OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
|
|
|
- Szymon Michalik
- 6 lat temu
- Przeglądów:
Transkrypt
1 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1
2 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z półfabrykatu w trakcie procesu obróbki skrawaniem, w celu uzyskania powierzchni przedmiotu o żądanych parametrach jakościowych. Obróbka skrawaniem usuwa przede wszystkim: błędy kształtu, wady powierzchniowe, wady podpowierzchniowe półfabrykatów. Błędy te wpływają na wartość naddatków na obróbkę. q b Podstawą metody analityczno-obliczeniowej jest analiza błędów geometrycznych i wad podpowierzchniowych materiału obrabianego występujących w kolejnych stopniach obróbki. Metoda ta pozwala na określenie naddatku operacyjnego (materiałowego) na każdy kolejny stopień obróbki. Zastosowanie jej do określania naddatków technologicznych na obróbkę skrawaniem powoduje ich zmniejszenie, oraz umożliwia: ustalenie prawidłowych tolerancji wymiarów operacyjnych obrabianego półfabrykatu, ustalenie liczby niezbędnych przejść narzędzia lub zabiegów, ustalenie głębokości skrawania dla kolejnych przejść narzędzia. 2
3 NADDATKI NA OBRÓBKĘ W projektowaniu procesu technologicznego wybór stopni obróbki jest uzależniony od wymagań konstruktora dotyczących dokładności wykonania i chropowatości powierzchni. Obróbka zgrubna ma na celu usunięcie zewnętrznych warstw materiału. W przypadku półfabrykatu prętowego zapewnienia równomierne naddatki na dalszą obróbkę. Średnia ekonomiczna dokładność uzyskiwana w obróbce zgrubnej, odpowiada tolerancji warsztatowej. Małe wymagania w zakresie dokładności i chropowatości powierzchni pozwalają na prowadzenie obróbki z dużymi posuwami i głębokościami skrawania. Dokładność uzyskiwana w obróbce zgrubnej odpowiada chropowatości R a =20μm. Obróbka kształtująca nadaje przedmiotowi obrabianemu kształt zgodny z rysunkiem. Niewielkie naddatki pozostawia się tylko na tych powierzchniach, które podlegać będą obróbce wykańczającej. Chropowatość uzyskiwana w wyniku obróbki kształtującej wynosi R a =5 2,5μm, dokładność wykonania jest zawarta w 9 11 klasie dokładności. Obróbka wykańczająca zazwyczaj nie dotyczy wszystkich powierzchni przedmiotu i można ją uzyskać tylko niektórymi sposobami obróbki. Dokładność wykonania powierzchni przedmiotu jest zawarta w 5 8 klasie dokładności a chropowatość wynosi R a =1,25 0,16μm. 3
4 NADDATKI NA OBRÓBKĘ Liczbę potrzebnych stopni obróbki, można orientacyjnie określić stosunkiem tolerancji wymiarowej T pf wykonania półfabrykatu do tolerancji wymiaru przedmiotu T p wymaganej przez konstruktora. Liczba stopni obróbki zależy od wymagań stawianych w zakresie danej powierzchni dotyczących np. dokładności i chropowatości powierzchni. Przyjmuje się następująco: w przedziale klasy dokładności i chropowatości powierzchni Ra większej od 10μm wystarczy obróbka zgrubna, dla 11-9 klasy dokładności i chropowatości Ra = 2,5μm należy zastosować dwa stopnie obróbki; obróbkę zgrubną i obróbkę kształtującą, dla 8-5 klasy dokładności i chropowatości Ra=1,25-0,16μm należy zastosować trzy stopnie obróbki; obróbkę zgrubną, obróbkę kształtującą i wykańczającą, przy 5 klasie dokładności i wyższej oraz chropowatości poniżej 0,16μm niezbędne są cztery stopnie obróbki. 4
