Zastosowanie inŝynierii odwrotnej w projektowaniu
|
|
|
- Feliks Piątkowski
- 4 lat temu
- Przeglądów:
Transkrypt
1 Zastosowanie inŝynierii odwrotnej w projektowaniu elektrod do drąŝenia elektrochemicznego (ECM) Sebastian Skoczypiec*, Krzysztof Karbowski**, Adam Ruszaj* * w Krakowie **Instytut Technologii Maszyn i Automatyzacji Produkcji, Politechnika Krakowska
2 Plan prezentacji Wprowadzenie Dobór kształtu elektrody roboczej Pomiar i analiza dokładności geometrycznej PO Problemy związane z korekcją elektrody roboczej Wykonanie elektrody roboczej (SLS) Podsumowanie
3 Wprowadzenie Obróbka elektrochemiczna (ECM) Proces roztwarzania anodowego zachodzący w wyniku reakcji elektrochemicznych, zgodnych z prawami Faraday a, umoŝliwiający kształtowanie z określona dokładnością elementów wykonanych z metali lub ich stopów. Electrons Elektrony Electrolyte elektrolit (Salt (roztwór Solution) soli) OH - H + H + OH - Fe ++ Fe Electrons Elektrony 2H + + 2e - H - 2 H 2 Fe(OH) 2H + + 2e - H 2 2 Fe Fe e - Fe OH - Fe(OH) - 2 Gas Gaz Precipitate Cathode Katoda Anode Anoda (Electrode) (narzędzie) Gas l/ Roztworzony metal Dissolved Metal / Precipitate Fe OH - Fe(OH) 2 + (Workpiece) (przedmiot obrabiany)
4 Wprowadzenie Zalety ECM: dobra jakość powierzchni obrobionej; moŝliwość obrabiania materiałów bez względu na ich własności mechaniczne; brak zuŝycia elektrody; duŝa wydajność obróbki; moŝliwość wytwarzania elementów o skomplikowanej geometrii. Zastosowanie ECM: przemysł lotniczy, kosmiczny, motoryzacyjny i obronny (obróbka łopatek silników lotniczych, drąŝenie małych otworów w łopatkach turbin, elementach silników i osprzętu lotniczego); wytwarzanie narzędzi do obróbki plastycznej (matryce, formy, wykrojniki); przemysł elektroniczny (wytwarzanie bardzo małych, dokładnych elementów).
5 Wprowadzenie Schemat drąŝenia elektrochemicznego


