OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
|
|
|
- Tomasz Cybulski
- 9 lat temu
- Przeglądów:
Transkrypt
1 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI, OBRABIAREK I OBRÓBKI SKRAWANIEM

2 Dane wejśiowe Przed przystąpieniem do doboru narzędzi i parametrów skrawania należy poznać: zadanie tehnologizne do wykonania (np. sposób obróbki, wymagane dokładnośi, hropowatość) materiał obrabiany, w tym: rodzaj materiału obrabianego twardość współzynnik k 1.1 (lub k 0.4 ) oraz m (lub y ) dostępny park maszynowy str. 2

3 Dobór narzędzi i parametrów do tozenia 1. Wybór sposobu obróbki należy określić sposób obróbki: tozenie, tozenie rowków, frezowanie itp. 2. Charakterystyka materiału obrabianego należy zakwalifikować materiał do odpowiedniej grupy materiałów, w razie potrzeby przelizyć twardość na odpowiednie jednostki 3. Wybór geometrii płytki kąt nataria dodatni lub ujemny Geometra dodatnia: pierwszy wybór do obróbki wewnętrznej, tozenie profilowe, przedmioty smukłe i niestabilne, materiały wytrzymałe, stopowe, skłonne do utwardzania, a także miękkie, marząe się, Geometra ujemna: pierwszy wybór do obróbki zewnętrznej, obróbka zgrubna, duże zęśi, trudne warunki, 4. Dobór oprawki i płytki Na pozątku należy zwróić uwagę na kierunek posuwu dostępność do obrabianyh powierzhni ze względu na kąt przystawienia wpływ kąta przystawienia na rozkład sił kształt płytki (ih wytrzymałość, rozkład i wielkość sił skrawania) uniwersalność w wykonaniu operaji Dobór oprawki rodzaj hwytu (tradyyjny, apto, stożek et) wielkość trzonka (hwytu) lewa/prawa wielkość płytki Dobór płytki kształt i rozmiar płytki dopasowany do oprawki materiał ostrza - dla danej grupy materiałowej wybieramy płytkę odpowiadająą danym warunkom skrawania stan maszyny, przygotówki, skrawania na suho/mokro itp. wielkość promienia zaokrąglenia naroża str. 3

4 o duży promień do dużyh posuwów, głębokośi skrawania, lepsza gładkość powierzhni, wytrzymała krawędź, większe siły poprzezne o mały promień do niewielkih głębokośi skrawania, mniejsze drgania, mniejsza wytrzymałość płytek 5. Dobór parametrów skrawania Głębokość zależy od naddatku Posuw duży ze względu na wydajność (ogranizony sztywnośią układu OUPN) lub mały, gdy żądamy odpowiednią hropowatość Prędkość skrawania dobór z tabeli danej przez produenta dla 15 minutowego okresu trwałośi ostrza, korekta v w zależnośi od twardośi materiału lub zmiany okresu trwałośi ostrza str. 4

5 Przydatne wzory πdn v, stąd 1000 n 1000v πd v C [m/min] prędkość skrawania D [mm] średnia narzędzia lub PO n prędkość obrotowa [obr/min] Q v a p f k Q objętośiowa wydajność skrawania [m 3 /min] m y 1 1.1h m m γ o k 1.1h k 100 1, k 0.4 k y γ o 1 k m 0.4 h γ o h f sinκ F k opór właśiwy skrawania [N/m2] k 1.1 opór właśiwy skrawania dla g i h 1 mm [N/m2] (uwaga! Firma Sandvik stosuje oznazenie k 1 ) k 0.4 opór właśiwy skrawania dla h 0.4mm [N/m2] γ o główny kąt nataria h grubość warstwy skrawanej [mm] κ kąt przystawienia y, m wykładniki (stałe materiałowe) k a f F v P p 3 T F siła główna skrawania [N] P mo skrawania [kw] L f n str. 5
![4 h γ o 1 100 h f sinκ F k opór właśiwy skrawania [N/m2] k 1.1 opór właśiwy skrawania dla g i h 1 mm [N/m2] (uwaga! Firma Sandvik stosuje oznazenie k 1 ) k 0.](/docs-images/40/15432312/images/page_5.jpg "4 opór właśiwy skrawania dla h 0.")
6 T zas pojedynzego przejśia [min] f R z 8 2 r ε R z teoretyzna hropowatość R z [m m], lizona dla płytek ze standardowym narożem f posuw [mm/obr] r ε promień zaokrąglenia naroża [mm] str. 6

7 Parametry tokarek CNC w ZAOIOS Parametr FAMOT 400 CNC TKX 50N Max. średnia tozenia nad łożem [mm] Max. średnia tozenia nad suportem [mm] Max. mo napędu WR [kw] Zakres prędkośi obrotowyh WR [obr/min] Max. średnia pręta [mm] Przekrój trzonka 20x20 32x32 Sztywność mała duża str. 7
![średnia tozenia nad suportem [mm] 290 250 Max. mo napędu WR [kw] 18.](/docs-images/40/15432312/images/page_7.jpg "5 32 Zakres prędkośi obrotowyh WR [obr/min] 40-4000 58-1800 Max.")
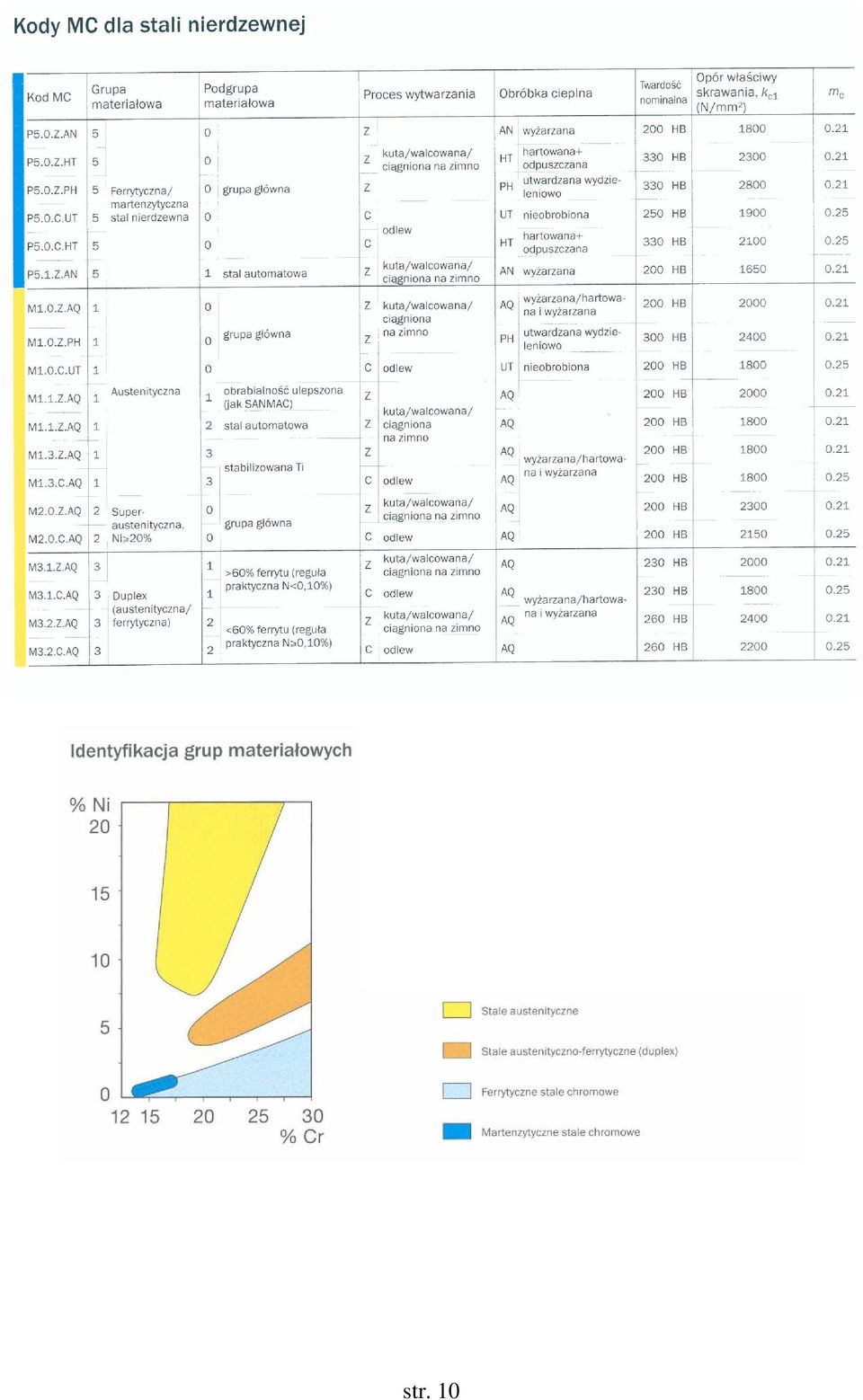
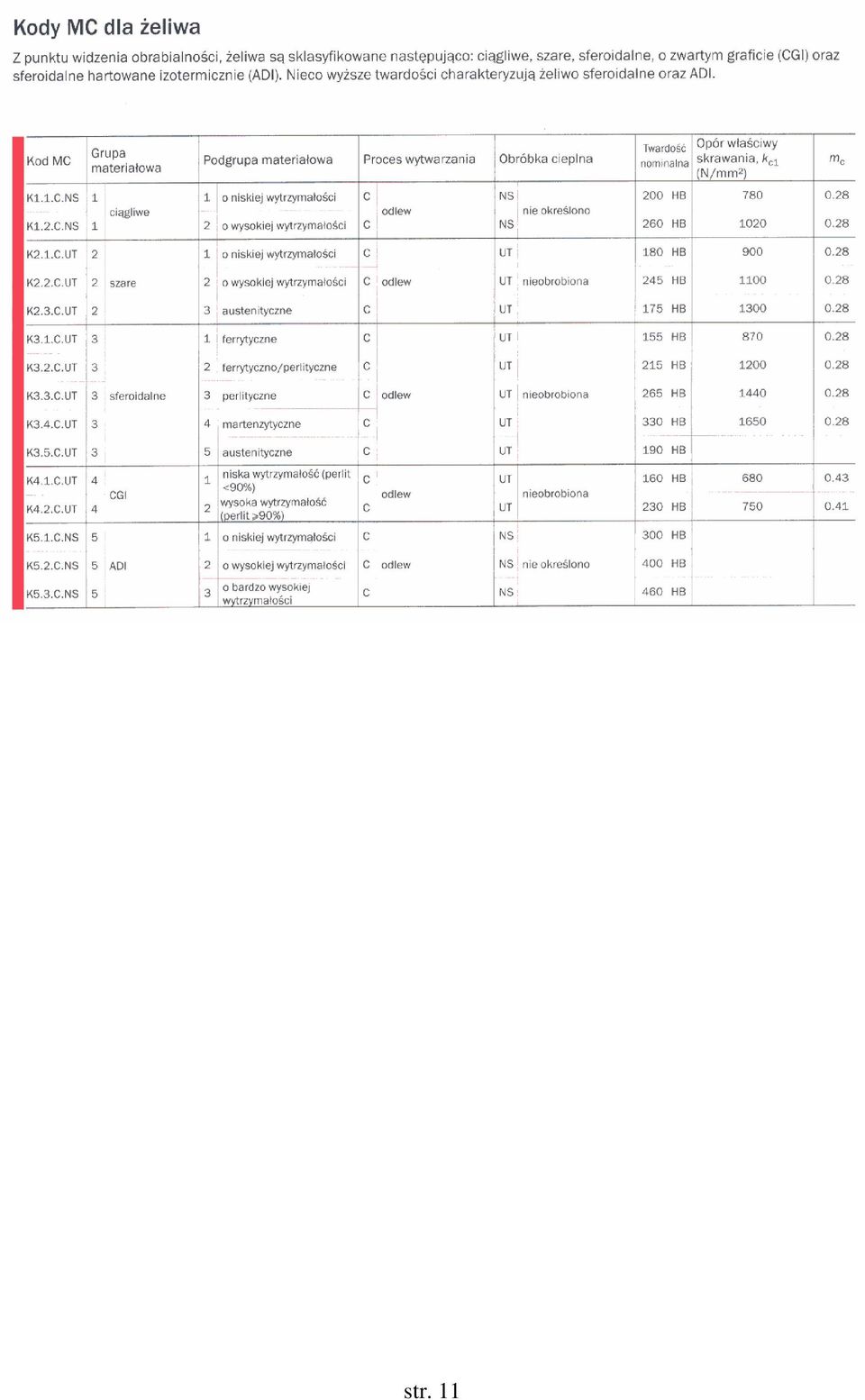
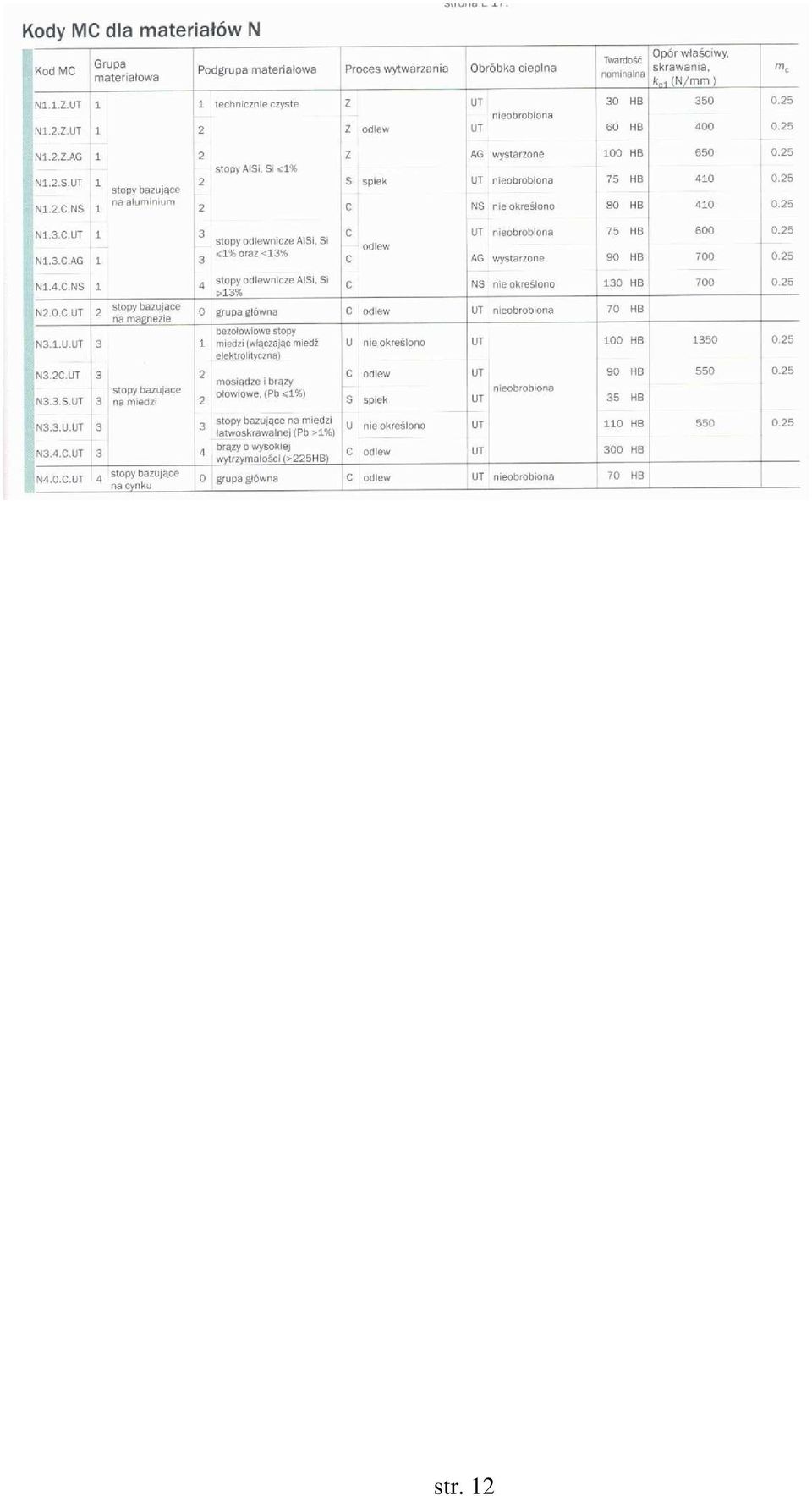
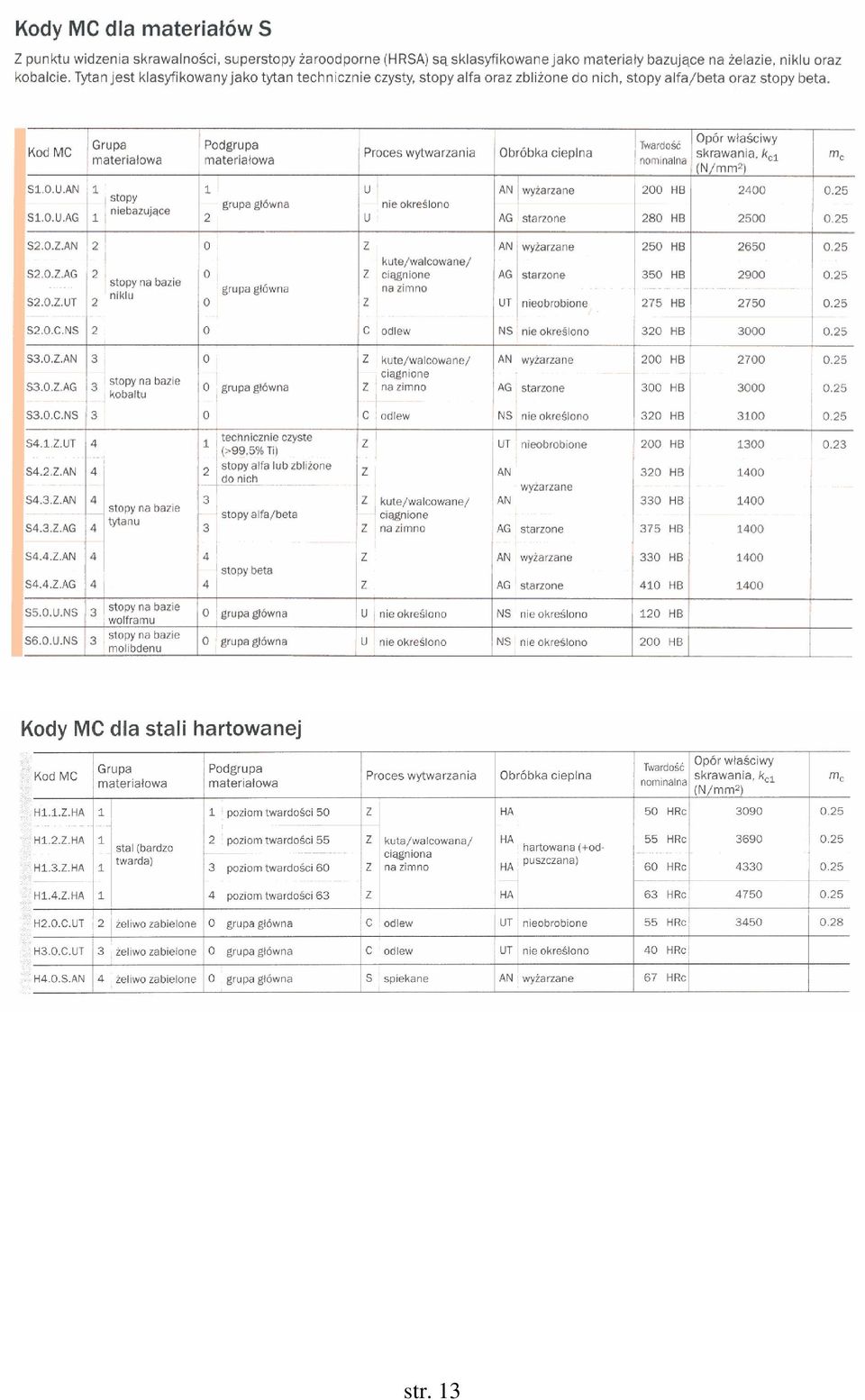
8 Dane materiałowe (na podstawie Poradnika Obróbki Skrawaniem, Sandvik Coromant) Opór właśiwy skrawania dla poszzególnyh grup materiałów P- stal M- stal nierdzewna K żeliwo N aluminium S stopy żaroodporne H stal hartowana str. 8

9 str. 9

10 str. 10
11 str. 11
12 str. 12
13 str. 13
14 Przykładowy zabieg (na podstawie katalogu Corokey 2010, Sandvik Coromant) obróbka średnio-zgrubna stal niestopowa, zawartość węgla: 0.45%, kuta, wyżarzana, 200 HB, k , m 0.25 obróbka stabilna stan maszyny dobry, maszyna sztywna, materiał wstępnie obrobiony 1. Wybór sposobu obróbki (str. 1) tozenie zewnętrzne 2. Materiał obrabiany (str. 6) grupa stali 3. Geometria płytki kąt nataria (str. 12) geometria ujemna 4. Dobór oprawki (str. 23) i płytki (str. 22) oprawka str 23: obróbka zewn, Coroturn RC, kat kappa 75, (idź do stron 58-63), str.60 oprawka DSBNL 3232P15, stąd płytka kwadratowa o boku 15 mm płytka str 22: idź do strony 26 str 26: płytka kwadratowa o boku 15 mm SNMG PM, GC Dobór parametrów skrawania (str. 27) str. 14

15 a p 5 mm (naddatek), f0.4, v370 (dla HB180), v po korekie współzynnik x 0.91, v Oblizenia parametrów skrawania n 2146 [obr/min] Q 674 [m^3/min] h 0,39 [mm] k 2156 k m y 1 1.1h m m γ o k 1.1h k 100 1, k k 4 y γ o 1 k m 0.4 h γ o h f sinκ F k opór właśiwy skrawania [N/m2] k 1.1 opór właśiwy skrawania dla g i h 1 mm [N/m2] (uwaga! Firma Sandvik stosuje oznazenie k 1 ) k 0.4 opór właśiwy skrawania dla h 0.4mm [N/m2] γ o główny kąt nataria h grubość warstwy skrawanej [mm] κ kąt przystawienia y, m wykładniki (stałe materiałowe) k a f F v P p 3 F siła główna skrawania [N] P mo skrawania [kw] T L f n T zas pojedynzego przejśia [min] str. 15
![4 h γ o 1 100 h f sinκ F k opór właśiwy skrawania [N/m2] k 1.1 opór właśiwy skrawania dla g i h 1 mm [N/m2] (uwaga! Firma Sandvik stosuje oznazenie k 1 ) k 0.](/docs-images/40/15432312/images/page_15.jpg "4 opór właśiwy skrawania dla h 0.")
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant
 Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant Nowe geometrie ISO S - toczenie materiałów HRSA i tytanu Dzięki prostym wytycznym dotyczącym doboru narzędzia względem wszystkich wymagań związanych
Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant Nowe geometrie ISO S - toczenie materiałów HRSA i tytanu Dzięki prostym wytycznym dotyczącym doboru narzędzia względem wszystkich wymagań związanych
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
13 Frezy VHM 13 14 15. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi Frez kształtowy ćwierć okrągły VHM, norma zakładowa Strona 27 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS System głowic wymiennych
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi Frez kształtowy ćwierć okrągły VHM, norma zakładowa Strona 27 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS System głowic wymiennych
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
AKTUALNOŚCI LSE445-E NSE300-E/400-E. Frez czołowy i walcowy ogólnego przeznaczenia. MP103P. Płytka pozytywna 20 do wysokowydajnej obróbki.
 AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
A 03. Najlepszy sposób doboru gatunków tokarskich KORLOY. System doboru. Zakres stosowania gatunków do toczenia
 Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Wiertła składane - Informacja techniczna. Wykorzystanie tej samej płytki SPD
 Informacja techniczna LPD/SPD/NPD System oznaczeń SPD 1 3 Nazwa wiertła Średnica wiertła : Ø17.0 Wielkość trzonka : Ø Stosunek średnicy do długości roboczej (, 3, 4, 5 ) o dużej sztywności Mocny chwyt
Informacja techniczna LPD/SPD/NPD System oznaczeń SPD 1 3 Nazwa wiertła Średnica wiertła : Ø17.0 Wielkość trzonka : Ø Stosunek średnicy do długości roboczej (, 3, 4, 5 ) o dużej sztywności Mocny chwyt
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
VIII. Normowanie czasu robót na wielowrzedonowych automatach 299
 VIII. Normowanie czasu robót na wielowrzedonowych automatach 299 Tablica A-65. Wytycanc do obliczania ilości obrotów przedmiotu na wykonanie zabiegów gwintowania i wstępnej prędkości obrotowej na wicltmrzecionowycii
VIII. Normowanie czasu robót na wielowrzedonowych automatach 299 Tablica A-65. Wytycanc do obliczania ilości obrotów przedmiotu na wykonanie zabiegów gwintowania i wstępnej prędkości obrotowej na wicltmrzecionowycii
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Rozwiązania do tytanu
 Wręgi lotnicze Rozwiązania do tytanu Dla zapewnienia skutecznej obróbki Cztery klucze do osiągnięcia sukcesu w obróbce tytanu Tytan słynie z trudności, jakie stwarza podczas obróbki. Możliwości skrawania
Wręgi lotnicze Rozwiązania do tytanu Dla zapewnienia skutecznej obróbki Cztery klucze do osiągnięcia sukcesu w obróbce tytanu Tytan słynie z trudności, jakie stwarza podczas obróbki. Możliwości skrawania
ASX400 AKTUALNOŚCI. Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. B023P
 AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
Wyjątkowe rozwiązania CoroMill
 Wyjątkowe rozwiązania CoroMill CoroMill Państwa pierwszy wybór Od początku swojego istnienia system CoroMill kształtował świat obróbki frezarskiej. Dzięki charakterystycznym cechom, jak geometrie płytek
Wyjątkowe rozwiązania CoroMill CoroMill Państwa pierwszy wybór Od początku swojego istnienia system CoroMill kształtował świat obróbki frezarskiej. Dzięki charakterystycznym cechom, jak geometrie płytek
Frezy o mikrośrednicy do obróbki z szybkim posuwem. Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania
 Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
MC7000 AKTUALNOŚCI. Rewolucja w toczeniu stali nierdzewnej B201P. Płytki w gatunkach ISO do toczenia stali nierdzewnej
 AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
Silent Tools. Narzędzia z tłumieniem drgań źródłem produktywności
 Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Silent Tools Narzędzia z tłumieniem drgań źródłem produktywności Rozkoszuj się ciszą Silent Tools to znak handlowy rodziny oprawek do narzędzi tokarskich, frezarskich, wytaczarskich i wiertarskich. Narzędzia
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
L a b o r a t o r i u m ( h a l a 2 0 Z O S ) mgr inż. Martyna Wiciak pok. 605, tel
 mgr inż. Martyna Wiciak pok. 605, tel") Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Dobór parametrów skrawania i narzędzi do toczenia
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji (M-6) Dobór parametrów skrawania i narzędzi do toczenia (na podstawie katalogu CoroKey 2008) Opracował:
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji (M-6) Dobór parametrów skrawania i narzędzi do toczenia (na podstawie katalogu CoroKey 2008) Opracował:
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno
 WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
WIERTŁA MONOLITYCZNE WĘGLIKOWE WDPN Płaskie dno Dla otworów o różnym kącie pochylenia płaszczyzny Kąt wierzchołkowy 180 pozwala na wiercenie płaskich, nachylonych i zakrzywionych powierzchni MODEL OPIS
UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE. Wiertła pełnowęglikowe HPC FORMAT GT. OBOWIĄZUJE DO r. 4,5.
 D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
Dla gwintów o bardzo dużych skokach
 Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów
 Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Promocja. Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI
 Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
UFA. Obróbka aluminium -węglikowe frezy monolityczne
 UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
WSZECHSTRONNOŚĆ T9315 T9325 NOWE GATUNKI DO TOCZENIA SERIA T9300 Z POWŁOKAMI MT-CVD.
 WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
Nowy poradnik obróbki skrawaniem
 Metalworking products Nowy poradnik obróbki skrawaniem Niniejszy nowy poradnik obróbki skrawaniem zastępuje wydawnictwo z roku 2005. Celem tego poradnika jest podanie szybkiej i dokładnej informacji zapewniającej
Metalworking products Nowy poradnik obróbki skrawaniem Niniejszy nowy poradnik obróbki skrawaniem zastępuje wydawnictwo z roku 2005. Celem tego poradnika jest podanie szybkiej i dokładnej informacji zapewniającej
Noże tokarskie przegląd
 Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
Płytki z 6 krawędziami skrawającymi METRYCZNY
 Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Ikony. Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe. Aluminium i inne materiały nieżelazne. Stale hartowane i żeliwa utwardzone
 Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Ikony Wiercenie i frezowanie Stale, stale stopowe Stal nierdzewna Żeliwa szare, żeliwa sferoidalne oraz żeliwa ciągliwe Aluminium i inne materiały nieżelazne Stopy specjalne Stale hartowane i żeliwa utwardzone
Dla gwintów o bardzo dużych skokach METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy