OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
|
|
|
- Magdalena Przybysz
- 9 lat temu
- Przeglądów:
Transkrypt
1 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI, OBRABIAREK I OBRÓBKI SKRAWANIEM

2 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi należy odszukać narzędzie, które z punktu widzenia technologii umożliwi zrealizowanie konkretnej obróbki (np. frezowanie płaszczyzny). Określa się podstawowe wymiary narzędzia (głównie średnicę D) oraz liczbę ostrzy (z). Dobór parametrów skrawania. Do wybranego narzędzia dobieramy określony typ (przewidziany przez producenta) płytek skrawających. Uwzględniając materiał przewidziany do obróbki z katalogu dobiera się materiał z którego są wykonane płytki skrawające i ewentualnie materiał, którym są pokrywane. Określa się podstawowe parametry skrawania (v c i f z ) zalecane przez producenta płytek do obróbki danego materiału. Określenie parametrów obróbkowych dla obrabiarki. Na podstawie dobranych parametrów skrawania należy określić parametry obróbkowe dla obrabiarki (prędkość obrotową wrzeciona n i prędkość posuwową v f ) Określenie parametrów technologicznych obróbki. Opierając się na założonej wydajności objętościowej obróbki (Q) dobieramy głębokość frezowania (a p ) i szerokość frezowania (a e D) Określenie mocy skrawania. Opierając się na wcześniej dobranych parametrach i korzystając z materiałowego współczynnika oporu skrawania (k c ) należy obliczyć moc skrawania (P c ), a następnie (uwzględniając sprawność napędu) niezbędną moc napędu wrzeciona (P mot ). Moc ta nie może przekroczyć mocy nominalnej (P N ) napędu wrzeciona obrabiarki. Jeżeli P mot >P N należy odpowiednio zmniejszyć głębokość (a p ) lub/i szerokość frezowania (a e ), ewentualnie (w uzasadnionych przypadkach) prędkość posuwową (v f ) Parametry frezarki Arrow 500 Przemieszczenie wzdłużne X [mm] 510 Przemieszczenie poprzeczne Y [mm] 510 Przemieszczenie pionowe Z [mm] 510 Moc WR [kw] 5.5 Zakres prędkości obrotowych [obr/min] Max. posuwy robocze X, Y, Z [m/min] 12 Przesuwy szybkie X, Y, Z [m/min] 20 Max. średnica narzędzia [mm] 80
 płytek skrawających.")
3 Zależności teoretyczne: Prędkość obrotowa wrzeciona: vc *1000 n = [min -1 ] D *π gdzie: v C [m/min] prędkość skrawania D [mm] średnica narzędzia Prędkość posuwowa: gdzie: f z [mm/z] posuw na ostrze (ząb) z liczba ostrzy (zębów) narzędzia n [min -1 ] prędkość obrotowa wrzeciona Wydajność objętościowa frezowania: gdzie: a e [mm] szerokość frezowania a p [mm] głębokość frezowania v f [mm/min] prędkość posuwowa v = f * z n [mm/min] f Z * ae * a p * v f Q = [cm 3 /min] 1000 Po wstępnym doborze parametrów skrawania należy obliczyć zapotrzebowanie na moc skrawania (P C ) i sprawdzić (z uwzględnieniem sprawności napędu) czy nie przewyższa ona mocy nominalną napędu wrzeciona (P N ) Warunek konieczny: Moc skrawania: P mot P N gdzie: a p * ae * v f * kc P c = [kw] 6 60 *10 a e [mm] szerokość frezowania a p [mm] głębokość frezowania v f [mm/min] prędkość posuwowa
