresie wypełniania wnęki formy metal stygnie w wyniku bezpośredniego kontaktu z formą odlewniczą oraz w wyniku wymiany ciepła pomiędzy swobodną powierzchnią metalu a wnęką formy. Promieniowanie swobodnej powierzchni metalu może spowodować pękanie wewnętrznej powierzchni formy i w konsekwencji powstawanie wad powierzchniowych odlewów. W okresie zapełniania formy proces stygnięcia w dużym stopniu zależy od prędkości przepływu metalu, jego lepkości, oporów hydrodynamicznych formy itp. W zależności od typu i kształtu układu wlewowego występuje różny stopień przegrzania poszczególnych przekrojów formy, co również ma bezpośredni wpływ na przebieg procesu stygnięcia. Dodatkowo, należy uwzględnić, że metal, w zależności od sposobu doprowadzania go do wnęki formy, może mieć jednorodny lub niejednorodny rozkład temperatury, spowodowany tym, że wpływające do wnęki formy kolejne porcje metalu stygną wolniej, ponieważ przepływają przez przekroje nagrzane poprzednimi porcjami metalu. Zalewany do
13 2.1. Wstęp 13 formy metal może również ostygnąć do temperatury krzepnięcia i wówczas wydzielają się w nim cząstki fazy stałej. Przy małym przegrzaniu metal może częściowo zakrzepnąć w okresie zalewania formy i w konsekwencji zahamować proces przepływu. Oznacza to, że niewłaściwie dobrana temperatura zalewania oraz systemy doprowadzania metalu do wnęki formy mogą spowodować, że poszczególne elementy wnęki nie zostaną dokładnie wypełnione metalem i w konsekwencji mogą być przyczyną wady zwaną niedolewem. Po zalaniu formy metalem odlew ma w każdym punkcie inną temperaturę, ale przy obliczeniach dotyczących przepływu ciepła po wypełnieniu wnęki formy ( jeżeli taki stan jest traktowany jako warunek początkowy) z reguły przyjmuje się stałą (uśrednioną) wartość temperatury ciekłego metalu w objętości odlewu. Efekty konwekcyjne w ciekłej części odlewu można uwzględnić przez wprowadzenie w miejsce rzeczywistego współczynnika przewodzenia tego podobszaru parametru nazywanego efektywnym współczynnikiem przewodzenia [28, 108], będącego wielokrotnością wartości wyjściowej. Wynikiem takiego podejścia będzie spłaszczenie pola temperatury w podobszarze cieczy, czyli osiągnie się efekt podobny jak przy bardziej dokładnym modelu ruchów konwekcyjnych. Na obecnym etapie rozwoju metod numerycznych jest również możliwa symulacja komputerowa procesów przepływu ciepła i masy bez tego typu uproszczeń, np. [102, 104, 106, 130]. Po ustaniu wymuszonego ruchu metalu w poszczególnych przekrojach odlewu przebiega proces odprowadzania ciepła przegrzania, proces krzepnięcia oraz proces stygnięcia zakrzepłych warstw czy elementów odlewu. Proces wymiany ciepła charakteryzuje się w tym okresie dynamicznie zmienną warstwą graniczną (powierzchnią rozdziału faz). W warstwie tej występuje intensywne stygnięcie spowodowane trzema rodzajami wymiany ciepła: przewodzeniem, promieniowaniem i konwekcją. Dodatkowym czynnikiem, który stanowi przeszkodę w stygnięciu odlewu, jest opór cieplny styku. Wielkość tego oporu zależy od procesów fizykochemicznych i termodynamicznych zachodzących na granicy ciekłego metalu (odlewu) i powierzchni wewnętrznej formy. Zjawiska skurczowe, które występują w tym okresie wymiany ciepła, są przyczyną powstawania szczeliny gazowej [103, 117, 131]. Szczelina ta, o grubości zmiennej w czasie, stanowi dodatkową przeszkodę w stygnięciu odlewu i w powiązaniu z przegrzaniem formy zmienną w czasie prędkość krzepnięcia. Wielkość tego zahamowania wymiany ciepła zależy od geometrycznych i cieplno fizycznych parametrów powstania szczeliny [115].
14 14 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) W konsekwencji prowadzi to do wyrównywania temperatury w przekroju odlewu i formy. Mechanizm krzepnięcia zależy od własności metalu (związanych z zakresem temperatur krzepnięcia i składem chemicznym) oraz od intensywności stygnięcia. We wszystkich przekrojach odlewu i formy zmieniają się gradienty temperatury. Do chwili całkowitego zakrzepnięcia odlewu ustalają się te jego własności, które są określone procesem przechodzenia metalu ze stanu ciekłego w stan stały. Powstaje pierwotna struktura odlewu, lokalizują się jamy skurczowe, mikro- i makrorzadzizny oraz pęcherze gazowe, a wtrącenia niemetaliczne uzyskują swoje rozmieszczenie i postać. Końcowy okres wymiany ciepła jest związany ze stygnięciem odlewu w stanie stałym. W tym czasie zachodzą alotropowe i dyfuzyjne zmiany wewnątrz odlewu. Temperatura obniża się w całej jego objętości równocześnie, ale ze zróżnicowaną prędkością. Stygnięciu odlewu towarzyszy proces nagrzewania formy. W tym czasie wewnętrzna powierzchnia formy (najczęściej piaskowej wykonanej z klasycznej masy formierskiej, która ma duży opór cieplny) nagrzewa się do temperatury bliskiej temperatury krzepnięcia metalu. Wyrównywanie temperatur w formach piaskowych jest wolniejsze niż w formach metalowych, co powoduje większy wpływ okresu zapełniania formy i jej miejscowego przegrzania na następujące potem procesy cieplne (mogą wystąpić w formie takie miejsca, które nie spełniają tego warunku). Przedstawione procesy i zjawiska zachodzące w czasie krzepnięcia i stygnięcia odlewu w układzie odlew forma otoczenie wskazują na trudności ich rozwiązania z punktu widzenia procesów wymiany ciepła. Dlatego też głównym celem teorii cieplnej procesów odlewniczych (teorii stygnięcia i krzepnięcia odlewów) jest opracowanie efektywnych metod wyznaczania pola temperatury odlewu (odlewu i formy), czyli w konsekwencji numerycznej symulacji przepływu ciepła w układzie odlew forma otoczenie. Modele numeryczne krzepnięcia metali i stopów, według klasyfikacji zaproponowanej przez D. Stefanescu [136, 137], dzielą się na modele makroskopowe (I generacji), bazujące na wybranych elementach teorii cieplnej procesów odlewniczych ograniczonych tylko do analizy procesu krzepnięcia, i modele mikro/makro (II generacji), uwzględniające mechanizm tworzenia się struktury odlewu, czyli krystalizacji [23, 40].
15 2.2. Równania podstawowe 15 Modele makroskopowe, które będą wykorzystywane w niniejszej pracy, polegają na przyjęciu a priori pewnej hipotezy, dotyczącej zależności lokalnego i chwilowego udziału fazy stałej w krzepnącym odlewie od temperatury Równania podstawowe Równanie różniczkowe, opisujące przepływ ciepła w jednorodnym obszarze Ω, można zapisać następująco [103, 108, 138, 141] T ( x, t) ct w grad T ( x, t) div λt grad T ( x, t) t p ( x, t) qv ( x, t) w grad p ( x, t) t (2.1) gdzie T jest temperaturą, p ciśnieniem, c [J/(m 3 K)] ciepłem właściwym odniesionym do jednostki objętości, λ [W/(m K)] współczynnikiem przewodzenia ciepła, q V [W/m 3 ] wydajnością objętościowych źródeł wewnętrznych, w polem prędkości, x, t oznaczają współrzędne przestrzenne i czas. Przykładowo, dla obszarów zorientowanych w układzie współrzędnych prostokątnych {x 1, x 2, x 3 } gradient pola skalarnego F jest wektorem o składowych [F/x 1, F/x 2, F/x 3 ] i wówczas 3 T ( x, t) div λt grad T ( x, t) λt e 1 xe x (2.2) e lub dla stałej wartości λ (T ) Z kolei iloczyn wgrad T przyjmuje postać 3 2 T ( x, t) divλ grad T ( x, t) λ (2.3) x e 1 e 1 2 e 3 T ( x, t) w grad T ( x, t) w (2.4) e x gdzie [w 1, w 2, w 3 ] są składowymi pola prędkości w. Podobnie zapisuje się iloczyn skalarny wgrad p. Suma T/ t + wgrad T jest nazywana pochodną materialną (substancjonalną). e
16 16 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) Jeżeli założyć, że obszar Ω (np. obszar odlewu) jest izobaryczny, to równanie energii sprowadza się do prostszego T ( x, t) ct w grad T ( x, t) div λt grad T ( x, t) qv ( x, t) (2.5) t Szczególnym przypadkiem ostatniego równania jest równanie Fouriera w postaci T ( x, t) ct div λt grad T ( x, t) qv ( x, t) t (2.6) nazywane również równaniem przewodzenia ciepła. Opis matematyczny procesów cieplnych zachodzących w rozpatrywanym obszarze Ω wymaga sformułowania odpowiednich warunków jednoznaczności (ograniczono się tutaj do równania Fouriera). I tak, warunki geometryczne nie wymagają specjalnych komentarzy, warunki fizyczne dotyczą parametrów c (T), λ (T) oraz q V, warunki początkowe określają rozkład temperatury w obszarze Ω w chwili t = 0, natomiast warunki brzegowe determinują wymianę ciepła między obszarem Ω a otaczającym go środowiskiem. Wynikają one z warunku ciągłości strumieni ciepła na powierzchniach granicznych (warunki III rodzaju), czasami zakłada się a priori wartości temperatur brzegowych (warunki I rodzaju) lub brzegowych strumieni ciepła (warunki II rodzaju). Zatem, w ogólnym zapisie są to równania typu T ( x, t) x : T ( x, t), 0 n (2.7) gdzie T / n oznacza pochodną w kierunku normalnym do brzegu obszaru. W typowych zadaniach termodynamiki procesów odlewniczych rozpatruje się układy niejednorodne, będące złożeniem podobszarów odlewu i formy Ω = Ω 1 Ω 2. Na powierzchni kontaktu przyjmuje się wówczas warunek, wynikający z ciągłości strumieni ciepła, a w szczególności T1 ( x, t) T1 ( x, t) T2 ( x, t) T2 ( x, t) x 12 : λ 1 λ 2 n R ( x, t) n (2.8) gdzie R jest oporem cieplnym styku. Opór ten może wynikać m.in. z pojawienia się szczeliny gazowej między odlewem a kokilą (lub między wlewkiem a wlewnicą), oddziaływania pokrycia wewnętrznej powierzchni formy, zanieczyszczeń powierzchni
17 2.3. Zastępcza pojemność cieplna 17 styku itd. Problem wyznaczenia lokalnej i chwilowej wartości R jest więc problemem skomplikowanym, ale przy pewnych założeniach możliwym do rozwiązania [28, 103]. Gdy rozpatruje się warunki kontaktu idealnego (R = 0), to warunek (2.8) przyjmuje postać x λ T ( x, t) T ( x, t) λ n : n T1 ( x, t) T 2 ( x, t) (2.9) Zatem, w przypadku idealnego kontaktu jest zachowana ciągłość zarówno strumienia ciepła, jak i pola temperatury (należy zauważyć, że wobec R = 0, licznik wyrażenia (T 1 T 2 ) /R w warunku (2.8) musi być również zerem, czyli T 1 = T 2 ). W praktyce, kontakt idealny z całą pewnością nie jest możliwy do zrealizowania, ale w modelach dotyczących krzepnięcia odlewów w formach piaskowych z reguły przyjmuje się warunek ciągłości w postaci (2.9). Taki sam warunek można założyć na powierzchniach między podobszarami formy Zastępcza pojemność cieplna Będziemy rozpatrywać równanie energii w postaci (2.6), które opisuje wyłącznie kondukcyjny przepływ ciepła. Wydajność źródeł wewnętrznych (funkcja źródła) q V związana z przejściem od fazy ciekłej do stałej jest proporcjonalna do lokalnej szybkości krzepnięcia [6, 22, 99, 127], czyli fs ( x, t) qv ( x, t) LV t (2.10) gdzie f S jest lokalnym udziałem objętościowym fazy stałej w otoczeniu rozpatrywanego punktu z obszaru odlewu. Postać składnika źródłowego wynika z następujących rozważań (dla uproszczenia będzie rozpatrywane zadanie 1D) [107, 108]. Załóżmy, że w warstewce Δx, której objętość wynosi ΔV (rys. 2.1) w czasie Δt zakrzepła objętość ΔV S. Ciepło wydzielone w związku z zakrzepnięciem objętości ΔV S wynosi S H L LV V (2.11)
18 18 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) natomiast całkowita zmiana entalpii fizycznej krzepnącego stopu S H c T ( x, t t) T ( x, t) V L V (2.12) gdzie c * jest średnią całkową objętościowego ciepła właściwego w rozpatrywanym przedziale temperatury. V Rys Podobszar strefy przejściowej [108] Fig Mushy zone sub-domain [108] Zatem, bilans energii prowadzi do równania T ( x, t) c T ( x, t t) T ( x, t) V λ T F x t LV V x x S (2.13) przy czym pierwszy składnik po prawej stronie równania bilansu wynika z prawa Fouriera i jest różnicą między ciepłem doprowadzonym i odprowadzonym z warstewki Δx przez powierzchnię ΔF w czasie Δt. Po podzieleniu przez Δt oraz ΔV = ΔF Δx (oznaczając ΔV S / ΔV = f S ), w granicy Δt 0 otrzymuje się T ( x, t) T ( x, t) f S ( x, t) ct λ T LV t x x t (2.14) Z definicji funkcji f S wynika, że dla T = T L (temperatura likwidus): f S = 0, natomiast dla T = T S (temperatura solidus): f S = 1. W przedziale [T S, T L ] funkcja f S zmienia się od 1 do 0. Wynika stad, że lokalny udział objętościowy fazy stałej jest ciągłą i ograniczoną funkcją temperatury.
19 2.3. Zastępcza pojemność cieplna 19 Zakładając dodatkowo, że jest to funkcja różniczkowalna, mamy fs ( x, t) d fs ( T ) T ( x, t) t dt t (2.15) Równanie (2.14) można więc zapisać w postaci d fs ( T ) T ( x, t) T ( x, t) ct LV λt dt t x x (2.16) lub bardziej ogólnie T ( x, t) C T div λt grad T ( x, t) t (2.17) gdzie d fs ( T ) C T ct L (2.18) V dt Parametr C (T) nazywa się zastępczą pojemnością cieplną (substitute thermal capacity). Wprowadzenie zastępczej pojemności sprowadza równanie (2.14) dla pól źródłowych do równania bez funkcji źródła. Można również zauważyć, że równanie (2.17) obowiązuje dla całego obszaru formalnie ujednorodnionego odlewu, bo poza interwałem [T S, T L ] (faza ciekła i zakrzepła), wobec stałych wartości f S (1 lub 0) pochodna d f S /dt zeruje się i zastępcza pojemność cieplna odpowiada bezpośrednio objętościowym ciepłom właściwym cieczy lub fazy stałej. W literaturze można znaleźć wiele sposobów definiowania funkcji C (T). Jednym z możliwych podejść do tego zagadnienia jest przyjęcie a priori udziału f S (T ) w postaci funkcji ciągłej, różniczkowalnej i ograniczonej do przedziału [0, 1]. Przykładowo, jedną z funkcji spełniającą warunki graniczne dla T L i T S jest zależność TL T f ( T ), T T, T TL TS S S L n (2.19) której pochodna wynosi d fs ( T ) n TL T dt TL TS TL TS n 1 (2.20)
20 20 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) czyli n 1 L T T C T c T n T TS T TL TS TL TS V L,, L (2.21) Oznaczając L V / (T L T S ) = c sp (spektralne ciepło krzepnięcia [47, 48]), mamy n 1 TL T C T cp csp n T L T S (2.22) przy czym w miejsce c (T) wprowadzono objętościowe ciepło właściwe c P strefy dwufazowej, które przyjęto jako wartość stałą. Literatura nie dostarcza konkretnych informacji dotyczących wartości wykładnika n, natomiast w licznych pracach, np. [48, 56, 57, 58], podaje się wzór (2.22) dla n = 1 L C T c c c T T T V,, P P sp S L TL TS (2.23) Jeżeli założyć, że objętościowe ciepła właściwe fazy ciekłej i zakrzepłej są wartościami stałymi, to zależność opisująca zastępczą pojemność cieplną jest funkcją kawałkami stałą cl, T TL LV C T c, T T T TL TS cs, T TS P S L (2.24) Na etapie obliczeń numerycznych, dotyczących symulacji krzepnięcia odlewu w formie, nieciągłości funkcji C (T) nie powodują istotnej komplikacji algorytmu (czasami wprowadza się pewne wzory korygujące przy obliczaniu temperatur w punktach, które w rozpatrywanym kroku czasu zmieniły fazę ). Można również zastosować wygładzanie pojemności zastępczej, które polega na zastąpieniu izoterm granicznych T S oraz T L pewnymi przedziałami temperatury [T S ΔT, T S + ΔT ] oraz [T L ΔT, T L + ΔT ], a następnie przebudować zastępczą pojemność cieplną w sposób pokazany na rysunku 2.2 [107]. W zadaniach analizy wrażliwości, w których pojawia się pochodna zastępczej pojemności względem temperatury, wygładzanie tego parametru (w szczególności
21 2.3. Zastępcza pojemność cieplna 21 wygładzanie zapewniające klasę gładkości C 1 ) może być korzystne z punktu widzenia dokładności obliczeń numerycznych [63, 141]. 260 C(T) C(T) T 200 T 190 T S T L T[C] T S T L T[C] Rys Wygładzanie rzędu zerowego i rzędów wyższych Fig Smoothing of zero and higher orders Zmiana entalpii fizycznej stopu między temperaturami granicznymi wynosi T L d P L S (2.25) V T H C T T c T T L S Ten oczywisty warunek może stanowić bazę do definiowania pojemności zastępczej z pominięciem postaci funkcji f S (T ). Przykładem takiego podejścia jest wzór podany w monografii L. Kozdoby [44] T T C T c cmax c, T T, T T T S S S S L L S (2.26) przy czym wprowadzony sztucznie parametr c max oblicza się na podstawie (2.25). W pracach [107, 142] rozpatrywano inną postać wzoru na zastępczą pojemność cieplną n,, C T c a T T T T T (2.27) S S S L
22 22 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) Współczynnik a wyznacza się z warunku (2.25). Otrzymuje się czyli a n 1cP csp cs T L T T T C T c n c c c T T T S 1,, S S P sp S S L TL TS n n (2.28) (2.29) Wykładnik n wyznaczano doświadczalnie (dla staliwa węglowego otrzymano n = 7). W bardzo wielu pracach realizowanych w ośrodku gliwickim (zarówno w dziedzinie modelowania procesów odlewniczych, np. [49, 50, 59, 60, 61], jak i zabiegów kriochirurgicznych, np. [51, 52, 78, 100, 101]), pojemność zastępczą w przedziale między temperaturami granicznymi opisuje się funkcją typu dzwonowego (wielomianem algebraicznym 4 stopnia) spełniającą następujące warunki T S C TS cs C TL cl C' TS 0 C' TL 0 T L C T dt c T T L P L S V (2.30) W ten sposób otrzymuje się funkcję klasy C 1 w całym rozpatrywanym przedziale temperatury w postaci cl, T TL C( T ) c1 c2t c3t c4t c5t, T S T T cs, T TS L (2.31) gdzie c e, e = 1, 2,..., 5 są nieznanymi współczynnikami.
23 2.3. Zastępcza pojemność cieplna 23 Warunki (2.30) prowadzą do układu równań liniowych c c T c T c T c T c c c T c T c T c T c L 3 L 4 L 5 L L S 3 S 4 S 5 S S c 2c T 3c T 4c T L 4 L 5 L c 2c T 3c T 4c T S 4 S 5 S c 2 c 3 c TL TS TL TS T L TS 2 3 c c c S c L T T T T T T L L S L S L S V (2.32) skąd po dość żmudnych obliczeniach otrzymuje się 2 2 c T c c T T T T 30T T L TL TS TL TS T L TS 6c 60 L cs TL T TL T S S TL TS LV T L TS TL TS 2 2 cl cs TL TS TL TL TS TS LV T L TS TL TS 2c 60 L cs T L TS LV TL TS TL TS c T S L L S L S L S L S L S V c c c c c L V 5 5 T L T S (2.33) Na rysunku 2.3 pokazano przebieg zastępczej pojemności cieplnej dla staliwa węglowego 0.44% C.
24 24 2. Opis matematyczny procesu krzepnięcia (ujęcie makroskopowe) 120 C(T ) [MJ/(m 3 K)] T [º C] Rys Zastępcza pojemność cieplna staliwa Fig Substitute thermal capacity of cast steel Hipotezy dotyczące zastępczej pojemności cieplnej dla żeliwa przedstawiono w rozdziale 4.
25 3. Opis matematyczny krzepnięcia żeliwa, analiza wrażliwości, zadania odwrotne (badania własne) 3.1. Wstęp Rozdział niniejszy zawiera wyniki badań własnych, związanych z wykorzystaniem analizy wrażliwości i metod rozwiązywania zadań odwrotnych w termodynamice procesów odlewniczych. Makroskopowy opis krzepnięcia żeliwa bazuje na podejściu nazywanym metodą jednego obszaru (one domain method ), w którym występuje zależny od temperatury parametr C (T) nazywany zastępczą pojemnością cieplną strefy przejściowej (substitute thermal capacity). Dla tej funkcji można formułować różne hipotezy formalne, dotyczące jej przebiegu, nie mogą być one jednak oderwane od fizycznych aspektów procesu krzepnięcia rozpatrywanego materiału. Hipotezy zaproponowane przez autora niniejszej monografii przedstawiono w podrozdziale 3.2. Podrozdział 3.3 poświęcono analizie wrażliwości, będącej podstawowym narzędziem rozwiązywania zadań związanych z identyfikacją parametrów procesu krzepnięcia i stygnięcia odlewu. Najważniejsze fragmenty omawianego rozdziału dotyczą przede wszystkim estymacji współczynników funkcji C (T), występujących w kolejnych hipotezach, czyli metod rozwiązywania parametrycznych zadań odwrotnych. Zadania tego typu wymagają dodatkowej informacji, dotyczącej czasoprzestrzennych przebiegów temperatury w podobszarach odlewu i formy odlewniczej, co sprowadza się do znajomości krzywych stygnięcia (nagrzewania) w wybranych punktach z rozpatrywanego układu problemy doboru tych punktów omówiono w podrozdziale 3.4. W rozdziale niniejszym przebiegi krzywych stygnięcia (nagrzewania) wynikały z rozwiązań zadań bezpośrednich, czyli zadań, w których wszystkie parametry procesu są znane. Jest to typowe podejście stosowane na etapie badań związanych z opracowaniem odpowiednich algorytmów, badaniem ich efektywności, testowaniem wyników itd. Problemy wykorzystania rzeczywistych wyników pomiarów będą omawiane w dalszych rozdziałach monografii. Prezentowane sposoby rozwiązywania zadań odwrotnych bazują na znanym kryterium najmniejszych kwadratów i jego minimalizacji metodami gradientowymi oraz ich ulepszeniami, jak również
26 26 3. Opis matematyczny krzepnięcia żeliwa minimalizacji wykorzystującej algorytmy ewolucyjne. Rozważania teoretyczne zilustrowano licznymi przykładami obliczeń numerycznych Model matematyczny W pracy rozpatruje się odlewy wykonane z żeliwa, krzepnące w typowych masach formierskich. Opis matematyczny procesu bazuje na podejściu makroskopowym, wykorzystującym pojęcie zastępczej pojemności cieplnej. Model składa się z dwóch równań różniczkowych opisujących zmiany temperatury w odlewie i formie uzupełnionych odpowiednimi warunkami brzegowo-początkowymi. Zatem, równanie energii dotyczące obszaru odlewu ma następującą postać [107, 108] T ( x, t) x : C ( T ) [ λ T x, t ] (3.1) t gdzie C (T) jest zastępczą pojemnością cieplną żeliwa, λ jest współczynnikiem przewodzenia ciepła, T, x, t oznaczają temperaturę, współrzędne przestrzenne i czas. Równanie opisujące zmiany temperatury w obszarze masy formierskiej jest następujące Tm ( x, t) 2 x m : cm λ m Tm x, t t (3.2) gdzie c m jest objętościowym ciepłem właściwym, λ m współczynnikiem przewodzenia ciepła. Na powierzchni odlew forma przyjęto warunek idealnego kontaktu x c λ n T ( x, t) λ m n Tm ( x, t) : (3.3) T ( x, t) Tm ( x, t) Na zewnętrznej powierzchni formy odlewniczej założono warunek Robina x : λ (, ) α (, ) 0 m n T m x t Tm x t Ta (3.4) gdzie α jest współczynnikiem wymiany ciepła, natomiast T a temperaturą otoczenia. W chwili t = 0 jest znany warunek początkowy t 0 : T ( x, 0) T ( x), T ( x, 0) T ( x) (3.5) 0 m m 0
27 3.2. Model matematyczny 27 gdzie T 0 oznacza temperaturę zalewania, a T m 0 oznacza temperaturę początkową masy formierskiej. Rozpatrywano kilka hipotez związanych z przebiegiem zastępczej pojemności cieplnej żeliwa. Pierwsza z nich, przedstawiona na rysunku 3.1, ma następującą postać [84, 89, 95] C T cl, T TL cl c Q S aus, TE T T 2 TL TE c Q L cs eu, TS T T 2 TE TS cs, T TS L E (3.6) gdzie T L, T S to temperatury likwidus i solidus, T E jest temperaturą początku wydzielania się fazy eutektycznej, Q aus, Q eu są utajonymi ciepłami krzepnięcia związanymi z wydzielaniem się fazy austenitycznej i eutektycznej, c L, c S to stałe objętościowe ciepła właściwe fazy ciekłej i stałej. 30 C(T ) [MJ/(m 3 K)] T S T E T L T [º C] Rys Zastępcza pojemność cieplna żeliwa hipoteza 1 Fig Substitute thermal capacity of cast iron hypothesis 1
28 28 3. Opis matematyczny krzepnięcia żeliwa W hipotezie drugiej założono, że (rys. 3.2) [68, 70, 86, 118, 119] C T cl, T TL Q c, T T T Q c, T T T Qeu c, T T T TE TS cs, T TS aus1 P A L TL TE aus 2 P E A TA TE P S E (3.7) gdzie T A oznacza temperaturę graniczną, Q aus = Q aus1 + Q aus2 jest utajonym ciepłem krzepnięcia związanym z wydzielaniem się fazy austenitycznej. Pozostałe oznaczenia są takie same jak poprzednio. 40 C(T ) [MJ/(m 3 K)] T S T E T A T L T [º C] Rys Zastępcza pojemność cieplna żeliwa hipoteza 2 Fig Substitute thermal capacity of cast iron hypothesis 2 Wzorując się na definicji zastępczej pojemności cieplnej przedstawionej w postaci krzywej dzwonowej omówionej w rozdziale 2 (zależność (2.31)), zaproponowano
29 3.2. Model matematyczny 29 kolejną (trzecią) hipotezę, dotyczącą tego parametru dla żeliwa (rys. 3.3) [59, 64] cl, T T L a1 a 2 T a 3 T a 4 T a 5 T, T A T T C ( T ) c, T T T AE E A L (3.8) b1 b2 T b3 T b4 T b5 T, T S T T cs, T TS gdzie T L, T A, T E, T S są temperaturami granicznymi, a k, b k, k = 1, 2,..., 5 to nieznane współczynniki, natomiast E c AE c L c 2 S Q aus2 T T A E (3.9) Współczynniki a k, b k wyznacza się z dwóch układów równań (por. wzór (2.30)) oraz C( TL) cl C( T A) cae d C( T) 0 dt T T L d C( T) 0 dt T T A T L C( T )dt c T T Q T A 1 P L A aus C( TE ) cae C( TS ) cs d C( T) 0 dt T T E d C( T) 0 dt T TS T E C( T )dt c T T Q T S P E S eu (3.10) (3.11)
30 30 3. Opis matematyczny krzepnięcia żeliwa Analityczne rozwiązanie tych układów jest następujące [59, 64, 83] a a a a a 2 2 cl cae TL T A T L T A 30 TL T A TL T A TL T A 6c 60 L cae T L T TL T A T L T A Q A aus1 TL T A T L T A 2 2 cl cae T L T A T L T LT A T A Q aus1 TL T A T L T A 2c 60 L cae TL T A Q aus1 TL T A TL T A c T c T T T Q AE L L A L A aus Q aus1 5 5 T L T A (3.12) oraz b b b b b 2 2 cae cs T E T S T E T S 30 T E T S TE TS T E T S 6c 60 AE cs T E T TE T S T E T S S Q eu TE TS T E T S 2 2 cae cs TE T S T E T ET S T S Q eu TE TS T E T S 2c 60 AE cs TE T S Q eu T E T S T E T S c T c T T T Q S E AE S E S eu Q eu 5 5 T E T S (3.13) Taki, na pierwszy rzut oka, skomplikowany sposób opisu zastępczej pojemności cieplnej żeliwa jest niezwykle wygodny w analizie wrażliwości i rozwiązywaniu zadań odwrotnych, które będą prezentowane w dalszej części tego rozdziału.
31 3.3. Analiza wrażliwości C(T ) [MJ/(m 3 K)] T S T E T A T L T [º C] Rys Zastępcza pojemność cieplna żeliwa hipoteza 3 Fig Substitute thermal capacity of cast iron hypothesis 3 Problem opisany równaniami (3.1) (3.5) rozwiązywano stosując schemat jawny metody różnic skończonych dla zadań silnie nieliniowych prezentowany między innymi w [77, 107, 108] Analiza wrażliwości Wykorzystanie metod analizy wrażliwości [14, 16, 32, 43, 74] w termodynamice procesów odlewniczych umożliwia między innymi badanie wpływu zaburzeń parametrów występujących w opisie procesów wymiany ciepła między odlewem a formą na zmiany nieustalonego pola temperatury i (co za tym idzie) kinetykę krzepnięcia w rozpatrywanym układzie. Zaburzonymi wielkościami mogą być zarówno parametry termofizyczne występujące w równaniach różniczkowych, jak i parametry determinujące warunki brzegowo-początkowe (np. współczynnik wymiany ciepła na zewnętrznej powierzchni formy czy też temperatura zalewania). Znajomość czasoprzestrzennych rozkładów wrażliwości w układzie odlew forma pozwala na przebudowę tzw. rozwiązania bazowego (dotyczącego przyjętego zbioru danych wejściowych) na rozwiązanie odpowiadające parametrom zaburzonym
32 32 3. Opis matematyczny krzepnięcia żeliwa (wykorzystuje się tu rozwinięcie funkcji w szereg potęgowy z dokładnością do pierwszej lub drugiej pochodnej) [43, 141]. W ten sposób można usunąć jedną z często podkreślanych wad przybliżonego rozwiązywania zadań brzegowo-początkowych, które pozwalają uzyskać rozwiązanie szczególne, dotyczące jednego zbioru danych wejściowych. Dzięki wykorzystaniu metod analizy wrażliwości rozwiązanie bazowe można rozszerzyć na praktycznie nieskończoną liczbę innych rozwiązań (różnice między parametrami odpowiadającymi zadaniu bazowemu i zadaniu z wartościami zaburzonymi nie powinny być jednak zbyt duże). Metody analizy wrażliwości można również wykorzystać do optymalnego projektowania badań doświadczalnych [20, 116, 145], w których pomiary temperatury w stanie ustalonym lub nieustalonym wykorzystuje się do wyznaczenia określonych parametrów procesu. W szczególności rozpatruje się problem optymalnego położenia sensorów zbierających informacje o lokalnych i chwilowych wartościach temperatury w obszarze odlewu i formy. Przykładowo, jeśli celem pomiarów jest wyznaczenie parametrów termofizycznych masy formierskiej, to umieszczenie sensora w peryferyjnych podobszarach formy, w których temperatura masy zmienia się w małym zakresie, a funkcja wrażliwości jest bliska zeru, nie jest właściwe, bo związki między zmierzonymi wartościami temperatury a parametrami formy są bardzo słabe. Optymalnego położenia sensorów należy szukać raczej w pobliżu powierzchni wewnętrznej formy, gdzie występują duże gradienty temperatury i duże szybkości nagrzewania masy. Problemy te będą szczegółowo omówione w podrozdziale 3.4. Zadanie identyfikacji parametrów procesu na podstawie pomiarów pola temperatury jest klasycznym zadaniem odwrotnym (inwersyjnym) z grupy zadań parametrycznych, brzegowych lub początkowych [1, 4, 28, 29, 30, 45, 110, 114, 133, 134, 135]. Najczęściej stosowanym sposobem rozwiązywania tego typu zagadnień jest sformułowanie kryterium, bazującego na różnicach między lokalnymi i chwilowymi temperaturami obliczonymi dla pewnego zbioru danych wejściowych, a temperaturami zmierzonymi w tych samych punktach. W przypadku zastosowania metod gradientowych przekształcenia matematyczne wyjściowego kryterium, a w szczególności warunku jego minimum, prowadzą do równań algebraicznych, w których pojawiają się tzw. współczynniki wrażliwości [43, 45, 73, 106]. Zatem, z matematycznego punktu widzenia rola analizy wrażliwości w rozwiązywaniu zadania identyfikacji jest niezwykle ważna zarówno na etapie przygotowania eksperymentu [20, 62, 66, 67, 75, 76, 96], jak i w dalszych etapach rozwiązywania problemu.
33 3.3. Analiza wrażliwości 33 W modelu matematycznym procesu krzepnięcia żeliwa w masie formierskiej (równania (3.1) (3.5)) występują następujące parametry, dla których założono stałe wartości: współczynnik przewodzenia ciepła odlewu λ i formy λ m, objętościowe ciepło właściwe masy formierskiej c m, utajone ciepło krzepnięcia Q aus fazy austenitycznej (Q aus = Q aus1 + Q aus2 dla drugiej i trzeciej hipotezy przebiegu zastępczej pojemności cieplnej) oraz utajone ciepło krzepnięcia Q eu fazy eutektycznej. Niech p e oznacza parametr, względem którego będzie badana analiza wrażliwości pola temperatury, np. p e może być utajonym ciepłem krzepnięcia fazy eutektycznej, współczynnikiem przewodzenia ciepła lub objętościowym ciepłem właściwym masy formierskiej. Stosując metodę analizy wrażliwości w ujęciu bezpośrednim [16, 43, 45, 53, 54, 55], należy zróżniczkować równania (3.1) (3.5) względem parametru p e. Różniczkowanie równania (3.1) względem p e, przy założeniu że współczynnik przewodzenia materiału odlewu ma stałą wartość (założenie to nie jest konieczne i wprowadzono je, aby uprościć zapis równania wrażliwości), prowadzi do zależności C ( T ) T ( x, t) T ( x, t) x : C ( T ) pe t pe t λ 2 2 p e T ( x, t) λ T ( x, t) p lub po zastosowaniu twierdzenia Schwarza o zamianie kolejności różniczkowania C ( T ) T ( x, t) T ( x, t) x : C ( T) pe t pe t λ 2 2 T ( x, t) T ( x, t) λ pe pe Oczywiście, jeżeli p e = λ, to λ / p e = 1, natomiast jeżeli p e λ, to λ / p e = 0. Różniczkując wzór (3.2) względem p e, otrzymuje się e (3.14) (3.15) c m Tm ( x, t) Tm ( x, t) x m : cm pe t pe t λm T ( x, t) λ T ( x, t) p e 2 2 m m m p e (3.16)
34 34 3. Opis matematyczny krzepnięcia żeliwa czyli c m Tm ( x, t) Tm ( x, t) x m : cm pe t pe t λ m 2 2 Tm ( x, t) Tm ( x, t) λm pe t (3.17) W podobny sposób należy zróżniczkować warunek brzegowy (3.3) λ T ( x, t) n T ( x, t) λn pe pe x : T ( x, t) c λ m n Tm ( x, t) λm n (3.18) pe T ( x, t) Tm ( x, t) pe pe warunek brzegowy (3.4) λ m Tm ( x, t) Tm ( x, t) x 0 : n Tm ( x, t) λm n α (3.19) pe pe pe oraz warunek początkowy (3.5) T ( x, 0) Tm ( x, 0) t 0 : 0, 0 p p e e (3.20) Po wprowadzeniu oznaczeń T ( x, t) Tm ( x, t) Z e ( x, t), Zm e ( x, t) p p e e (3.21) otrzymuje się następujący problem brzegowo-początkowy Z ( x, t) λ C ( T ) T ( x, t) x C T Z x t T x t t p p t : ( ) e 2 2 λ e (, ) (, ) e Z ( x, t) λ c T m ( x, t) m x c Z x t T x t t p p t m e 2 m 2 m : m λ m m e (, ) m (, ) e e e (3.22)
35 3.3. Analiza wrażliwości 35 λ n Z e ( x, t) λ m n Z m e ( x, t) λ λm x : (, ) m (, ) c n T x t n T x t pe pe Z e ( x, t) Z m e ( x, t) λm x 0 : λ m n Z m e ( x, t) α Z m e ( x, t) n T m ( x, t) (3.22) cd. p t 0 : Z ( x, 0) 0, Z ( x, 0) 0 e m e Jak widać, problem dodatkowy (3.22) jest silnie sprzężony z problemem podstawowym (3.1) - (3.5), ponieważ jego rozwiązanie wymaga znajomości rozwiązania bazowego (w modelu wrażliwości (3.22) obok zmiennych Z e, Z m e występują zmienne T, T m ). Można wprawdzie wskazać kilka prostych zadań z dziedziny nieustalonego przepływu ciepła, dla których tego typu sprzężenia nie występują (por. [141]), ale taka sytuacja jest raczej wyjątkiem niż regułą. Z formalnego punktu widzenia, model wrażliwości (3.22) ma podobną strukturę jak zadanie bazowe (3.1) - (3.5) można więc zastosować podobne metody i procedury numeryczne jego rozwiązywania. W niniejszej pracy na etapie obliczeń pól wrażliwości wykorzystano większość procedur związanych z rozwiązaniem zadania podstawowego, a modyfikacje dotyczyły modelowania pewnych składników, wynikających ze sprzężeń między rozpatrywanymi zadaniami brzegowo-początkowymi. Należy podkreślić, że postać równań tworzących model (3.22) znacznie się upraszcza, jeśli rozpatruje się pewien konkretny parametr. I tak, jeżeli analiza wrażliwości dotyczy objętościowego ciepła właściwego c m ( p e = c m ), to zadanie dodatkowe (3.22) przyjmuje postać e Z ( x, t) x C T Z x t t e 2 : ( ) λ e (, ) Z m e ( x, t) T (, ) 2 m x t x m : cm λ m Z m e ( x, t) t t λ n Z e ( x, t) λ m n Z m e ( x, t) x c : Z e ( x, t) Z m e ( x, t) x : λ n Z ( x, t) α Z ( x, t) 0 m m e m e t 0 : Z ( x, 0) 0, Z ( x, 0) 0 e m e (3.23) Podobna sytuacja ma miejsce również w przypadku innych parametrów procesu.
36 36 3. Opis matematyczny krzepnięcia żeliwa 3.4. Optymalne położenie sensorów Metody analizy wrażliwości, jak wspomniano poprzednio, można wykorzystać między innymi do określenia optymalnego położenia sensorów [20, 116, 145]. Zadanie tego typu jest stosunkowo proste, gdy problem identyfikacji dotyczy tylko jednego parametru, wówczas pojedynczy sensor lub ich większą liczbę należy umieścić w podobszarze, w którym wrażliwość względem poszukiwanego parametru jest największa. Trudności pojawiają się w przypadku równoczesnej identyfikacji kilku parametrów. Dla uproszczenia załóżmy, że należy wyznaczyć równocześnie dwa parametry wewnętrzne p 1, p 2 związane z przepływem ciepła w układzie odlew forma (np. utajonego ciepła krzepnięcia fazy austenitycznej Q aus i eutektycznej Q eu, wówczas p 1 = Q aus, p 2 = Q eu ). Parametry te można oszacować wykorzystując pomiary przebiegów temperatury w punktach x i, i = 1, 2,..., M z obszaru odlewu lub formy f i f T T x, t, f 1, 2,, F (3.24) d i d gdzie t f = f Δt, natomiast Δt jest krokiem czasu. Podstawowym problemem jest ustalenie liczby i położenia sensorów. Zgodnie z literaturą [45, 116], w przypadku stanów ustalonych, liczba sensorów powinna być większa lub równa liczbie identyfikowanych parametrów. Z drugiej strony, biorąc pod uwagę aspekty praktyczne pomiarów nieustalonych pól temperatury, liczba sensorów nie może być zbyt duża. Zwiększenie liczby informacji o przebiegu procesów cieplnych w układzie jest na pewno korzystne z punktu widzenia jakości oszacowania rozpatrywanych parametrów, tak więc liczba użytych sensorów musi stanowić rozsądny kompromis między tymi dwoma postulatami. Większość metod zapewniających najlepszą lokalizację sensorów (termopar) bazuje na macierzy informacyjnej Fishera (Fisher Information Matrix FIM) [20, 116] i dotyczy głównie identyfikacji parametrów równań typu eliptycznego ze zmiennymi współczynnikami, czyli stanów ustalonych. W niniejszej pracy metody te rozszerzono na przypadek identyfikacji parametrów występujących w równaniach parabolicznych (równanie Fouriera-Kirchhoffa) z silnie nieliniowymi współczynnikami (zastępczą pojemnością cieplną żeliwa) [82, 85, 90, 94].
37 3.4. Optymalne położenie sensorów 37 Skonstruowanie macierzy informacyjnej Fishera wiąże się z koniecznością wyznaczenia współczynników wrażliwości, które dla rozpatrywanego zagadnienia (stan nieustalony) mają postać Z T ( x,t, p, p ) i f f i 1 0 p (3.25) oraz Z f i i f 0 0 T ( x,t, p 1, p 2 ) 2 0 p 2 (3.26) gdzie p 0 0 1, p 2 są początkowymi oszacowaniami nieznanych parametrów p 1, p 2 założonymi np. na podstawie wstępnych eksperymentów lub danych cytowanych w literaturze. Tworzymy następującą macierz 1 1 Z i 1 Z i Z i 1 Z i i 2 Z x (3.27) F F Z i 1 Z i 2 Można sprawdzić, że iloczyn macierzy transponowanej Z T (x i ) i macierzy Z (x i ) jest macierzą F 2 F f f f Z i 1 Z i 1 Z i 2 T i i f 1 f 1 Z x Z x (3.28) F F 2 f f f Z i 1 Z i 2 Z i 2 f 1 f 1 Macierz informacyjną Fishera definiuje się następująco M T i i w1, w2,..., wm wi x x M Z Z (3.29) gdzie w 1, w 2,..., w M, 0 w i 1 są wagami związanymi z punktami x i, i = 1, 2,..., M oraz i 1 M wi 1 (3.30) i 1
38 38 3. Opis matematyczny krzepnięcia żeliwa Po przekształceniach matematycznych FIM przyjmuje postać M F 2 M F f f f wi Z i 1 wi Z i 1 Z i 2 i 1 f 1 i 1 f 1 M w1,..., wm M F M F (3.31) 2 f f f wi Z i 1 Z i 2 wi Z i 2 i 1 f 1 i 1 f 1 W dalszych etapach postępowania stosuje się różne kryteria optymalności [82, 116]. Jednym z nich jest kryterium A-optymalne związane z minimalizacją śladu (trace), czyli sumy elementów leżących na głównej przekątnej macierzy odwrotnej do macierzy informacyjnej (3.31). Z kolei kryterium D-optymalne polega na maksymalizacji wyznacznika macierzy (3.31). Innymi słowy, stosując kryterium A-optymalne, należy rozwiązać następujące zadanie -1 M S w, w,..., w trace w, w,..., w min i M w 1, i 1, 2,..., M M i i w 1 M (3.32) a w przypadku kryterium D-optymalności M S w, w,..., w det w, w,..., w max i M w 1, i 1, 2,..., M M i i w 1 M (3.33) Podsumowując, jeżeli zbiór X = {x 1, x 2,..., x M } oznacza punkty, w których potencjalnie można umieścić sensory, to problem polega na znalezieniu wartości wag w 1, w 2,..., w M, które określają najlepsze położenie sensorów (największa wartość wagi odpowiada optymalnemu położeniu pierwszego sensora, druga w kolejności położeniu drugiego sensora itd.). W przypadku niewielkiej liczby sensorów (a z takim zagadnieniem mamy najczęściej do czynienia) autor zaproponował prostszy, niż wyżej omówione, algorytm [82, 85, 88]. Załóżmy, że liczba sensorów wynosi 2 oraz X = {x 1 = (x 1 1 1, x 2 ), x 2 = (x 2 2 1, x 2 ),..., x M = (x M M 1, x 2 )} jest zbiorem punktów z obszaru odlewu i formy, w których potencjalnie można umieścić termopary (rozpatrywano zadanie 2D).
39 3.4. Optymalne położenie sensorów 39 Współrzędne dwóch sensorów oznaczymy przez x i oraz x j. Mamy więc M Nb 2 możliwości, które należy wziąć pod uwagę. Dla każdej pary (x i, x j ) tworzymy następującą macierz (3.34) F 2 2 F f f f f f f Z i 1 Z 1 j Z i 1 Z i 2 Z j 1 Z j 2 i j f 1 f 1 M x, x (3.35) F F 2 2 f f f f f f Z i 1 Z i 2 Z j 1 Z j 2 Z i 2 Z j 2 f 1 f 1 Jest to macierz informacyjna Fishera dla dwóch sensorów (por. wzór (3.31)), w której pominięto wagi związane z punktami. Stosując kryterium D-optymalne, należy rozwiązać następujące zadanie i j i j det M x, x max det M x, x (3.36) i j x, x Współrzędne punktów x i *, x j * odpowiadają optymalnemu położeniu dwóch sensorów. Powyższy algorytm łatwo można uogólnić dla większej liczby sensorów. Jeśli np. założymy, że ich liczba wynosi M = 3, a współrzędne sensorów oznaczymy przez x i, x j, x k, to należy rozpatrzyć M Nb 3 możliwości ich lokalizacji. Macierz informacyjna ma w tym przypadku postać (3.37) F F f f f f f f f f f Zi1 Z j1 Z 1 k Zi1Zi 2 Z j1z j 2 Zk1Z k 2 i j k f 1 f 1 M x, x, x (3.38) F F f f f f f f f f f Zi1Zi 2 Z j1z j 2 Zk1Zk 2 Zi 2 Z j 2 Zk 2 f 1 f 1 a zadanie, które należy rozwiązać, jest następujące i j k i j k det M x, x, x max det M x, x, x (3.39) i j k x, x, x Zaproponowany algorytm jest bardzo prosty, ale czasochłonny, ponieważ należy rozwiązać dużą liczbę zadań związanych z wyznaczeniem współczynników wrażliwości.
40 40 3. Opis matematyczny krzepnięcia żeliwa Ustalenie optymalnego położenia sensorów wymaga zastosowania efektywnych algorytmów wyznaczania tych współczynników. W niniejszej pracy wykorzystano metodę bezpośrednią omówioną w podrozdziale Identyfikacja parametrów procesu krzepnięcia Parametry determinujące przebieg procesu krzepnięcia, które będą wyznaczane na podstawie pomiarów temperatury, oznaczono przez p e, gdzie e = 1, 2,..., E. Na przykład, jeżeli przedmiotem badań są parametry masy formierskiej λ m oraz c m, to p 1 = λ m, p 2 = c m i liczba parametrów wynosi E = 2. Z kolei, jeśli celem jest identyfikacja przebiegu zastępczej pojemności cieplnej przy założeniu hipotezy 1 (równanie (3.6), rys.3.1), czyli parametrów c L, c S, Q eu, Q aus występujących w zależności (3.6), to p 1 = c L, p 2 = c S, p 3 = Q eu, p 4 = Q aus oraz E = 4. Jak wspomniano wcześniej, rozwiązanie zadania odwrotnego jest możliwe, pod warunkiem że dysponujemy dodatkową informacją związaną z przebiegiem analizowanego procesu [35]. Najczęściej zakłada się, że znane są krzywe stygnięcia (nagrzewania) w wybranych punktach odlewu (formy) por. wzór (3.24) oraz wykorzystuje się kryterium najmniejszych kwadratów [1, 4, 14, 45, 80, 102, 105] 1 S T T M F i 1 f 1 M F f f 2 i d i MIN (3.40) gdzie T f f di, T i = T ( x i, t f ) są zmierzonymi wartościami temperatury w punkcie x i w chwili t f oraz obliczonymi jej wartościami w tym samym punkcie i w tej samej chwili czasu dla założonych a priori wartości nieznanych parametrów Metody gradientowe W przypadku zastosowania podstawowego algorytmu gradientowego [45, 59, 132, 141, 143], kryterium (3.40) różniczkuje się względem nieznanych parametrów p e, e =1, 2,..., E i wykorzystuje się warunek konieczny istnienia minimum funkcji wielu zmiennych S 2 p M F M F k f f f Ti Td i Z i e 0 (3.41) e i 1 f 1
41 3.5. Identyfikacja parametrów procesu krzepnięcia 41 gdzie Z f i e k f Ti (3.42) p są współczynnikami wrażliwości, k jest numerem iteracji, przy czym p 0 e są arbitralnie założonymi wartościami nieznanych parametrów p e, natomiast p k e dla k > 0 wynikają z poprzedniej iteracji. f k Funkcję T i rozwijamy w szereg Taylora w otoczeniu znanych wartości p l z dokładnością do pochodnych pierwszego rzędu, czyli e p e p k E k f f f k i i i l l l 1 k e T T Z p (3.43) gdzie p p p (3.44) k k1 k l l l Zależność (3.43) wprowadzamy do wzoru (3.41) i dla e = 1, 2,..., E otrzymujemy gdzie M F E k k M F k k f f k f f f Z i l Z i e p l Td i Ti Z i e (3.45) i 1 f 1 l 1 i 1 f 1 Układ równań (3.43) można zapisać w postaci macierzowej Z k k T k k k T k d Z Z p Z T T (3.46) Z 1 1 Z 1 2 Z 1 E k k k F F F Z 1 1 Z 1 2 Z 1 E Z 2 1 Z 2 2 Z 2 E k k k k k k F F F Z 2 1 Z 2 2 Z 2 E k k k Z M 1 Z M 2 Z M E k k k F F F Z M 1 Z M 2 Z M E k k k (3.47)
42 42 3. Opis matematyczny krzepnięcia żeliwa oraz =, d F d d d F d dm F dm T T T T T T T = k k F k k k F k M k F M T T T T T T T (3.48) ponadto = k k k k k k k E E p p p p p p p (3.49) Z układu równań wyznacza się Δp e k, a następnie oblicza nowe wartości parametrów dla k + 1 iteracji 1, 1, 2,, k k k e e e p p p e E (3.50) Najczęściej proces iteracyjny zostaje zakończony po wykonaniu założonej liczby iteracji K. Należy w tym miejscu podkreślić, że rozwiązanie zadania odwrotnego za pomocą algorytmu gradientowego zależy od wyboru punktu startowego, czyli przyjętych a priori wartości p e 0, e = 1, 2,..., E. Ponieważ zadania odwrotne należą do grupy problemów słabo uwarunkowanych [21, 34, 144], więc obliczenia nie zawsze kończą się sukcesem. Dla niektórych punktów startowych p e 0 proces iteracyjny może być rozbieżny, dla innych prowadzić do wartości niepoprawnych z fizycznego punktu widzenia (np. ujemne wartości współczynników termofizycznych). Można też spotkać się z przypadkiem, gdy uzyskiwane w trakcie procesu iteracyjnego wyniki oscylują wokół pewnej wartości średniej, ale amplituda tych oscylacji nie ma tendencji do wygaszania.
43 3.5. Identyfikacja parametrów procesu krzepnięcia 43 Wśród metod gradientowych stanowiących pewne ulepszenia algorytmu podstawowego można wymienić metodę Levenberga-Marquardta [71, 81], w której wartości Δp k e wyznacza się z następującego układu równań (por. równanie (3.46)) k T k k k k k T k μ d Z Z D p Z T T (3.51) gdzie μ k jest parametrem tłumienia, natomiast macierz D k jest macierzą diagonalną. Składnik μ k D k dodaje się do macierzy głównej układu (3.46) w celu wytłumienia oscylacji i niestabilności spowodowanych złym uwarunkowaniem zadań odwrotnych. W literaturze [81] można znaleźć kilka metod wyboru macierzy diagonalnej D k oraz parametru tłumienia μ k. Jedną z możliwości jest przyjęcie macierzy w postaci k diag k T k D Z Z (3.52) i taką definicję przyjęto przy rozwiązywaniu niektórych zadań prezentowanych w niniejszej pracy. Parametr μ k zmieniano w zależności od wartości kryterium (3.40) dla p k e oraz p k+1 e, zgodnie z algorytmem opisanym w [81]. Istnieją również inne odmiany metod gradientowych, np. rozpatruje się różne warianty metody gradientów sprzężonych [21, 36, 81, 124], ale nie były one wykorzystywane w pracy i w związku z tym nie będą tutaj omawiane Algorytmy ewolucyjne W algorytmach ewolucyjnych definiuje się pojęcie chromosomu (wektora), którego elementy zawierają możliwe wartości identyfikowanych parametrów T p p1 p 2 p E (3.53) przy czym p e nazywane są genami i muszą spełniać ograniczenia L R p p p, e 1, 2,, E (3.54) e e e Zadanie identyfikacji parametrów polega na minimalizacji funkcji przystosowania (3.40), spełniającej ograniczenia (3.54) [2, 13, 27, 97, 126]. W pierwszej kolejności, w sposób losowy, tworzy się populację startową (początkową), która składa się z N chromosomów p n, n = 1, 2,..., N. Oczywiście, każdy gen musi spełniać ograniczenia (3.54). Dla założonych (wylosowanych) wartości p n, n = 1, 2,..., N rozwiązuje się zadanie bezpośrednie opisane równaniami (3.1) (3.5), a następnie dla każdego rozwiązania wyznacza się wartość funkcji przystosowania (3.40).
44 44 3. Opis matematyczny krzepnięcia żeliwa Nową populację można utworzyć stosując selekcję, np. turniejową lub rankingową [2, 13, 27, 97], a następnie należy zastosować operatory mutacji i krzyżowania. Dla wszystkich chromosomów nowej populacji oblicza się funkcję przystosowania (3.40), tworzy się kolejną populację itd. Proces jest powtarzany tak długo, dopóki funkcja przystosowania (3.40) nie przyjmie wartości minimalnej (np. bliskiej zeru) lub nie osiągnie założonej liczby generacji. Najlepsze chromosomy reprezentują rozwiązanie optymalne ( mamy nadzieję, że globalne Z. Michalewicz [97]). W obliczeniach prezentowanych w dalszej części pracy wykorzystano następujące operatory ewolucyjne [2, 27, 97]: mutację równomierną, w której wartość genu w chromosomie zmienia się w sposób losowy, z zadanym prawdopodobieństwem, mutację nierównomierną, w której wartość genu w chromosomie zmienia się w sposób losowy zgodnie z rozkładem Gaussa, operator krzyżowania, w którym tworzy się nowy chromosom z dwóch losowo wybranych chromosomów (a ściślej ich genów), operator klonowania, w którym z zadanym prawdopodobieństwem powiela się najlepszy chromosom w danej populacji Przykłady rozwiązań zadań odwrotnych W niniejszym podrozdziale przedstawiono rozwiązania kilku zadań odwrotnych związanych z identyfikacją parametrów występujących w opisie matematycznym procesów cieplnych w układzie odlewu i formy. Przebiegi temperatury w wybranych punktach (krzywe stygnięcia w podobszarze odlewu i krzywe nagrzewania w podobszarze formy) otrzymywano na podstawie numerycznych rozwiązań zadań bezpośrednich dla określonego zbioru danych wejściowych. Zatem, na prezentowanym etapie prac eksperymenty na obiekcie rzeczywistym zastąpiono wynikami symulacji numerycznych, co jest częstą praktyką w badaniach dotyczących zadań inwersyjnych. W niektórych przypadkach otrzymane wyniki sztucznie zaburzano w sposób losowy (wykorzystując opracowaną w tym celu specjalną procedurę numeryczną), co miało przybliżyć rozwiązanie zadania bezpośredniego do realnych danych obarczonych błędami pomiarowymi.
45 3.6. Przykłady rozwiązań zadań odwrotnych Identyfikacja zastępczej pojemności cieplnej (zadanie 1D) Rozpatrywano obszar odlewu (ścianka płaska) i formy o wymiarach 2L 1 = 0.03 m (odlew) oraz m (forma) [89]. W pierwszej kolejności rozwiązano zadanie bezpośrednie (równania (3.1) (3.5)), w którym zastępczą pojemność cieplną opisano wzorem (3.7). Przyjęto następujące dane wejściowe: T L = 1250ºC, T A = 1200ºC, T E = 1130ºC, T S = 1110ºC, λ = 20 W/(m K) dla T > T L, λ (T ) = 30 W/(m K) dla T [ T S, T L ], λ ( T ) = 40 W/(m K) dla T < T S (funkcja typu schodkowego), λ m = 1 W/(m K), c m = 1.75 MJ/(m 3 K), temperatura zalewania T 0 = 1300ºC, temperatura początkowa masy formierskiej T m 0 = 20ºC. Zastępczą pojemność cieplną (3.7) przedstawiono w postaci C T p1, T TL p 2, TA T T p, T T T 3 E 4, S p T T T p 5, T TS L A E (3.55) gdzie: p 1 = 5.88 MJ/(m 3 K), p 2 = MJ/(m 3 K), p 3 = MJ/(m 3 K), p 4 = MJ/(m 3 K), p 5 = 5.4 MJ/(m 3 K). Zadanie rozwiązano metodą różnic skończonych (schemat jawny, zadanie nieliniowe, obszar niejednorodny) w wersji opisanej w [77, 107, 108], przyjmując krok siatki h = m oraz krok czasu Δt = s. Na rys. 3.4 pokazano rozkład temperatury w analizowanym obszarze dla czasów: 180 s, 360 s, 540 s, 720 s oraz 900 s, natomiast rysunek 3.5 ilustruje przebieg krzywych stygnięcia w trzech punktach z podobszaru odlewu (1 x = 0 oś, 2 x = m, 3 x = m). Zadanie odwrotne polegało na identyfikacji przebiegu zastępczej pojemności cieplnej, czyli identyfikacji parametrów p 1, p 2,..., p 5 występujących we wzorze (3.55) por. rys. 3.2 (oczywiście, wszystkie pozostałe wielkości występujące w opisie matematycznym są znane). Zdecydowano, że dodatkową informacją potrzebną do rozwiązania tego zadania będzie krzywa stygnięcia w osi odlewu. W tym zadaniu jest to krzywa otrzymana z rozwiązania zadania bezpośredniego (krzywa 1 na rysunku 3.5). Na rysunku 3.6 pokazano rozwiązanie zadania odwrotnego dla założonych wartości początkowych identyfikowanych parametrów p 0 e = 10. Rozwiązanie otrzymano
46 46 3. Opis matematyczny krzepnięcia żeliwa T [ºC] odlew forma 900 s 720 s 540 s 360 s 180 s 0,00 0,01 0,02 0,04 0,05 0,06 x [m] Rys Rozkład temperatury w obszarze odlewu i formy Fig Temperature distribution in casting-mould domain T [º C] t [s] Rys Krzywe stygnięcia Fig Cooling curves
47 3.6. Przykłady rozwiązań zadań odwrotnych 47 p [MJ/(m 3 K)] p 4 p p 3 p 1 p k Rys Iteracyjna identyfikacja parametrów klasyczny algorytm gradientowy Fig Iterative identification of parameters classical gradient algorithm p [MJ/(m 3 K)] p 4 p p 3 p 1 p k Rys Iteracyjna identyfikacja parametrów metoda Levenberga-Marquardta Fig Iterative identification of parameters Levenberg-Marquardt method
48 48 3. Opis matematyczny krzepnięcia żeliwa za pomocą klasycznego algorytmu gradientowego, a wyniki na tym rysunku ilustrują przebieg procesu iteracyjnego (liczba iteracji wynosiła K = 40). Można zaobserwować duże oscylacje, zwłaszcza dla p 1 i p 5, co pozwala sformułować wniosek, że przyjęty sposób rozwiązania zadania jest w omawianym przypadku nieefektywny. Podjęto więc próbę wykorzystania ulepszonej metody gradientowej, w szczególności metody Levenberga-Marquardta. Takie podejście znacznie poprawiło jakość rozwiązania omawianego zadania, co pokazano na rysunku 3.7, wyniki są bardzo bliskie wartościom wprowadzonym na etapie rozwiązywania zadania bezpośredniego. Brak sukcesu w identyfikacji zastępczej pojemności cieplnej klasyczną metodą gradientową wynika prawdopodobnie ze zbyt małej liczby sensorów ( pomiar realizowano jedynie w osi odlewu) oraz znacznych różnic między oczekiwanymi wartościami parametrów p e a ich wartościami startowymi inicjującymi proces iteracji, dodatkowo liczba identyfikowanych równocześnie parametrów była znaczna. Do programu realizującego obliczenia związane z rozwiązaniem zadania odwrotnego wprowadzono niezaburzone wyniki rozwiązania zadania bezpośredniego, w dalszych częściach niniejszego podrozdziału zostaną pokazane również przykłady, w których wykorzystano dane zaburzone. Ten sam problem rozwiązano wykorzystując algorytm ewolucyjny [92, 93]. Parametry przyjęte w obliczeniach umieszczono w tabeli 3.1, a wyniki identyfikacji w tabeli 3.2. Parametry algorytmu ewolucyjnego Tabela 3.1 Liczba populacji 200 Liczba chromosomów w każdej populacji 50 Prawdopodobieństwo mutacji równomiernej 30% Prawdopodobieństwo mutacji nierównomiernej 40% Prawdopodobieństwo krzyżowania arytmetycznego 30% Prawdopodobieństwo klonowania 10%
49 3.6. Przykłady rozwiązań zadań odwrotnych 49 Wyniki obliczeń algorytm ewolucyjny Tabela 3.2 Parametr Dokładna wartość Obliczona wartość Błąd [%] p p p p p Na rysunku 3.8 pokazano rozwiązania uzyskane za pomocą algorytmu ewolucyjnego, czyli wartości genów najlepszego chromosomu w każdej generacji, natomiast rys. 3.9 ilustruje wartości funkcji przystosowania (3.40) otrzymane dla kolejnych generacji, dla najlepszego chromosomu. 50 p [MJ/(m 3 K)] 40 p 4 30 p p 3 p 1 p generacja Rys Rozwiązanie zadania odwrotnego algorytm ewolucyjny Fig Inverse problem solution evolutionary algorithm
50 50 3. Opis matematyczny krzepnięcia żeliwa 1E+03 1E+02 Funkcja przystosowania 1E+01 1E+00 1E-01 1E generacja Rys Przebieg funkcji przystosowania dla najlepszego chromosomu Fig Course of fitness function for the best chromosome Porównując na tym przykładzie działanie zastosowanych algorytmów, można stwierdzić, że rozwiązanie otrzymane za pomocą algorytmu ewolucyjnego jest mniej dokładne niż rozwiązanie uzyskane za pomocą algorytmu Levenberga-Marquardta. Algorytm ewolucyjny jest przy tym czasochłonny dla każdej populacji należy rozwiązać tyle zadań bezpośrednich, ile występuje chromosomów w rozważanym zadaniu rozwiązywano 50 takich zadań dla 200 utworzonych populacji. Nie oznacza to jednak, że algorytmy gradientowe mają zdecydowaną przewagę nad algorytmami ewolucyjnymi dla wielu wartości początkowych p k e algorytm gradientowy może być rozbieżny albo zbieżny do innego, niż oczekiwane, niepoprawnego rozwiązania (ujemne wartości niektórych parametrów). Wydaje się, że wady obydwu podejść można istotnie ograniczyć, wykorzystując algorytmy hybrydowe, będące połączeniem ewolucyjnych i gradientowych [10, 11, 12, 113]. Do oszacowania w miarę dobrego punktu startowego można zastosować algorytmy ewolucyjne, a w dalszych etapach obliczeń algorytmy gradientowe.
51 3.6. Przykłady rozwiązań zadań odwrotnych Krzepnięcie odlewu żeliwnego w formie piaskowej (zadanie 2D) W pierwszej kolejności zostanie omówione zadanie bezpośrednie. Rozpatrywano obszar odlewu i formy pokazany na rys [88]. Do obliczeń nieustalonych pól temperatury w podobszarach układu wykorzystano schemat jawny metody różnic skończonych. Regularną siatkę różnicową o stałym kroku h = m i 2515 węzłach pokazano na rysunku Przyjęto krok czasu Δt = 0.1 s, który zapewnia stabilność jawnego wariantu MRS. Model krzepnięcia odlewu bazował na zastępczej pojemności cieplnej opisanej wzorem (3.6) por. rys. 3.1 oraz następujących danych [107, 125]: λ = 30 W/(m K), λ m = 1 W/(m K), c L = 5.88 MJ/(m 3 K), c S = 5.4 MJ/(m 3 K), Q aus = 923 MJ/m 3, Q eu = 994 MJ/m 3, c m =1.75 MJ/(m 3 K), temperatura zalewania T 0 = 1300ºC, temperatura likwidus T L = 1250ºC, temperatura graniczna T E = 1160ºC, temperatura solidus T S = 1110ºC, temperatura początkowa formy T m 0 = 20ºC. Rys Układ odlew-forma Fig Casting-mould system Rys Dyskretyzacja układu odlew-forma Fig Discretization of casting-mould system Na rysunkach 3.12, 3.13 pokazano rozkłady temperatury w odlewie i masie formierskiej dla czasów 90 i 180 sekund.
52 52 3. Opis matematyczny krzepnięcia żeliwa Rys Rozkład temperatury w podobszarze odlewu (90 s i 180 s) Fig Temperature distribution in casting sub-domain (90 s and 180 s) Rys Rozkład temperatury w podobszarze formy (90 s i 180 s) Fig Temperature distribution in mould sub-domain (90 s and 180 s) Przeprowadzono następnie analizę wrażliwości ze względu na wszystkie parametry występujące w modelu krzepnięcia opisanym równaniami (3.1) (3.5), rozwiązanie przybliżone uzyskano, jak poprzednio, wykorzystując schemat jawny MRS. Dla przykładu, rysunki 3.14, 3.15 ilustrują rozkłady funkcji wrażliwości T/ λ m oraz T/ c m otrzymane z rozwiązania zadania (3.22). Jak należało się spodziewać, funkcje te przyjmują maksymalne wartości w podobszarze masy formierskiej.
53 3.6. Przykłady rozwiązań zadań odwrotnych 53 Rys Rozkład funkcji T/ λ m dla czasów 30 s i 90 s Fig Distribution of function T/ λ m for times 30 s and 90 s Rys Rozkład funkcji T/ c m dla czasów 30 s i 90 s Fig Distribution of function T/ c m for times 30 s and 90 s W dalszej kolejności rozwiązano problem związany z wyznaczeniem optymalnego położenia dwóch sensorów dla zadania, dotyczącego identyfikacji parametrów masy formierskiej. Założono przy tym, że dopuszczalnymi punktami lokalizacji sensorów są tylko węzły siatki różnicowej (por. rys. 3.11) i będą one umieszczone w podobszarze formy.
54 54 3. Opis matematyczny krzepnięcia żeliwa Przyjęto, na podstawie danych literaturowych [107, 125], że parametry termofizyczne formy można przybliżyć wartościami c 0 m = 1 MJ/(m 3 K), λ 0 m = 0.5 W/(m K). Dla powyższych danych po wykorzystaniu kryterium D-optymalności (3.36) dla dwóch sensorów otrzymano rozwiązanie odpowiadające punktom A i B na rysunku 3.16 (rozpatrywano rozkłady wrażliwości dla czasów t 180 s). Rys Położenie sensorów Fig Sensors position Ostatni etap obliczeń dotyczył identyfikacji współczynnika przewodzenia ciepła λ m i objętościowego ciepła właściwego c m masy formierskiej na podstawie zmierzonych krzywych nagrzewania w punktach A i B, za pomocą klasycznego algorytmu gradientowego. Założono, że punktem startowym procesu iteracji są wartości λ m 0 = 0.5 W/(m K) oraz c m 0 = 1 MJ/(m 3 K). Przebieg procesu iteracyjnego identyfikacji parametrów pokazano na rysunku Proces iteracyjny był szybko zbieżny, czego można było oczekiwać biorąc pod uwagę właściwą lokalizację i liczbę sensorów oraz wykorzystanie niezaburzonych danych wynikających z rozwiązania zadania bezpośredniego. Skala na osi pionowej rysunku 3.17 dotyczy zarówno współczynnika przewodzenia ciepła λ m [W/(m K)], jak i ciepła właściwego c m [MJ/(m 3 K)].
55 3.6. Przykłady rozwiązań zadań odwrotnych 55 2,0 c m l m [W/(mK)], c m [MJ/(m 3 K)] 1,6 1,2 0,8 l m 0, k Rys Rozwiązanie zadania odwrotnego (c m, λ m ) Fig Inverse problem solution (c m, λ m ) Drugi z prezentowanych w tym podrozdziale przykładów dotyczy równoczesnej estymacji składników Q aus i Q eu utajonego ciepła krzepnięcia żeliwa (wzór (3.6)). Dodatkową informacją niezbędną do rozwiązania zadania odwrotnego są trzy krzywe stygnięcia z obszaru odlewu zmierzone w punktach odpowiadających optymalnemu położeniu trzech sensorów. Do ich lokalizacji wykorzystano również kryterium D-optymalności w wersji odpowiadającej zależności (3.39). Podobnie jak poprzednio, punkty położenia sensorów odpowiadają węzłom siatki różnicowej, tym razem jednak są to punkty z podobszaru odlewu. Założone a priori orientacyjne wartości Q aus i Q eu wynosiły Q aus = 900 MJ/m 3 oraz Q eu = 1000 MJ/m 3, odpowiednio. Otrzymane optymalne położenia sensorów zaznaczono punktami C, D i E na rysunku Niezaburzone krzywe stygnięcia w tych punktach uzyskane z rozwiązania zadania bezpośredniego wykorzystano do rozwiązania rozpatrywanego zadania odwrotnego (identyfikacji Q aus oraz Q eu ) za pomocą klasycznego algorytmu gradientowego. Punktem startowym procesu iteracyjnego były zerowe wartości składników ciepła utajonego Q aus 0 = 0 MJ/m 3 i Q eu 0 = 0 MJ/m 3, czyli punkty bardzo odległe od oczekiwanych wartości tych parametrów. Mimo to realizowany proces iteracyjny był zbieżny i po kilkunastu iteracjach uzyskano wyniki bardzo bliskie założonym wartościom Q aus = 923 MJ/m 3 oraz Q eu = 994 MJ/m 3 rys
56 56 3. Opis matematyczny krzepnięcia żeliwa 1800 Q [MJ/m 3 ] Q eu 900 Q aus k Rys Identyfikacja Q aus i Q eu (sensory optymalne C, D, E rys. 3.16) Fig Identification of Q aus and Q eu (optimal sensors C, D, E Fig. 3.16) Jeśli bazą rozwiązania zadania odwrotnego są krzywe stygnięcia otrzymane z rozwiązania zadania bezpośredniego w punktach, których położenie nie jest optymalne (np. punkty F i G na rysunku 3.16), to nawet w przypadku danych niezaburzonych nie zawsze uzyskuje się poprawne rozwiązanie zadania odwrotnego Q [MJ/m 3 ] Q eu 900 Q aus k Rys Rozwiązanie dla sensorów F i G Fig Solution for sensors F and G
57 3.6. Przykłady rozwiązań zadań odwrotnych 57 Na rysunku 3.19 pokazano kolejne kroki procesu iteracyjnego (informacją dodatkową były krzywe stygnięcia w punktach F i G, a punkt startowy odpowiadał wartościom Q 0 aus = 900 MJ/m 3 oraz Q 0 eu = 1000 MJ/m 3 ) i jak pokazuje omawiany rysunek proces ten nie jest zbieżny. Podobne zadanie polegające na równoczesnej identyfikacji współczynników p 1, p 2,..., p 5 występujących we wzorze (3.55) (por. zależność (3.7)) rozwiązano stosując algorytm ewolucyjny [68, 69, 72], którego parametry odpowiadają dokładnie wartościom zebranym w prezentowanej już tabeli 3.1. Informację dodatkową stanowiły trzy krzywe stygnięcia zmierzone w punktach 1, 2, 3 położonych w osi odlewu (por. rys i 3.21). Wyniki realizacji obliczeń pokazano w tabeli 3.3. Wyniki obliczeń algorytm ewolucyjny, zadanie 2D Tabela 3.3 Parametr Dokładna wartość Obliczona wartość Błąd [%] p p p p p Kolejny z prezentowanych przykładów dotyczył krzepnięcia tego samego odlewu żeliwnego (por. rys. 3.10), przy czym przebieg zastępczej pojemności cieplnej założono w postaci (4.8) (por. rys. 3.3). Przyjęto Q aus1 = MJ/m 3, Q aus2 = MJ/m 3, Q eu = MJ/m 3, temperatury graniczne T A = 1200ºC, T E = 1130ºC, pozostałe dane są takie same jak w poprzednich przykładach. Celem identyfikacji były wartości składników utajonego ciepła krzepnięcia, a w szczególności Q aus1, Q aus2 oraz Q eu. Zadanie rozwiązano wykorzystując klasyczny algorytm gradientowy, a informację dodatkową stanowiły niezaburzone krzywe stygnięcia 1, 2, 3 wynikające z rozwiązania bezpośredniego (przebiegi tych krzywych pokazano na rysunku 3.21). Należy w tym miejscu zaznaczyć, że w omawianym przykładzie punkty położenia sensorów nie pokrywają się z ich optymalnym rozkładem (z wyjątkiem punktu 1), pozostałe dwa punkty leżące w osi odlewu wybrano arbitralnie.
58 58 3. Opis matematyczny krzepnięcia żeliwa Rys Układ odlew-forma z zaznaczonymi sensorami Fig Casting-mould system with marked sensors T [º C] t [s] Rys Krzywe stygnięcia w punktach 1, 2, 3 Fig Cooling curves at the points 1, 2, 3
59 3.6. Przykłady rozwiązań zadań odwrotnych 59 W rozpatrywanym przypadku, dodatkowe zadania brzegowo-początkowe związane z analizą wrażliwości względem Q aus1, Q aus2, Q eu mają postać p 1 = Q aus1, p 2 = Q aus2, p 3 = Q eu (por. wzór (3.22)) Z e ( x, t) 2 C ( T ) T ( x, t) x : C ( T ) λ Z e ( x, t) t p t Z ( x, t) x c Z x t t m e 2 m : m λ m m e (, ) e x c 0 λ n Z e ( x, t) λ m n Z m e ( x, t) : Z e ( x, t) Z m e ( x, t) x : λ n Z ( x, t) α Z ( x, t) m m e m e (3.56) t 0 : Z ( x, 0) 0, Z ( x, 0) 0 e m e przy czym różniczkowanie zastępczej pojemności cieplnej (3.8) względem parametrów p 1, p 2, p 3 prowadzi do następujących zależności 0, T T L a a a a a T T T T C( T ) a 2a T 3a T 4 a T Z, p1 0, T E T T 0, T S T T 0, T TS p1 p1 p1 p1 p1 T A T T L A E (3.57) 0, T T L 0, T A T T C( T ) 1, T T T E p T 2 A TE 0, S 0, T T T T T S L A E (3.58)
60 60 3. Opis matematyczny krzepnięcia żeliwa oraz 0, T T L 0, T A T T 0, T E T T C( T ) b b b b b T T T T p p p p p T T T p S 2 3 b2 2b3T 3b4T 4 b5t Z 3, 0, T T S L A E (3.59) Na podstawie wzorów (3.12), (3.13) można wyznaczyć pochodne a k /p 1 oraz b k / p 3, w szczególności a 30T T a 60T T T T p L A 2 L A L A, 5 5 e TL TA pe TL TA a 30 T 4T T T 3 5 p T T a p 2 2 L L A A e L A TL T a A, T T pe T T e L A L A (3.60) oraz b 30T T b 60T T T T p E S 2 E S E S, 5 5 e TE TS pe TE TS b 30 T 4T T T 3 5 p T T b p 2 2 E E S S e E S TE T b S, T T pe T T e E S E S (3.61) Dla przykładu, na rysunku 3.22 pokazano obliczone przebiegi funkcji wrażliwości Z 1, Z 2, Z 3 w punkcie 1. Zadanie odwrotne rozwiązano dla następujących wartości początkowych Q 0 aus1 = Q 0 aus2 = Q 0 eu = 0 MJ/m 3, a przebieg procesu iteracyjnego pokazano na rys
61 3.6. Przykłady rozwiązań zadań odwrotnych 61 0,18 Z [ m 3 K / MJ ] 0,15 0,12 0,09 Z 1 0,06 0,03 0, Z 3 Z 2 t [s] Rys Funkcje wrażliwości w punkcie 1 Fig Sensitivity functions at the point Q [ MJ/m 3 ] 1000 Q aus Q eu 400 Q aus k Rys Wynik identyfikacji dla trzech krzywych stygnięcia Fig Result of identification for three cooling curves Jak widać, dla założonych wartości początkowych identyfikowanych parametrów proces iteracyjny jest zbieżny, a dokładne odtworzenie parametrów uzyskano po
62 62 3. Opis matematyczny krzepnięcia żeliwa dwudziestu iteracjach. Podjęto również próbę identyfikacji tych parametrów wykorzystując tylko jedną krzywą stygnięcia w punkcie 1, który odpowiada optymalnemu położeniu sensora, przy czym założono również zerowe wartości początkowe składników ciepła utajonego. Okazało się, że wyniki identyfikacji są również poprawne rys Q [ MJ/m 3 ] 1000 Q aus Q eu 400 Q aus k Rys Wynik identyfikacji dla jednej krzywej stygnięcia Fig Result of identification for one cooling curve Obliczenia dotyczące rozwiązania tego zadania odwrotnego powtórzono dla trzech zaburzonych krzywych stygnięcia pokazanych na rysunku 3.25, przy czym położenie sensorów nie zmieniło się (por. rys. 3.20). Symulację błędów pomiarowych uzyskuje się zakładając, że przy pomiarze temperatury popełniamy błąd losowy, co sprawia, że jego wynik jest zmienną losową f f o rozkładzie normalnym (Gaussa) N (T i, σ), gdzie T i odpowiada dokładnej wartości mierzonej temperatury, natomiast parametr σ (odchylenie standardowe) jest związany z precyzją wykonanych pomiarów. Do symulacji pomiarów wykorzystano gęstość f (x) standardowego rozkładu normalnego Gaussa N (0, 1), wyznaczano jego wartość dla losowo wybranej liczby x z przedziału [ 3, 3], a następnie z zależności obliczano zaburzoną temperaturę. f f T T σ f ( x) (3.62) d i i
63 3.6. Przykłady rozwiązań zadań odwrotnych 63 T [º C] t [s] Rys Zaburzone krzywe stygnięcia w punktach 1, 2, 3 Fig Disturbed cooling curves at the points 1, 2, 3 Wynik identyfikacji składników utajonego ciepła krzepnięcia Q aus1, Q aus2, Q eu dla zaburzonych wartości temperatur pokazano na rysunku Jak widać, otrzymano dobre odtworzenie założonych wartości parametrów (np. po dwudziestu iteracjach: Q 20 aus1 = MJ/m 3, Q 20 aus2 = MJ/m 3, Q 20 eu = MJ/m 3 ) Q [MJ/m 3 ] 1000 Q aus Q eu 400 Q aus k Rys Wynik identyfikacji dla zaburzonych krzywych stygnięcia Fig Result of identification for disturbed cooling curves
64 4. Realizacja badań doświadczalnych 4.1. Wstęp Istotnym elementem uzupełniającym badania modelowe jest ich weryfikacja doświadczalna. W literaturze można znaleźć różnorodne informacje, dotyczące metod i sposobów realizacji badań doświadczalnych [38, 46, 75, 98, 112, 120, 121, 123]. Część z nich dotyczy prowadzenia kompletnych badań z wykorzystaniem technik planowania eksperymentu, oczywiście z uwzględnieniem odpowiednich środków i możliwości (liczba analizowanych parametrów, zaplecze laboratoryjne itd.). W przypadku badań doświadczalnych, związanych z weryfikacją modeli matematycznych przedstawionych w niniejszej pracy, zdecydowano się na wykorzystanie wyników wcześniej realizowanych prac (badania prowadzone w Instytucie Odlewnictwa Politechniki Śląskiej pod kierunkiem prof. S. Jury) 1 oraz wykonanie pewnej liczby eksperymentów w celu uzyskania dodatkowych informacji uzupełniających niezbędne dane. Realizacja celów pracy już od początku zakładała obok badań modelowych przeprowadzenie badań eksperymentalnych Cel badań eksperymentalnych Jak przedstawiono wcześniej, prezentowana praca dotyczy wykorzystania metod numerycznych w termodynamice procesów odlewniczych, czyli problematyki modelowania procesów cieplnych w szeroko rozumianym układzie odlew forma otoczenie. Do rozwiązania zadań (szczególnie zadań odwrotnych) jest konieczna dodatkowa informacja, którą najczęściej są krzywe stygnięcia (nagrzewania) w wybranych punktach z obszaru odlewu i (lub) formy. Krzywe te wynikają oczywiście z pomiarów temperatury. 1 Projekty badawcze realizowane w latach w ramach programu CPBP
65 4.3. Wyniki badań eksperymentalnych 65 Ważnym, z praktycznego punktu widzenia, problemem jest właściwy dobór położenia punktów pomiarowych (sensorów) w rozważanym obszarze, zapewniający możliwości efektywnej i dokładnej identyfikacji parametrów procesu (niektóre informacje o zmianach temperatury w wybranych punktach obszaru mogą być zupełnie nieistotne i bezwartościowe ). Problemom tym poświęcono wiele uwagi [3, 67, 75, 76, 121], a otrzymane wyniki przedstawiono w poprzednich rozdziałach. Jak pokazano w pracach [39, 83, 91], dodatkową informacją są również krzywe różniczkowe (pochodne temperatury względem czasu) wyznaczone za pomocą aparatury Crystaldigraph do analizy termicznej i derywacyjnej (ATD) lub obliczone dla znanych wyników pomiaru temperatury. Podstawowym celem badań eksperymentalnych był pomiar temperatury w czasie stygnięcia odlewów próbnych, tzn. od momentu zalania formy ciekłym metalem do temperatury minimalnej ustalonej najczęściej na poziomie 1000ºC. Badanym stopem było żeliwo szare podeutektyczne klasy Zl 100 Zl 250 (zgodnie z klasyfikacją według wytrzymałości na rozciąganie, według PN-EN 1561:2000 odpowiada to znakowi żeliwa: EN-GJL-100 EN-GJL-200 [17]). Nie były to ściśle określone przez normy gatunki żeliwa. Skład chemiczny stopu wynikał albo z przyjętego programu i zakresu pracy badawczej, albo z potrzeby zapewnienia struktury szarej na przełomie odlewu próbnego. Do pomiaru temperatury zastosowano aparaturę Crystaldigraph oraz termopary typu S (PtRh10-Pt) oraz termopary typu K (NiCr-NiAl). Termoelement S (znormalizowany w Polsce) jest stosowany do pomiaru temperatury w zakresie do 1300ºC (max. do 1600ºC), natomiast termoelement K (również znormalizowany w Polsce) jest najczęściej stosowany do pomiaru temperatury w zakresie do 1000ºC (max. do 1100ºC). Termopary typu S wykorzystano do pomiarów temperatury stygnącego metalu, a termopary typu K do pomiarów temperatury w wybranych punktach podobszaru formy Wyniki badań eksperymentalnych Zrealizowane wcześniej prace badawcze dotyczyły między innymi pomiarów temperatury krzepnących stopów z wykorzystaniem analogowej aparatury Crystaldigraph i próbnika pomiarowego ATD10 (rys. 4.1), a ich celem była ocena jakości żeliwa szarego na podstawie krzywych stygnięcia i krystalizacji [37, 38, 39]. Informacje o przebiegu tych krzywych są wykorzystywane w metodzie analizy
![66 4. Realizacja badań doświadczalnych termicznej i derywacyjnej (ATD), która jest szeroko stosowana w badaniach naukowych oraz w przemyśle do oceny i sterowania jakością stopów [24, 25, 26]. Rys. 4.1.](/docs-images/74/71411243/images/66-2.jpg "Próbnik pomiarowy ATD10 Fig. 4.1. Measuring sampler ATD10 Pomiary temperatury były wykonane w powtarzalny sposób w ściśle określonym punkcie odlewu próbnego w kształcie walca (próbnik ATD10).")
66 66 4. Realizacja badań doświadczalnych termicznej i derywacyjnej (ATD), która jest szeroko stosowana w badaniach naukowych oraz w przemyśle do oceny i sterowania jakością stopów [24, 25, 26]. Rys Próbnik pomiarowy ATD10 Fig Measuring sampler ATD10 Pomiary temperatury były wykonane w powtarzalny sposób w ściśle określonym punkcie odlewu próbnego w kształcie walca (próbnik ATD10). W tej serii badań nie wykonano pomiarów dla innych rodzajów odlewów próbnych. Dysponowano natomiast dużą liczbą wyników pomiarów (około 200 prób) dla żeliwa o zróżnicowanym składzie chemicznym. Pewnym utrudnieniem był fakt, że rejestracja temperatury była prowadzona z zastosowaniem aparatury analogowej (wykresy na taśmie papierowej) i wyniki potrzebne do realizacji dalszych obliczeń należało przetworzyć do postaci cyfrowej. Tak opracowane dane pozwoliły na wyznaczenie krzywej stygnięcia T ( t ) oraz pierwszej pochodnej tej krzywej T ( t ), której wykres jest nazywany krzywą krystalizacji (lub krzywą derywacyjną). Na podstawie znajomości przebiegu tej krzywej można określić efekty cieplne procesu krystalizacji pierwotnej, a co za tym idzie wyznaczyć rozkład utajonego ciepła krzepnięcia badanego stopu. Informacja ta jest niezbędna do określenia wartości zastępczej pojemności cieplnej.
67 4.3. Wyniki badań eksperymentalnych 67 Wyniki tej serii badań zostały wykorzystane przede wszystkim do określenia różnych modeli i przebiegów funkcji kontrolującej wydzielanie się utajonego ciepła krzepnięcia [83, 86, 87, 91, 95, 129]. Dla potrzeb bardziej szczegółowych badań związanych z weryfikacją modeli numerycznych niezbędne okazało się uwzględnienie także innych rodzajów odlewów próbnych oraz dodatkowych punktów pomiaru temperatury (zarówno w obszarze odlewu, jak i formy). Przygotowanie dodatkowych odlewów i realizacja odpowiednich pomiarów była możliwa dzięki współpracy z Katedrą Odlewnictwa Politechniki Śląskiej. Zatem, wykonano dodatkowo dwie grupy badań doświadczalnych. Wyniki pomiarów pierwszej grupy zostały wykorzystane między innymi do określenia i weryfikacji przyjętej postaci funkcji kontrolującej wydzielanie się utajonego ciepła krzepnięcia dla innych kształtów odlewów próbnych, przy czym istotne było nie tylko określenie wartości tego ciepła, ale również jego przebiegu w przedziale temperatury [T S, T L ] [83]. Badanym stopem było żeliwo szare podeutektyczne o zawartości 3,58% C i 3,78% Si (podwyższona ilość krzemu wynikała z dążenia do uzyskania w odlewach próbnych struktury żeliwa szarego jak dla odlewów krzepnących przy dużych prędkościach chłodzenia). Opracowano i przygotowano następujące rodzaje odlewów próbnych: 1. Wałek 2. Walec 3. Prostopadłościan 4. Płytka 5. Próbka ATD-C Odlewy próbne były zalewane do wysuszonych form wykonanych z typowej (klasycznej) masy formierskiej. Formowanie przeprowadzono w typowych skrzynkach formierskich. Przed wykonaniem próby zainstalowano termoelementy typu S z osłoną jednorazowego użytku w taki sposób, aby spoina gorąca termopary znajdowała się w określonym punkcie pomiarowym. W tej grupie badań wszystkie punkty pomiarowe znajdowały się w obszarze odlewu (wnęce formy). Kształty odlewów próbnych oraz umiejscowienie punktów pomiarowych (sensorów) przedstawiono na rysunkach: Sensory oznaczono liczbami od 1 do 10.
68 68 4. Realizacja badań doświadczalnych Rys Odlew próbny wałek Fig Test casting roller Rys Odlew próbny walec Fig Test casting cylinder Rys Odlew próbny prostopadłościan Fig Test casting cubicoid
69 4.3. Wyniki badań eksperymentalnych 69 Rys Odlew próbny płytka Fig Test casting plate Rys Próbka ATD-C Fig ATD-C probe Pomiary temperatury rejestrowano za pomocą przetwornika wielokanałowego podłączonego do aparatury Crystaldigraph-PC. Wykresy krzywych stygnięcia dla pomiarów temperatury w punktach charakterystycznych (sensorach) w odlewach próbnych przedstawiono na rys T [ºC] t [s] Rys Krzywe stygnięcia w odlewie próbnym w kształcie wałka (sensory 1, 2 i 3) Fig Cooling curves in the test casting roller (sensors 1, 2 and 3)
70 70 4. Realizacja badań doświadczalnych T [º C] t [s] Rys Krzywe stygnięcia w odlewie próbnym w kształcie walca (sensory 4 i 5) Fig Cooling curves in the test casting cylinder (sensors 4 and 5) T [º C] t [s] Rys Krzywe stygnięcia w odlewie próbnym w kształcie prostopadłościanu (sensory 6 i 7) Fig Cooling curves in the test casting cubicoid (sensors 6 and 7) T [º C] t [s] Rys Krzywe stygnięcia w odlewie próbnym w kształcie płytki (sensory 8 i 9) Fig Cooling curves in the test casting plate (sensors 8 and 9)
71 4.3. Wyniki badań eksperymentalnych 71 T [º C] t [s] Rys Krzywa stygnięcia w próbce ATD-C (sensor 10) Fig Cooling curve ATD-C probe (sensor 10) Drugą grupę badań przeprowadzono dla odlewów o bardziej skomplikowanym kształcie. Badanym stopem było żeliwo szare podeutektyczne o typowym składzie chemicznym: 3,21% C i 1,9% Si. Opracowano i przygotowano następujące rodzaje odlewów próbnych: 1. Próbka ATD-C 2. Odlew z węzłem cieplnym typu X 3. Odlew z węzłem cieplnym typu T Na rysunkach przedstawiono stanowisko pomiarowe, jego wyposażenie oraz zestaw form do wykonania eksperymentów. Odlewy próbne były zalewane do wysuszonych form wykonanych w postaci walca z typowej masy rdzeniowej. Przed pomiarem zainstalowano termoelementy (w obszarze odlewu termoelementy typu S z osłoną jednorazowego użytku, w obszarze formy termoelementy typu K powleczone środkiem ochronnym przygotowanym na bazie cyrkonitu). Kształty odlewów próbnych przedstawiono na rysunkach: Usytuowanie odlewów próbnych w formach walcowych przedstawiono na rys i rys Punkty pomiarowe (punkty charakterystyczne sensory, w których umieszczono gorące spoiny termopar) oznaczono na rysunkach cyframi od 1 do 9. Należy podkreślić, że w tej grupie pomiarów położenie sensorów ustalono na podstawie algorytmów opisanych w rozdziale 4, przy czym wzięto pod uwagę również możliwości techniczne ich instalacji. Ostateczne położenie i liczba sensorów są więc kompromisem między teorią a możliwościami praktycznymi.





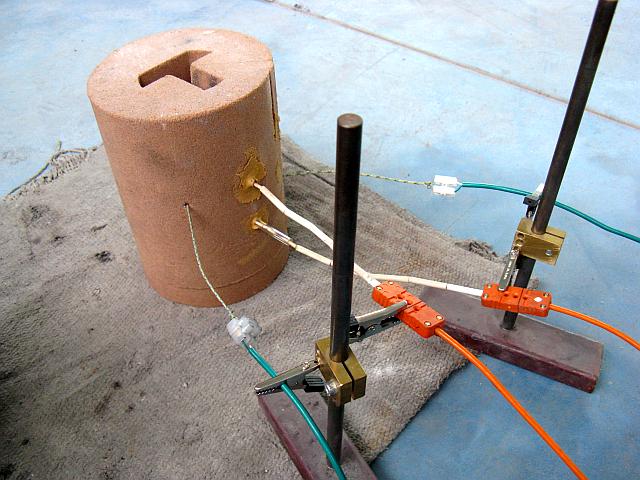
72 72 4. Realizacja badań doświadczalnych Rys Stanowisko badawcze Fig Measuring stand Rys Rejestrator Crystaldigraph PC Fig Recorder Crystaldigraph PC Rys Przetwornik wielokanałowy Fig Multi-channel a/d converter Rys Zestaw form do odlewów próbnych Fig Set of moulds for test castings Rys Instalacje pomiarowe dla odlewów próbnych z węzłem cieplnym typu X i T Fig Measuring installations for test castings with X and T hot spots


73 4.3. Wyniki badań eksperymentalnych 73 Rys Próbka ATD-C oraz jej usytuowanie w próbniku pomiarowym Fig ATD-C probe and its position in the measuring sampler Rys Odlew z węzłem cieplnym typu X Fig Casting with the X type hot spot Rys Odlew z węzłem cieplnym typu T Fig Casting with the T type hot spot
74 74 4. Realizacja badań doświadczalnych Rys Usytuowanie odlewu z węzłem cieplnym typu X w formie walcowej Fig Position of casting with the X type hot spot in the cylindrical mould Rys Usytuowanie odlewu z węzłem cieplnym typu T w formie walcowej Fig Position of casting with the T type hot spot in the cylindrical mould Wykresy krzywych stygnięcia dla pomiarów temperatury w punktach charakterystycznych w odlewach próbnych przedstawiono na rys T [º C] t [s] Rys Krzywa stygnięcia w próbce ATD-C (sensor 1) Fig Cooling curve ATD-C probe (sensor 1)
75 4.3. Wyniki badań eksperymentalnych 75 T [ºC] t [s] Rys Krzywe stygnięcia w odlewie z węzłem cieplnym typu X (sensory 2 i 3) Fig Cooling curves in the casting with the X type hot spot (sensors 2 and 3) T [ºC] t [s] Rys Krzywe stygnięcia w odlewie z węzłem cieplnym typu T (sensory 4 i 5) Fig Cooling curves in the casting with the T type hot spot (sensors 4 and 5) T [ºC] t [s] Rys Krzywe nagrzewania formy odlew z węzłem cieplnym typu X (sensory 6 i 7) Fig Heating curves of mould casting with the X type hot spot (sensors 6 and 7)
76 76 4. Realizacja badań doświadczalnych Wykresy krzywych nagrzewania dla pomiarów temperatury w punktach charakterystycznych (sensorach) w formie przedstawiono na rys T [ºC] t [s] Rys Krzywe nagrzewania formy odlew z węzłem cieplnym typu T (sensory 8 i 9) Fig Heating curves of mould casting with the T type hot spot (sensors 8 and 9) 4.4. Opracowanie wyników badań eksperymentalnych W celu jednoznacznego opisu: grupy badań doświadczalnych (Enr), numeru sensora (Knr) oraz rodzaju odlewu próbnego przyjęto następujące oznaczenia (tab. 4.1): a) pierwsza grupa badań doświadczalnych (E1): odlew próbny w kształcie wałka, sensory nr 1, 2, 3 (rys. 4.2), oznaczenie: E1K1WK, E1K2WK, E1K3WK, odlew próbny w kształcie walca, sensory nr 4 i 5 (rys. 4.3), oznaczenie: E1K4WC, E1K5WC, odlew próbny w kształcie prostopadłościanu, sensory nr 6 i 7 (rys. 4.4), oznaczenie: E1K6PN, E1K7PN, odlew próbny w kształcie płytki, sensory nr 8 i 9 (rys. 4.5), oznaczenie: E1K8PA, E1K9PA, próbka ATD-C, sensor nr 10 (rys. 4.6), oznaczenie: E1K10A, b) druga grupa badań doświadczalnych (E2): próbka ATD-C, sensor nr 1 (rys. 4.17), oznaczenie: E2K1A, odlew próbny z węzłem cieplnym typu X, sensory nr 2, 3, 6 i 7 (rys. 4.18, 4.20), oznaczenie: E2K2X, E2K3X, E2K6X, E2K7X,
77 4.4. Opracowanie wyników badań eksperymentalnych 77 odlew próbny z węzłem cieplnym typu T, sensory nr 4, 5, 8 i 9 (rys. 4.19, 4.21), oznaczenie: E2K4T, E2K5T, E2K8T, E2K9T. Tabela 4.1 Oznaczenia przyjęte do identyfikacji punktów pomiarowych w odlewach próbnych Numer sensora Lokalizacja sensora Rysunek Rodzaj odlewu próbnego Oznaczenie 1 odlew 4.2 wałek E1K1WK Pierwsza grupa badań doświadczalnych 2 odlew 4.2 wałek E1K2WK 3 odlew 4.2 wałek E1K3WK 4 odlew 4.3 walec E1K4WC 5 odlew 4.3 walec E1K5WC 6 odlew 4.4 prostopadłościan E1K6PN 7 odlew 4.4 prostopadłościan E1K7PN 8 odlew 4.5 płytka E1K8PA 9 odlew 4.5 płytka E1K9PA 10 odlew 4.6 próbka ATD-C E1K10A 1 odlew 4.17 próbka ATD-C E2K1A Druga grupa badań doświadczalnych 2 odlew 4.18, 4.20 odlew z węzłem cieplnym typu X E2K2X 3 odlew 4.18, 4.20 odlew z węzłem cieplnym typu X E2K3X 4 odlew 4.19, 4.21 odlew z węzłem cieplnym typu T E2K4T 5 odlew 4.19, 4.21 odlew z węzłem cieplnym typu T E2K5T 6 forma 4.18, 4.20 odlew z węzłem cieplnym typu X E2K6X 7 forma 4.18, 4.20 odlew z węzłem cieplnym typu X E2K7X 8 forma 4.19, 4.21 odlew z węzłem cieplnym typu T E2K8T 9 forma 4.19, 4.21 odlew z węzłem cieplnym typu T E2K9T Etapy opracowania wyników pomiarów można przedstawić następująco: przygotowanie wykresów krzywych stygnięcia w punktach pomiarowych odlewu oraz wykresów krzywych nagrzewania i stygnięcia w punktach pomiarowych formy (podrozdział 4.3),
78 78 4. Realizacja badań doświadczalnych wyznaczenie (obliczenie) wartości pochodnej temperatury względem czasu, opracowanie i przygotowanie wykresów pochodnych krzywych stygnięcia (krzywych różniczkowych), wyznaczenie (obliczenie) wartości krzywej kalorymetrycznej (w literaturze nazywanej także krzywą bazową lub zerową) [3, 39, 128], wyznaczenie (obliczenie) wartości i dystrybucji (rozkładu) utajonego ciepła krzepnięcia w przedziale temperatury [T S, T L ], wyznaczenie funkcji określającej przebieg zastępczej pojemności cieplnej. Dla przykładu, powyższe etapy zilustrowano biorąc pod uwagę odlew próbny pokazany na rysunku 4.6 i krzywą stygnięcia zarejestrowaną w punkcie pomiarowym umieszczonym w centralnej jego części (sensor 10), którą przedstawiono na rys Rysunek 4.27 przedstawia zarówno tę krzywą stygnięcia (T(t)), jak i pochodną temperatury względem czasu (T (t)). T [º C] ,5 dt/dt [ºC/s] T ' (t ) 0,0-0, , , T (t ) -2, , t [s] Rys Krzywa stygnięcia i jej pochodna Fig Cooling curve and its time derivative Należy podkreślić, że krzywa stygnięcia zarejestrowana za pomocą aparatury Crystaligraph-PC nie jest gładka. Wygładzenie tej krzywej przeprowadzono za pomocą lokalnej aproksymacji funkcją liniową [39] i na tej podstawie wyznaczano pochodne temperatury względem czasu. Krzywą bazową T c (t) można wyznaczyć na kilka sposobów [3, 39, 47, 48, 122, 128]. Jeden z nich polega na określeniu takiej krzywej, której przebieg od temperatury zalewania do temperatury początku krzepnięcia oraz od temperatury końca krzepnięcia
79 4.4. Opracowanie wyników badań eksperymentalnych 79 do pewnej ustalonej temperatury pokrywa się z przebiegiem krzywej różniczkowej, natomiast w przedziale krzepnięcia krzywa ta odpowiada krzywej różniczkowej bez uwzględnienia efektów cieplnych związanych z przemianami fazowymi [41, 122]. Innymi słowy, krzywą bazową otrzymuje się stosując symulację numeryczną procesu stygnięcia. Na rysunku 4.28 pokazano wyznaczoną w ten sposób krzywą bazową, która umożliwia określenie pola odpowiadającego utajonemu ciepłu krzepnięcia. T [ºC] ,5 dt/dt [ºC/s] T ' (t ) 0,0-0, , T (t ) -1, T c '(t ) stg -2, ,5 t [s] Rys Krzywa bazowa wyznaczona pierwszą metodą (symulacja procesu stygnięcia) Fig Basic curve obtained by the first method (simulation of cooling process) T [ºC] ,5 dt/dt [ºC/s] T ' (t ) 0,0-0, , T c '(t ) apr T (t ) -1,5-2, ,5 t [s] Rys Krzywa bazowa wyznaczona drugą metodą (aproksymacja) Fig Basic curve obtained by the second method (approximation)
80 80 4. Realizacja badań doświadczalnych Inny sposób wyznaczenia krzywej bazowej polega na zastosowaniu aproksymacji dla punktów leżących na pochodnej temperatury, które są położone przed początkiem procesu krzepnięcia i po zakończeniu tego procesu. Otrzymaną krzywą bazową uzyskaną na tej podstawie pokazano na rysunku Na rysunku 4.30 pokazano porównanie krzywych bazowych uzyskanych obiema metodami. Jak widać, krzywe te niewiele się różnią. T [º C] ,5 dt/dt [ºC/s] T ' (t ) 0,0-0, , T c ' (t ) apr T (t ) -1, T c '(t ) stg -2, ,5 t [s] Rys Krzywe bazowe Fig Basic curves Z praktycznego punktu widzenia to drugie podejście do tworzenia krzywej bazowej jest zdecydowanie bardziej korzystne. Nie wymaga ono dodatkowych obliczeń związanych z modelowaniem procesu stygnięcia i bazuje tylko na danych eksperymentalnych. Rysunek 4.31 ilustruje rozkład utajonego ciepła krzepnięcia w zależności od temperatury, który otrzymano odpowiednio przekształcając dane z rysunku 4.28 lub Na podstawie rys przyjmuje się hipotezę, dotyczącą przebiegu zastępczej pojemności cieplnej. Na rysunku 4.32 przedstawiono funkcję opisującą zastępczą pojemność cieplną w zależności od temperatury. Wykorzystano tutaj hipotezę trzecią opisaną w rozdziale 3 (wzór (3.8)), współczynniki funkcji wyznaczono na podstawie zależności (3.12), (3.13).
81 4.4. Opracowanie wyników badań eksperymentalnych (C (T) c(t)) [MJ/(m 3 K)] T [º C] Rys Dystrybucja utajonego ciepła krzepnięcia dla żeliwa Fig Distribution of latent heat for cast iron C (T ) [MJ/(m 3 K)] T [º C] Rys Zastępcza pojemność cieplna dla żeliwa (eksperymenty E1) Fig Substitute thermal capacity for cast iron (experiments E1) Stosując metody symulacji numerycznej procesu krzepnięcia odlewu omówione szczegółowo w rozdziale 3 i wykorzystując przebieg zastępczej pojemności cieplnej wyznaczonej eksperymentalnie, przeprowadzono obliczenia numeryczne dla rozpatrywanego odlewu (por. rys. 4.6) i otrzymano czasoprzestrzenne pola
82 82 4. Realizacja badań doświadczalnych temperatury, na podstawie których wyznaczono przebieg krzywej stygnięcia i jej pochodnej względem czasu w punkcie pomiarowym nr 10 rys T [ºC] T' (t ) 0,5 0,0 dt/dt [ºC/s] , , T (t ) -1, , ,5 t [s] Rys Krzywa stygnięcia i jej pochodna Fig Cooling curve and its derivative Na rys przedstawiono porównanie krzywych stygnięcia uzyskanych z pomiaru rzeczywistego (rys. 4.27) oraz symulacji numerycznej (rys. 4.33). Jak widać, różnice między temperaturami obliczonymi i zmierzonymi są stosunkowo duże. T [ºC] t [s] Rys Krzywe stygnięcia (1 pomiar rzeczywisty, 2 symulacja) Fig Cooling curves (1 real experiment, 2 simulation)
83 4.4. Opracowanie wyników badań eksperymentalnych 83 Dla odlewów wykonanych w ramach pierwszej grupy badań, przy ustalaniu położenia sensorów nie wykorzystywano informacji dotyczącej ich optymalnego położenia. W związku z tym zastępczą pojemność cieplną, zgodnie z przedstawioną wyżej metodologią, wyznaczono na podstawie krzywych stygnięcia zmierzonych w centralnych podobszarach odlewów (sensory 1, 4, 6 i 10). Uzyskano w ten sposób cztery przebiegi zastępczej pojemności cieplnej, które następnie uśredniono. Ostatecznie, na podstawie przeprowadzonych badań eksperymentalnych oszacowano składniki utajonego ciepła krzepnięcia: Q aus1 = MJ/m 3, Q aus2 = MJ/m 3, Q eu = MJ/m 3 oraz temperatury charakterystyczne: T L = 1250ºC, T A = 1200ºC, T E = 1170ºC, T S = 1150ºC. Wartości te wykorzystano w obliczeniach porównawczych przedstawionych w rozdziale 5. Odlewy wykonane w ramach drugiej grupy badań dotyczyły innego gatunku żeliwa, w związku z tym należało wyznaczyć przebieg zastępczej pojemności cieplnej dla tego stopu. W tym przypadku wzięto pod uwagę krzywe stygnięcia uzyskane dla sensorów 1, 3 i 5 (rys. 4.17, 4.18, 4.19), a otrzymane wyniki uśredniono. Tak więc: Q aus1 = MJ/m 3, Q aus2 = MJ/m 3, Q eu = MJ/m 3, temperatury charakterystyczne: T L = 1250ºC, T A = 1210ºC, T E = 1170ºC, T S = 1150ºC. Na rysunku 4.35 przedstawiono przebieg wyznaczonej eksperymentalnie zastępczej pojemności cieplnej dla żeliwa zastosowanego do wykonania odlewów w ramach drugiej grupy badań doświadczalnych. 140 C(T ) [MJ/(m 3 K)] T [º C] Rys Zastępcza pojemność cieplna dla żeliwa (eksperymenty E2) Fig Substitute thermal capacity for cast iron (experiments E2)
84 5. Identyfikacja zastępczej pojemności cieplnej żeliwa na podstawie pomiarów temperatury 5.1. Wstęp Na podstawie wykonanych pomiarów temperatury, przedstawionych w rozdziale czwartym, podjęto próbę identyfikacji zastępczej pojemności cieplnej żeliwa, wykorzystując opracowane algorytmy i programy komputerowe zaprezentowane w rozdziale trzecim. Przyjęto, że pozostałe parametry występujące w modelu matematycznym procesu krzepnięcia (wzory (3.1) (3.5)) są znane oraz założono, że przebieg zastępczej pojemności cieplnej jest opisany hipotezą (3.8), w której są nieznane utajone ciepła krzepnięcia Q aus1, Q aus2 oraz Q eu (por. wzory (3.9), (3.12), (3.13)). Należy wspomnieć, że rozwiązanie takiego samego problemu identyfikacji pokazano w końcowej części rozdziału trzeciego (por. rys. 3.20), ale krzywe stygnięcia, które stanowią dodatkową, niezbędną informację o przebiegu rozpatrywanego procesu otrzymano z rozwiązania zadania bezpośredniego, dla założonych wartości nieznanych parametrów. Zadanie rozwiązano wówczas, gdy wykorzystano klasyczny algorytm gradientowy i nawet w przypadku losowego zaburzania krzywych stygnięcia oraz bardzo odległego od rozwiązania punktu startowego (Q aus1 = Q aus2 = Q eu = 0) otrzymano poprawne wyniki identyfikacji. Obliczenia wstępne związane z dalszymi etapami badań pokazały, że problem estymacji parametrów krzepnięcia, w którym wykorzystuje się rzeczywiste pomiary temperatury, trudno jest rozwiązać za pomocą algorytmu gradientowego [83, 87]. W większości przypadków ustalenie punktu startowego, zapewniającego zbieżność procesu iteracyjnego, było niemożliwe proces iteracyjny był rozbieżny albo otrzymywano rozwiązanie niepoprawne z fizycznego punktu widzenia. W związku z tym zdecydowano się na wykorzystanie algorytmów hybrydowych [12]. W pierwszym etapie identyfikacji stosowano algorytm ewolucyjny, opisany w rozdziale trzecim i w ten sposób otrzymywano rozwiązanie, które w etapie drugim stanowiło punkt startowy dla algorytmu gradientowego.

 (3.")
, c S = 5.")
85 5.2. Wyniki identyfikacji pierwszej grupy badań Wyniki identyfikacji zastępczej pojemności cieplnej na podstawie pomiarów zrealizowanych w ramach pierwszej grupy badań Pierwsza grupa eksperymentów obejmowała odlewy wykonane z żeliwa szarego podeutektycznego klasy ZL 100 ZL 250 pokazane na rysunkach Otrzymane krzywe stygnięcia w punktach oznaczonych liczbami od 1 do 10 przedstawiono na rysunkach (rozdział poprzedni). W obliczeniach przyjęto następujące wartości parametrów termofizycznych, występujących w modelu matematycznym (3.1) (3.5): współczynniki przewodzenia ciepła fazy ciekłej, strefy przejściowej i fazy stałej λ L = 20 W/(m K), λ P = 30 W/(m K), λ S = 40 W/(m K), objętościowe ciepła właściwe fazy ciekłej i stałej c L = 5.88 MJ/(m 3 K), c S = 5.4 MJ/(m 3 K), temperatura likwidus T L = 1250ºC, temperatury graniczne T A = 1200ºC oraz T E = 1170ºC, temperatura solidus T S = 1150ºC, współczynnik przewodzenia ciepła masy formierskiej λ F = 0.7 W/(m K), objętościowe ciepło właściwe masy formierskiej c F = J/(m 3 K) oraz jej temperaturę początkową T m0 = 30ºC. Wartość temperatury zalewania wynikała z eksperymentów. W pierwszej kolejności problem identyfikacji parametrów Q aus1, Q aus2, Q eu występujących w opisie zastępczej pojemności cieplnej żeliwa (wzór (3.8)) rozwiązano, wykorzystując krzywe stygnięcia otrzymane dla odlewów przedstawionych na rysunkach 4.2, 4.3 oraz 4.6. Ze względu na kształty odlewów zadanie rozpatrywano jako osiowosymetryczne, a przyjęte siatki różnicowe przedstawiono na rysunkach 5.1, 5.2, 5.3. Rys Siatka różnicowa wałek (por. rys. 4.2) Fig Differential mesh roller (c.f. Fig. 4.2)
 (por. rys. 4.6) Fig. 5.2.")
 (c.f. Fig. 4.6) Wykorzystując krzywe eksperymentalne 1, 2, 3 (rysunki 4.2, 4.")
 wynosiła S = 452.")


 dała wyniki: Q aus1 = 107.9 MJ/m 3, Q aus2 = 140.1 MJ/m 3, Q eu = 817.")
86 86 5. Identyfikacja zastępczej pojemności cieplnej żeliwa Rys Siatka różnicowa walec Rys Siatka różnicowa próbka ATD-C (por. rys. 4.3) (por. rys. 4.6) Fig Differential mesh cylinder Fig Differential mesh ATD-C probe (c.f. Fig. 4.3) (c.f. Fig. 4.6) Wykorzystując krzywe eksperymentalne 1, 2, 3 (rysunki 4.2, 4.7), otrzymano Q aus1 = 93.4 MJ/m 3, Q aus2 = MJ/m 3, Q eu = 1583 MJ/m 3, a wartość kryterium najmniejszych kwadratów (3.40) wynosiła S = Na rysunku 5.4 pokazano otrzymany przebieg zastępczej pojemności cieplnej, natomiast rysunek 5.5 przedstawia porównanie krzywych stygnięcia wyznaczonych w eksperymencie rzeczywistym oraz metodą symulacji komputerowej. Jak widać, różnice między temperaturami zmierzonymi i obliczonymi są w tym przypadku dość duże. Identyfikacja utajonych ciepeł krzepnięcia na podstawie krzywych eksperymentalnych 4, 5 (rysunki 4.3, 4.8) dała wyniki: Q aus1 = MJ/m 3, Q aus2 = MJ/m 3, Q eu = MJ/m 3, z mniejszą niż poprzednio wartością kryterium (3.40) równą S = Na rysunku 5.6 pokazano otrzymane przebiegi zastępczej pojemności cieplnej, natomiast porównanie temperatur zmierzonych i obliczonych prezentuje rysunek 5.7.
z wykorzystaniem pakiet MARC/MENTAT.
 KAEDRA WYRZYMAŁOŚCI MAERIAŁÓW I MEOD KOMPUEROWYCH MECHANIKI Wydział Mechaniczny echnologiczny POIECHNIKA ŚĄSKA W GIWICACH PRACA DYPOMOWA MAGISERSKA emat: Modelowanie procesu krzepnięcia żeliwa z wykorzystaniem
KAEDRA WYRZYMAŁOŚCI MAERIAŁÓW I MEOD KOMPUEROWYCH MECHANIKI Wydział Mechaniczny echnologiczny POIECHNIKA ŚĄSKA W GIWICACH PRACA DYPOMOWA MAGISERSKA emat: Modelowanie procesu krzepnięcia żeliwa z wykorzystaniem
IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR KRZEPNIĘCIA ŻELIWA CHROMOWEGO
 22/40 Solidification of Metals and Alloys, Year 1999, Volume 1, Book No. 40 Krzepnięcie Metali i Stopów, Rok 1999, Rocznik 1, Nr 40 PAN Katowice PL ISSN 0208-9386 IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR
22/40 Solidification of Metals and Alloys, Year 1999, Volume 1, Book No. 40 Krzepnięcie Metali i Stopów, Rok 1999, Rocznik 1, Nr 40 PAN Katowice PL ISSN 0208-9386 IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR
WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH
 46/ Archives of Foundry, Year 6, Volume 6, Archiwum Odlewnictwa, Rok 6, Rocznik 6, Nr PAN Katowice PL ISSN 64-38 WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH J. MENDAKIEWICZ
46/ Archives of Foundry, Year 6, Volume 6, Archiwum Odlewnictwa, Rok 6, Rocznik 6, Nr PAN Katowice PL ISSN 64-38 WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH J. MENDAKIEWICZ
1. BILANSOWANIE WIELKOŚCI FIZYCZNYCH
 1. BILANSOWANIE WIELKOŚCI FIZYCZNYCH Ośrodki materialne charakteryzują dwa rodzaje różniących się zasadniczo od siebie wielkości fizycznych: globalne (ekstensywne) przypisane obszarowi przestrzeni fizycznej,
1. BILANSOWANIE WIELKOŚCI FIZYCZNYCH Ośrodki materialne charakteryzują dwa rodzaje różniących się zasadniczo od siebie wielkości fizycznych: globalne (ekstensywne) przypisane obszarowi przestrzeni fizycznej,
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali. Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe
 Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Technologie wytwarzania metali Odlewanie Metalurgia proszków Otrzymywanie monokryształów Otrzymywanie materiałów superczystych Techniki próżniowe KRYSTALIZACJA METALI I STOPÓW Krzepnięcie - przemiana fazy
Z52: Algebra liniowa Zagadnienie: Zastosowania algebry liniowej Zadanie: Operatory różniczkowania, zagadnienie brzegowe.
 Z5: Algebra liniowa Zagadnienie: Zastosowania algebry liniowej Zadanie: Operatory różniczkowania zagadnienie brzegowe Dyskretne operatory różniczkowania Numeryczne obliczanie pochodnych oraz rozwiązywanie
Z5: Algebra liniowa Zagadnienie: Zastosowania algebry liniowej Zadanie: Operatory różniczkowania zagadnienie brzegowe Dyskretne operatory różniczkowania Numeryczne obliczanie pochodnych oraz rozwiązywanie
Definicje i przykłady
 Rozdział 1 Definicje i przykłady 1.1 Definicja równania różniczkowego 1.1 DEFINICJA. Równaniem różniczkowym zwyczajnym rzędu n nazywamy równanie F (t, x, ẋ, ẍ,..., x (n) ) = 0. (1.1) W równaniu tym t jest
Rozdział 1 Definicje i przykłady 1.1 Definicja równania różniczkowego 1.1 DEFINICJA. Równaniem różniczkowym zwyczajnym rzędu n nazywamy równanie F (t, x, ẋ, ẍ,..., x (n) ) = 0. (1.1) W równaniu tym t jest
Spis treści. Przedmowa... XI. Rozdział 1. Pomiar: jednostki miar... 1. Rozdział 2. Pomiar: liczby i obliczenia liczbowe... 16
 Spis treści Przedmowa.......................... XI Rozdział 1. Pomiar: jednostki miar................. 1 1.1. Wielkości fizyczne i pozafizyczne.................. 1 1.2. Spójne układy miar. Układ SI i jego
Spis treści Przedmowa.......................... XI Rozdział 1. Pomiar: jednostki miar................. 1 1.1. Wielkości fizyczne i pozafizyczne.................. 1 1.2. Spójne układy miar. Układ SI i jego
BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA STOPU AlSi 5.4
 9/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (1/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (1/2) PAN Katowice PL ISSN 1642-5308 BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA
9/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (1/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (1/2) PAN Katowice PL ISSN 1642-5308 BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA
II. Równania autonomiczne. 1. Podstawowe pojęcia.
 II. Równania autonomiczne. 1. Podstawowe pojęcia. Definicja 1.1. Niech Q R n, n 1, będzie danym zbiorem i niech f : Q R n będzie daną funkcją określoną na Q. Równanie różniczkowe postaci (1.1) x = f(x),
II. Równania autonomiczne. 1. Podstawowe pojęcia. Definicja 1.1. Niech Q R n, n 1, będzie danym zbiorem i niech f : Q R n będzie daną funkcją określoną na Q. Równanie różniczkowe postaci (1.1) x = f(x),
BADANIA ŻELIWA CHROMOWEGO NA DYLATOMETRZE ODLEWNICZYM DO-01/P.Śl.
 36/38 Solidification of Metals and Alloys, No. 38, 1998 Krzepnięcie Metali i Stopów, nr 38, 1998 PAN Katowice PL ISSN 0208-9386 BADANIA ŻELIWA CHROMOWEGO NA DYLATOMETRZE ODLEWNICZYM DO-01/P.Śl. STUDNICKI
36/38 Solidification of Metals and Alloys, No. 38, 1998 Krzepnięcie Metali i Stopów, nr 38, 1998 PAN Katowice PL ISSN 0208-9386 BADANIA ŻELIWA CHROMOWEGO NA DYLATOMETRZE ODLEWNICZYM DO-01/P.Śl. STUDNICKI
W naukach technicznych większość rozpatrywanych wielkości możemy zapisać w jednej z trzech postaci: skalara, wektora oraz tensora.
 1. Podstawy matematyki 1.1. Geometria analityczna W naukach technicznych większość rozpatrywanych wielkości możemy zapisać w jednej z trzech postaci: skalara, wektora oraz tensora. Skalarem w fizyce nazywamy
1. Podstawy matematyki 1.1. Geometria analityczna W naukach technicznych większość rozpatrywanych wielkości możemy zapisać w jednej z trzech postaci: skalara, wektora oraz tensora. Skalarem w fizyce nazywamy
Mechatronika i inteligentne systemy produkcyjne. Modelowanie systemów mechatronicznych Platformy przetwarzania danych
 Mechatronika i inteligentne systemy produkcyjne Modelowanie systemów mechatronicznych Platformy przetwarzania danych 1 Sterowanie procesem oparte na jego modelu u 1 (t) System rzeczywisty x(t) y(t) Tworzenie
Mechatronika i inteligentne systemy produkcyjne Modelowanie systemów mechatronicznych Platformy przetwarzania danych 1 Sterowanie procesem oparte na jego modelu u 1 (t) System rzeczywisty x(t) y(t) Tworzenie
VII. Elementy teorii stabilności. Funkcja Lapunowa. 1. Stabilność w sensie Lapunowa.
 VII. Elementy teorii stabilności. Funkcja Lapunowa. 1. Stabilność w sensie Lapunowa. W rozdziale tym zajmiemy się dokładniej badaniem stabilności rozwiązań równania różniczkowego. Pojęcie stabilności w
VII. Elementy teorii stabilności. Funkcja Lapunowa. 1. Stabilność w sensie Lapunowa. W rozdziale tym zajmiemy się dokładniej badaniem stabilności rozwiązań równania różniczkowego. Pojęcie stabilności w
Wstęp do równań różniczkowych
 Wstęp do równań różniczkowych Wykład 1 Lech Sławik Instytut Matematyki PK Literatura 1. Arnold W.I., Równania różniczkowe zwyczajne, PWN, Warszawa, 1975. 2. Matwiejew N.M., Metody całkowania równań różniczkowych
Wstęp do równań różniczkowych Wykład 1 Lech Sławik Instytut Matematyki PK Literatura 1. Arnold W.I., Równania różniczkowe zwyczajne, PWN, Warszawa, 1975. 2. Matwiejew N.M., Metody całkowania równań różniczkowych
Wstęp do równań różniczkowych
 Wstęp do równań różniczkowych Wykład 1 Lech Sławik Instytut Matematyki PK Literatura 1. Arnold W.I., Równania różniczkowe zwyczajne, PWN, Warszawa, 1975. 2. Matwiejew N.M., Metody całkowania równań różniczkowych
Wstęp do równań różniczkowych Wykład 1 Lech Sławik Instytut Matematyki PK Literatura 1. Arnold W.I., Równania różniczkowe zwyczajne, PWN, Warszawa, 1975. 2. Matwiejew N.M., Metody całkowania równań różniczkowych
Laboratorium. Hydrostatyczne Układy Napędowe
 Laboratorium Hydrostatyczne Układy Napędowe Instrukcja do ćwiczenia nr Eksperymentalne wyznaczenie charakteru oporów w przewodach hydraulicznych opory liniowe Opracowanie: Z.Kudżma, P. Osiński J. Rutański,
Laboratorium Hydrostatyczne Układy Napędowe Instrukcja do ćwiczenia nr Eksperymentalne wyznaczenie charakteru oporów w przewodach hydraulicznych opory liniowe Opracowanie: Z.Kudżma, P. Osiński J. Rutański,
Przedmowa Przewodność cieplna Pole temperaturowe Gradient temperatury Prawo Fourier a...15
 Spis treści 3 Przedmowa. 9 1. Przewodność cieplna 13 1.1. Pole temperaturowe.... 13 1.2. Gradient temperatury..14 1.3. Prawo Fourier a...15 1.4. Ustalone przewodzenie ciepła przez jednowarstwową ścianę
Spis treści 3 Przedmowa. 9 1. Przewodność cieplna 13 1.1. Pole temperaturowe.... 13 1.2. Gradient temperatury..14 1.3. Prawo Fourier a...15 1.4. Ustalone przewodzenie ciepła przez jednowarstwową ścianę
Modelowanie jako sposób opisu rzeczywistości. Katedra Mikroelektroniki i Technik Informatycznych Politechnika Łódzka
 Modelowanie jako sposób opisu rzeczywistości Katedra Mikroelektroniki i Technik Informatycznych Politechnika Łódzka 2015 Wprowadzenie: Modelowanie i symulacja PROBLEM: Podstawowy problem z opisem otaczającej
Modelowanie jako sposób opisu rzeczywistości Katedra Mikroelektroniki i Technik Informatycznych Politechnika Łódzka 2015 Wprowadzenie: Modelowanie i symulacja PROBLEM: Podstawowy problem z opisem otaczającej
Dane potrzebne do wykonania projektu z przedmiotu technologia odlewów precyzyjnych.
 Dane potrzebne do wykonania projektu z przedmiotu technologia odlewów precyzyjnych. 1. Obliczanie elementów układu wlewowo zasilającego Rys 1 Elemety układu wlewowo - zasilającego gdzie: ZW zbiornik wlewowy
Dane potrzebne do wykonania projektu z przedmiotu technologia odlewów precyzyjnych. 1. Obliczanie elementów układu wlewowo zasilającego Rys 1 Elemety układu wlewowo - zasilającego gdzie: ZW zbiornik wlewowy
Rozdział 1 PROGRAMOWANIE LINIOWE
 Wprowadzenie do badań operacyjnych z komputerem Opisy programów, ćwiczenia komputerowe i zadania. T. Trzaskalik (red.) Rozdział 1 PROGRAMOWANIE LINIOWE 1.2 Ćwiczenia komputerowe Ćwiczenie 1.1 Wykorzystując
Wprowadzenie do badań operacyjnych z komputerem Opisy programów, ćwiczenia komputerowe i zadania. T. Trzaskalik (red.) Rozdział 1 PROGRAMOWANIE LINIOWE 1.2 Ćwiczenia komputerowe Ćwiczenie 1.1 Wykorzystując
Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej
 Katedra Silników Spalinowych i Pojazdów ATH ZAKŁAD TERMODYNAMIKI Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej - - Wstęp teoretyczny Jednym ze sposobów wymiany ciepła jest przewodzenie.
Katedra Silników Spalinowych i Pojazdów ATH ZAKŁAD TERMODYNAMIKI Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej - - Wstęp teoretyczny Jednym ze sposobów wymiany ciepła jest przewodzenie.
- prędkość masy wynikająca z innych procesów, np. adwekcji, naprężeń itd.
 4. Równania dyfuzji 4.1. Prawo zachowania masy cd. Równanie dyfuzji jest prostą konsekwencją prawa zachowania masy, a właściwie to jest to prawo zachowania masy zapisane dla procesu dyfuzji i uwzględniające
4. Równania dyfuzji 4.1. Prawo zachowania masy cd. Równanie dyfuzji jest prostą konsekwencją prawa zachowania masy, a właściwie to jest to prawo zachowania masy zapisane dla procesu dyfuzji i uwzględniające
Metoda określania pozycji wodnicy statków na podstawie pomiarów odległości statku od głowic laserowych
 inż. Marek Duczkowski Metoda określania pozycji wodnicy statków na podstawie pomiarów odległości statku od głowic laserowych słowa kluczowe: algorytm gradientowy, optymalizacja, określanie wodnicy W artykule
inż. Marek Duczkowski Metoda określania pozycji wodnicy statków na podstawie pomiarów odległości statku od głowic laserowych słowa kluczowe: algorytm gradientowy, optymalizacja, określanie wodnicy W artykule
Zastosowanie MES do rozwiązania problemu ustalonego przepływu ciepła w obszarze 2D
 Równanie konstytutywne opisujące sposób w jaki ciepło przepływa w materiale o danych właściwościach, prawo Fouriera Macierz konstytutywna (właściwości) materiału Wektor gradientu temperatury Wektor strumienia
Równanie konstytutywne opisujące sposób w jaki ciepło przepływa w materiale o danych właściwościach, prawo Fouriera Macierz konstytutywna (właściwości) materiału Wektor gradientu temperatury Wektor strumienia
Ćwiczenia nr 7. TEMATYKA: Krzywe Bézier a
 TEMATYKA: Krzywe Bézier a Ćwiczenia nr 7 DEFINICJE: Interpolacja: przybliżanie funkcji za pomocą innej funkcji, zwykle wielomianu, tak aby były sobie równe w zadanych punktach. Poniżej przykład interpolacji
TEMATYKA: Krzywe Bézier a Ćwiczenia nr 7 DEFINICJE: Interpolacja: przybliżanie funkcji za pomocą innej funkcji, zwykle wielomianu, tak aby były sobie równe w zadanych punktach. Poniżej przykład interpolacji
27. RÓWNANIA RÓŻNICZKOWE CZĄSTKOWE
 27. RÓWNANIA RÓŻNICZKOWE CZĄSTKOWE 27.1. Wiadomości wstępne Równaniem różniczkowym cząstkowym nazywamy związek w którym występuje funkcja niewiadoma u dwóch lub większej liczby zmiennych niezależnych i
27. RÓWNANIA RÓŻNICZKOWE CZĄSTKOWE 27.1. Wiadomości wstępne Równaniem różniczkowym cząstkowym nazywamy związek w którym występuje funkcja niewiadoma u dwóch lub większej liczby zmiennych niezależnych i
Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż.
 Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż. Joanna Szulczyk Politechnika Warszawska Instytut Techniki Lotniczej i Mechaniki
Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż. Joanna Szulczyk Politechnika Warszawska Instytut Techniki Lotniczej i Mechaniki
WYKŁAD 6 KINEMATYKA PRZEPŁYWÓW CZĘŚĆ 2 1/11
 WYKŁAD 6 KINEMATYKA PRZEPŁYWÓW CZĘŚĆ 1/11 DEFORMACJA OŚRODKA CIĄGŁEGO Rozważmy dwa elementy płynu położone w pewnej chwili w bliskich sobie punktach A i B. Jak zmienia się ich względne położenie w krótkim
WYKŁAD 6 KINEMATYKA PRZEPŁYWÓW CZĘŚĆ 1/11 DEFORMACJA OŚRODKA CIĄGŁEGO Rozważmy dwa elementy płynu położone w pewnej chwili w bliskich sobie punktach A i B. Jak zmienia się ich względne położenie w krótkim
KRYSTALIZACJA METALI I STOPÓW. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
Elementy rachunku różniczkowego i całkowego
 Elementy rachunku różniczkowego i całkowego W paragrafie tym podane zostaną elementarne wiadomości na temat rachunku różniczkowego i całkowego oraz przykłady jego zastosowania w fizyce. Małymi literami
Elementy rachunku różniczkowego i całkowego W paragrafie tym podane zostaną elementarne wiadomości na temat rachunku różniczkowego i całkowego oraz przykłady jego zastosowania w fizyce. Małymi literami
Rozwiązywanie równań różniczkowych cząstkowych metodą elementów skończonych - wprowadzenie
 Rozwiązywanie równań różniczkowych cząstkowych metodą elementów skończonych - wprowadzenie Wprowadzenie Metoda Elementów Skończonych (MES) należy do numerycznych metod otrzymywania przybliżonych rozwiązań
Rozwiązywanie równań różniczkowych cząstkowych metodą elementów skończonych - wprowadzenie Wprowadzenie Metoda Elementów Skończonych (MES) należy do numerycznych metod otrzymywania przybliżonych rozwiązań
166 Wstęp do statystyki matematycznej
 166 Wstęp do statystyki matematycznej Etap trzeci realizacji procesu analizy danych statystycznych w zasadzie powinien rozwiązać nasz zasadniczy problem związany z identyfikacją cechy populacji generalnej
166 Wstęp do statystyki matematycznej Etap trzeci realizacji procesu analizy danych statystycznych w zasadzie powinien rozwiązać nasz zasadniczy problem związany z identyfikacją cechy populacji generalnej
ANALIZA WRAŻLIWOŚCI CIENKIEJ WARSTWY METALOWEJ PODDANEJ DZIAŁANIU LASERA
 MODELOWANIE INŻYNIERSKIE ISSN 1896-771X 43, s. 155-160, Gliwice 01 ANALIZA WRAŻLIWOŚCI CIENKIEJ WARSTWY METALOWEJ PODDANEJ DZIAŁANIU LASERA EWA MAJCHRZAK, JOLANTA DZIATKIEWICZ, GRAŻYNA KAŁUŻA Katedra Wytrzymałości
MODELOWANIE INŻYNIERSKIE ISSN 1896-771X 43, s. 155-160, Gliwice 01 ANALIZA WRAŻLIWOŚCI CIENKIEJ WARSTWY METALOWEJ PODDANEJ DZIAŁANIU LASERA EWA MAJCHRZAK, JOLANTA DZIATKIEWICZ, GRAŻYNA KAŁUŻA Katedra Wytrzymałości
WYKŁAD 9 METODY ZMIENNEJ METRYKI
 WYKŁAD 9 METODY ZMIENNEJ METRYKI Kierunki sprzężone. Metoda Newtona Raphsona daje dobre przybliżenie najlepszego kierunku poszukiwań, lecz jest to okupione znacznym kosztem obliczeniowym zwykle postać
WYKŁAD 9 METODY ZMIENNEJ METRYKI Kierunki sprzężone. Metoda Newtona Raphsona daje dobre przybliżenie najlepszego kierunku poszukiwań, lecz jest to okupione znacznym kosztem obliczeniowym zwykle postać
WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ Instrukcja do ćwiczenia T-06 Temat: Wyznaczanie zmiany entropii ciała
WOJSKOWA AKADEMIA TECHNICZNA Wydział Mechaniczny Katedra Pojazdów Mechanicznych i Transportu LABORATORIUM TERMODYNAMIKI TECHNICZNEJ Instrukcja do ćwiczenia T-06 Temat: Wyznaczanie zmiany entropii ciała
lim Np. lim jest wyrażeniem typu /, a
 Wykład 3 Pochodna funkcji złożonej, pochodne wyższych rzędów, reguła de l Hospitala, różniczka funkcji i jej zastosowanie, pochodna jako prędkość zmian 3. Pochodna funkcji złożonej. Jeżeli funkcja złożona
Wykład 3 Pochodna funkcji złożonej, pochodne wyższych rzędów, reguła de l Hospitala, różniczka funkcji i jej zastosowanie, pochodna jako prędkość zmian 3. Pochodna funkcji złożonej. Jeżeli funkcja złożona
Modelowanie i obliczenia techniczne. dr inż. Paweł Pełczyński
 Modelowanie i obliczenia techniczne dr inż. Paweł Pełczyński ppelczynski@swspiz.pl Literatura Z. Fortuna, B. Macukow, J. Wąsowski: Metody numeryczne, WNT Warszawa, 2005. J. Awrejcewicz: Matematyczne modelowanie
Modelowanie i obliczenia techniczne dr inż. Paweł Pełczyński ppelczynski@swspiz.pl Literatura Z. Fortuna, B. Macukow, J. Wąsowski: Metody numeryczne, WNT Warszawa, 2005. J. Awrejcewicz: Matematyczne modelowanie
RÓWNANIA RÓŻNICZKOWE WYKŁAD 2
 RÓWNANIA RÓŻNICZKOWE WYKŁAD 2 Równania różniczkowe o zmiennych rozdzielonych Równania sprowadzalne do równań o zmiennych rozdzielonych Niech f będzie funkcją ciągłą na przedziale (a, b), spełniającą na
RÓWNANIA RÓŻNICZKOWE WYKŁAD 2 Równania różniczkowe o zmiennych rozdzielonych Równania sprowadzalne do równań o zmiennych rozdzielonych Niech f będzie funkcją ciągłą na przedziale (a, b), spełniającą na
Układy równań i równania wyższych rzędów
 Rozdział Układy równań i równania wyższych rzędów Układy równań różniczkowych zwyczajnych Wprowadzenie W poprzednich paragrafach zajmowaliśmy się równaniami różniczkowymi y = f(x, y), których rozwiązaniem
Rozdział Układy równań i równania wyższych rzędów Układy równań różniczkowych zwyczajnych Wprowadzenie W poprzednich paragrafach zajmowaliśmy się równaniami różniczkowymi y = f(x, y), których rozwiązaniem
BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA STOPU AlSi 6.9
 25/19 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 19 Archives of Foundry Year 2006, Volume 6, Book 19 PAN - Katowice PL ISSN 1642-5308 BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA STOPU
25/19 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 19 Archives of Foundry Year 2006, Volume 6, Book 19 PAN - Katowice PL ISSN 1642-5308 BADANIA SKURCZU LINIOWEGO W OKRESIE KRZEPNIĘCIA I STYGNIĘCIA STOPU
Równania różniczkowe liniowe wyższych rzędów o stałych współcz
 Równania różniczkowe liniowe wyższych rzędów o stałych współczynnikach Katedra Matematyki i Ekonomii Matematycznej SGH 12 maja 2016 Równanie liniowe n-tego rzędu Definicja Równaniem różniczkowym liniowym
Równania różniczkowe liniowe wyższych rzędów o stałych współczynnikach Katedra Matematyki i Ekonomii Matematycznej SGH 12 maja 2016 Równanie liniowe n-tego rzędu Definicja Równaniem różniczkowym liniowym
składa się z m + 1 uporządkowanych niemalejąco liczb nieujemnych. Pomiędzy p, n i m zachodzi następująca zależność:
 TEMATYKA: Krzywe typu Splajn (Krzywe B sklejane) Ćwiczenia nr 8 Krzywe Bezier a mają istotne ograniczenie. Aby uzyskać kształt zawierający wiele punktów przegięcia niezbędna jest krzywa wysokiego stopnia.
TEMATYKA: Krzywe typu Splajn (Krzywe B sklejane) Ćwiczenia nr 8 Krzywe Bezier a mają istotne ograniczenie. Aby uzyskać kształt zawierający wiele punktów przegięcia niezbędna jest krzywa wysokiego stopnia.
Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe)
") METODA ELEMENTÓW W SKOŃCZONYCH 1 Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe) stałych własnościach
METODA ELEMENTÓW W SKOŃCZONYCH 1 Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe) stałych własnościach
LABORATORIUM Z FIZYKI
 LABORATORIUM Z FIZYKI LABORATORIUM Z FIZYKI I PRACOWNIA FIZYCZNA C w Gliwicach Gliwice, ul. Konarskiego 22, pokoje 52-54 Regulamin pracowni i organizacja zajęć Sprawozdanie (strona tytułowa, karta pomiarowa)
LABORATORIUM Z FIZYKI LABORATORIUM Z FIZYKI I PRACOWNIA FIZYCZNA C w Gliwicach Gliwice, ul. Konarskiego 22, pokoje 52-54 Regulamin pracowni i organizacja zajęć Sprawozdanie (strona tytułowa, karta pomiarowa)
Rozdział 2: Metoda największej wiarygodności i nieliniowa metoda najmniejszych kwadratów
 Rozdział : Metoda największej wiarygodności i nieliniowa metoda najmniejszych kwadratów W tym rozdziale omówione zostaną dwie najpopularniejsze metody estymacji parametrów w ekonometrycznych modelach nieliniowych,
Rozdział : Metoda największej wiarygodności i nieliniowa metoda najmniejszych kwadratów W tym rozdziale omówione zostaną dwie najpopularniejsze metody estymacji parametrów w ekonometrycznych modelach nieliniowych,
Podstawy Automatyki. wykład 1 (26.02.2010) mgr inż. Łukasz Dworzak. Politechnika Wrocławska. Instytut Technologii Maszyn i Automatyzacji (I-24)
 mgr inż. Łukasz Dworzak. Politechnika Wrocławska. Instytut Technologii Maszyn i Automatyzacji (I-24)") Podstawy Automatyki wykład 1 (26.02.2010) mgr inż. Łukasz Dworzak Politechnika Wrocławska Instytut Technologii Maszyn i Automatyzacji (I-24) Laboratorium Podstaw Automatyzacji (L6) 105/2 B1 Sprawy organizacyjne
Podstawy Automatyki wykład 1 (26.02.2010) mgr inż. Łukasz Dworzak Politechnika Wrocławska Instytut Technologii Maszyn i Automatyzacji (I-24) Laboratorium Podstaw Automatyzacji (L6) 105/2 B1 Sprawy organizacyjne
ZASTOSOWANIE PROGRAMOWANIA LINIOWEGO W ZAGADNIENIACH WSPOMAGANIA PROCESU PODEJMOWANIA DECYZJI
 Wstęp ZASTOSOWANIE PROGRAMOWANIA LINIOWEGO W ZAGADNIENIACH WSPOMAGANIA PROCESU PODEJMOWANIA DECYZJI Problem podejmowania decyzji jest jednym z zagadnień sterowania nadrzędnego. Proces podejmowania decyzji
Wstęp ZASTOSOWANIE PROGRAMOWANIA LINIOWEGO W ZAGADNIENIACH WSPOMAGANIA PROCESU PODEJMOWANIA DECYZJI Problem podejmowania decyzji jest jednym z zagadnień sterowania nadrzędnego. Proces podejmowania decyzji
1 Symulacja procesów cieplnych 1. 2 Algorytm MES 2. 3 Implementacja rozwiązania 2. 4 Całkowanie numeryczne w MES 3. k z (t) t ) k y (t) t )
 t ) k y (t) t )") pis treści ymulacja procesów cieplnych Algorytm ME 3 Implementacja rozwiązania 4 Całkowanie numeryczne w ME 3 ymulacja procesów cieplnych Procesy cieplne opisuje równanie różniczkowe w postaci: ( k x (t)
pis treści ymulacja procesów cieplnych Algorytm ME 3 Implementacja rozwiązania 4 Całkowanie numeryczne w ME 3 ymulacja procesów cieplnych Procesy cieplne opisuje równanie różniczkowe w postaci: ( k x (t)
Wykład z równań różnicowych
 Wykład z równań różnicowych 1 Wiadomości wstępne Umówmy się, że na czas tego wykładu zrezygnujemy z oznaczania n-tego wyrazu ciągu symbolem typu x n, y n itp. Zamiast tego pisać będziemy x (n), y (n) itp.
Wykład z równań różnicowych 1 Wiadomości wstępne Umówmy się, że na czas tego wykładu zrezygnujemy z oznaczania n-tego wyrazu ciągu symbolem typu x n, y n itp. Zamiast tego pisać będziemy x (n), y (n) itp.
ASSESSMENT OF ANALYTICAL MATHODS OF SOLIDIFICATION PROCESS AND INGOT FEEDHEAD SIZE DETERMINATION
 1/37 Solidification of Metals and Alloys, No. 37, 1998 Krzepnięcie Metali i Stopów, nr 37, 1998 PAN Katowice PL ISSN 0208-9386 ASSESSMENT OF ANALYTICAL MATHODS OF SOLIDIFICATION PROCESS AND INGOT FEEDHEAD
1/37 Solidification of Metals and Alloys, No. 37, 1998 Krzepnięcie Metali i Stopów, nr 37, 1998 PAN Katowice PL ISSN 0208-9386 ASSESSMENT OF ANALYTICAL MATHODS OF SOLIDIFICATION PROCESS AND INGOT FEEDHEAD
Funkcje wymierne. Jerzy Rutkowski. Działania dodawania i mnożenia funkcji wymiernych określa się wzorami: g h + k l g h k.
 Funkcje wymierne Jerzy Rutkowski Teoria Przypomnijmy, że przez R[x] oznaczamy zbiór wszystkich wielomianów zmiennej x i o współczynnikach rzeczywistych Definicja Funkcją wymierną jednej zmiennej nazywamy
Funkcje wymierne Jerzy Rutkowski Teoria Przypomnijmy, że przez R[x] oznaczamy zbiór wszystkich wielomianów zmiennej x i o współczynnikach rzeczywistych Definicja Funkcją wymierną jednej zmiennej nazywamy
Przedmiot: Chemia budowlana Zakład Materiałoznawstwa i Technologii Betonu
 Przedmiot: Chemia budowlana Zakład Materiałoznawstwa i Technologii Betonu Ćw. 4 Kinetyka reakcji chemicznych Zagadnienia do przygotowania: Szybkość reakcji chemicznej, zależność szybkości reakcji chemicznej
Przedmiot: Chemia budowlana Zakład Materiałoznawstwa i Technologii Betonu Ćw. 4 Kinetyka reakcji chemicznych Zagadnienia do przygotowania: Szybkość reakcji chemicznej, zależność szybkości reakcji chemicznej
ROZWIĄZYWANIE RÓWNAŃ NIELINIOWYCH
 Transport, studia I stopnia Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek Adam Wosatko Postać ogólna równania nieliniowego Często występującym, ważnym problemem obliczeniowym
Transport, studia I stopnia Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek Adam Wosatko Postać ogólna równania nieliniowego Często występującym, ważnym problemem obliczeniowym
Programowanie celowe #1
 Programowanie celowe #1 Problem programowania celowego (PC) jest przykładem problemu programowania matematycznego nieliniowego, który można skutecznie zlinearyzować, tzn. zapisać (i rozwiązać) jako problem
Programowanie celowe #1 Problem programowania celowego (PC) jest przykładem problemu programowania matematycznego nieliniowego, który można skutecznie zlinearyzować, tzn. zapisać (i rozwiązać) jako problem
KADD Metoda najmniejszych kwadratów funkcje nieliniowe
 Metoda najmn. kwadr. - funkcje nieliniowe Metoda najmniejszych kwadratów Funkcje nieliniowe Procedura z redukcją kroku iteracji Przykłady zastosowań Dopasowanie funkcji wykładniczej Dopasowanie funkcji
Metoda najmn. kwadr. - funkcje nieliniowe Metoda najmniejszych kwadratów Funkcje nieliniowe Procedura z redukcją kroku iteracji Przykłady zastosowań Dopasowanie funkcji wykładniczej Dopasowanie funkcji
PRZYKŁADY ROZWIĄZAŃ MES. Piotr Nikiel
 PRZYKŁADY ROZWIĄZAŃ MES Piotr Nikiel Metoda elementów skooczonych Metoda elementów skooczonych jest metodą rozwiązywania zadao brzegowych. MES jest wykorzystywana obecnie praktycznie we wszystkich dziedzinach
PRZYKŁADY ROZWIĄZAŃ MES Piotr Nikiel Metoda elementów skooczonych Metoda elementów skooczonych jest metodą rozwiązywania zadao brzegowych. MES jest wykorzystywana obecnie praktycznie we wszystkich dziedzinach
IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. - funkcja dwóch zmiennych,
 IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. Definicja 1.1. Niech D będzie podzbiorem przestrzeni R n, n 2. Odwzorowanie f : D R nazywamy
IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. Definicja 1.1. Niech D będzie podzbiorem przestrzeni R n, n 2. Odwzorowanie f : D R nazywamy
SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA SZAREGO
 19/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA
19/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA
SKURCZ TERMICZNY ŻELIWA CHROMOWEGO
 48/4 Archives of Foundry, Year 2002, Volume 2, 4 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-5308 SKURCZ TERMICZNY ŻELIWA CHROMOWEGO S. JURA 1, A. STUDNICKI 2, J. KILARSKI
48/4 Archives of Foundry, Year 2002, Volume 2, 4 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-5308 SKURCZ TERMICZNY ŻELIWA CHROMOWEGO S. JURA 1, A. STUDNICKI 2, J. KILARSKI
PARAMETRY EUTEKTYCZNOŚCI ŻELIWA CHROMOWEGO Z DODATKAMI STOPOWYMI Ni, Mo, V i B
 45/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 PARAMETRY EUTEKTYCZNOŚCI ŻELIWA CHROMOWEGO
45/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 PARAMETRY EUTEKTYCZNOŚCI ŻELIWA CHROMOWEGO
Termodynamika. Część 12. Procesy transportu. Janusz Brzychczyk, Instytut Fizyki UJ
 Termodynamika Część 12 Procesy transportu Janusz Brzychczyk, Instytut Fizyki UJ Zjawiska transportu Zjawiska transportu są typowymi procesami nieodwracalnymi zachodzącymi w przyrodzie. Zjawiska te polegają
Termodynamika Część 12 Procesy transportu Janusz Brzychczyk, Instytut Fizyki UJ Zjawiska transportu Zjawiska transportu są typowymi procesami nieodwracalnymi zachodzącymi w przyrodzie. Zjawiska te polegają
Metoda elementów skończonych
 Metoda elementów skończonych Wraz z rozwojem elektronicznych maszyn obliczeniowych jakimi są komputery zaczęły pojawiać się różne numeryczne metody do obliczeń wytrzymałości różnych konstrukcji. Jedną
Metoda elementów skończonych Wraz z rozwojem elektronicznych maszyn obliczeniowych jakimi są komputery zaczęły pojawiać się różne numeryczne metody do obliczeń wytrzymałości różnych konstrukcji. Jedną
CHARAKTERYSTYKI CZĘSTOTLIWOŚCIOWE
 CHARAKTERYSTYKI CZĘSTOTLIWOŚCIOWE Do opisu członów i układów automatyki stosuje się, oprócz transmitancji operatorowej (), tzw. transmitancję widmową. Transmitancję widmową () wyznaczyć można na podstawie
CHARAKTERYSTYKI CZĘSTOTLIWOŚCIOWE Do opisu członów i układów automatyki stosuje się, oprócz transmitancji operatorowej (), tzw. transmitancję widmową. Transmitancję widmową () wyznaczyć można na podstawie
Spis treści Przedmowa
 Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
WYMAGANIA EDUKACYJNE Z MATEMATYKI DLA KLASY III
 WYMAGANIA EDUKACYJNE Z MATEMATYKI DLA KLASY III Program nauczania matematyki w gimnazjum Matematyka dla przyszłości DKW 4014 162/99 Opracowała: mgr Mariola Bagińska 1. Liczby i działania Podaje rozwinięcia
WYMAGANIA EDUKACYJNE Z MATEMATYKI DLA KLASY III Program nauczania matematyki w gimnazjum Matematyka dla przyszłości DKW 4014 162/99 Opracowała: mgr Mariola Bagińska 1. Liczby i działania Podaje rozwinięcia
Metoda Różnic Skończonych (MRS)
") Metoda Różnic Skończonych (MRS) METODY OBLICZENIOWE Budownictwo, studia I stopnia, semestr 6 Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek () Równania różniczkowe zwyczajne
Metoda Różnic Skończonych (MRS) METODY OBLICZENIOWE Budownictwo, studia I stopnia, semestr 6 Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek () Równania różniczkowe zwyczajne
Aproksymacja funkcji a regresja symboliczna
 Aproksymacja funkcji a regresja symboliczna Problem aproksymacji funkcji polega na tym, że funkcję F(x), znaną lub określoną tablicą wartości, należy zastąpić inną funkcją, f(x), zwaną funkcją aproksymującą
Aproksymacja funkcji a regresja symboliczna Problem aproksymacji funkcji polega na tym, że funkcję F(x), znaną lub określoną tablicą wartości, należy zastąpić inną funkcją, f(x), zwaną funkcją aproksymującą
METODY MATEMATYCZNE I STATYSTYCZNE W INŻYNIERII CHEMICZNEJ
 METODY MATEMATYCZNE I STATYSTYCZNE W INŻYNIERII CHEMICZNEJ Wykład 3 Elementy analizy pól skalarnych, wektorowych i tensorowych Prof. Antoni Kozioł, Wydział Chemiczny Politechniki Wrocławskiej 1 Analiza
METODY MATEMATYCZNE I STATYSTYCZNE W INŻYNIERII CHEMICZNEJ Wykład 3 Elementy analizy pól skalarnych, wektorowych i tensorowych Prof. Antoni Kozioł, Wydział Chemiczny Politechniki Wrocławskiej 1 Analiza
WPŁYW SZYBKOŚCI STYGNIĘCIA NA PARAMETRY KRYSTALIZACJI ŻELIWA CHROMOWEGO
 27/1 Archives of Foundry, Year 23, Volume 3, 1 Archiwum Odlewnictwa, Rok 23, Rocznik 3, Nr 1 PAN Katowice PL ISSN 1642-538 WPŁYW SZYBKOŚCI STYGNIĘCIA NA PARAMETRY KRYSTALIZACJI ŻELIWA CHROMOWEGO A. STUDNICKI
27/1 Archives of Foundry, Year 23, Volume 3, 1 Archiwum Odlewnictwa, Rok 23, Rocznik 3, Nr 1 PAN Katowice PL ISSN 1642-538 WPŁYW SZYBKOŚCI STYGNIĘCIA NA PARAMETRY KRYSTALIZACJI ŻELIWA CHROMOWEGO A. STUDNICKI
WYKŁAD 8 ANALIZA REGRESJI
 WYKŁAD 8 ANALIZA REGRESJI Regresja 1. Metoda najmniejszych kwadratów-regresja prostoliniowa 2. Regresja krzywoliniowa 3. Estymacja liniowej funkcji regresji 4. Testy istotności współczynnika regresji liniowej
WYKŁAD 8 ANALIZA REGRESJI Regresja 1. Metoda najmniejszych kwadratów-regresja prostoliniowa 2. Regresja krzywoliniowa 3. Estymacja liniowej funkcji regresji 4. Testy istotności współczynnika regresji liniowej
Układy równań i nierówności liniowych
 Układy równań i nierówności liniowych Wiesław Krakowiak 1 grudnia 2010 1 Układy równań liniowych DEFINICJA 11 Układem równań m liniowych o n niewiadomych X 1,, X n, nazywamy układ postaci: a 11 X 1 + +
Układy równań i nierówności liniowych Wiesław Krakowiak 1 grudnia 2010 1 Układy równań liniowych DEFINICJA 11 Układem równań m liniowych o n niewiadomych X 1,, X n, nazywamy układ postaci: a 11 X 1 + +
Całkowanie numeryczne
 Całkowanie numeryczne Poniżej omówione zostanie kilka metod przybliżania operacji całkowania i różniczkowania w szczególności uzależnieniu pochodnej od jej różnic skończonych gdy równanie różniczkowe mamy
Całkowanie numeryczne Poniżej omówione zostanie kilka metod przybliżania operacji całkowania i różniczkowania w szczególności uzależnieniu pochodnej od jej różnic skończonych gdy równanie różniczkowe mamy
Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak
 Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak Instytut Metalurgii Żelaza DICTRA jest pakietem komputerowym
Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak Instytut Metalurgii Żelaza DICTRA jest pakietem komputerowym
Matematyka dyskretna dla informatyków
 Matematyka dyskretna dla informatyków Część I: Elementy kombinatoryki Jerzy Jaworski Zbigniew Palka Jerzy Szymański Uniwersytet im. Adama Mickiewicza Poznań 2007 4 Zależności rekurencyjne Wiele zależności
Matematyka dyskretna dla informatyków Część I: Elementy kombinatoryki Jerzy Jaworski Zbigniew Palka Jerzy Szymański Uniwersytet im. Adama Mickiewicza Poznań 2007 4 Zależności rekurencyjne Wiele zależności
Wykład z Technologii Informacyjnych. Piotr Mika
 Wykład z Technologii Informacyjnych Piotr Mika Uniwersalna forma graficznego zapisu algorytmów Schemat blokowy zbiór bloków, powiązanych ze sobą liniami zorientowanymi. Jest to rodzaj grafu, którego węzły
Wykład z Technologii Informacyjnych Piotr Mika Uniwersalna forma graficznego zapisu algorytmów Schemat blokowy zbiór bloków, powiązanych ze sobą liniami zorientowanymi. Jest to rodzaj grafu, którego węzły
Spis treści. Przedmowa 11
 Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Definicja i własności wartości bezwzględnej.
 Równania i nierówności z wartością bezwzględną. Rozwiązywanie układów dwóch (trzech) równań z dwiema (trzema) niewiadomymi. Układy równań liniowych z parametrem, analiza rozwiązań. Definicja i własności
Równania i nierówności z wartością bezwzględną. Rozwiązywanie układów dwóch (trzech) równań z dwiema (trzema) niewiadomymi. Układy równań liniowych z parametrem, analiza rozwiązań. Definicja i własności
Zastosowanie rachunku wyrównawczego do uwiarygodnienia wyników pomiarów w układzie cieplnym bloku energetycznego siłowni parowej
 Marcin Szega Zastosowanie rachunku wyrównawczego do uwiarygodnienia wyników pomiarów w układzie cieplnym bloku energetycznego siłowni parowej (Monografia habilitacyjna nr 193. Wydawnictwo Politechniki
Marcin Szega Zastosowanie rachunku wyrównawczego do uwiarygodnienia wyników pomiarów w układzie cieplnym bloku energetycznego siłowni parowej (Monografia habilitacyjna nr 193. Wydawnictwo Politechniki
wymiana energii ciepła
 wymiana energii ciepła Karolina Kurtz-Orecka dr inż., arch. Wydział Budownictwa i Architektury Katedra Dróg, Mostów i Materiałów Budowlanych 1 rodzaje energii magnetyczna kinetyczna cieplna światło dźwięk
wymiana energii ciepła Karolina Kurtz-Orecka dr inż., arch. Wydział Budownictwa i Architektury Katedra Dróg, Mostów i Materiałów Budowlanych 1 rodzaje energii magnetyczna kinetyczna cieplna światło dźwięk
WPŁYW SZYBKOŚCI STYGNIĘCIA NA WŁASNOŚCI TERMOFIZYCZNE STALIWA W STANIE STAŁYM
 2/1 Archives of Foundry, Year 200, Volume, 1 Archiwum Odlewnictwa, Rok 200, Rocznik, Nr 1 PAN Katowice PL ISSN 1642-308 WPŁYW SZYBKOŚCI STYGNIĘCIA NA WŁASNOŚCI TERMOFIZYCZNE STALIWA W STANIE STAŁYM D.
2/1 Archives of Foundry, Year 200, Volume, 1 Archiwum Odlewnictwa, Rok 200, Rocznik, Nr 1 PAN Katowice PL ISSN 1642-308 WPŁYW SZYBKOŚCI STYGNIĘCIA NA WŁASNOŚCI TERMOFIZYCZNE STALIWA W STANIE STAŁYM D.
Wykład 3 Równania rózniczkowe cd
 7 grudnia 2010 Definicja Równanie różniczkowe dy dx + p (x) y = q (x) (1) nazywamy równaniem różniczkowym liniowym pierwszego rzędu. Jeśli q (x) 0, to równanie (1) czyli równanie dy dx + p (x) y = 0 nazywamy
7 grudnia 2010 Definicja Równanie różniczkowe dy dx + p (x) y = q (x) (1) nazywamy równaniem różniczkowym liniowym pierwszego rzędu. Jeśli q (x) 0, to równanie (1) czyli równanie dy dx + p (x) y = 0 nazywamy
Zaawansowane metody numeryczne Komputerowa analiza zagadnień różniczkowych 4. Równania różniczkowe zwyczajne podstawy teoretyczne
 Zaawansowane metody numeryczne Komputerowa analiza zagadnień różniczkowych 4. Równania różniczkowe zwyczajne podstawy teoretyczne P. F. Góra http://th-www.if.uj.edu.pl/zfs/gora/ semestr letni 2005/06 Wstęp
Zaawansowane metody numeryczne Komputerowa analiza zagadnień różniczkowych 4. Równania różniczkowe zwyczajne podstawy teoretyczne P. F. Góra http://th-www.if.uj.edu.pl/zfs/gora/ semestr letni 2005/06 Wstęp
Dystrybucje, wiadomości wstępne (I)
") Temat 8 Dystrybucje, wiadomości wstępne (I) Wielkości fizyczne opisujemy najczęściej przyporządkowując im funkcje (np. zależne od czasu). Inną drogą opisu tych wielkości jest przyporządkowanie im funkcjonałów
Temat 8 Dystrybucje, wiadomości wstępne (I) Wielkości fizyczne opisujemy najczęściej przyporządkowując im funkcje (np. zależne od czasu). Inną drogą opisu tych wielkości jest przyporządkowanie im funkcjonałów
WSPÓŁCZYNNIK PRZEJMOWANIA CIEPŁA PRZEZ KONWEKCJĘ
 INSYU INFORMAYKI SOSOWANEJ POLIECHNIKI ŁÓDZKIEJ Ćwiczenie Nr2 WSPÓŁCZYNNIK PRZEJMOWANIA CIEPŁA PRZEZ KONWEKCJĘ 1.WPROWADZENIE. Wymiana ciepła pomiędzy układami termodynamicznymi może być realizowana na
INSYU INFORMAYKI SOSOWANEJ POLIECHNIKI ŁÓDZKIEJ Ćwiczenie Nr2 WSPÓŁCZYNNIK PRZEJMOWANIA CIEPŁA PRZEZ KONWEKCJĘ 1.WPROWADZENIE. Wymiana ciepła pomiędzy układami termodynamicznymi może być realizowana na
Estymacja wektora stanu w prostym układzie elektroenergetycznym
 Zakład Sieci i Systemów Elektroenergetycznych LABORATORIUM INFORMATYCZNE SYSTEMY WSPOMAGANIA DYSPOZYTORÓW Estymacja wektora stanu w prostym układzie elektroenergetycznym Autorzy: dr inż. Zbigniew Zdun
Zakład Sieci i Systemów Elektroenergetycznych LABORATORIUM INFORMATYCZNE SYSTEMY WSPOMAGANIA DYSPOZYTORÓW Estymacja wektora stanu w prostym układzie elektroenergetycznym Autorzy: dr inż. Zbigniew Zdun
PODSTAWY ELEKTOTECHNIKI LABORATORIUM
 PODSTAWY ELEKTOTECHNIKI LABORATORIUM AKADEMIA MORSKA Katedra Telekomunikacji Morskiej ĆWICZENIE 8 OBWODY PRĄDU STAŁEGO -PODSTAWOWE PRAWA 1. Cel ćwiczenia Doświadczalne zbadanie podstawowych praw teorii
PODSTAWY ELEKTOTECHNIKI LABORATORIUM AKADEMIA MORSKA Katedra Telekomunikacji Morskiej ĆWICZENIE 8 OBWODY PRĄDU STAŁEGO -PODSTAWOWE PRAWA 1. Cel ćwiczenia Doświadczalne zbadanie podstawowych praw teorii
METODY KOMPUTEROWE W MECHANICE
 METODY KOMPUTEROWE W MECHANICE wykład dr inż. Paweł Stąpór laboratorium 15 g, projekt 15 g. dr inż. Paweł Stąpór dr inż. Sławomir Koczubiej Politechnika Świętokrzyska Wydział Zarządzania i Modelowania
METODY KOMPUTEROWE W MECHANICE wykład dr inż. Paweł Stąpór laboratorium 15 g, projekt 15 g. dr inż. Paweł Stąpór dr inż. Sławomir Koczubiej Politechnika Świętokrzyska Wydział Zarządzania i Modelowania
KADD Minimalizacja funkcji
 Minimalizacja funkcji n-wymiarowych Forma kwadratowa w n wymiarach Procedury minimalizacji Minimalizacja wzdłuż prostej w n-wymiarowej przestrzeni Metody minimalizacji wzdłuż osi współrzędnych wzdłuż kierunków
Minimalizacja funkcji n-wymiarowych Forma kwadratowa w n wymiarach Procedury minimalizacji Minimalizacja wzdłuż prostej w n-wymiarowej przestrzeni Metody minimalizacji wzdłuż osi współrzędnych wzdłuż kierunków
gazów lub cieczy, wywołanym bądź różnicą gęstości (różnicą temperatur), bądź przez wymuszenie czynnikami zewnętrznymi.
, bądź przez wymuszenie czynnikami zewnętrznymi.") WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła): 1. PRZEWODZENIIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła): 1. PRZEWODZENIIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
Wyznaczanie współczynnika przewodnictwa
 Ćwiczenie C5 Wyznaczanie współczynnika przewodnictwa cieplnego wybranych materiałów C5.1. Cel ćwiczenia Celem ćwiczenia jest poznanie mechanizmów transportu energii, w szczególności zjawiska przewodnictwa
Ćwiczenie C5 Wyznaczanie współczynnika przewodnictwa cieplnego wybranych materiałów C5.1. Cel ćwiczenia Celem ćwiczenia jest poznanie mechanizmów transportu energii, w szczególności zjawiska przewodnictwa
ANALIZA MATEMATYCZNA Z ELEMENTAMI STATYSTYKI MATEMATYCZNEJ
 ANALIZA MATEMATYCZNA Z ELEMENTAMI STATYSTYKI MATEMATYCZNEJ FUNKCJE DWÓCH ZMIENNYCH RZECZYWISTYCH Definicja 1. Niech A będzie dowolnym niepustym zbiorem. Metryką w zbiorze A nazywamy funkcję rzeczywistą
ANALIZA MATEMATYCZNA Z ELEMENTAMI STATYSTYKI MATEMATYCZNEJ FUNKCJE DWÓCH ZMIENNYCH RZECZYWISTYCH Definicja 1. Niech A będzie dowolnym niepustym zbiorem. Metryką w zbiorze A nazywamy funkcję rzeczywistą
INSTRUKCJA DO ĆWICZENIA NR 1
 L01 ---2014/10/17 ---10:52---page1---#1 KATEDRA MECHANIKI STOSOWANEJ Wydział Mechaniczny POLITECHNIKA LUBELSKA INSTRUKCJA DO ĆWICZENIA NR 1 PRZEDMIOT TEMAT Wybrane zagadnienia z optymalizacji elementów
L01 ---2014/10/17 ---10:52---page1---#1 KATEDRA MECHANIKI STOSOWANEJ Wydział Mechaniczny POLITECHNIKA LUBELSKA INSTRUKCJA DO ĆWICZENIA NR 1 PRZEDMIOT TEMAT Wybrane zagadnienia z optymalizacji elementów
Wyznaczanie wartości współczynnika przewodzenia ciepła wybranych materiałów ceramicznych
 Wyznaczanie wartości współczynnika przewodzenia ciepła wybranych materiałów ceramicznych I. Część teoretyczna 1.1. Procesy cieplne zachodzące w czasie krzepnięcia wlewka ze szczególnym uwzględnieniem pracy
Wyznaczanie wartości współczynnika przewodzenia ciepła wybranych materiałów ceramicznych I. Część teoretyczna 1.1. Procesy cieplne zachodzące w czasie krzepnięcia wlewka ze szczególnym uwzględnieniem pracy
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA
 POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
DRGANIA SWOBODNE UKŁADU O DWÓCH STOPNIACH SWOBODY. Rys Model układu
 Ćwiczenie 7 DRGANIA SWOBODNE UKŁADU O DWÓCH STOPNIACH SWOBODY. Cel ćwiczenia Doświadczalne wyznaczenie częstości drgań własnych układu o dwóch stopniach swobody, pokazanie postaci drgań odpowiadających
Ćwiczenie 7 DRGANIA SWOBODNE UKŁADU O DWÓCH STOPNIACH SWOBODY. Cel ćwiczenia Doświadczalne wyznaczenie częstości drgań własnych układu o dwóch stopniach swobody, pokazanie postaci drgań odpowiadających
przy warunkach początkowych: 0 = 0, 0 = 0
 MODELE MATEMATYCZNE UKŁADÓW DYNAMICZNYCH Podstawową formą opisu procesów zachodzących w członach lub układach automatyki jest równanie ruchu - równanie dynamiki. Opisuje ono zależność wielkości fizycznych,
MODELE MATEMATYCZNE UKŁADÓW DYNAMICZNYCH Podstawową formą opisu procesów zachodzących w członach lub układach automatyki jest równanie ruchu - równanie dynamiki. Opisuje ono zależność wielkości fizycznych,
KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO. dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury
 KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury Funkcje wektorowe Jeśli wektor a jest określony dla parametru t (t należy do przedziału t (, t k )
KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury Funkcje wektorowe Jeśli wektor a jest określony dla parametru t (t należy do przedziału t (, t k )