PRAKTYKA I TEORIA KONTROLI JAKOSCI WTRYSKIWANYCH WYROBÓW Z WYKORZYSTANIEM NARZĘDZI KONTROLI PROCESU WTRYSKIWANIA
|
|
|
- Ludwika Kaczmarczyk
- 9 lat temu
- Przeglądów:
Transkrypt
1 PRAKTYKA I TEORIA KONTROLI JAKOSCI WTRYSKIWANYCH WYROBÓW Z WYKORZYSTANIEM NARZĘDZI KONTROLI PROCESU WTRYSKIWANIA 1. Wprowadzenie Rozwijająca się technologia automatyzacji produkcji gotowych elementów wyposażenia elektrotechnicznego w połączeniu z produkcją bez zapasów magazynowych ( just in time ) jak również częste modyfikacje i nowe wersje wyposażenia wykorzystujące w swojej budowie elementy wtryskiwane z tworzyw sztucznych narzucają procesom produkcji bardzo wysokie wymagania jakości produkowanych detali. Automatyzacja montażu precyzyjnych zespołów technicznych wykorzystywanych budowie elementów wyposażenia np. samochodów wymaga dostarczania detali w 100% dobrych o bardzo wysokiej jakości wymiarowej i wizualnej. Każdy wadliwy element wtryskiwany może być przyczyną zatrzymania linii montażowej, produkcji wadliwych elementów elektrotechnicznych. Ten kierunek wydaje się być tylko pierwszym wyzwaniem dla wysokiej jakości wtryskiwanych wyrobów technicznych. Drugim wyzwaniem dla nowoczesnej wtryskowi jest produkcja detali które dzięki wykorzystaniu najnowszych narzędzi konstruowania (CAD,CAM,CAE) podąża w kierunku coraz to bardziej skomplikowanych detali a co jest z tym nierozerwalnie połączone i procesy technologiczne są wysoko specjalistyczne ukierunkowane na zastosowywanie w procesie najnowszych osiągnięć techniki producentów wtryskarek. Wszystkie te aspekty produkcji wtryskiwanych wyrobów wymagają stałego nadzorowania jakości bieżącej produkcji. Określanie jakości wyrobu jest procesem który głównie opiera się zestawieniu wybranych parametrów tj. tolerancja wymiarowej stabilność wymiarów (SPC) wizualnych aspektów wyrobu oddanie kształtu (bez odkształceń i zapadów) tolerancja wagi detalu wytrzymałość na odkształcenia specyficznych właściwości w odniesieniu do założonych cech konstrukcji detalu. Kontrola jakości jest procesem stałym lub okresowym w czasie produkcji wyrobów technicznych. Nie jest to proces ani prosty ani też krótki. Wymaga zaangażowania całego sztabu ludzi dział jakości, centrum pomiarowego, laboratorium itp. Działania te mają na celu ograniczenie produkcji wadliwych wyrobów (zmniejszenie poziomu ppm czyli złych detali na milion) a idąc dalej zapewnia: obniżenie kosztów mniej błędów i opóźnień, lepsze wykorzystanie maszyn zwiększenie produktywności, lepsza oferta rynkowa efekt dobrej i utrzymanej jakości oraz obniżone koszty produkcji, zabezpieczenie pozycji firmy stabilne zatrudnienie i rozwój. 1

2 Rys.1 Gwarantem jakości wtryskiwanych wyrobów technicznych jest połączenie nadzorowania i kontrolowania procesu produkcyjnego oraz kontrola wyrobów gotowych. Praktyka i doświadczenie wskazuje jedna na brak właściwego zrozumienia iż oba te systemy uzupełniając się dają najlepszy efekt Rys.1 ANALIZA ISHIKAWY przedstawia czynniki które są niedostatecznie doceniane i rozwijanie w nowoczesnych wtryskowniach. Rys.2 ANALIZA PARETO przedstawia problemy związane na kontrolą i nadzorowaniem procesu wtryskiwania mające ścisły związek z utrzymaniem jakości produkcji poniżej ważniejsze z nich: kontrolowana temperatura formy przez sterownik wtryskarki zmiany parametrów przy kolejnych uruchomieniach wyłączona kontrola ciśnienia w punkcie przełączania na PH2 tolerancja czasu wtrysku ustawiona powyżej 30% wartości nominalnej (1%) tolerancja dla ciśnienia przełączania na PH2 ustawiona powyżej 30% wartości nominalnej (2%) robot do odbioru detali i sortowania złych wyrobów nie pracuje wyłączona kontrola czasu wtrysku wyłączona kontrola poduszki resztkowej materiału 2

3 Rys Kontrola procesu Kierunek kontrolowania procesu wspomagający utrzymanie jakości jest stale rozwijany przez producentów wtryskarek a wynikiem tego są coraz to bardziej rozbudowane aplikacje w sterownikach które pozwalają nadzorować do 20 parametrów przebiegającego procesu wtryskiwania detali. Podstawowym celem tego typu dodatków oprogramowania jest wsparcie w utrzymaniu jakości wyrobów i tak w przypadku oprogramowania Arburga -Selogica jest to program Kontroli Jakości, Engla CC100 jest to Micrograf Plus i Microplast. 3

4 Rys.2 Arburg Selogica Rys.3 Engel CC100 4

5 Należy tu oczywiście zaznaczyć iż jest kilka warunków które muszą być spełnione aby nadzorowanie procesu na podstawie dobranych parametrów było możliwe bez zakłóceń i oddawało rzeczywisty przebieg procesu i są to: nowsze sterowniki wtryskarek które udostępniają aplikacje kontroli i nadzorowania procesu (starsze wtryskarki pomimo dobrego utrzymania technicznego niestety nie posiadają tych narzędzi poza może nadzorowanie czasów cyklu czy wtrysku ale niestety bez prezentacji). poziom techniczny obsługi wtryskowi pozwalający na umiejętne wykorzystanie z możliwości nadzorowania procesu stan techniczny wtryskarki zachowanie powtarzalność parametrów pracy dzięki przeglądom i regularnym kalibracją wyposażenia, hydrauliki i urządzeń pomiarowych właściwy projekt detalu i konstrukcji formy każdy problem popełniony w projektowaniu i poprawiany w czasie produkcji odbija się problemami niestabilnego procesu = niestabilnej jakości archiwizacji danych procesu z powtarzalnością całego zestawu do każdego kolejnego uruchomienia Kolejnym krokiem jest dobranie właściwych parametrów których stabilność gwarantuje dobre cechy jakościowe wyrobu. Jest to oczywiście w dużej mierze zależne od geometrii detalu i dobranego materiał ale biorąc pod uwagę ustalony zakres roboczy (bezpieczne granice ustalone dla produkcji dobrej jakości) można stwierdzić iż poniższe parametry utrzymane w odpowiednim zakresie tolerancji gwarantują właściwy poziom jakościowy produkcji: temperatura formy temperatura masy wtryskiwanej poduszka resztkowa materiału ciśnienie max. wtrysku ciśnienie w punkcie przełączania czas wtrysku i cyklu Powtarzalność powyższych parametrów w dużym stopniu zapewnia stabilną jakościowo produkcję. Kolejnym krokiem jest ustalenie zakresu roboczego czyli granic w których powinien mieścić się dany parametr procesu aby zachować jakość produkowanych detali. Pierwszym sposobem jest ustalenie tych granic doświadczalnie podczas produkcji próbnej. Jest to jednak proces kosztowny i czasochłonny drugi sposób to wykorzystanie procentowych odchyleń dla parametrów wskazanych przez producentów wtryskarek lub materiałów, trzeci jest najbardziej precyzyjny i opierający się na rzeczywistych wartościach procesu to analiza SPC (Statistical Process Control). Ustalając poniższą procedurę uruchomienia procesu możemy na podstawie otrzymanych danych to jest średniej wartości danego parametru - x, odchylenia standardowego - s, i przy założeniach Rozkładu Normalnego ustalić zakres roboczy czyli Granice Kontrolne zabezpieczające jakość produkowanych detali. Start próbny Wprowadzenie procesu w stabilny zakres pracy dla dobrych jakościowo wyrobów Zapis wartości pracy dla kontrolowanych parametrów w celu analizy SPC Ustalenie granic kontrolne UCL i LCL wartość średnia 3s (odchylenie standardowe) 5

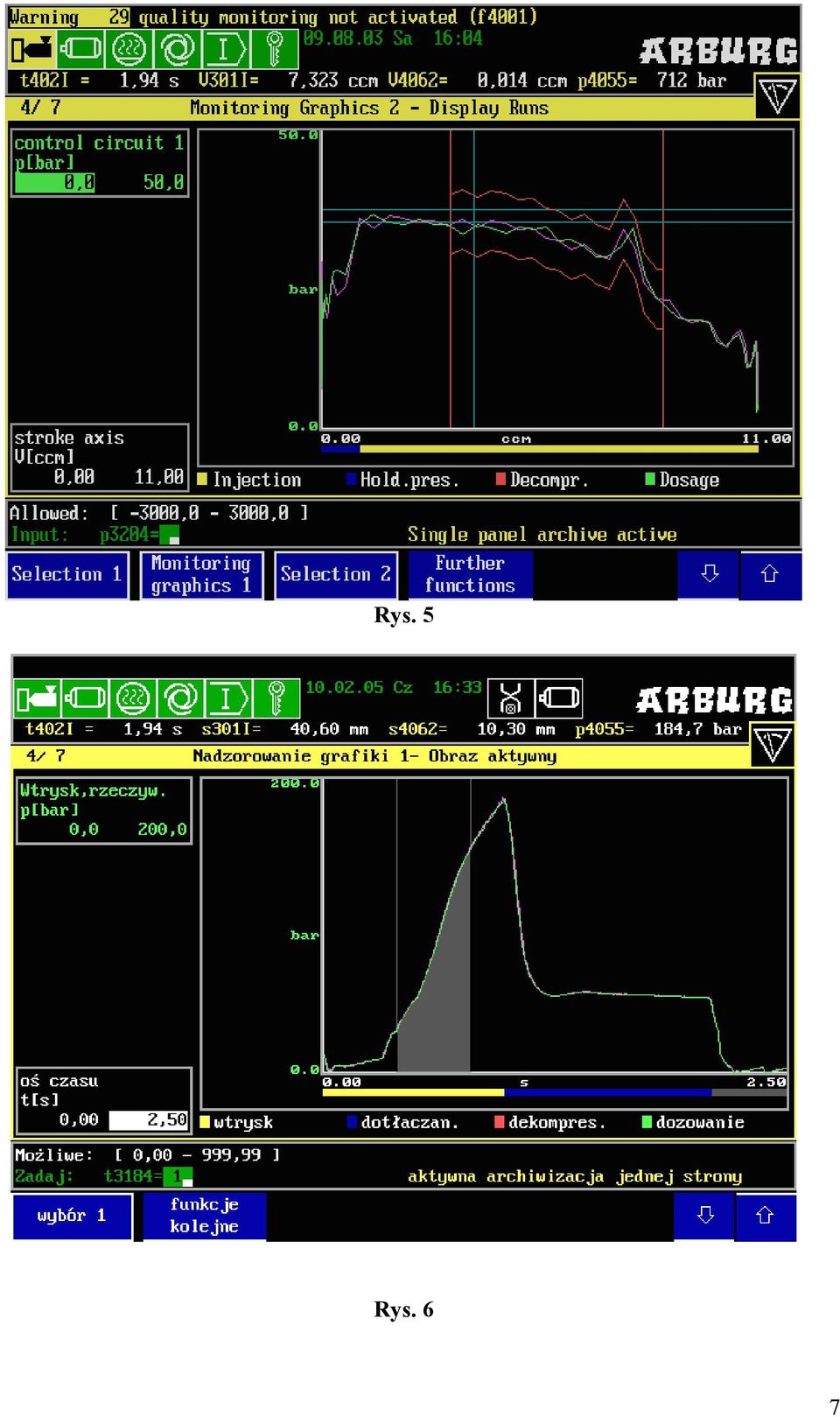
6 Określenie tolerancji parametru wtrysku Rys.4 Uruchomienie kontroli jakości Rys. 4 Najnowsze sterowniki i oprogramowania wtryskarek posiadają oprogramowanie pozwalające wyliczać niezbędne wartości do analizy SPC Rys. 10 Idealnym parametrem a raczej wskazaniem do kontroli procesu jest ciśnienie wewnątrz formy w czasie wtrysku. Pomiar wykonany czujnikiem umieszczonym wewnątrz formy - zapisanie krzywej optymalnej dla prawidłowo przebiegającego procesu, ustalenie tolerancji odchyłki, wartości szczytowej plus kontrola wartości całki pod wybranym odcinkiem krzywej i to daje nam gwarancję kontroli jakości produkcji detali. Powtarzalna krzywa ciśnienia gwarantuje powtarzalne cechy jakościowe wyrobu. Niestety formy z zainstalowanym czujnikiem pomiaru ciśnienia w czasie wtrysku jeszcze nadal nie są standardem. Alternatywą dla tego rozwiązania niestety nie tak dobrą ale najczęściej stosowaną jest pomiar ciśnienia hydraulicznego lub specyficznego wtrysku. Poniżej taki właśnie przykład ustalonej kontroli do optymalnej krzywej ciśnienia hydraulicznego. Rys. 5 Kontrola oparta na nadzorowaniu ciśnienia hydraulicznego Arburg Selogica Nałożone granice dla przebiegu krzywej optymalnej na wybranym odcinku Nadzorowanie wartości max ciśnienia w określonej drodze Rys. 6 Kontrola przez nadzorowanie wartości całki pod wykresem przebiegu krzywej na wybranym odcinku. Rys. 7 Kontrola oparta na nadzorowaniu ciśnienia hydraulicznego Engel CC100 Mikrograf Plus i Mikroplast Nałożone granice dla przebiegu krzywej optymalnej na wybranych odcinkach Nadzorowanie Liczby Płynięcia (liczba niemianowana wynikająca z zużycia energii w czasie wtrysku) wyliczana jest na określonej drodze przebiegu wtrysku 6

7 Rys. 5 Rys. 6 7
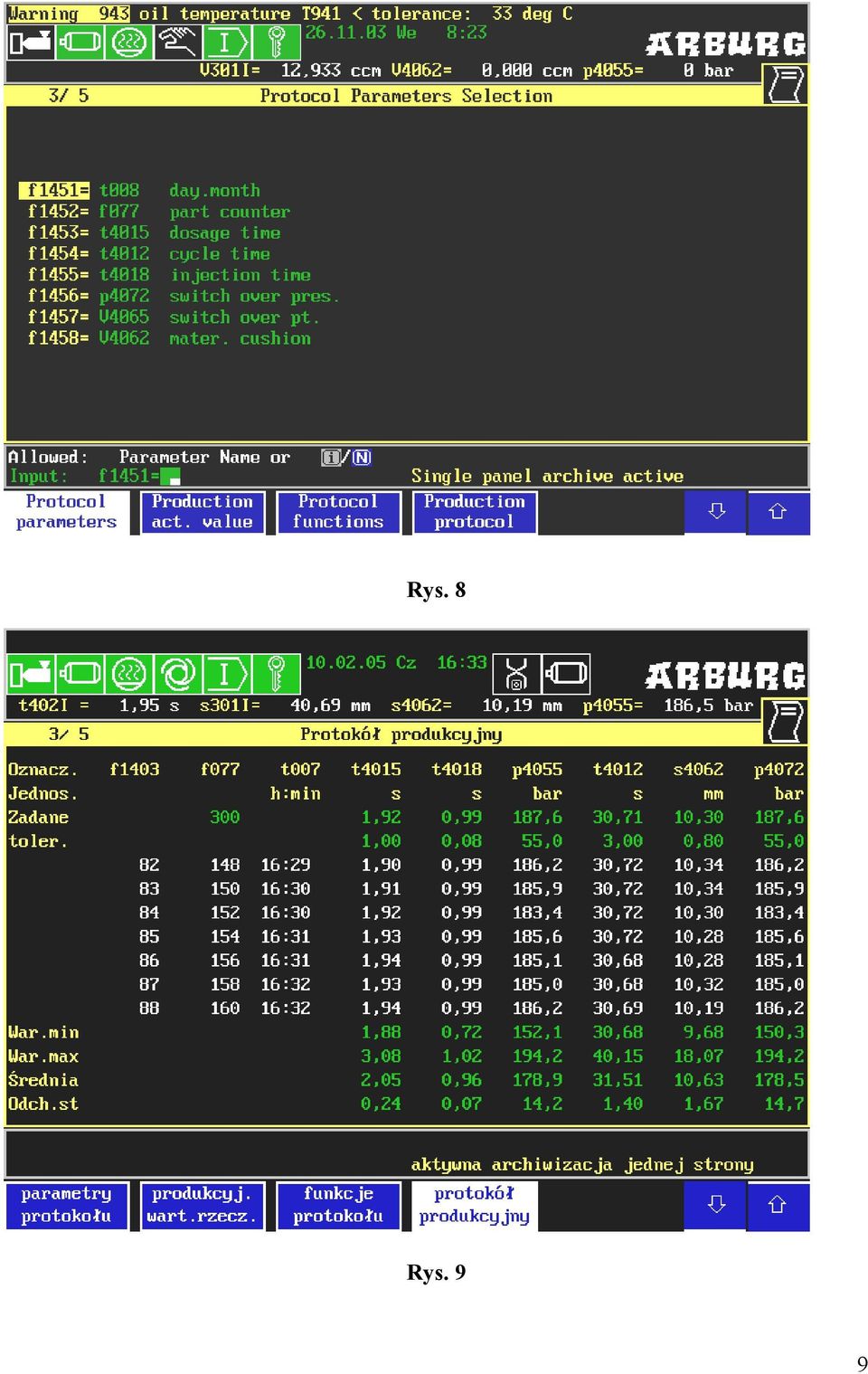
8 Rys Protokół produkcji Rys. 8 Protokół Produkcji - przedstawia dobrane parametry które będą prezentowane w celu dokumentowania produkcji, dla każdego wtrysku, w określonym cyklu (np. 10 na każde 100cykli) lub w tzw. trybie próbkowania. Rys. 9 Protokół Produkcji - przestawienie wartości przebiegu procesu dla wybranych parametrów ze wskazaniem wartości SPC tj. wartość minimalna, wartość maksymalna, średnia i odchylenie standardowe oraz tolerancji ustalającej Granice Kontrole (ULC i LLC). Rys.10 Zestawienie graficzne wartości przebiegu procesu dla wybranych parametrów z wyznaczeniem Granic Kontrolnych ustalonych dla każdego parametru. 8

9 Rys. 8 Rys. 9 9
10 Rys Separowanie złych detali Program kontroli od momentu uruchomienia każde wyjście któregokolwiek parametru poza granice tolerancji traktuje jako zły detal Rys.11 Od tego momentu następuje analiza błędu to znaczy w programie należy określić liczniki ile detali produkowanych w serii może być złych, ile detali złych może być w danej serii produkcyjnej. Przekroczenie licznika powoduje zatrzymanie procesu produkcji. Wyposażenie dodatkowe wtryskarki klapa sortująca lub robot w tym rozwiązaniu zabezpieczają dostanie się złych detali do dobrych wyrobów. Każda informacja o złym produkcie przez złącze Euromap sygnalizuje iż detale w tym cyklu są złe. Robot otrzymując ta informację wykonuje inną sekwencję ze zmianą miejsca odkładania złych detali. Klapa sortująca przełącza położenie separatora do odizolowania złych wyrobów do innego pojemnika. Po zatrzymaniu maszyny z powodu kontroli jakości uruchomienie odbywa się w bezpiecznym cyklu rozruchowym z separowaniem pierwszych wtrysków. 10

11 Rys Podsumowanie Postępujący rozwój projektów i szybkość wdrażania ich do produkcji wymagają stosowania odpowiednich narzędzi pozwalających utrzymać wysoką jakość wtryskiwanych wyrobów Producenci wtryskarek i oprogramowań rozwijają i implementują je do produkcji. Pracownicy nowoczesnych wtryskowi muszą być technicznie przygotowani i dokształcani aby móc wykorzystać narzędzia programowe i wyposażenie techniczne nowoczesnych wtryskarek i automatyki urządzeń peryferyjnych np. roboty Nowoczesna wtryskarka wyposażone w systemy pomiarów i czujników pozwalają diagnozować przyczyny problemów produkcyjnych które nie zawsze są oczywiste Postępowanie w przypadku sygnalizacji wykroczenia poza granice kontrolne najważniejsze jest zdiagnozowanie przyczyny bez zmiany parametrów Kontrola i nadzorowanie procesu wtryskiwania wspomaga utrzymać wysoką jakość produkcji detali technicznych W nowoczesnej wtryskowi niezbędne jest zdyscyplinowanie personelu i prowadzenie procesów zgodnie z dokumentacją, a w przypadku zmian jakościowych zmienny parametrów procesu wtryskiwania mogą być zmieniane na samym końcu. Praktyka wdrażania kontroli procesu wtryskiwania wskazuje iż jest to bardzo efektywne narzędzie wspierające pracę działu produkcji i kontroli jakości nowoczesnej wtryskowni. Jest to jednak proces wymagający pewnego poziomu kultury technicznej personelu jak również ciągłego dokształcania w kierunku właściwego wykorzystywania dostępnych narzędzi kontrolnych. 11

12 12
Dysponujemy nowoczesną halą produkcyjną pozwalającą zachować wysoką jakość produkowanych detali oraz pomieszczeniami biurowymi pozwalającymi na
 Produkcja Artykułów z Tworzyw Sztucznych APLEX Sp. z o.o. Zakład Pracy Chronionej funkcjonuje na rynku od 1992 roku, początkowo jako Spółka Cywilna, a od 2002 roku jako Spółka z o.o. Jesteśmy dynamicznie
Produkcja Artykułów z Tworzyw Sztucznych APLEX Sp. z o.o. Zakład Pracy Chronionej funkcjonuje na rynku od 1992 roku, początkowo jako Spółka Cywilna, a od 2002 roku jako Spółka z o.o. Jesteśmy dynamicznie
Jak powstał SolidPlast. Przykład wdrożenia doświadczeń w organizacji i zarządzaniu procesem produkcji w przetwórstwie tworzyw sztucznych.
 Jak powstał SolidPlast Przykład wdrożenia doświadczeń w organizacji i zarządzaniu procesem produkcji w przetwórstwie tworzyw sztucznych. PLASTECH 2017 Doświadczenia 23 lata pracy w przetwórstwie tworzyw
Jak powstał SolidPlast Przykład wdrożenia doświadczeń w organizacji i zarządzaniu procesem produkcji w przetwórstwie tworzyw sztucznych. PLASTECH 2017 Doświadczenia 23 lata pracy w przetwórstwie tworzyw
Plastech 2013, Serock 11-12.04.2013r. Optymalna produkcja na wtryskarkach
 Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
Statystyczne sterowanie procesem
 Statystyczne sterowanie procesem SPC (ang. Statistical Process Control) Trzy filary SPC: 1. sporządzenie dokładnego diagramu procesu produkcji; 2. pobieranie losowych próbek (w regularnych odstępach czasu
Statystyczne sterowanie procesem SPC (ang. Statistical Process Control) Trzy filary SPC: 1. sporządzenie dokładnego diagramu procesu produkcji; 2. pobieranie losowych próbek (w regularnych odstępach czasu
Katedra Technik Wytwarzania i Automatyzacji STATYSTYCZNA KONTROLA PROCESU
 Katedra Technik Wytwarzania i Automatyzacji METROLOGIA I KONTKOLA JAKOŚCI - LABORATORIUM TEMAT: STATYSTYCZNA KONTROLA PROCESU 1. Cel ćwiczenia Zapoznanie studentów z podstawami wdrażania i stosowania metod
Katedra Technik Wytwarzania i Automatyzacji METROLOGIA I KONTKOLA JAKOŚCI - LABORATORIUM TEMAT: STATYSTYCZNA KONTROLA PROCESU 1. Cel ćwiczenia Zapoznanie studentów z podstawami wdrażania i stosowania metod
Zarządzanie procesami
 Metody pomiaru stosowane w organizacjach Zarządzanie procesami Zakres Rodzaje pomiaru metod pomiaru Klasyczne metody pomiaru organizacji Pomiar całej organizacji Tradycyjny rachunek kosztów (np. ROI) Rachunek
Metody pomiaru stosowane w organizacjach Zarządzanie procesami Zakres Rodzaje pomiaru metod pomiaru Klasyczne metody pomiaru organizacji Pomiar całej organizacji Tradycyjny rachunek kosztów (np. ROI) Rachunek
LIM System specjalistyczny
 LIM System specjalistyczny Doświadczenie i pasja ENGEL z ogromną pasją i starannością projektuje rozwiązania systemowe do przetwarzania płynnego silikonu. W maszynach ENGEL wykorzystujemy nie tylko doświadczenie
LIM System specjalistyczny Doświadczenie i pasja ENGEL z ogromną pasją i starannością projektuje rozwiązania systemowe do przetwarzania płynnego silikonu. W maszynach ENGEL wykorzystujemy nie tylko doświadczenie
iq weight control Inteligentna kompensacja wahań w procesie
 iq weight control Inteligentna kompensacja wahań w procesie Państwa celem jest dostarczanie najwyższej jakości. ENGEL iq weight control umożliwia kontrolę wszystkich zewnętrznych warunków produkcyjnych
iq weight control Inteligentna kompensacja wahań w procesie Państwa celem jest dostarczanie najwyższej jakości. ENGEL iq weight control umożliwia kontrolę wszystkich zewnętrznych warunków produkcyjnych
Polska. Program szkoleń.
 Polska Program szkoleń 2018 www.arburg.pl Wstęp Szanowni Państwo Przedstawiamy aktualny program szkoleń dla przetwórców tworzyw sztucznych i użytkowników wtryskarek ARBURG. Wtryskarki ARBURG oferują niespotykaną
Polska Program szkoleń 2018 www.arburg.pl Wstęp Szanowni Państwo Przedstawiamy aktualny program szkoleń dla przetwórców tworzyw sztucznych i użytkowników wtryskarek ARBURG. Wtryskarki ARBURG oferują niespotykaną
SZKOLENIA ZAWODOWE 2018
 SZKOLENIA ZAWODOWE 2018 OFERTA SZKOLEŃ EXPERTEAM Obecnie mamy do zaproponowania 4 szkolenia z zakresu: Przetwórstwa Tworzyw, Obsługi Form Wtryskowych, Konstrukcji Form, Konstrukcji wyrobów PTS OFW KFW
SZKOLENIA ZAWODOWE 2018 OFERTA SZKOLEŃ EXPERTEAM Obecnie mamy do zaproponowania 4 szkolenia z zakresu: Przetwórstwa Tworzyw, Obsługi Form Wtryskowych, Konstrukcji Form, Konstrukcji wyrobów PTS OFW KFW
Szczegółowy opis laboratorium symulującego system produkcyjny
 Załącznik nr... (pieczęć firmowa Wykonawcy) Szczegółowy opis laboratorium symulującego system produkcyjny Opis pracowni: Laboratorium symulujące system produkcyjny zwane dalej pracownią systemów produkcyjnych
Załącznik nr... (pieczęć firmowa Wykonawcy) Szczegółowy opis laboratorium symulującego system produkcyjny Opis pracowni: Laboratorium symulujące system produkcyjny zwane dalej pracownią systemów produkcyjnych
PROCES TECHOLOGICZNY
 a 1 PROCES TECHOLOGICZNY Nazwa wyrobu: Studzienka przepływowa 315 x 200 : R 100.00 Podpis... Nazwisko... Data... Podpis... FQ-05-01-08 nazwa wyrobu: KARTA -PLAN OPERACJI- Studzienka przepływowa 315 x 200
a 1 PROCES TECHOLOGICZNY Nazwa wyrobu: Studzienka przepływowa 315 x 200 : R 100.00 Podpis... Nazwisko... Data... Podpis... FQ-05-01-08 nazwa wyrobu: KARTA -PLAN OPERACJI- Studzienka przepływowa 315 x 200
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Inżynierii Jakości Ćwiczenie nr 10 Temat: Karta kontrolna pojedynczych obserwacji i ruchomego
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Inżynierii Jakości Ćwiczenie nr 10 Temat: Karta kontrolna pojedynczych obserwacji i ruchomego
ROBOTY AUTOMATYZACJA PRODUKCJI
 ROBOTY AUTOMATYZACJA PRODUKCJI Roboty godne zaufania 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI ROBOT PNEUMATYCZNY TYPU PICKER SPRAWDZONA KONSTRUKCJA I IDEALNIE
ROBOTY AUTOMATYZACJA PRODUKCJI Roboty godne zaufania 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI ROBOT PNEUMATYCZNY TYPU PICKER SPRAWDZONA KONSTRUKCJA I IDEALNIE
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw.
 Luty 2015, Grodzisk Mazowiecki / Polska INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw. W wielu aplikacjach wykorzystywane są zalety wyprasek o strukturze spienionej. Przez wiele
Luty 2015, Grodzisk Mazowiecki / Polska INFORMACJA TECHNICZNA CELLMOULD technologia spieniania fizycznego tworzyw. W wielu aplikacjach wykorzystywane są zalety wyprasek o strukturze spienionej. Przez wiele
TOLERANCJE WYMIAROWE SAPA
 TOLERANCJE WYMIAROWE SAPA Tolerancje wymiarowe SAPA zapewniają powtarzalność wymiarów w normalnych warunkach produkcyjnych. Obowiązują one dla wymiarów, dla których nie poczyniono innych ustaleń w trakcie
TOLERANCJE WYMIAROWE SAPA Tolerancje wymiarowe SAPA zapewniają powtarzalność wymiarów w normalnych warunkach produkcyjnych. Obowiązują one dla wymiarów, dla których nie poczyniono innych ustaleń w trakcie
g) wartość oczekiwaną (przeciętną) i wariancję zmiennej losowej K.
 wartość oczekiwaną (przeciętną) i wariancję zmiennej losowej K.") TEMAT 1: WYBRANE ROZKŁADY TYPU SKOKOWEGO ROZKŁAD DWUMIANOWY (BERNOULLIEGO) Zadanie 1-1 Prawdopodobieństwo nieprzekroczenia przez pewien zakład pracy dobowego limitu zużycia energii elektrycznej (bez konieczności
TEMAT 1: WYBRANE ROZKŁADY TYPU SKOKOWEGO ROZKŁAD DWUMIANOWY (BERNOULLIEGO) Zadanie 1-1 Prawdopodobieństwo nieprzekroczenia przez pewien zakład pracy dobowego limitu zużycia energii elektrycznej (bez konieczności
Wyeliminuj nadwyżki ciężaru i niedoważenie dzięki Selecta. Selecta, prawo, jakość, waga przepływowa
 WAGA PRZEPŁYWOWA Wyeliminuj nadwyżki ciężaru i niedoważenie dzięki Selecta Selecta, prawo, jakość, waga przepływowa WAGA PRZEPŁYWOWA Nowa seria urządzeń ważących Selecta, w całości zaprojektowana i wyprodukowana
WAGA PRZEPŁYWOWA Wyeliminuj nadwyżki ciężaru i niedoważenie dzięki Selecta Selecta, prawo, jakość, waga przepływowa WAGA PRZEPŁYWOWA Nowa seria urządzeń ważących Selecta, w całości zaprojektowana i wyprodukowana
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Zarządzanie jakością. cią. Zarządzanie jakością - wykład 5. W. Prussak Kontrola w zarządzaniu jakością
 Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Metody i narzędzia projakościowe Doskonalenie Zarządzanie. jakości cią Wykład 05/07 Statystyczna kontrola procesu (SPC) 5.1 inspekcyjna
Jakość produktu Pojęcie i zasady zarządzania System zarządzania Planowanie Metody i narzędzia projakościowe Doskonalenie Zarządzanie. jakości cią Wykład 05/07 Statystyczna kontrola procesu (SPC) 5.1 inspekcyjna
Visions become real. Kontrola temperatury i chłodzenia. Innowacyjne i niezawodne rozwiązanie
 Kontrola temperatury i chłodzenia Innowacyjne i niezawodne rozwiązanie Nasze urządzenia PulseTemp dają możliwość obsłużenia do 72 cykli chłodzenia w trybie impulsowym, regulację temperatury, monitoring
Kontrola temperatury i chłodzenia Innowacyjne i niezawodne rozwiązanie Nasze urządzenia PulseTemp dają możliwość obsłużenia do 72 cykli chłodzenia w trybie impulsowym, regulację temperatury, monitoring
ROBOTY AUTOMATYZACJA PRODUKCJI
 ROBOTY AUTOMATYZACJA PRODUKCJI Roboty najnowszej generacji 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI PICKERSPX10 Robot przeznaczony do odbioru wlewków jak również
ROBOTY AUTOMATYZACJA PRODUKCJI Roboty najnowszej generacji 02 Dane techniczne oraz więcej informacji na www.dopak.pl ROBOTY NAJNOWSZEJ GENERACJI PICKERSPX10 Robot przeznaczony do odbioru wlewków jak również
Pojemniki spożywcze dekorowane w technologii IML w sekundowych taktach
 Informacja prasowa 03.02.2015 Wysokowydajna linia produkcyjna z szybkobieżną wtryskarką El-Exis SP Pojemniki spożywcze dekorowane w technologii IML w sekundowych taktach Demag Plastics Group Sp. z. o.o
Informacja prasowa 03.02.2015 Wysokowydajna linia produkcyjna z szybkobieżną wtryskarką El-Exis SP Pojemniki spożywcze dekorowane w technologii IML w sekundowych taktach Demag Plastics Group Sp. z. o.o
Wyznaczanie minimalnej odważki jako element kwalifikacji operacyjnej procesu walidacji dla wagi analitycznej.
 Wyznaczanie minimalnej odważki jako element kwalifikacji operacyjnej procesu walidacji dla wagi analitycznej. Andrzej Hantz Dyrektor Centrum Metrologii RADWAG Wagi Elektroniczne Pomiary w laboratorium
Wyznaczanie minimalnej odważki jako element kwalifikacji operacyjnej procesu walidacji dla wagi analitycznej. Andrzej Hantz Dyrektor Centrum Metrologii RADWAG Wagi Elektroniczne Pomiary w laboratorium
Technik automatyk. Zespół Szkół Nr 2 w Sanoku. Kierunek technik automatyk jest objęty patronatem firm Sanok Rubber Company i ADR Polska S.
 Technik automatyk Zespół Szkół Nr 2 w Sanoku Kierunek technik automatyk jest objęty patronatem firm Sanok Rubber Company i ADR Polska S.A Technik automatyk Technik automatyk to nowoczesny i atrakcyjny
Technik automatyk Zespół Szkół Nr 2 w Sanoku Kierunek technik automatyk jest objęty patronatem firm Sanok Rubber Company i ADR Polska S.A Technik automatyk Technik automatyk to nowoczesny i atrakcyjny
Skuteczność => Efekty => Sukces
 O HBC Współczesne otoczenie biznesowe jest wyjątkowo nieprzewidywalne. Stała w nim jest tylko nieustająca zmiana. Ciągłe doskonalenie się poprzez reorganizację procesów to podstawy współczesnego zarządzania.
O HBC Współczesne otoczenie biznesowe jest wyjątkowo nieprzewidywalne. Stała w nim jest tylko nieustająca zmiana. Ciągłe doskonalenie się poprzez reorganizację procesów to podstawy współczesnego zarządzania.
POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH
 PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
Instrukcja. Laboratorium Metod i Systemów Sterowania Produkcją.
 Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Instrukcja do Laboratorium Metod i Systemów Sterowania Produkcją. 2010 1 Cel laboratorium Celem laboratorium jest poznanie metod umożliwiających rozdział zadań na linii produkcyjnej oraz sposobu balansowania
Sterowanie procesem i jego zdolność. Zbigniew Wiśniewski
 Sterowanie procesem i jego zdolność Zbigniew Wiśniewski Wybór cech do kart kontrolnych Zaleca się aby w pierwszej kolejności były brane pod uwagę cechy dotyczące funkcjonowania wyrobu lub świadczenia usługi
Sterowanie procesem i jego zdolność Zbigniew Wiśniewski Wybór cech do kart kontrolnych Zaleca się aby w pierwszej kolejności były brane pod uwagę cechy dotyczące funkcjonowania wyrobu lub świadczenia usługi
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Przetwórstwo tworzyw polimerowych Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Przetwórstwo tworzyw polimerowych Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU
Usprawnij swoją produkcję
 Usprawnij swoją produkcję Manipulatory Specyfikacje 2 Marka Plastigo Plastigo to marka, która należy do grona liderów wśród polskich dostawców wtryskarek oraz urządzeń peryferyjnych. Bogaty asortyment
Usprawnij swoją produkcję Manipulatory Specyfikacje 2 Marka Plastigo Plastigo to marka, która należy do grona liderów wśród polskich dostawców wtryskarek oraz urządzeń peryferyjnych. Bogaty asortyment
Zarządzanie konfiguracją produktu w całym cyklu Ŝycia. Aleksandra Grzywak-Gawryś Warsztaty Rola IRIS w branŝy kolejowej
 Zarządzanie konfiguracją produktu w całym cyklu Ŝycia Aleksandra Grzywak-Gawryś Warsztaty Rola IRIS w branŝy kolejowej - plan prezentacji 1 2 3 4 5 Zarządzanie konfiguracją - definicje Problemy z konfiguracją
Zarządzanie konfiguracją produktu w całym cyklu Ŝycia Aleksandra Grzywak-Gawryś Warsztaty Rola IRIS w branŝy kolejowej - plan prezentacji 1 2 3 4 5 Zarządzanie konfiguracją - definicje Problemy z konfiguracją
Twoja kariera w naszej firmie
 Twoja kariera w naszej firmie Zapraszamy do zapoznania się z aktualnymi ofertami pracy! W związku z rozwojem firmy poszukujemy aktualnie specjalistów na następujące stanowiska: 1) Technolog Obróbki Skrawaniem,
Twoja kariera w naszej firmie Zapraszamy do zapoznania się z aktualnymi ofertami pracy! W związku z rozwojem firmy poszukujemy aktualnie specjalistów na następujące stanowiska: 1) Technolog Obróbki Skrawaniem,
Doświadczenia w eksploatacji gazomierzy ultradźwiękowych
 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych Daniel Wysokiński Mateusz Turkowski Rogów 18-20 września 2013 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych 1 Gazomierze ultradźwiękowe
Doświadczenia w eksploatacji gazomierzy ultradźwiękowych Daniel Wysokiński Mateusz Turkowski Rogów 18-20 września 2013 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych 1 Gazomierze ultradźwiękowe
Oferta Handlowa rok 2014/2015
 Oferta Handlowa rok 2014/2015 Spis treści O firmie ARBO Polityka jakości ARBO Struktura usług firmy ARBO Narzędziownia wykaz maszyn ARBO Nasi Klienci Narzędziownia oferta Toczenie oferta Oprogramowania
Oferta Handlowa rok 2014/2015 Spis treści O firmie ARBO Polityka jakości ARBO Struktura usług firmy ARBO Narzędziownia wykaz maszyn ARBO Nasi Klienci Narzędziownia oferta Toczenie oferta Oprogramowania
NOWOŚCI SOLID EDGE ST7. Przykładowy rozdział
 NOWOŚCI SOLID EDGE ST7 Przykładowy rozdział Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym
NOWOŚCI SOLID EDGE ST7 Przykładowy rozdział Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym
Dr hab. inż. Jan Duda. Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji
 Automatyzacja i Robotyzacja Procesów Produkcyjnych Dr hab. inż. Jan Duda Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji Podstawowe pojęcia Automatyka Nauka o metodach i układach sterowania
Automatyzacja i Robotyzacja Procesów Produkcyjnych Dr hab. inż. Jan Duda Wykład dla studentów kierunku Zarządzanie i Inżynieria Produkcji Podstawowe pojęcia Automatyka Nauka o metodach i układach sterowania
REDUKCJA ODPADU DETALI CHROMOWANYCH W ŁAŃCUCHU DOSTAW Z POWODU WAD WIZUALNYCH
 Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 REDUKCJA ODPADU DETALI CHROMOWANYCH W ŁAŃCUCHU DOSTAW Z POWODU WAD WIZUALNYCH Tomasz Flakiewicz COKO WERK Sp. z o.o. Aktualna godzina
Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 REDUKCJA ODPADU DETALI CHROMOWANYCH W ŁAŃCUCHU DOSTAW Z POWODU WAD WIZUALNYCH Tomasz Flakiewicz COKO WERK Sp. z o.o. Aktualna godzina
INDUSTRIAL AUTOMATION
 INDUSTRIAL AUTOMATION INDUSTRIAL AUTOMATION www.controlsolutions.pl www.controlsolutions.pl O NAS W dobie globalizacji i coraz większej konkurencji koniecznością staje się poszukiwanie rozwiązań pozwalających
INDUSTRIAL AUTOMATION INDUSTRIAL AUTOMATION www.controlsolutions.pl www.controlsolutions.pl O NAS W dobie globalizacji i coraz większej konkurencji koniecznością staje się poszukiwanie rozwiązań pozwalających
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
Katarzyna Kaczmarska GO.pl
 Katarzyna Kaczmarska GO.pl Dbanie o jakość ma sens, jest możliwe i potrzebne w każdej organizacji. Nie potrzeba do tego certyfikatów i dużych inwestycji. Aby uzyskać efekty warto zastosować sprawdzone
Katarzyna Kaczmarska GO.pl Dbanie o jakość ma sens, jest możliwe i potrzebne w każdej organizacji. Nie potrzeba do tego certyfikatów i dużych inwestycji. Aby uzyskać efekty warto zastosować sprawdzone
DOZOWNIKI GRANULATU TWORZYWA SZTUCZNEGO
 DOZOWNIKI GRANULATU TWORZYWA SZTUCZNEGO Systemy dozowania granulatu 02 Dane techniczne oraz więcej informacji na www.dopak.pl Dozownik DC-18 z podajnikiem Venturi WOLUMETRYCZNE DOZOWNIKI DC NAWET 50% OSZCZĘDNOŚCI
DOZOWNIKI GRANULATU TWORZYWA SZTUCZNEGO Systemy dozowania granulatu 02 Dane techniczne oraz więcej informacji na www.dopak.pl Dozownik DC-18 z podajnikiem Venturi WOLUMETRYCZNE DOZOWNIKI DC NAWET 50% OSZCZĘDNOŚCI
SEMINARIUM KUŹNICZE ZWIAZKU KUŹNI POLSKICH POLISH FORGING ASSOCIATION SEMINAR
 SEMINARIUM KUŹNICZE ZWIAZKU KUŹNI POLSKICH POLISH FORGING ASSOCIATION SEMINAR INNOWACYJNE URZĄDZENIA I TECHNOLOGIE DLA PRZEMYSŁU KUŹNICZEGO Łęczyca, 6-7 kwietnia 2017 In partnership with POLISH FORGING
SEMINARIUM KUŹNICZE ZWIAZKU KUŹNI POLSKICH POLISH FORGING ASSOCIATION SEMINAR INNOWACYJNE URZĄDZENIA I TECHNOLOGIE DLA PRZEMYSŁU KUŹNICZEGO Łęczyca, 6-7 kwietnia 2017 In partnership with POLISH FORGING
Planowanie i organizacja produkcji Zarządzanie produkcją
 Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
Planowanie i organizacja produkcji Zarządzanie produkcją Materiały szkoleniowe. Część 2 Zagadnienia Część 1. Parametry procesu produkcyjnego niezbędne dla logistyki Część 2. Produkcja na zapas i zamówienie
MatliX + MatliX MS. Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni
 MatliX + MatliX MS Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Matlix jest prostym urządzeniem do wizyjnej kontroli wymiarów i powierzchni komponentów o okrągłych oraz innych
MatliX + MatliX MS Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Matlix jest prostym urządzeniem do wizyjnej kontroli wymiarów i powierzchni komponentów o okrągłych oraz innych
STATYSTYKA MATEMATYCZNA
 STATYSTYKA MATEMATYCZNA 1. Wykład wstępny. Teoria prawdopodobieństwa i elementy kombinatoryki 2. Zmienne losowe i ich rozkłady 3. Populacje i próby danych, estymacja parametrów 4. Testowanie hipotez 5.
STATYSTYKA MATEMATYCZNA 1. Wykład wstępny. Teoria prawdopodobieństwa i elementy kombinatoryki 2. Zmienne losowe i ich rozkłady 3. Populacje i próby danych, estymacja parametrów 4. Testowanie hipotez 5.
PhoeniX. Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni
 PhoeniX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Phoenix jest najnowszą odmianą naszego urządzenia do wizyjnej kontroli wymiarów, powierzchni przedmiotów okrągłych oraz
PhoeniX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Phoenix jest najnowszą odmianą naszego urządzenia do wizyjnej kontroli wymiarów, powierzchni przedmiotów okrągłych oraz
Instrukcja dla Opiekuna stażu
 PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
PODRĘCZNIK STAŻU dla nauczycielek i nauczycieli przedmiotów zawodowych oraz instruktorek i instruktorów praktycznej nauki zawodu kształcących w zawodach technik mechanik [311504] oraz mechanik [723103]
Wykresy statystyczne w PyroSim, jako narzędzie do prezentacji i weryfikacji symulacji scenariuszy pożarowych
 Wykresy statystyczne w PyroSim, jako narzędzie do prezentacji i weryfikacji symulacji scenariuszy pożarowych 1. Wstęp: Program PyroSim posiada wiele narzędzi służących do prezentacji i weryfikacji wyników
Wykresy statystyczne w PyroSim, jako narzędzie do prezentacji i weryfikacji symulacji scenariuszy pożarowych 1. Wstęp: Program PyroSim posiada wiele narzędzi służących do prezentacji i weryfikacji wyników
Katalog rozwiązań informatycznych dla firm produkcyjnych
 Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Katalog rozwiązań informatycznych dla firm produkcyjnych www.streamsoft.pl Obserwować, poszukiwać, zmieniać produkcję w celu uzyskania największej efektywności. Jednym słowem być jak Taiichi Ohno, dyrektor
Definicje PN ISO Definicje PN ISO 3951 interpretacja Zastosowanie normy PN-ISO 3951:1997
 PN-ISO 3951:1997 METODY STATYSTYCZNEJ KONTROI JAKOŚCI WG OCENY ICZBOWEJ ciągła seria partii wyrobów sztukowych dla jednej procedury analizowana jest tylko jedna wartość, która musi być mierzalna w skali
PN-ISO 3951:1997 METODY STATYSTYCZNEJ KONTROI JAKOŚCI WG OCENY ICZBOWEJ ciągła seria partii wyrobów sztukowych dla jednej procedury analizowana jest tylko jedna wartość, która musi być mierzalna w skali
Wtryskarka elektryczna firmy LG
 Wtryskarka elektryczna firmy LG LGE 50 II HICOM beta TFT LCD Oferta PLASTPOL 2010 Data oferty: 2010-03-01 Osoba prowadząca projekt Jacek Kuliś Tel. 0 602 727 373 Fax 022 724 38 07 e-mail j.kulis@imtkorpol.pl
Wtryskarka elektryczna firmy LG LGE 50 II HICOM beta TFT LCD Oferta PLASTPOL 2010 Data oferty: 2010-03-01 Osoba prowadząca projekt Jacek Kuliś Tel. 0 602 727 373 Fax 022 724 38 07 e-mail j.kulis@imtkorpol.pl
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Korzyści wynikające z wdroŝenia systemowego zarządzania jakością
 Czas na zmiany. DROGA DO JAKOŚCI I ZYSKÓW czyli: ZAPROSZENIE DO WDROśENIA SYSTEMU ZARZADZANIA JAKOŚCIĄ wg Korzyści wynikające z wdroŝenia systemowego zarządzania jakością Lublin 07.04.2009 1 2 Czym jest
Czas na zmiany. DROGA DO JAKOŚCI I ZYSKÓW czyli: ZAPROSZENIE DO WDROśENIA SYSTEMU ZARZADZANIA JAKOŚCIĄ wg Korzyści wynikające z wdroŝenia systemowego zarządzania jakością Lublin 07.04.2009 1 2 Czym jest
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE PROCESÓW PRZETWÓRSTWA Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Przetwórstwo tworzyw polimerowych Rodzaj zajęć: wykład,
Nazwa przedmiotu: KOMPUTEROWE WSPOMAGANIE PROCESÓW PRZETWÓRSTWA Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Przetwórstwo tworzyw polimerowych Rodzaj zajęć: wykład,
AK Spółka z o.o. następca Firmy Andrzej Kaczmarek. Tradycja, technologia oraz nowoczesność.
 AK Spółka z o.o. następca Firmy Andrzej Kaczmarek. Tradycja, technologia oraz nowoczesność. v TOWARZYSZYMY TOBIE KAŻEGO DNIA v TOWARZYSZYMY TOBIE KAŻEGO DNIA v TOWARZYSZYMY TOBIE KAŻEGO DNIA Lokalizacja
AK Spółka z o.o. następca Firmy Andrzej Kaczmarek. Tradycja, technologia oraz nowoczesność. v TOWARZYSZYMY TOBIE KAŻEGO DNIA v TOWARZYSZYMY TOBIE KAŻEGO DNIA v TOWARZYSZYMY TOBIE KAŻEGO DNIA Lokalizacja
PODRĘCZNIK JAKOŚCIOWY DLA DOSTAWCÓW
 System Zarządzania Jakością ISO TS 16949 PODRĘCZNIK JAKOŚCIOWY DLA DOSTAWCÓW Piątkowiec 2008 Spis treści: Wymagania systemowe:... 3 Wymagania dotyczące części:... 4 Przechowywanie, Pakowanie i Etykietowanie...
System Zarządzania Jakością ISO TS 16949 PODRĘCZNIK JAKOŚCIOWY DLA DOSTAWCÓW Piątkowiec 2008 Spis treści: Wymagania systemowe:... 3 Wymagania dotyczące części:... 4 Przechowywanie, Pakowanie i Etykietowanie...
Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu"
 Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu" Piotr Tomicki,
Potencjał Wiedzy Jak zredukować koszty zmienności Łódź, 29 30 maja 2017 Redukcja zmienności procesu oparta na analizie danych z procesu krótkoseryjnego za pomocą karty kontrolnej "celu" Piotr Tomicki,
SPECYFIKACJA PRZETWORNIK RÓŻNICY CIŚNIEŃ
 SPEYFIKJ PRZETWORNIK RÓŻNIY IŚNIEŃ DP250; DP250-D; DP250-1; DP250-1-D; DP2500; DP2500-D; DP4000; DP4000-D; DP7000; DP7000-D; DP+/-5500; DP+/-5500-D 1. Wprowadzenie...3 1.1. Funkcje urządzenia...3 1.2.
SPEYFIKJ PRZETWORNIK RÓŻNIY IŚNIEŃ DP250; DP250-D; DP250-1; DP250-1-D; DP2500; DP2500-D; DP4000; DP4000-D; DP7000; DP7000-D; DP+/-5500; DP+/-5500-D 1. Wprowadzenie...3 1.1. Funkcje urządzenia...3 1.2.
WZORCOWANIE URZĄDZEŃ DO SPRAWDZANIA LICZNIKÓW ENERGII ELEKTRYCZNEJ PRĄDU PRZEMIENNEGO
 Mirosław KAŹMIERSKI Okręgowy Urząd Miar w Łodzi 90-132 Łódź, ul. Narutowicza 75 oum.lodz.w3@gum.gov.pl WZORCOWANIE URZĄDZEŃ DO SPRAWDZANIA LICZNIKÓW ENERGII ELEKTRYCZNEJ PRĄDU PRZEMIENNEGO 1. Wstęp Konieczność
Mirosław KAŹMIERSKI Okręgowy Urząd Miar w Łodzi 90-132 Łódź, ul. Narutowicza 75 oum.lodz.w3@gum.gov.pl WZORCOWANIE URZĄDZEŃ DO SPRAWDZANIA LICZNIKÓW ENERGII ELEKTRYCZNEJ PRĄDU PRZEMIENNEGO 1. Wstęp Konieczność
ScrappiX. Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni
 ScrappiX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Scrappix jest innowacyjnym urządzeniem do kontroli wizyjnej, kontroli wymiarów oraz powierzchni przedmiotów okrągłych
ScrappiX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni Scrappix jest innowacyjnym urządzeniem do kontroli wizyjnej, kontroli wymiarów oraz powierzchni przedmiotów okrągłych
ANKIETA OCENY DOSTAWCY - PRODUCENTA
 Strona/stron 1/9 Rok zał. 1927 INSTYTUT MECHANIKI PRECYZYJNEJ Zakład Certyfikacji Wyrobów 01-796 Warszawa, ul. Duchnicka 3 tel.: 22 663 43 14 tel.: 22 560 25 40 e-mail: wojtan@imp.edu.pl http://www.imp.edu.pl/cert
Strona/stron 1/9 Rok zał. 1927 INSTYTUT MECHANIKI PRECYZYJNEJ Zakład Certyfikacji Wyrobów 01-796 Warszawa, ul. Duchnicka 3 tel.: 22 663 43 14 tel.: 22 560 25 40 e-mail: wojtan@imp.edu.pl http://www.imp.edu.pl/cert
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik
 Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Sterowanie wewnątrzkomórkowe i zewnątrzkomórkowe, zarządzanie zdolnością produkcyjną prof. PŁ dr hab. inż. A. Szymonik www.gen-prof.pl Łódź 2017/2018 Sterowanie 2 def. Sterowanie to: 1. Proces polegający
Człowiek najlepsza inwestycja Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Załącznik nr 1
 Załącznik nr 1. (pieczątka szkoły) Ramowy Program praktyki w projekcie,,modernizacja Kształcenia Zawodowego na Dolnym Śląsku II, współfinansowanym ze środków Unii Europejskiej w ramach PO KL, Priorytet
Załącznik nr 1. (pieczątka szkoły) Ramowy Program praktyki w projekcie,,modernizacja Kształcenia Zawodowego na Dolnym Śląsku II, współfinansowanym ze środków Unii Europejskiej w ramach PO KL, Priorytet
STANDARDOWA INSTRUKCJA PRACY SOP Tytuł: Działania naprawcze przy przekroczeniu dopuszczalnego zakresu błędu
 Data obowiązywania: Wydanie: 1 Strona 1 z 5 Karta zmian Nr zmiany Punktu Podpunktu rozdziału Zmiany Akapitu lub fragmentu tekstu ze strony nr Opis zmiany Data zmiany Podpis autora zmiany Data obowiązywania:
Data obowiązywania: Wydanie: 1 Strona 1 z 5 Karta zmian Nr zmiany Punktu Podpunktu rozdziału Zmiany Akapitu lub fragmentu tekstu ze strony nr Opis zmiany Data zmiany Podpis autora zmiany Data obowiązywania:
Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy. Krzysztof Szatkowski
 Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy Krzysztof Szatkowski Zawartość Ciśnienie w gnieździe formy jako wskaźnik jakości Produkcja bez wad z wykorzystaniem pomiaru
Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy Krzysztof Szatkowski Zawartość Ciśnienie w gnieździe formy jako wskaźnik jakości Produkcja bez wad z wykorzystaniem pomiaru
I. PROFIL FIRMY II. PROJEKTOWANIE
 automatyka i systemy sterowania I. PROFIL FIRMY Firma ASTECOMA Sp.j. powstała w 2008r. i zajmuje sie szeroko pojętą automatyką przemysłową. Podstawowym celem naszej firmy jest dostarczanie najwyższej jakości
automatyka i systemy sterowania I. PROFIL FIRMY Firma ASTECOMA Sp.j. powstała w 2008r. i zajmuje sie szeroko pojętą automatyką przemysłową. Podstawowym celem naszej firmy jest dostarczanie najwyższej jakości
Przykładowe systemy i gniazda technologiczne dla branży tworzyw sztucznych
 Przykładowe systemy i gniazda technologiczne dla branży tworzyw sztucznych Kotłownia Rysunek 8. Bardzo prosty system kontroli mocy umownej zamontowany w niewielkiej kotłowni zakładu recyklingu tworzyw
Przykładowe systemy i gniazda technologiczne dla branży tworzyw sztucznych Kotłownia Rysunek 8. Bardzo prosty system kontroli mocy umownej zamontowany w niewielkiej kotłowni zakładu recyklingu tworzyw
Team Prevent Poland Sp. z o.o. Graficzna prezentacja struktury ISO 9001:2015 i IATF 16949:2016
 Graficzna prezentacja struktury ISO 9001:2015 i 16949:2016 Struktura ISO 9001:2015 ISO 9001:2015 4. Kontekst organizacji 5. Przywództwo 6. Planowanie 7. Wsparcie 8. Działania operacyjne 9. Ocena efektów
Graficzna prezentacja struktury ISO 9001:2015 i 16949:2016 Struktura ISO 9001:2015 ISO 9001:2015 4. Kontekst organizacji 5. Przywództwo 6. Planowanie 7. Wsparcie 8. Działania operacyjne 9. Ocena efektów
Process Analytical Technology (PAT),
,") Analiza danych Data mining Sterowanie jakością Analityka przez Internet Process Analytical Technology (PAT), nowoczesne podejście do zapewniania jakości wg. FDA Michał Iwaniec StatSoft Polska StatSoft
Analiza danych Data mining Sterowanie jakością Analityka przez Internet Process Analytical Technology (PAT), nowoczesne podejście do zapewniania jakości wg. FDA Michał Iwaniec StatSoft Polska StatSoft
WYKONANIE APLIKACJI WERYFIKUJĄCEJ PIONOWOŚĆ OBIEKTÓW WYSMUKŁYCH Z WYKORZYSTANIEM JĘZYKA C++ 1. Wstęp
 Autor: inż. Izabela KACZMAREK Opiekun naukowy: dr inż. Ryszard SOŁODUCHA WYKONANIE APLIKACJI WERYFIKUJĄCEJ PIONOWOŚĆ OBIEKTÓW WYSMUKŁYCH Z WYKORZYSTANIEM JĘZYKA C++ 1. Wstęp Obecnie wykorzystywane przez
Autor: inż. Izabela KACZMAREK Opiekun naukowy: dr inż. Ryszard SOŁODUCHA WYKONANIE APLIKACJI WERYFIKUJĄCEJ PIONOWOŚĆ OBIEKTÓW WYSMUKŁYCH Z WYKORZYSTANIEM JĘZYKA C++ 1. Wstęp Obecnie wykorzystywane przez
LOGISTYKA. Zapas: definicja. Zapasy: podział
 LOGISTYKA Zapasy Zapas: definicja Zapas to określona ilość dóbr znajdująca się w rozpatrywanym systemie logistycznym, bieżąco nie wykorzystywana, a przeznaczona do późniejszego przetworzenia lub sprzedaży.
LOGISTYKA Zapasy Zapas: definicja Zapas to określona ilość dóbr znajdująca się w rozpatrywanym systemie logistycznym, bieżąco nie wykorzystywana, a przeznaczona do późniejszego przetworzenia lub sprzedaży.
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 1 Temat: Kontrola odbiorcza partii wyrobów z selekcją
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 1 Temat: Kontrola odbiorcza partii wyrobów z selekcją
Temat: Systemy do precyzyjnej regulacji temperatury w obiektach chłodzonych o dużej i małej pojemności cieplnej.
 Temat: Systemy do precyzyjnej regulacji temperatury w obiektach chłodzonych o dużej i małej pojemności cieplnej. Paweł Paszkowski SUChiKl Semestr IX Rok akademicki 2010/2011 SPIS TREŚCI Regulacja temperatury
Temat: Systemy do precyzyjnej regulacji temperatury w obiektach chłodzonych o dużej i małej pojemności cieplnej. Paweł Paszkowski SUChiKl Semestr IX Rok akademicki 2010/2011 SPIS TREŚCI Regulacja temperatury
JAKOŚCI W RÓŻNYCH FAZACH I ŻYCIA PRODUKTU
 Wykład 6. SYSTEMY ZAPEWNIANIA JAKOŚCI W RÓŻNYCH FAZACH CYKLU WYTWARZANIA I ŻYCIA PRODUKTU 1 1. Ogólna charakterystyka systemów zapewniania jakości w organizacji: Zapewnienie jakości to systematyczne działania
Wykład 6. SYSTEMY ZAPEWNIANIA JAKOŚCI W RÓŻNYCH FAZACH CYKLU WYTWARZANIA I ŻYCIA PRODUKTU 1 1. Ogólna charakterystyka systemów zapewniania jakości w organizacji: Zapewnienie jakości to systematyczne działania
produkować, promować i sprzedawać produkty, zarządzać i rozliczać przedsięwzięcia, oraz komunikować się wewnątrz organizacji.
 Wspieramy w doborze, wdrażaniu oraz utrzymaniu systemów informatycznych. Od wielu lat dostarczamy technologie Microsoft wspierające funkcjonowanie działów IT, jak i całych przedsiębiorstw. Nasze oprogramowanie
Wspieramy w doborze, wdrażaniu oraz utrzymaniu systemów informatycznych. Od wielu lat dostarczamy technologie Microsoft wspierające funkcjonowanie działów IT, jak i całych przedsiębiorstw. Nasze oprogramowanie
AKTYN PŁACE-KADRY PRO (rozszerzony pakiet funkcjonalny)
") AKTYN PŁACE-KADRY PRO (rozszerzony pakiet funkcjonalny) Aktyn Płace-Kadry Pro jest oparty na programie płacowo-kadrowym Aktyn i rozszerzony o funkcje kadrowe przeznaczone dla średnich i większych firm.
AKTYN PŁACE-KADRY PRO (rozszerzony pakiet funkcjonalny) Aktyn Płace-Kadry Pro jest oparty na programie płacowo-kadrowym Aktyn i rozszerzony o funkcje kadrowe przeznaczone dla średnich i większych firm.
INSTRUKCJA KONTROLI I WYCENY ROBÓT DROGOWYCH W ZAKRESIE WARSTW KONSTRUKCYJNYCH Z MAS MINERALNO-ASFALTOWYCH MMA
 Załącznik nr 8 do SIWZ INSTRUKCJA KONTROLI I WYCENY ROBÓT DROGOWYCH W ZAKRESIE WARSTW KONSTRUKCYJNYCH Z MAS MINERALNO-ASFALTOWYCH MMA 1. WSTĘP Niniejsza Instrukcja określa sposób postępowania z nawierzchniami
Załącznik nr 8 do SIWZ INSTRUKCJA KONTROLI I WYCENY ROBÓT DROGOWYCH W ZAKRESIE WARSTW KONSTRUKCYJNYCH Z MAS MINERALNO-ASFALTOWYCH MMA 1. WSTĘP Niniejsza Instrukcja określa sposób postępowania z nawierzchniami
Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy.
 Raport z przeprowadzonych pomiarów. Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy. Spis treści 1.Cel pomiaru... 3 2. Skanowanie 3D- pozyskanie geometrii
Raport z przeprowadzonych pomiarów. Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy. Spis treści 1.Cel pomiaru... 3 2. Skanowanie 3D- pozyskanie geometrii
Darmowy fragment www.bezkartek.pl
 Wszelkie prawa zastrzeżone. Rozpowszechnianie całości lub fragmentów niniejszej publikacji w jakiejkolwiek postaci bez zgody wydawcy zabronione. Autor oraz wydawca dołożyli wszelkich starań aby zawarte
Wszelkie prawa zastrzeżone. Rozpowszechnianie całości lub fragmentów niniejszej publikacji w jakiejkolwiek postaci bez zgody wydawcy zabronione. Autor oraz wydawca dołożyli wszelkich starań aby zawarte
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW
 PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
PODSTAWY FUNKCJONOWANIA PRZEDSIĘBIORSTW Część 4. mgr Michał AMBROZIAK Wydział Zarządzania Uniwersytet Warszawski Warszawa, 2007 Prawa autorskie zastrzeżone. Niniejszego opracowania nie wolno kopiować ani
Parametry: Wyposażenie standardowe:
 Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Glimmer jest wysoko wydajną wypalarką przeznaczoną do termicznego cięcia stali i innych metali za pomocą palnika plazmowego i/lub tlenowego (tlen-propan, lub tlen-acetylen). Seria tych maszyn charakteryzuje
Kalorymetr wyznaczanie ciepła właściwego i ciepła topnienia
 Projekt efizyka Multimedialne środowisko nauczania fizyki dla szkół ponadgimnazjalnych. Kalorymetr wyznaczanie ciepła właściwego i ciepła topnienia Ćwiczenie wirtualne Marcin Zaremba 2015-03-31 Projekt
Projekt efizyka Multimedialne środowisko nauczania fizyki dla szkół ponadgimnazjalnych. Kalorymetr wyznaczanie ciepła właściwego i ciepła topnienia Ćwiczenie wirtualne Marcin Zaremba 2015-03-31 Projekt
Oferujemy możliwość zaprojektowania i wdrożenia nietypowego czujnika lub systemu pomiarowego dedykowanego do Państwa potrzeb.
 Projekty dedykowane - wykonywane w przypadkach, gdy standardowe czujniki z oferty katalogowej ZEPWN nie zapewniają spełnienia wyjątkowych wymagań odbiorcy. Każdy projekt rozpoczyna się od zebrania informacji
Projekty dedykowane - wykonywane w przypadkach, gdy standardowe czujniki z oferty katalogowej ZEPWN nie zapewniają spełnienia wyjątkowych wymagań odbiorcy. Każdy projekt rozpoczyna się od zebrania informacji
Funkcjonalność urządzeń pomiarowych w PyroSim. Jakich danych nam dostarczają?
 Funkcjonalność urządzeń pomiarowych w PyroSim. Jakich danych nam dostarczają? Wstęp Program PyroSim zawiera obszerną bazę urządzeń pomiarowych. Odczytywane z nich dane stanowią bogate źródło informacji
Funkcjonalność urządzeń pomiarowych w PyroSim. Jakich danych nam dostarczają? Wstęp Program PyroSim zawiera obszerną bazę urządzeń pomiarowych. Odczytywane z nich dane stanowią bogate źródło informacji
Studia stacjonarne I stopnia
 Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
Studia stacjonarne I stopnia Kierunek Logistyka sem. 1 Logistyka Ćwiczenia 7 Literatura Red. M. Fertsch: Logistyka produkcji Biblioteka Logistyka ILiM Poznań 2003 M. Fertsch: Podstawy zarządzania przepływem
PROGRAMOWALNE STEROWNIKI LOGICZNE
 PROGRAMOWALNE STEROWNIKI LOGICZNE I. Wprowadzenie Klasyczna synteza kombinacyjnych i sekwencyjnych układów sterowania stosowana do automatyzacji dyskretnych procesów produkcyjnych polega na zaprojektowaniu
PROGRAMOWALNE STEROWNIKI LOGICZNE I. Wprowadzenie Klasyczna synteza kombinacyjnych i sekwencyjnych układów sterowania stosowana do automatyzacji dyskretnych procesów produkcyjnych polega na zaprojektowaniu
Oświadczenie producenta o innowacyjności technologii zastosowanych w konstrukcji wtryskarek Battenfeld serii
 Oświadczenie producenta o innowacyjności technologii zastosowanych w konstrukcji wtryskarek Battenfeld serii MacroPower 800-1000t Szanowni Państwo! Firma Battenfeld jest jednym z najstarszych i największych
Oświadczenie producenta o innowacyjności technologii zastosowanych w konstrukcji wtryskarek Battenfeld serii MacroPower 800-1000t Szanowni Państwo! Firma Battenfeld jest jednym z najstarszych i największych
Wtryskarki serii Dream firmy
 Wtryskarki serii Dream firmy Wprowadzenie Tederic Co., Ltd. Tederic to firma światowa działająca na zasadzie połączenia kapitału angielskiego i chińskiego W ostatnich latach znacznie zwiększyła swoje zdolności
Wtryskarki serii Dream firmy Wprowadzenie Tederic Co., Ltd. Tederic to firma światowa działająca na zasadzie połączenia kapitału angielskiego i chińskiego W ostatnich latach znacznie zwiększyła swoje zdolności
SLA ORAZ ZASADY ŚWIADCZENIA WSPARCIA I HELPDESK. Wykonawca zobowiązuje się do świadczenia Usług Wsparcia i Helpdesk w odniesieniu do Systemu.
 SLA ORAZ ZASADY ŚWIADCZENIA WSPARCIA I HELPDESK Wykonawca zobowiązuje się do świadczenia Usług Wsparcia i Helpdesk w odniesieniu do Systemu. 1. ZAKRES USŁUG Nazwa Usługi Krótki opis Usuwanie Błędów Usuwanie
SLA ORAZ ZASADY ŚWIADCZENIA WSPARCIA I HELPDESK Wykonawca zobowiązuje się do świadczenia Usług Wsparcia i Helpdesk w odniesieniu do Systemu. 1. ZAKRES USŁUG Nazwa Usługi Krótki opis Usuwanie Błędów Usuwanie
Silnik AKU. Jałowy bieg (ciepły silnik, temperatura płynu chłodzącego nie niższa niż 80 C). Numer 0 (dziesiętne wartości wskazań)
. Numer 0 (dziesiętne wartości wskazań)") Silnik AKU Jałowy bieg (ciepły silnik, temperatura płynu chłodzącego nie niższa niż 80 C). Numer 0 (dziesiętne wartości wskazań) Numer bloku Opis Wartość wymagana Odpowiada wartości 1. Obroty silnika.
Silnik AKU Jałowy bieg (ciepły silnik, temperatura płynu chłodzącego nie niższa niż 80 C). Numer 0 (dziesiętne wartości wskazań) Numer bloku Opis Wartość wymagana Odpowiada wartości 1. Obroty silnika.
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC
 KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
RAION BASIC MES SYSTEM ANDON & OEE
 RAION BASIC MES SYSTEM ANDON & OEE Co to jest? RAION BASIC MES SYSTEM - ANDON & OEE System przeznaczony do usprawnienia procesu produkcji poprzez sygnalizację miejsca przestoju i wizualizację procesu produkcji
RAION BASIC MES SYSTEM ANDON & OEE Co to jest? RAION BASIC MES SYSTEM - ANDON & OEE System przeznaczony do usprawnienia procesu produkcji poprzez sygnalizację miejsca przestoju i wizualizację procesu produkcji
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 Załącznik nr 1 do SIWZ Znak sprawy: Zarządzenie nr 17/2017 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA dla zamówienia publicznego: Doposażenie pracowni w specjalistyczny sprzęt do prowadzenia zajęć edukacyjnych
Załącznik nr 1 do SIWZ Znak sprawy: Zarządzenie nr 17/2017 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA dla zamówienia publicznego: Doposażenie pracowni w specjalistyczny sprzęt do prowadzenia zajęć edukacyjnych
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA
 Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Montaż
Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Montaż
Nowe stanowiska techniczno-dydaktyczne dla potrzeb edukacji mechatronicznej
 Witold Morawski FESTO DIDACTIC Nowe stanowiska techniczno-dydaktyczne dla potrzeb edukacji mechatronicznej Firma Festo Dział Dydaktyki oferuje placówkom dydaktycznym specjalistyczny sprzęt i oprogramowanie
Witold Morawski FESTO DIDACTIC Nowe stanowiska techniczno-dydaktyczne dla potrzeb edukacji mechatronicznej Firma Festo Dział Dydaktyki oferuje placówkom dydaktycznym specjalistyczny sprzęt i oprogramowanie
Oprogramowanie FormControl
 Pomiar przez kliknięcie myszą. Właśnie tak prosta jest inspekcja detalu w centrum obróbczym z pomocą oprogramowania pomiarowego FormControl. Nie ma znaczenia, czy obrabiany detal ma swobodny kształt powierzchni
Pomiar przez kliknięcie myszą. Właśnie tak prosta jest inspekcja detalu w centrum obróbczym z pomocą oprogramowania pomiarowego FormControl. Nie ma znaczenia, czy obrabiany detal ma swobodny kształt powierzchni