![prędkość posuwowa v = f * z n [mm/min] f Z * ae * a p * v f Q = [cm 3 /min] 1000 Po wstępnym doborze parametrów skrawania należy obliczyć zapotrzebowanie na moc skrawania (P C ) i sprawdzić (z](/docs-images/40/6258538/images/page_3.jpg "uwzględnieniem sprawności napędu) czy nie przewyższa ona mocy nominalną napędu wrzeciona (P N ) Warunek konieczny: Moc skrawania: P mot P N gdzie: a p * ae * v f * kc P c = [kw] 6 60 *10 a e [mm]")
4 k c [N/mm 2 ] współczynnik materiałowy określający opór skrawania Opór właściwy skrawania m m c kc = h * k c1.1 [N/mm 2 ] h m [mm] średnia grubość wióra a h = f e m z D [mm] m c wykładnik k c1.1 [N/mm 2 ] współczynnik oporu skrawania przy a e =1mm i a p =1mm Przykładowe wartości współczynnika k c1.1 MATERIAŁ (DIN) Stal konstrukcyjna (14NiCr14) Stal narzędziowa (X210CrW12) Stal nierdzewna (X5CrNiMo17122) Żeliwo (GG30) k c1.1 m c [N/mm 2 ] Moc z uwzględnieniem sprawności mechanicznej napędu wrzeciona: gdzie: PC P mot = [kw] η Pc [kw] moc skrawania η współczynnik sprawności napędu (η= )
![1 [N/mm 2 ] współczynnik oporu skrawania przy a e =1mm i a p =1mm Przykładowe wartości współczynnika k c1.](/docs-images/40/6258538/images/page_4.jpg "1 MATERIAŁ (DIN) Stal konstrukcyjna (14NiCr14) Stal narzędziowa (X210CrW12) Stal nierdzewna (X5CrNiMo17122) Żeliwo (GG30) k c1.1 m c [N/mm 2 ] 1524 0.24 2230 0.")
5 Przykład 1: Zadanie polega na doborze (z katalogu narzędzi) narzędzia spełniającego wymagania obróbki, doborze parametrów skrawania (v c i f z ), oraz parametrów technologicznych obróbki (a e i a p ) tak aby uzyskać założoną wydajność obróbki (Q) Obrabiarka: Moc nominalna napędu wrzeciona: P N =5.5 kw Zakres prędkości obrotowych wrzeciona n= min -1 Zakres prędkości posuwowych: v f = mm/min Maksymalna średnica narzędzia: D max =80 mm Materiał obrabiany: Stal 45 w stanie ulepszonym 32HRC (k c1.1 = 1524 N/mm 2 i m c =0.24) Zakładana wydajność obróbki Q 100 cm 3 /min Narzędzie: Z katalogu firmy Ingersoll dobrana została głowica frezarka typ 5N6R080R00 i płytki skrawające o symbolu SHET1504AJTN Średnica głowicy D = 80 mm Liczba ostrzy z = 7 Zalecana prędkość skrawania v C = 220 m/min i posuw na ostrze f z = 0.25 mm/z Obliczenie parametrów obróbkowych dla obrabiarki: Wymagana prędkość obrotowa wrzeciona: 220 * * π Wymagana prędkość posuwowa narzędzia: 1 n = = 875 min przyjęto n = 850 min -1 v f = 0.25* 7 *850 = mm / min przyjęto v f =1450 mm/min Obliczenie objętościowej wydajności frezowania: Uwzględniając planowaną objętościową wydajność frezowania Q=100 cm 3 /min zakłada się głębokość frezowania a p = 1.5 mm i szerokość frezowania a e = 48 mm (60%D) Q = * 48* = 104.4cm Sprawdzenie mocy skrawania: h m = = 0. 2mm 80 / min 100cm / min

6 k c = = * N / mm 1.5 * 48 *1450 * 2242 P c = = 3. 9kW 6 60 * Pmot = = 5.2kW < PN = 5. 5kW 0.75 P mot P N czyli O.K.

7 Przykład 2: Zadanie polega na określeniu maksymalnej wydajności skrawania (Q) jaka jest możliwa do uzyskania na konkretnej obrabiarce dla założonego narzędzia i materiału obrabianego. Obrabiarka: Moc nominalna napędu wrzeciona: P N =22 kw Zakres prędkości obrotowych wrzeciona n= min -1 Zakres prędkości posuwowych: v f = mm/min Maksymalna średnica narzędzia: D max =80 mm Materiał obrabiany: Stal 45 w stanie ulepszonym 32HRC (k c1.1 = 1524 N/mm 2 i m c =0.24) Narzędzie: Z katalogu firmy Ingersoll dobrana została głowica frezarka typ 5N6R080R00 i płytki skrawające o symbolu SHET1504AJTN Średnica głowicy D = 80 mm Liczba ostrzy z = 7 Zalecana prędkość skrawania v C = 220 m/min i posuw na ostrze f z = 0.25 mm/z Obliczenie maksymalnej mocy skrawania: Pc = Pmot * η = 22 * 0.75 = 16. 5kW Obliczenie parametrów obróbkowych dla obrabiarki: Wymagana prędkość obrotowa wrzeciona: 220 * * π Wymagana prędkość posuwowa narzędzia: 1 n = = 875 min przyjęto n = 850 min -1 v f = 0.25* 7 *850 = mm / min przyjęto v f =1500 mm/min
 Narzędzie: Z katalogu firmy Ingersoll dobrana została głowica frezarka typ 5N6R080R00 i płytki skrawające o symbolu SHET1504AJTN Średnica głowicy D = 80 mm Liczba ostrzy z = 7 Zalecana prędkość")
8 Obliczenie maksymalnej głębokości skrawania a p : Zakładamy szerokość frezowania głowicą (ok. 60%D) a e = 50 mm h m = = 0. 2mm 80 k c = = * N / mm a Pc * 60 *10 = a * v * k * 60 *10 p = = 6 e f c 50 *1500 * 2242 mm Obliczenie objętościowej wydajności frezowania: * 50 *1500 Q = = 450cm / min

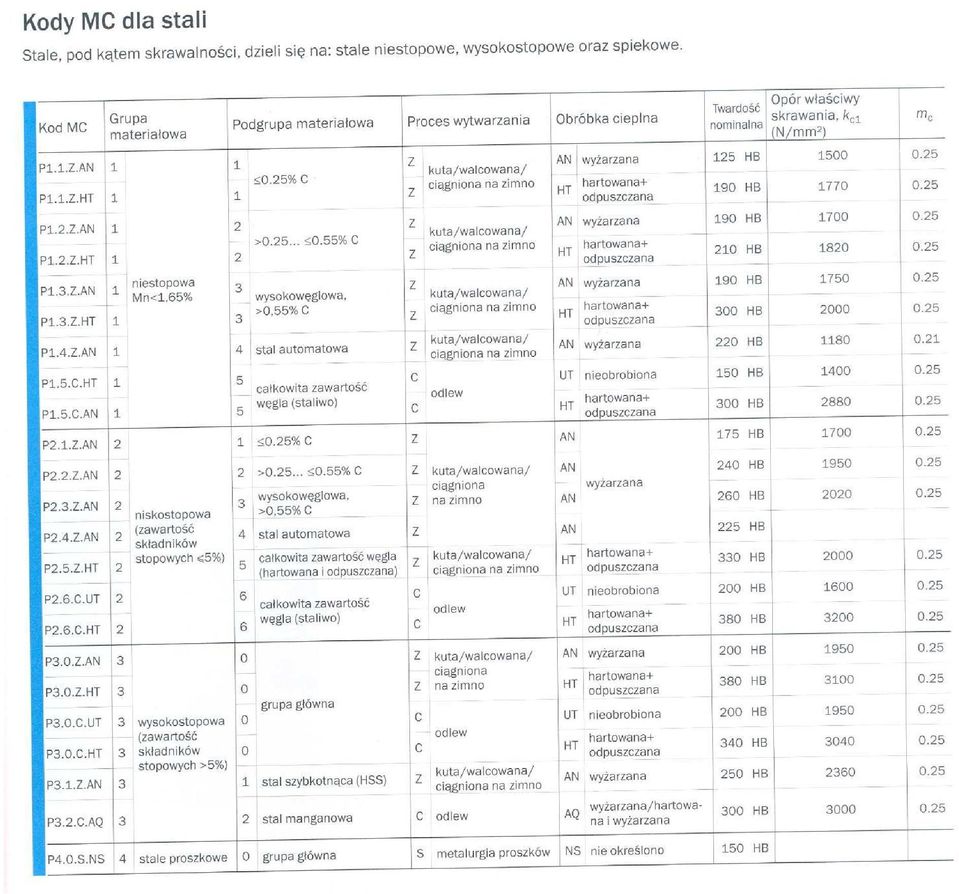
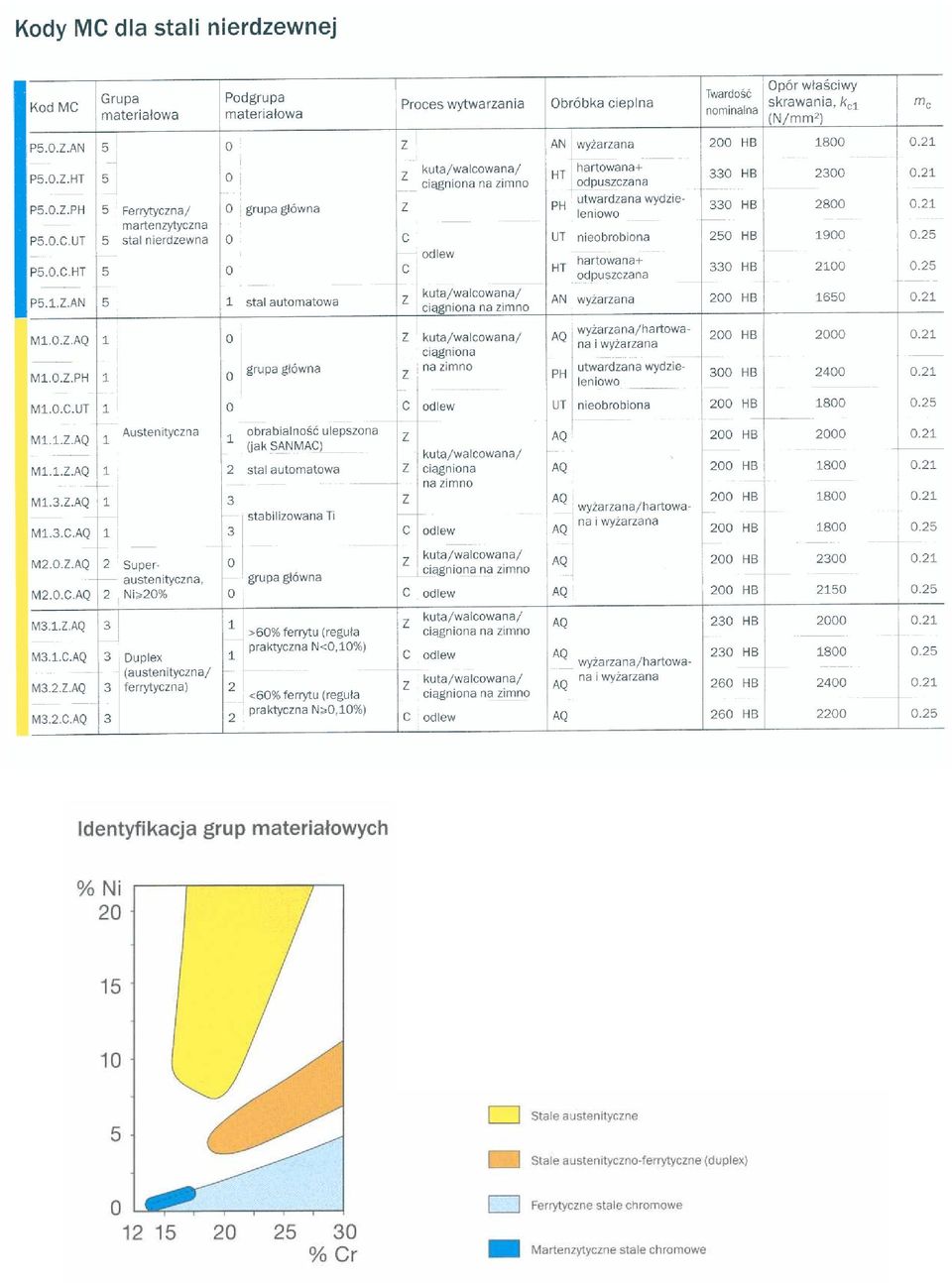
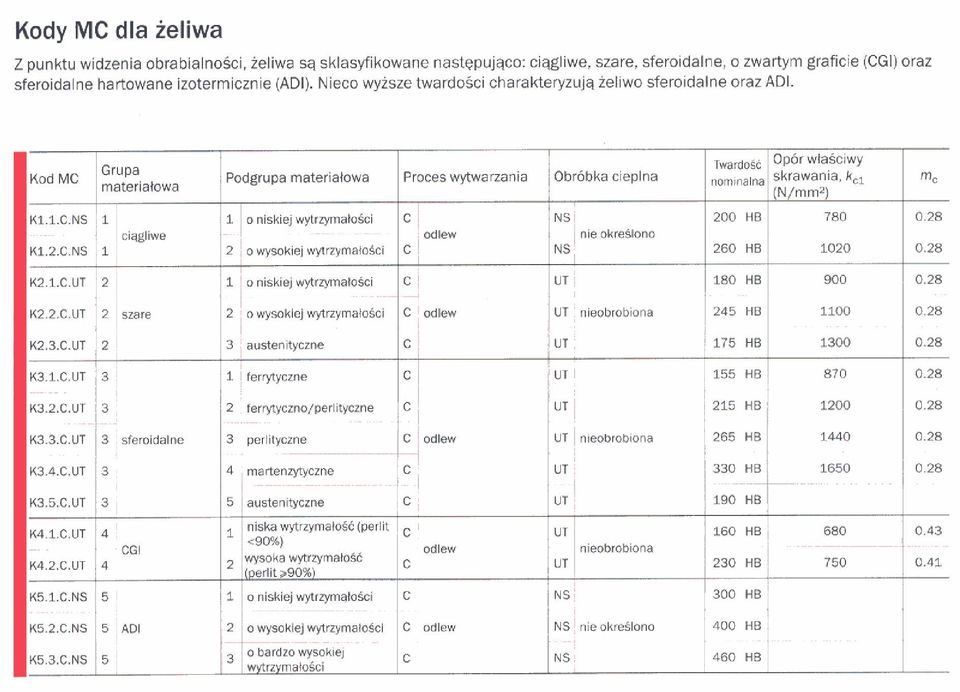
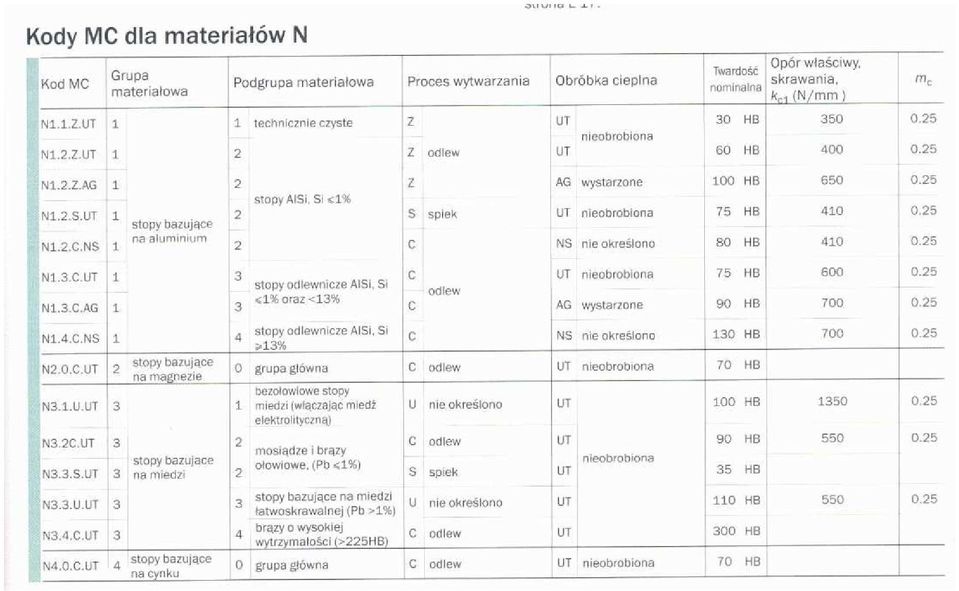
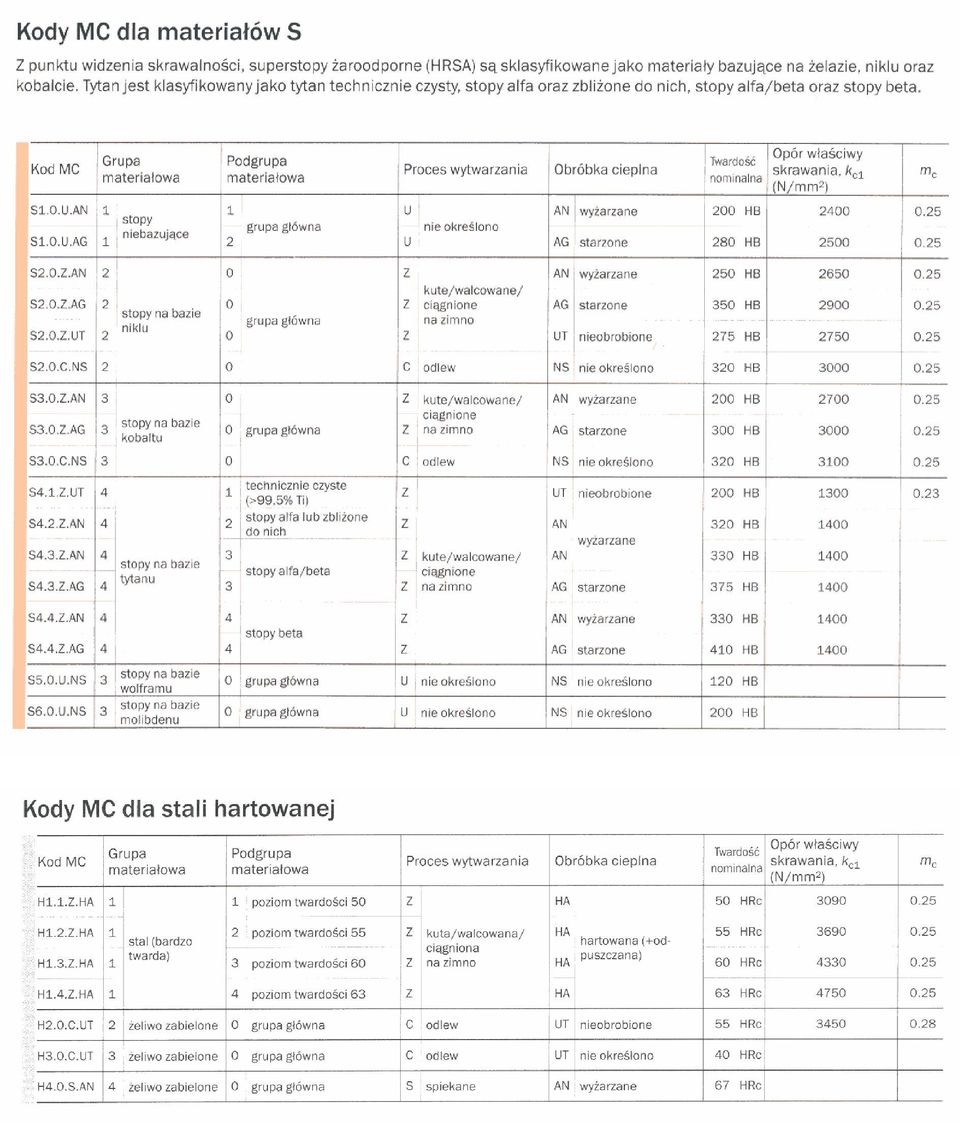
9 Dane materiałowe (na podstawie Poradnika Obróbki Skrawaniem, Sandvik Coromant) Opór właściwy skrawania dla poszczególnych grup materiałów P- stal M- stal nierdzewna K żeliwo N aluminium S stopy żaroodporne H stal hartowana

10
11
12
13
14
