Wytwarzanie modeli funkcjonalnych i narządzi metodą selektywnego spiekania laserowego
|
|
|
- Emilia Patrycja Turek
- 8 lat temu
- Przeglądów:
Transkrypt
1 Wytwarzanie modeli funkcjonalnych i narzędzi metodą selektywnego spiekania laserowego Maria Chuchro, Jan Czekaj, Adam Ruszaj Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie

2 Definicja Spiekania Laserowego Selektywne spiekanie laserowe (SLS) to rodzina metod polegających na wytwarzaniu litych wyrobów poprzez zestalanie materiałów proszkowych warstwa po warstwie poprzez ekspozycję powierzchni proszku na działanie wiązki laserowej Proszek Spiekanie laserowe Wyrób

3 Rys historyczny 1979 R.F. Housholder wynalazł metodę podobną do SLS i ją opatentował, jednakże nie wdrożył. SLS została rozwinięta i opatentowana przez Dr. Carla Deckarda z University of Texas w Austin w połowie lat 80 a licencja sprzedana firmie DTM Corporation w Austin w Texasie. W 1989 roku powstaje EOS GmbH i rozwija technologie DLMS, wprowadzając w miarę rozwoju obecny podział maszyn ze względu na obrabiany materiał powstaje urządzenie EOSINT M 250; DirectMetal opracowano materiał DirectMetal powstaje urządzenie EOSINT M 250 Xtended, DirectSteel powstaje urządzenie EOSINT M 250 Xtended 2001, DirectSteel , 3D Systems, Inc. of Valencia, California przejął DTM Corporation DirectMetal powstaje urządzenie EOSINT M 270; EOSTYLE; DirectSteel H CobaltChrome i StainlessSteel 2007 Titanium i MaragingSteel


4 Wiodący producenci

5 Kierunki rozwoju Formy wtryskowe i narzędzia Prototypy Formy odlewnicze

6 Selektywne spiekanie laserowe (Selective Laser Sintering - SLS): polega na spiekaniu, za pomocą wiązki lasera (np. Nd-YAG lub CO 2 o mocy W), cienkiej warstwy proszku rozprowadzonej równomiernie na stoliku roboczym. Jest to proces termiczny, a nie chemiczny i z tego względu laser musi mieć większą moc niż w przypadku SLA. Proces spiekania przebiega najczęściej w atmosferze gazów ochronnych. Jako proszki można stosować różne materiały, począwszy od tworzyw termoplastycznych przez niskotopliwe metale i ich stopy, aż po materiały ceramiczne. Proces ten jest już szeroko stosowany w przemyśle.

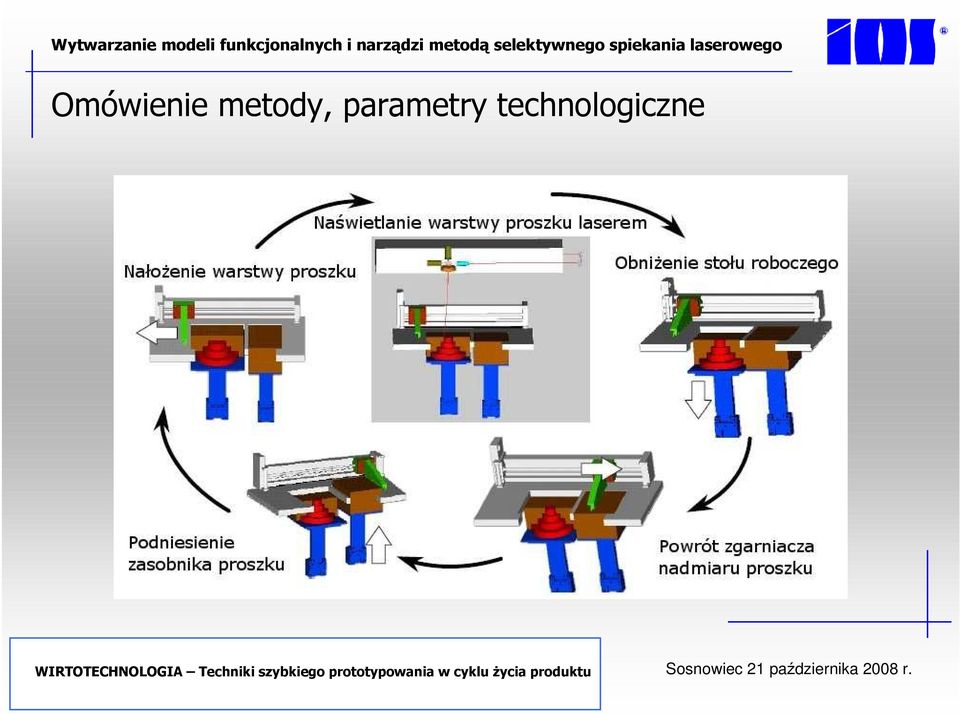
7 Omówienie metody, parametry technologiczne Parametry technologiczne: k współczynnik absorpcji, P moc lasera v prędkość skanowania o współczynnik zachodzenia d grubość warstwy proszku

8 Omówienie metody, parametry technologiczne
9 Uszeregowanie istotnych obszarów procesu laserowego spiekania Warianty laserowego spiekania Proszki materiałów mogą być: jedno lub wieloskładnikowe, polimerowe, metalowe, ceramiczne... czyste, mieszaniny, wcześniej przygotowane stopy, powlekane Proces spiekania może być realizowany: w fazie zmiękczonej lub częściowo przetopionej, w fazie kompletnego przetopienia i krzepnięcia, w fazie ciekłej, w skutek dyfuzji, spiekanie z wiązaniem żywicznym itd.. Proces budowania elementu może być: bezpośredni, tzn. element uzyskuje ostateczne właściwości pośredni, tzn. wtórny proces jest wymagany

10 Proces bezpośredniego spiekania laserowego (DMLS) Cechy charakterystyczne Stosowany tylko do proszków metalowych, tzn. bez wiązań organicznych Element metalowy z ostatecznymi właściwościami jest bezpośrednio wytwarzany w procesie spiekania Proces zestalania jest realizowany poprzez: topienie lub spiekanie w fazie ciekłej wieloskładnikowych mieszanin (DirectMetal, DirectSteel), lub kompletne przetopienie i krzepnięcie pierwiastka lub proszku pre-stopu (CobaltChrome, Stainless Steel, Titanium Itd.) Schematyczny przykład DirectMetal (mieszanina wieloskładnikowa) Schematyczny przykład CobaltChrome (pre-stop)

11 Urządzenia EOSINT M EOSINT M 270 nowoczesny system do spiekania proszków DirectMetal i DirectSteel oraz przyszłościowych materiałów, laser na ciele stałym, 200 Wat, max. wymiary wyrobu 250 x 250 x 215 mm EOSINT M 250 wszechstronny system do spiekania proszków DirectMetal i DirectSteel; laser CO 2, 270 Wat, max. wymiary wyrobu 250 x 250 x 200 mm

12 Prezentacja EOSINT M 250Xt EOSINT M 250 Xtended System zapewnia w sposób kompleksowy proces powstawania elementu, czyli: przygotowanie pliku STL na podstawie wprowadzonego modelu 3D stworzonego w środowisku CAD, automatyczny podział modelu na warstwy o określonej grubości, sprawdzenie i korektę błędów, dobór parametrów procesu a priori w trybie offline. wykonanie elementu metodą SLS. EOSINT M 250 Xt umożliwia szybkie wykonanie na gotowo skomplikowanego przedmiotu, formy odlewniczej czy form wtryskowych zaprojektowanych w systemie CAD 3D. Urządzenie jest wyposażone w system monitorowania temperatury budowanego wyrobu i kalibrowania parametrów tak, aby produkt posiadał zbliżone właściwości mechaniczne w całej swojej objętości, a proces wytwarzania był powtarzalny. System wyposażony jest również w układ zarządzania dostarczanym proszkiem kontrolujący jego zużycie i wprowadzanie proszku nie spieczonego ponownie do procesu bez ograniczeń i potrzeby odświeżania go (jedynie przesiewanie proszku).

13 Prezentacja EOSINT M 250Xt Charakterystyka urządzenia Laser CO 2 : 200 W; Prędkość skanowania: do 3.0 m/s; Grubość nakładanych warstw proszkowych: µm; Dokładność otrzymywanych przedmiotów: +/- 0,05 mm; Max wymiary budowanego elementu: 250 x 250 x 200 mm; Urządzenie EOSINT M 250Xt Zainstalowane w laboratorium IZTW Obudowa urządzenia laserowego: klasy 1 ; System podawania gazu osłonowego: zintegrowany generator azotu w urządzeniu; Na wyposażeniu znajduje się również urządzenie do czyszczenia komory roboczej i obróbki wykańczającej (śrutowanie)

14 Optymalna strategia budowania elementu powłoka i rdzeń Powłoka zewnętrzna Powłoka wewnętrzna Rdzeń

15 Strategia budowania powłoka i rdzeń warstwa wierzchnia, (gęstość 100%) powłoka warstwa zewnętrzna, (gęstość ok %) warstwa wewnętrzna, (gęstość ok. 97 %) rdzeń (gęstość ok. 94 %) Przekrój poprzeczny elementu z materiału DirectSteel H20 budowanego na EOSINT M 250 Xt przy standardowych parametrach, po śrutowaniu Szybkość budowania rdzenia może być do 8x większa niż dla warstwy zewnętrznej

16 Proszki Nazwa Typ Typowe zastosowania DirectMetal 20 Mieszanka na bazie brązu Formy wtryskowe, narzędzia, prototypy DirectSteel 20 Mieszanka na bazie stali Formy wtryskowe, narzędzia, prototypy DirectSteel H20 Mieszanka na bazie stal Formy wtryskowe, narzędzia, prototypy EOS Maraging Steel MS1 EOS Stainless Steel 17-4 EOS CobaltChrome MP1 EOS Titanum Ti64 18 Mar 300/ Stal nierdzewna 17-4/PH/ nadstop Stop lekki Ti6Al4V Prototypy i serie wyrobów w budowie maszyn Prototypy i serie wyrobów w budowie maszyn i medycynie Prototypy i serie wyrobów w budowie maszyn, medycynie i dentystyce Prototypy i serie wyrobów przemysł lotniczy, samochodowy itp.

17 Proszki DM20 pow. x 1000 DS20 pow. x 5000 DSH20 pow. x 800

18 Właściwości fizyczne stosowanych materiałów proszkowych DirectMetal20 DirectSteel20 DirectSteel H20 Współczynnik rozszerzalności cieplnej [10-6 /K] 18 9 ( T=50 C ) 13 ( C) 14 ( C) 15 ( C) Przewodnictwo cieplne [W/mK] 30 ( T=50 C ) 13 ( T=50 C ) 15 (w 50 C) 18 (w 200 C) Maksymalna temperatura otoczenia pracy [ C]
![(100-250 C) 14 (250-400 C) 15 (400-550 C) Przewodnictwo cieplne [W/mK] 30 ( T=50 C )](/docs-images/43/15361171/images/page_18.jpg "13 ( T=50 C ) 15 (w 50 C) 18 (w 200 C) Maksymalna temperatura otoczenia pracy [ C] 400")
19 Cd. DirectMetal 20 DirectSteel 20 DirectSteel H20 Minimalna zalecana grubość warstwy 20 µm 20 µm 20 µm Uzyskiwana dokładność ±50 µm ±50 µm ±50 µm Minimalna grubość ścianki 0.6 mm 0.5 mm 0.7 mm Prędkość budowania 20 µm rdzeń 15 mm³/s 7.5 mm³/s 4 mm³/s 20 µm powłoka 2-8 mm³/s mm³/s mm³/s 40 µm rdzeń 16 mm³/s 8 mm³/s 5 mm³/s 40 µm powłoka 4 10 mm³/s 2 4 mm³/s 1-3 mm³/s 60 µm rdzeń 18 mm³/s 10 mm³/s bd 60 µm powłoka 6-12 mm³/s mm³/s bd

20 Właściwości fizyczne elementów Gęstość w obszarze powłoki [g/cm 3 ] Gęstość w obszarze rdzenia [g/cm 3 ] DirectMetal20 7,6 6,3 DirectSteel20 7,6 6,3 DirectSteel H20 7,8 7,0 Porowatość względna[%] 8 2 <0,5 Wytrzymałość na rozciąganie [MPa] Granica plastyczności [MPa] Moduł Younga [GPa] do do do (po obróbce cieplnej %) 180 Wytrzymałość na zerwanie w kierunku poprzecznym [MPa] Wydłużenie do zerwania [%] 2,5 1,5 4
![rozciąganie [MPa] Granica plastyczności [MPa] Moduł Younga [GPa] do 400 200 80 do 600 400 130 do 1100 800 (po](/docs-images/43/15361171/images/page_20.jpg "obróbce cieplnej + 10-15%) 180 Wytrzymałość na zerwanie w kierunku poprzecznym [MPa] 700 1000 2000 Wydłużenie do")
21 Twardość [HB, HV, HRB] Po spiekaniu Po śrutowaniu Po naniesieniu powłoki TiN lub CrN metoda PVD Po azotowaniu Chropowatość powierzchni [µm] Bez obróbki wykończeniowej Po śrutowaniu Po polerowaniu Właściwości fizyczne elementów cd. DirectMetal HB, 115 HV (ok. 65 HRB) >2000HV Ra=9 Rz=40 50 Ra=3 Rz=15 Rz do <1 DirectSteel HB, 225 HV, 94 HRB >2000HV 380 HB, 400 HV, ok. 112 HRB Ra=10 Rz=50 Ra=4 Rz=15 Rz do <1 DirectSteel H HV, HRC HV, HRC >2000HV HV Ra=10 Rz=40 50 Ra=5 Rz=25 Rz do <1
22 Obróbka wykończeniowa DM20 DS20 DS H20 Zmiany wymiarów po śrutowaniu ok. 50 µm ok. 40 µm ok. 40 µm Zmiany wymiarów po obróbce ściernej ok µm ok µm ok µm
23 Przykłady wybranych elementów DirectPart prototypy wyroby jednorazowe, specjalistyczne krótkie serie produkcyjne części testowe, aparatura naukowa DirectTool formy wtryskowe, inne narzędzia odlewnicze matryce do obróbki plastycznej stałe części narzędzi.
24 Przykłady wybranych elementów Wkładka zamka wykonana z DirectMetal 20, pojedynczy proces DMLS zastępuje 16 operacji EDM. Koło zębate do Volvo S80, dostępne na drugi dzień
25 Przykłady wybranych elementów Nożyce z ostrzami i przekładnią wykonane z DirectSteel 20 8 części złożeniowych kłódki w DirectMetal 20, czas dostawy 1 tydzień (80% redukcja czasu)
26 Przykłady wybranych elementów Łopatka turbiny Prototypowa obręcz statora helicoptera z DirectSteel 20
27 Przykłady wybranych elementów Obudowa sprzęgła, odlew ciśnieniowy z aluminium wykonany w formie z DirectSteel 20, wytrzymałość formy ponad 500 sztuk Obudowa blokady kierownicy wykonana z magnezu w formie z DirectMetal 20
28 Przykłady wybranych elementów Zawias drzwi wykonany z 2.5 mm blachy stalowej; matryca z DirectMetal 20 Inne przykłady obróbki plastycznej dzięki matrycom wykonanym na EOSINT M 250Xt
29 Wytwarzanie modeli i narzędzi w IZTW Kraków
30 Wykonywanie elementów metalowych w IZTW Urządzenie: EOSINT M 250 Xt Programy: Magics, EOS RP -Tools i PSW 3.22 Program Magics - przygotowanie elementu do podziału na warstwy (w tym momencie podejmuje się decyzję o ustawieniu elementu w komorze roboczej) jak również generuje się konstrukcje wsporczą (suport). Program EOS RP-Tools - podział elementu na warstwy. Program PSW 3.22 realizacja procesu spiekania
31 Etap I. Po wczytaniu do programu elementu w formacie.mgx bądź.stl należy umieścić go w wirtualnej komorze roboczej. Operator może odpowiednio usytuować element w obszarze roboczym. Wczytany element w środowisku programu Magics
32 Etap II. Korzystamy z programu EOS RP-Tools. Program EOS RP Tools bezpośrednio w momencie wczytywania zapisanego pliku generuje element podzielony na warstwy, przeznaczone do spiekania (20, 40 bądź 60 µm). Po zakończeniu tego procesu należy zamknąć program (zapis pliku odbywa się automatycznie). Zapisany plik elementu jest wykorzystywany w procesie spiekania. Element umieszczony w wirtualnej komorze roboczej
33 Środowisko programu EOS RP-Tools po wygenerowaniu warstw na elemencie. (W prawym górnym rogu jest widoczny numer warstwy, którą oglądamy).
34 Zbudowana konstrukcja wsporcza pod elementem Etap III. W programie Magics (funkcja budowy suportu) następuje wygenerowanie pliku konstrukcji wsporczej (suportu). Konstrukcja wsporcza jest automatycznie budowana w miejscach gdzie to jest wymagane wg. programu. Operator może ręcznie zmodyfikować suport korzystając ze swojego doświadczenia przy wykonywaniu tego typu elementów. Wynik projektowania suportu jest zapisywany do pliku. Przechodzimy ponownie do programu EOS RP-Tools, gdzie podczas wczytywania pliku konstrukcji wsporczej następuje podział na warstwy o założonej grubości.
35 W tym momencie są dostępne dwa warstwowe pliki: elementu i jego suportu, które zostaną wykorzystane do zainicjowania procesu spiekania na urządzeniu EOSINT. Środowisko programu EOS RP-Tools po wygenerowaniu warstw na suporcie. (W prawym górnym rogu jest widoczny numer warstwy, którą oglądamy).
36 Etap IV. Przez wczytanie nowego elementu (tj. obu stworzonych do tej pory plików) następuje przygotowanie otrzymanych plików do użycia w programie PSW 3.22 zainstalowanym na komputerze obsługującym EOSINT M250. Program umożliwia odpowiednie (decyzja operatora) ustawienie elementu względem pióra prowadnicy (zgarniacza) tak, aby w czasie spiekania nie uszkodził on elementu, co mogłoby wpłynąć na przerwanie procesu. Na monitorze można śledzić przebieg procesu budowy całego elementu - razem z konstrukcją wsporczą (przesuwając paskiem z prawej strony).
37 Środowisko programu PSW 3.22 podczas przesuwania paska widoczna jest konstrukcja wsporcza (wysokość 2.48 mm
38 Środowisko programu PSW 3.22 podczas przesuwania paska widoczny jest element (wysokość mm)
39 Program służy również do symulacji czasu pracy urządzenia, co pozwala na wstępne oszacowanie kosztów wytworzenia elementów. Należy zaznaczyć, że powyższy element w sumie z suportem ma wysokość mm czas wykonania: 5.21 godz. Symulacja przebiegu budowy elementu
40 Przykłady wybranych elementów Element ze spiralnym kanałem chłodzenia wykonany z DirectSteel 20
41 Przykłady wybranych elementów Elementy wykonane z DirectSteel 20
42 Przykłady wybranych elementów Element z DirectMetal 20. Przed usunięciem z płyty roboczej i obróbką śrutowaniem
43 Przykłady wybranych elementów Wkładka matrycowa wykonana z materiału DirectMetal. Przed usunięciem z płyty roboczej, po obróbce śrutowaniem
44 Przykłady wybranych elementów Seria elementów wykonanych z DirectMetal20. Przed usunięciem z płyty roboczej i śrutowaniem.
45 Przykłady wybranych elementów Element z DirectMetal20 wykonany w IZTW. Przed usunięciem z płyty roboczej i śrutowaniem oraz po obróbce śrutowaniem
46 Przykłady wybranych elementów Elementy z DirectMetal20 wykonane w IZTW. Przed usunięciem z płyty roboczej i śrutowaniem oraz element usunięty z płyty roboczej, przed śrutowaniem
47 Elementy wykonane z DirectSteel 20 (prototypy nożyków do maszynki do mielenia)
48 A C B Eliptyczne koło zębate z DirectMetal20 wykonane w IZTW. A - przed usunięciem z płyty roboczej, B - po usunięciu z płyty, C po obróbce śrutowaniem.
49
50 Spiekanie elementów o wymiarach większych od wymiarów platformy roboczej Wirtualny podział elementu na części, Spiekanie części podzielonego elementu, Łączenie części metodą spawania laserowego.
51 System LRS firmy O.R. Lasertechnologie GmbH
52 Charakterystyka techniczna Głowica laserowa Typ lasera : Moc nominalna: Moc w impulsie: Maksymalna energia impulsu: Czas trwania impulsu: Częstotliwość impulsów: Średnica ogniska: Nd:YAG, impulsowy 160 W 9 kw 60 J 0,2-20 ms 1,0-100 Hz 0,2-2,0 mm Stół roboczy Posuw: 5 15 mm/s Rozdzielczość: 0,1 3 mm Układ optyczny Mikroskop stereo: 15 x Średnica pola widzenia: 16 mm Optyka monitorująca: 300 mm (oś - Z)
53 Przykłady elementów spiekanych w częściach i następnie spawanych laserowo
54 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo
55 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo. (Strzałką zaznaczono miejsce spawania)
56 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo. (Strzałkami zaznaczono miejsce spawania)
57 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo
58 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo. (Strzałką zaznaczono miejsce spawania).
59 Element z DirectMetal 20 spiekany w częściach i następnie spawany laserowo. (Strzałką zaznaczono miejsce spawania).
60 Podsumowanie Selektywne spiekanie laserowe znajduje szerokie zastosowanie w różnych dziedzinach przemysłu i stanowi alternatywną metodę produkcyjną w przypadku realizacji skomplikowanych, czasochłonnych i wymagających dużych nakładów finansowych operacji. Z uwagi na czas wykonywania, jakość uzyskiwanych elementów i możliwości tej metody, jest ona w odniesieniu do tradycyjnych metod produkcyjnych tania i elastyczna, a czasem niezastąpiona.
61 Zapytania prosimy kierować: Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania Wrocławska 37a, Kraków tel ;
62 Serdecznie dziękuję za uwagę!
Wykonywanie elementów metalowych metodą DMLS
 Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS)
") Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS) J. Czekaj, M. Chuchro, J. Dziedzic, A. Stwora Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS) J. Czekaj, M. Chuchro, J. Dziedzic, A. Stwora Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
ZASTOSOWANIE TECHNOLOGII SELEKTYWNEGO SPIEKANIA LASEROWEGO (SLS) W INŻYNIERII MASZYN
 W INŻYNIERII MASZYN") Ruszaj A., Chuchro M. Wyszynski D., Zastosowanie technologii selektywnego spiekania laserowego (SLS) w inżynierii maszyn (Selective laser sintering (SLS) technology application in mechanical Engineering),
Ruszaj A., Chuchro M. Wyszynski D., Zastosowanie technologii selektywnego spiekania laserowego (SLS) w inżynierii maszyn (Selective laser sintering (SLS) technology application in mechanical Engineering),
Zastosowanie inŝynierii odwrotnej w projektowaniu
 Zastosowanie inŝynierii odwrotnej w projektowaniu elektrod do drąŝenia elektrochemicznego (ECM) Sebastian Skoczypiec*, Krzysztof Karbowski**, Adam Ruszaj* * w Krakowie **Instytut Technologii Maszyn i Automatyzacji
Zastosowanie inŝynierii odwrotnej w projektowaniu elektrod do drąŝenia elektrochemicznego (ECM) Sebastian Skoczypiec*, Krzysztof Karbowski**, Adam Ruszaj* * w Krakowie **Instytut Technologii Maszyn i Automatyzacji
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
Drukarki 3D. Rapid prototyping - czyli szybkie wytwarzanie prototypów.
 Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
technologie przyszłości rapid prototyping Andrzej Sobaś
 technologie przyszłości rapid prototyping Andrzej Sobaś najpopularniejsze technologie: 3D printing utwardzanie proszku skrobiowego przy pomocy kleju PolyJet utwardzanie światłem UV ciekłej żywicy akrylowej
technologie przyszłości rapid prototyping Andrzej Sobaś najpopularniejsze technologie: 3D printing utwardzanie proszku skrobiowego przy pomocy kleju PolyJet utwardzanie światłem UV ciekłej żywicy akrylowej
Zastosowanie druku przestrzennego we wzornictwie przemysłowym.
 Akademia Sztuk Pięknych w Warszawie Wydział Wzornictwa Przemysłowego dr inż. Przemysław Siemiński e-mail: przemyslaw.sieminski@asp.waw.pl www.3druk.pl Zastosowanie druku przestrzennego we wzornictwie przemysłowym.
Akademia Sztuk Pięknych w Warszawie Wydział Wzornictwa Przemysłowego dr inż. Przemysław Siemiński e-mail: przemyslaw.sieminski@asp.waw.pl www.3druk.pl Zastosowanie druku przestrzennego we wzornictwie przemysłowym.
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak
 Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
ZASTOSOWANIE DRUKU 3D
 ZASTOSOWANIE DRUKU 3D w odlewnictwie autoryzowany przedstawiciel 3D Lab s.c. 02-949 Warszawa // ul. Ostra 13C T/F: (+48 22) 885 63 23 // M: +48 505 10 10 33 Formy odlewnicze z piasku kwarcowego Budowa
ZASTOSOWANIE DRUKU 3D w odlewnictwie autoryzowany przedstawiciel 3D Lab s.c. 02-949 Warszawa // ul. Ostra 13C T/F: (+48 22) 885 63 23 // M: +48 505 10 10 33 Formy odlewnicze z piasku kwarcowego Budowa
Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
 PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
PROJEKT NR: POIG.01.01.02-00-015/09 Zaawansowane materiały i technologie ich wytwarzania Recykling złomu obiegowego odlewniczych stopów magnezu poprzez zastosowanie innowacyjnej metody endomodyfikacji
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
Formularz ofertowy. Lp. Podstawowe kryteria współpracy dotyczące zamówienia TAK/NIE. 1. Gwarancja min. 12 miesięcy na wszystkie urządzenia.
 Załącznik nr 1 do zapytania ofertowego nr 1/2017 z dnia 210.2017 r. Formularz ofertowy Miejscowość, data W imieniu Firmy:.. pieczęć firmowa Oświadczam, iż dostawę urządzeń technologicznych do produkcji
Załącznik nr 1 do zapytania ofertowego nr 1/2017 z dnia 210.2017 r. Formularz ofertowy Miejscowość, data W imieniu Firmy:.. pieczęć firmowa Oświadczam, iż dostawę urządzeń technologicznych do produkcji
PRACA DYPLOMOWA W BUDOWIE WKŁADEK FORMUJĄCYCH. Tomasz Kamiński. Temat: ŻYWICE EPOKSYDOWE. dr inż. Leszek Nakonieczny
 Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Zigma inżynieria przemysłowa ul. Lewkoniowa 2 60-175 Poznań
 Oferujemy usługi wydruku modeli 3D przy użyciu niezawodnych drukarek amerykańskiej firmy 3D Systems!!! Drukowane modele są w pełni zgodne z przesłanym projektem 3D. Drukujemy modele o skomplikowanych kształtach
Oferujemy usługi wydruku modeli 3D przy użyciu niezawodnych drukarek amerykańskiej firmy 3D Systems!!! Drukowane modele są w pełni zgodne z przesłanym projektem 3D. Drukujemy modele o skomplikowanych kształtach
Techniki druku 3D. Jan BIS Marek KRET
 Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania Laboratorium szybkiego prototypowania... Panel sterujący Zbiornik do wypłukiwania struktury
Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania Laboratorium szybkiego prototypowania... Panel sterujący Zbiornik do wypłukiwania struktury
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
Szybkie prototypowanie w projektowaniu wzorniczym.
 Szybkie prototypowanie w projektowaniu wzorniczym. Technologie druku przestrzennego Popularne metody szybkiego prototypowania SLA (Stereolitogrphy) Stereolitografia.
Szybkie prototypowanie w projektowaniu wzorniczym. Technologie druku przestrzennego Popularne metody szybkiego prototypowania SLA (Stereolitogrphy) Stereolitografia.
Wysokowydajne systemy laserowe produkcji ALPHA LASER. Autoryzowany Dystrybutor. LaserTech
 Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Stal Niskowęglowa: Cynowane
 Stal Niskowęglowa: Cynowane Skład chemiczny Skład chemiczny nie jest określany w normach. Element % wagi (maksymalna, chyba, że zostanie ustanowiona inna wartość) (Typ A) (Typ B) C 0,04-0,08 0,09-0,12
Stal Niskowęglowa: Cynowane Skład chemiczny Skład chemiczny nie jest określany w normach. Element % wagi (maksymalna, chyba, że zostanie ustanowiona inna wartość) (Typ A) (Typ B) C 0,04-0,08 0,09-0,12
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium CSe
 WYśSZA SZKOŁA INśYNIERII DENTYSTYCZNEJ im. prof. Meissnera w Ustroniu WYDZIAŁ INśYNIERII DENTYSTYCZNEJ WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium
WYśSZA SZKOŁA INśYNIERII DENTYSTYCZNEJ im. prof. Meissnera w Ustroniu WYDZIAŁ INśYNIERII DENTYSTYCZNEJ WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
Taśmy stalowe dla branży piekarniczej. Kompleksowe rozwiązanie dla wszystkich Państwa potrzeb w dziedzinie taśm stalowych w branży piekarniczej
 Taśmy stalowe dla branży piekarniczej Kompleksowe rozwiązanie dla wszystkich Państwa potrzeb w dziedzinie taśm stalowych w branży piekarniczej Taśmy stalowe wysokiej jakości dla pieców piekarniczych firmy
Taśmy stalowe dla branży piekarniczej Kompleksowe rozwiązanie dla wszystkich Państwa potrzeb w dziedzinie taśm stalowych w branży piekarniczej Taśmy stalowe wysokiej jakości dla pieców piekarniczych firmy
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Dawid Bula. Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych
 WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
WyŜsza Szkoła InŜynierii Dentystycznej im. Prof. Alferda Meissnera w Ustroniu Dawid Bula Wytrzymałość połączenia metal-ceramika na wybranych podbudowach metalowych (The strength of metal-ceramics joins
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
Techniki wytwarzania - odlewnictwo
 Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
MATERIAŁY SPIEKANE (SPIEKI)
") MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
MATERIAŁY SPIEKANE (SPIEKI) Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 193 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 15, Data wydania: 8 października 2015 r. AB 193 Kod identyfikacji
SSAB Boron STWORZONE DLA CIEBIE I DO HARTOWANIA
 SSAB Boron STWORZONE DLA CIEBIE I DO HARTOWANIA Jeśli doświadczyłeś zakłóceń w produkcji ze względu na zmienne własności stali, zalecamy stosowanie stali borowych SSAB. SSAB BORON GWARANCJA ŁATWIEJSZEJ
SSAB Boron STWORZONE DLA CIEBIE I DO HARTOWANIA Jeśli doświadczyłeś zakłóceń w produkcji ze względu na zmienne własności stali, zalecamy stosowanie stali borowych SSAB. SSAB BORON GWARANCJA ŁATWIEJSZEJ
iglidur X Technologie zaawansowane
 Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
iglidur G Ekonomiczny i wszechstronny
 Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
Laboratorium Projektowania Materiałów i Szybkiego Wytwarzania Wyrobów LAPROMAW DOTACJE NA INNOWACJE
 Laboratorium Projektowania Materiałów i Szybkiego Wytwarzania Wyrobów LAPROMAW DOTACJE NA INNOWACJE Projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu rozwoju Regionalnego Okres realizacji:
Laboratorium Projektowania Materiałów i Szybkiego Wytwarzania Wyrobów LAPROMAW DOTACJE NA INNOWACJE Projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu rozwoju Regionalnego Okres realizacji:
WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH
 PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
Badania twardości elementów modelowych wytworzonych przyrostową techniką FDM z elastomerów termoplastycznych
 Badania twardości elementów modelowych wytworzonych przyrostową techniką FDM z elastomerów termoplastycznych Autor: mgr inż. Janusz Kluczyński Paprotnia/ Teresin 17-21.10.2016r. 1 Definicja wytwarzania
Badania twardości elementów modelowych wytworzonych przyrostową techniką FDM z elastomerów termoplastycznych Autor: mgr inż. Janusz Kluczyński Paprotnia/ Teresin 17-21.10.2016r. 1 Definicja wytwarzania
N 160-E N 200-4 N 350-4 N 500-6 N 700-2
 Dane techniczne C 160-2 / C 160-2 PLUS C 250-0 PLUS Max. grubość blachy Stal 400 N / mm 2 mm 1,6 2,5 = Rury spiralnie zwijane mm 4 x 0,9 / 6 x 0,6 Stal 600 N / mm 2 mm 1,2 1,5 = Rury spiralnie zwijane
Dane techniczne C 160-2 / C 160-2 PLUS C 250-0 PLUS Max. grubość blachy Stal 400 N / mm 2 mm 1,6 2,5 = Rury spiralnie zwijane mm 4 x 0,9 / 6 x 0,6 Stal 600 N / mm 2 mm 1,2 1,5 = Rury spiralnie zwijane
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji
 www.ruukki.pl Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji Ruukki Laser. Standard dla cięcia laserowego. Wyznaczamy standardy w zakresie dokładności i bezstresowej produkcji Dowiedz
www.ruukki.pl Stal Ruukki Laser dla bezobsługowej produkcji i najwyższej precyzji Ruukki Laser. Standard dla cięcia laserowego. Wyznaczamy standardy w zakresie dokładności i bezstresowej produkcji Dowiedz
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
PL B1. POLITECHNIKA ŚWIĘTOKRZYSKA, Kielce, PL BUP 17/16. MAGDALENA PIASECKA, Kielce, PL WUP 04/17
 PL 225512 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225512 (13) B1 (21) Numer zgłoszenia: 415204 (51) Int.Cl. C23C 10/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 225512 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225512 (13) B1 (21) Numer zgłoszenia: 415204 (51) Int.Cl. C23C 10/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
DRUKARKA 3D HBOT 3D F300
 DRUKARKA 3D HBOT 3D F300 HBOT 3D F300 Specyfikacja techniczna Drukarka 3D zaprojektowana do zastosowań przemysłowych Technologia Komora robocza FDM / FFF zamknięta z wymuszoną wentylacją Niezawodność,
DRUKARKA 3D HBOT 3D F300 HBOT 3D F300 Specyfikacja techniczna Drukarka 3D zaprojektowana do zastosowań przemysłowych Technologia Komora robocza FDM / FFF zamknięta z wymuszoną wentylacją Niezawodność,
PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt.
 Załącznik nr 7 + OPZ + formularz szacowanie wartości zamówienia PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt. Urządzenie musi być fabrycznie nowe, nie dopuszcza się urządzeń powystawowych,
Załącznik nr 7 + OPZ + formularz szacowanie wartości zamówienia PARAMETRY TECHNICZNO UŻYTKOWE Zadanie nr 7 Ploter laserowy 1 szt. Urządzenie musi być fabrycznie nowe, nie dopuszcza się urządzeń powystawowych,
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI
 BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI Opracował: Paweł Urbańczyk Zawiercie, marzec 2012 1 Charakterystyka stali stosowanych w energetyce
BADANIA URZĄDZEŃ TECHNICZNYCH ELEMENTEM SYSTEMU BIEŻĄCEJ OCENY ICH STANU TECHNICZNEGO I PROGNOZOWANIA TRWAŁOŚCI Opracował: Paweł Urbańczyk Zawiercie, marzec 2012 1 Charakterystyka stali stosowanych w energetyce
Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
 Oferujemy szeroką gamę usług: Usługa cięcia poprzecznego Usługa cięcie wzdłużnego Ciecie laserem Wypalanie CNC I wiele innych Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
Oferujemy szeroką gamę usług: Usługa cięcia poprzecznego Usługa cięcie wzdłużnego Ciecie laserem Wypalanie CNC I wiele innych Możemy się pochwalić dynamicznym rozwojem co potwierdza ranking Gazela Biznesu:
Okres realizacji projektu: r r.
 PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
PROJEKT: Wykorzystanie modułowych systemów podawania i mieszania materiałów proszkowych na przykładzie linii technologicznej do wytwarzania katod w bateriach termicznych wraz z systemem eksperckim doboru
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
Instrukcja "Jak stosować preparat CerMark?"
 Instrukcja "Jak stosować preparat CerMark?" Co to jest CerMark? Produkt, który umożliwia znakowanie metali w technologii laserowej CO 2. Znakowanie uzyskane w technologii CerMark charakteryzuje idealna
Instrukcja "Jak stosować preparat CerMark?" Co to jest CerMark? Produkt, który umożliwia znakowanie metali w technologii laserowej CO 2. Znakowanie uzyskane w technologii CerMark charakteryzuje idealna
Dobór materiałów konstrukcyjnych cz. 10
 Dobór materiałów konstrukcyjnych cz. 10 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska DO UŻYTKU WEWNĘTRZNEGO Zniszczenie materiału w wyniku
Dobór materiałów konstrukcyjnych cz. 10 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska DO UŻYTKU WEWNĘTRZNEGO Zniszczenie materiału w wyniku
iglidur J Na najwyższych i na najniższych obrotach
 Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
Części specjalne HARTMETALL UND KERAMIK. PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE
 PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE RDZENIE FORMUJĄCE NARZĘDZIA DO OBRÓBKI PLASTYCZNEJ SPRAWDZIANY NOŻE Części specjalne www.stjorsen.pl Nasza firma Jakość w każdym aspekcie
PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE RDZENIE FORMUJĄCE NARZĘDZIA DO OBRÓBKI PLASTYCZNEJ SPRAWDZIANY NOŻE Części specjalne www.stjorsen.pl Nasza firma Jakość w każdym aspekcie
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
Rury stalowe. Rury precyzyjne Form 220 i 370
 Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
ADIR. A (mm) B (mm) C (mm) Kg
 B (mm) C (mm) Kg") Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.
![MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.](/thumbs/96/129683942.jpg "MCU 450V[T]-5X. Wielofunkcyjne pięcioosiowe centrum obróbkowe.") MCU 450V[T]-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz 2 3 MCU 450V-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz Główne cechy maszyny Wielofunkcyjne 5-osiowe centrum
MCU 450V[T]-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz 2 3 MCU 450V-5X Wielofunkcyjne pięcioosiowe centrum obróbkowe www.kovosvit.cz Główne cechy maszyny Wielofunkcyjne 5-osiowe centrum
Drukarka HBOT 3D F300 TO CREATE
 Drukarka HBOT 3D F300 TO CREATE PROSTOTA Nasi konstruktorzy zadbali o to, żeby obsługa HBOT 3D F300 była tak prosta, jak używanie klasycznej drukarki. Wystarczy, że wybierzesz jakość druku, rodzaj materiału
Drukarka HBOT 3D F300 TO CREATE PROSTOTA Nasi konstruktorzy zadbali o to, żeby obsługa HBOT 3D F300 była tak prosta, jak używanie klasycznej drukarki. Wystarczy, że wybierzesz jakość druku, rodzaj materiału
Oprócz szerokiego, ciągle rozszerzanego
 KART-MAP Spółka Jawna 10-376 Olsztyn, Nikielkowo ul. Parkowa 3 tel.+ 48 89 535 71 50, fax.+ 48 89 535 71 43 handlowy@kart-map.com.pl produkcja@kart-map.com.pl www.kart-map.pl KART-MAP Spółka Jawna jest
KART-MAP Spółka Jawna 10-376 Olsztyn, Nikielkowo ul. Parkowa 3 tel.+ 48 89 535 71 50, fax.+ 48 89 535 71 43 handlowy@kart-map.com.pl produkcja@kart-map.com.pl www.kart-map.pl KART-MAP Spółka Jawna jest
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków
 1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków Gęstością teoretyczną spieku jest stosunek jego masy do jego objętości rzeczywistej, to jest objętości całkowitej pomniejszonej o objętość
1. BADANIE SPIEKÓW 1.1. Oznaczanie gęstości i porowatości spieków Gęstością teoretyczną spieku jest stosunek jego masy do jego objętości rzeczywistej, to jest objętości całkowitej pomniejszonej o objętość
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Aluminiowe profile modułowe
 Aluminiowe profile modułowe 2 www.jordan-matcon.pl 3 KANYA to aluminiowy system modułowy o nieograniczonych możliwościach. Nasze profile znajdują bardzo wiele zastosowań, w wielu branżach. Charakteryzują
Aluminiowe profile modułowe 2 www.jordan-matcon.pl 3 KANYA to aluminiowy system modułowy o nieograniczonych możliwościach. Nasze profile znajdują bardzo wiele zastosowań, w wielu branżach. Charakteryzują
T c e h c niki k dru r ku k 3D 3 przy r k zy ł k ad a y y zas za t s oso s wań Jan n B IS Marek KRET P weł łpł P A Ł T A EK
 Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania janbis@educax.net marekk@educax.net pplatek@educax.net 2 Laboratorium szybkiego prototypowania...
Techniki druku 3D przykłady zastosowań Jan BIS Marek KRET Paweł PŁATEK Laboratorium szybkiego prototypowania janbis@educax.net marekk@educax.net pplatek@educax.net 2 Laboratorium szybkiego prototypowania...
Kompensatory stalowe. Produkcja. Strona 1 z 76
 Strona 1 z 76 Kompensatory stalowe Jeśli potencjalne odkształcenia termiczne lub mechaniczne nie mogą być zaabsorbowane przez system rurociągów, istnieje konieczność stosowania kompensatorów. Nie przestrzeganie
Strona 1 z 76 Kompensatory stalowe Jeśli potencjalne odkształcenia termiczne lub mechaniczne nie mogą być zaabsorbowane przez system rurociągów, istnieje konieczność stosowania kompensatorów. Nie przestrzeganie
iglidur W300 Długodystansowy
 Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Przetwórstwo tworzyw sztucznych i gumy
 Przetwórstwo tworzyw sztucznych i gumy Lab.7. Wpływ parametrów wytłaczania na właściwości mechaniczne folii rękawowej Spis treści 1. Cel ćwiczenia i zakres pracy.. 2 2. Definicje i pojęcia podstawowe 2
Przetwórstwo tworzyw sztucznych i gumy Lab.7. Wpływ parametrów wytłaczania na właściwości mechaniczne folii rękawowej Spis treści 1. Cel ćwiczenia i zakres pracy.. 2 2. Definicje i pojęcia podstawowe 2
SPOTKANIE 8 stycznia Instytut Zaawansowanych Technologii Wytwarzania
 SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
Centrum Badawcze Polskiej Akademii Nauk Konwersja Energii i Źródła Odnawialne w Gminie Jabłonna
 Gdańsk, 20.11.2014 r. dotyczy: Przetarg nieograniczony na wyposażenie warsztatu szybkiego prototypowania: system selektywnego laserowego spiekania metali 38/PN/ApBad/2014 ZAPYTANIA I WYJAŚNIENIA ORAZ PRZESUNIĘCIE
Gdańsk, 20.11.2014 r. dotyczy: Przetarg nieograniczony na wyposażenie warsztatu szybkiego prototypowania: system selektywnego laserowego spiekania metali 38/PN/ApBad/2014 ZAPYTANIA I WYJAŚNIENIA ORAZ PRZESUNIĘCIE
Z mechanicznego i elektronicznego punktu widzenia każda z połówek maszyny składa się z 10 osi o kontrolowanej prędkości i pozycji.
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
SuperLock. Grodzice kompozytowe nowej generacji. Wszystkie zalety grodzic winylowych, większa. sztywność i wytrzymałość.
 SuperLock Grodzice kompozytowe nowej generacji. Wszystkie zalety grodzic winylowych, większa sztywność i wytrzymałość. Grupa Pietrucha Globalny biznes po polsku. Grupa Pietrucha to nowocześnie zarządzane,
SuperLock Grodzice kompozytowe nowej generacji. Wszystkie zalety grodzic winylowych, większa sztywność i wytrzymałość. Grupa Pietrucha Globalny biznes po polsku. Grupa Pietrucha to nowocześnie zarządzane,
7 czerwca
 www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
FORMULARZ OFERTOWY ... (pieczęć Dostawcy) ZAPYTANIE OFERTOWE NA:
 ZAPYTANIE OFERTOWE NA:") FORMULARZ OFERTOWY. (pieczęć Dostawcy) ZAPYTANIE OFERTOWE NA: Dostawę: Wykonawca : 1. Zarejestrowana nazwa Przedsiębiorstwa: 2. Zarejestrowany adres Przedsiębiorstwa: 3. Numer telefonu:...................................................
FORMULARZ OFERTOWY. (pieczęć Dostawcy) ZAPYTANIE OFERTOWE NA: Dostawę: Wykonawca : 1. Zarejestrowana nazwa Przedsiębiorstwa: 2. Zarejestrowany adres Przedsiębiorstwa: 3. Numer telefonu:...................................................
Spektroskopia Przygotowanie próbek Próbki metaliczne i tlenkowe
 Spektroskopia Przygotowanie próbek Próbki metaliczne i tlenkowe RYS Otwarte odśrodkowe ramię Lifumat-Met-3.3 RYS Lifumat-M-2000-3.3 V Seria pieców Lifumat została opracowana do znacznie szerszego zastosowania
Spektroskopia Przygotowanie próbek Próbki metaliczne i tlenkowe RYS Otwarte odśrodkowe ramię Lifumat-Met-3.3 RYS Lifumat-M-2000-3.3 V Seria pieców Lifumat została opracowana do znacznie szerszego zastosowania
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Politechnika Gdańska, Inżynieria Biomedyczna. Przedmiot: BIOMATERIAŁY. Metody pasywacji powierzchni biomateriałów. Dr inż. Agnieszka Ossowska
 BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
TECHNIKI SZYBKIEGO PROTOTYPOWANIA W BUDOWIE MASZYN
 Mgr inż. Artur ANDREARCZYK Dr inż. Grzegorz ŻYWICA Instytut Maszyn Przepływowych PAN DOI: 10.17814/mechanik.2015.7.208 TECHNIKI SZYBKIEGO PROTOTYPOWANIA W BUDOWIE MASZYN Streszczenie: W artykule omówiono
Mgr inż. Artur ANDREARCZYK Dr inż. Grzegorz ŻYWICA Instytut Maszyn Przepływowych PAN DOI: 10.17814/mechanik.2015.7.208 TECHNIKI SZYBKIEGO PROTOTYPOWANIA W BUDOWIE MASZYN Streszczenie: W artykule omówiono
.eu S235 S275 S /304 L 316/316 L LDX
 .eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Profil H MIN 30 x.50 x 1 000 mm MAX 400 x 1 000 x 15 000 mm Wymiary średnik
.eu S235 S275 S355 304/304 L 316/316 L LDX 2101 1.4162 1.4362 1.4462 1.4016 1.4301 1.4307 1.4401 1.4404 1.4571 1.4539 1.4828 1.4845 Profil H MIN 30 x.50 x 1 000 mm MAX 400 x 1 000 x 15 000 mm Wymiary średnik
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 197 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 9 Data wydania: 26 czerwca 2014 r. Nazwa i adres INSTYTUT ZAAWANSOWANYCH
Advanced Forming Hartowanie w procesie tłoczenia
 Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE
 SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG....74-7 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne....7 Podkładki
SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG....74-7 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne....7 Podkładki
CHARAKTERYSTYKA. Kompensator kołnierzowy mocowany do kołnierzy.
 BUDOWA Kompensatory są to elastyczne łączniki kanałów i rurociągów w instalacjach przemysłowych. Zapewniają one prawidłową pracę instalacji oraz szczelność przy przemieszczeniach cieplnych i mechanicznych
BUDOWA Kompensatory są to elastyczne łączniki kanałów i rurociągów w instalacjach przemysłowych. Zapewniają one prawidłową pracę instalacji oraz szczelność przy przemieszczeniach cieplnych i mechanicznych
PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH
 Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Posiadamy certyfikat PN-EN ISO 9001:2008
 Nasza oferta - Produkcja precyzyjnych części prototypowych - Produkcja serii testowej - Produkcja seryjna precyzyjnych części maszyn z różnych metali, w tym stali hartowanej i trudne w obróbce materiały,
Nasza oferta - Produkcja precyzyjnych części prototypowych - Produkcja serii testowej - Produkcja seryjna precyzyjnych części maszyn z różnych metali, w tym stali hartowanej i trudne w obróbce materiały,
Informacje o usługach KS Maków
 Informacje o usługach KS Maków ul. Przasnyska 77 06-200 Maków Mazowiecki Piotr Jurys Kierownik Projektu Mobile: +48 660 42 93 74 Tel. +48 029 717 08 30 www. ksconstruction.com.pl p.jurys@autohit.com.pl
Informacje o usługach KS Maków ul. Przasnyska 77 06-200 Maków Mazowiecki Piotr Jurys Kierownik Projektu Mobile: +48 660 42 93 74 Tel. +48 029 717 08 30 www. ksconstruction.com.pl p.jurys@autohit.com.pl