WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
|
|
|
- Stanisława Kozieł
- 10 lat temu
- Przeglądów:
Transkrypt

1 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich System narzędziowe Procedura doboru Przykład realizacji Opracował: dr inż. Radosław Łyszkowski

2 Koncepcji doboru narzędzia Idea koncepcji doboru narzędzia skrawającego uwzględnia jego przeznaczenie oraz rodzaj materiału obrabianego. Standard ISO dzieli materiały obrabiane na 6 podstawowych grup: ISO P Stal - materiały dające długi wiór, takie jak stal, odlewy staliwne oraz martenzytyczno-ferrytyczne. HB ISO M Stal nierdzewna - austenityczne stale nierdzewne, tytan. HB ISO K Żeliwo - materiały dające krótki wiór, takie jak żeliwa szare, sferoidalne. HB ISO N Aluminium materiały ciągliwe, takie jak aluminium i jego stopy. HB ISO S Stopy żaroodporne stopy na bazie niklu, chromu, kobaltu. HB ISO H Stal hartowana materiały trudnoskrawalne po obróbce cieplnej, takie jak stal hartowana, ulepszana ciepnie. HRC W każdym oznaczeniu ISO, numery od 01 do 50, określające wymagania odnośnie obróbki, związane z poziomem wytrzymałości i odporności na ścieranie. Np. niskie numery odpowiadają wysokiej odporność na ścieranie i niskiej wytrzymałość, a wysokie na odwrót. 2

3 Budowa noża tokarskiego Narzędzia tokarskie firmy SANDVICK Coromant są narzędziami o konstrukcji składanej. Podstawowe elementy to: 1. trzonek (oprawka), 2. płytka skrawająca, 3. system mocowania (śruby mocujące, podkładki, płytki mocujące, ) 3

4 Oznaczenia płytek wg ISO 1832:1991 4

5 Rodzaje oprawek 5

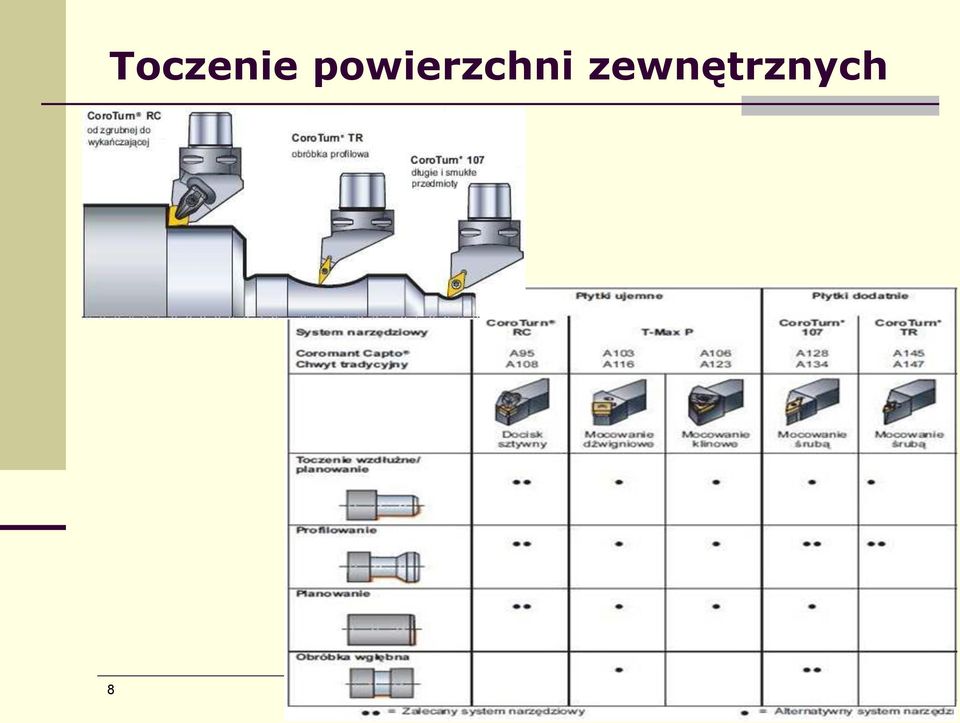
6 Systemy narzędziowe System narzędzi T-Max P Płytki ujemne. Zalecany jako pierwszy wybór przy operacjach toczenia zewnętrznego od zgrubnego do wykańczającego. Również zalecany przy obróbce dużych otworów. Z centralnym otworem do mocowania zapewniający szybką i dokładną wymianę. system Coro Turn RC mocowanie sztywne, system T-Max P System narzędzi T-Max U Płytki dodatnie. Zalecany jako pierwszy wybór w operacjach wytaczania i kształtowania oraz do toczenia małych detali. System mocowania śrubą zapewnia stabilność oraz niezakłócony odpływ wióra. system Coro Turn mocowanie śrubą, system Coro Turn 111, system Coro Turn TR (do toczenia profilowego). 6

7 Systemy mocowania płytek System mocowania sztywnego Coro Turn RC Zalecany jako pierwszy wybór przy operacjach toczenia zewnętrznego, od zgrubnego do wykańczającego, płytkami ujemnymi. Zalecany również przy obróbce dużych otworów. Centralny otwór mocujący zapewnia szybką i dokładną wymianę płytki. System mocowania Coro Turn 107 Do mocowania płytek skrawających wykorzystuje śrubę przechodzącą przez otwór w płytce. Zalecany do obróbki małych, długich i smukłych przedmiotów. System dostępny dla wszystkich kształtów płytek i różnych kątów przystawienia. 7

8 Toczenie powierzchni zewnętrznych 8
9 Toczenie powierzchni wewnętrznych 10 mm 0.3 mm 20 mm 9



10 Dobór płytki i parametrów skrawania 1. Dobór płytki i parametrów skrawania 2. Korekcja parametrów skrawania 3. Dobór oprawki 4. Wynik Określenie typu materiału obrabianego Określenie rodzaju obróbki Dokonanie "Pierwszego wyboru Określenie warunków obróbki i wybór materiału płytki Wybór kształtu płytki i promienia naroża Wybór wielkości płytki Odczytanie zalecanych parametrów obróbki Korekcja prędkości skrawania ze wzgl. na twardość mat. obrabianego Korekcja posuwu Korekcja prędkości skrawania ze wzgl. na wydajność obróbki Obliczenie niezbędnej mocy obrabiarki Obliczenie prędkości obrotowej wrzeciona Wybór odpowiedniej strony katalogu Wybór odpowiedniej oprawki nóż tokarski (płytka + oprawka ) parametry skrawania: Vc [m/min] fn [mm/obr] ap [mm] 10

11 Pierwszy wybór Krok 1 określenie materiału obrabianego Krok 2 określenie rodzaju obróbki K Dla operacji toczenia wyróżniamy trzy rodzaje N obróbki, oznacza je odpowiednio: R obróbka zgrubna S - obróbka z maksymalna wydajnością, H - obróbka z dużą głębokością i posuwem, - obróbka wymagająca najwyższego bezpieczeństwa krawędzi. M obróbka średnia - dla większości zastosowań ogólnych, - szeroki zakres możliwych kombinacji głębokości skrawania i posuwu. F obróbka wykańczająca - obróbka z niewielkimi głębokościami skrawania i posuwami, - obróbka wymagająca niskich sił skrawania. P M Stale niskostopowe Stale nierdzewne, austenityczne Żeliwa szare i sferoidalne Aluminium i inne stopy nieżelazne Stopy na bazie niklu Stale hartowane i ulepszone cieplnie Krok 3 dokonanie Pierwszego wyboru Na podstawie informacji typ materiału obrabianego rodzaj obróbki zestawionych na str. 24 katalogu, przejście na odpowiednią stronę katalogu oferującą Pierwszy wybór (np. dla stal obróbka średnia jest to strona nr 28). 11

12 Pierwszy wybór -katalog 12

13 Geometria płytki Krok 4 określenie warunków obróbki i wybór materiału płytki Rodzaj warunków obróbki (str. 3) pozwala dokonać wyboru odpowiedniego gatunku węglika, np. dla przeciętnych warunków i normalnych posuwów będzie to GC4225. Krok 5 wybór kształtu płytki i promienia naroża Kształt płytki musi umożliwiać obróbkę zadanego konturu. Zaleca się by kąt przystawienia płytki 90. Np. dla płytek ujemnych T-Max P (syst. Coro Turn RC): - obróbka powierzchni zewnętrznych (str ) - obróbka powierzchni wewnętrznych (str ). 13

14 Geometria płytki Dla płytek dodatnich Coro Turn dla powierzchni zewnętrznych (w katalogu str ): - dla powierzchni wewnętrznych (w katalogu str ): Promień naroża ma wpływ na chropowatość powierzchni obrobionej. Im mniejszy promień naroża, tym mniejsza szansa na uzyskanie gładkiej powierzchni i co za tym idzie wyższej klasy chropowatości. Dla płytek T-MAX P : obróbka wykańczająca r e = 0.8 mm obróbka średnia r e = 0.8 mm obróbka zgrubna r e = 1.2 mm 14

15 Wielkość płytki Krok 6 wybór wielkości płytki Wielkość płytki (długość krawędzi płytki) dobiera się zwykle do posiadanej oprawki lub w zalewności od rodzaju obróbki i głębokości skrawania. Im większa głębokość skrawania, tym większa płytka. Minimalną długość l krawędzi skrawającej można obliczyć na podstawie głębokości skrawania i kąta przystawienia la - długość efektywnej krawędzi skrawającej, wynikająca z głębokości skrawania i kąta przystawienia ostrza l = min (1,5 4) la albo przyjąć na podstawie zaleceń katalogowych sugerujących znacznie większą płytkę. 15
 la albo przyjąć na podstawie zaleceń")
16 Parametry obróbki Krok 7 odczytanie zalecanych parametrów obróbki Dla wybranego kształtu i wymiaru płytki, należy ustalić zalecane parametry skrawania: - prędkość skrawania V c [m/min], - posuw f n [mm/obr], - głębokość skrawania a p np. dla płytki kwadratowej CNMG z materiału GC4225, czyli dla obróbki średniej, zalecana prędkość skrawania V c = 395 [m/min], posuw f n = 0.2 [mm/obr] i głębokość skrawania a p = 3 [mm]. 16


17 Korekty do warunków skrawania Krok 8 - Korekcja prędkości skrawania ze wzgl. na twardość mat. obrabianego Dobrane warunki skrawania ustalono dla twardości nominalnej, wynoszącej np. dla ISO P HB = 180. Jeżeli jednak twardość materiału obrabianego jest inna, należy dokonać jej korekty. Np. toczenie płytką CNMG PM stali niskostopowej o twardości HB 180: prędkość skrawania v c = 305 m/min. Jeśli materiał obrabiany ma twardość HB 240, to różnica wynosi +60. Współczynnik korekty równa się 0,77. Wówczas: v c = 305 x 0,77 = 235 m/min. Krok 9 - Korekcja posuwu Zmiana prędkości skrawania wiąże się ze zmianą posuwu. Aby zapewnić właściwy proces formowania wiórów, przy zwiększaniu prędkości skrawania należy zmniejszyć posuw i na odwrót. Np. gdy prędkość skrawania zmniejszono o 16%, wówczas posuw winien być zwiększony o 0,19 [mm/obr] co daje: f n skoryg = 0,2 + 0,19 = 0,39 [mm/obr] Krok 10 - Korekcja prędkości skrawania ze wzgl. na wydajność obróbki Wyznaczone parametry skrawania są dla trwałości ostrza wynoszącej T = 15 [min]. Można zwiększyć wydajność obróbki przez zwiększenie prędkość skrawania kosztem spadku trwałości ostrza lub na odwrót. Np. aby wydłużyć okres trwałości ostrza do 20 [min], należy pomnożyć zalecaną prędkość skrawania przez wartość v c skoryg = 332 * 0,93 = 239 [m/min]. Trwałość ostrza [min] Współczynnik korekcyjny

18 Moc obrabiarki Krok 11 - Obliczenie niezbędnej mocy obrabiarki Po dobraniu parametrów skrawania należy sprawdzić zapotrzebowanie na moc obrabiarki, która ma realizować obróbkę z tymi parametrami. Przy założeniu 80% sprawności obrabiarki, moc obrabiarki w [kw] można wyznaczyć z tabeli. Np. dla stali o twardości HB = 220 i parametrów skrawania: posuw f n = 0,39 [mm/obr], głębokość skrawania a p = 3 [mm], moc silnika napędu głównego obrabiarki winna wynosić ok. 13,6 [kw]. Krok 12 - Obliczenie prędkości obrotowej wrzeciona Prędkość obrotową wrzeciona wyznacza się z tabel lub oblicza z wzoru: n = 1000 v c πd 18
![dla stali o twardości HB = 220 i parametrów skrawania: posuw f n = 0,39 [mm/obr], głębokość skrawania a p = 3 [mm], moc silnika napędu głównego](/docs-images/40/2535965/images/page_18.jpg "obrabiarki winna wynosić ok. 13,6 [kw].")
19 Dobór oprawki Dla zwykłych imaków narzędziowych z mocowaniem za pomocą śrub, należy dobrać klasyczną oprawkę z chwytem prostokątnym lub kwadratowym. Jeśli narzędzie ma być zamocowane w głowicy narzędziowej, to należy dobierać oprawkę typu Coromant Capto o rozmiarze odpowiednim dla głowicy narzędziowej (oznaczenia C4, C5 lub C6). Krok 13 Wybór odpowiedniej strony katalogu Na str. 24 podano nr stron oprawek odpowiednich do mocowania dobranych płytek. Krok 14 Wybór odpowiedniej oprawki Dobierana oprawka powinna zapewniać mocowanie wybranej płytki i odpowiedni kąt przystawienia ostrza. Z etapu doboru płytki wynika: B - system mocowania, 1 - kształt płytki, C - konfiguracja oprawki (związana z ), 2 - kąt przyłożenia płytki, 5 - wielkość płytki Pozostaje do ustalenia: D - wersja narzędzia (narzędzie prawe, lewe, ), E, F - wymiary poprzeczne trzonka, 19

20 Dobór oprawki Wersja narzędzia zależy od przewidywanego kierunku posuwu. Przekrój trzonka jest zależny od wymiarów imaka tokarki. Jeśli jest możliwość, należy - ze względu na sztywność układu - dobierać większy przekrój. Długość oprawki jest zwykle związana za jej wymiarami poprzecznymi i jest narzucona przez katalog. Np. dla płytki trójkątnej TNMG o boku 16 mm, oprawki należy poszukiwać na str. 60 i 64 katalogu. Dostępne są: - oprawki prawa i lewa o symbolach DTJNR/L 1616H16, DTJNR/L 2020K16, DTJNR/L 2525M16, DTJNR/L 3232P16 oraz - oprawki prawa i lewa o symbolach MTJNR/L 2020K16M1, MTJNR/L 2525M16M1, MTJNR/L 3225P16M1. Analizując charakterystykę obrabiarki i sposób realizacji obróbki należy dokonać ostatecznego wyboru oprawki spośród dostępnych. 20



21 Przykład Dokonać doboru narzędzia i parametrów skrawania do wykonania podtoczenia wg rysunku. Materiał obrabiany: stal 55 ulepszana cieplnie o wytrzymałości Rm = 740 MPa. Krok 1 określenie typu materiału obrabianego (str. 3) zaklasyfikowanie do odpowiedniej grupy materiałowej P Stal,. ustalenie twardość HB odpowiadającą Rm = 740 MPa HB 220. Krok 2 określenie rodzaju obróbki obróbka średnia M. Krok 3 dokonanie Pierwszego wyboru str. 1 Toczenie, informacje ogólne str. 24, wybór systemu narzędziowego (str. 14) płytki ujemne T-Max P, dla rodzaju materiał, wybranego systemu narzędziowego i rodzaju obróbki odczytać stronę z danymi płytek str. 28. UJEMNE DODATNIE 21
 płytka trójkątna T, przyjąć promień naroża - dla płytek T-MAX P i obróbki średniej M - r e = 0.8 mm.")
22 Przykład Krok 4 Pierwszy wybór materiału płytki ustalenie warunków obróbki (str. 3) ustalenie materiału płytki (str. 28) przeciętne, GC4225. Krok 5 wybór kształtu płytki i promienia naroża dokonać wyboru kształtu płytki (str. 25) płytka trójkątna T, przyjąć promień naroża - dla płytek T-MAX P i obróbki średniej M - r e = 0.8 mm. Krok 6 wybór wielkości płytki ustalić głębokość podtoczenia 5 mm, ustalić liczbę przejść i głębokość skrawania 2 x 2.5 mm Ze schematu wynika, że l min 5 mm, a z tabeli 16 lub 22 mm, dokonać wyboru płytki (str. 29) dla wybranego kształtu, warunków obróbki (mat. płytki) wielkości i promienia naroża TNMG Krok 7 odczytanie zalecanych parametrów obróbki prędkość skrawania - V c = 325 m/min, posuw - f n = 0.35 mm/obr, głębokość skrawania - a p = 2 mm. 22
23 Przykład Krok 8 Korekcja prędkości skrawania ze wzgl. na twardość mat. obrabianego obliczyć różnicę twardości materiału 40 HB, odczytać wartość współczynnika korekcji (str. 11) 0.84, obliczyć prędkość skorygowaną 273 m/min. Krok 9 Korekcja posuwu (str. 20). -16% 0.54 mm/obr. Krok 10 - Ewentualna korekcja prędkości skrawania ze wzgl. na wydajność obróbki zwiększyć prędkość skrawania kosztem obniżenia okresu trwałości ostrza do 10 min (str. 20). 303 m/min. Krok 11 - Obliczenie niezbędnej mocy obrabiarki dla przyjętych parametrów obróbki, wyznaczyć niezbędną moc obrabiarki (str. 21). ok. 14 kw. Krok 12 - Obliczenie prędkości obrotowej wrzeciona dla Vc = 303 [m/min] i średnicy d = 50 [mm], prędkość obrotowa wrzeciona wynosi 1930 obr/min. Krok 13 Wybór odpowiedniej strony katalogu Wg katalogu, oprawki z chwytem tradycyjnym do płytek ujemnych znajdują się na str Krok 14 Wybór odpowiedniej oprawki Płytka dla której jest poszukiwana oprawka ma oznaczenie TNMG Jest to płytka trójkątna o boku 16 mm. Dla tej płytki są dostępne oprawki typu: DTJNR/L lub MTJNR/L, obie z kątem przystawienia 93. W przypadku obróbki wskazanego podtoczenia, tylko oprawki MTJNR/L pozwalają na obróbkę konturu o kącie spadku 22. Ze względu na kierunek obróbki potrzebna jest oprawka prawa R. Do wyboru mamy więc trzy oprawki: oprawka o przekroju 20x20 mm - MTJNR 2020 K16M1, 25x25 mm - MTJNR 2525 M16M1 i 32x25 mm - MTJNR 3225 P16M1. Ostateczny wybór zależy od wymiaru imaka, np. MTJNR 2020 K16M1 23
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Dobór parametrów skrawania i narzędzi do toczenia
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji (M-6) Dobór parametrów skrawania i narzędzi do toczenia (na podstawie katalogu CoroKey 2008) Opracował:
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji (M-6) Dobór parametrów skrawania i narzędzi do toczenia (na podstawie katalogu CoroKey 2008) Opracował:
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
EcoCut ProfileMaster nowa generacja
 New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Wiertła modułowe. System wierteł modułowych KenTIP. Zastosowanie podstawowe
 System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
System wierteł modułowych KenTIP Zastosowanie podstawowe System wierteł składanych KenTIP zapewnia osiągi na poziomie monolitycznych wierteł węglikowych. Opatentowany mechanizm zacisku umożliwia wymianę
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011
 _PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
_PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE. Wiertła pełnowęglikowe HPC FORMAT GT. OBOWIĄZUJE DO r. 4,5.
 D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom
 New Wrzesień 2018 Nowe produkty dla techników obróbki skrawaniem WTX Speed WTX Feed Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom www.wnt.com
New Wrzesień 2018 Nowe produkty dla techników obróbki skrawaniem WTX Speed WTX Feed Wiercenie w obszarze High-End udoskonalona powłoka Dragonskin wynosi wydajność WTX Speed i WTX Feed na nowy poziom www.wnt.com
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
MC7000 AKTUALNOŚCI. Rewolucja w toczeniu stali nierdzewnej B201P. Płytki w gatunkach ISO do toczenia stali nierdzewnej
 AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
Płytki z 6 krawędziami skrawającymi METRYCZNY
 Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Płytki z krawędziami skrawającymi METRYCZNY Rewolucyjny system Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 2 Płytka dwustronna Ochrona patentowa Cechy systemu : ostrzy skrawających Płytki
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Schemat obróbki nożami tokarskimi. Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost. ISO 2 NNZc-d 4972 302 2102. Nóż wygięty ISO 243 ISO 514.
 Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
PROMOCJE2014. DLA KLIENTA KOŃCOWEGO Ważne od 15 stycznia do 30 czerwca
 PROMOCJE2014 DLA KLIENTA KOŃCOWEGO Ważne od 15 stycznia do 30 czerwca 2014 www.iscar.pl 3 ekonomiczne krawędzie skrawające do frezowania z kątem 90 Spiralna krawędź skrawająca gwarantująca płynne skrawanie
PROMOCJE2014 DLA KLIENTA KOŃCOWEGO Ważne od 15 stycznia do 30 czerwca 2014 www.iscar.pl 3 ekonomiczne krawędzie skrawające do frezowania z kątem 90 Spiralna krawędź skrawająca gwarantująca płynne skrawanie
E 198. Storm Mill - Informacja techniczna. Storm Mill. System oznaczeń. Właściwości. Głowica. Mocowanie płytki. Zalecane parametry obróbki
 - Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
- Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
produkty dla techników obróbki skrawaniem
 New Nowe wrzesień 2017 produkty dla techników obróbki skrawaniem nowy wysokowydajny gatunek do obróbki stali nierdzewnych i wysokostopowych WNT Polska Sp. z o.o. ul. Józefa Marcika 2 30-443 Kraków Tel.
New Nowe wrzesień 2017 produkty dla techników obróbki skrawaniem nowy wysokowydajny gatunek do obróbki stali nierdzewnych i wysokostopowych WNT Polska Sp. z o.o. ul. Józefa Marcika 2 30-443 Kraków Tel.
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
Dla gwintów o bardzo dużych skokach METRYCZNY. Profesionalne rozwiazania do toczenia i frezowania gwintów
 Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
Dla gwintów o bardzo dużych skokach METRCZN Profesionalne rozwiazania do toczenia i frezowania gwintów Dla gwintów o bardzo dużych skokach - do 25mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant
 Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant Nowe geometrie ISO S - toczenie materiałów HRSA i tytanu Dzięki prostym wytycznym dotyczącym doboru narzędzia względem wszystkich wymagań związanych
Najważniejsze nowości narzędziowe w ofercie Sandvik Coromant Nowe geometrie ISO S - toczenie materiałów HRSA i tytanu Dzięki prostym wytycznym dotyczącym doboru narzędzia względem wszystkich wymagań związanych
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Płytki z 6 krawędziami skrawającymi METRYCZNY
 Płytki z 6 krawędziami skrawającymi METRYCZNY Rewolucyjny system 6 Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 4 4 2 3 Płytka dwustronna 6 6 Ochrona patentowa Cechy systemu : 6 ostrzy skrawających
Płytki z 6 krawędziami skrawającymi METRYCZNY Rewolucyjny system 6 Ostrzy Skrawających 1 5 5 Po odwróceniu 1Po odwróceniu 2 4 4 2 3 Płytka dwustronna 6 6 Ochrona patentowa Cechy systemu : 6 ostrzy skrawających
Promocja. CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV
 Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Dla gwintów o bardzo dużych skokach
 Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
Dla gwintów o bardzo dużych skokach METRYCZNY Dla gwintów o bardzo dużych skokach - do 24mm lub 1zw/cal Unikalna konstrukcja dla zastosowań Heavy Duty VKX-submikronowy najbardziej wytrzymały gatunek węglika
SPROSTAMY WSZYSTKIM WYZWANIOM
 SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
WSZECHSTRONNOŚĆ T9315 T9325 NOWE GATUNKI DO TOCZENIA SERIA T9300 Z POWŁOKAMI MT-CVD.
 WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
-Special. Pasowanie ISO e 8. Zakres wymiaru nominalnego dla falowania. Ø [mm] 1 ~ 3 3 ~ 6 6 ~ 10. Klasa tolerancji = h 11 10 ~ 14 14 ~ 18 18 ~ 24
![-Special. Pasowanie ISO e 8. Zakres wymiaru nominalnego dla falowania. Ø [mm] 1 ~ 3 3 ~ 6 6 ~ 10. Klasa tolerancji = h 11 10 ~ 14 14 ~ 18 18 ~ 24](/thumbs/40/20694592.jpg "-Special. Pasowanie ISO e 8. Zakres wymiaru nominalnego dla falowania. Ø [mm] 1 ~ 3 3 ~ 6 6 ~ 10. Klasa tolerancji = h 11 10 ~ 14 14 ~ 18 18 ~ 24") -Special Black Panther - Line JD8452 JD8422 Pasowanie ISO Zakres wymiaru nominalnego dla falowania od do Ø [mm] 1 ~ 3 3 ~ 6 6 ~ 10 10 ~ 14 14 ~ 18 18 ~ 24 24 ~ 30 Wymiary w µm -14-28 -20-38 -25-47 -32-59
-Special Black Panther - Line JD8452 JD8422 Pasowanie ISO Zakres wymiaru nominalnego dla falowania od do Ø [mm] 1 ~ 3 3 ~ 6 6 ~ 10 10 ~ 14 14 ~ 18 18 ~ 24 24 ~ 30 Wymiary w µm -14-28 -20-38 -25-47 -32-59
T5100 SERIES. Do szerokiego zakresu zastosowań przy toczeniu żeliwa. Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego
 Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
Noże tokarskie przegląd
 Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
MC5005 MC5015 NOWOŚĆ W OFERCIE
 NOWOŚĆ W OFERCIE 2015.10 Aktualizacja B209P eria płytek IO do toczenia żeliw Wysoka wydajność obróbki żeliwa! Nowa powłoka: prędkości skrawania nawet do 600 m/min. LK MK RK eria płytek IO do toczenia żeliw
NOWOŚĆ W OFERCIE 2015.10 Aktualizacja B209P eria płytek IO do toczenia żeliw Wysoka wydajność obróbki żeliwa! Nowa powłoka: prędkości skrawania nawet do 600 m/min. LK MK RK eria płytek IO do toczenia żeliw
System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze.
 Prezentacja systemu Sztywne mocowanie dociskiem dla pewnego ustalenia płytki w gnieździe System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze. Wzmocniona, mocowana
Prezentacja systemu Sztywne mocowanie dociskiem dla pewnego ustalenia płytki w gnieździe System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze. Wzmocniona, mocowana
Frezy węglikowe - obróbka kanałków
 Frezy węglikowe - obróbka kanałków ae = 1,0 x D DIN 67 DIN 68 Typ * Dla tych narzędzi przy frezowaniu kanałków musi być zapewnione odpowiednie odprowadzanie wiórów. Zaleca się frezowanie narzędziami >
Frezy węglikowe - obróbka kanałków ae = 1,0 x D DIN 67 DIN 68 Typ * Dla tych narzędzi przy frezowaniu kanałków musi być zapewnione odpowiednie odprowadzanie wiórów. Zaleca się frezowanie narzędziami >
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
A 03. Najlepszy sposób doboru gatunków tokarskich KORLOY. System doboru. Zakres stosowania gatunków do toczenia
 Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
specjalna oferta DO ekonomicznego frezowania
 specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
CoroDrill 880 Płytki do metali nieżelaznych
 CoroDrill 880 Płytki do metali nieżelaznych 1 TENDENCJA: Mniejszy ciężar oznacza mniej zużytego paliwa Zmniejszenie ciężaru obiektu sprawia, że do uzyskania danej wartości przyspieszenia potrzeba mniej
CoroDrill 880 Płytki do metali nieżelaznych 1 TENDENCJA: Mniejszy ciężar oznacza mniej zużytego paliwa Zmniejszenie ciężaru obiektu sprawia, że do uzyskania danej wartości przyspieszenia potrzeba mniej
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Wiertła składane - Informacja techniczna. Wykorzystanie tej samej płytki SPD
 Informacja techniczna LPD/SPD/NPD System oznaczeń SPD 1 3 Nazwa wiertła Średnica wiertła : Ø17.0 Wielkość trzonka : Ø Stosunek średnicy do długości roboczej (, 3, 4, 5 ) o dużej sztywności Mocny chwyt
Informacja techniczna LPD/SPD/NPD System oznaczeń SPD 1 3 Nazwa wiertła Średnica wiertła : Ø17.0 Wielkość trzonka : Ø Stosunek średnicy do długości roboczej (, 3, 4, 5 ) o dużej sztywności Mocny chwyt
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Promocja. Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI
 Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie