SEMINARIUM KUŹNICZE ZWIAZKU KUŹNI POLSKICH POLISH FORGING ASSOCIATION SEMINAR
|
|
|
- Kacper Pawłowski
- 6 lat temu
- Przeglądów:
Transkrypt

1 SEMINARIUM KUŹNICZE ZWIAZKU KUŹNI POLSKICH POLISH FORGING ASSOCIATION SEMINAR INNOWACYJNE URZĄDZENIA I TECHNOLOGIE DLA PRZEMYSŁU KUŹNICZEGO Łęczyca, 6-7 kwietnia 2017 In partnership with POLISH FORGING ASSOCIATION KC96 Ltd TRANSVALOR

2 Optymalizacja procesów kucia matrycowego z wykorzystaniem oprogramowania FORGE Optimization of closed-die forging process by FORGE simulation software. dr inż. Zdzisław Cyganek

3 Kim jesteśmy KC96 Ltd. jest dystrybutorem firmy TRANSVALOR na Europę Centralną i Wschodnią, która posiada biura w Klatovy na zachodzie Czech. Głównym celem firmy jest dystrybucja i wsparcie techniczne oprogramowania do modelowania procesów przeróbki plastycznej. Bliska współpraca z ośrodkami akademickimi. 3







4 Kim jesteśmy 4




5 Kim jesteśmy Sean LEI - China Greater China Country Manager and 7 distributors India 5
6 Wyzwania stojące przed przemysłem kuźnicznym Doskonalenie procesów technologicznych Optymalizacja procesów kucia Zmniejszenie ilości odpadów Łatwe wprowadzanie nowego produktu Czas Koszty Jakość produktu Przewidywanie wad Mikrostruktura i skład chemiczny Właściwości użytkowe wyrobu Wprowadzenie na rynek Elastyczność Krótsze cykle produkcyjne Zwiększenie konkurencyjności Jakość Oszczędności Mniej prób i wadliwych produktów Optymalna dobór wsadu Podniesienie żywotności narzędzi Baza wiedzy Zrozumienie procesu Wdrażanie innowacji procesowych Rozwój kompetencji pracowników Symulacje pomoc i nowe możliwości 6



7 FORGE NxT 2.0 7

8 AUTOMATYCZNA OPTYMALIZACJA W FORGE NxT 2.0 Optymalizacja procesu to wyzwanie dla każdego technologa. Z praktycznego punktu widzenia optymalizacja oznacza: wykonać lepiej - wyprodukować taniej - rozwiązać szybciej Optymalizacja w procesie kucia pozwala obniżyć koszty produkcji oraz poprawić jakość wytwarzanego elementu. Jak automatyczna optymalizacja pozwala na poprawę procesu kucia matrycowego? Source : fr.freepik.com 8
9 AUTOMATYCZNA OPTYMALIZACJA W FORGE NxT 2.0 Jak przeprowadzić automatyczną optymalizację? Cel Parametry procesu Warunki brzegowe obniżenie masy wsadu zmniejszenie zużycia narzędzi i naprężeń działających na narzędzia uzyskanie założonej wartości np. temperatury, wielkości ziarna, twardości w wybranym obszarze wyrobu nieprzekroczenie maksymalnych parametrów urządzenia gabaryty i położenie wsadu kształt narzędzi temperatura (wsadu i narzędzi) czas chłodzenia, prędkość odkształcenia, posuw warunki tarcia i wymiany ciepła krzywa umocnienia materiału Pełne wypełnienie wykroju Brak zakuć oraz wad określona wartość skalarna określona wartość siły nacisku lub momentu 9
10 AUTOMATYCZNA OPTYMALIZACJA W FORGE NxT 2.0 Cel Parametry procesu Warunki brzegowe OPTYMALIZACJA Generacja #1 Generacja #2 Główne zasady : Każda symulacja wykorzystuje kilka parametrów procesu (np. średnica i długość wsadu). Można je nazwać zbiorem zmiennych. Każda generacja zawiera kilka zbiorów. Dobry zbiór spełnia postawiony cel i respektuje założone warunki brzegowe. USTAWIENIA Generacja #3 Niewłaściwy zbiór nie przestrzega warunków brzegowych. Kolejna generacja jest tworzona na podstawie najlepszych, w danym momencie, zbiorów zmiennych. 10
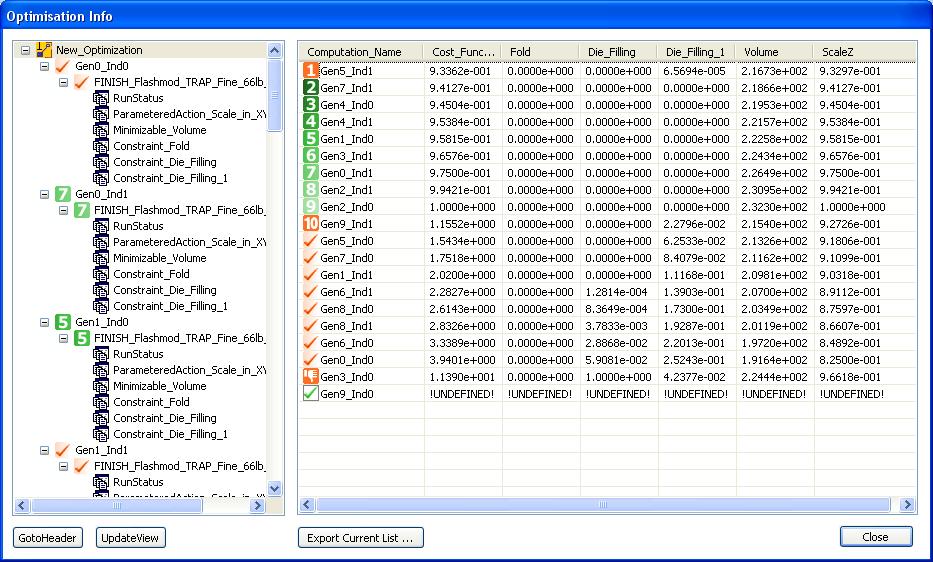
11 JAK TO DZIAŁA? Algorytm funkcji automatycznej optymalizacji działa tak długo, aż uzyskana zostanie żądana liczba generacji. Dla każdej generacji zostaje przygotowany nowy zbiór zmiennych. Dla każdej generacji zostaje obliczona funkcja celu, która służy do porównania poszczególnych generacji między sobą. 11
 jak i te które warunków brzegowych nie spełniły (kolor czerwony).")
12 A ZWYCIĘZCĄ JEST Po zakończeniu działaniu algorytmu otrzymane wyniki zostają zestawione wg. funkcji celu. Ranking obejmuje wszystkie przeliczone generacje, zarówno te dla których warunki brzegowe zostały spełnione (kolor zielony) jak i te które warunków brzegowych nie spełniły (kolor czerwony). Najwyżej w rankingu plasuje się ta generacja dla której funkcja celu ma najniższą wartość. 12


13 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. Gięcie Kucie wstępne Kucie wykańczające 13

14 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 14

15 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 15

16 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 16

17 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 17
18 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 18

19 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 19



20 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 20

21 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 21


22 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 22

23 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 23

24 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #1 : Dobór wymiarów wsadu w celu zminimalizowania jego wagi, przy jednoczesnym uniknięciu wad i niewypełniania. 24

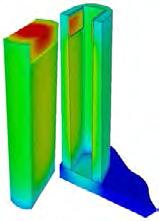
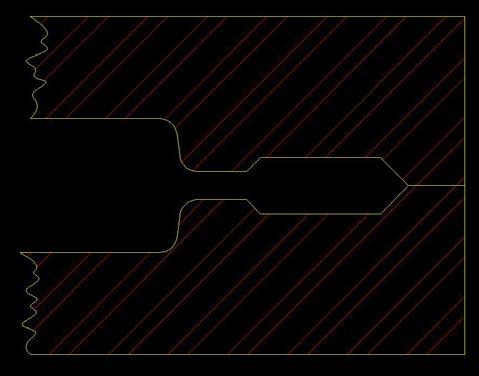
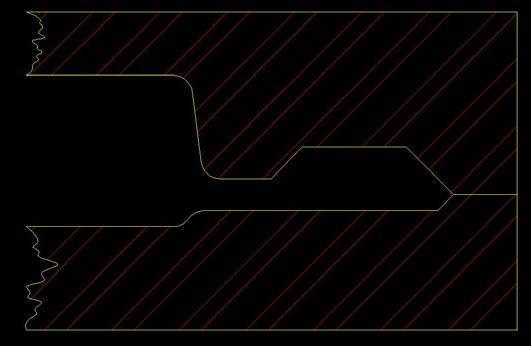
25 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #2 : Optymalizacja kształtu narzędzi w celu zmniejszenia liczby operacji, przy jednoczesnym obniżeniu sił niezbędnych do kształtowania wyrobu Zadanie: Czy jest możliwe zmniejszenie liczby operacji z 5 do 4? Jaki powinien być optymalny kształt narzędzia dla nowej operacji? Czy jest możliwe zmniejszenie energii, niezbędnej do kucia?? Cel: Przygotować geometrię dla nowej operacji kucia, uwzględniając zmniejszenie zużycia energii, oraz zapewniając poprawne wypełnienie matrycy oraz brak zakuć. 25


26 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #2 : Optymalizacja kształtu narzędzi w celu zmniejszenia liczby operacji, przy jednoczesnym obniżeniu sił niezbędnych do kształtowania wyrobu Realizacja: Wykonanie serii symulacji, przy założeniu zmiany dwóch parametrów: kąta nachylenia matrycy średnicy w dolnej części matrycy Do tego celu wykorzystano bezpośrednie połączenie programy FORGE NxT 2.0 z programem CAD. 26



27 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #2 : Optymalizacja kształtu narzędzi w celu zmniejszenia liczby operacji, przy jednoczesnym obniżeniu sił niezbędnych do kształtowania wyrobu 27

28 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #2 : Optymalizacja kształtu narzędzi w celu zmniejszenia liczby operacji, przy jednoczesnym obniżeniu sił niezbędnych do kształtowania wyrobu Rezultaty: Dzięki wykonanej optymalizacji udało się: zmniejszyć liczbę operacji, co przekłada się na niższe koszty narzędzi oraz skraca czas produkcji (krótszy czas na wymianę oprzyrządowania obniżyć siły niezbędne do kształtowania, co daje obniża koszty i pozwala lepiej zarządzać dostępnymi urządzeniami 28



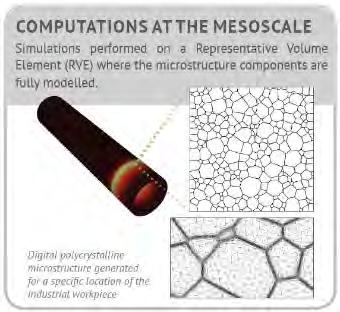
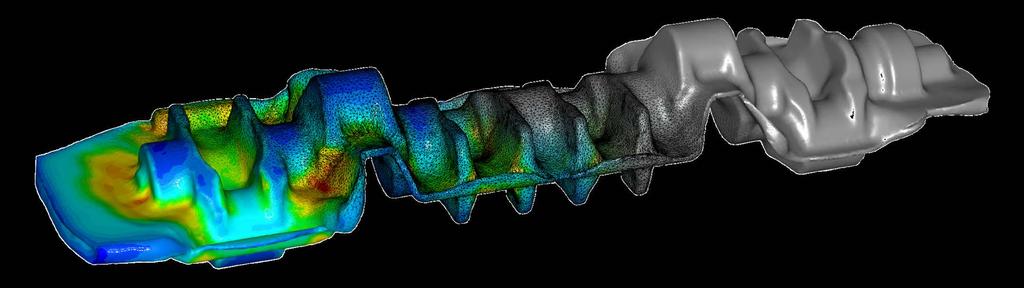
29 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #3 : Optymalizacja kształtu przedkuwki w celu zminimalizowania jej masy, przy jednoczesnym uzyskaniu założonej struktury materiału Trzpień Materiał: stal AISI 1045 Temperatura kucia: 1150 C Masa: 5,1 kg Początkowa wielkość ziarna: ASTM 4 29


30 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #3 : Optymalizacja kształtu przedkuwki w celu zminimalizowania jej masy, przy jednoczesnym uzyskaniu założonej struktury materiału 30

31 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #3 : Optymalizacja kształtu przedkuwki w celu zminimalizowania jej masy, przy jednoczesnym uzyskaniu założonej struktury materiału 31


32 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #3 : Optymalizacja kształtu przedkuwki w celu zminimalizowania jej masy, przy jednoczesnym uzyskaniu założonej struktury materiału 32


33 JAK WYKORZYSTAĆ FUNKCJĘ AUTOMATYCZNEJ OPTYMALIZACJI Przypadek #3 : Optymalizacja kształtu przedkuwki w celu zminimalizowania jej masy, przy jednoczesnym uzyskaniu założonej struktury materiału 33


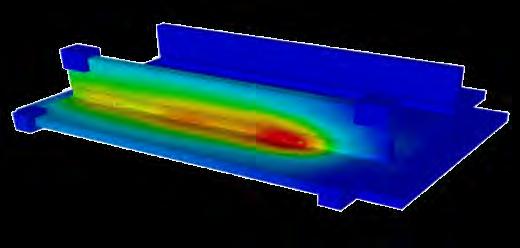
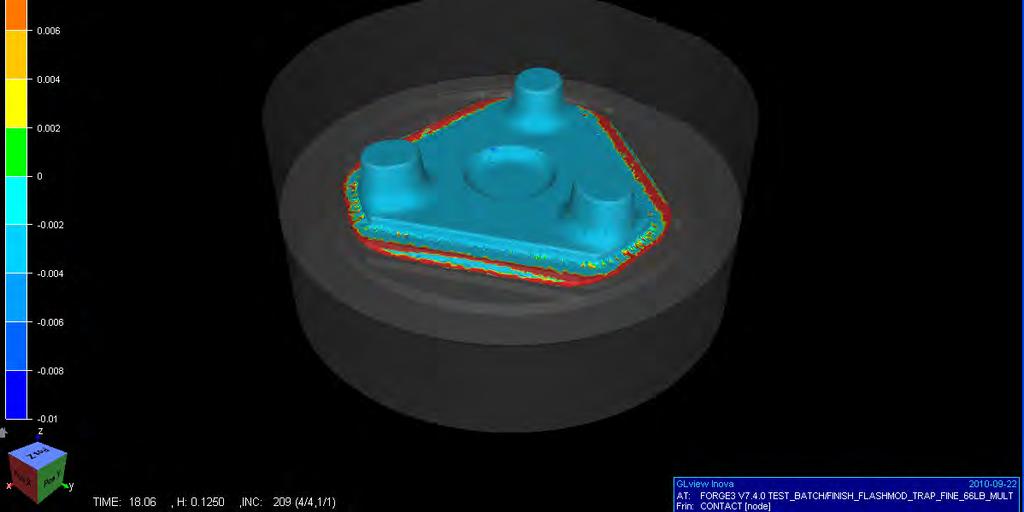
34 APLIKACJE PRZEMYSŁOWE Element Stal 40HM Masa 26,7 kg Młot 3,5 tony 34