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Nazwa obrabiarki. 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2
... 2") Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
 Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W80-250 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 12000 mm z wykorzystaniem wysokowydajnych specjalistycznych
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Nowe produkty. Rozszerzenie programu. WTX UNI Upgrade. WTX Feed UNI WTX TB. WTX głowiczki wymienne. Film: WTX UNI Upgrade. Film: WTX Feed UNI
 Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Katalog zbędnych środków produkcji 2012
 Katalog zbędnych środków produkcji 2012 WIERTARKA KADŁUBOWA WKA-40 Zakres prędkości obrotowych wrzeciona:...25-1250 obr/min Zakres posuwów wrzeciona:.0,1-0,9 mm/obr Liczba prędkości obrotowych wrzeciona:...6
Katalog zbędnych środków produkcji 2012 WIERTARKA KADŁUBOWA WKA-40 Zakres prędkości obrotowych wrzeciona:...25-1250 obr/min Zakres posuwów wrzeciona:.0,1-0,9 mm/obr Liczba prędkości obrotowych wrzeciona:...6
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.)
") FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
Warunki skrawania. Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. Copyright 3D MASTER
 Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
ESG-1640TD. Szlifierka do płaszczyzn. Oferta. POLTRA Sp. z o.o. Centra obróbcze CNC FEELER Narzędzia skrawające Korloy Tyrolit Regeneracja narzędzi
 Centra obróbcze CNC FEELE Narzędzia skrawające Korloy Tyrolit egeneracja narzędzi POLTA Sp. z o.o. ul. Przemysłowa 29, 37-450 Stalowa Wola tel. 15 844 27 71, fax 15 844 27 70 e-mail: obrabiarki@poltra.pl
Centra obróbcze CNC FEELE Narzędzia skrawające Korloy Tyrolit egeneracja narzędzi POLTA Sp. z o.o. ul. Przemysłowa 29, 37-450 Stalowa Wola tel. 15 844 27 71, fax 15 844 27 70 e-mail: obrabiarki@poltra.pl
Technik Mechanik. Użytkowanie Obrabiarek Skrawających (CNC)
") Technik Mechanik Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych z wykorzystaniem
Technik Mechanik Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych z wykorzystaniem
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
specjalna oferta DO ekonomicznego frezowania
 specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno
 WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Katalog zbędnych środków produkcji 2011
 Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
Dobór silnika serwonapędu. (silnik krokowy)
") Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji
 FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy przedmiot kierunkowy Rodzaj zajęć: laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
 Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 KRZYSZTOF ŻYWICKI, EDWARD PAJĄK WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N AŃSKIEJ Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007 KRZYSZTOF ŻYWICKI, EDWARD PAJĄK WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH