KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
|
|
|
- Bogumił Kaczor
- 8 lat temu
- Przeglądów:
Transkrypt
1 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego się w procesie obróbki cieplnej warstwy wierzchniej metodą TIG

2 Spis rzeczy: Wstęp Proces spawania metodą TIG Proces krzepnięcia żeliwa Model matematyczny procesu obróbki cieplnej metodą TIG Wyniki i porównania Wnioski

3 Wstęp
4 Proces spawania metodą TIG

5 Ogólny podział metod spawania w osłonach gazów ochronnych przedstawia poniższy schemat: SPAWANIE W OSŁONACH GAZÓW OCHRONNYCH. ELEKTRODĄ METALOWĄ ELEKTRODĄ WOLFRAMOWĄ MAG ELEKTROGAZOWE MIG TIG PLAZMOWE PLAZMA MIG ŁUKIEM ZALEŻNYM ŁUKIEM NIEZALĘŻNYM

6 Przebieg procesu spawania ręcznego TIG (GTA) z zastosowaniem materiału dodatkowego Mocowanie i regulacja położenia elektrody wolframowej Uchwyt Gaz ochronny Przewód prądowy Spoiwo Elektroda wolframowa Końcówka prądowa ~= - (+) Kanały gazowe Dysza gazowa Spoina
 Kanały gazowe Dysza gazowa")
7 Łuk spawalniczy z elektrodą nietopliwą. Spawanie prądem stałym z biegunowością ujemną Katoda wolframowa (-) J Natężenie prądu spawania Strefa powłoki gazowej Kierunek ruchu jonów dodatnich Plazma Kierunek ruchu elektronów Jeziorko spoiny Anoda (+) Spawany materiał

8 Rozkład energii cieplnej w łuku - ~38% ~62% +/- ~50% + ~62% ~38% - ~50%

9 Kształt złącza spawanego Spoina Fn Nadlew spoiny Linia wtopienia Materiał spawany SWC Fm SWC Fm obszar metalu rodzimego, który uległ stopieniu, Fn obszar metalu stopiwa, SWC strefa wpływu ciepła spawania

10 Proces krzepnięcia żeliwa

11 gdzie: X Równanie energii C(T) zastępcza pojemność cieplna. gdzie: ( X, t) T Ω : C( T ) = div λ t c m L ( m) v ( m ) ( T ) dfs dt V a zakrzepła objętość fazy austenitycznej [m 3 ], V e zakrzepła objętość fazy eutektycznej [m 3 ], [ gradt ( X, t) ] f f a s e s = = V V V V V objętość warstewki żeliwa [m 3 ], ( m) objętościowe ciepło utajone fazy austenitu (m=a), fazy eutektyki (m=e) L v [W/m 3 ]. a e
![austenitycznej [m 3 ], V e zakrzepła objętość fazy eutektycznej [m 3 ], [ gradt ( X, t) ] f f a s e](/docs-images/44/23194256/images/page_11.jpg "s = = V V V V V objętość warstewki żeliwa [m 3 ], ( m) objętościowe ciepło utajone fazy austenitu")
12 Definicja entalpii H T = ( T ) c( µ ) 0 dµ gdzie: H(T) entalpia fizyczna.

13 Wykres entalpia węgiel dla stopów Fe-C

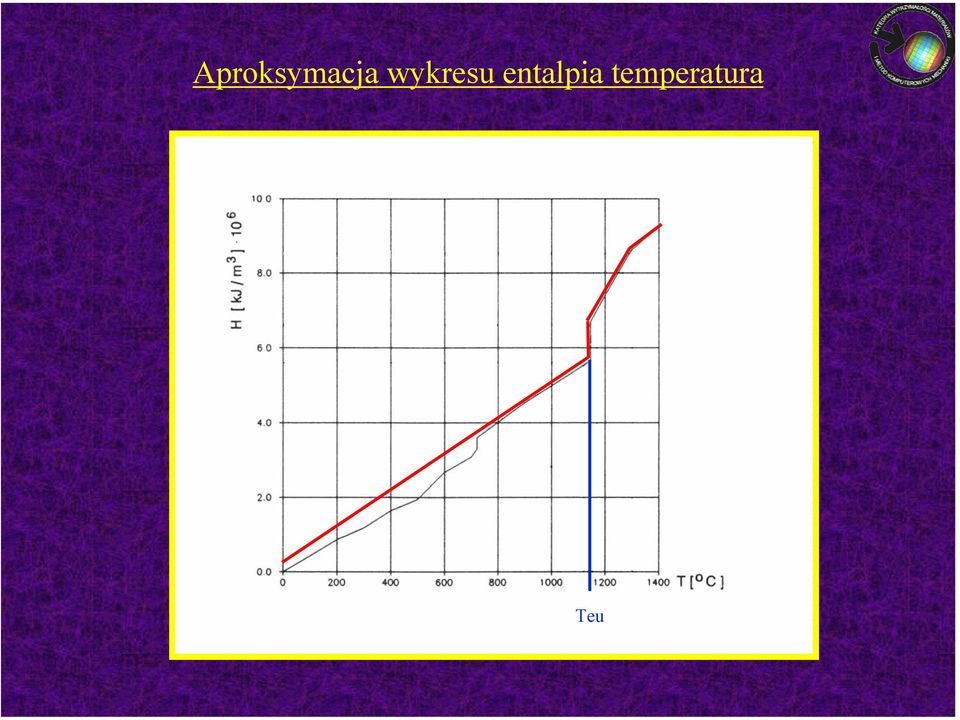
14 Wykres entalpia temperatura dla zadanej wartości CE CE=3,92% Teu

15 Aproksymacja wykresu entalpia temperatura Teu
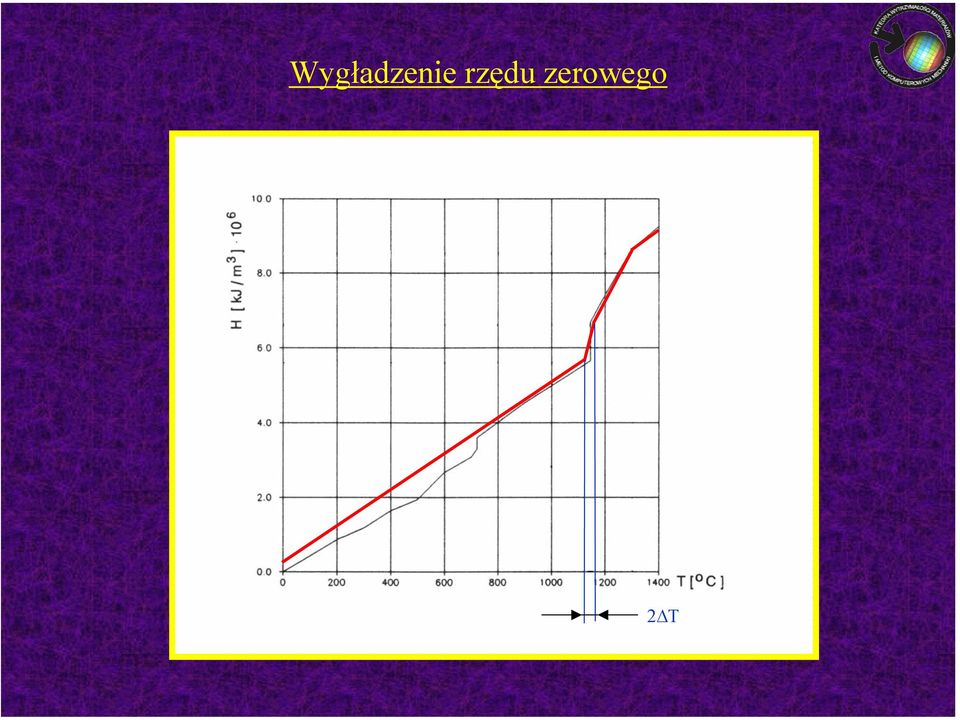
16 Wygładzenie rzędu zerowego 2 T
17 Zastępcza pojemność cieplna dla żeliwa (1) C(T) eutektyka 2 T faza stała austenit faza ciekła T eu T L T

18 Zastępcza pojemność cieplna dla żeliwa (2) ( ) C T = c c c c L aus eu S T eu T eu + T T T < T T T eu T T < T + T T L L L c aus = T L L a v ( T + T ) eu c eu e Lv = 2 T gdzie: c L -objętościowe ciepło właściwe fazy ciekłej [J/m 3 K], c S -objętościowe ciepło właściwe fazy stałej [J/m 3 K],, T L - temperatura początku fazy ciekłej [K], T S - temperatura końca fazy stałej [K], T eu - temperatura eutektyczna [K],
![właściwe fazy ciekłej [J/m 3 K], c S -objętościowe ciepło właściwe fazy stałej [J/m 3 K],, T L -](/docs-images/44/23194256/images/page_18.jpg "temperatura początku fazy ciekłej [K], T S - temperatura końca fazy stałej [K], T eu - temperatura")
19 Dane materiałowe L a = [ J / kg] L e = [ J / kg] c L =785 [J/kgC], c S =685 [J/kgC], ρ=7200 [kg/m 3 ], λ s =40 [W/mK], λ L =7 λ s
![[J/kgC], c S =685 [J/kgC], ρ=7200](/docs-images/44/23194256/images/page_19.jpg "[kg/m 3 ], λ s =40 [W/mK], λ L =7 λ")
20 Model matematyczny procesu obróbki cieplnej metodą TIG

21 Model obliczeniowy (1) Dane: wysokość 25 [mm], szerokość 80 [mm], długość 190 [mm]. Prędkość elektrody 100 [mm/min].
22 Symulacja zewnętrznego źródła ciepła (elektrody) T λ n gdzie: q b strumień ciepła [W/m 2 ], ( X t) T, n pochodna kierunkowa. ( X, t) = q ( X t) b, q b gdzie: Q jest mocą cieplną, 1 2 2, exp πσ 2σ Γ ( X t) = Γ σ -współczynnik rozproszenia energii, Γ 1 element powierzchni Γ 1. 1 Q x + y dxdy
23 Funkcja związana z oddziałaniem łuku spawalniczego
24 Obszar poza działaniem źródła zewnętrznego ( ) ( ) ( ) [ ] = T t X T T n t X T,, α λ ( ) ( ) + + = T T T T C T c ε α gdzie: C c stała promieniowania ciała doskonale czarnego: C c =5,67 [W/m 2 K 4 ], ε emisyjność powierzchni.
25 Model obliczeniowy (2) Dane: wysokość 25 [mm], szerokość 40 [mm], długość 95 [mm]. Prędkość elektrody 100 [mm/min].
26 Model obliczeniowy (2)
27 Dyskretyzacja funkcji związanej z źródłem zewnętrznym (1)
28 Dyskretyzacja funkcji związanej z źródłem zewnętrznym (2)
29 Siatka elementów skończonych (HEX 8) (1)
30 Siatka elementów skończonych (HEX 8) (2)
31 Rodzaje elementów TETRA (4) TETRA (10) PENTA (6) PENTA (15) HEX (8) HEX (12) HEX (20) HEX (27)
32 Siatka elementów skończonych (HEX 8) (3)
33 Wyniki
34 Rozpatrywane obszary B C A
35 B C A
36
37 12 [s]_bok
38 12 [s]_góra
39 Zakres temperatur (20; 80 C) C B A
40 4,5 i 45 [s]_temperatura (35; 1235 C)
41 Porównanie wyników MRS-MARC x 0 0,0005 y 0,001 0,0015 0,002 0,0025 0,003 0,0035 0,004 0,0045
42 Porównanie wyników MRS-MARC 3[s] MRS_3 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odle głość [m] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m] MES_3 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odle głość [m] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m]
43 Porównanie wyników MRS-MARC 6[s] MRS_6 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odległo ść [m ] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m] MES_6 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odle głość [m] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m]
44 Porównanie wyników MRS-MARC 9[s] MRS _9 [s ] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odległ o ść [m ] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m] MES_9 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odległ o ść [m ] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m]
45 Porównanie wyników MRS-MARC 12[s] MRS _12 [s ] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odległ o ść [m ] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m] MES _12 [s] Temperatura [ C] ,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 Odległ o ś ć [m ] 0,0 [m] 0,0005 [m] 0,001 [m] 0,0015 [m] 0,002 [m] 0,0025 [m]
46 Procentowe różnice między MRS i MARC BL = MRS MARC MRS 100%
47 Błąd po 3 i 6 [s] B ŁĄD_3 [s] 0,6 0,55 0,5 0,45 0,4 Błąd % 0,35 0,3 0,25 0,2 0,15 0,1 0, ,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,075 0,08 0,085 0,09 0,095 Odległo ść [m ] 0 0,0005 0,001 0,0015 0,002 0,0025 B ŁĄD_6 [s] 0,4 0,35 0,3 0,25 Błąd % 0,2 0,15 0,1 0, ,005 0,01 0,015 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,075 0,08 0,085 0,09 0,095 Odległo ść [m ] 0 0,0005 0,001 0,0015 0,002 0,0025
48 Wnioski
49 Istnieje możliwość symulacji ruchu w programach które nie posiadają takiej funkcji, Na podstawie przedstawionych wyników symulacji zauważono, że proces przebiega bardzo burzliwie zwłaszcza w swojej pierwszej fazie, następnie się stabilizuje. Po około 9 [s], od chwili rozpoczęcia procesu można zaobserwować ustalenie się maksymalnej temperatury na około 1234 [ C]. W dalszej fazie temperatura ta tylko nieznacznie wzrośnie o około +5 [ C]. Otrzymane wyniki pokazują stosunkowo niewielki obszar wtopienia na głębokości, a znacznie większy na spawanej powierzchni. Związane jest to z przyjętymi do symulacji parametrami spawania takimi jak, prędkość spawania czy wartość mocy cieplnej. Wyniki otrzymane metodą elementów skończonych oraz metodą różnic skończonych są zbieżne (błąd nie przekracza 1%). Różnice wynikają z metody obliczeniowej oraz przyjętych uproszczeń.
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
z wykorzystaniem pakiet MARC/MENTAT.
 KAEDRA WYRZYMAŁOŚCI MAERIAŁÓW I MEOD KOMPUEROWYCH MECHANIKI Wydział Mechaniczny echnologiczny POIECHNIKA ŚĄSKA W GIWICACH PRACA DYPOMOWA MAGISERSKA emat: Modelowanie procesu krzepnięcia żeliwa z wykorzystaniem
KAEDRA WYRZYMAŁOŚCI MAERIAŁÓW I MEOD KOMPUEROWYCH MECHANIKI Wydział Mechaniczny echnologiczny POIECHNIKA ŚĄSKA W GIWICACH PRACA DYPOMOWA MAGISERSKA emat: Modelowanie procesu krzepnięcia żeliwa z wykorzystaniem
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
Rodzaje połączeń Połączenia
 Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
wymiana energii ciepła
 wymiana energii ciepła Karolina Kurtz-Orecka dr inż., arch. Wydział Budownictwa i Architektury Katedra Dróg, Mostów i Materiałów Budowlanych 1 rodzaje energii magnetyczna kinetyczna cieplna światło dźwięk
wymiana energii ciepła Karolina Kurtz-Orecka dr inż., arch. Wydział Budownictwa i Architektury Katedra Dróg, Mostów i Materiałów Budowlanych 1 rodzaje energii magnetyczna kinetyczna cieplna światło dźwięk
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Wykorzystanie programu COMSOL do analizy zmiennych pól p l temperatury. Tomasz Bujok promotor: dr hab. Jerzy Bodzenta, prof. Politechniki Śląskiej
 Wykorzystanie programu COMSOL do analizy zmiennych pól p l temperatury metodą elementów w skończonych Tomasz Bujok promotor: dr hab. Jerzy Bodzenta, prof. Politechniki Śląskiej Plan prezentacji Założenia
Wykorzystanie programu COMSOL do analizy zmiennych pól p l temperatury metodą elementów w skończonych Tomasz Bujok promotor: dr hab. Jerzy Bodzenta, prof. Politechniki Śląskiej Plan prezentacji Założenia
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas
 Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA
 POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Metoda TIG (GTAW) Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG
 Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG") Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Osłonowe gazy spawalnicze. w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
ĆWICZENIE SP-2. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH
 46/ Archives of Foundry, Year 6, Volume 6, Archiwum Odlewnictwa, Rok 6, Rocznik 6, Nr PAN Katowice PL ISSN 64-38 WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH J. MENDAKIEWICZ
46/ Archives of Foundry, Year 6, Volume 6, Archiwum Odlewnictwa, Rok 6, Rocznik 6, Nr PAN Katowice PL ISSN 64-38 WPŁYW DOBORU ZASTĘPCZEJ POJEMNOŚCI CIEPLNEJ ŻELIWA NA WYNIKI OBLICZEŃ NUMERYCZNYCH J. MENDAKIEWICZ
Metoda Elementów Skończonych
 Metoda Elementów Skończonych Prowadzący: dr hab. Tomasz Stręk Wykonali: Oguttu Alvin Wojciechowska Klaudia MiBM /semestr VII / IMe Poznań 2013 Projekt MES Strona 1 SPIS TREŚCI 1. Ogrzewanie laserowe....3
Metoda Elementów Skończonych Prowadzący: dr hab. Tomasz Stręk Wykonali: Oguttu Alvin Wojciechowska Klaudia MiBM /semestr VII / IMe Poznań 2013 Projekt MES Strona 1 SPIS TREŚCI 1. Ogrzewanie laserowe....3
Centrum Zaopatrzenia Technicznego Utworzono : 05 luty 2017
 Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Materiały pomocnicze do laboratorium z przedmiotu Metody i Narzędzia Symulacji Komputerowej
 Materiały pomocnicze do laboratorium z przedmiotu Metody i Narzędzia Symulacji Komputerowej w Systemach Technicznych Symulacja prosta dyszy pomiarowej Bendemanna Opracował: dr inż. Andrzej J. Zmysłowski
Materiały pomocnicze do laboratorium z przedmiotu Metody i Narzędzia Symulacji Komputerowej w Systemach Technicznych Symulacja prosta dyszy pomiarowej Bendemanna Opracował: dr inż. Andrzej J. Zmysłowski
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
Zjawisko termoelektryczne
 34 Zjawisko Peltiera polega na tym, że w obwodzie składającym się z różnych przewodników lub półprzewodników wytworzenie różnicy temperatur między złączami wywołuje przepływ prądu spowodowany różnicą potencjałów
34 Zjawisko Peltiera polega na tym, że w obwodzie składającym się z różnych przewodników lub półprzewodników wytworzenie różnicy temperatur między złączami wywołuje przepływ prądu spowodowany różnicą potencjałów
Wykład 3 Zjawiska transportu Dyfuzja w gazie, przewodnictwo cieplne, lepkość gazu, przewodnictwo elektryczne
 Wykład 3 Zjawiska transportu Dyfuzja w gazie, przewodnictwo cieplne, lepkość gazu, przewodnictwo elektryczne W3. Zjawiska transportu Zjawiska transportu zachodzą gdy układ dąży do stanu równowagi. W zjawiskach
Wykład 3 Zjawiska transportu Dyfuzja w gazie, przewodnictwo cieplne, lepkość gazu, przewodnictwo elektryczne W3. Zjawiska transportu Zjawiska transportu zachodzą gdy układ dąży do stanu równowagi. W zjawiskach
CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ
 CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ Ciepło i temperatura Pojemność cieplna i ciepło właściwe Ciepło przemiany Przejścia między stanami Rozszerzalność cieplna Sprężystość ciał Prawo Hooke a Mechaniczne
CIEPLNE I MECHANICZNE WŁASNOŚCI CIAŁ Ciepło i temperatura Pojemność cieplna i ciepło właściwe Ciepło przemiany Przejścia między stanami Rozszerzalność cieplna Sprężystość ciał Prawo Hooke a Mechaniczne
Właściwa jakość i wydajność. CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych.
 CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
Wnikanie ciepła przy konwekcji swobodnej. 1. Wstęp
 Wnikanie ciepła przy konwekcji swobodnej 1. Wstęp Współczynnik wnikania ciepła podczas konwekcji silnie zależy od prędkości czynnika. Im prędkość czynnika jest większa, tym współczynnik wnikania ciepła
Wnikanie ciepła przy konwekcji swobodnej 1. Wstęp Współczynnik wnikania ciepła podczas konwekcji silnie zależy od prędkości czynnika. Im prędkość czynnika jest większa, tym współczynnik wnikania ciepła
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
ELEKTRONIKA ELM001551W
 ELEKTRONIKA ELM001551W Podstawy elektrotechniki i elektroniki Definicje prądu elektrycznego i wielkości go opisujących: natężenia, gęstości, napięcia. Zakres: Oznaczenia wielkości fizycznych i ich jednostek,
ELEKTRONIKA ELM001551W Podstawy elektrotechniki i elektroniki Definicje prądu elektrycznego i wielkości go opisujących: natężenia, gęstości, napięcia. Zakres: Oznaczenia wielkości fizycznych i ich jednostek,
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
..co to jest spawanie orbitalne TIG?
 ..co to jest spawanie orbitalne TIG? WSTĘP Wymagania w zakresie jakości, standardów, monitorowania i możliwości śledzenia zmuszają firmy z branży przemysłowej do coraz częstszego uciekania się do procesów
..co to jest spawanie orbitalne TIG? WSTĘP Wymagania w zakresie jakości, standardów, monitorowania i możliwości śledzenia zmuszają firmy z branży przemysłowej do coraz częstszego uciekania się do procesów
Analiza wymiany ciepła w przekroju rury solarnej Heat Pipe w warunkach ustalonych
 Stanisław Kandefer 1, Piotr Olczak Politechnika Krakowska 2 Analiza wymiany ciepła w przekroju rury solarnej Heat Pipe w warunkach ustalonych Wprowadzenie Wśród paneli słonecznych stosowane są często rurowe
Stanisław Kandefer 1, Piotr Olczak Politechnika Krakowska 2 Analiza wymiany ciepła w przekroju rury solarnej Heat Pipe w warunkach ustalonych Wprowadzenie Wśród paneli słonecznych stosowane są często rurowe
TEORIA TRANZYSTORÓW MOS. Charakterystyki statyczne
 TEORIA TRANZYSTORÓW MOS Charakterystyki statyczne n Aktywne podłoże, a napięcia polaryzacji złącz tranzystora wzbogacanego nmos Obszar odcięcia > t, = 0 < t Obszar liniowy (omowy) Kanał indukowany napięciem
TEORIA TRANZYSTORÓW MOS Charakterystyki statyczne n Aktywne podłoże, a napięcia polaryzacji złącz tranzystora wzbogacanego nmos Obszar odcięcia > t, = 0 < t Obszar liniowy (omowy) Kanał indukowany napięciem
Akademickie Centrum Czystej Energii. Ogniwo paliwowe
 Ogniwo paliwowe 1. Zagadnienia elektroliza, prawo Faraday a, pierwiastki galwaniczne, ogniwo paliwowe 2. Opis Główną częścią ogniwa paliwowego PEM (Proton Exchange Membrane) jest membrana złożona z katody
Ogniwo paliwowe 1. Zagadnienia elektroliza, prawo Faraday a, pierwiastki galwaniczne, ogniwo paliwowe 2. Opis Główną częścią ogniwa paliwowego PEM (Proton Exchange Membrane) jest membrana złożona z katody
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
Charakterystyka ogólna
 Przewodnik procesu Power Mode Aluminium Charakterystyka ogólna Power Mode do wysokojakościowego aluminium Bardziej równomierny przetop spoiny Mniej wadliwych spoin Zapewnia stabilny łuk i mniejsze wahania
Przewodnik procesu Power Mode Aluminium Charakterystyka ogólna Power Mode do wysokojakościowego aluminium Bardziej równomierny przetop spoiny Mniej wadliwych spoin Zapewnia stabilny łuk i mniejsze wahania
Program stażowy Kierunek ORLEN 2019
 Program stażowy Kierunek ORLEN 2019 Zadanie rekrutacyjne pt. Inżynier wsparcia produkcji. ORLEN Serwis S.A. Biuro Dyrektora Oddziału Trzebinia Wprowadzenie do tematyki zadania ORLEN Serwis Oddział Trzebinia
Program stażowy Kierunek ORLEN 2019 Zadanie rekrutacyjne pt. Inżynier wsparcia produkcji. ORLEN Serwis S.A. Biuro Dyrektora Oddziału Trzebinia Wprowadzenie do tematyki zadania ORLEN Serwis Oddział Trzebinia
Sprawdzanie prawa Ohma i wyznaczanie wykładnika w prawie Stefana-Boltzmanna
 Sprawdzanie prawa Ohma i wyznaczanie wykładnika w prawie Stefana-Boltzmanna Wprowadzenie. Prawo Stefana Boltzmanna Φ λ nm Rys.1. Prawo Plancka. Pole pod każdą krzywą to całkowity strumień: Φ c = σs T 4
Sprawdzanie prawa Ohma i wyznaczanie wykładnika w prawie Stefana-Boltzmanna Wprowadzenie. Prawo Stefana Boltzmanna Φ λ nm Rys.1. Prawo Plancka. Pole pod każdą krzywą to całkowity strumień: Φ c = σs T 4
Części do urządzeń. Części do urządzeń MMA Części do urządzeń TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG
 Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
(12) OPIS PATENTOWY (19) PL (11) PL B1 (13) B1 B23K 9/02. (54) Sposób spajania części metalowych za pomocą spawania lukowego
 OPIS PATENTOWY (19) PL (11) PL B1 (13) B1 B23K 9/02. (54) Sposób spajania części metalowych za pomocą spawania lukowego") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175594 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306949 (22) Data zgłoszenia: 25.01.1995 (51) IntCl6: B23K 33/00 B23K
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175594 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306949 (22) Data zgłoszenia: 25.01.1995 (51) IntCl6: B23K 33/00 B23K
IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR KRZEPNIĘCIA ŻELIWA CHROMOWEGO
 22/40 Solidification of Metals and Alloys, Year 1999, Volume 1, Book No. 40 Krzepnięcie Metali i Stopów, Rok 1999, Rocznik 1, Nr 40 PAN Katowice PL ISSN 0208-9386 IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR
22/40 Solidification of Metals and Alloys, Year 1999, Volume 1, Book No. 40 Krzepnięcie Metali i Stopów, Rok 1999, Rocznik 1, Nr 40 PAN Katowice PL ISSN 0208-9386 IDENTYFIKACJA CHARAKTERYSTYCZNYCH TEMPERATUR
Charakterystyka ogólna. 2 Optymalizacja Sterowanie procesem Pulse-on-Pulse
 Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
gazów lub cieczy, wywołanym bądź różnicą gęstości (różnicą temperatur), bądź przez wymuszenie czynnikami zewnętrznymi.
, bądź przez wymuszenie czynnikami zewnętrznymi.") WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła): 1. PRZEWODZENIIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła): 1. PRZEWODZENIIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
Przygotowanie złączy dla spoin
 złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach )
") C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG
 HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC
 Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
7 czerwca 2008
 www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
Obliczenie natężenia promieniowania docierającego do powierzchni absorpcyjnej
 Kolektor słoneczny dr hab. inż. Bartosz Zajączkowski, prof. uczelni Politechnika Wrocławska Wydział Mechaniczno-Energetyczny Katedra Termodynamiki, Teorii Maszyn i Urządzeń Cieplnych email: bartosz.zajaczkowski@pwr.edu.pl
Kolektor słoneczny dr hab. inż. Bartosz Zajączkowski, prof. uczelni Politechnika Wrocławska Wydział Mechaniczno-Energetyczny Katedra Termodynamiki, Teorii Maszyn i Urządzeń Cieplnych email: bartosz.zajaczkowski@pwr.edu.pl
Spawanie metodą MIG (w osłonie gazu obojętnego) oraz metodą MAG (w osłonie gazu czynnego)... 11
 oraz metodą MAG (w osłonie gazu czynnego)... 11") INSTRUKCJA OBSŁUGI WeldPlay Zatrudniaj spawaczy, zorganizuj im szkolenie i otwieraj nowe stanowiska spawalnicze. Stań się prawdziwym menedżerem przedsiębiorstwa spawalniczego. Przyjmuj i realizuj coraz
INSTRUKCJA OBSŁUGI WeldPlay Zatrudniaj spawaczy, zorganizuj im szkolenie i otwieraj nowe stanowiska spawalnicze. Stań się prawdziwym menedżerem przedsiębiorstwa spawalniczego. Przyjmuj i realizuj coraz
Funkcja rozkładu Fermiego-Diraca w różnych temperaturach
 Funkcja rozkładu Fermiego-Diraca w różnych temperaturach 1 f FD ( E) = E E F exp + 1 kbt Styczna do krzywej w punkcie f FD (E F )=0,5 przecina oś energii i prostą f FD (E)=1 w punktach odległych o k B
Funkcja rozkładu Fermiego-Diraca w różnych temperaturach 1 f FD ( E) = E E F exp + 1 kbt Styczna do krzywej w punkcie f FD (E F )=0,5 przecina oś energii i prostą f FD (E)=1 w punktach odległych o k B
OCENA WYKORZYSTANIA CIEPŁA WEWNĘTRZNEGO ŁUKU ELEKTRYCZNEGO DO HARTOWANIA POWIERZCHNIOWEGO STALI
 Robert Starosta Bartosz Żurawek Akademia Morska w Gdyni OCENA WYKORZYSTANIA CIEPŁA WEWNĘTRZNEGO ŁUKU ELEKTRYCZNEGO DO HARTOWANIA POWIERZCHNIOWEGO STALI W pracy przedstawiono wyniki badań mających na celu
Robert Starosta Bartosz Żurawek Akademia Morska w Gdyni OCENA WYKORZYSTANIA CIEPŁA WEWNĘTRZNEGO ŁUKU ELEKTRYCZNEGO DO HARTOWANIA POWIERZCHNIOWEGO STALI W pracy przedstawiono wyniki badań mających na celu
gazów lub cieczy, wywołanym bądź różnicą gęstości (różnicą temperatur), bądź przez wymuszenie czynnikami zewnętrznymi.
, bądź przez wymuszenie czynnikami zewnętrznymi.") WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła):. PRZEWODZENIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
WYMIANA (TRANSPORT) CIEPŁA Trzy podstawowe mechanizmy transportu ciepła (wymiany ciepła):. PRZEWODZENIE - przekazywanie energii od jednej cząstki do drugiej, za pośrednictwem ruchu drgającego tych cząstek.
KRAWĘDŹ G wartość temperatury w węzłach T=100 C; KRAWĘDŹ C wartość strumienia cieplnego q=15,5 W/m^2;
 PODZIAŁ MODELU NA GRUPY MATERIAŁOWE ORAZ OZNACZENIE KRAWĘDZI MODELU ZALEŻNOŚĆ PRZEWODNOŚCI CIEPLNEJ MIEDZI OD TEMPERATURY Wartość temperatury Wartość przewodności cieplnej miedzi deg W/m*deg 0 386 100
PODZIAŁ MODELU NA GRUPY MATERIAŁOWE ORAZ OZNACZENIE KRAWĘDZI MODELU ZALEŻNOŚĆ PRZEWODNOŚCI CIEPLNEJ MIEDZI OD TEMPERATURY Wartość temperatury Wartość przewodności cieplnej miedzi deg W/m*deg 0 386 100
SPRAWDZANIE PRAWA STEFANA BOLTZMANNA
 Ćwiczenie 31 SPRAWDZANIE PRAWA STEFANA BOLTZMANNA Cel ćwiczenia: poznanie podstawowych pojęć związanych z promienio-waniem termicznym ciał, eksperymentalna weryfikacja teorii promieniowania ciała doskonale
Ćwiczenie 31 SPRAWDZANIE PRAWA STEFANA BOLTZMANNA Cel ćwiczenia: poznanie podstawowych pojęć związanych z promienio-waniem termicznym ciał, eksperymentalna weryfikacja teorii promieniowania ciała doskonale
Inżynieria materiałowa: wykorzystywanie praw termodynamiki a czasem... walka z termodynamiką
 Inżynieria materiałowa: wykorzystywanie praw termodynamiki a czasem... walka z termodynamiką Kilka definicji Faza Definicja Gibbsa = stan materii jednorodny wewnętrznie, nie tylko pod względem składu chemicznego,
Inżynieria materiałowa: wykorzystywanie praw termodynamiki a czasem... walka z termodynamiką Kilka definicji Faza Definicja Gibbsa = stan materii jednorodny wewnętrznie, nie tylko pod względem składu chemicznego,
Pole przepływowe prądu stałego
 Podstawy elektromagnetyzmu Wykład 5 Pole przepływowe prądu stałego Czym jest prąd elektryczny? Prąd elektryczny: uporządkowany ruch ładunku. Prąd elektryczny w metalach Lity metalowy przewodnik zawiera
Podstawy elektromagnetyzmu Wykład 5 Pole przepływowe prądu stałego Czym jest prąd elektryczny? Prąd elektryczny: uporządkowany ruch ładunku. Prąd elektryczny w metalach Lity metalowy przewodnik zawiera
Krzepnięcie Metali i Sto11ów, Nr 32, 1997 PAN- Oddział Katowice PL lssn FUNKCJE KRYSTALIZACJI STOPU AK9 W METODZIE A TD
 32/20 Solidiiikation of Metais and Alloys, No. 32, 1997 Krzepnięcie Metali i Sto11ów, Nr 32, 1997 PAN- Oddział Katowice PL lssn 0208-9386 FUNKCJE KRYSTALIZACJI STOPU AK9 W METODZIE A TD JURA Zbigniew Katedra
32/20 Solidiiikation of Metais and Alloys, No. 32, 1997 Krzepnięcie Metali i Sto11ów, Nr 32, 1997 PAN- Oddział Katowice PL lssn 0208-9386 FUNKCJE KRYSTALIZACJI STOPU AK9 W METODZIE A TD JURA Zbigniew Katedra
Informacje o firmie. Weco produkuje i sprzedaje urządzenia spawalnicze od 1998r. Produkcja ma miejsce wyłącznie w Europie (na Północy Włoch).
.") WELD THE WORLD KATALOG 2014 Informacje o firmie Weco produkuje i sprzedaje urządzenia spawalnicze od 1998r. Produkcja ma miejsce wyłącznie w Europie (na Północy Włoch). Zakres oferty obejmuje inwertorowe
WELD THE WORLD KATALOG 2014 Informacje o firmie Weco produkuje i sprzedaje urządzenia spawalnicze od 1998r. Produkcja ma miejsce wyłącznie w Europie (na Północy Włoch). Zakres oferty obejmuje inwertorowe
Przykład: Nośność spawanego dźwigara o przekroju skrzynkowym w warunkach poŝaru
 ARKUSZ OBLICZENIOWY Dokument Ref: SX036a-PL-EU Strona 1 z 6 Przykład: Nośność spawanego dźwigara o przekroju Przykład pokazuje sposób projektowania dźwigara o przekroju skrzynkowym, wykonanego z blach
ARKUSZ OBLICZENIOWY Dokument Ref: SX036a-PL-EU Strona 1 z 6 Przykład: Nośność spawanego dźwigara o przekroju Przykład pokazuje sposób projektowania dźwigara o przekroju skrzynkowym, wykonanego z blach
Nauka o Materiałach. Wykład VIII. Odkształcenie materiałów właściwości sprężyste. Jerzy Lis
 Nauka o Materiałach Wykład VIII Odkształcenie materiałów właściwości sprężyste Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Właściwości materiałów -wprowadzenie 2. Klasyfikacja reologiczna odkształcenia
Nauka o Materiałach Wykład VIII Odkształcenie materiałów właściwości sprężyste Jerzy Lis Nauka o Materiałach Treść wykładu: 1. Właściwości materiałów -wprowadzenie 2. Klasyfikacja reologiczna odkształcenia
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych. Linde Gas
 Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Urządzenie do ręcznego lub automatycznego spawania mikroplazmą
 Urządzenie do ręcznego lub automatycznego spawania mikroplazmą Termin PLAZMA jest zazwyczaj używany do określenia stanu gazu o temp. powyżej 3000 C i ciśnieniu atmosferycznym. Na skali temperaturowej,
Urządzenie do ręcznego lub automatycznego spawania mikroplazmą Termin PLAZMA jest zazwyczaj używany do określenia stanu gazu o temp. powyżej 3000 C i ciśnieniu atmosferycznym. Na skali temperaturowej,
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
IDENTYFIKACJA PARAMETRÓW KRZEPNIĘCIA STOPÓW ODLEWNICZYCH NA PRZYKŁADZIE ŻELIWA SZAREGO
 IDENTYFIKACJA PARAMETRÓW KRZEPNIĘCIA STOPÓW ODLEWNICZYCH NA PRZYKŁADZIE ŻELIWA SZAREGO Jerzy Mendakiewicz Gliwice 2011 Spis treści 1. Wprowadzenie... 7 2. Opis matematyczny procesu krzepnięcia (ujęcie
IDENTYFIKACJA PARAMETRÓW KRZEPNIĘCIA STOPÓW ODLEWNICZYCH NA PRZYKŁADZIE ŻELIWA SZAREGO Jerzy Mendakiewicz Gliwice 2011 Spis treści 1. Wprowadzenie... 7 2. Opis matematyczny procesu krzepnięcia (ujęcie
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG
 Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Chłodnictwo i Kriogenika - Ćwiczenia Lista 4
 Chłodnictwo i Kriogenika - Ćwiczenia Lista 4 dr hab. inż. Bartosz Zajączkowski bartosz.zajaczkowski@pwr.edu.pl Politechnika Wrocławska Wydział Mechaniczno-Energetyczny Katedra Termodynamiki, Teorii Maszyn
Chłodnictwo i Kriogenika - Ćwiczenia Lista 4 dr hab. inż. Bartosz Zajączkowski bartosz.zajaczkowski@pwr.edu.pl Politechnika Wrocławska Wydział Mechaniczno-Energetyczny Katedra Termodynamiki, Teorii Maszyn
Ćwiczenie nr 23. Charakterystyka styku między metalem a półprzewodnikiem typu n. str. 1. Cel ćwiczenia:
 Ćwiczenie nr 23 Charakterystyka styku między metalem a półprzkiem typu n. Cel ćwiczenia: Wyznaczanie charakterystyki napięciowo - prądowej złącza metal-półprzk n oraz zaobserwowanie działania elementów
Ćwiczenie nr 23 Charakterystyka styku między metalem a półprzkiem typu n. Cel ćwiczenia: Wyznaczanie charakterystyki napięciowo - prądowej złącza metal-półprzk n oraz zaobserwowanie działania elementów
SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA SZAREGO
 19/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA
19/44 Solidification of Metals and Alloys, Year 2000, Volume 2, Book No. 44 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 44 PAN Katowice PL ISSN 0208-9386 SPEKTRALNE CIEPŁO KRYSTALIZACJI ŻELIWA
Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak
 Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak Instytut Metalurgii Żelaza DICTRA jest pakietem komputerowym
Zastosowanie programu DICTRA do symulacji numerycznej przemian fazowych w stopach technicznych kontrolowanych procesem dyfuzji" Roman Kuziak Instytut Metalurgii Żelaza DICTRA jest pakietem komputerowym
FEM, generacja siatki, ciepło
 FEM, generacja siatki, ciepło Sposoby generacji siatki, błędy w metodzie FEM, modelowanie ciepła 05.06.2017 M. Rad Plan wykładu Teoria FEM Generacja siatki Błędy obliczeń Ciepło Realizacja obliczeń w FEMm
FEM, generacja siatki, ciepło Sposoby generacji siatki, błędy w metodzie FEM, modelowanie ciepła 05.06.2017 M. Rad Plan wykładu Teoria FEM Generacja siatki Błędy obliczeń Ciepło Realizacja obliczeń w FEMm
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
POLITECHNIKA POZNAŃSKA. Metoda Elementów Skończonych
 POLITECHNIKA POZNAŃSKA Metoda Elementów Skończonych Prowadzący: dr hab. Tomasz Stręk, prof. nadzw. Wykonali: Łukasz Żurowski Michał Dolata Wydział Budowy Maszyn i Zarządzania Mechanika i Budowa Maszyn
POLITECHNIKA POZNAŃSKA Metoda Elementów Skończonych Prowadzący: dr hab. Tomasz Stręk, prof. nadzw. Wykonali: Łukasz Żurowski Michał Dolata Wydział Budowy Maszyn i Zarządzania Mechanika i Budowa Maszyn
Materiały pomocnicze z Aparatury Przemysłu Chemicznego
 Materiały pomocnicze z Aparatury Przemysłu Chemicznego Odstojnik dr inż. Szymon Woziwodzki Materiały dydaktyczne v.1. Wszelkie prawa zastrzeżone. Szymon.Woziwodzki@put.poznan.pl Strona 1 POLITECHNIKA POZNAŃSKA
Materiały pomocnicze z Aparatury Przemysłu Chemicznego Odstojnik dr inż. Szymon Woziwodzki Materiały dydaktyczne v.1. Wszelkie prawa zastrzeżone. Szymon.Woziwodzki@put.poznan.pl Strona 1 POLITECHNIKA POZNAŃSKA
TIG 200P. Wyposażenie standardowe: - Uchwyt elektrodowy 3m - Przewód masowy 3m - Instrukcję w języku polskim. Jednofazowe 230V (± 15% 50/60Hz)
") 200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
200P Jednofazowe 230V (± 15% 50/60Hz) Pobór prądu [A] 20 27 Pobór mocy [kva] 4,5 6,2 Zakres prądu spawania [A] 10 200 10-180 Napięcie biegu jałowego [V] 56 Napięcie pracy [V] 18 27,2 Czas opadania [sec]
MinarcTig Evo 200MLP
 MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI Kemppi K5 Sprzęt spawalniczy 1(6) WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO SPAWANIA METODĄ TIG I ELEKTRODĄ
MinarcTig Evo 200MLP PRZENOŚNE ŹRÓDŁO PRĄDU DO ZASTOSOWAŃ WYMAGAJĄCYCH WYSOKIEJ JAKOŚCI Kemppi K5 Sprzęt spawalniczy 1(6) WSZECHSTRONNA, DWUPROCESOWA SPAWARKA PRZEZNACZONA DO SPAWANIA METODĄ TIG I ELEKTRODĄ
MECHANIKA II. Dynamika ruchu obrotowego bryły sztywnej
 MECHANIKA II. Dynamika ruchu obrotowego bryły sztywnej Daniel Lewandowski Politechnika Wrocławska, Wydział Mechaniczny, Katedra Mechaniki i Inżynierii Materiałowej http://kmim.wm.pwr.edu.pl/lewandowski/
MECHANIKA II. Dynamika ruchu obrotowego bryły sztywnej Daniel Lewandowski Politechnika Wrocławska, Wydział Mechaniczny, Katedra Mechaniki i Inżynierii Materiałowej http://kmim.wm.pwr.edu.pl/lewandowski/
TECHNIKI INFORMATYCZNE W ODLEWNICTWIE
 ECHNIKI INFORMAYCZNE W ODLEWNICWIE Janusz LELIO Paweł ŻAK Michał SZUCKI Faculty of Foundy Engineeing Depatment of Foundy Pocesses Engineeing AGH Univesity of Science and echnology Kakow Data ostatniej
ECHNIKI INFORMAYCZNE W ODLEWNICWIE Janusz LELIO Paweł ŻAK Michał SZUCKI Faculty of Foundy Engineeing Depatment of Foundy Pocesses Engineeing AGH Univesity of Science and echnology Kakow Data ostatniej
ZASTOSOWANIE METODY ELEMENTÓW SKOŃCZONYCH W PROCESIE TOPNIENIA MEDIUM
 POZNAN UNIVERSITY OF TECHNOLOGY ACADEMIC JOURNALS No 96 Electrical Engineering 2018 DOI 10.21008/j.1897-0737.2018.96.0023 Mateusz FLIS * ZASTOSOWANIE METODY ELEMENTÓW SKOŃCZONYCH W PROCESIE TOPNIENIA MEDIUM
POZNAN UNIVERSITY OF TECHNOLOGY ACADEMIC JOURNALS No 96 Electrical Engineering 2018 DOI 10.21008/j.1897-0737.2018.96.0023 Mateusz FLIS * ZASTOSOWANIE METODY ELEMENTÓW SKOŃCZONYCH W PROCESIE TOPNIENIA MEDIUM
Badania naturalnego pola temperatury gruntu w rejonie aglomeracji poznańskiej i przykład ich zastosowania
 Badania naturalnego pola temperatury gruntu w rejonie aglomeracji poznańskiej i przykład ich zastosowania Konferencja Przemarzanie podłoża gruntowego i geotermiczne aspekty budownictwa energooszczędnego
Badania naturalnego pola temperatury gruntu w rejonie aglomeracji poznańskiej i przykład ich zastosowania Konferencja Przemarzanie podłoża gruntowego i geotermiczne aspekty budownictwa energooszczędnego
SZKIC ODPOWIEDZI I SCHEMAT OCENIANIA ROZWIĄZAŃ ZADAŃ W ARKUSZU II
 SZKIC ODPOWIEDZI I SCHEMAT OCENIANIA ROZWIĄZAŃ ZADAŃ W ARKUSZU II Nr zadania PUNKTOWANE ELEMENTY ODPOWIEDZI.1 Za czynność Podanie nazwy przemiany (AB przemiana izochoryczna) Podanie nazwy przemiany (BC
SZKIC ODPOWIEDZI I SCHEMAT OCENIANIA ROZWIĄZAŃ ZADAŃ W ARKUSZU II Nr zadania PUNKTOWANE ELEMENTY ODPOWIEDZI.1 Za czynność Podanie nazwy przemiany (AB przemiana izochoryczna) Podanie nazwy przemiany (BC
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
Wykład 1. Anna Ptaszek. 5 października Katedra Inżynierii i Aparatury Przemysłu Spożywczego. Chemia fizyczna - wykład 1. Anna Ptaszek 1 / 36
 Wykład 1 Katedra Inżynierii i Aparatury Przemysłu Spożywczego 5 października 2015 1 / 36 Podstawowe pojęcia Układ termodynamiczny To zbiór niezależnych elementów, które oddziałują ze sobą tworząc integralną
Wykład 1 Katedra Inżynierii i Aparatury Przemysłu Spożywczego 5 października 2015 1 / 36 Podstawowe pojęcia Układ termodynamiczny To zbiór niezależnych elementów, które oddziałują ze sobą tworząc integralną
Projekt silnika bezszczotkowego prądu przemiennego. 1. Wstęp. 1.1 Dane wejściowe. 1.2 Obliczenia pomocnicze
 projekt_pmsm_v.xmcd 01-04-1 Projekt silnika bezszczotkowego prądu przemiennego 1. Wstęp Projekt silnika bezszczotkowego prądu przemiennego - z sinusoidalnym rozkładem indukcji w szczelinie powietrznej.
projekt_pmsm_v.xmcd 01-04-1 Projekt silnika bezszczotkowego prądu przemiennego 1. Wstęp Projekt silnika bezszczotkowego prądu przemiennego - z sinusoidalnym rozkładem indukcji w szczelinie powietrznej.
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE
 PERFEKCYJNE SPAWANIE") TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
E12. Wyznaczanie parametrów użytkowych fotoogniwa
 1/5 E12. Wyznaczanie parametrów użytkowych fotoogniwa Celem ćwiczenia jest poznanie podstaw zjawiska konwersji energii świetlnej na elektryczną, zasad działania fotoogniwa oraz wyznaczenie jego podstawowych
1/5 E12. Wyznaczanie parametrów użytkowych fotoogniwa Celem ćwiczenia jest poznanie podstaw zjawiska konwersji energii świetlnej na elektryczną, zasad działania fotoogniwa oraz wyznaczenie jego podstawowych