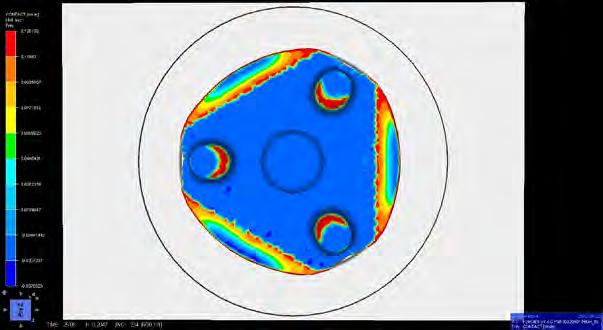

35 APLIKACJE PRZEMYSŁOWE brak wypełnienia przy 0.52cm wypełnienie przy 0.546cm wypełnienie przy 0.52cm 35
36 APLIKACJE PRZEMYSŁOWE 36
37 APLIKACJE PRZEMYSŁOWE Rezultaty mm = 5,873% 26,7kkkk 1,6kkkk/oooooooooooooo mm = 1,6 kkkk oooooooooooooo 500 oooooooooooooo/rrrrrr 800 kkkk rrrrrr 37

38 APLIKACJE PRZEMYSŁOWE 38

39 APLIKACJE PRZEMYSŁOWE 39
40 APLIKACJE PRZEMYSŁOWE 40

41 APLIKACJE PRZEMYSŁOWE 41

42 APLIKACJE PRZEMYSŁOWE 42

43 APLIKACJE PRZEMYSŁOWE 43

44 APLIKACJE PRZEMYSŁOWE 44

45 APLIKACJE PRZEMYSŁOWE 45

46 APLIKACJE PRZEMYSŁOWE 46

47 APLIKACJE PRZEMYSŁOWE 47

48 APLIKACJE PRZEMYSŁOWE 48



49 PODSUMOWANIE I WNIOSKI PROCESY Applicable to product & dies Symulacje dają szybkie odpowiedzi Łatwiejsze przygotowa nie oferty Zastępują kosztowne próby i pozwalają unikać błędów JAKOŚĆ PRODUKTU NARZĘ DZIA Unikanie zakuć i wad Ocena naprężeń i zużycia narzędzi Analiza płynięcia i struktury materiału Unikanie pęknięć i zniszczenia narzędzi Ocena końcowych właściwości wyrobu Umożliwia wydłużenie żywotności narzędzi OPTYMA LIZACJA Zwiększenie uzysku materiału Podniesienie rentowności produkcji Poprawa wykorzysta nia potencjału urządzeń 49

50 ZAPROSZENIE 50




51 Dziękuję za uwagę Benchmark Report
Ogłoszenie o zamówieniu Przedmiot zamówienia Stanowisko do analizy numerycznej procesów kucia matrycowego
 Osowiec, 19.03.2012 Ogłoszenie o zamówieniu Przedmiot zamówienia Stanowisko do analizy numerycznej procesów kucia matrycowego Dotyczy projektu pt. Wdrożenie innowacji technologicznej poprzez uruchomienie
Osowiec, 19.03.2012 Ogłoszenie o zamówieniu Przedmiot zamówienia Stanowisko do analizy numerycznej procesów kucia matrycowego Dotyczy projektu pt. Wdrożenie innowacji technologicznej poprzez uruchomienie
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na kierunku Mechatronika Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU TECHNOLOGIE WYTWARZANIA II MANUFACTURING
Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na kierunku Mechatronika Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU TECHNOLOGIE WYTWARZANIA II MANUFACTURING
PL B1. Sposób kucia półfabrykatu zwłaszcza do wytwarzania wyrobów płaskich z jednym żebrem o zarysie trójkątnym
 PL 215504 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215504 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 395408 (22) Data zgłoszenia: 22.06.2011 (51) Int.Cl.
PL 215504 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215504 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 395408 (22) Data zgłoszenia: 22.06.2011 (51) Int.Cl.
Optymalizacja konstrukcji pod kątem minimalizacji wagi wyrobu odlewanego rotacyjnie studium przypadku. Dr inż. Krzysztof NADOLNY. Olandia
 Optymalizacja konstrukcji pod kątem minimalizacji wagi wyrobu odlewanego rotacyjnie studium przypadku Dr inż. Krzysztof NADOLNY 1 Olandia 10.05.2018 CENTINO dla rotomouldingu Projekty wyrobów Produkcja
Optymalizacja konstrukcji pod kątem minimalizacji wagi wyrobu odlewanego rotacyjnie studium przypadku Dr inż. Krzysztof NADOLNY 1 Olandia 10.05.2018 CENTINO dla rotomouldingu Projekty wyrobów Produkcja
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC
 KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
Rok akademicki: 2016/2017 Kod: MIM SM-n Punkty ECTS: 5. Poziom studiów: Studia II stopnia Forma i tryb studiów: Niestacjonarne
 Nazwa modułu: Przetwórstwo stopów i materiałów spiekanych Rok akademicki: 2016/2017 Kod: MIM-2-206-SM-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
Nazwa modułu: Przetwórstwo stopów i materiałów spiekanych Rok akademicki: 2016/2017 Kod: MIM-2-206-SM-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
Plastech 2013, Serock 11-12.04.2013r. Optymalna produkcja na wtryskarkach
 Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
Zapytanie Ofertowe nr 04/2017 z dnia
 Zapytanie Ofertowe nr 04/2017 z dnia 10.05.2017. Zamawiający (beneficjent) I. Nazwa i adres zamawiającego Antonino Francica AF Evolution ul. Zygmunta Miłkowskiego 3/501 30-349 Kraków Polska 676-232-00-19
Zapytanie Ofertowe nr 04/2017 z dnia 10.05.2017. Zamawiający (beneficjent) I. Nazwa i adres zamawiającego Antonino Francica AF Evolution ul. Zygmunta Miłkowskiego 3/501 30-349 Kraków Polska 676-232-00-19
Extracted from web page
 Extracted from web page Page 1 Inwestycje w PLM Wiem jak ważna jest opłacalność? Punkt widzenia analityka Punkt widzenia inżyniera Punkt widzenia Zarządu Różne punkty widzenia Page 2 Pierwszy krok do Inwestycji
Extracted from web page Page 1 Inwestycje w PLM Wiem jak ważna jest opłacalność? Punkt widzenia analityka Punkt widzenia inżyniera Punkt widzenia Zarządu Różne punkty widzenia Page 2 Pierwszy krok do Inwestycji
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Skuteczność NCBrain. Funkcja NCBrain. Usuwanie zbędnych przejść w powietrzu. Automatyczne dodawanie ścieżek w obszarach przeciążenia narzędzia
 Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
EKOLOGICZNE KORZYŚCI PŁYNĄCE Z REALIZACJI PROJETÓW BADAWCZYCH
 Sieć Badawcza ŁUKASIEWICZ INSTYTUT OBRÓBKI PLASTYCZNEJ EKOLOGICZNE KORZYŚCI PŁYNĄCE Z REALIZACJI PROJETÓW BADAWCZYCH Zakład Kształtowania Objętościowego i Automatyzacji Produkcji - BO Poznań 25-04-2019
Sieć Badawcza ŁUKASIEWICZ INSTYTUT OBRÓBKI PLASTYCZNEJ EKOLOGICZNE KORZYŚCI PŁYNĄCE Z REALIZACJI PROJETÓW BADAWCZYCH Zakład Kształtowania Objętościowego i Automatyzacji Produkcji - BO Poznań 25-04-2019
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW TECHNOLOGICZNYCH Designing of technological processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy Sterowania Rodzaj zajęć: Ćwiczenia
Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW TECHNOLOGICZNYCH Designing of technological processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: Systemy Sterowania Rodzaj zajęć: Ćwiczenia
Modelowanie w projektowaniu maszyn i procesów cz.5
 Modelowanie w projektowaniu maszyn i procesów cz.5 Metoda Elementów Skończonych i analizy optymalizacyjne w środowisku CAD Dr hab inż. Piotr Pawełko p. 141 Piotr.Pawełko@zut.edu.pl www.piopawelko.zut.edu.pl
Modelowanie w projektowaniu maszyn i procesów cz.5 Metoda Elementów Skończonych i analizy optymalizacyjne w środowisku CAD Dr hab inż. Piotr Pawełko p. 141 Piotr.Pawełko@zut.edu.pl www.piopawelko.zut.edu.pl
Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software
 Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software Warszawa 31.05.2011 Plan rejsu 1 2 3 Ale po co żeglować i z kim? Rozwiązanie, czyli co mamy pod pokładem Eksperymenty, czyli przykłady żeglowania
Krzysztof Jąkalski Rafał Żmijewski Siemens Industry Software Warszawa 31.05.2011 Plan rejsu 1 2 3 Ale po co żeglować i z kim? Rozwiązanie, czyli co mamy pod pokładem Eksperymenty, czyli przykłady żeglowania
Pracownia Inżynierii Procesowej
 Pracownia Inżynierii Procesowej Aktualizacja oferty styczeń 2016 WŁAŚCICIEL mgr inż. Alicja Wróbel Absolwent Politechniki Opolskiej, Wydziału Zarzadzania i Inżynierii Produkcji Rysunek techniczny 2D 3D
Pracownia Inżynierii Procesowej Aktualizacja oferty styczeń 2016 WŁAŚCICIEL mgr inż. Alicja Wróbel Absolwent Politechniki Opolskiej, Wydziału Zarzadzania i Inżynierii Produkcji Rysunek techniczny 2D 3D
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka plastyczna Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 4-0_0 Język wykładowy: polski
WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka plastyczna Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 4-0_0 Język wykładowy: polski
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Wspomaganie komputerowe projektowania procesów obróbki plastycznej Nazwa modułu Computional processing
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Wspomaganie komputerowe projektowania procesów obróbki plastycznej Nazwa modułu Computional processing
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW OBRÓBKI PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: projekt I KARTA PRZEDMIOTU CEL PRZEDMIOTU
Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW OBRÓBKI PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: projekt I KARTA PRZEDMIOTU CEL PRZEDMIOTU
PUNKTY KRYTYCZNE W TECHNOLOGII KOSMETYKÓW 18 LISTOPAD 2014
 PUNKTY KRYTYCZNE W TECHNOLOGII KOSMETYKÓW 18 LISTOPAD 2014 1 WPROWADZENIE Wczoraj i dziś wdrażania kosmetyków Lepsze maszyny Bardziej zaawansowane surowce Lepsze metody testowania Szybszy dostęp do wiedzy
PUNKTY KRYTYCZNE W TECHNOLOGII KOSMETYKÓW 18 LISTOPAD 2014 1 WPROWADZENIE Wczoraj i dziś wdrażania kosmetyków Lepsze maszyny Bardziej zaawansowane surowce Lepsze metody testowania Szybszy dostęp do wiedzy
pt.: KOMPUTEROWE WSPOMAGANIE PROCESÓW OBRÓBKI PLASTYCZNEJ
 Ćwiczenie audytoryjne pt.: KOMPUTEROWE WSPOMAGANIE PROCESÓW OBRÓBKI PLASTYCZNEJ Autor: dr inż. Radosław Łyszkowski Warszawa, 2013r. Metoda elementów skończonych MES FEM - Finite Element Method przybliżona
Ćwiczenie audytoryjne pt.: KOMPUTEROWE WSPOMAGANIE PROCESÓW OBRÓBKI PLASTYCZNEJ Autor: dr inż. Radosław Łyszkowski Warszawa, 2013r. Metoda elementów skończonych MES FEM - Finite Element Method przybliżona
Rozszerzone Wykorzystanie Wiedzy i Wyników Europejskich Projektów Badawczych.
 Rozszerzone Wykorzystanie Wiedzy i Wyników Europejskich Projektów Badawczych www.explore-fp7.eu Cel projektu Głównym celem projektu EXPLORE jest spowodowanie zwiększenia wykorzystania wyników projektów
Rozszerzone Wykorzystanie Wiedzy i Wyników Europejskich Projektów Badawczych www.explore-fp7.eu Cel projektu Głównym celem projektu EXPLORE jest spowodowanie zwiększenia wykorzystania wyników projektów
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: MASZYNY I SYSTEMY NARZĘDZIOWE W OBRÓBCE PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, ćwiczenia projektowe
Nazwa przedmiotu: MASZYNY I SYSTEMY NARZĘDZIOWE W OBRÓBCE PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: wykład, ćwiczenia projektowe
KARTA PRZEDMIOTU. 12. PRZEDMIOTOWE EFEKTY KSZTAŁCENIA Odniesienie do kierunkowych efektów kształcenia (symbol) WIEDZA
 WIEDZA") KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Procesy obróbki plastycznej 2. KIERUNEK: Mechanika i budowa maszyn 3. POZIOM STUDIÓW: pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok II / semestr 3 5. LICZBA PUNKTÓW
KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Procesy obróbki plastycznej 2. KIERUNEK: Mechanika i budowa maszyn 3. POZIOM STUDIÓW: pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok II / semestr 3 5. LICZBA PUNKTÓW
nierdzewnych Metalforum Poznań , Investa Paweł Kiepel
 Wykończenie powierzchni blach nierdzewnych Takie pojęcia jak: szlifowanie, szczotkowanie lub polerowanie są często wymieniane w wymaganiach technicznych dla wykończeń powierzchni wyrobów ze stali nierdzewnej.
Wykończenie powierzchni blach nierdzewnych Takie pojęcia jak: szlifowanie, szczotkowanie lub polerowanie są często wymieniane w wymaganiach technicznych dla wykończeń powierzchni wyrobów ze stali nierdzewnej.
Symulacja procesu wtrysku - Obudowa miernika
 I.J PALIGA Spółka jawna Ul.Długa 52 42-233 Wierzchowisko Tel. +48 34 328 71 03 Symulacja procesu wtrysku - Obudowa miernika Data: Projektant: Janusz Paliga Analiza: Model bryły/pełnej bryły Wprowadzenie
I.J PALIGA Spółka jawna Ul.Długa 52 42-233 Wierzchowisko Tel. +48 34 328 71 03 Symulacja procesu wtrysku - Obudowa miernika Data: Projektant: Janusz Paliga Analiza: Model bryły/pełnej bryły Wprowadzenie
1 Sposób kształtowania radiatora
 1 Sposób kształtowania radiatora 1 2 Przedmiotem wynalazku jest sposób kształtowania radiatora, zwłaszcza metodą kucia na gorąco. Dotychczas znanych i stosowanych jest szereg metod wytwarzania radiatorów
1 Sposób kształtowania radiatora 1 2 Przedmiotem wynalazku jest sposób kształtowania radiatora, zwłaszcza metodą kucia na gorąco. Dotychczas znanych i stosowanych jest szereg metod wytwarzania radiatorów
Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej
 Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej Przedmioty realizowane przez Jednostkę: Podstawy metalurgii; Podstawy teoretyczne obróbki plastycznej; Technologia i maszyny do obróbki
Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej Przedmioty realizowane przez Jednostkę: Podstawy metalurgii; Podstawy teoretyczne obróbki plastycznej; Technologia i maszyny do obróbki
OPTYMALIZACJA ZBIORNIKA NA GAZ PŁYNNY LPG
 Leon KUKIEŁKA, Krzysztof KUKIEŁKA, Katarzyna GELETA, Łukasz CĄKAŁA OPTYMALIZACJA ZBIORNIKA NA GAZ PŁYNNY LPG Streszczenie Praca dotyczy optymalizacji kształtu zbiornika toroidalnego na gaz LPG. Kryterium
Leon KUKIEŁKA, Krzysztof KUKIEŁKA, Katarzyna GELETA, Łukasz CĄKAŁA OPTYMALIZACJA ZBIORNIKA NA GAZ PŁYNNY LPG Streszczenie Praca dotyczy optymalizacji kształtu zbiornika toroidalnego na gaz LPG. Kryterium
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA
 POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
POLITECHNIKA ŚLĄSKA W GLIWICACH Wydział Mechaniczny Technologiczny PRACA DYPLOMOWA MAGISTERSKA Wykorzystanie pakietu MARC/MENTAT do modelowania naprężeń cieplnych Spis treści Pole temperatury Przykład
Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 -
 Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 - Wykonanie blisko wzorcowego AT1 - Wzorcowe wykonanie KLASA
Tolerancja wykonania: AT5 - Najgorsze dopuszczalne wykonanie AT4 - Dopuszczalna do standardowych obrabiarek AT3 - Standardowe wykonanie AT2 - Wykonanie blisko wzorcowego AT1 - Wzorcowe wykonanie KLASA
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/18. GRZEGORZ SAMOŁYK, Turka, PL WUP 03/19. rzecz. pat.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231500 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425783 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21D 51/08 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231500 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425783 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21D 51/08 (2006.01)
Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy. Krzysztof Szatkowski
 Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy Krzysztof Szatkowski Zawartość Ciśnienie w gnieździe formy jako wskaźnik jakości Produkcja bez wad z wykorzystaniem pomiaru
Automatyczna Kontrola Jakości na Podstawie Pomiaru Ciśnienia w Gnieździe Formy Krzysztof Szatkowski Zawartość Ciśnienie w gnieździe formy jako wskaźnik jakości Produkcja bez wad z wykorzystaniem pomiaru
Wrocławskie Centrum Transferu Technologii Politechniki Wrocławskiej
 Wrocławskie Centrum Transferu Technologii Politechniki Wrocławskiej Prof. zw. dr hab. inż. Jan Koch Wrocław, 14 grudnia 2011 r. Akt powołania i statut WCTT Centrum powołano 23 marca 1995 r. WCTT jest pierwszym
Wrocławskie Centrum Transferu Technologii Politechniki Wrocławskiej Prof. zw. dr hab. inż. Jan Koch Wrocław, 14 grudnia 2011 r. Akt powołania i statut WCTT Centrum powołano 23 marca 1995 r. WCTT jest pierwszym
Poprawa efektywności i restrukturyzacja sektora hutniczego praktyczne doświadczenia Kolaja & Partners. Katowice, 11 maja 2006 r.
 Poprawa efektywności i restrukturyzacja sektora hutniczego praktyczne doświadczenia Kolaja & Partners Katowice, 11 maja 2006 r. TYPOWE DŹWIGNIE PODNOSZENIA WARTOŚCI SPÓŁKI Zakres prezentacji Niski Średni
Poprawa efektywności i restrukturyzacja sektora hutniczego praktyczne doświadczenia Kolaja & Partners Katowice, 11 maja 2006 r. TYPOWE DŹWIGNIE PODNOSZENIA WARTOŚCI SPÓŁKI Zakres prezentacji Niski Średni
Twoja kariera w naszej firmie
 Twoja kariera w naszej firmie Zapraszamy do zapoznania się z aktualnymi ofertami pracy! W związku z rozwojem firmy poszukujemy aktualnie specjalistów na następujące stanowiska: 1) Technolog Obróbki Skrawaniem,
Twoja kariera w naszej firmie Zapraszamy do zapoznania się z aktualnymi ofertami pracy! W związku z rozwojem firmy poszukujemy aktualnie specjalistów na następujące stanowiska: 1) Technolog Obróbki Skrawaniem,
Knowledge Based Services by Diversey - usługi pozwalające przenieść wydajność i bezpieczeństwo produkcji na najwyższy poziom
 Knowledge Based Services by Diversey - usługi pozwalające przenieść wydajność i bezpieczeństwo produkcji na najwyższy poziom Copyright 2016 Sealed Air All rights reserved Prezentujemy pakiet usług, które
Knowledge Based Services by Diversey - usługi pozwalające przenieść wydajność i bezpieczeństwo produkcji na najwyższy poziom Copyright 2016 Sealed Air All rights reserved Prezentujemy pakiet usług, które
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i prowadzenie procesów metalurgicznych oraz obróbki plastycznej metali
LEKKA TECHNOLOGIA TMD FRICTION
 I N SI D E IN SID E LEKKA TECHNOLOGIA TMD FRICTION Lekkie klocki hamulcowe Textar z opatentowaną warstwą pośrednią www.textar.com INNOWACJA. WYDAJNOŚĆ. BEZPIECZEŃSTWO. WCZORAJ. DZIŚ. JUTRO. REWOLUCJA W
I N SI D E IN SID E LEKKA TECHNOLOGIA TMD FRICTION Lekkie klocki hamulcowe Textar z opatentowaną warstwą pośrednią www.textar.com INNOWACJA. WYDAJNOŚĆ. BEZPIECZEŃSTWO. WCZORAJ. DZIŚ. JUTRO. REWOLUCJA W
Produkcja i badania obręczy kolejowych. Ireneusz Mikłaszewicz
 Produkcja i badania obręczy kolejowych Ireneusz Mikłaszewicz Podstawowa dokumentacja techniczna dot. produkcji obręczy kolejowych - Karta UIC CODE 810-1 - Norma PN-84/H-84027/06 - Norma PN-91/K-91032 Gatunki
Produkcja i badania obręczy kolejowych Ireneusz Mikłaszewicz Podstawowa dokumentacja techniczna dot. produkcji obręczy kolejowych - Karta UIC CODE 810-1 - Norma PN-84/H-84027/06 - Norma PN-91/K-91032 Gatunki
Produkty do pakowania plonów
 Produkty do pakowania plonów ROLLATEX PRO Siatka ROLLATEX PRO podnosi wydajność wszystkich marek i modeli pras belujących. Technologia Bale+ pozwala uzyskać maksymalną długość i wytrzymałość rolki przy
Produkty do pakowania plonów ROLLATEX PRO Siatka ROLLATEX PRO podnosi wydajność wszystkich marek i modeli pras belujących. Technologia Bale+ pozwala uzyskać maksymalną długość i wytrzymałość rolki przy
OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM
 OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM POZNAŃ / kwiecień 2013 Wasilewski Cezary 1 Cel: Obniżenie kosztów wytwarzania Kontrolowanie jakości wyrobu Zasady postępowania Odpowiednio
OPTYMALIZACJA PROCESÓW TECHNOLOGICZNYCH W ZAKŁADZIE FARMACEUTYCZNYM POZNAŃ / kwiecień 2013 Wasilewski Cezary 1 Cel: Obniżenie kosztów wytwarzania Kontrolowanie jakości wyrobu Zasady postępowania Odpowiednio
CAMdivision. CAMdivision
 CAMdivision CAMdivision - Autoryzowany partner handlowy Siemens PLM Software - Obecnie zatrudniamy ponad 20 osób Oferujemy oprogramowanie: - NX - Teamcenter - Solid Edge - CAM Express Wdrożenia systemów
CAMdivision CAMdivision - Autoryzowany partner handlowy Siemens PLM Software - Obecnie zatrudniamy ponad 20 osób Oferujemy oprogramowanie: - NX - Teamcenter - Solid Edge - CAM Express Wdrożenia systemów
Optymalizacja produkcji oraz lean w przemyśle wydobywczym. Dr inż. Maria Rosienkiewicz Mgr inż. Joanna Helman
 Optymalizacja produkcji oraz lean w przemyśle wydobywczym Dr inż. Maria Rosienkiewicz Mgr inż. Joanna Helman Agenda 1. Oferta dla przemysłu 2. Oferta w ramach Lean Mining 3. Potencjalne korzyści 4. Kierunki
Optymalizacja produkcji oraz lean w przemyśle wydobywczym Dr inż. Maria Rosienkiewicz Mgr inż. Joanna Helman Agenda 1. Oferta dla przemysłu 2. Oferta w ramach Lean Mining 3. Potencjalne korzyści 4. Kierunki
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
IWP.C6. WZORNICTWO PRZEMYSŁOWE I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu IWP.C6 Nazwa modułu Podstawy projektowanie procesów obróbki plastycznej Nazwa modułu w języku
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu IWP.C6 Nazwa modułu Podstawy projektowanie procesów obróbki plastycznej Nazwa modułu w języku
Spis treści Przedmowa
 Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004
 POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004 METODA SYMULACJI CAM WIERCENIA OTWORÓW W TARCZY ROZDRABNIACZA WIELOTARCZOWEGO Józef Flizikowski, Kazimierz Peszyński, Wojciech Bieniaszewski, Adam Budzyński
POSTĘPY W KONSTRUKCJI I STEROWANIU Bydgoszcz 2004 METODA SYMULACJI CAM WIERCENIA OTWORÓW W TARCZY ROZDRABNIACZA WIELOTARCZOWEGO Józef Flizikowski, Kazimierz Peszyński, Wojciech Bieniaszewski, Adam Budzyński
Inżynieria Środowiska dyscypliną przyszłości!
 Warto budować lepszą przyszłość! Czyste środowisko, efektywne systemy energetyczne, komfort życia dr inż. Piotr Ziembicki Instytut Inżynierii Środowiska Uniwersytet Zielonogórski WYZWANIA WSPÓŁCZESNOŚCI
Warto budować lepszą przyszłość! Czyste środowisko, efektywne systemy energetyczne, komfort życia dr inż. Piotr Ziembicki Instytut Inżynierii Środowiska Uniwersytet Zielonogórski WYZWANIA WSPÓŁCZESNOŚCI
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA
 WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
PLAN SZKOLEŃ FEMAP. Nasza oferta: Solid Edge najefektywniejszy dostępny obecnie na rynku system CAD klasy mid-range,
 PLAN SZKOLEŃ FEMAP Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym z największych polskich
PLAN SZKOLEŃ FEMAP Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym z największych polskich
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: MODELOWANIE I SYMULACJA PROCESÓW WYTWARZANIA Modeling and Simulation of Manufacturing Processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy specjalności PSM Rodzaj zajęć: wykład,
Nazwa przedmiotu: MODELOWANIE I SYMULACJA PROCESÓW WYTWARZANIA Modeling and Simulation of Manufacturing Processes Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy specjalności PSM Rodzaj zajęć: wykład,
Semestr zimowy Techniki wytwarzania I Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-414z owanie procesów obróbki plastycznej Design of plastic forming
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-414z owanie procesów obróbki plastycznej Design of plastic forming
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
Spis treści. Przedmowa 11
 Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Stomatologia - Oferta specjalna
 www.kulzer.pl Stomatologia - Oferta specjalna styczeń - marzec 2019 CENA 790 PLN Gluma Bond Universal Charisma Classic Charisma Diamond 6x4g dowolne kolory Dostępne kolory strzykawek: A1; A2; A3; A3,5;
www.kulzer.pl Stomatologia - Oferta specjalna styczeń - marzec 2019 CENA 790 PLN Gluma Bond Universal Charisma Classic Charisma Diamond 6x4g dowolne kolory Dostępne kolory strzykawek: A1; A2; A3; A3,5;
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu Kierunek: Zarządzanie i Inżynieria Produkcji Rodzaj przedmiotu: Poziom studiów: obowiązkowy studia I stopnia Rodzaj zajęć: Wykład, Ćwiczenia audytoryjne I KARTA PRZEDMIOTU Technologia
Nazwa przedmiotu Kierunek: Zarządzanie i Inżynieria Produkcji Rodzaj przedmiotu: Poziom studiów: obowiązkowy studia I stopnia Rodzaj zajęć: Wykład, Ćwiczenia audytoryjne I KARTA PRZEDMIOTU Technologia
Savonius. Turbina wiatrowa Savoniusa do zastosowań przydomowych w ramach energetyki rozproszonej. Projekt
 Savonius Projekt Turbina wiatrowa Savoniusa do zastosowań przydomowych w ramach energetyki rozproszonej Piotr Grzymski piotr@grzymski.com 604 488 888 Konrad Kacprzak kokacprzak@gmail.com 503 507 029 1
Savonius Projekt Turbina wiatrowa Savoniusa do zastosowań przydomowych w ramach energetyki rozproszonej Piotr Grzymski piotr@grzymski.com 604 488 888 Konrad Kacprzak kokacprzak@gmail.com 503 507 029 1
Przykład wykorzystania stopów magnezu w przemyśle lotniczym: Wytłoczki
 Przykład wykorzystania stopów magnezu w przemyśle lotniczym: Wytłoczki CEL PROJEKTU Opracowanie technologii przeróbki plastycznej stopów magnezu : walcowania cienkich blach po odlewaniu metodą twin roll
Przykład wykorzystania stopów magnezu w przemyśle lotniczym: Wytłoczki CEL PROJEKTU Opracowanie technologii przeróbki plastycznej stopów magnezu : walcowania cienkich blach po odlewaniu metodą twin roll
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Proces projektowy i zaawansowane obliczenia numeryczne - projektowanie i optymalizacja zaawansowanych technicznie i złożonych produktów przemysłowych
 Proces projektowy i zaawansowane obliczenia numeryczne - projektowanie i optymalizacja zaawansowanych technicznie i złożonych produktów przemysłowych Główny Projektant Wzornictwa PESA Bydgoszcz SA dr Bartosz
Proces projektowy i zaawansowane obliczenia numeryczne - projektowanie i optymalizacja zaawansowanych technicznie i złożonych produktów przemysłowych Główny Projektant Wzornictwa PESA Bydgoszcz SA dr Bartosz
Efektywna gospodarka częściami zamiennymi - automatyczne regały w działach Utrzymania Ruchu Michał Witczak Kierownik Projektów
 Seminarium Mechanika i Utrzymanie Ruchu 18.04.2013 Poznań Efektywna gospodarka częściami zamiennymi - automatyczne regały w działach Utrzymania Ruchu Michał Witczak Kierownik Projektów Dlaczego automatyka
Seminarium Mechanika i Utrzymanie Ruchu 18.04.2013 Poznań Efektywna gospodarka częściami zamiennymi - automatyczne regały w działach Utrzymania Ruchu Michał Witczak Kierownik Projektów Dlaczego automatyka
JUMO MAERA S25. Sonda do pomiaru poziomu. Zastosowanie. Opis skrócony. Korzyści dla Klienta. Właściwości. Karta katalogowa 40.
 +44 279 63 55 33 +44 279 63 52 62 sales@jumo.co.uk www.jumo.co.uk Karta katalogowa 40.05 Strona /8 JUMO MAERA S25 Sonda do pomiaru poziomu Zastosowanie Hydrostatyczny pomiar poziomu cieczy w zbiornikach
+44 279 63 55 33 +44 279 63 52 62 sales@jumo.co.uk www.jumo.co.uk Karta katalogowa 40.05 Strona /8 JUMO MAERA S25 Sonda do pomiaru poziomu Zastosowanie Hydrostatyczny pomiar poziomu cieczy w zbiornikach
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 26/16. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL PAULINA PATER, Turka, PL
 PL 226860 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226860 (13) B1 (21) Numer zgłoszenia: 414202 (51) Int.Cl. B21H 1/18 (2006.01) B21B 23/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 226860 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226860 (13) B1 (21) Numer zgłoszenia: 414202 (51) Int.Cl. B21H 1/18 (2006.01) B21B 23/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
ZB 7 Plastyczne kształtowanie stopów magnezu (kucie precyzyjne, tłoczenie, wyciskanie, itd.)
") II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym ZB 7 Plastyczne kształtowanie stopów magnezu (kucie precyzyjne, tłoczenie, wyciskanie,
II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym ZB 7 Plastyczne kształtowanie stopów magnezu (kucie precyzyjne, tłoczenie, wyciskanie,
Korzyści wynikające z wdroŝenia systemowego zarządzania jakością
 Czas na zmiany. DROGA DO JAKOŚCI I ZYSKÓW czyli: ZAPROSZENIE DO WDROśENIA SYSTEMU ZARZADZANIA JAKOŚCIĄ wg Korzyści wynikające z wdroŝenia systemowego zarządzania jakością Lublin 07.04.2009 1 2 Czym jest
Czas na zmiany. DROGA DO JAKOŚCI I ZYSKÓW czyli: ZAPROSZENIE DO WDROśENIA SYSTEMU ZARZADZANIA JAKOŚCIĄ wg Korzyści wynikające z wdroŝenia systemowego zarządzania jakością Lublin 07.04.2009 1 2 Czym jest
Nowoczesne narzędzia obliczeniowe do projektowania i optymalizacji kotłów
 Nowoczesne narzędzia obliczeniowe do projektowania i optymalizacji kotłów Mateusz Szubel, Mariusz Filipowicz Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie AGH University of Science and
Nowoczesne narzędzia obliczeniowe do projektowania i optymalizacji kotłów Mateusz Szubel, Mariusz Filipowicz Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie AGH University of Science and
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
Zarządzania i Inżynieria Produkcji I stopień Ogólnoakademicki. Specjalnościowy Obowiązkowy Polski Semestr piąty
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 0/04 owanie procesów obróbki plastycznej Design of plastic forming processes A.
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 0/04 owanie procesów obróbki plastycznej Design of plastic forming processes A.
Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu.
 Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. LINDOFLAMM obróbka materiałów o wysokiej wytrzymałości. 2 Płomieniowe
Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. LINDOFLAMM obróbka materiałów o wysokiej wytrzymałości. 2 Płomieniowe
Informacje o firmie. Ponad 10 lat doświadczenia. Zespół inżynierów i specjalistów liczący ponad 40 osób. Własne laboratorium spawalnicze
 Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
Opolski Festiwal Ekoenergetyki 8-11 październik 2014
 Opolski Festiwal Ekoenergetyki 8-11 październik 2014 Mgr inż. Andrzej Jurkiewicz Doświadczenia z wdrażania zakładowych systemów sterowania i nadzoru źródłami i odbiorami energii egmina Infrastruktura Energetyka
Opolski Festiwal Ekoenergetyki 8-11 październik 2014 Mgr inż. Andrzej Jurkiewicz Doświadczenia z wdrażania zakładowych systemów sterowania i nadzoru źródłami i odbiorami energii egmina Infrastruktura Energetyka
Z powyższej zależności wynikają prędkości synchroniczne n 0 podane niżej dla kilku wybranych wartości liczby par biegunów:
 Bugaj Piotr, Chwałek Kamil Temat pracy: ANALIZA GENERATORA SYNCHRONICZNEGO Z MAGNESAMI TRWAŁYMI Z POMOCĄ PROGRAMU FLUX 2D. Opiekun naukowy: dr hab. inż. Wiesław Jażdżyński, prof. AGH Maszyna synchrocznina
Bugaj Piotr, Chwałek Kamil Temat pracy: ANALIZA GENERATORA SYNCHRONICZNEGO Z MAGNESAMI TRWAŁYMI Z POMOCĄ PROGRAMU FLUX 2D. Opiekun naukowy: dr hab. inż. Wiesław Jażdżyński, prof. AGH Maszyna synchrocznina
LOTOS OIL SA. dr inż. Rafał Mirek - Biuro Rozwoju i Serwisu Olejowego 1/20
 dr inż. Rafał Mirek - Biuro Rozwoju i Serwisu Olejowego 1/20 Serwis środków smarnych oraz współczesne aplikacje informatyczne jako narzędzia kontroli wspierające utrzymanie ruchu VI Konferencja Naukowo
dr inż. Rafał Mirek - Biuro Rozwoju i Serwisu Olejowego 1/20 Serwis środków smarnych oraz współczesne aplikacje informatyczne jako narzędzia kontroli wspierające utrzymanie ruchu VI Konferencja Naukowo
Karta danych materiałowych. DIN EN ISO 527-3/5/100* minimalna wartość DIN obciążenie 10 N, powierzchnia dolna Współczynik tarcia (stal)
") Materiał: Zamknięty komórkowy poliuretan Kolor: Fioletowy Sylodyn typoszereg Standardowe wymiary dostawy Grubość:, mm, oznaczenie: Sylodyn NF mm, oznaczenie: Sylodyn NF Rolka:, m szer. m długość Pasy:
Materiał: Zamknięty komórkowy poliuretan Kolor: Fioletowy Sylodyn typoszereg Standardowe wymiary dostawy Grubość:, mm, oznaczenie: Sylodyn NF mm, oznaczenie: Sylodyn NF Rolka:, m szer. m długość Pasy:
Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. LINDOFLAMM obróbka materiałów o wysokiej wytrzymałości.
 Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. LINDOFLAMM obróbka materiałów o wysokiej wytrzymałości. 2 Płomieniowe
Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. Płomieniowe podgrzewanie wstępne oraz obróbka cieplna po spawaniu. LINDOFLAMM obróbka materiałów o wysokiej wytrzymałości. 2 Płomieniowe
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
PROSTOWANIE NACIĄGOWE DLA LINII GALWANIZUJĄCYCH
 DLA LINII GALWANIZUJĄCYCH 1 2 Wprowadzenie: naciągowe stanowisko prostownicze ZH-MR Walcarka wykańczająca serii ZH Naciągowa prostownica do blach serii MR Zespół napędowy z dyferencjałami mechanicznymi
DLA LINII GALWANIZUJĄCYCH 1 2 Wprowadzenie: naciągowe stanowisko prostownicze ZH-MR Walcarka wykańczająca serii ZH Naciągowa prostownica do blach serii MR Zespół napędowy z dyferencjałami mechanicznymi
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
Karta danych materiałowych. DIN EN ISO 527-3/5/100* minimalna wartość DIN obciążenie 10 N, powierzchnia dolna Współczynik tarcia (stal)
") Materiał: Zamknięty komórkowy poliuretan Kolor: Nieieski Sylodyn typoszereg Standardowe wymiary dostawy Grubość:, mm, oznaczenie: Sylodyn NE mm, oznaczenie: Sylodyn NE Rolka:, m. szer. m długość Pasy:
Materiał: Zamknięty komórkowy poliuretan Kolor: Nieieski Sylodyn typoszereg Standardowe wymiary dostawy Grubość:, mm, oznaczenie: Sylodyn NE mm, oznaczenie: Sylodyn NE Rolka:, m. szer. m długość Pasy:
PIERWSZE DOŚWIADCZENIA Z POZYSKIWANIA I REALIZACJI
 Więcej niż agencja badawcza ASM CENTRUM BADAŃ I ANALIZ RYNKU PIERWSZE DOŚWIADCZENIA Z POZYSKIWANIA I REALIZACJI PROJEKTÓW W H2020 ORAZ RÓŻNICE WZGLĘDEM 7PR Agnieszka Kowalska Senior Project Manager Dyrektor
Więcej niż agencja badawcza ASM CENTRUM BADAŃ I ANALIZ RYNKU PIERWSZE DOŚWIADCZENIA Z POZYSKIWANIA I REALIZACJI PROJEKTÓW W H2020 ORAZ RÓŻNICE WZGLĘDEM 7PR Agnieszka Kowalska Senior Project Manager Dyrektor
Program BEST_RE. Pakiet zawiera następujące skoroszyty: BEST_RE.xls główny skoroszyt symulacji RES_VIEW.xls skoroszyt wizualizacji wyników obliczeń
 Program BEST_RE jest wynikiem prac prowadzonych w ramach Etapu nr 15 strategicznego programu badawczego pt. Zintegrowany system zmniejszenia eksploatacyjnej energochłonności budynków. Zakres prac obejmował
Program BEST_RE jest wynikiem prac prowadzonych w ramach Etapu nr 15 strategicznego programu badawczego pt. Zintegrowany system zmniejszenia eksploatacyjnej energochłonności budynków. Zakres prac obejmował
3. Opracowanie projektu i wykonanie modernizacji hydraulicznego układu zasilającego trójsuwakową prasę kuźniczą.
 2. Przygotowanie materiałów wsadowych do przeróbki plastycznej droga odlewania Wyznaczenie charakterystyk plastyczności w procesach ciągłego i nieciągłego odkształcenia. Okres realizacji : lipiec 2008
2. Przygotowanie materiałów wsadowych do przeróbki plastycznej droga odlewania Wyznaczenie charakterystyk plastyczności w procesach ciągłego i nieciągłego odkształcenia. Okres realizacji : lipiec 2008
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Przeróbka plastyczna materiałów Kierunek: Zarządzanie i inżynieria produkcji Rodzaj przedmiotu: obowiązkowy Poziom studiów: studia I stopnia forma studiów: studia stacjonarne Rodzaj zajęć:
Nazwa przedmiotu: Przeróbka plastyczna materiałów Kierunek: Zarządzanie i inżynieria produkcji Rodzaj przedmiotu: obowiązkowy Poziom studiów: studia I stopnia forma studiów: studia stacjonarne Rodzaj zajęć:
Projekt zarządzania jakością wykorzystujący STATISTICA Data Miner przynosi w voestalpine roczne oszczędności w wysokości 800 000 EUR
 Projekt zarządzania jakością wykorzystujący STATISTICA Data Miner przynosi w voestalpine roczne oszczędności w wysokości 800 000 EUR Przemysł samochodowy stawia najwyższe wymagania jakościowe w stosunku
Projekt zarządzania jakością wykorzystujący STATISTICA Data Miner przynosi w voestalpine roczne oszczędności w wysokości 800 000 EUR Przemysł samochodowy stawia najwyższe wymagania jakościowe w stosunku
Podstawowe zasady projektowania w technice
 Podstawowe zasady projektowania w technice Projektowanie w technice jest działalnością twórczą z określonym udziałem prac rutynowych i moŝe dotyczyć głównie nowych i modernizowanych: produktów (wyrobów
Podstawowe zasady projektowania w technice Projektowanie w technice jest działalnością twórczą z określonym udziałem prac rutynowych i moŝe dotyczyć głównie nowych i modernizowanych: produktów (wyrobów
PLAN SZKOLEŃ Femap. Nasza oferta: Solid Edge najefektywniejszy dostępny obecnie na rynku system CAD klasy mid-range,
 PLAN SZKOLEŃ Femap PLAN SZKOLEŃ Femap Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym z
PLAN SZKOLEŃ Femap PLAN SZKOLEŃ Femap Firma GM System Integracja Systemów Inżynierskich Sp. z o.o. została założona w 2001 roku. Zajmujemy się dostarczaniem systemów CAD/CAM/CAE/PDM. Jesteśmy jednym z
DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ
 DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ SPIS TREŚCI 1. Nasza firma i jej cel działania 2. Doświadczenie i praktyka 3. Co nas wyróżnia na tle rynku i konkurencji 4. Co oferujemy Państwu 5. Państwa
DAJEMY SATYSFAKCJĘ Z ZARZĄDZANIA FIRMĄ PRODUKCYJNĄ SPIS TREŚCI 1. Nasza firma i jej cel działania 2. Doświadczenie i praktyka 3. Co nas wyróżnia na tle rynku i konkurencji 4. Co oferujemy Państwu 5. Państwa
E. Deviatova, W. W. Deviatov, Z. Potęga Techniczno-ekonomiczne aspekty procesu wyciskania
 E. Deviatova, W. W. Deviatov, Z. Potęga Techniczno-ekonomiczne aspekty procesu wyciskania Prace Naukowe. Pedagogika 8-9-10, 493-497 1999-2000-2001 E. Deviatova (Ukraina) W.W. Deviatov (Ukraina) Z. Potęga
E. Deviatova, W. W. Deviatov, Z. Potęga Techniczno-ekonomiczne aspekty procesu wyciskania Prace Naukowe. Pedagogika 8-9-10, 493-497 1999-2000-2001 E. Deviatova (Ukraina) W.W. Deviatov (Ukraina) Z. Potęga
Z mechanicznego i elektronicznego punktu widzenia każda z połówek maszyny składa się z 10 osi o kontrolowanej prędkości i pozycji.
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
RHEOTEST Medingen Reometr RHEOTEST RN: Zakres zastosowań Smary
 RHEOTEST Medingen Reometr RHEOTEST RN: Zakres zastosowań Smary Zadania pomiarowe w pracach badawczo-rozwojowych Właściwości reologiczne materiałów smarnych, które determinuje sama ich nazwa, mają główny
RHEOTEST Medingen Reometr RHEOTEST RN: Zakres zastosowań Smary Zadania pomiarowe w pracach badawczo-rozwojowych Właściwości reologiczne materiałów smarnych, które determinuje sama ich nazwa, mają główny
Proces wykonywania modeli z nowej generacji mas modelowych stosowanych w metodzie wytapianych modeli analiza symulacyjna
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-331) Volume 12 Special Issue 2/212 1 14 2/2
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-331) Volume 12 Special Issue 2/212 1 14 2/2
Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji
 _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
_ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
PL 200888 B1. Sposób dokładnego wykrawania elementów z blach i otworów oraz wykrojnik do realizacji tego sposobu
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
Sikla stawia na ochronę zasobów i zrównoważony rozwój
 01 Ochrona surowców i zrównoważony rozwój Sikla stawia na ochronę zasobów i zrównoważony rozwój To przyrodzie zawdzięczamy zasoby, które sprawiają, że istnienie naszej firmy jest w ogóle możliwe. Jesteśmy
01 Ochrona surowców i zrównoważony rozwój Sikla stawia na ochronę zasobów i zrównoważony rozwój To przyrodzie zawdzięczamy zasoby, które sprawiają, że istnienie naszej firmy jest w ogóle możliwe. Jesteśmy
Modelowanie krzywych i powierzchni
 3 Modelowanie krzywych i powierzchni Modelowanie powierzchniowe jest kolejną metodą po modelowaniu bryłowym sposobem tworzenia części. Jest to też sposób budowy elementu bardziej skomplikowany i wymagający
3 Modelowanie krzywych i powierzchni Modelowanie powierzchniowe jest kolejną metodą po modelowaniu bryłowym sposobem tworzenia części. Jest to też sposób budowy elementu bardziej skomplikowany i wymagający