6 Wprowadzenie Typowe elementy wykonywane w operacji drąŝenia elektrochemicznego

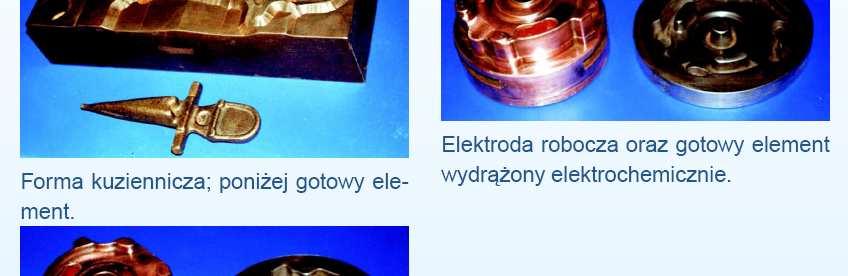

7 Wprowadzenie

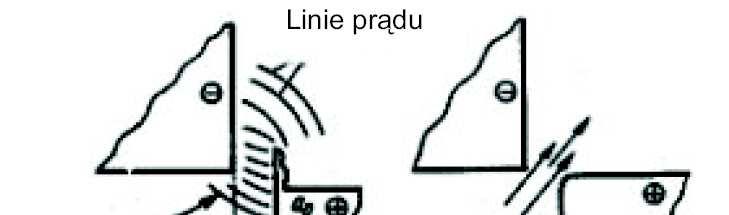


8 Wprowadzenie Schemat operacji elektrochemicznego usuwania zadziorów





9 Wprowadzenie ECM ECM Przykłady elementów po elektrochemicznym usuwani zadziorów
10 Wprowadzenie Schemat drąŝenia łopatek turbin silników przepływowych; 1 - łopatka, 2 - elektroda robocza, 3 - dopływ elektrolitu do kasety, V f - prędkość posuwu elektrody roboczej, PO przedmiot obrabiany, ER elektroda robocza, p 0, w 0, T 0 ciśnienie, prędkość i temperatura elektrolitu na wlocie do szczeliny międzyelektrodowej
11 Dobór kształtu elektrody roboczej Jedną z podstawowych wad obróbki elektrochemicznej jest stosunkowo trudne i czasochłonne projektowanie procesu technologicznego, związane głownie z doborem kształtu ER. V n =f(κ) κ = f(to, β)
12 Dobór kształtu elektrody roboczej Projektowanie procesu technologicznego drąŝenia związane jest z rozwiązaniem następujących zadań: 1) dobór warunków procesu ECM, czyli: składu elektrolitu; warunków elektrycznych, kinematyki oraz hydrodynamicznych parametrów obróbki; 2) wyznaczenie geometrii narzędzia elektrody roboczej; F F + kv j t F t = 0 = j ( ) Fo ( F ) grad F = 0 ( F ) = κ ( F ) grad u F div κ u u ( gradu) = 0 ( f ) = Ek ( jr ) ( F ) = U E a j ) a ( a 3) analiza dokładności obróbki.
13 Dobór kształtu elektrody roboczej Rozwiązanie powyŝszych zadań związane jest z wyznaczeniem ewolucji kształtu powierzchni obrabianej w czasie oraz rozkładów warunków fizycznych w szczelinie międzyelektrodowej. Korekcja kształtu ER na podstawie analizy odchyłek (z symulacji) i-te przybliŝenie geometrii ER Symulacja ECM kształt PO i-te przybliŝenie ER poprawne
14 Dobór kształtu elektrody roboczej f i = α F i sup{f i F} < ε Schemat korekcji elektrody roboczej: F i kształt końcowy obrobiony elektroda f i ; df i rozkład odchyłek kształtu F i od Ŝądanego kształtu df i = F i F, 0 < α < 1 współczynnik zbieŝności.
15 Dobór kształtu elektrody roboczej Zaproponowany w pracy algorytm postępowania składa się z następujących kroków: a) na podstawie informacji o Ŝądanym kształcie i materiale PO dokonuje się doboru warunków obróbki w celu zaprojektowania 1-go przybliŝenia kształtu ER; b) wykonanie elektrody oraz przeprowadzenie próbnego drąŝenia; c) pomiar geometrii otrzymanej powierzchni i porównanie z zadanym kształtem (model CAD) a następnie wprowadzenie korekcji kształtu ER na podstawie obliczonych odchyłek; d) ponowne wykonanie ER i przeprowadzenie próbnej obróbki. Procedura ta (punkty c b) powtarza się aŝ do uzyskania obrobionego kształtu o określonej przez projektanta dokładności.
16 1 przybliŝenie ER W pracy proponuje się zastosowanie symulacji ECM jedynie na etapie wstępnej korekcji, czyli pierwszego przybliŝenia kształtu ER. Wybór metody, na postawie której zostanie obliczona grubość szczeliny międzyelektrodowej w pierwszym przybliŝeniu zaleŝy od decyzji technologa projektanta. W zaleŝności od kształtu PO, wymaganej dokładności obróbki, jak równieŝ doświadczenia moŝe to być prosta korekcja np. na podstawie twierdzenia cosinusów, obliczenia z załoŝeniem stałości κ, ηk v, E a, E k, metoda analityczna czy zastosowanie CFD.
17 Pomiar i analiza dokładności geometrycznej Chmura punktów otrzymana po zeskanowaniu elementu matrycy.
18 Pomiar i analiza dokładności geometrycznej Chmura punktów Punkty i trójkąty Triangulacja
19 Pomiar i analiza dokładności geometrycznej triangulacja Delunay a: podział obszaru na trójkąty, tak aby Ŝaden z punktów zbioru nie trafiał do wnętrza okręgu opisanego na trójkącie triangulacja Voronoi a: podział zbioru punktów na obszary zawierające punkt, dla których jest on najbliŝszy spośród punktów analizowanego zbioru, tzw. obszary najbliŝszego sąsiedztwa.
20 Pomiar i analiza dokładności geometrycznej a) chmura punktów, b) siatka trójkątów Przykład triangulacji chmury punktów dla powierzchni łopatki.
21 Pomiar i analiza dokładności geometrycznej PO Postać analizowanego modelu Chmura punktów Postać modelu referencyjnego Chmura punktów Chmura punktów STL Chmura punktów Powierzchnia STL STL STL Powierzchnie
22 Pomiar i analiza dokładności geometrycznej Dopasowanie otrzymanej w programie CopyCAD tablicy odchyłek PO do tablicy punktów opisujących kształt ER w danym przybliŝeniu wymaga to rozpięcia regularnej siatki prostokątnej, o jednakowym rozmiarze oczka dla obu tych tablic. Transformacja chmury punktów do postaci regularnej siatki węzłów daje moŝliwość jednolitego opisu i analizy wyników pomiarów skanujących
23 Pomiar i analiza dokładności geometrycznej Zagadnienie interpolacji moŝna zdefiniować następująco: Dany jest zbiór N punktów Pi(x i, y i, z i ), z i =F(x i, y i ), i=1...n. NaleŜy znaleźć funkcję f(x, y), która interpoluje (lub aproksymuje) funkcję F(x i,y i ). Stosowane metody: metody najmniejszych odległości, zmodyfikowanej metody Sheparda metoda rozwinięcia w szereg Taylora, metody krigingu prostego, metoda krigingu normalnego z liniowym modelem wariogramu, metoda krigingu normalnego z modelem wariogramu przyjętym na podstawie analizy chmury punktów (model kwadratowy wymierny).
 = 100 sin cos ; x, y [0,100] 21 21 Utworzono prostokątną siatkę współrzędnych (x r, y r ): x r, y r =5, 6,..., 95.")
24 Pomiar i analiza dokładności geometrycznej Wygenerowano losowo pary współrzędnych (x,y), a następnie, korzystając ze wzoru obliczono dla nich wartość funkcji powstała w ten sposób nieregularna siatka węzłów. x y 20 f ( x, y) = 100 sin cos ; x, y [0,100] Utworzono prostokątną siatkę współrzędnych (x r, y r ): x r, y r =5, 6,..., 95. Stosując wybrane metody interpolacyjne oraz nieregularną siatkę węzłów, obliczano wartości funkcji interpolującej lub aproksymującej f r(x r,y r) dla prostokątnej siatki współrzędnych i porównywano je z wartościami funkcji. Błąd: δ = f ( xr, yr ) f r ( xr, yr ) Powierzchnia testowa.
25 Pomiar i analiza dokładności geometrycznej Metoda najmniejszych odległości histogram błędów błędy metody najmniejszych odległości rzędu 0,8 mm wykluczają jej zastosowanie w inŝynierii rekonstrukcyjnej Rozwinięcie w szereg Taylora (zmodyfikowana metoda Sheparda) histogram błędów metody. z błędami rzędu 0,02 mm, mogłyby znaleźć zastosowanie we wstępnym przetwarzaniu chmury punktów, zastosowanie ograniczone do przypadków, gdy oczekiwana dokładność odwzorowania obiektu w całym cyklu inŝynierii rekonstrukcyjnej jest na poziomie kilku dziesiątych części milimetra,
26 Pomiar i analiza dokładności geometrycznej Kriging normalny (przyjęto liniowy model wariogramu) Histogram błędów interpolacji: kriging normalny (przyjęto model kwadratowy wariogramu) najmniejsze błędy interpolacji daje metoda krigingu normalnego decydujący wpływ na jej dokładność ma właściwe dobranie modelu funkcji wariogramu; w pokazanym przykładzie przyjęto model kwadratowy wymierny, co w rezultacie dało błędy interpolacji nie przekraczające mm,
27 Pomiar i analiza dokładności geometrycznej Przystępując do wyboru metody interpolacji pojawia się problem oceny dokładności metody. Przedstawiona metoda nie daje odpowiedzi na pytanie, jaka jest dokładność wybranej metody dla aktualnie analizowanego zbioru punktów. Częściową odpowiedź na powyŝsze pytanie moŝna otrzymać stosując metodę sprawdzania krzyŝowego ( cross validation ), które odbywa się w następujacych etapach: Wybór metody interpolacji, Wybór jednego punktu P s (x s,y s,z s ), z s =F(x s,y s )) ze zbioru wszystkich punktów P i (i=1..n), Interpolacja wartości funkcji f w punkcie (x s,y s ) z wykorzystaniem punktów P i (i=1..n, i s), Porównanie interpolowanej wartości funkcji f z wartością z s, Powtórzenie czynności 2 4dla innych punktów ze zbioru, Analiza statystyczna wyników. Algorytm polega na interpolowaniu wartości funkcji w wybranym punkcie o znanej (zmierzonej) wartości z s i porównaniu tej wartości z wynikiem interpolacji.

28 Pomiar i analiza dokładności geometrycznej Chmura punktów Interpolacja krigingowa i sprawdzenie krzyŝowe Obrobiony element siatka nr 1 Sprawdzenie dokładności PO Tablica odchyłek Interpolacja krigingowa i sprawdzenie krzyŝowe Chmura punktów Korekcja elektrody siatka nr 2 Wykonanie elementu Sprawdzenie dokładności PO Tablica odchyłek Korekcja elektrody Korekcja elektrody Sprawdzenie dokładności PO siatka nr 4 Chmura punktów Tablica odchyłek Interpolacja krigingowa i sprawdzenie krzyŝowe Algorytm oceny dokładności elementu

29 Pomiar i analiza dokładności geometrycznej Obrobiony element Skanowanie Chmura punktów Wykonanie ER Interpolacja krigingowa i ocena jej dokładności Regularna siatka Porównanie z modelem CAD Tablica odchyłek Korekcja kształtu ER
30 Oprogramowanie do korekcji kształtu ER
31 Oprogramowanie do korekcji kształtu ER (2) Opracowany program komputerowy umoŝliwia: importowanie kształtu powierzchni ER przed korekcją z systemów komputerowo wspomaganego projektowania (STL); importowanie chmury punktów, będących bezpośrednio wynikami pomiaru skanującego wykonanego współrzędnościową maszyną pomiarową lub przestrzennym profilometrem; obliczenie wektorów normalnych wybranych punktach analizowanej powierzchni; Wersor normalny Wektor wypadkowy
32 Oprogramowanie do korekcji kształtu ER (3) Po wyznaczeniu wektorów normalnych w punktach powierzchni obrabianej moŝliwe jest przeprowadzenie odpowiednich korekcji kształtu wczytanego do programu kształtu ER. MoŜliwe jest to poprzez wczytanie do programu wczytanie do programu tablicy korekcji (w postaci pliku tekstowego w odpowiednim formacie). Po zakończeniu korekcji model ER moŝe zostać poddany analizie na przestrzennym wykresie wykonanym przez program lub wyeksportowany jako chmura punktów lub plik formatu STL i dalej analizowany w systemie komputerowo wspomaganego projektowania.
33 Wykonanie elektrody - SLS Selektywne spiekanie laserowe (SLS) to rodzina metod polegających na wytwarzaniu litych wyrobów poprzez zestalanie materiałów proszkowych warstwa po warstwie poprzez ekspozycję powierzchni proszku na działanie wiązki laserowej Proszek Spiekanie laserowe Wyrób

34 Wykonanie elektrody - SLS Parametry technologiczne: k współczynnik absorpcji, P moc lasera v prędkość skanowania o współczynnik zachodzenia d grubość warstwy proszku

35 Wykonanie elektrody - SLS
36 Wykonanie elektrody - SLS Charakterystyka urządzenia Urządzenie EOSINT M 250Xt Zainstalowane w laboratorium IZTW Laser CO 2 : 200 W; Prędkość skanowania: do 3.0 m/s; Grubość nakładanych warstw proszkowych: µm; Dokładność otrzymywanych przedmiotów: +/- 0,05 mm; Max wymiary budowanego elementu: 250 x 250 x 200 mm; Obudowa urządzenia laserowego: klasy 1 ; System podawania gazu osłonowego: zintegrowany generator azotu w urządzeniu; Na wyposaŝeniu znajduje się równieŝ urządzenie do czyszczenia komory roboczej i obróbki wykańczającej (śrutowanie)
37 Wykonanie elektrody - SLS Nazwa Typ Typowe zastosowania DirectMetal 20 Mieszanka na bazie brązu Formy wtryskowe, narzędzia, prototypy DirectSteel 20 Mieszanka na bazie stali Formy wtryskowe, narzędzia, prototypy DirectSteel H20 Mieszanka na bazie stal Formy wtryskowe, narzędzia, prototypy EOS Maraging Steel MS1 EOS Stainless Steel 17-4 EOS CobaltChrome MP1 EOS Titanum Ti64 18 Mar 300/ Prototypy i serie wyrobów w budowie maszyn Stal nierdzewna 17-4/PH/ nadstop Stop lekki Ti6Al4V Prototypy i serie wyrobów w budowie maszyn i medycynie Prototypy i serie wyrobów w budowie maszyn, medycynie i dentystyce Prototypy i serie wyrobów przemysł lotniczy, samochodowy itp.
38 Wykonanie elektrody - SLS Wykonywanie elementów metalowych w IZTW Urządzenie: EOSINT M 250 Xt Programy: Magics, EOS RP -Tools i PSW 3.22 Program Magics - przygotowanie elementu do podziału na warstwy (w tym momencie podejmuje się decyzję o ustawieniu elementu w komorze roboczej) jak równieŝ generuje się konstrukcje wsporczą (suport). Program EOS RP-Tools - podział elementu na warstwy. Program PSW 3.22 realizacja procesu spiekania
39 Wykonanie elektrody - SLS Elementu w formacie.mgx bądź.stl Wczytany element w środowisku programu Magics
40 Wykonanie elektrody - SLS Środowisko programu EOS RP-Tools po wygenerowaniu warstw na elemencie. (W prawym górnym rogu jest widoczny numer warstwy, którą oglądamy).
41 Wykonanie elektrody - SLS wygenerowanie pliku konstrukcji wsporczej (suportu). moŝna ręcznie zmodyfikować suport korzystając ze swojego doświadczenia przy wykonywaniu tego typu elementów. Zbudowana konstrukcja wsporcza pod elementem



42 Wykonanie elektrody - SLS Symulacji czasu pracy urządzenia: element w sumie z suportem ma wysokość mm czas wykonania: 5.21 godz. Symulacja przebiegu budowy elementu
43 Wykonanie elektrody - SLS
44 Wykonanie elektrody - SLS A C B Eliptyczne koło zębate z DirectMetal20 wykonane w IZTW. A - przed usunięciem z płyty roboczej, B - po usunięciu z płyty, C po obróbce śrutowaniem.
45 Wykonanie elektrody - SLS
46 Wykonanie elektrody - SLS Przykłady wybranych elementów Element ze spiralnym kanałem chłodzenia wykonany z DirectSteel 20

47 Wykonanie elektrody - SLS Elementy wykonane z DirectSteel 20

48 Wykonanie elektrody - SLS Element z DirectMetal 20. Przed usunięciem z płyty roboczej i obróbką śrutowaniem


49 Wykonanie elektrody - SLS Wkładka matrycowa wykonana z materiału DirectMetal. Przed usunięciem z płyty roboczej, po obróbce śrutowaniem
50 Wykonanie elektrody - SLS Element z DirectMetal20 wykonany w IZTW. Przed usunięciem z płyty roboczej i śrutowaniem oraz po obróbce śrutowaniem
51 Wykonanie elektrody - SLS Elementy wykonane z DirectSteel 20 (prototypy noŝyków do maszynki do mielenia)

52 Wykonanie elektrody - SLS
53 Podsumowanie (1): opracowano podstawy związane z zastosowaniem metod inŝynierii odwrotnej do korekcji kształtu elektrody roboczej w obróbce elektrochemicznej; przeanalizowano metody znalezienia kształtu elektrody roboczej w pierwszym przybliŝeniu; przedstawiono moŝliwości i ograniczenia realizacji korekcji ER z zastosowaniem skanowania przestrzennego;
54 Podsumowanie (2): Przeprowadzone prace pozwoliły na sformułowanie następujących wniosków: zastosowanie metod inŝynierii odwrotnej wymaga przygotowania danych o kształcie PO/ER w odpowiednim formacie (chmura punktów lub STL); przeprowadzenie wszystkich etapów związanych z korekcją kształtu ER wymaga przeprowadzenia szeregu prac manualnych tj. opracowanie danych ze skanowania, analiza odchyłek czy wyrównanie tablicy odchyłek z tablicą opisującą kształt ER; rozpięciem regularnej siatki prostokątnej na chmurze punktów opisującej kształt ER (w celu przeprowadzenia korekcji) wymagają zastosowania metod interpolacyjnych Dalsze prace doświadczalne są prowadzone dla powierzchni opisujących kształt łopatek silników przepływowych;
55 Dziękuje za uwagę!!!
ZASTOSOWANIE METOD INŻYNIERII REKONSTRUKCYJNEJ DO PROJEKTOWANIA ELEKTROD DO OBRÓBKI ELEKTROCHEMICZNEJ 1. WPROWADZENIE
 Sebastian SKOCZYPIEC 1 Krzysztof KARBOWSKI 2 Adam RUSZAJ 1 obróbka elektrochemiczna, projektowanie narzędzi inżynieria rekonstrukcyjna ZASTOSOWANIE METOD INŻYNIERII REKONSTRUKCYJNEJ DO PROJEKTOWANIA ELEKTROD
Sebastian SKOCZYPIEC 1 Krzysztof KARBOWSKI 2 Adam RUSZAJ 1 obróbka elektrochemiczna, projektowanie narzędzi inżynieria rekonstrukcyjna ZASTOSOWANIE METOD INŻYNIERII REKONSTRUKCYJNEJ DO PROJEKTOWANIA ELEKTROD
Wytwarzanie modeli funkcjonalnych i narządzi metodą selektywnego spiekania laserowego
 Wytwarzanie modeli funkcjonalnych i narzędzi metodą selektywnego spiekania laserowego Maria Chuchro, Jan Czekaj, Adam Ruszaj Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Wytwarzanie modeli funkcjonalnych i narzędzi metodą selektywnego spiekania laserowego Maria Chuchro, Jan Czekaj, Adam Ruszaj Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Wykonywanie elementów metalowych metodą DMLS
 Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS)
") Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS) J. Czekaj, M. Chuchro, J. Dziedzic, A. Stwora Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS) J. Czekaj, M. Chuchro, J. Dziedzic, A. Stwora Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Formularz ofertowy. Lp. Podstawowe kryteria współpracy dotyczące zamówienia TAK/NIE. 1. Gwarancja min. 12 miesięcy na wszystkie urządzenia.
 Załącznik nr 1 do zapytania ofertowego nr 1/2017 z dnia 210.2017 r. Formularz ofertowy Miejscowość, data W imieniu Firmy:.. pieczęć firmowa Oświadczam, iż dostawę urządzeń technologicznych do produkcji
Załącznik nr 1 do zapytania ofertowego nr 1/2017 z dnia 210.2017 r. Formularz ofertowy Miejscowość, data W imieniu Firmy:.. pieczęć firmowa Oświadczam, iż dostawę urządzeń technologicznych do produkcji
Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy.
 Raport z przeprowadzonych pomiarów. Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy. Spis treści 1.Cel pomiaru... 3 2. Skanowanie 3D- pozyskanie geometrii
Raport z przeprowadzonych pomiarów. Temat: Zaprojektowanie procesu kontroli jakości wymiarów geometrycznych na przykładzie obudowy. Spis treści 1.Cel pomiaru... 3 2. Skanowanie 3D- pozyskanie geometrii
Techniki druku 3D. Jan BIS Marek KRET
 Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania Laboratorium szybkiego prototypowania... Panel sterujący Zbiornik do wypłukiwania struktury
Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania Laboratorium szybkiego prototypowania... Panel sterujący Zbiornik do wypłukiwania struktury
PRACA DYPLOMOWA W BUDOWIE WKŁADEK FORMUJĄCYCH. Tomasz Kamiński. Temat: ŻYWICE EPOKSYDOWE. dr inż. Leszek Nakonieczny
 Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC
 KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
Inżynieria odwrotna w modelowaniu inżynierskim przykłady zastosowań
 Inżynieria odwrotna w modelowaniu inżynierskim przykłady zastosowań Dr inż. Marek Wyleżoł Politechnika Śląska, Katedra Podstaw Konstrukcji Maszyn O autorze 1996 mgr inż., Politechnika Śląska 2000 dr inż.,
Inżynieria odwrotna w modelowaniu inżynierskim przykłady zastosowań Dr inż. Marek Wyleżoł Politechnika Śląska, Katedra Podstaw Konstrukcji Maszyn O autorze 1996 mgr inż., Politechnika Śląska 2000 dr inż.,
INŻYNIERIA ODWROTNA - praktyczne zastosowania. dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej
 INŻYNIERIA ODWROTNA - praktyczne zastosowania dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej Inżynieria odwrotna, inżynieria wsteczna (ang. reverse engineering) to proces badania
INŻYNIERIA ODWROTNA - praktyczne zastosowania dr inż. Ireneusz Wróbel Katedra Podstaw Budowy Maszyn, ATH w Bielsku-Białej Inżynieria odwrotna, inżynieria wsteczna (ang. reverse engineering) to proces badania
SPOTKANIE 8 stycznia Instytut Zaawansowanych Technologii Wytwarzania
 SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
Aspekty tworzenia Numerycznego Modelu Terenu na podstawie skaningu laserowego LIDAR. prof. dr hab. inż.. Andrzej Stateczny
 Aspekty tworzenia Numerycznego Modelu Terenu na podstawie skaningu laserowego LIDAR prof. dr hab. inż.. Andrzej Stateczny mgr inż.. Krzysztof W. Łogasz Numeryczny Model Terenu podstawowe pojęcia NMT pol.
Aspekty tworzenia Numerycznego Modelu Terenu na podstawie skaningu laserowego LIDAR prof. dr hab. inż.. Andrzej Stateczny mgr inż.. Krzysztof W. Łogasz Numeryczny Model Terenu podstawowe pojęcia NMT pol.
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
Problematyka budowy skanera 3D doświadczenia własne
 Problematyka budowy skanera 3D doświadczenia własne dr inż. Ireneusz Wróbel ATH Bielsko-Biała, Evatronix S.A. iwrobel@ath.bielsko.pl mgr inż. Paweł Harężlak mgr inż. Michał Bogusz Evatronix S.A. Plan wykładu
Problematyka budowy skanera 3D doświadczenia własne dr inż. Ireneusz Wróbel ATH Bielsko-Biała, Evatronix S.A. iwrobel@ath.bielsko.pl mgr inż. Paweł Harężlak mgr inż. Michał Bogusz Evatronix S.A. Plan wykładu
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
SPIS TREŚCI STRESZCZENIE...8 SUMMARY...9 I. WPROWADZENIE... 10
 SPIS TREŚCI STRESZCZENIE.....8 SUMMARY.....9 I. WPROWADZENIE.... 10 II. OMÓWIENIE TEORETYCZNE I PRAKTYCZNE OBSZARU BADAŃ..16 1. Fotogrametria i skanowanie laserowe jako metody inwentaryzacji zabytków......17
SPIS TREŚCI STRESZCZENIE.....8 SUMMARY.....9 I. WPROWADZENIE.... 10 II. OMÓWIENIE TEORETYCZNE I PRAKTYCZNE OBSZARU BADAŃ..16 1. Fotogrametria i skanowanie laserowe jako metody inwentaryzacji zabytków......17
WPŁYW METODY DOPASOWANIA NA WYNIKI POMIARÓW PIÓRA ŁOPATKI INFLUENCE OF BEST-FIT METHOD ON RESULTS OF COORDINATE MEASUREMENTS OF TURBINE BLADE
 Dr hab. inż. Andrzej Kawalec, e-mail: ak@prz.edu.pl Dr inż. Marek Magdziak, e-mail: marekm@prz.edu.pl Politechnika Rzeszowska Wydział Budowy Maszyn i Lotnictwa Katedra Technik Wytwarzania i Automatyzacji
Dr hab. inż. Andrzej Kawalec, e-mail: ak@prz.edu.pl Dr inż. Marek Magdziak, e-mail: marekm@prz.edu.pl Politechnika Rzeszowska Wydział Budowy Maszyn i Lotnictwa Katedra Technik Wytwarzania i Automatyzacji
Spis treści Przedmowa
 Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Zbigniew Figiel, Piotr Dzikowicz. Skanowanie 3D przy projektowaniu i realizacji inwestycji w Koksownictwie KOKSOPROJEKT
 1 Zbigniew Figiel, Piotr Dzikowicz Skanowanie 3D przy projektowaniu i realizacji inwestycji w Koksownictwie 2 Plan prezentacji 1. Skanowanie laserowe 3D informacje ogólne; 2. Proces skanowania; 3. Proces
1 Zbigniew Figiel, Piotr Dzikowicz Skanowanie 3D przy projektowaniu i realizacji inwestycji w Koksownictwie 2 Plan prezentacji 1. Skanowanie laserowe 3D informacje ogólne; 2. Proces skanowania; 3. Proces
Laboratorium Programowanie Obrabiarek CNC. Nr H7
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
Z a p r o s z e n i e n a W a r s z t a t y
 Carl Zeiss Sp. z o.o. Metrologia Przemysłowa Z a p r o s z e n i e n a W a r s z t a t y 09-1 3. 0 5. 2 0 1 6 - M i k o ł ó w 16-2 0. 0 5. 2 0 1 6 - W a r s z a w a Temat: AUKOM Level 1 Zapraszamy wszystkich
Carl Zeiss Sp. z o.o. Metrologia Przemysłowa Z a p r o s z e n i e n a W a r s z t a t y 09-1 3. 0 5. 2 0 1 6 - M i k o ł ó w 16-2 0. 0 5. 2 0 1 6 - W a r s z a w a Temat: AUKOM Level 1 Zapraszamy wszystkich
Drukarki 3D. Rapid prototyping - czyli szybkie wytwarzanie prototypów.
 Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
KAMERA AKUSTYCZNA NOISE INSPECTOR DLA SZYBKIEJ LOKALIZACJI ŹRÓDEŁ HAŁASU
 KAMERA AKUSTYCZNA NOISE INSPECTOR DLA SZYBKIEJ LOKALIZACJI ŹRÓDEŁ HAŁASU Hałas staje się widoczny Zastosowanie innowacyjnych rozwiązań w systemie Noise Inspector pozwala na konwersję emisji dźwięku do
KAMERA AKUSTYCZNA NOISE INSPECTOR DLA SZYBKIEJ LOKALIZACJI ŹRÓDEŁ HAŁASU Hałas staje się widoczny Zastosowanie innowacyjnych rozwiązań w systemie Noise Inspector pozwala na konwersję emisji dźwięku do
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Spis treści. Przedmowa 11
 Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
Podstawy konstrukcji maszyn. T. 1 / autorzy: Marek Dietrich, Stanisław Kocańda, Bohdan Korytkowski, Włodzimierz Ozimowski, Jacek Stupnicki, Tadeusz Szopa ; pod redakcją Marka Dietricha. wyd. 3, 2 dodr.
INTERPOLACJA I APROKSYMACJA FUNKCJI
 Transport, studia niestacjonarne I stopnia, semestr I Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek Adam Wosatko Wprowadzenie Na czym polega interpolacja? Interpolacja polega
Transport, studia niestacjonarne I stopnia, semestr I Instytut L-5, Wydział Inżynierii Lądowej, Politechnika Krakowska Ewa Pabisek Adam Wosatko Wprowadzenie Na czym polega interpolacja? Interpolacja polega
1. Znajdowanie miejsca zerowego funkcji metodą bisekcji.
 1. Znajdowanie miejsca zerowego funkcji metodą bisekcji. Matematyczna funkcja f ma być określona w programie w oddzielnej funkcji języka C (tak, aby moŝna było łatwo ją zmieniać). Przykładowa funkcja to:
1. Znajdowanie miejsca zerowego funkcji metodą bisekcji. Matematyczna funkcja f ma być określona w programie w oddzielnej funkcji języka C (tak, aby moŝna było łatwo ją zmieniać). Przykładowa funkcja to:
Komputerowe projektowanie elektrody roboczej w obróbce elektrochemicznej krzywoliniowych powierzchni obrotowych
 98 MECHANIK NR 2/2015 Komputerowe projektowanie elektrody roboczej w obróbce elektrochemicznej krzywoliniowych powierzchni obrotowych Computer-based working electrode design in electrochemical machining
98 MECHANIK NR 2/2015 Komputerowe projektowanie elektrody roboczej w obróbce elektrochemicznej krzywoliniowych powierzchni obrotowych Computer-based working electrode design in electrochemical machining
Okres realizacji projektu: r r.
 PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
Informatyka I Lab 06, r.a. 2011/2012 prow. Sławomir Czarnecki. Zadania na laboratorium nr. 6
 Informatyka I Lab 6, r.a. / prow. Sławomir Czarnecki Zadania na laboratorium nr. 6 Po utworzeniu nowego projektu, dołącz bibliotekę bibs.h.. Największy wspólny dzielnik liczb naturalnych a, b oznaczamy
Informatyka I Lab 6, r.a. / prow. Sławomir Czarnecki Zadania na laboratorium nr. 6 Po utworzeniu nowego projektu, dołącz bibliotekę bibs.h.. Największy wspólny dzielnik liczb naturalnych a, b oznaczamy
Oprogramowanie FormControl
 Pomiar przez kliknięcie myszą. Właśnie tak prosta jest inspekcja detalu w centrum obróbczym z pomocą oprogramowania pomiarowego FormControl. Nie ma znaczenia, czy obrabiany detal ma swobodny kształt powierzchni
Pomiar przez kliknięcie myszą. Właśnie tak prosta jest inspekcja detalu w centrum obróbczym z pomocą oprogramowania pomiarowego FormControl. Nie ma znaczenia, czy obrabiany detal ma swobodny kształt powierzchni
Załącznik 1.1. Lokalizacja punktów pomiaru miąższości wybranych pokładów węgla w KWK Murcki (opróbowanie wiertnicze i górnicze)
") ZAŁĄCZNIKI SPIS ZAŁĄCZNIKÓW Załącznik 1.1. Lokalizacja punktów pomiaru miąższości wybranych pokładów węgla w KWK Murcki (opróbowanie wiertnicze i górnicze) Załącznik 1.2. Lokalizacja punktów pomiaru miąższości
ZAŁĄCZNIKI SPIS ZAŁĄCZNIKÓW Załącznik 1.1. Lokalizacja punktów pomiaru miąższości wybranych pokładów węgla w KWK Murcki (opróbowanie wiertnicze i górnicze) Załącznik 1.2. Lokalizacja punktów pomiaru miąższości
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1
 Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1 ALEKSANDER KAROLCZUK a) MATEUSZ KOWALSKI a) a) Wydział Mechaniczny Politechniki Opolskiej, Opole 1 I. Wprowadzenie 1. Technologia zgrzewania
Badania właściwości zmęczeniowych bimetalu stal S355J2- tytan Grade 1 ALEKSANDER KAROLCZUK a) MATEUSZ KOWALSKI a) a) Wydział Mechaniczny Politechniki Opolskiej, Opole 1 I. Wprowadzenie 1. Technologia zgrzewania
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
BŁĘDY W POMIARACH BEZPOŚREDNICH
 Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
Forma studiów: stacjonarne Kierunek studiów: ZiIP Specjalność/Profil: Zarządzanie Jakością i Informatyczne Systemy Produkcji Katedra: Technologii Maszyn i Automatyzacji Produkcji Badania termowizyjne nagrzewania
PODSTAWY KONSTRUKCJI MASZYN
 KLASA I TECHNIKUM ZAWODOWE DZIAŁ : ODWZOROWANIE PRZEDMIOTÓW Stopień celujący otrzymuje uczeń, który: opanował w pełni wymagania programowe a jego wiadomości i umiejętności są twórcze (dodatkowe prace,
KLASA I TECHNIKUM ZAWODOWE DZIAŁ : ODWZOROWANIE PRZEDMIOTÓW Stopień celujący otrzymuje uczeń, który: opanował w pełni wymagania programowe a jego wiadomości i umiejętności są twórcze (dodatkowe prace,
Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż.
 Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż. Joanna Szulczyk Politechnika Warszawska Instytut Techniki Lotniczej i Mechaniki
Drgania poprzeczne belki numeryczna analiza modalna za pomocą Metody Elementów Skończonych dr inż. Piotr Lichota mgr inż. Joanna Szulczyk Politechnika Warszawska Instytut Techniki Lotniczej i Mechaniki
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
KSZTAŁTOWANIE ELEKTROCHEMICZNE ŁOPATKI SEKWENCJĄ PROCESÓW ECM - PECM 1. WPROWADZENIE
 InŜynieria Maszyn, R. 16, z. 4, 2011 ECM, PECM, proces ciągły, impulsy, pióro łopatki Jerzy KOZAK 1 KSZTAŁTOWANIE ELEKTROCHEMICZNE ŁOPATKI SEKWENCJĄ PROCESÓW ECM - PECM W pracy przedstawiono kształtowanie
InŜynieria Maszyn, R. 16, z. 4, 2011 ECM, PECM, proces ciągły, impulsy, pióro łopatki Jerzy KOZAK 1 KSZTAŁTOWANIE ELEKTROCHEMICZNE ŁOPATKI SEKWENCJĄ PROCESÓW ECM - PECM W pracy przedstawiono kształtowanie
Doświadczenia w eksploatacji gazomierzy ultradźwiękowych
 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych Daniel Wysokiński Mateusz Turkowski Rogów 18-20 września 2013 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych 1 Gazomierze ultradźwiękowe
Doświadczenia w eksploatacji gazomierzy ultradźwiękowych Daniel Wysokiński Mateusz Turkowski Rogów 18-20 września 2013 Doświadczenia w eksploatacji gazomierzy ultradźwiękowych 1 Gazomierze ultradźwiękowe
DIGITALIZACJA GEOMETRII WKŁADEK OSTRZOWYCH NA POTRZEBY SYMULACJI MES PROCESU OBRÓBKI SKRAWANIEM
 Dr inż. Witold HABRAT, e-mail: witekhab@prz.edu.pl Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa Dr hab. inż. Piotr NIESŁONY, prof. PO, e-mail: p.nieslony@po.opole.pl Politechnika Opolska,
Dr inż. Witold HABRAT, e-mail: witekhab@prz.edu.pl Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa Dr hab. inż. Piotr NIESŁONY, prof. PO, e-mail: p.nieslony@po.opole.pl Politechnika Opolska,
1 Funkcje dwóch zmiennych podstawowe pojęcia
 1 Funkcje dwóch zmiennych podstawowe pojęcia Definicja 1 Funkcją dwóch zmiennych określoną na zbiorze A R 2 o wartościach w zbiorze R nazywamy przyporządkowanie każdemu punktowi ze zbioru A dokładnie jednej
1 Funkcje dwóch zmiennych podstawowe pojęcia Definicja 1 Funkcją dwóch zmiennych określoną na zbiorze A R 2 o wartościach w zbiorze R nazywamy przyporządkowanie każdemu punktowi ze zbioru A dokładnie jednej
Ćw. 4. BADANIE I OCENA WPŁYWU ODDZIAŁYWANIA WYBRANYCH CZYNNIKÓW NA ROZKŁAD CIŚNIEŃ W ŁOśYSKU HYDRODYNAMICZNYMM
 Ćw. 4 BADANIE I OCENA WPŁYWU ODDZIAŁYWANIA WYBRANYCH CZYNNIKÓW NA ROZKŁAD CIŚNIEŃ W ŁOśYSKU HYDRODYNAMICZNYMM WYBRANA METODA BADAŃ. Badania hydrodynamicznego łoŝyska ślizgowego, realizowane na stanowisku
Ćw. 4 BADANIE I OCENA WPŁYWU ODDZIAŁYWANIA WYBRANYCH CZYNNIKÓW NA ROZKŁAD CIŚNIEŃ W ŁOśYSKU HYDRODYNAMICZNYMM WYBRANA METODA BADAŃ. Badania hydrodynamicznego łoŝyska ślizgowego, realizowane na stanowisku
ĆWICZENIA LABORATORYJNE Z KONSTRUKCJI METALOWCH. Ć w i c z e n i e H. Interferometria plamkowa w zastosowaniu do pomiaru przemieszczeń
 Akademia Górniczo Hutnicza Wydział Inżynierii Mechanicznej i Robotyki Katedra Wytrzymałości, Zmęczenia Materiałów i Konstrukcji Nazwisko i Imię: Nazwisko i Imię: Wydział Górnictwa i Geoinżynierii Grupa
Akademia Górniczo Hutnicza Wydział Inżynierii Mechanicznej i Robotyki Katedra Wytrzymałości, Zmęczenia Materiałów i Konstrukcji Nazwisko i Imię: Nazwisko i Imię: Wydział Górnictwa i Geoinżynierii Grupa
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Przykłady realizacji dokumentacji przestrzennej obiektów zabytkowych
 Przykłady realizacji dokumentacji przestrzennej obiektów zabytkowych Robert Sitnik OGX OPTOGRAPHX Instytut Mikromechaniki i Fotoniki Politechnika Warszawska Plan prezentacji 1) Techniki odwzorowania współrzędnych
Przykłady realizacji dokumentacji przestrzennej obiektów zabytkowych Robert Sitnik OGX OPTOGRAPHX Instytut Mikromechaniki i Fotoniki Politechnika Warszawska Plan prezentacji 1) Techniki odwzorowania współrzędnych
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Podstawy Konstrukcji Maszyn
 0-05-7 Podstawy Konstrukcji Maszyn Część Wykład nr.3. Przesunięcie zarysu przypomnienie znanych zagadnień (wykład nr. ) Zabieg przesunięcia zarysu polega na przybliżeniu lub oddaleniu narzędzia od osi
0-05-7 Podstawy Konstrukcji Maszyn Część Wykład nr.3. Przesunięcie zarysu przypomnienie znanych zagadnień (wykład nr. ) Zabieg przesunięcia zarysu polega na przybliżeniu lub oddaleniu narzędzia od osi
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Materiały do laboratorium Przygotowanie Nowego Wyrobu dotyczące metody elementów skończonych (MES) Opracowała: dr inŝ.
 Opracowała: dr inŝ.") Materiały do laboratorium Przygotowanie Nowego Wyrobu dotyczące metody elementów skończonych (MES) Opracowała: dr inŝ. Jolanta Zimmerman 1. Wprowadzenie do metody elementów skończonych Działanie rzeczywistych
Materiały do laboratorium Przygotowanie Nowego Wyrobu dotyczące metody elementów skończonych (MES) Opracowała: dr inŝ. Jolanta Zimmerman 1. Wprowadzenie do metody elementów skończonych Działanie rzeczywistych
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na kierunku Mechatronika Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU TECHNOLOGIE WYTWARZANIA II MANUFACTURING
Nazwa przedmiotu: Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na kierunku Mechatronika Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU TECHNOLOGIE WYTWARZANIA II MANUFACTURING
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Program DSA Monitor - funkcje
 Program DSA Monitor - funkcje Program DSA Monitor przeznaczony jest do wczytania i obróbki danych pomiarowych pochodzących z mierników poziomu dźwięku produkcji SONOPAN (DSA-50, DLM-101/102, DD-40/41),
Program DSA Monitor - funkcje Program DSA Monitor przeznaczony jest do wczytania i obróbki danych pomiarowych pochodzących z mierników poziomu dźwięku produkcji SONOPAN (DSA-50, DLM-101/102, DD-40/41),
KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 3/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 3/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
Zastosowanie optycznej techniki pomiarowej w przemyśle ceramicznym
 Zastosowanie optycznej techniki pomiarowej w przemyśle ceramicznym Ze względu na coraz większe techniczne wymagania, nowe materiały i krótkie cykle produkcyjne, przemysł ceramiczny stoi przed nowymi technicznymi
Zastosowanie optycznej techniki pomiarowej w przemyśle ceramicznym Ze względu na coraz większe techniczne wymagania, nowe materiały i krótkie cykle produkcyjne, przemysł ceramiczny stoi przed nowymi technicznymi
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
SIMR 2016/2017, Analiza 2, wykład 1, Przestrzeń wektorowa
 SIMR 06/07, Analiza, wykład, 07-0- Przestrzeń wektorowa Przestrzeń wektorowa (liniowa) - przestrzeń (zbiór) w której określone są działania (funkcje) dodawania elementów i mnożenia elementów przez liczbę
SIMR 06/07, Analiza, wykład, 07-0- Przestrzeń wektorowa Przestrzeń wektorowa (liniowa) - przestrzeń (zbiór) w której określone są działania (funkcje) dodawania elementów i mnożenia elementów przez liczbę
IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. - funkcja dwóch zmiennych,
 IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. Definicja 1.1. Niech D będzie podzbiorem przestrzeni R n, n 2. Odwzorowanie f : D R nazywamy
IX. Rachunek różniczkowy funkcji wielu zmiennych. 1. Funkcja dwóch i trzech zmiennych - pojęcia podstawowe. Definicja 1.1. Niech D będzie podzbiorem przestrzeni R n, n 2. Odwzorowanie f : D R nazywamy
Planowanie, realizacja i dokumentacja wzorcowego procesu digitalizacji 3D
 Planowanie, realizacja i dokumentacja wzorcowego procesu digitalizacji 3D obiektów muzealnych Robert Sitnik OGX OPTOGRAPHX Instytut Mikromechaniki i Fotoniki Politechnika Warszawska Plan prezentacji 1)
Planowanie, realizacja i dokumentacja wzorcowego procesu digitalizacji 3D obiektów muzealnych Robert Sitnik OGX OPTOGRAPHX Instytut Mikromechaniki i Fotoniki Politechnika Warszawska Plan prezentacji 1)
WYKORZYSTANIE MES DO WYZNACZANIA WPŁYWU PĘKNIĘCIA W STOPIE ZĘBA KOŁA NA ZMIANĘ SZTYWNOŚCI ZAZĘBIENIA
 ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2009 Seria: TRANSPORT z. 65 Nr kol. 1807 Tomasz FIGLUS, Piotr FOLĘGA, Piotr CZECH, Grzegorz WOJNAR WYKORZYSTANIE MES DO WYZNACZANIA WPŁYWU PĘKNIĘCIA W STOPIE ZĘBA
ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2009 Seria: TRANSPORT z. 65 Nr kol. 1807 Tomasz FIGLUS, Piotr FOLĘGA, Piotr CZECH, Grzegorz WOJNAR WYKORZYSTANIE MES DO WYZNACZANIA WPŁYWU PĘKNIĘCIA W STOPIE ZĘBA
INFOBAZY 2014 VII KRAJOWA KONFERENCJA NAUKOWA INSPIRACJA - INTEGRACJA - IMPLEMENTACJA
 Centrum Informatyczne TASK Politechnika Gdańska Instytut Oceanologii Polskiej Akademii Nauk (IO PAN) INFOBAZY 2014 VII KRAJOWA KONFERENCJA NAUKOWA INSPIRACJA - INTEGRACJA - IMPLEMENTACJA Gdańsk Sopot,
Centrum Informatyczne TASK Politechnika Gdańska Instytut Oceanologii Polskiej Akademii Nauk (IO PAN) INFOBAZY 2014 VII KRAJOWA KONFERENCJA NAUKOWA INSPIRACJA - INTEGRACJA - IMPLEMENTACJA Gdańsk Sopot,
Laboratorium metrologii
 Wydział Inżynierii Mechanicznej i Mechatroniki Instytut Technologii Mechanicznej Laboratorium metrologii Instrukcja do ćwiczeń laboratoryjnych Temat ćwiczenia: Pomiary wymiarów zewnętrznych Opracował:
Wydział Inżynierii Mechanicznej i Mechatroniki Instytut Technologii Mechanicznej Laboratorium metrologii Instrukcja do ćwiczeń laboratoryjnych Temat ćwiczenia: Pomiary wymiarów zewnętrznych Opracował:
CAMdivision. CAMdivision
 CAMdivision CAMdivision - Autoryzowany partner handlowy Siemens PLM Software - Obecnie zatrudniamy ponad 20 osób Oferujemy oprogramowanie: - NX - Teamcenter - Solid Edge - CAM Express Wdrożenia systemów
CAMdivision CAMdivision - Autoryzowany partner handlowy Siemens PLM Software - Obecnie zatrudniamy ponad 20 osób Oferujemy oprogramowanie: - NX - Teamcenter - Solid Edge - CAM Express Wdrożenia systemów
T c e h c niki k dru r ku k 3D 3 przy r k zy ł k ad a y y zas za t s oso s wań Jan n B IS Marek KRET P weł łpł P A Ł T A EK
 Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania janbis@educax.net marekk@educax.net pplatek@educax.net 2 Laboratorium szybkiego prototypowania...
Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania janbis@educax.net marekk@educax.net pplatek@educax.net 2 Laboratorium szybkiego prototypowania...
Ćw. 18: Pomiary wielkości nieelektrycznych II
 Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (2010/2011) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 18: Pomiary wielkości nieelektrycznych
Wydział: EAIiE Kierunek: Imię i nazwisko (e mail): Rok:. (2010/2011) Grupa: Zespół: Data wykonania: Zaliczenie: Podpis prowadzącego: Uwagi: LABORATORIUM METROLOGII Ćw. 18: Pomiary wielkości nieelektrycznych
MATERIAŁY SPIEKANE (SPIEKI)
") MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe)
") METODA ELEMENTÓW W SKOŃCZONYCH 1 Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe) stałych własnościach
METODA ELEMENTÓW W SKOŃCZONYCH 1 Pierwsze komputery, np. ENIAC w 1946r. Obliczenia dotyczyły obiektów: o bardzo prostych geometriach (najczęściej modelowanych jako jednowymiarowe) stałych własnościach
Ćw.6. Badanie własności soczewek elektronowych
 Pracownia Molekularne Ciało Stałe Ćw.6. Badanie własności soczewek elektronowych Brygida Mielewska, Tomasz Neumann Zagadnienia do przygotowania: 1. Budowa mikroskopu elektronowego 2. Wytwarzanie wiązki
Pracownia Molekularne Ciało Stałe Ćw.6. Badanie własności soczewek elektronowych Brygida Mielewska, Tomasz Neumann Zagadnienia do przygotowania: 1. Budowa mikroskopu elektronowego 2. Wytwarzanie wiązki
MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.
![MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.](/thumbs/96/129683942.jpg "MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.") MCU 450V[T]-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz 2 3 MCU 450V-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz Główne cechy maszyny Wielofunkcyjne 5-osiowe centrum
MCU 450V[T]-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz 2 3 MCU 450V-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz Główne cechy maszyny Wielofunkcyjne 5-osiowe centrum
Wyznaczanie budżetu niepewności w pomiarach wybranych parametrów jakości energii elektrycznej
 P. OTOMAŃSKI Politechnika Poznańska P. ZAZULA Okręgowy Urząd Miar w Poznaniu Wyznaczanie budżetu niepewności w pomiarach wybranych parametrów jakości energii elektrycznej Seminarium SMART GRID 08 marca
P. OTOMAŃSKI Politechnika Poznańska P. ZAZULA Okręgowy Urząd Miar w Poznaniu Wyznaczanie budżetu niepewności w pomiarach wybranych parametrów jakości energii elektrycznej Seminarium SMART GRID 08 marca
w najprostszych przypadkach, np. dla trójkątów równobocznych
 MATEMATYKA - klasa 3 gimnazjum kryteria ocen według treści nauczania (Przyjmuje się, że jednym z warunków koniecznych uzyskania danej oceny jest spełnienie wszystkich wymagań na oceny niższe.) Dział programu
MATEMATYKA - klasa 3 gimnazjum kryteria ocen według treści nauczania (Przyjmuje się, że jednym z warunków koniecznych uzyskania danej oceny jest spełnienie wszystkich wymagań na oceny niższe.) Dział programu
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ
 MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
Zastosowanie metody interpolacji warstwic do tworzenia NMT. dr inż. Ireneusz Wyczałek Zakład Geodezji POLITECHNIKA POZNAŃSKA
 Zastosowanie metody interpolacji warstwic do tworzenia NMT dr inż. Ireneusz Wyczałek Zakład Geodezji POLITECHNIKA POZNAŃSKA Zastosowanie metody interpolacji warstwic do tworzenia Numerycznego Modelu Terenu
Zastosowanie metody interpolacji warstwic do tworzenia NMT dr inż. Ireneusz Wyczałek Zakład Geodezji POLITECHNIKA POZNAŃSKA Zastosowanie metody interpolacji warstwic do tworzenia Numerycznego Modelu Terenu
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW OBRÓBKI PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: projekt I KARTA PRZEDMIOTU CEL PRZEDMIOTU
Nazwa przedmiotu: PROJEKTOWANIE PROCESÓW OBRÓBKI PLASTYCZNEJ II Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności APWiR Rodzaj zajęć: projekt I KARTA PRZEDMIOTU CEL PRZEDMIOTU
Estymacja wektora stanu w prostym układzie elektroenergetycznym
 Zakład Sieci i Systemów Elektroenergetycznych LABORATORIUM INFORMATYCZNE SYSTEMY WSPOMAGANIA DYSPOZYTORÓW Estymacja wektora stanu w prostym układzie elektroenergetycznym Autorzy: dr inż. Zbigniew Zdun
Zakład Sieci i Systemów Elektroenergetycznych LABORATORIUM INFORMATYCZNE SYSTEMY WSPOMAGANIA DYSPOZYTORÓW Estymacja wektora stanu w prostym układzie elektroenergetycznym Autorzy: dr inż. Zbigniew Zdun
LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6)
") LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6) Posiadane uprawnienia: ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO NR AB 120 wydany przez Polskie Centrum Akredytacji Wydanie nr 5 z 18 lipca 2007 r. Kierownik
LABORATORIUM SPEKTRALNEJ ANALIZY CHEMICZNEJ (L-6) Posiadane uprawnienia: ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO NR AB 120 wydany przez Polskie Centrum Akredytacji Wydanie nr 5 z 18 lipca 2007 r. Kierownik
Ćwiczenie 1: Wyznaczanie warunków odporności, korozji i pasywności metali
 Ćwiczenie 1: Wyznaczanie warunków odporności, korozji i pasywności metali Wymagane wiadomości Podstawy korozji elektrochemicznej, wykresy E-pH. Wprowadzenie Główną przyczyną zniszczeń materiałów metalicznych
Ćwiczenie 1: Wyznaczanie warunków odporności, korozji i pasywności metali Wymagane wiadomości Podstawy korozji elektrochemicznej, wykresy E-pH. Wprowadzenie Główną przyczyną zniszczeń materiałów metalicznych
ZAGADNIENIA PROGRAMOWE I WYMAGANIA EDUKACYJNE DO TESTU PRZYROSTU KOMPETENCJI Z MATEMATYKI DLA UCZNIA KLASY II
 ZAGADNIENIA PROGRAMOWE I WYMAGANIA EDUKACYJNE DO TESTU PRZYROSTU KOMPETENCJI Z MATEMATYKI DLA UCZNIA KLASY II POZIOM ROZSZERZONY Równania i nierówności z wartością bezwzględną. rozwiązuje równania i nierówności
ZAGADNIENIA PROGRAMOWE I WYMAGANIA EDUKACYJNE DO TESTU PRZYROSTU KOMPETENCJI Z MATEMATYKI DLA UCZNIA KLASY II POZIOM ROZSZERZONY Równania i nierówności z wartością bezwzględną. rozwiązuje równania i nierówności
Proces technologiczny. 1. Zastosowanie cech technologicznych w systemach CAPP
 Pobożniak Janusz, Dr inż. Politechnika Krakowska, Wydział Mechaniczny e-mail: pobozniak@mech.pk.edu.pl Pozyskiwanie danych niegeometrycznych na użytek projektowania procesów technologicznych obróbki za
Pobożniak Janusz, Dr inż. Politechnika Krakowska, Wydział Mechaniczny e-mail: pobozniak@mech.pk.edu.pl Pozyskiwanie danych niegeometrycznych na użytek projektowania procesów technologicznych obróbki za
DOPASOWYWANIE KRZYWYCH
 DOPASOWYWANIE KRZYWYCH Maciej Patan Uniwersytet Zielonogórski Motywacje Przykład 1. Dane o przyroście światowej populacji są aktualizowane co każde 10 lat, celem szacowania średniego przyrostu rocznego.
DOPASOWYWANIE KRZYWYCH Maciej Patan Uniwersytet Zielonogórski Motywacje Przykład 1. Dane o przyroście światowej populacji są aktualizowane co każde 10 lat, celem szacowania średniego przyrostu rocznego.
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Nowe możliwości systemu mapy numerycznej GEO-MAP
 Waldemar Izdebski Tadeusz Knap GEO-SYSTEM Warszawa Nowe możliwości systemu mapy numerycznej GEO-MAP System mapy numerycznej GEO-MAP jest oryginalnym oprogramowaniem opracowanym w całości przez firmę GEO-SYSTEM.
Waldemar Izdebski Tadeusz Knap GEO-SYSTEM Warszawa Nowe możliwości systemu mapy numerycznej GEO-MAP System mapy numerycznej GEO-MAP jest oryginalnym oprogramowaniem opracowanym w całości przez firmę GEO-SYSTEM.
Odlew obróbka kątów ujemnych
 Odlew obróbka kątów ujemnych Jeśli na odlewie jest w miarę równo rozłoŝony naddatek i występują na nim kąty ujemne, wówczas moŝna równieŝ obrobić go na obrabiarce 3-osiowej. Wymaga to uŝycia specjalnych
Odlew obróbka kątów ujemnych Jeśli na odlewie jest w miarę równo rozłoŝony naddatek i występują na nim kąty ujemne, wówczas moŝna równieŝ obrobić go na obrabiarce 3-osiowej. Wymaga to uŝycia specjalnych
Politechnika Warszawska Wydział Samochodów i Maszyn Roboczych Instytut Podstaw Budowy Maszyn Zakład Mechaniki
 Politechnika Warszawska Wydział Samochodów i Maszyn Roboczych Instytut Podstaw udowy Maszyn Zakład Mechaniki http://www.ipbm.simr.pw.edu.pl/ Teoria maszyn i podstawy automatyki semestr zimowy 2016/2017
Politechnika Warszawska Wydział Samochodów i Maszyn Roboczych Instytut Podstaw udowy Maszyn Zakład Mechaniki http://www.ipbm.simr.pw.edu.pl/ Teoria maszyn i podstawy automatyki semestr zimowy 2016/2017
Komputerowe wspomaganie projektowania- CAT-01
 Komputerowe wspomaganie projektowania- CAT-01 Celem szkolenia jest praktyczne zapoznanie uczestników z podstawami metodyki projektowania 3D w programie CATIA V5 Interfejs użytkownika Modelowanie parametryczne
Komputerowe wspomaganie projektowania- CAT-01 Celem szkolenia jest praktyczne zapoznanie uczestników z podstawami metodyki projektowania 3D w programie CATIA V5 Interfejs użytkownika Modelowanie parametryczne
Jak poprawnie napisać sprawozdanie z ćwiczeń laboratoryjnych z fizyki?
 1 Jak poprawnie napisać sprawozdanie z ćwiczeń laboratoryjnych z fizyki? Sprawozdania należny oddać na kolejnych zajęciach laboratoryjnych. Każde opóźnienie powoduje obniżenie oceny za sprawozdanie o 0,
1 Jak poprawnie napisać sprawozdanie z ćwiczeń laboratoryjnych z fizyki? Sprawozdania należny oddać na kolejnych zajęciach laboratoryjnych. Każde opóźnienie powoduje obniżenie oceny za sprawozdanie o 0,
PLAN WYNIKOWY DLA KLASY PIERWSZEJ POZIOM PODSTAWOWY. I. Liczby (20 godz.) ( b ) 2
 ( b ) 2") PLAN WYNIKOWY DLA KLASY PIERWSZEJ POZIOM PODSTAWOWY I. Liczby (0 godz.) TEMAT ZAJĘĆ Zapis dziesiętny liczby rzeczywistej Wzory skróconego mnoŝenia Nierówności liniowe Przedziały liczbowe Powtórzenie przedstawiać
PLAN WYNIKOWY DLA KLASY PIERWSZEJ POZIOM PODSTAWOWY I. Liczby (0 godz.) TEMAT ZAJĘĆ Zapis dziesiętny liczby rzeczywistej Wzory skróconego mnoŝenia Nierówności liniowe Przedziały liczbowe Powtórzenie przedstawiać
Wspomaganie prototypowania nasadki polimerowej
 JÓZEF FLIZIKOWSKI WOJCIECH BIENIASZEWSKI ADAM BUDZYŃSKI Wydział Mechaniczny Akademii Techniczno-Rolniczej, Bydgoszcz/Polska Wspomaganie prototypowania nasadki polimerowej Streszczenie: W pracy przedstawiono
JÓZEF FLIZIKOWSKI WOJCIECH BIENIASZEWSKI ADAM BUDZYŃSKI Wydział Mechaniczny Akademii Techniczno-Rolniczej, Bydgoszcz/Polska Wspomaganie prototypowania nasadki polimerowej Streszczenie: W pracy przedstawiono
Temat: Skanowanie 3D obrazu w celu pomiaru odkształceń deski podobrazia
 Raport z przeprowadzonych badań Temat: Skanowanie 3D obrazu w celu pomiaru odkształceń deski podobrazia Spis treści Spis treści... 2 1.Cel badań... 3 2. Skanowanie 3D pozyskanie geometrii... 3 3. Praca
Raport z przeprowadzonych badań Temat: Skanowanie 3D obrazu w celu pomiaru odkształceń deski podobrazia Spis treści Spis treści... 2 1.Cel badań... 3 2. Skanowanie 3D pozyskanie geometrii... 3 3. Praca
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają