Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS)
|
|
|
- Bogdan Adam Janik
- 8 lat temu
- Przeglądów:
Transkrypt
1 Charakterystyka elementów wykonanych metodą bezpośredniego spiekania laserowego (DMLS) J. Czekaj, M. Chuchro, J. Dziedzic, A. Stwora Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie

2 Techniki wytwarzania warstwowego umożliwiające wytwarzanie części z proszków metali są obecne na rynku od kilku lat. Jedną z najbardziej znanych metod jest laserowe spiekanie metali (SLS). Metody przyrostowe stanowią atrakcyjne narzędzie do wykonywania zadań skomplikowanych pod względem technologicznym i geometrycznym. Z takimi właśnie problemami można się zetknąć przy produkcji form wtryskowych dla potrzeb przemysłu przeróbki tworzyw sztucznych lub form do odlewania ciśnieniowego metali nieżelaznych. Szczególne znaczenie ma w tym przypadku optymalne rozmieszczenie kanałów chłodzących, dostosowanych do powierzchni gniazda formy.

3 Korzyści ze stosowania form z optymalnie zaprojektowanymi kanałami chłodzącymi: zmniejszenia jednostkowego czasu cyklu w procesach formowania wtryskowego, zmniejszenia zużycia energii, zwiększenia trwałości form, poprawy jakości wyprasek. Wyliczone, optymalne z punktu widzenia termodynamiki, kanały mogą mieć skomplikowane kształty trudne lub wręcz niemożliwe do wykonania tradycyjnymi metodami.

4 Definicja Spiekania Laserowego Selektywne spiekanie laserowe (SLS) to rodzina metod polegających na wytwarzaniu litych wyrobów poprzez zestalanie materiałów proszkowych warstwa po warstwie poprzez ekspozycję powierzchni proszku na działanie wiązki laserowej Proszek Spiekanie laserowe Wyrób

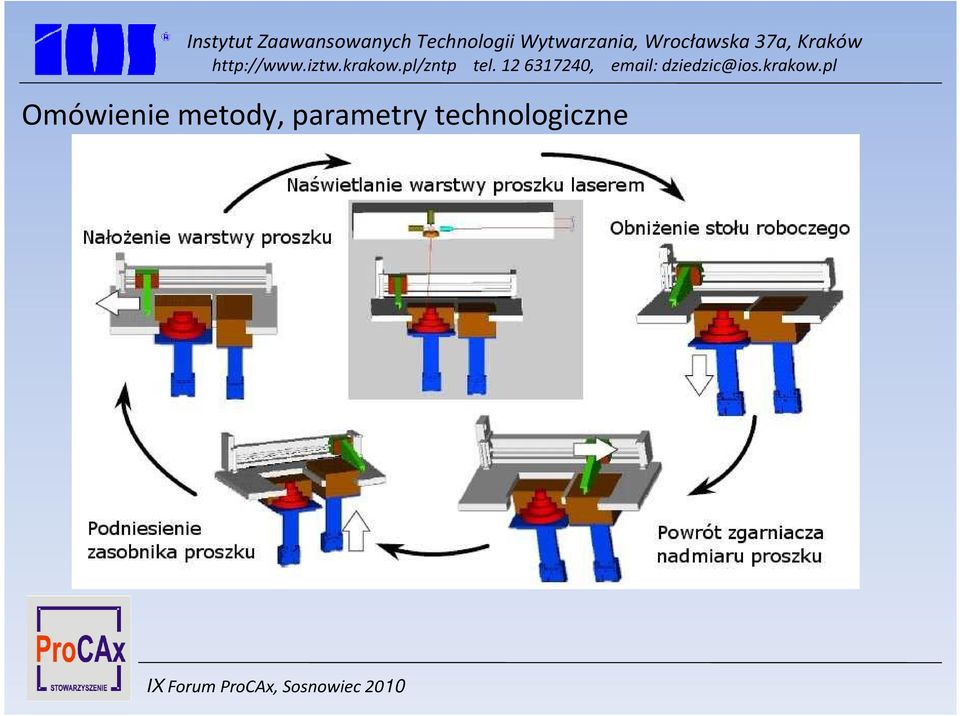
5 Omówienie metody, parametry technologiczne Parametry technologiczne: k współczynnik absorpcji, P moc lasera v prędkość skanowania d grubość warstwy proszku

6 Omówienie metody, parametry technologiczne
7 Prezentacja EOSINT M 270 EOSINT M270 laserświatłowodowy Ybo mocy200 W szeroka gama materiałów do specjalistycznych zastosowań przestrzeńrobocza 250 mm x 250 mmx 215 mm* precyzyjny i szybki skaner wiązki laserowej precyzyjny układ skupiający F-Theta podwójny system ogniskowania wiązki lasera w celu optymalizacji dokładności, rozdzielczości i wydajności urządzenia zoptymalizowane strategie ekspozycji proszku na działanie wiązki lasera

8 Dostępne obecnie na rynku proszki dla systemu EOSINT M270 Nazwa proszku Typ materiału Typowe zastosowanie EOS MaragingSteel MS1 EOS StainlessSteel GP1 EOS StainlessSteel PH1 EOS NickelAlloy IN718 EOS CobaltChrome MP1 EOS CobaltChrome SP2 EOS Titanium Ti64 EOS Aluminium AlSi10Mg DirectMetal Mar 300 / Stal nierdzewna 17-4 / Stal do utwardzania 15-5 / Inconel 718, UNS N07718, AMS 5662, W.Nr etc. Superstop CoCrMo Superstop CoCrMo Stop lekki Ti6Al4V Stop leki AlSi10Mg Mieszanka na bazie brązu Wkładki form wtryskowych, inżynieria Funkcjonalne prototypy i serie produkcyjne, inżynieria i medycyna Funkcjonalne prototypy i serie produkcyjne, inżynieria i medycyna Funkcjonalne prototypy i serie produkcyjne, części turbin do pracy w wysokich temperaturach Funkcjonalne prototypy i serie produkcyjne, inżynieria i medycyna, dentystyka Dentystyka produkcja seryjna Funkcjonalne prototypy i serie produkcyjne, inżynieria, motoryzacja, aeronautyka, sporty motorowe Funkcjonalne prototypy i serie produkcyjne, przemysł motoryzacyjny Wkładki form wtryskowych, funkcjonalne prototypy

9 EOS stal MaragingSteel(martenzytyczna starzona) MS1 Charakterystyka: 18 Maraging typ 300 stal (1.2709, X3NiCoMoTi18-9-5) całkowite przetopienie materiału dla uzyskania pełnej gęstości, wytrzymałości i możliwości polerowania łatwa w obróbce utwardzana starzeniowo do ok. 55 HRC dobra przewodność cieplna Typowe zastosowania: serie odlewów wtryskowych inne aplikacje narzędziowe, np. odlewnictwo elementy o wysokiej wydajności, np. przemysł lotniczy Wkładka do formy wtryskowej z wewnętrznym kanałem chłodzenia

10 EOS MaragingSteel MS1 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków 200 wkładek z wewnętrznym chłodzeniem do zastosowania w odlewaniu wtryskowym

11 EOS StainlessSteel GP1 stal nierdzewna Charakterystyka: materiał odpowiada stopowi 17-4 (1.4542,X5CrNiCuNb16-4) doskonała ciągliwość Typowe zastosowania: zastosowania inżynieryjne funkcjonalne prototypy, krótkie serie produkcyjne, części zapasowe i na zamówienie elementy wymagające wysokiej odporności na korozje lub sterylne elementy o szczególnie wysokiej wytrzymałości i ciągliwości Test geometrii (NASA)

12 EOS StainlessSteel GP1 stal nierdzewna Skład chemiczny odpowiada klasyfikacji US 17-4 i europejskiej bardzo szybkie stapianie i krzepniecie mikrostruktura i właściwości nie są identyczne jak w materiale odlewanym czy kutym

13 EOS StainlessSteel PH1 stal nierdzewna Charakterystyka: bardzo wysoka wytrzymałość spełnia wymaganiaastm E 8 łatwe utwardzanie do 43 HRC Zastosowanie: zastosowania inżynieryjne-funkcjonalne prototypy krótkie serie produkcyjne elementy na zamówienie bądź części zamienne elementy o szczególnej wytrzymałości i twardości Instrumenty stosowane w chirurgii kości

14 EOS Stainless Steel PH1 stal nierdzewna Skład chemiczny (odpowiada DIN i UNS S15500). Charakterystyka: prosta obróbka cieplna (starzenie w 482 C przez 1 godzinę + chłodzenie swobodne) doskonałe właściwości mechaniczne dzięki umacnianiu wydzieleniowemu wyżarzanie w roztworze+ hartowanie nie wymagane przed starzeniem
 doskonałe właściwości mechaniczne dzięki umacnianiu")
15 EOS stop niklu IN718 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków Charakterystyka: stop na bazie niklu odporny na działanie temperatury doskonała odporność na korozję wysoka wydajność w temperaturze do 700 C, np. odporność na rozciąganie, zmęczenie i pełzanie Zastosowanie: części turbin lotniczych i naziemnych komponenty rakiet i przemysł kosmiczny przemysł chemiczny przemysł przetwórstwa naftowego Element wykonany na EOSINT M270

16 EOS stop niklu IN718 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków Skład chemiczny odpowiada stopowi Inconel 718,UNS N07718, AMS 5662, AMS 5664, W.Nr2.4668, DIN NiCr19Fe19NbMo3 Wyróżniający się odpornością na korozję Po obróbce cieplnej Przed obróbką cieplną Mikrofotografia struktury

17 EOS stop CobaltChrome MP1 Charakterystyka: wysoka wytrzymałość, odpornośćna działanie temperatury i korozję biozgodność spełnia ISO Zastosowanie: inżynieria wysokotemperaturowa, np. turbiny implanty medyczne Układ wydechowy silnika Implant kolanowy



18 EOS stop CobaltChrome MP1 Stop wolny od Ni, zawiera< 0.10 wt-% Ni. Jednorodny rozkład pierwiastków w strukturze. Co Cr Mikrofotografia struktury

19 EOS stop CobaltChrome MP1 Fotografie turbiny gazowej silnika helikoptera

20 EOS stop CobaltChrome SP1 Charakterystyka: wysoka wytrzymałośćna działanie temperatury i odporność na korozję biozgodność właściwości cieplne skorelowane z ceramiką dentystyczną Zastosowanie: elementy dentystyczne (mostki, korony) 384elementy dentystyczne wybudowane w czasie 20godz.
 384elementy dentystyczne wybudowane w")
21 EOS Titanium Ti64/ TiCP Charakterystyka: Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków doskonały stosunek wagi do wytrzymałości odporność na korozję biozgodność Zastosowanie: przemysł lotniczy i kosmiczny, inżynieria implanty biomedyczne Właściwości fizyczne Ti64: gęstość względna po spiekaniu ok. 100 % gęstość: 4.43 g/cm3 pojedyncze pory Implant kręgosłupa Cienkościenny element hamulca
22 EOS Aluminium AlSi10Mg Charakterystyka: mała waga Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków wysoki współczynnik przewodności cieplnej Zastosowania: rozwiązania inżynieryjne z aluminium- funkcjonalne prototypy, krótkie serie produkcyjne, elementy na zamówienie lub części zamienne przemysł motoryzacyjny, inżynieria, wyścigi motorowe, przemysł lotniczy i kosmiczny pneumatyka prototypowe formy odlewnicze
23 EOS Aluminium AlSi10Mg Zastosowanie Si i Mg jako pierwiastków stopowych powoduje wzrost wytrzymałości i twardości stopu Właściwości fizyczne: gęstośćwzględna: ~ 100 % gęstość: 2.68 g/cm3
24 Wytwarzanie modeli i narzędzi w IZTW Kraków
25 Prezentacja EOSINT M 250Xt EOSINT M 250 Xtended System zapewnia w sposóbkompleksowy proces powstawania elementu, poprzez: Urządzenie EOSINT M 250Xt zainstalowane w laboratorium IZTW przygotowanie pliku STL na podstawie wprowadzonego modelu 3D stworzonego w środowisku CAD, automatyczny podziałmodelu na warstwy o określonej grubości, sprawdzenie i korektębłędów, dobór parametrów procesu a prioriw trybie offline. wykonanie elementu metodą DMLS.
26 Prezentacja EOSINT M 250Xt Charakterystyka urządzenia Laser CO 2 :270 W; Prędkość skanowania: do 3.0 m/s; Grubość nakładanych warstw proszkowych: µm; Dokładność otrzymywanych elementów: +/- 0,05 mm; Maxwymiary budowanego elementu:250 x 250 x 200 mm; System podawania gazu osłonowego: zintegrowany generator azotu w urządzeniu. Na wyposażeniu znajduje sięrównieżurządzenie do obróbki wykańczającej przez śrutowanie. Urządzenie EOSINT M 250Xt zainstalowane w laboratorium IZTW
27 Właściwości fizyczne stosowanych materiałów proszkowych DirectMetal20 DirectSteel20 DirectSteel H20 Współczynnik rozszerzalności cieplnej [10-6 /K] 18 9 ( T=50 C ) 13 ( C) 14 ( C) 15 ( C) Przewodnictwo cieplne [W/mK] 30 ( T=50 C ) 13 ( T=50 C ) 15 (w 50 C) 18 (w 200 C) Maksymalna temperatura otoczenia pracy [ C]
28 Cd. DirectMetal 20 DirectSteel 20 DirectSteel H20 Minimalna zalecana grubość warstwy 20 μm 20 µm 20 µm Uzyskiwana dokładność ±50 μm ±50 µm ±50 µm Minimalna grubość ścianki Prędkość budowania 0.6 mm 0.5 mm 0.7 mm 20 μm rdzeń 15 mm³/s 7.5 mm³/s 4 mm³/s 20 μm powłoka 2-8 mm³/s mm³/s mm³/s 40 μm rdzeń 16 mm³/s 8 mm³/s 5 mm³/s 40 μm powłoka 4 10 mm³/s 2 4 mm³/s 1-3 mm³/s 60 μm rdzeń 18 mm³/s 10 mm³/s bd 60 μm powłoka 6-12 mm³/s mm³/s bd
29 Wykonywanie elementów metalowych w IZTW Urządzenie: EOSINT M 250 Xt Programy: Magics, EOS RP-Toolsi PSW 3.22 Program Magics-przygotowanieelementu do podziału na warstwy (w tym momencie podejmuje siędecyzjęo ustawieniu elementu w komorze roboczej) jak równieżgeneruje siękonstrukcje wsporczą(suport). Program EOS RP-Tools- podział elementu na warstwy. Program PSW 3.22 realizacja procesu spiekania.
30 Przykłady wybranych elementów Element ze spiralnym kanałem chłodzenia wykonany z DirectSteel 20 Elementy wykonane z DirectSteel 20
31 Element zdirectmetal20 (przed usunięciem z płyty roboczej i obróbką śrutowaniem)
32 Wkładka matrycowa wykonana z materiału DirectMetal (przed usunięciem z płyty roboczej, po obróbce śrutowaniem)
33 Element z DirectMetal20 wykonany w IZTW (przed usunięciem z płyty roboczej i śrutowaniem oraz po obróbce śrutowaniem)
34 Badanie możliwości wykonywania narzędzi dla przetwórstwa tworzyw sztucznych
35 Metody przyrostowe stanowiąatrakcyjne narzędzie do wykonywania zadańskomplikowanych pod względem technologicznym i geometrycznym. Z takimi właśnie problemami można sięzetknąćprzy produkcji form wtryskowych dla potrzeb przemysłu przeróbki tworzyw sztucznych lub form do odlewania ciśnieniowego metali nieżelaznych.
36 Szczególne znaczenie w produkcji form wtryskowych ma optymalne rozmieszczenie kanałów chłodzących, dostosowanych do powierzchni gniazda formy. Stosowanie form z optymalnie zaprojektowanymi kanałami może przynieść wiele korzyści w postaci: zmniejszenia jednostkowego czasu cyklu w procesach formowania wtryskowego, zmniejszenia zużycia energii, zwiększenia trwałości form, poprawy jakości wyprasek. Wyliczone, optymalne z punktu widzenia termodynamiki, kanały mogą miećskomplikowane kształty trudne lub wręcz niemożliwe do wykonania tradycyjnymi metodami.
37 Wkładka formująca służąca do chłodzenia narzędzi do formowania użytkowego: na lewo przedstawienie złożonej geometrii wewnętrznej; na prawo wkładka wykonana metodą DMLS z mat. MaragingSteelMS1 (firma EOS/LBC)
38 a) b) a) -tradycyjne kanały chłodzące; b) -konformalnekanały chłodzące dopasowane do kształtu gniazda wykonane na EOSINT M 270.
39 a) b) Wkładka formy wtryskowej ze swobodnymi kanałami chłodzącymi: a) projekt CAD z widocznym przebiegiem kanałów, b) gotowa wkładka wykonana metodą SLS z brązu na płycie bazowej. Źródło: www. hipermoulding.com
40 Można sądzić, iż zastosowanie techniki wytwarzania warstwowego, np. metody selektywnego spiekania laserowego proszków metali pozwoli wykonywać formy z bardzo skomplikowanymi kształtami kanałów chłodzących. Niemniej jednak na jakość form mają wpływ również inne parametry. Są to między innymi: dokładność odtworzenia kształtu, twardość, podatność na obróbkę skrawaniem, ścierną, erozyjną ( zwłaszcza EDM ), chropowatość powierzchni. Dlatego podjęto prace mające na celu sprawdzenie wyżej wymienionych cech na specjalnie zaprojektowanych próbkach, które wykonywano metodą SLS na urządzeniu EOSINT M250Xt.
41 Na próbki wybrano materiał DirectSteelH20, który jest rekomendowany do wykonywania narzędzi. Własności fizyczne elementów wykonanych z materiału DirectSteel H 20 minimalna zalecana grubość warstwy uzyskiwana dokładność minimalna grubość ścianki twardość po spiekaniu twardość po śrutowaniu chropowatość po spiekaniu chropowatość po śrutowaniu chropowatość po polerowaniu 20 µm 50 µm 0.7 mm HV HV Ra = 10µm; Rz= 40 50µm Ra = 5µm; Rz= 25µm Rz <1µm
42 a) b) c) d) e) f) Kształty zaprojektowanych próbek do spiekania metodą DMLS
43 TABELA 1. WYMIARY POPRZECZNE PRÓBEK O PRZEKROJU KWADRATOWYM PO SPIEKANIU LASEROWYM. Nr próbki 1, 3, 5, 7 Nr próbki 8, 9, 10, 11 Nr próbki 12, 14, 16, 18 WYMIAR Lp. Nr próbki A [mm] B [mm] TEORETYCZNY ZMIERZONY TEORETYCZNY ZMIERZONY ,00 15,99 16,00 16, ,00 15,97 16,00 16, ,00 16,02 16,00 16, ,00 16,00 16,00 15, ,00 16,00 16,00 16, ,00 15,92 16,00 15, ,00 15,95 16,00 15, ,00 16,03 16,00 16, ,00 16,08 16,00 16, ,00 19,97 16,00 16, ,00 16,00 16,00 16, ,00 16,05 16,00 16,08
44 TABELA 2. WYMIAR POPRZECZNY PRÓBKI O PRZEKROJU OKRĄGŁYM PO SPIEKANIU LASEROWYM. Lp. Nr próbki 1, 3, 5 Nr próbki 7, 8, 9 Nr próbki D teoretyczny WYMIAR [mm] D zmierzony D min D max 1 1 Φ 16,00 Φ 15,88 Φ 15, Φ 16,00 Φ 15,90 Φ 16, Φ 16,00 Φ 15,95 Φ 16, Φ 16,00 Φ 15,90 Φ 15, Φ 16,00 Φ 15,84 Φ 15, Φ 16,00 Φ 15,95 Φ 15,95
45 TABELA 3. WYMIARY PRÓBEK PRZED I PO ŚRUTOWANU. Nr próbki wymiar wymiar po wymiar po teoretyczny spiekaniu śrutowaniu mm mm mm 1 20,00 20,05 19, ,00 20,04 19, ,00 19,99 19, ,00 20,06 19,92
46 POMIARY CHROPOWATOŚCI Chropowatośćpowierzchni elementu czasami ma znaczenie tylko estetyczne, ale bardzo często funkcjonalne, zwłaszcza jeżeli dotyczy form wtryskowych, stempli, form odlewniczych. Wymagania stawiane przez konstruktorów sączęsto bardzo wysokie i zależąod wielu czynników. Np. na powierzchni formującej powinna byćosiągnięta powierzchnia lustrzana i chropowatość Ra 0.16 µm, kiedy indziej zakłada się powierzchnię matową uzyskiwanąz drążenia EDM. Mając na uwadze takie przypadki zdecydowano zmierzyćchropowatośćna powierzchniach próbek bezpośrednio po spiekaniu, po śrutowaniu, po szlifowaniu, po obróbce elektroerozyjnej na parametrach wykańczających oraz po szlifowaniu i następującym po nim polerowaniu. Drążenie EDM wykonano na próbkach okrągłych elektrodąw kształcie ostrosłupa.
47 Drążarka: EDEA 16 CNC Parametry drążenia EDM I z = 2 A I r = 1 A t i = 25 µs t o = 10 µs U r = 65 V praca z odsuwaniem elektrody Próbka spiekana SLS i drążona elektroerozyjnie wraz z elektrodą oraz wygląd powierzchni po drążeniu.
48 TABELA 4. WYNIKI POMIARÓW CHROPOWATOŚCI BEZ OBRÓBKI POW. POW. POW. CZOŁOWA BOCZNA SKOŚNA Ra Rz Ra Rz Ra Rz µm µm µm µm µm µm 4,3 17,6 10,8 56,2 11,1 57,7 5,7 23,8 9,7 54,1 11,9 60,5 5,6 22,9 11,0 58,6 9,5 54,8
49 PO OBRÓBCE ŚRUTOWANIEM POW. POW. POW. CZOŁOWA BOCZNA SKOŚNA Ra Rz Ra Rz Ra Rz µm µm µm µm µm µm 4,5 20,3 2,9 16,4 3,3 18,9 4,2 19,4 2,5 15,8 3,7 19,0 5,8 22,7 2,9 16,5 3,3 18,6 SZLIFOWANIE PO OBRÓBCE DRĄśENIE POLEROWANIE EDM Ra Rz Ra Rz Ra Rz µm µm µm µm µm µm 0,18 0,93 2,11 10,0 0,03 0,27 0,17 0,89 2,12 12,2 0,03 0,25 0,19 0,92 3,27 15,4 0,04 0,39
50 WYKONANIE MODELOWEGO KANAŁU CHŁODZĄCEGO Jednąz najważniejszych zalet jakie wynikająze stosowania warstwowych technik wytwarzania jest możliwośćoptymalnego rozmieszczeniai kształtowania kanałów chłodzących w formach. Takie kanały, aby spełniaćswoje zadania, musząbyćbudowane bez wewnętrznych podpór. Usunięcie ewentualnych podpór byłoby trudne, lub nawet niemożliwe. Natomiast pozostawienie podpór w kanałach dławiłoby przepływ czynnika chłodzącego. Dla sprawdzenia możliwości wykonywania kanałów zaprojektowano element z kanałem o zmiennej średnicy φ10mm, φ8mm, φ6mm, φ4mm, którego wykonanie przez wiercenie lub drążenie byłoby niemożliwe. W zakresie założonych średnic kanał został zbudowany prawidłowo.
51 Projekt elementu z kanałem chłodzącym
52 Widok elementu z kanałem chłodzącym wykonanego metodą SLS
53 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków tel , Widok kanału chłodzącego w elemencie wykonanym metodą SLS po przecięciu na wycinarce elektroerozyjnej