5 NADDATKI NA OBRÓBKĘ Przy ustalaniu naddatku należy wziąć pod uwagę: usunięcie zarówno śladów obróbki warstwy wadliwej uzyskanych w poprzedniej operacji jak i zapewnienie dla danych operacji dokładności wymiaru, kształtu i położenia powierzchni, zeskrawanie warstwy odwęglonej w przypadku gdy poprzedzającą operacją była obróbka cieplna, usunięcie odkształceń. Całkowity naddatek q c na obróbkę skrawaniem jest różnicą wartości wymiarów półfabrykatu i gotowego przedmiotu, a jednocześnie jest sumą naddatków operacyjnych, równa się: q c = q obr.zgr. + q obr.kształ. + q obr.wyk. + (q obr.gł. ) q obr.zgr. - naddatek na obróbkę zgrubną, q obr.kształ. - naddatek na obróbkę kształtującą, q obr.wyk. - naddatek na obróbkę wykańczającą, - naddatek na obróbkę gładkościową. q obr.gł. 5
6 NADDATKI NA OBRÓBKĘ L PF D PF ½ q C d 1 d q C L q C L PF = L + 2q c D PF = d + q c q c, ½ q c całkowite naddatki na obróbkę, L PF, D PF wymiary półfabrykatu, d, d 1, L wymiary gotowej części. 6
7 NADDATKI NA OBRÓBKĘ N p q min T p T b N b q max q obl N p, N b wymiary nominalne operacji poprzedniej i bieżącej, T b, T p tolerancje wymiarowe operacji bieżącej i poprzedniej. Uwzględniając tolerancje wymiarowe operacyjne, rozróżnia się naddatki operacyjne: minimalne q min q min = N p N b - T p, maksymalne q max q max = N p N b + T b, obliczeniowe q obl q obl = N p - N b, 7
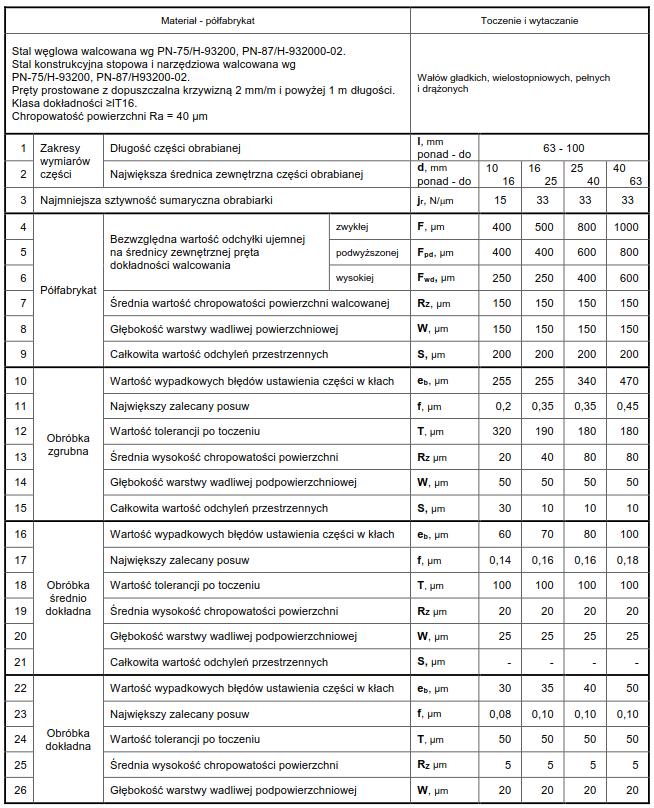
8 PRZYKŁAD Z WYKORZYSTANIEM TABLIC NADDATKÓW Liczba stopni obróbki T pf / T p = 1,3 / 0,21 = 6,19 Półfabrykat pręt walcowany IT15 IT16 IT16 dla d = mm wynosi T pf = 1,3 mm d max = 22 mm dla IT12 (klasa warsztatowa) T p = 0,21 mm możliwy jest jeden stopień obróbki Ze względu na R a = 2,5 mm konieczna jest obróbka kształtująca. Stąd naddatki na toczenie zgrubne i kształtujące; 2q c1 = 3,0 mm 2q c2 = 1,2 mm naddatek całkowity 2q c = 2q c1 + 2q c2 = 3,0 + 1,2 = 4,2 mm Średnica obliczeniowa pręta ,2 = 26,2 mm Półfabrykat pręt walcowany o średnicy 27 mm (26 mm). 8

9
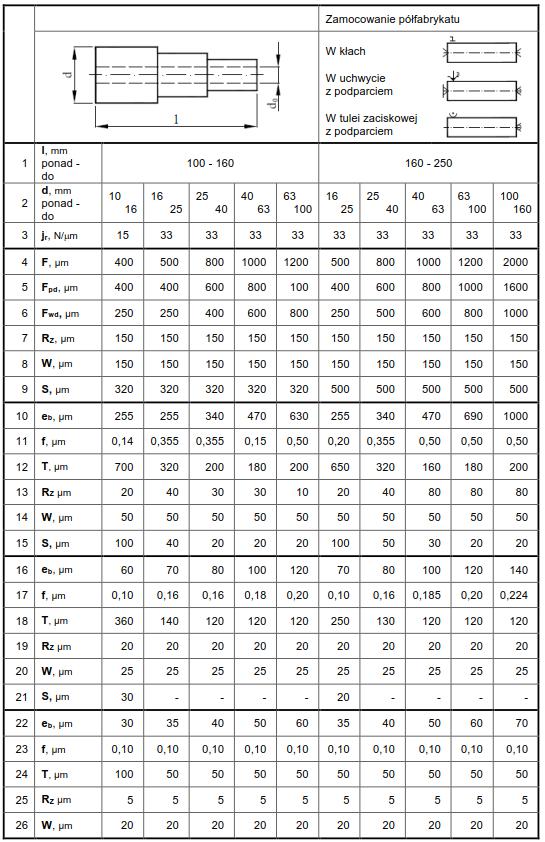
10 PRZYKŁAD Z WYKORZYSTANIEM TABLIC NADDATKÓW naddatki: f18 k6 Liczba stopni obróbki T pf / T p = 1,3 / 0,011 = 118,18 konieczne są co najmniej trzy stopnie obróbki IT16 dla d = mm wynosi T pf = 1,3 mm IT6 dla d = 18 mm wynosi T p = 0,011 mm szlifowanie 2q c3 = 0,2 mm ze względu na klasę dokładności IT6 konieczne są dwa przejścia (podział 0,3/0,7-0,4/0,6) wstępne 0,14 mm lub 0,12 mm wykańczające 0,06 mm 0,08 mm toczenie kształtujące 2q c2 = 1,0 mm toczenie zgrubne 2q c1 = D PF - d - 2q c3-2q c2 = ,2-1,0 = 6,8 mm dopuszczalny naddatek na toczenie zgrubne 2q c1 = 3 mm stąd 2-3 przejścia 10
11 METODA ANALITYCZNO-OBLICZENIOWA Naddatek operacyjny powinien być taki, aby po jego zdjęciu zostały usunięte błędy dokładności i wady warstwy wierzchniej powstałe w poprzedzającej operacji oraz błędy ustawienia powstałe przy wykonywaniu danego zabiegu. Naddatek operacyjny zależy od: wysokości nierówności R z uzyskanej w poprzedniej obróbce wyrażonej średnią wartością H a, grubości warstwy wierzchniej W a powstałej wskutek poprzedzających operacji, odchyleń przestrzennych wzajemnych związanych powierzchni obrabianych S a, błędu ustawienia podczas wykonywanego zabiegu e b obejmującego błąd ustalenia i błąd zamocowania.
12 METODA ANALITYCZNO-OBLICZENIOWA Rozpatrując czynniki wpływające na wielkość naddatku, należy zauważyć, że podobnie jak każdy półfabrykat zależnie od metody jego wykonania, ma określoną dokładność i jakość powierzchni, tak samo również w wyniku wykonania każdego technologicznego zabiegu obróbki otrzymuje się odpowiednią dokładność i określoną jakość powierzchni. Dokładność wykonania półfabrykatów i następnej ich obróbki zależy od: 1) odchyleń od założonych wymiarów, 2) błędów kształtu (odchylenia makrogeometryczne), 3) odchylenia od założonego położenia współzależnych elementów półfabrykatu lub gotowego przedmiotu (odchylenia przestrzenne). Odchylenie od założonego wymiaru ograniczone jest tolerancją wymiaru. Błędy kształtów geometrycznych (eliptyczność, stożkowość, baryłkowatość, wklęsłość, wypukłość, nierównoległość przeciwległych ścian itp.) powinny się mieścić w granicach pola tolerancyjnego wymiaru. Odchylenia przestrzenne (wygięcie, przesunięcie, zboczenie i nierównoległość osi, nieprostopadłość osi i powierzchni, odchylenia od współosiowości stopni wałów i otworów, mimośrodowość zewnętrznych powierzchni w stosunku do otworów itp.) nie są związane z tolerancją wymiaru elementarnej powierzchni i powinny być uwzględniane oddzielnie przy wyznaczaniu naddatków na obróbkę. W celu usunięcia przy wykonywanym zabiegu błędów poprzedniej obróbki należy uwzględnić tolerancję wymiaru i odchylenia przestrzenne, otrzymane w poprzedzającym zabiegu technologicznym.


13 METODA ANALITYCZNO-OBLICZENIOWA błędy stożkowości, eliptyczności i inne błędy kształtu odchylenia przestrzenne błędy nieprostopadłości mikronierówności i głębokość warstwy powierzchniowej

14 METODA ANALITYCZNO-OBLICZENIOWA Błąd ustalenia przy obróbce bryły obrotowej bazowanej na trzpieniu stałym z luzem

15 METODA ANALITYCZNO-OBLICZENIOWA Błąd ustawienia spowodowany niedokładnością przyrządu
16 METODA ANALITYCZNO-OBLICZENIOWA Wymiary operacyjne toleruje się zawsze w głąb materiału, dla wałków i powierzchni zewnętrznych daje się odchyłki ujemne, a dla otworów i powierzchni wewnętrznych odchyłki dodatnie.
17 METODA ANALITYCZNO-OBLICZENIOWA
18 METODA ANALITYCZNO-OBLICZENIOWA q b = T a + 2 (R za + W a )+ 2(S a + e b ) [mm] T a = 500 R za = 150 W a = 150 S a = 320 e b = obróbka zgrubna q b = ( )+ 2( ) = 2250 µm q b = 2,25 mm obróbka kształtująca q b = ( )+ 2( ) = 720 µm q b = 0,72 mm naddatek całkowity q c = q b + q b = 2,25 + 0,72 = 2,97 mm Średnica obliczeniowa pręta ,97 = 24,97 mm Półfabrykat pręt walcowany o średnicy 25 mm
19 METODA ANALITYCZNO-OBLICZENIOWA q b = T a + 2 (R za + W a )+ 2(S a + e b ) [mm] T a = 500 R za = 150 W a = 150 S a = 320 e b = obróbka dokładna q b = ( )+ 2(0 + 35) = 300 µm q b = 0,3 mm obróbka kształtująca q b = 0,72 mm obróbka zgrubna obróbka zgrubna q b = 2,25 mm q c = D PF - d - q b - q b = ,3-0,72 = 5,98 mm 2-3 przejścia 19
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 3 Temat zajęć: Dobór naddatków obróbkowych Materiał przygotowany z wykorzystaniem opracowań dr inż. Jacka Habla
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 3 Temat zajęć: Dobór naddatków obróbkowych Materiał przygotowany z wykorzystaniem opracowań dr inż. Jacka Habla
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
Copyright 2012 Daniel Szydłowski
 Copyright 2012 Daniel Szydłowski 2012-10-23 1 Przedmiot rzeczywisty wykonany na podstawie rysunku prawie nigdy nie odpowiada obrazowi nominalnemu. Różnice, spowodowane różnymi czynnikami, mogą dotyczyć
Copyright 2012 Daniel Szydłowski 2012-10-23 1 Przedmiot rzeczywisty wykonany na podstawie rysunku prawie nigdy nie odpowiada obrazowi nominalnemu. Różnice, spowodowane różnymi czynnikami, mogą dotyczyć
Tolerancje kształtu i położenia
 Strona z 7 Strona główna PM Tolerancje kształtu i położenia Strony związane: Podstawy Konstrukcji Maszyn, Tolerancje gwintów, Tolerancje i pasowania Pola tolerancji wałków i otworów, Układy pasowań normalnych,
Strona z 7 Strona główna PM Tolerancje kształtu i położenia Strony związane: Podstawy Konstrukcji Maszyn, Tolerancje gwintów, Tolerancje i pasowania Pola tolerancji wałków i otworów, Układy pasowań normalnych,
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Tabela 1. Odchyłki graniczne wymiarów liniowych, z wyjątkiem wymiarów krawędzi załamanych wg ISO 2768-1
 1. Informacje ogólne Tworzywa konstrukcyjne w istotny sposób różnią się od metali. Przede wszystkim cechują się 8-10 krotnie większą rozszerzalnością cieplną. Niektóre gatunki tworzyw są mało stabilne
1. Informacje ogólne Tworzywa konstrukcyjne w istotny sposób różnią się od metali. Przede wszystkim cechują się 8-10 krotnie większą rozszerzalnością cieplną. Niektóre gatunki tworzyw są mało stabilne
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Stanisław Gil. Projektowanie półfabrykatu oraz określanie naddatków na obróbkę skrawaniem 2. ZAKRES WYMAGANYCH WIADOMOŚCI
 Stanisław Gil 1 Projektowanie półfabrykatu oraz określanie naddatków na obróbkę skrawaniem 1. CEL CWICZENIA Celem ćwiczenia jest zapoznanie studentów z zasadami określania naddatków operacyjnych i całkowitego
Stanisław Gil 1 Projektowanie półfabrykatu oraz określanie naddatków na obróbkę skrawaniem 1. CEL CWICZENIA Celem ćwiczenia jest zapoznanie studentów z zasadami określania naddatków operacyjnych i całkowitego
Laboratorium metrologii
 Wydział Inżynierii Mechanicznej i Mechatroniki Instytut Technologii Mechanicznej Laboratorium metrologii Instrukcja do ćwiczeń laboratoryjnych Temat ćwiczenia: Pomiary wymiarów zewnętrznych Opracował:
Wydział Inżynierii Mechanicznej i Mechatroniki Instytut Technologii Mechanicznej Laboratorium metrologii Instrukcja do ćwiczeń laboratoryjnych Temat ćwiczenia: Pomiary wymiarów zewnętrznych Opracował:
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
NORMA ZAKŁADOWA. 2.2 Grubość szkła szlifowanego oraz jego wymiary
 NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. Długość całkowita (L)
") Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Tolerancja wymiarowa
 Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
Technologia elementów optycznych
 Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 5 rysunek elementu optycznego Polskie Normy PN-ISO 10110-1:1999 Optyka i przyrządy optyczne -- Przygotowywanie
Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 5 rysunek elementu optycznego Polskie Normy PN-ISO 10110-1:1999 Optyka i przyrządy optyczne -- Przygotowywanie
Materiały pomocnicze do projektowania TBM
 Materiały pomocnicze projektowania TBM Oprac. Jerzy Z. Sobolewski Rozdz. 1. Projektowanie odlewów i odkuwek Rozdz. 2. Projektowanie uchwytów specjalnych obróbki skrawaniem Rozdz. 3. Projektowanie tłoczników
Materiały pomocnicze projektowania TBM Oprac. Jerzy Z. Sobolewski Rozdz. 1. Projektowanie odlewów i odkuwek Rozdz. 2. Projektowanie uchwytów specjalnych obróbki skrawaniem Rozdz. 3. Projektowanie tłoczników
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
RYSUNEK TECHNICZNY. Tolerowanie wymiarów oraz kształtu i położenia. Chropowatość powierzchni. Sobieski Wojciech
 RYSUNEK TECHNICZNY Tolerowanie wymiarów oraz kształtu i położenia. Chropowatość powierzchni. Sobieski Wojciech Olsztyn, 2008 Pojęcia podstawowe Wymiar nominalny jest to wymiar przedmiotu, względem którego
RYSUNEK TECHNICZNY Tolerowanie wymiarów oraz kształtu i położenia. Chropowatość powierzchni. Sobieski Wojciech Olsztyn, 2008 Pojęcia podstawowe Wymiar nominalny jest to wymiar przedmiotu, względem którego
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji POMIARY KĄTÓW I STOŻKÓW
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji TEMAT: Ćwiczenie nr 4 POMIARY KĄTÓW I STOŻKÓW ZADANIA DO WYKONANIA:. zmierzyć 3 wskazane kąty zadanego przedmiotu
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji TEMAT: Ćwiczenie nr 4 POMIARY KĄTÓW I STOŻKÓW ZADANIA DO WYKONANIA:. zmierzyć 3 wskazane kąty zadanego przedmiotu
Strona internetowa https://sites.google.com/site/tmpkmair
 Strona internetowa https://sites.google.com/site/tmpkmair TOLERANCJE I PASOWANIA WYMIARÓW LINIOWYCH 1. Wymiary nominalne rzeczywiste, tolerancja wymiaru. Wymiary przedmiotów na rysunkach noszą nazwę wymiarów
Strona internetowa https://sites.google.com/site/tmpkmair TOLERANCJE I PASOWANIA WYMIARÓW LINIOWYCH 1. Wymiary nominalne rzeczywiste, tolerancja wymiaru. Wymiary przedmiotów na rysunkach noszą nazwę wymiarów
Jacek Jarnicki Politechnika Wrocławska
 Plan wykładu Wykład Wymiarowanie, tolerowanie wymiarów, oznaczanie chropowatości. Linie, znaki i liczby stosowane w wymiarowaniu 2. Zasady wymiarowania 3. Układy wymiarów. Tolerowanie wymiarów. Oznaczanie
Plan wykładu Wykład Wymiarowanie, tolerowanie wymiarów, oznaczanie chropowatości. Linie, znaki i liczby stosowane w wymiarowaniu 2. Zasady wymiarowania 3. Układy wymiarów. Tolerowanie wymiarów. Oznaczanie
Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011
 Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011 1. Pasowania i pola tolerancji 1.1 Łożysk tocznych 1 1.2 Kół zębatych: a) zwykłe:
Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011 1. Pasowania i pola tolerancji 1.1 Łożysk tocznych 1 1.2 Kół zębatych: a) zwykłe:
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Danuta Jasińska Choromańska, Dariusz Kołodziej, Marcin Zaczyk. Człowiek- najlepsza inwestycja
 Danuta Jasińska Choromańska, Dariusz Kołodziej, Marcin Zaczyk WKPI Człowiek- najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego UPROSZCZONE
Danuta Jasińska Choromańska, Dariusz Kołodziej, Marcin Zaczyk WKPI Człowiek- najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego UPROSZCZONE
TOLERANCJE WYMIAROWE SAPA
 TOLERANCJE WYMIAROWE SAPA Tolerancje wymiarowe SAPA zapewniają powtarzalność wymiarów w normalnych warunkach produkcyjnych. Obowiązują one dla wymiarów, dla których nie poczyniono innych ustaleń w trakcie
TOLERANCJE WYMIAROWE SAPA Tolerancje wymiarowe SAPA zapewniają powtarzalność wymiarów w normalnych warunkach produkcyjnych. Obowiązują one dla wymiarów, dla których nie poczyniono innych ustaleń w trakcie
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Technologia obróbki skrawaniem (TOS)
") Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
Moduł Technologia obróbki skrawaniem (TOS) przedmiotu Technologie przemysłowe (TECHP) I. Przebieg zajęć modułu Zajęcia modułu Technologia obróbki skrawaniem (TOS) składaja się z wykładów oraz zajęć ćwiczeniowych
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Tolerancja kształtu i położenia
 Oznaczenia tolerancji kształtu i położenia Tolerancje kształtu określają wymagane dokładności wykonania kształtu powierzchni i składają się z symboli tolerancji i z liczbowej wartości odchyłki. Zasadnicze
Oznaczenia tolerancji kształtu i położenia Tolerancje kształtu określają wymagane dokładności wykonania kształtu powierzchni i składają się z symboli tolerancji i z liczbowej wartości odchyłki. Zasadnicze
TOLERANCJE I PASOWANIA WYMIARÓW LINIOWYCH. 1. Wymiary nominalne rzeczywiste, tolerancja wymiaru.
 OLERCJE I PSOWI WYMIRÓW LIIOWYCH 1. Wymiary nominalne rzeczywiste, tolerancja wymiaru. Wymiary przedmiotów na rysunkach noszą nazwę wymiarów nominalnych oznaczanych symbolem. W praktyce wymiary nominalne
OLERCJE I PSOWI WYMIRÓW LIIOWYCH 1. Wymiary nominalne rzeczywiste, tolerancja wymiaru. Wymiary przedmiotów na rysunkach noszą nazwę wymiarów nominalnych oznaczanych symbolem. W praktyce wymiary nominalne
c) d) Strona: 1 1. Cel ćwiczenia
 d) Strona: 1 1. Cel ćwiczenia") Strona: 1 1. Cel ćwiczenia Celem ćwiczenia jest ugruntowanie wiadomości dotyczących pomiarów wielkości geometrycznych z wykorzystaniem prostych przyrządów pomiarowych - suwmiarek i mikrometrów. 2. Podstawowe
Strona: 1 1. Cel ćwiczenia Celem ćwiczenia jest ugruntowanie wiadomości dotyczących pomiarów wielkości geometrycznych z wykorzystaniem prostych przyrządów pomiarowych - suwmiarek i mikrometrów. 2. Podstawowe
Wykład 3 Hipotezy statystyczne
 Wykład 3 Hipotezy statystyczne Hipotezą statystyczną nazywamy każde przypuszczenie dotyczące nieznanego rozkładu obserwowanej zmiennej losowej (cechy populacji generalnej) Hipoteza zerowa (H 0 ) jest hipoteza
Wykład 3 Hipotezy statystyczne Hipotezą statystyczną nazywamy każde przypuszczenie dotyczące nieznanego rozkładu obserwowanej zmiennej losowej (cechy populacji generalnej) Hipoteza zerowa (H 0 ) jest hipoteza
Projekt nr 1 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Tolerancje i pomiary
 Tolerancje i pomiary 1. Wymiary graniczne, wymiar nominalny i odchyłki graniczne Wymiar tolerowany określają jednoznacznie dwa wymiary graniczne: o wymiar górny B (większy wymiar graniczny) o wymiar dolny
Tolerancje i pomiary 1. Wymiary graniczne, wymiar nominalny i odchyłki graniczne Wymiar tolerowany określają jednoznacznie dwa wymiary graniczne: o wymiar górny B (większy wymiar graniczny) o wymiar dolny
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Rysunek Techniczny. Podstawowe definicje
 Rysunek techniczny jest to informacja techniczna podana na nośniku informacji, przedstawiona graficznie zgodnie z przyjętymi zasadami i zwykle w podziałce. Rysunek Techniczny Podstawowe definicje Szkic
Rysunek techniczny jest to informacja techniczna podana na nośniku informacji, przedstawiona graficznie zgodnie z przyjętymi zasadami i zwykle w podziałce. Rysunek Techniczny Podstawowe definicje Szkic
MATERIAŁY POMOCNICZE DO WYKŁADU Z GRAFIKI INŻYNIERSKIEJ nt.: TOLEROWANIE WYMIARÓW LINIOWYCH I KĄTOWYCH, PASOWANIE ELEMENTÓW
 MATERIAŁY POMOCNICZE DO WYKŁADU Z GRAFIKI INŻYNIERSKIEJ nt.: TOLEROWANIE WYMIARÓW LINIOWYCH I KĄTOWYCH, PASOWANIE ELEMENTÓW UWAGA 1. Poniższe materiały zawierają rysunki (często niekompletne), które należy
MATERIAŁY POMOCNICZE DO WYKŁADU Z GRAFIKI INŻYNIERSKIEJ nt.: TOLEROWANIE WYMIARÓW LINIOWYCH I KĄTOWYCH, PASOWANIE ELEMENTÓW UWAGA 1. Poniższe materiały zawierają rysunki (często niekompletne), które należy
INSTYTUT BUDOWY MASZYN
 1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Chropowatości powierzchni
 Chropowatość powierzchni Chropowatość lub chropowatość powierzchni cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności powierzchni, niewynikające z jej
Chropowatość powierzchni Chropowatość lub chropowatość powierzchni cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności powierzchni, niewynikające z jej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/13. TOMASZ BULZAK, Zastów Karczmiski, PL WUP 03/15
 PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
PRZEDMIOTOWY SYSTEM OCENIANIA
 Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Pomiary wymiarów zewnętrznych (wałków)
") Pomiary wymiarów zewnętrznych (wałków) I. Cel ćwiczenia. Zapoznanie się ze sposobami pomiaru średnic oraz ze sprawdzaniem błędów kształtu wałka, a także przyswojeniu umiejętności posługiwania się stosowanymi
Pomiary wymiarów zewnętrznych (wałków) I. Cel ćwiczenia. Zapoznanie się ze sposobami pomiaru średnic oraz ze sprawdzaniem błędów kształtu wałka, a także przyswojeniu umiejętności posługiwania się stosowanymi
MOŻLIWOŚCI ZASTOSOWANIA NAGNIATANIA ZEWNĘTRZNYCH POWIERZCHNI KULISTYCH W SERYJNEJ PRODUKCJI PRZEDMIOTÓW ZE STALI KWASOODPORNEJ
 MOŻLIWOŚCI ZASTOSOWANIA NAGNIATANIA ZEWNĘTRZNYCH POWIERZCHNI KULISTYCH W SERYJNEJ PRODUKCJI PRZEDMIOTÓW ZE STALI KWASOODPORNEJ Jan KACZMAREK 1, Sebastian LANGE 1, Robert ŚWIĘCIK 2, Artur ŻURAWSKI 1 1.
MOŻLIWOŚCI ZASTOSOWANIA NAGNIATANIA ZEWNĘTRZNYCH POWIERZCHNI KULISTYCH W SERYJNEJ PRODUKCJI PRZEDMIOTÓW ZE STALI KWASOODPORNEJ Jan KACZMAREK 1, Sebastian LANGE 1, Robert ŚWIĘCIK 2, Artur ŻURAWSKI 1 1.
POMIARY KĄTÓW I STOŻKÓW
 WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Ćwiczenie nr 4 TEMAT: POMIARY KĄTÓW I STOŻKÓW ZADANIA DO WYKONANIA:. zmierzyć trzy wskazane kąty zadanego przedmiotu kątomierzem
WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Ćwiczenie nr 4 TEMAT: POMIARY KĄTÓW I STOŻKÓW ZADANIA DO WYKONANIA:. zmierzyć trzy wskazane kąty zadanego przedmiotu kątomierzem
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 21/13
 PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Pomiary otworów. Ismena Bobel
 Pomiary otworów Ismena Bobel 1.Pomiar średnicy otworu suwmiarką. Pomiar został wykonany metodą pomiarową bezpośrednią. Metoda pomiarowa bezpośrednia, w której wynik pomiaru otrzymuje się przez odczytanie
Pomiary otworów Ismena Bobel 1.Pomiar średnicy otworu suwmiarką. Pomiar został wykonany metodą pomiarową bezpośrednią. Metoda pomiarowa bezpośrednia, w której wynik pomiaru otrzymuje się przez odczytanie
SYMBOLE EN DN, DN 1
 SYMBOLE DN, DN 1, Wymiar umowny stosowany dla rurociągu; wartość niemierzalna (patrz EN ISO 6708); D Określona średnica zewnętrzna łuków, trójników równoprzelotowych, den koszykowych oraz duża średnica
SYMBOLE DN, DN 1, Wymiar umowny stosowany dla rurociągu; wartość niemierzalna (patrz EN ISO 6708); D Określona średnica zewnętrzna łuków, trójników równoprzelotowych, den koszykowych oraz duża średnica
ZESPÓŁ SZKÓL OGÓLNOKSZTAŁCĄCYCH i TECHNICZNYCH NR 13 W TORUNIU. Pomocnicze materiały dydaktyczne dla uczniów
 ZESPÓŁ SZKÓL OGÓLNOKSZTAŁCĄCYCH i TECHNICZNYCH NR 13 W TORUNIU Pomocnicze materiały dydaktyczne dla uczniów Podstawy Konstrukcji Maszyn. Dokładność wytwarzania i kontroli wytworów. Weryfikacja i oznaczanie
ZESPÓŁ SZKÓL OGÓLNOKSZTAŁCĄCYCH i TECHNICZNYCH NR 13 W TORUNIU Pomocnicze materiały dydaktyczne dla uczniów Podstawy Konstrukcji Maszyn. Dokładność wytwarzania i kontroli wytworów. Weryfikacja i oznaczanie
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Ćwiczenie 5 POMIARY TWARDOŚCI. 1. Cel ćwiczenia. 2. Wprowadzenie
 Ćwiczenie 5 POMIARY TWARDOŚCI 1. Cel ćwiczenia Celem ćwiczenia jest zaznajomienie studentów ze metodami pomiarów twardości metali, zakresem ich stosowania, zasadami i warunkami wykonywania pomiarów oraz
Ćwiczenie 5 POMIARY TWARDOŚCI 1. Cel ćwiczenia Celem ćwiczenia jest zaznajomienie studentów ze metodami pomiarów twardości metali, zakresem ich stosowania, zasadami i warunkami wykonywania pomiarów oraz
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ
 Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Wymiarowanie. Wymiary normalne. Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej
 Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
Przekrój 1 [mm] Przekrój 2 [mm] Przekrój 3 [mm]
![Przekrój 1 [mm] Przekrój 2 [mm] Przekrój 3 [mm]](/thumbs/95/123524870.jpg "Przekrój 1 [mm] Przekrój 2 [mm] Przekrój 3 [mm]") POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Zakład Metrologii i Systemów Pomiarowych LABORATORIUM METROLOGII... (Imię i nazwisko) Wydział... Kierunek... Grupa... Rok studiów... Semestr...
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Zakład Metrologii i Systemów Pomiarowych LABORATORIUM METROLOGII... (Imię i nazwisko) Wydział... Kierunek... Grupa... Rok studiów... Semestr...
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Wymagania edukacyjne
 mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 201 CZĘŚĆ PRAKTYCZNA
 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Numer PESEL zdającego*
Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Numer PESEL zdającego*
Temat ćwiczenia. Pomiary gwintów
 POLITECHNIKA ŚLĄSKA W YDZIAŁ TRANSPORTU Temat ćwiczenia Pomiary gwintów I. Cel ćwiczenia Zapoznanie się studentów z metodami pomiarów gwintów II. Wprowadzenie Pojęcia ogólne dotyczące gwintów metrycznych
POLITECHNIKA ŚLĄSKA W YDZIAŁ TRANSPORTU Temat ćwiczenia Pomiary gwintów I. Cel ćwiczenia Zapoznanie się studentów z metodami pomiarów gwintów II. Wprowadzenie Pojęcia ogólne dotyczące gwintów metrycznych
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Ćwiczenie nr TEMAT: SPRAWDZANIE SPRAWDZIANU DWUGRANICZNEGO TŁOCZKOWEGO DO OTWORÓW ZADANIA DO WYKONANIA:. przeprowadzić
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Ćwiczenie nr TEMAT: SPRAWDZANIE SPRAWDZIANU DWUGRANICZNEGO TŁOCZKOWEGO DO OTWORÓW ZADANIA DO WYKONANIA:. przeprowadzić
Wymiary tolerowane i pasowania. Opracował: mgr inż. Józef Wakuła
 Wymiary tolerowane i pasowania Opracował: mgr inż. Józef Wakuła Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe
Wymiary tolerowane i pasowania Opracował: mgr inż. Józef Wakuła Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA
 WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
Spis treści Przedmowa
 Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ASPEKT EKONOMICZNY WYKORZYSTANIA METODY KOREKCJI TORU NARZĘDZIA W OBRÓBCE SKRAWANIEM
 ASPEKT EKONOMICZNY WYKORZYSTANIA METODY KOREKCJI TORU NARZĘDZIA W OBRÓBCE SKRAWANIEM Monika KULISZ Streszczenie: Osiąganie założonej dokładności wymiarowej obrabianych skrawaniem przedmiotów, przy jednoczesnym
ASPEKT EKONOMICZNY WYKORZYSTANIA METODY KOREKCJI TORU NARZĘDZIA W OBRÓBCE SKRAWANIEM Monika KULISZ Streszczenie: Osiąganie założonej dokładności wymiarowej obrabianych skrawaniem przedmiotów, przy jednoczesnym
Spis treści. Przedmowa 11
 Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH
 PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
PROTOKÓŁ POMIAROWY Imię i nazwisko Kierunek: Rok akademicki:. Semestr: Grupa lab:.. Ocena.. Uwagi Ćwiczenie nr TEMAT: POMIARY WYMIARÓW ZEWNĘTRZNYCH, WEWNĘTRZNYCH, MIESZANYCH i POŚREDNICH CEL ĆWICZENIA........
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 1 Temat zajęć: Omówienie zakresu modułu nr 2, wydanie tematów, analiza dokumentacji Prowadzący: mgr inż. Łukasz
ĆWICZENIE NR 9. Zakład Budownictwa Ogólnego. Stal - pomiar twardości metali metodą Brinella
 Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH
 Załącznik nr 10 do SIWZ: c) SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH Obrzeża betonowe Park Hadriana w Pabianicach 1. WSTĘP 1.1. Przedmiot ST Przedmiotem niniejszej szczegółowej specyfikacji
Załącznik nr 10 do SIWZ: c) SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH Obrzeża betonowe Park Hadriana w Pabianicach 1. WSTĘP 1.1. Przedmiot ST Przedmiotem niniejszej szczegółowej specyfikacji
Koła zębate. T. 3, Sprawdzanie / Kazimierz Ochęduszko. wyd. 5, dodr. Warszawa, Spis treści
 Koła zębate. T. 3, Sprawdzanie / Kazimierz Ochęduszko. wyd. 5, dodr. Warszawa, 2012 Spis treści Część pierwsza Geometryczne zaleŝności w przekładniach zębatych I. Wiadomości podstawowe 21 1. Klasyfikacja
Koła zębate. T. 3, Sprawdzanie / Kazimierz Ochęduszko. wyd. 5, dodr. Warszawa, 2012 Spis treści Część pierwsza Geometryczne zaleŝności w przekładniach zębatych I. Wiadomości podstawowe 21 1. Klasyfikacja
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
1.Wstęp. Prąd elektryczny
 1.Wstęp. Celem ćwiczenia pierwszego jest zapoznanie się z metodą wyznaczania charakterystyki regulacyjnej silnika prądu stałego n=f(u), jako zależności prędkości obrotowej n od wartości napięcia zasilania
1.Wstęp. Celem ćwiczenia pierwszego jest zapoznanie się z metodą wyznaczania charakterystyki regulacyjnej silnika prądu stałego n=f(u), jako zależności prędkości obrotowej n od wartości napięcia zasilania
Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
 Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Czytanie rysunku technicznego
 Czytanie rysunku technicznego Zapis konstrukcji (rzuty, wymiary, spawy) 1 Zagadnienia do omówienia: I. Rysunek techniczny - pojęcia podstawowe II. Rzuty widoki i przekroje III. Wymiarowanie IV. Tolerowanie
Czytanie rysunku technicznego Zapis konstrukcji (rzuty, wymiary, spawy) 1 Zagadnienia do omówienia: I. Rysunek techniczny - pojęcia podstawowe II. Rzuty widoki i przekroje III. Wymiarowanie IV. Tolerowanie
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA
 Układ graficzny CKE 2019 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2019 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie