Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/2017
|
|
|
- Angelika Tomaszewska
- 8 lat temu
- Przeglądów:
Transkrypt

1 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/
2 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących po sobie. 2
3 Def. Procesu produkcyjnego (1): Proces produkcyjny to ciąg działań (uporządkowany), którego wynikiem jest otrzymany przez konsumenta produkt. 3
4 Def. Procesu produkcyjnego (2): jest to transformacja wchodzących do systemu produkcyjnego czynników produkcji w gotowe wyroby o odpowiedniej wartości dla klientów dzięki kwalifikowanej pracy ludzkiej oraz dostarczenie tych wyrobów klientom i roztaczanie serwisowej opieki nad sprzedanymi wyrobami. 4
5 Elementy składowe procesu produkcyjnego: proces wytwórczy podstawowy - przetwarzanie przedmiotu pracy w wyroby gotowe; proces wytwórczy pomocniczy obejmujący utrzymanie ruchu, remonty, itp.; proces obsługi wytworzenia zapewniający obsługę administracyjną, bhp itp.. 5
6 Proces wytwórczy (produkcji) podstawowy składa się z : procesu przygotowawczego; procesu technologicznego; procesu transportu; procesu składowania. 6
7 Proces technologiczny: obejmuje zespół działań w trakcie, których następuje zmiana kształtu, właściwości fizycznych chemicznych oraz położenia wzajemnego elementów w przetwarzanych przedmiotach. 7
8 cd. Procesy technologiczne dzielimy na: aparaturowe - są niekiedy nazywane procesami różnicującymi asortyment produktów, gdyż z niewielkiej liczby surowców w kolejnych stadiach produkcji wytwarza się - przy wykorzystaniu technologii chemicznej - liczne wyroby w asortymencie dostosowanym do popytu odbiorców (np. redukcja, naparowanie, dyfuzja); 8
9 Podział procesu ze względu na przebieg zdarzeń: ciągłe - z reguły aparaturowe (np. przemysł chemiczny, cementowy, energetycznym, farmaceutycznym); dyskretne - skończona liczba zdarzeń (np. przemysł maszynowy, samochodowy, odzieżowy). 9
10 Podział procesów ze względu na technologie: wydobywcze pozyskiwane zasoby są przetwarzane lub konsumowane; przetwórcze przemiana fizykochemiczna; obróbkowe kształtowanie (np. obróbka cieplna plastyczna); obróbka powierzchniowa (np. polerowanie, docieranie, malowanie), fizykochemiczna (np. uzyskanie struktur półprzewodnikowych, diody, przez fotolitografie, dyfuzję, naparowanie). 10
11 Operacje w kształtowaniu: pierwotne nadanie kształtu: (monokrystalizacja, odlewanie, kucie, cięcie itd.); plastyczne np. walcowanie, kucie, tłoczenie; ubytkowe skrawanie, obróbka erozyjna (elektroerozyjna, elektrochemiczna, strumieniowo-erozyjna); trwałe łączenie klejenie, nitowanie, napawanie; przyrostowe nakładanie kolejnych warstw 3D. 11
12 Procesy technologiczne ze względu na środki produkcji: ręczne wykonawca siłą mięśni za pomocą prostego narzędzia zmienia obrabiany przedmiot; maszynowo-ręczne wykonawca działa na przedmiot pracy roboczą częścią maszyny; 12
13 cd. Procesy technologiczne ze względu na środki produkcji: pomocniczych (wspomagane komputerowo funkcja człowieka ogranicza się do kontroli i regulacji pracy (maszyny zintegrowane maszynowo-półautomatyczne praca wykonawcy ogranicza się do działań CAM); procesy maszynowe automatyczne komputerowo CIM). 13

14 Specjalizacja jednostek produkcyjnych: przedmiotowa; technologiczna; mieszana. 14
15 Specjalizacja przedmiotowa: w strukturze produkcyjne - dążenie do zamknięcia w jednostce całości procesu produkcyjnego wyrobu (złożonego i prostego). 15
16 Specjalizacja przedmiotowa powoduje: zawężenie różnorodności wykonywanych robót (wyrobów i operacji), a tym samym zwiększenie wydajności pracy na stanowiskach; przybliżenie do warunków pracy ciągłej; 16

17 cd. Specjalizacja przedmiotowa powoduje: wyposażenie w tzw. maszyny i urządzenia jedno-celowe, przeznaczone do wykonywania tylko jednej operacji (zabiegu); 17
18 cd. Specjalizacja przedmiotowa powoduje: możliwość określenia w każdej chwili stanu zaawansowania obróbki przedmiotów; skrócenie cyklu produkcyjnego przez celowe rozłożenie operacji na poszczególne stanowiska; 18
19 cd. Specjalizacja przedmiotowa powoduje: racjonalną gospodarkę narzędziową przez przydzielenie do jednostki produkującej odpowiedniego oprzyrządowania, specjalizowanych ustawiaczy, określonej liczby przyrządów; 19
20 cd. Specjalizacja przedmiotowa powoduje: zamknięcie większości czynności kierowniczych na niższym szczeblu; 20


21 cd. Specjalizacja przedmiotowa powoduje: znaczne uproszczenia w procesie informacyjnym (likwidacja części ewidencji); wzajemną współpracę i przestrzeganie jakości i terminów prac w jednostce. 21

22 Specjalizacja technologiczna: Kryterium łączenia stanowisk - podobieństwo technologii stosowanej na danych stanowiskach. 22
23 Specjalizacja technologiczna - cechy: rozproszona odpowiedzialność za jakość i liczbę wykonywanych przedmiotów oraz za terminowość wykonania, większy zakres zabiegów kontrolnych i ewidencyjnych, 23


24 cd. Specjalizacja technologiczna- cechy: trudność w opanowaniu całości procesu produkcyjnego, przekazanie sterowania całością procesu jednostce nadrzędnej, nieproporcjonalna komplikacja systemu informacyjnego. 24
25 Porównanie jednostek przedmiotowych i technologicznych: koszty transportu zdecydowanie niższe w jednostkach przedmiotowych; w jednostkach technologicznych powstają długie i trudne do zorganizowania drogi transportowe; w jednostkach przedmiotowych uzyskujemy znacznie niższe koszty magazynowania. 25
26 Zadanie dla studenta: Które stanowisko przedmiotowe czy technologiczne sprzyja wysokiej jakości wytwarzanych wyrobów i dlaczego? 26
27 Def. Cykl produkcyjny wyrobu: to czas od rozpoczęcia podstawowego procesu produkcyjnego (wytwórczego) do momentu jego zakończenia i przekazania gotowego wyrobu do dyspozycji odbiorcy. 27
28 Cykl produkcyjny wyrobu składa się z: I. Czasu trwania operacji procesu produkcyjnego a w tym: a) operacje technologiczne wraz z czasem czynności przygotowawczozakończeniowych; b) składowe; c) transport; d) kontrole; 28
29 cd. Cykl produkcyjny wyrobu składa się z: II. Czasu przerw w procesie produkcyjnym w postaci: a) przerw organizacyjno-technicznych; b) przerw między zmianowych; c) czasu wolnego od pracy; d) przerw nieplanowanych. 29
30 Sposoby organizacji przebiegu produkcji: a) przebieg szeregowy polega na tym że cała partia detali jest obrabiana na jednym stanowisku i dopiero po obróbce wszystkich wyrobów partii jest przesyłana na kolejne stanowisko; 30
31 31
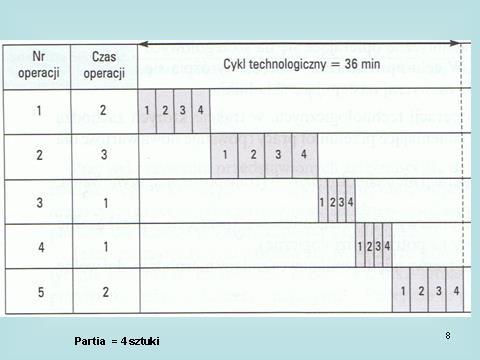
32 cd. Sposoby organizacji przebiegu produkcji: b) przebieg równoległy charakteryzuje się tym że pojedyncze sztuki obrabianej partii przekazywane są na kolejne stanowiska natychmiast po ich obróbce na poprzednim stanowisku; 32

33 Partia = 4 sztuki 33
34 cd. Sposoby organizacji przebiegu produkcji: c) przebieg szeregowo-równoległy polega na przekazywaniu partii między stanowiskami bądź pojedynczymi wyrobami, bądź częściami partii tzw. partiami transportowymi w zależności od długości operacji tj. z operacji krótszych na dłuższe przekazywane są pojedyncze wyroby zaś z operacji dłuższych na krótsze partie transportowe. 34

35 Partia = 4 sztuki 35
36 Zalety i wady - sposobów organizacji przebiegu produkcji: kolejne stanowiska mają przestoje wynikające z stanowisku roboczym do czasu ukończenia 1. przebieg szeregowy (kolejny): łatwość operatywnego kierowania produkcją; stanowiska wykonujące aktualną obróbkę pracują bez przerw; oczekiwania na partię; składowanie obrobionych przedmiotów na obróbki całej partii zwiększa zapasy produkcji. 36
37 cd. Zalety i wady - sposobów organizacji przebiegu produkcji: 2. przebieg równoległy: ciągła praca stanowisk o najdłuższym czasie trwania obróbki; pozostałe stanowiska - krótkotrwałe przerwy; znaczne skrócenie czasu obróbki całej partii; radykalne zmniejszenie zapasów produkcji w toku; synchronizacja pracy stanowisk roboczych; znaczne skrócenie dróg i czasu transportu. 37
38 cd. Zalety i wady - sposobów organizacji przebiegu produkcji: 3. przebieg szeregowo - równoległy: umożliwia skrócenie cyklu w porównaniu do cyklu szeregowego (kolejnego); zapewnia ciągłą pracę wszystkich stanowisk przy obróbce danej partii dzięki wcześniejszemu rozpoczęciu pracy stanowisk. 38
39 def. Forma organizacji produkcji: sposób powiązania stanowisk pracy zgrupowany w określony sposób do realizacji procesów wytwórczych oraz powstałe między nimi więzi (tj. stałość kierunków przebiegu przedmiotów pracy oraz jego równomierność) zapewniające racjonalny przebieg tych procesów. 39


40 Formy organizacji produkcji - liniowa: 1) to takie zgrupowanie stanowisk roboczych, w którym są one rozstawione zgodnie z kolejnością operacji w marszrucie technologicznej przedmiotów. 40
41 41
42 cd. Formy organizacji produkcji niepotokowa (gniazdowa): 2) kierunek przebiegu przedmiotów pracy między stanowiskami jest zmienny, każde stanowisko może współpracować z różnymi stanowiskami i kolejność operacji technologicznych może być zmienna; 42
43 Formy organizacji produkcji niepotokowa (gniazdowa): cd. 2) w warunkach produkcji na stanowiskach roboczych wykonywane są różne, przypadkowo przydzielone operacje. (przebieg tych operacji w czasie nie jest regulowany cyklicznie powtarzalnymi harmonogramami, a więc jest również w znacznym stopniu przypadkowy); 43
44 cd. Formy organizacji produkcji niepotokowa (gniazdowa): cd. 2) produkcja może przebiegać: w komórkach o strukturze technologicznej, w komórkach o strukturze podmiotowej, w liniach produkcyjnych. 44
45 cd. Formy organizacji produkcji niepotokowa (gniazdowa): d. 2) cechy charakterystyczne: długi okres oczekiwania na następną operacje, trudność organizacyjna, możliwość niesprawnego przepływu prac, powolny przyrost wartości dodanej; 45
46 cd. Formy organizacji produkcji niepotokowa (gniazdowa): cd. 2) cele : skoncentrować kwalifikacje, osiągnąć wysokie wykorzystanie maszyn i urządzeń. 46
47 cd. Formy organizacji produkcji - potokowa: 3) synchronizowanie całej linii: następuje ścisłe przydzielenie detalooperacji do poszczególnych stanowisk roboczych; kolejność wykonania operacji na każdym stanowisku roboczym jest normatywnie określona; sterowanie przebiegiem produkcji według operacji odbywa się zgodnie z wzorcem; 47
48 cd. Formy organizacji produkcji potokowa: cd. 3) linia zbudowana jest ze stanowisk rozmieszczonych wzdłuż przenośnika do transportu i obróbki części lub montażu całego wyrobu (możliwość wykorzystania tej metody produkcyjnej oparta jest o wykorzystanie szeroko pojętej automatyki i robotyki oraz ograniczenia pracy człowieka głównie do kontroli maszyn); 48
49 cd. Formy organizacji produkcji - potokowa: cd. 3) efektywność produkcji osiąga dzięki: rozmieszczeniu stanowisk roboczych zgodnie z przebiegiem procesu technologicznego, wyznaczenia czasu wykonywania jednej operacji przez jedno stanowisko robocze lub grupę równoległych stanowisk roboczych, 49
50 cd. Formy organizacji produkcji- potokowa: cd. 3) efektywność ten sposób produkcji osiąga dzięki: transportowania przedmiotu obrabianego od jednego stanowiska do drugiego możliwie bez przerwy, równego lub wielokrotnego czasu operacji na wszystkich stanowiskach tworzących linię potokową. 50
51 cd. Formy organizacji produkcjipotokowa: 3) warunki: znaczna stabilność popytu jeżeli popyt ma charakter nieregularny wówczas przezbrajanie i ustawianie na nowo linii pociąga za sobą koszty, aby temu zapobiec przy produkcji potokowej i niestabilnym popycie produkuje się na zapas (dodatkowe koszty); 51
52 cd. Formy organizacji produkcjipotokowa: cd. 3) warunki: wyroby lub muszą być znormalizowane, co powoduje nieelastyczność produkcji, swego rodzaju różnorodność można osiągnąć poprze zmienność np. zdobienia; 52
53 cd. Formy organizacji produkcjipotokowa: cd. 3) warunki: konieczność terminowych i zgodnych ze specyfikacją dostaw; wszystkie zadania muszą być zdefiniowane co pozwala na spokojną, miarową prace całej linii; 53
54 cd. Formy organizacji produkcji - potokowa: cd. 3) warunki: obsługa eksploatacyjno-remontowa musi być prowadzona z wyprzedzeniem, konieczna jest synchronizacja wszystkich stanowisk roboczych, co nazywane jest taktem linii pracy; 54
55 cd. Formy organizacji produkcji - potokowa: cd. 3) zalety: przejrzystość i jasność procesu produkcyjnego nieskomplikowana organizacja pracy i produkcji, 55
56 cd. Formy organizacji produkcji - potokowa: cd. 3) zalety: pełne wykorzystanie czasu pracy, łatwość koordynacji i synchronizacji pracy, zapewnienie rytmicznej i wydajnej pracy, 56
57 cd. Formy organizacji produkcji - potokowa: cd. 3) zalety: szybkie przygotowanie zawodowe pracowników do wykonywania pracy, krótki czas i niski koszt transportu, łatwość, wysoka sprawność i efektywność kontroli jakości, 57
58 cd. Formy organizacji produkcji - potokowa: cd. 3) wady: nieskomplikowana organizacja pracy i łatwość koordynacji i synchronizacji przejrzystość i jasność procesu produkcyjnego, produkcji, pełne wykorzystanie czasu pracy, pracy, 58
59 cd. Formy organizacji produkcji - potokowa: cd. 3) wady: zapewnienie rytmicznej i wydajnej pracy, szybkie przygotowanie zawodowe pracowników do wykonywania pracy, krótki czas i niski koszt transportu, 59
60 cd. Formy organizacji produkcji - potokowa: cd. 3) wady: łatwość, wysoka sprawność i efektywność kontroli jakości, krótki cykl produkcyjny, zmniejszenie zapasów materiałów i półfabrykatów, zmniejszenie kosztów prac; 60
61 cd. Formy organizacji produkcji - gniazdowa: 4) identyfikuje się podobieństwo zadań (prac, wyrobów) i tworzy się ich rodziny, a niezbędne do ich wykonania zasoby łączy się w gniazda lub komórki; 61
62 cd. Formy organizacji produkcji - gniazdowa: cd. 4) charakterystka gniazd: zespół, wyrób (zadanie), maszyny i urządzenia, specjalizacja przedmiotowa; 62
63 cd. Formy organizacji produkcji - gniazdowa: cd. 4) technologiczna - dla form niepotokowych, przedmiotowa - dla potokowych i niepotokowych wiąże się z grupowym podejściem do organizacji procesów produkcyjnych (związana jest z tzw. autonomicznymi grupami roboczymi). 63
64 cd. Formy organizacji produkcji gniazdowa: cd. 4. korzyści: zwiększenie wydajności wskutek normalizacji i uproszczenia przepływu; krótszy czas transportu; szybsze tempo uczenia się; uproszczona procedura planowania; zmniejszenie powierzchni magazynowych; prostsze zarządzanie; 64

65 Stanowiska wydziału zgrupowane w gniazdo technologiczne 65
66 66
67 cd. Formy organizacji produkcji: 5) niezależne stanowiska obróbkowe i montażowe CM, wyposażone w ultranowoczesne urządzenie sterowane numerycznie, z automatycznym zasobnikiem półwyrobów i automatyczna wymianą obrabianych przedmiotów; 67
68 cd. Formy organizacji produkcji elastyczne systemy produkcyjne (FMS): 6) inaczej: elastyczny system produkcyjny (ESP), elastyczny system obróbkowy (ESO), Flexible Manufacturing System (FMS); 68
69 cd. Formy organizacji produkcji elastyczne systemy produkcyjne (FMS): cd. 6) def. zespół sterowanych komputerowo podsystemów wykonawczych zintegrowanych przez wspólny układ zautomatyzowanego transportu i składowania przetwarzanych produktów i gotowych wyrobów oraz wymaganych do produkcji narzędzi i innych pomocniczych zasobów, zdolny do produkcji dość szerokiego asortymentu wyrobów przy minimalnym udziale człowieka. 69
70 cd. Formy organizacji produkcji elastyczne systemy produkcyjne cd. 6) rodzaje: (FMS): elastyczny moduł produkcyjny obrabiarka numeryczna wyposażona w urządzenia do wymiany narzędzi i obrabianych detali, elastyczne gniazdo produkcyjne kilka modułów produkcyjnych związanych z pewnym typem wyrobu lub procesu technologicznego. 70
71 cd. Formy organizacji produkcji elastyczne systemy produkcyjne (FMS): cd. 6) rodzaje: elastyczna linia produkcyjna - wyposażona w zbiór specjalistycznych maszyn rozmieszczonych w określonym porządku. (dana operacja może być wykonana tylko na jednej maszynie, która charakteryzuje się zdolnością do częstych i szybkich przezbrojeń). 71
72 cd. Formy organizacji produkcji elastyczne systemy produkcyjne (FMS): cd. 6) rodzaje: elastyczna sieć produkcyjna jest złożoną formą, składającą się z kilku powiązanych modułów i gniazd produkcyjnych, umożliwiającą pełną realizację produkcji określonego asortymentu wyrobów (występuje na poziomie wydziału produkcyjnego).
73 cd. Formy organizacji produkcji - komputerowe wspomagane systemy wytwórczo-produkcyjne CAM: 7) charakteryzują się właściwościami dwóch poprzednich form, jednak ich najważniejsze cechy to komputerowe sterowanie wytwarzaniem i jakością produkcji oraz komputerowa diagnostyka urządzeń i narzędzi. 73
74 cd. Formy organizacji produkcji - komputerowo zintegrowane systemy wytwórczo produkcyjne (CIM): 8) umożliwiają pełną automatyzację bez ciągłej obecności obsługi. 74
75 Normy zużycia materiałowego: jednostkowe - indywidualne (na jednostkę wyrobu np. ilość materiału, czas); zbiorcze (na grupy wyrobów); grupowa kilka jednostek wykonuje ten sam wyrób. 75
76 Rodzaje norm indywidualnych: detaliczna - na detal (np. jeden na wałek); zbiorcza - ilość materiału na wyrób (np. ilość złota w komputerze czy komórce wartość - 0,5$); uzysku ilość składnika będącego przedmiotem normy wydobywanego z jednostki materiału (np. ilość cukru z tony buraka); wsadowa zespół składników do produkcji jednostki wyrobu (np. wsad do ugotowania 100 kg grochówki); 76
77 cd. rodzaje norm indywidualnych: wydajności stosunek ilości materiału po przerobieniu do ilości materiału podanego obróbce (np. tarcica do drewna poddanego obróbce w m 3 ); współczynnik użytecznego wykorzystania stosunek ciężaru detalu (wyrobu) do ciężaru określonego przez normę z którego został wykonany (np. współczynnik wykorzystania blachy przy produkcji naczyń kuchennych). 77
78 Zasady obliczania norm indywidualnych: N (norma) = Z (zużycie teoretyczne) + S (straty i odpady) N = Z (1+K S /100) gdzie K S suma strat i odpadów wyrażona w % do wielkości Z Z - ilość określona np. przez mierzenie, wagę w laboratorium uwzględniając dokumentację techniczną lub PN 78
79 Dziękuję za uwagę 79
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015
 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2015 www.gen-prof.pl 1 Def. Procesu: Uporządkowany w czasie ciąg zmian i stanów zachodzących
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018
 Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018 www.gen-prof.pl 1 Proces 2 Def. Procesu (I): Uporządkowany w czasie ciąg zmian
Proces, rozmieszczenie urządzeń, sposoby przepływu produkcji, normy prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2017/2018 www.gen-prof.pl 1 Proces 2 Def. Procesu (I): Uporządkowany w czasie ciąg zmian
Plan wykładu. Podstawowe pojęcia i definicje
 Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
Organizacja procesów biznesowych System produkcyjny dr hab. inż 1/1 Plan wykładu Proces produkcyjny System produkcyjny Klasyfikacja systemów produkcyjnych Typy, formy i odmiany organizacji produkcji Struktura
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO.
 Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Metody planowania i sterowania produkcją BUDOWA HARMONOGRAMU, CYKL PRODUKCYJNY, DŁUGOTRWAŁOŚĆ CYKLU PRODUKCYJNEGO. Proces produkcyjny. Proces produkcyjny wyrobu można zdefiniować jako zbiór operacji produkcyjnych
Podstawowe zagadnienia procesu produkcyjnego i jego przepływu Zarządzanie produkcją i usługami
 Podstawowe zagadnienia procesu produkcyjnego i jego przepływu Zarządzanie produkcją i usługami Materiały szkoleniowe. Część 1 Zagadnienia Część 1. Produkty i systemy produkcyjne Część 2. produkcyjne i
Podstawowe zagadnienia procesu produkcyjnego i jego przepływu Zarządzanie produkcją i usługami Materiały szkoleniowe. Część 1 Zagadnienia Część 1. Produkty i systemy produkcyjne Część 2. produkcyjne i
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2016/2017 def. Sterowanie to: 1. Proces polegający na wykorzystywaniu
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2016/2017 def. Sterowanie to: 1. Proces polegający na wykorzystywaniu
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ. prof. PŁ dr hab. inż. Andrzej Szymonik
 Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Automatyzacja wytwarzania
 Automatyzacja wytwarzania ESP, CAD, CAM, CIM,... 1/1 Plan wykładu Automatyzacja wytwarzania: NC/CNC Automatyzacja procesów pomocniczych: FMS Automatyzacja technicznego przygotowania produkcji: CAD/CAP
Automatyzacja wytwarzania ESP, CAD, CAM, CIM,... 1/1 Plan wykładu Automatyzacja wytwarzania: NC/CNC Automatyzacja procesów pomocniczych: FMS Automatyzacja technicznego przygotowania produkcji: CAD/CAP
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą o
Formy organizacji produkcji
 PROCESY Dr Mariusz Maciejczak Formy organizacji produkcji Stacjonarne Niepotokowe Potokowe Gniazdowe 1 Charakterystyka stacjonarnej formy organizacji produkcji o niskim poziomie technicznym Prosta organizacja
PROCESY Dr Mariusz Maciejczak Formy organizacji produkcji Stacjonarne Niepotokowe Potokowe Gniazdowe 1 Charakterystyka stacjonarnej formy organizacji produkcji o niskim poziomie technicznym Prosta organizacja
Uwarunkowania procesów logistycznych w przedsiębiorstwie o innowacyjnych technologiach. prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.
 Uwarunkowania procesów logistycznych w przedsiębiorstwie o innowacyjnych technologiach prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2015 1 Zagadnienia: 1. Innowacyjne technologie w nowoczesnych
Uwarunkowania procesów logistycznych w przedsiębiorstwie o innowacyjnych technologiach prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2015 1 Zagadnienia: 1. Innowacyjne technologie w nowoczesnych
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Planowanie potrzeb materiałowych. prof. PŁ dr hab. inż. A. Szymonik
 Planowanie potrzeb materiałowych prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Planowanie zapotrzebowania materiałowego (MRP): zbiór technik, które pomagają w zarządzaniu procesem produkcji
Planowanie potrzeb materiałowych prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Planowanie zapotrzebowania materiałowego (MRP): zbiór technik, które pomagają w zarządzaniu procesem produkcji
Spis treści Supermarket Przepływ ciągły 163
 WSTĘP 11 ROZDZIAŁ 1. Wprowadzenie do zarządzania procesami produkcyjnymi... 17 1.1. Procesowe ujecie przepływu produkcji 17 1.2. Procesy przygotowania produkcji 20 1.3. Podstawowe procesy produkcyjne 22
WSTĘP 11 ROZDZIAŁ 1. Wprowadzenie do zarządzania procesami produkcyjnymi... 17 1.1. Procesowe ujecie przepływu produkcji 17 1.2. Procesy przygotowania produkcji 20 1.3. Podstawowe procesy produkcyjne 22
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Zarządzanie Produkcją III
 Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
Zarządzanie Produkcją III Dr Janusz Sasak Operatywne zarządzanie produkcją pojęcia podstawowe Asortyment produkcji Program produkcji Typ produkcji ciągła dyskretna Tempo i takt produkcji Seria i partia
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy
 obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
LOGISTYKA ZAOPATRZENIA I PRODUKCJI część pierwsza
 1 LOGISTYKA ZAOPATRZENIA I PRODUKCJI część pierwsza AUTOR: Dr inż. ŁUKASZ HADAŚ AGENDA 2 Definicje i obszar zainteresowania logistyki zaopatrzenia i produkcji Podział fazowy Podział funkcjonalny Myślenie
1 LOGISTYKA ZAOPATRZENIA I PRODUKCJI część pierwsza AUTOR: Dr inż. ŁUKASZ HADAŚ AGENDA 2 Definicje i obszar zainteresowania logistyki zaopatrzenia i produkcji Podział fazowy Podział funkcjonalny Myślenie
CM (Computer Modul) Formy produkcji ze względu na komputeryzację. CM (Computer Modul)
 Formy produkcji ze względu na komputeryzację. CM (Computer Modul)") Formy produkcji ze względu na komputeryzację... (Computer Modul)... (Flexible Manufacturing Systems)... (Computer Aid Manufacturing)... (Computer Integrated Manufacturing) CM (Computer Modul) Elastyczne
Formy produkcji ze względu na komputeryzację... (Computer Modul)... (Flexible Manufacturing Systems)... (Computer Aid Manufacturing)... (Computer Integrated Manufacturing) CM (Computer Modul) Elastyczne
Logistyka w sferze produkcji. prof. PŁ dr hab. inż. Andrzej Szymonik Łódź 2016/2017
 Logistyka w sferze produkcji prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Zagadnienia: 1. System produkcyjny 2. Rola i miejsce logistyki produkcji 3. Czynniki wpływające na organizację
Logistyka w sferze produkcji prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 Zagadnienia: 1. System produkcyjny 2. Rola i miejsce logistyki produkcji 3. Czynniki wpływające na organizację
Proces tworzenia wartości w łańcuchu logistycznym. prof. PŁ dr hab. inż. Andrzej Szymonik 2014/2015
 Proces tworzenia wartości w łańcuchu logistycznym prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2014/2015 Proces Proces def: 1. Uporządkowany w czasie ciąg zmian i stanów zachodzących po sobie.
Proces tworzenia wartości w łańcuchu logistycznym prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2014/2015 Proces Proces def: 1. Uporządkowany w czasie ciąg zmian i stanów zachodzących po sobie.
Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji. prof. PŁ dr hab. inż. A. Szymonik Łódź 2017/2018
 dystrybucji, produkcji. prof. PŁ dr hab. inż. A. Szymonik Łódź 2017/2018") Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 1 Logistyka zaopatrywania 2 Def. zaopatrywania (I i II): Zakup materiałów i
Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 1 Logistyka zaopatrywania 2 Def. zaopatrywania (I i II): Zakup materiałów i
Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji. prof. PŁ dr hab. inż. A. Szymonik Łódź 2017
 dystrybucji, produkcji. prof. PŁ dr hab. inż. A. Szymonik Łódź 2017") Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017 1 Logistyka zaopatrywania 2 Def. zaopatrywania (I i II): Zakup materiałów i usług
Logistyka: zaopatrzenia (decyzje MOB) dystrybucji, produkcji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017 1 Logistyka zaopatrywania 2 Def. zaopatrywania (I i II): Zakup materiałów i usług
Magazyn, proces magazynowy, gospodarka magazynowa. prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015
 Magazyn, proces magazynowy, gospodarka magazynowa prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015 Magazyn def. (I): Wyodrębnione pomieszczenie zamknięte (budynki), przestrzeń zadaszoną
Magazyn, proces magazynowy, gospodarka magazynowa prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015 Magazyn def. (I): Wyodrębnione pomieszczenie zamknięte (budynki), przestrzeń zadaszoną
Istota logistyka produkcji. prof. PŁ dr hab. inż. Andrzej Szymonik 2017/2018
 Istota logistyka produkcji prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2017/2018 1 Zagadnienia: 1. System produkcyjny 2. Rola i miejsce logistyki produkcji 3. Czynniki wpływające na organizację
Istota logistyka produkcji prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl 2017/2018 1 Zagadnienia: 1. System produkcyjny 2. Rola i miejsce logistyki produkcji 3. Czynniki wpływające na organizację
Zarządzanie zapasami. prof. PŁ dr hab. inż. Andrzej Szymonik
 Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Zarządzanie zapasami prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część środków obrotowych przedsiębiorstwa zgromadzona z myślą
Pojęcie wyrobu, schemat podziału produktów (1)
") Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Pojęcie wyrobu, schemat podziału produktów (1) PRODUKTY Wyroby podstawowe Usługi wg stopnia złożoności Proste wg stopnia gotowości Półwyroby Złożone Wyroby gotowe Transport Magazynowani Remonty Dostawa
Dr hab. inż. Jan Duda. Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji
 Automatyzacja i Robotyzacja Procesów Produkcyjnych Dr hab. inż. Jan Duda Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji Podstawowe pojęcia Automatyka Nauka o metodach i układach sterowania
Automatyzacja i Robotyzacja Procesów Produkcyjnych Dr hab. inż. Jan Duda Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji Podstawowe pojęcia Automatyka Nauka o metodach i układach sterowania
Spis treści. Wstęp 11
 Spis treści Wstęp 11 Rozdział 1. Znaczenie i cele logistyki 15 1.1. Definicje i etapy rozwoju logistyki 16 1.2. Zarządzanie logistyczne 19 1.2.1. Zarządzanie przedsiębiorstwem 20 1.2.2. Czynniki stymulujące
Spis treści Wstęp 11 Rozdział 1. Znaczenie i cele logistyki 15 1.1. Definicje i etapy rozwoju logistyki 16 1.2. Zarządzanie logistyczne 19 1.2.1. Zarządzanie przedsiębiorstwem 20 1.2.2. Czynniki stymulujące
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy. dr inż. Andrzej KIJ
 TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
TEMAT: Ustalenie zapotrzebowania na materiały. Zapasy dr inż. Andrzej KIJ 1 1 Zagadnienia: Klasyfikacja zapasów w przedsiębiorstwie Zapasy produkcji w toku Ilościowe i wartościowe określenie całkowitego
Z-ZIP-072z Zarządzanie produkcją Production Management. Stacjonarne Wszystkie Katedra Inżynierii Produkcji Dr inż. Aneta Masternak-Janus
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-072z Zarządzanie produkcją Production Management A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-072z Zarządzanie produkcją Production Management A. USYTUOWANIE
Warstwowa struktura układów sterowania ciągłymi procesami przemysłowymi
 Warstwowa struktura układów sterowania ciągłymi procesami przemysłowymi warstwa zarządzania warstwa sterowania operatywnego system stertowania zmiennych procesowych ciągłych warstwa sterowania nadrzędnego
Warstwowa struktura układów sterowania ciągłymi procesami przemysłowymi warstwa zarządzania warstwa sterowania operatywnego system stertowania zmiennych procesowych ciągłych warstwa sterowania nadrzędnego
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI. Ćwiczenia
 ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI Ćwiczenia Ćwiczenia tematyka DOSTAWCY PRODUKCJA ODBIORCY Parametr Parametr ilościowy ilościowy (wielkość (wielkość przepływu) przepływu) Parametry przepływów materiałowych
prof. PŁ dr hab. inż. Szymonik Łódź 2016/2017
 Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
prof. PŁ dr hab. inż. Szymonik Łódź 2015/2016
 Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
Temat: Przedsiębiorstwo: lokalizacja przedsiębiorstwa, rozmieszczenie obiektów i wybór wyposażenia, obsługa eksploatacyjna, projektowanie systemów produkcyjnych prof. PŁ dr hab. inż. Szymonik www.gen-prof.pl
Układ treści projektu z przedmiotu Projektowanie inżynierskie i technologiczne UKŁAD POGLĄDOWY SZCZEGÓŁY PODANE ZOSTAŁY NA ZAJĘCIACH
 Układ treści projektu z przedmiotu Projektowanie inżynierskie i technologiczne UKŁAD POGLĄDOWY SZCZEGÓŁY PODANE ZOSTAŁY NA ZAJĘCIACH 1. Cel projektowania i realizacji projektu 2. Charakterystyka produktu
Układ treści projektu z przedmiotu Projektowanie inżynierskie i technologiczne UKŁAD POGLĄDOWY SZCZEGÓŁY PODANE ZOSTAŁY NA ZAJĘCIACH 1. Cel projektowania i realizacji projektu 2. Charakterystyka produktu
Kompletacja (picking) prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015
 prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015") Kompletacja (picking) prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015 Kompletacja def. Operacja w procesie magazynowym polegająca na pobraniu zapasów ze stosów lub urządzeń do składowania
Kompletacja (picking) prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2014/2015 Kompletacja def. Operacja w procesie magazynowym polegająca na pobraniu zapasów ze stosów lub urządzeń do składowania
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Istota zarządzania produkcją i usługami. prof. PŁ dr hab. inż. A. Szymonik Łódź 2015/2016
 Istota zarządzania produkcją i usługami prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2015/2016 Uogólnienie: Regulacja, sterowanie, zarządzanie, kierowanie są to rodzaje sposobów wymuszeń takiego
Istota zarządzania produkcją i usługami prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2015/2016 Uogólnienie: Regulacja, sterowanie, zarządzanie, kierowanie są to rodzaje sposobów wymuszeń takiego
VII. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH
 VII. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH 1. WYMIENIĆ ELEMENTY WEJŚCIA I WYJŚCIA W SYSTEMIE PRODUKCYJNYM. System produkcyjny składa się z 5 elementów: wektora wejścia X- wszystkie czynniki produkcji wektora
VII. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH 1. WYMIENIĆ ELEMENTY WEJŚCIA I WYJŚCIA W SYSTEMIE PRODUKCYJNYM. System produkcyjny składa się z 5 elementów: wektora wejścia X- wszystkie czynniki produkcji wektora
TEMAT: Pojęcie logistyki ,,Logistyka nie jest wszystkim, ale wszystko bez logistyki jest niczym
 TEMAT: Pojęcie logistyki,,logistyka nie jest wszystkim, ale wszystko bez logistyki jest niczym prof. PŁ dr hab. inż. Andrzej SZYMONIK http://www.gen-prof.pl/ Łódź 2015 1. Geneza i pojęcie logistyki Geneza
TEMAT: Pojęcie logistyki,,logistyka nie jest wszystkim, ale wszystko bez logistyki jest niczym prof. PŁ dr hab. inż. Andrzej SZYMONIK http://www.gen-prof.pl/ Łódź 2015 1. Geneza i pojęcie logistyki Geneza
Zarządzanie Produkcją V
 Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
Zarządzanie Produkcją V Dr Janusz Sasak ZP Doświadczenia Japońskie Maksymalizacja tempa przepływu materiałów Stabilizacja tempa przepływu materiałów - unifikacja konstrukcji - normalizacja konstrukcji
Advanced Forming Hartowanie w procesie tłoczenia
 Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ. prof. PŁ dr hab. inż. Andrzej Szymonik
 Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015/2016 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Logistyka w sferze magazynowania i gospodarowania zapasami analiza ABC i XYZ prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015/2016 1 2 Def. zapas: Jest to rzeczowa, niespieniężona część
Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa. Systemy komputerowo zintegrowanego wytwarzania CIM
 Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa Systemy komputerowo zintegrowanego wytwarzania CIM Geneza i pojęcie CIM CIM (Computer Integrated Manufacturing) zintegrowane przetwarzanie informacji
Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa Systemy komputerowo zintegrowanego wytwarzania CIM Geneza i pojęcie CIM CIM (Computer Integrated Manufacturing) zintegrowane przetwarzanie informacji
Karta (sylabus) modułu/przedmiotu Mechanika i budowa maszyn] Studia II stopnia. polski
![Karta (sylabus) modułu/przedmiotu Mechanika i budowa maszyn] Studia II stopnia. polski](/thumbs/99/142652423.jpg "Karta (sylabus) modułu/przedmiotu Mechanika i budowa maszyn] Studia II stopnia. polski") Karta (sylabus) modułu/przedmiotu Mechanika i budowa maszyn] Studia II stopnia Przedmiot: Zintegrowane systemy wytwarzania Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM 2 N 0 1 05-0_1 Rok: I Semestr:
Karta (sylabus) modułu/przedmiotu Mechanika i budowa maszyn] Studia II stopnia Przedmiot: Zintegrowane systemy wytwarzania Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM 2 N 0 1 05-0_1 Rok: I Semestr:
IX. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH 1. ELEMENTY WEJŚCIA I WYJŚCIA W SYSTEMIE PRODUKCYJNYM. System produkcyjny składa się z 5 elementów: wektora
 IX. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH 1. ELEMENTY WEJŚCIA I WYJŚCIA W SYSTEMIE PRODUKCYJNYM. System produkcyjny składa się z 5 elementów: wektora wejścia X- wszystkie czynniki produkcji wektora wyjścia
IX. PROJEKTOWANIE SYSTEMÓW PRODUKCYJNYCH 1. ELEMENTY WEJŚCIA I WYJŚCIA W SYSTEMIE PRODUKCYJNYM. System produkcyjny składa się z 5 elementów: wektora wejścia X- wszystkie czynniki produkcji wektora wyjścia
Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik
 I. Technikum zawodowe (4-letnie) 1) Technik mechanik") Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik Organizuje i nadzoruje produkcję, montaż, naprawy i konserwacje wszelkich maszyn i urządzeo produkowanych
Informacje o zawodach (szkoła młodzieżowa) I. Technikum zawodowe (4-letnie) 1) Technik mechanik Organizuje i nadzoruje produkcję, montaż, naprawy i konserwacje wszelkich maszyn i urządzeo produkowanych
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
Harmonogramowanie produkcji Przedmiot: Zarządzanie zasobami przedsiębiorstwa Moduł: 4/4 Opracował: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów
ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL. Beata Rybicka Rafał Olejniczak
 ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL Beata Rybicka Rafał Olejniczak SYSTEM ERP Osobie odpowiedzialnej za zarządzanie produkcją przypisuje się kluczowe zadanie w firmie: zmniejszenie
ZARZĄDZANIE PRODUKCJĄ Przedstawienie systemów ERP i RAKSSQELL Beata Rybicka Rafał Olejniczak SYSTEM ERP Osobie odpowiedzialnej za zarządzanie produkcją przypisuje się kluczowe zadanie w firmie: zmniejszenie
TEMAT: Planowanie i sterowanie produkcją i realizacją usług. prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl
 TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu działań
TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2015 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu działań
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
TEMAT: Planowanie i sterowanie produkcją i realizacją usług. prof. PŁ dr hab. inż. Andrzej Szymonik
 TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu
TEMAT: Planowanie i sterowanie produkcją i realizacją usług prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2016/2017 Def. planowania: to element zarządzania polega na decydowaniu o podjęciu
Harmonogramowanie produkcji
 Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
Harmonogramowanie produkcji Przedmiot: Zarządzanie produkcją Moduł: 2/3 Prowadzący: mgr inż. Paweł Wojakowski Instytut Technologii Maszyn i Automatyzacji Produkcji Zakład Projektowania Procesów Wytwarzania
POLITECHNIKA RZESZOWSKA PLAN STUDIÓW
 POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia II stopnia stacjonarne Rzeszów 09. 12. 2015 Plan studiów
POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia II stopnia stacjonarne Rzeszów 09. 12. 2015 Plan studiów
Organizacja produkcji
 Formy organizacji Organizacja Stacjonarna forma organizacji Niepotokowe formy organizacji Potokowe formy organizacji Gniazdowa forma organizacji Formy organizacji W zaleŝności od okoliczności to... zadanie
Formy organizacji Organizacja Stacjonarna forma organizacji Niepotokowe formy organizacji Potokowe formy organizacji Gniazdowa forma organizacji Formy organizacji W zaleŝności od okoliczności to... zadanie
SZCZEGÓŁOWY PLAN NAUCZANIA DLA KWALIFIKACJI: M.44. ORGANIZACJA I NADZOROWANIE PROCESÓW PRODUKCJI MASZYN I URZĄDZEŃ
 SZCZEGÓŁOWY PLAN NAUCZANIA DLA KWALIFIKACJI: M.. ORGANIZACJA I NADZOROWANIE PROCESÓW PRODUKCJI MASZYN I URZĄDZEŃ Przedmiot nauczania PKM PSM konstrukcji sterowania i regulacji Dział programowy Części i
SZCZEGÓŁOWY PLAN NAUCZANIA DLA KWALIFIKACJI: M.. ORGANIZACJA I NADZOROWANIE PROCESÓW PRODUKCJI MASZYN I URZĄDZEŃ Przedmiot nauczania PKM PSM konstrukcji sterowania i regulacji Dział programowy Części i
Omów postęp techniczny w procesie przygotowania produkcji (konstrukcyjnym, technologicznym i organizacyjnym).
.") ZAGADNIENIA NA EGZAMIN DYPLOMOWY Kierunek: ZARZĄDZANIE I INŻYNIERIA PRODUKCJI Specjalność: ZARZĄDZANIE PROCESAMI PRODUKCJI Lp. Pytania kierunkowe 1 Zdefiniuj i omów proces produkcyjny - jego elementy składowe,
ZAGADNIENIA NA EGZAMIN DYPLOMOWY Kierunek: ZARZĄDZANIE I INŻYNIERIA PRODUKCJI Specjalność: ZARZĄDZANIE PROCESAMI PRODUKCJI Lp. Pytania kierunkowe 1 Zdefiniuj i omów proces produkcyjny - jego elementy składowe,
DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ
 DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ SPIS TREŚCI 1. Nasza firma i jej cel działania 2. Doświadczenie i praktyka 3. Co nas wyróżnia na tle rynku i konkurencji 4. Co oferujemy Państwu 5. Państwa
DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ SPIS TREŚCI 1. Nasza firma i jej cel działania 2. Doświadczenie i praktyka 3. Co nas wyróżnia na tle rynku i konkurencji 4. Co oferujemy Państwu 5. Państwa
Cechy systemu MRP II: modułowa budowa, pozwalająca na etapowe wdrażanie, funkcjonalność obejmująca swym zakresem obszary technicznoekonomiczne
 Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Zintegrowany System Informatyczny (ZSI) jest systemem informatycznym należącym do klasy ERP, który ma na celu nadzorowanie wszystkich procesów zachodzących w działalności głównie średnich i dużych przedsiębiorstw,
Inżynieria Produkcji
 Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Planowanie i sterowanie zapasami międzyoperacyjnymi
 L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
L. Wicki - Materiały pomocnicze do ćwiczeń (0) 0-0-6 Planowanie i sterowanie zapasami międzyoperacyjnymi ZPiU Schemat zasileń materiałowych - system planowania wg okresu powtarzalności produkcji Wydział
WYMAGANIA EDUKACYJNE Z ZAJĘĆ TECHNICZNYCH W KLASIE V I OKRES
 WYMAGANIA EDUKACYJNE Z ZAJĘĆ TECHNICZNYCH W KLASIE V I OKRES Sprawności Wymagania konieczne (ocena: dopuszczający) podstawowe (ocena: dostateczny) rozszerzone (ocena dobry) dopełniające (ocena: bardzo
WYMAGANIA EDUKACYJNE Z ZAJĘĆ TECHNICZNYCH W KLASIE V I OKRES Sprawności Wymagania konieczne (ocena: dopuszczający) podstawowe (ocena: dostateczny) rozszerzone (ocena dobry) dopełniające (ocena: bardzo
www.streamsoft.pl Katalog rozwiązań informatycznych dla firm produkcyjnych
 www.streamsoft.pl Katalog rozwiązań informatycznych dla firm produkcyjnych Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
www.streamsoft.pl Katalog rozwiązań informatycznych dla firm produkcyjnych Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Wykorzystanie elektronicznej formy dokumentacji wytwarzania wyrobów. prof. PŁ dr hab. inż. Andrzej Szymonik
 Wykorzystanie elektronicznej formy dokumentacji wytwarzania wyrobów prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 Zalety systemu zarządzania dokumentami: zabezpieczenie przed
Wykorzystanie elektronicznej formy dokumentacji wytwarzania wyrobów prof. PŁ dr hab. inż. Andrzej Szymonik www.gen-prof.pl Łódź 2017/2018 1 Zalety systemu zarządzania dokumentami: zabezpieczenie przed
METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA. AUTOR: dr inż.
 1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
1 METODY PLANOWANIA I STEROWANIA PRODUKCJĄ OBLICZENIA NA POTRZEBY OPRACOWANI HARMONOGRAMU PRACY GNIAZDA AUTOR: dr inż. ROMAN DOMAŃSKI 2 1. DANE PROJEKTOWE 1.1. DANE WEJŚCIOWE DO PROJEKTU 3 1.1. Asortyment
Cykl. produkcyjny ZARZĄDZANIE PRODUKCJĄ. 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram
 Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Cykl ZARZĄDZANIE PRODUKCJĄ produkcyjny 1.Wprowadzenie 2.Cykl produkcyjny - rodzaje 3.Cyklogram 1. Cykl produkcyjny Cp= Ot +Pp Cp długość cyklu produkcyjnego Ot długość okresu technologicznego Pp- długość
Techniki CAx. dr inż. Michał Michna. Politechnika Gdańska
 Techniki CAx dr inż. Michał Michna 1 Sterowanie CAP Planowanie PPC Sterowanie zleceniami Kosztorysowanie Projektowanie CAD/CAM CAD Klasyfikacja systemów Cax Y-CIM model Planowanie produkcji Konstruowanie
Techniki CAx dr inż. Michał Michna 1 Sterowanie CAP Planowanie PPC Sterowanie zleceniami Kosztorysowanie Projektowanie CAD/CAM CAD Klasyfikacja systemów Cax Y-CIM model Planowanie produkcji Konstruowanie
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Zarządzanie produkcją dr Mariusz Maciejczak. PROGRAMy. Istota sterowania
 Zarządzanie produkcją dr Mariusz Maciejczak PROGRAMy www.maciejczak.pl Istota sterowania W celu umożliwienia sobie realizacji złożonych celów, każda organizacja tworzy hierarchię planów. Plany różnią się
Zarządzanie produkcją dr Mariusz Maciejczak PROGRAMy www.maciejczak.pl Istota sterowania W celu umożliwienia sobie realizacji złożonych celów, każda organizacja tworzy hierarchię planów. Plany różnią się
Informatyczne Systemy Zarządzania Klasy ERP. Produkcja
 Informatyczne Systemy Zarządzania Klasy ERP Produkcja Produkcja Moduł dostarcza bogaty zestaw narzędzi do kompleksowego zarządzania procesem produkcji. Zastosowane w nim algorytmy pozwalają na optymalne
Informatyczne Systemy Zarządzania Klasy ERP Produkcja Produkcja Moduł dostarcza bogaty zestaw narzędzi do kompleksowego zarządzania procesem produkcji. Zastosowane w nim algorytmy pozwalają na optymalne
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE WYTWARZANIA CAM Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
Nazwa przedmiotu: SYSTEMY PROJEKTOWANIA PROCESÓW TECHNOLOGICZNYCH Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Automatyzacja wytwarzania i robotyka Rodzaj zajęć:
KARTA PRZEDMIOTU. 1. NAZWA PRZEDMIOTU: Technologia Maszyn. 2. KIERUNEK: Mechanika i Budowa Maszyn. 3. POZIOM STUDIÓW: I, inżynierskie
 KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Technologia Maszyn 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: I, inżynierskie 4. ROK/ SEMESTR STUDIÓW: II/3 5. LICZBA PUNKTÓW ECTS: 5 6. LICZBA GODZIN:
KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Technologia Maszyn 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: I, inżynierskie 4. ROK/ SEMESTR STUDIÓW: II/3 5. LICZBA PUNKTÓW ECTS: 5 6. LICZBA GODZIN:
Łańcuch dostaw Łańcuch logistyczny
 Zarządzanie logistyką Dr Mariusz Maciejczak Łańcuch dostaw Łańcuch logistyczny www.maciejczak.pl Łańcuch logistyczny a łańcuch dostaw Łańcuch dostaw w odróżnieniu od łańcucha logistycznego dotyczy integracji
Zarządzanie logistyką Dr Mariusz Maciejczak Łańcuch dostaw Łańcuch logistyczny www.maciejczak.pl Łańcuch logistyczny a łańcuch dostaw Łańcuch dostaw w odróżnieniu od łańcucha logistycznego dotyczy integracji
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Sterowanie wykonaniem produkcji
 STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC) Sterowanie wykonaniem produkcji (SWP) stanowi najniŝszy, wykonawczy poziom systemu zarządzania produkcją, łączący wyŝsze poziomy operatywnego
Automatyzacja w produkcji stolarki otworowej. Mirosław Krzemioski
 Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Krótkookresowe planowanie produkcji. Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania?
 4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
4 Krótkookresowe planowanie produkcji Jak skutecznie i efektywnie zaspokoić bieżące potrzeby rynku w krótszym horyzoncie planowania? Hierarchia systemu zarządzania produkcją DECYZJE DŁUGOOKRESOWE (PROJEKTOWANIE)
Koncepcje oraz metody organizacji i zarządzania produkcją. Koncepcja obmyślony plan działania lub pomysł rozwiązania problemu
 Koncepcje i metody Koncepcje oraz metody organizacji i zarządzania produkcją Koncepcja obmyślony plan działania lub pomysł rozwiązania problemu Metoda to konsekwentnie stosowany sposób postępowania do
Koncepcje i metody Koncepcje oraz metody organizacji i zarządzania produkcją Koncepcja obmyślony plan działania lub pomysł rozwiązania problemu Metoda to konsekwentnie stosowany sposób postępowania do
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
ORGANIZACJA I ZARZĄDZANIE
 P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
P O L I T E C H N I K A W A R S Z A W S K A WYDZIAŁ BUDOWNICTWA, MECHANIKI I PETROCHEMII INSTYTUT INŻYNIERII MECHANICZNEJ ORGANIZACJA I ZARZĄDZANIE Analiza okresu technologicznego produkcji wyrobu prostego
Wytwarzanie wspomagane komputerowo CAD CAM CNC. dr inż. Michał Michna
 Wytwarzanie wspomagane komputerowo CAD CAM CNC dr inż. Michał Michna Wytwarzanie wspomagane komputerowo CAD CAM CNC prowadzący dr inż. Grzegorz Kostro pok. EM 313 dr inż. Michał Michna pok. EM 312 materiały
Wytwarzanie wspomagane komputerowo CAD CAM CNC dr inż. Michał Michna Wytwarzanie wspomagane komputerowo CAD CAM CNC prowadzący dr inż. Grzegorz Kostro pok. EM 313 dr inż. Michał Michna pok. EM 312 materiały
POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004
 POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004 METODA SYMULACJI CAM WIERCENIA OTWORÓW W TARCZY ROZDRABNIACZA WIELOTARCZOWEGO Józef Flizikowski, Kazimierz Peszyński, Wojciech Bieniaszewski, Adam Budzyński
POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004 METODA SYMULACJI CAM WIERCENIA OTWORÓW W TARCZY ROZDRABNIACZA WIELOTARCZOWEGO Józef Flizikowski, Kazimierz Peszyński, Wojciech Bieniaszewski, Adam Budzyński
Zarządzanie Produkcją IV
 Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na
Zarządzanie Produkcją IV Dr Janusz Sasak Sterowanie produkcją Działalność obejmująca planowanie, kontrolę i regulację przepływu materiałów w sferze produkcji, począwszy od określenia zapotrzebowania na
Produkcja fazowa fazowej wyodrębnionych faz produkcyjnych półfabrykat każdej z faz - jednoasortymentowa lub wieloasortymentowa
 Kalkulacja fazowa Produkcja fazowa Organizacja produkcji fazowej produkcja masowa lub wielkoseryjna, przechodząca przez szereg wyodrębnionych faz (etapów, procesów) produkcyjnych po każdej fazie produkcyjnej
Kalkulacja fazowa Produkcja fazowa Organizacja produkcji fazowej produkcja masowa lub wielkoseryjna, przechodząca przez szereg wyodrębnionych faz (etapów, procesów) produkcyjnych po każdej fazie produkcyjnej
Brakujące ogniwo pomiędzy wdrożeniem systemu ERP a sukcesem biznesowym
 Brakujące ogniwo pomiędzy wdrożeniem systemu ERP a sukcesem biznesowym głos w dyskusji o potrzebach firm produkcyjnych na podstawie międzynarodowych doświadczeń wdrożeniowych ASPROVA APS Michał Żelichowski
Brakujące ogniwo pomiędzy wdrożeniem systemu ERP a sukcesem biznesowym głos w dyskusji o potrzebach firm produkcyjnych na podstawie międzynarodowych doświadczeń wdrożeniowych ASPROVA APS Michał Żelichowski
Produkcja fazowa. Rodzaje produkcji fazowej: łańcuchowa, równoległa
 Kalkulacja fazowa Produkcja fazowa Organizacja produkcji fazowej produkcja masowa lub wielkoseryjna, przechodząca przez szereg wyodrębnionych faz (etapów, procesów) produkcyjnych po każdej fazie produkcyjnej
Kalkulacja fazowa Produkcja fazowa Organizacja produkcji fazowej produkcja masowa lub wielkoseryjna, przechodząca przez szereg wyodrębnionych faz (etapów, procesów) produkcyjnych po każdej fazie produkcyjnej
5. WARUNKI REALIZACJI ZADAŃ LOGISTYCZNYCH
 5. WARUNKI REALIZACJI ZADAŃ LOGISTYCZNYCH Praktyka działania udowadnia, że funkcjonowanie organizacji w sektorze publicznym, jak i poza nim, oparte jest o jej zasoby. Logistyka organizacji wykorzystuje
5. WARUNKI REALIZACJI ZADAŃ LOGISTYCZNYCH Praktyka działania udowadnia, że funkcjonowanie organizacji w sektorze publicznym, jak i poza nim, oparte jest o jej zasoby. Logistyka organizacji wykorzystuje
Tradycyjne podejście do kosztów pośrednich
 Tradycyjne podejście do kosztów pośrednich Koszty bezpośrednie odniesienie wprost na obiekt kalkulacji Koszty pośrednie alokowanie na różne obiekty kalkulacji na podstawie kluczy rozliczeniowych, charakteryzujących
Tradycyjne podejście do kosztów pośrednich Koszty bezpośrednie odniesienie wprost na obiekt kalkulacji Koszty pośrednie alokowanie na różne obiekty kalkulacji na podstawie kluczy rozliczeniowych, charakteryzujących
Podział fazowy logistyki logistyka: zaopatrzenia, produkcji, dystrybucji
 Podział fazowy logistyki logistyka: zaopatrzenia, produkcji, dystrybucji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl 2016/2017 Logistyka zaopatrywania Fazowe ujęcie logistyki w przedsiębiorstwie:
Podział fazowy logistyki logistyka: zaopatrzenia, produkcji, dystrybucji prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl 2016/2017 Logistyka zaopatrywania Fazowe ujęcie logistyki w przedsiębiorstwie:
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław r.
 Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
Zaawansowane planowanie i harmonogramowanie produkcji. Wrocław 18.11.2009 r. SIMPLE.APS Zlecenie produkcyjne: pochodzące z zewnętrznych systemów ERP dane o zleceniach produkcyjnych posiadających przypisane
Planowanie produkcji w systemie SAP ERP w oparciu o strategię MTS (Make To Stock)
") Planowanie produkcji w systemie SAP ERP w oparciu o strategię MTS (Make To Stock) Patrycja Sobka 1 1 Politechnika Rzeszowska im. I. Łukasiewicza, Wydział Budowy Maszyn i Lotnictwa, Koło Naukowe Nowoczesnych
Planowanie produkcji w systemie SAP ERP w oparciu o strategię MTS (Make To Stock) Patrycja Sobka 1 1 Politechnika Rzeszowska im. I. Łukasiewicza, Wydział Budowy Maszyn i Lotnictwa, Koło Naukowe Nowoczesnych
Zarządzanie produkcją Production Management. Technologie Produkcyjne Katedra Inżynierii Produkcji Dr inż. Aneta Masternak-Janus
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Zarządzanie produkcją Production Management A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Zarządzanie produkcją Production Management A. USYTUOWANIE MODUŁU W SYSTEMIE