54 WYKONANIE PRÓBNYCH WKŁADEK FORMUJĄCYCH Zakład Niekonwencjonalnych Technologii Produkcyjnych realizując liczne usługi szczególnie w zakresie naprawy form przez laserowe napawanie powierzchni uszkodzonych w czasie eksploatacji, lub korygowania kształtu na formach wdrażanych do produkcji, nawiązał współpracę z takimi firmami jak: OPAKOMET S.A.; TELKOM TELOS S.A.; P.P.U. POLSPECJAL CO. LTD. Firmom tym zaprezentowanomożliwości stosowania przyrostowych technik wytwarzania elementów, a zwłaszcza laserowego spiekania metali do wytwarzania elementów form wtryskowych np. wkładek formujących. Dzięki tym kontaktom przedstawiciele Zakładu B5 mieli możliwość uczestniczenia w spotkaniu technologów organizowanym przez firmę, która jest wiodącym dostawcą produktów motoryzacyjnych specjalizującym się produkcji systemów i elementów dla samochodów. W szerokiej gamie produktówwystępują między innymi uszczelnienia nadwozia. Do ich produkcji wymagane są różnorodne wkładki formujące. Otrzymano częściową dokumentację dwóch wkładek formujących.
55 Wygląd wkładki formującej do uszczelki A. Wygląd wkładki formującej do uszczelki B.
56 Władka formująca do uszczelki A spiekana na podporach, materiał: DirectMetal20
57 Wkładka formująca do uszczelki B spiekana na podporach w ułożeniu płaskim, materiał: DirectMetal 20
58 Wkładka formująca do uszczelki B spiekana na podporach w ułożeniu pionowym. Materiał: DirectMetal 20
59 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków tel , Wkładka formująca uszczelki B spiekana bez podpór w ułożeniu pochylonym. Materiał: DirectSteel H20
60 Wkładka formująca uszczelki B spiekana bez podpór, bez otworów, w ułożeniu pochylonym. Materiał: DirectSteel H20
61 Instytut Zaawansowanych Technologii Wytwarzania, Wrocławska 37a, Kraków tel , Wygląd wkładki formującej spiekanej metodą SLS po obróbce mechanicznej oraz zdjęcie powierzchni kształtującej polerowanej w powiększeniu 10X i 300X.
62 Podsumowanie Uzyskanie dokładnych narzędzi jakimi są wkładki formujące do tworzyw sztucznych jest możliwe przy zastosowaniu metody laserowego spiekania metali oraz dodatkowo obróbki skrawaniem lub drążenia elektroerozyjnego. Projektując element przewidziany do wykonania przez laserowe spiekanie proszku metalu należy przewidzieć naddatek mm wynikający z niedokładności samego procesu spiekania oraz potrzeby usunięcia warstwy materiału dla uzyskania po polerowaniu powierzchni bez mikroporów. Jeżeli powierzchnia formująca może być matowa i chropowatość Ra>4 µm to wystarczający jest naddatek 0.4 mm.
63 Podsumowanie cd. Największą zaletą stosowania laserowego spiekania proszków metali do wykonywania wkładek formujących jest możliwość wykonania kanałów chłodzących o skomplikowanych kształtach, optymalnych z punktu widzenia termodynamiki. Przy wykonywaniu elementów metodą SLS nie można podać ogólnych zasad, których stosowanie zagwarantuje osiągnięcie sukcesu w postaci prawidłowo zbudowanego elementu. Ogromne znaczenie ma doświadczenie technologa projektującego ustawienie elementu na płycie bazowej oraz podpory i dodatkowe wzmocnienia.
64 Podsumowanie cd. Selektywne spiekanie laserowe znajduje szerokie zastosowanie w różnych dziedzinach przemysłu i stanowi alternatywną metodę produkcyjną w przypadku realizacji skomplikowanych, czasochłonnych i wymagających dużych nakładów finansowych operacji. Szeroka gama dostępnych na rynku materiałów oraz rozwój inżynierii materiałowej dają ogromne możliwości zastosowania metody w wielu gałęziach przemysłu i medycynie. Z uwagi na czas wykonywania i możliwości tej metody może być ona konkurencyjna do tradycyjnych metod produkcyjnych a czasem niezastąpiona. W prezentacji wykorzystano materiały udostępnione dzięki uprzejmości firmy EOS GmbH.
65 Dziękujęza uwagę
Wykonywanie elementów metalowych metodą DMLS
 Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Wykonywanie elementów metalowych metodą DMLS Dominik Wyszyński, Maria Chuchro Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych Technologii Wytwarzania w Krakowie Definicja Spiekania
Wytwarzanie modeli funkcjonalnych i narządzi metodą selektywnego spiekania laserowego
 Wytwarzanie modeli funkcjonalnych i narzędzi metodą selektywnego spiekania laserowego Maria Chuchro, Jan Czekaj, Adam Ruszaj Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
Wytwarzanie modeli funkcjonalnych i narzędzi metodą selektywnego spiekania laserowego Maria Chuchro, Jan Czekaj, Adam Ruszaj Zakład Niekonwencjonalnych Technologii Produkcyjnych Instytut Zaawansowanych
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
PRACA DYPLOMOWA W BUDOWIE WKŁADEK FORMUJĄCYCH. Tomasz Kamiński. Temat: ŻYWICE EPOKSYDOWE. dr inż. Leszek Nakonieczny
 Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
PRĘTY WĘGLIKOWE.
 Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
Pręty z węglika spiekanego są głównie wykonane z węglika wolframu, kobaltu oraz innych dodatków stopowych jakie są wymagane dla uzyskania odpowiednich właściwości. Elementy kształtuje się w następujący
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Jakościowe porównanie najważniejszych własności stali 1) Stal Maraging (temperatura maraging ok. 480 C); w tym stanie nie porównywalna ze stalami do ulepszania cieplnego.
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH
 STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH BÖHLER M268 BÖHLER M268 VMR jest ulepszoną cieplnie stalą do przetwórstwa tworzyw sztucznych. Stal M268 VMR posiada doskonałą
STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH BÖHLER M268 BÖHLER M268 VMR jest ulepszoną cieplnie stalą do przetwórstwa tworzyw sztucznych. Stal M268 VMR posiada doskonałą
UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE. Wiertła pełnowęglikowe HPC FORMAT GT. OBOWIĄZUJE DO r. 4,5.
 D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
D1 UNI UNIWERSALNE EKONOMICZNE NIEZAWODNE Wiertła pełnowęglikowe HPC FORMAT GT 5,1 5,1 www.format-quality.com Gültig bis 30.04.2021 4,5 99,15 15,20 OBOWIĄZUJE DO 30.04.2021 r. Idealne do uniwersalnych
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Piny pozycjonujące i piny do zgrzewania dla przemysłu samochodowego FRIALIT -DEGUSSIT ceramika tlenkowa
 Piny pozycjonujące i piny do zgrzewania dla przemysłu samochodowego FRIALIT -DEGUSSIT ceramika tlenkowa Większa perfekcja i precyzja podczas produkcji samochodu FRIALIT -DEGUSSIT ceramika tlenkowa 2 Komponenty
Piny pozycjonujące i piny do zgrzewania dla przemysłu samochodowego FRIALIT -DEGUSSIT ceramika tlenkowa Większa perfekcja i precyzja podczas produkcji samochodu FRIALIT -DEGUSSIT ceramika tlenkowa 2 Komponenty
ZASTOSOWANIE TECHNOLOGII SELEKTYWNEGO SPIEKANIA LASEROWEGO (SLS) W INŻYNIERII MASZYN
 W INŻYNIERII MASZYN") Ruszaj A., Chuchro M. Wyszynski D., Zastosowanie technologii selektywnego spiekania laserowego (SLS) w inżynierii maszyn (Selective laser sintering (SLS) technology application in mechanical Engineering),
Ruszaj A., Chuchro M. Wyszynski D., Zastosowanie technologii selektywnego spiekania laserowego (SLS) w inżynierii maszyn (Selective laser sintering (SLS) technology application in mechanical Engineering),
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU
 INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU CTS Technology to firma produkcyjno-handlowa dostarczająca części i elementy maszyn do wielu gałęzi przemysłu. Posiadamy doświadczenie w zakresie inżynierii materiałowej,
INNOWACYJNE ROZWIĄZANIA DLA PRZEMYSŁU CTS Technology to firma produkcyjno-handlowa dostarczająca części i elementy maszyn do wielu gałęzi przemysłu. Posiadamy doświadczenie w zakresie inżynierii materiałowej,
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Żywotność narzędzi wzrasta wraz ze wzrostem twardości roboczej Najważniejszymi czynnikami, pomiędzy innymi, które mogą skutkować zmniejszeniem kosztów produkcji są długi
Części specjalne HARTMETALL UND KERAMIK. PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE
 PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE RDZENIE FORMUJĄCE NARZĘDZIA DO OBRÓBKI PLASTYCZNEJ SPRAWDZIANY NOŻE Części specjalne www.stjorsen.pl Nasza firma Jakość w każdym aspekcie
PRECYZYJNE CZĘŚCI DO PRZYRZĄDÓW SEKCJE NARZĘDZI STEMPLE MATRYCE RDZENIE FORMUJĄCE NARZĘDZIA DO OBRÓBKI PLASTYCZNEJ SPRAWDZIANY NOŻE Części specjalne www.stjorsen.pl Nasza firma Jakość w każdym aspekcie
Chłodnice CuproBraze to nasza specjalność
 Chłodnice CuproBraze to nasza specjalność Dlaczego technologia CuproBraze jest doskonałym wyborem? LUTOWANIE TWARDE 450 C LUTOWANIE MIĘKKIE 1000 C 800 C 600 C 400 C 200 C Topienie miedzi Topienie aluminium
Chłodnice CuproBraze to nasza specjalność Dlaczego technologia CuproBraze jest doskonałym wyborem? LUTOWANIE TWARDE 450 C LUTOWANIE MIĘKKIE 1000 C 800 C 600 C 400 C 200 C Topienie miedzi Topienie aluminium
TYP 42 ZAKŁAD WYTWARZANIA ARTYKUŁÓW ŚCIERNYCH.
 66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
66 TYP 41 ŚCIERNICE płaskie do przecinania TYP 42 ŚCIERNICE z obniżonym środkiem do przecinania Ściernice typów 41 i 42 stanowią liczną i popularną grupę narzędzi ściernych uniwersalnych i specjalnych
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
iglidur X Technologie zaawansowane
 Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
Technologie zaawansowane Asortyment Materiał najlepiej charakteryzuje kombinacja wysokiej odporności temperaturowej z wytrzymałością na ściskanie, jak również wysoka odporność chemiczna. jest przeznaczony
Drukarki 3D. Rapid prototyping - czyli szybkie wytwarzanie prototypów.
 Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
Drukarki 3D Rapid prototyping - czyli szybkie wytwarzanie prototypów. Drukarki 3D Na całym świecie stosuje się dzisiaj oprogramowanie CAD za pomocą którego, projektanci tworzą dokładne wizualizacje swoich
60% Rabatu. na Gwintowniki
 SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
Stopy miedzi w technice elektrycznego zgrzewania oporowego. Elmedur X XS Z B2 NCS HA
 Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
iglidur W300 Długodystansowy
 Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
Długodystansowy Asortyment Materiał charakteryzuje duża odporność na zużycie, nawet w niesprzyjających warunkach i z chropowatymi wałami. Ze wszystkich materiałów iglidur, ten jest najbardziej odporny
ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH
 ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH Zbigniew Bonderek, Stefan Chromik Kraków 2006 r. WYDAWNICTWO NAUKOWE AKAPIT Recenzenci: Prof. Dr hab. Inż. Józef Dańko Prof. Dr
ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH Zbigniew Bonderek, Stefan Chromik Kraków 2006 r. WYDAWNICTWO NAUKOWE AKAPIT Recenzenci: Prof. Dr hab. Inż. Józef Dańko Prof. Dr
Stopy miedzi w technice elektrycznego zgrzewania oporowego. Elmedur X XS Z B2 NCS HA
 Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
technologie przyszłości rapid prototyping Andrzej Sobaś
 technologie przyszłości rapid prototyping Andrzej Sobaś najpopularniejsze technologie: 3D printing utwardzanie proszku skrobiowego przy pomocy kleju PolyJet utwardzanie światłem UV ciekłej żywicy akrylowej
technologie przyszłości rapid prototyping Andrzej Sobaś najpopularniejsze technologie: 3D printing utwardzanie proszku skrobiowego przy pomocy kleju PolyJet utwardzanie światłem UV ciekłej żywicy akrylowej
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
Wysokowydajne systemy laserowe produkcji ALPHA LASER. Autoryzowany Dystrybutor. LaserTech
 Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Nowości produkcyjne. Budowa form I / Płyty termoizolacyjne z tolerancją równoległości 0,02 mm. Zamówcie Państwo w sklepie online!
 Nowości produkcyjne Budowa form I / 2016 Zamówcie Państwo w sklepie online! www.meusburger.com Płyty termoizolacyjne z tolerancją równoległości 0,02 mm Zoptymalizowany standard płyt termoizolacyjnych»»
Nowości produkcyjne Budowa form I / 2016 Zamówcie Państwo w sklepie online! www.meusburger.com Płyty termoizolacyjne z tolerancją równoległości 0,02 mm Zoptymalizowany standard płyt termoizolacyjnych»»
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
STAL NARZĘDZIOWA DO PRACY NA ZIMNO BÖHLER K340 ISODUR jest uniwersalną stalą narzędziową do pracy na zimno, przy pomocy której zarobicie pieniądze i nie tylko podczas wycinania monet, lecz również podczas
APV Hybrydowe Spawane Płytowe Wymienniki Ciepła
 APV Hybrydowe Spawane Płytowe Wymienniki Ciepła Technologia Hybrydowe Wymienniki Ciepła APV są szeroko wykorzystywane w przemyśle od 98 roku. Szeroki zakres możliwych tworzonych konstrukcji w systemach
APV Hybrydowe Spawane Płytowe Wymienniki Ciepła Technologia Hybrydowe Wymienniki Ciepła APV są szeroko wykorzystywane w przemyśle od 98 roku. Szeroki zakres możliwych tworzonych konstrukcji w systemach
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
High-performance tools. Ready for action. VHM. Pilniki obrotowe z węglika spiekanego firmy Garryson. ATI Garryson. Allegheny Technologies
 High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
High-performance tools. Ready for action. VHM Pilniki obrotowe z węglika spiekanego firmy Garryson ATI Garryson Allegheny Technologies PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO POWLWKANE PILNIKI OBROTOWE Z
Nowości produkcyjne. Budowa form IV / E 3300 Zespół suwaka. Katalog CD Katalog Online
 Nowości produkcyjne Budowa form IV / 2015 Katalog CD 5.9.1.0 Katalog Online Rozszerzenie asortymentu naszych produktów jest odpowiedzią na Państwa uwagi i sugestie. Dzięki temu, jako Państwa dostawca,
Nowości produkcyjne Budowa form IV / 2015 Katalog CD 5.9.1.0 Katalog Online Rozszerzenie asortymentu naszych produktów jest odpowiedzią na Państwa uwagi i sugestie. Dzięki temu, jako Państwa dostawca,
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
Rury stalowe. Rury precyzyjne Form 220 i 370
 Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
Rury stalowe Rury precyzyjne Form 220 i 370 Produkowane przez Ruukki precyzyjne rury typu Form są przeznaczone do zastosowań, w których wymagana jest doskonała formowalność, spawalność, wytrzymałość, dokładność
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Posiadamy certyfikat PN-EN ISO 9001:2008
 Nasza oferta - Produkcja precyzyjnych części prototypowych - Produkcja serii testowej - Produkcja seryjna precyzyjnych części maszyn z różnych metali, w tym stali hartowanej i trudne w obróbce materiały,
Nasza oferta - Produkcja precyzyjnych części prototypowych - Produkcja serii testowej - Produkcja seryjna precyzyjnych części maszyn z różnych metali, w tym stali hartowanej i trudne w obróbce materiały,
iglidur G Ekonomiczny i wszechstronny
 Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
Ekonomiczny i wszechstronny Asortyment Łożyska pokrywją największy zakres różnych wymagań są po prostu wszechstronne. Polecane są w zastosowaniach ze średnimi lub ciężkimi obciążeniami, średnimi prędkościami
iglidur J Na najwyższych i na najniższych obrotach
 Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
Na najwyższych i na najniższych obrotach Asortyment Łożyska ślizgowe z są zaprojektowane tak, aby uzyskać jak najniższe współczynniki tarcia bez smarowania i ograniczenie drgań ciernych. Ze względu na
UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA
 INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA
 : Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
: Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
Projekt kluczowy. Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym. Segment nr 10
 Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
43 edycja SIM Paulina Koszla
 43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
43 edycja SIM 2015 Paulina Koszla Plan prezentacji O konferencji Zaprezentowane artykuły Inne artykuły Do udziału w konferencji zaprasza się młodych doktorów, asystentów i doktorantów z kierunków: Inżynieria
Stal precyzyjna okrągła łuszczona / przekręcana C Si Mn P S Cr Mo Ni
 Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2767 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI 45NiCrMo16
Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2767 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI 45NiCrMo16
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień
 Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
RAMPF Tooling Solutions GmbH & Co. KG Strona 1 z 5
 . RAMPF przygotował nowe materiały modelarskie dla odlewni z bloków o dotychczas nieosiągalnych parametrach. RAKU-TOOL WB-1258 z podwyższoną odpornością na ścieranie jest po raz pierwszy prezentowany na
. RAMPF przygotował nowe materiały modelarskie dla odlewni z bloków o dotychczas nieosiągalnych parametrach. RAKU-TOOL WB-1258 z podwyższoną odpornością na ścieranie jest po raz pierwszy prezentowany na
Usługi Profesjonalnego druku 3D.
 Usługi Profesjonalnego druku 3D www.technology-applied.com Oferta TECHNOLOGY APPLIED sp. z o. o. jest Spółką produkcyjną świadczącą kompleksowe usługi w zakresie wytwarzania addytywnego części i urządzeń.
Usługi Profesjonalnego druku 3D www.technology-applied.com Oferta TECHNOLOGY APPLIED sp. z o. o. jest Spółką produkcyjną świadczącą kompleksowe usługi w zakresie wytwarzania addytywnego części i urządzeń.
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej.
 FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA TECHNICZNA NIEWYCZERPANY POTENCJAŁ Peter Schramm pracuje w dziale technicznym FRIATEC AG, oddział ceramiki technicznej. Jak produkuje się zaawansowaną ceramikę techniczną?
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Advanced Forming Hartowanie w procesie tłoczenia
 Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
Advanced Forming Hartowanie w procesie tłoczenia ZAAWANSOWANE FORMOWANIE DLA PRZEMYSŁU SAMOCHODOWEGO Gdy klienci kładą silny nacisk na masę i wytrzymałość Wymagania odnośnie coraz lżejszych elementów z
Śruby i nakrętki trapezowe
 Strona Informacje o produkcie.2 śruby i nakrętki trapezowe Śruby ze stali czarnej.4 Śruby ze stali nierdzewnej.6 Nakrętki trapezowe stalowe.7 Nakrętki trapezowe brązowe.8 Nakrętki trapezowe 6-kątne.9 stalowe
Strona Informacje o produkcie.2 śruby i nakrętki trapezowe Śruby ze stali czarnej.4 Śruby ze stali nierdzewnej.6 Nakrętki trapezowe stalowe.7 Nakrętki trapezowe brązowe.8 Nakrętki trapezowe 6-kątne.9 stalowe
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
FORM-PLAST S.A. PREZENTACJA FIRMY
 FORM-PLAST S.A. PREZENTACJA FIRMY O NAS Form-Plast S.A. to firma z wieloletnią tradycją i doświadczeniem. W trakcie wieloletniej współpracy z liderami zarówno branży motoryzacyjnej jak i elektronicznej
FORM-PLAST S.A. PREZENTACJA FIRMY O NAS Form-Plast S.A. to firma z wieloletnią tradycją i doświadczeniem. W trakcie wieloletniej współpracy z liderami zarówno branży motoryzacyjnej jak i elektronicznej
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
Sandflex TOP Fabricator DINSTAL
 3853 - Sandflex TOP Fabricator Do cięcia profili konstrukcyjnych i rur Zastosowanie: Do cięcia: Profili konstrukcyjnych (kątowniki, ceowniki, dwuteowniki) Profili zamkniętych Rur Pakietów profili lub rur
3853 - Sandflex TOP Fabricator Do cięcia profili konstrukcyjnych i rur Zastosowanie: Do cięcia: Profili konstrukcyjnych (kątowniki, ceowniki, dwuteowniki) Profili zamkniętych Rur Pakietów profili lub rur
Dostarczamy elementy złączne nieprzerwanie od 1997 roku. Nasza oferta. skierowana jest zarówno do rynku hurtowego, zakładów produkcyjnych jak
 Katalog ofertowy 2014 / 2015 REMISS Dostarczamy elementy złączne nieprzerwanie od 1997 roku. Nasza oferta skierowana jest zarówno do rynku hurtowego, zakładów produkcyjnych jak i do odbiorców detalicznych.
Katalog ofertowy 2014 / 2015 REMISS Dostarczamy elementy złączne nieprzerwanie od 1997 roku. Nasza oferta skierowana jest zarówno do rynku hurtowego, zakładów produkcyjnych jak i do odbiorców detalicznych.
Witamy w Odlewni
 www.esterer-giesserei.de www.esterer.pl Witamy w Odlewni 29.03.2019 Historia firmy 1862: Josef Esterer buduje zakład produkcyjny i odlewnię nad Mörnbach w Altötting. 1900: Esterer SA staje się pierwszą
www.esterer-giesserei.de www.esterer.pl Witamy w Odlewni 29.03.2019 Historia firmy 1862: Josef Esterer buduje zakład produkcyjny i odlewnię nad Mörnbach w Altötting. 1900: Esterer SA staje się pierwszą
ESP-150. ZmEchaniZowany, wielogazowy SyStEm PlaZmowy.
 ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
iglidur M250 Solidny i wytrzymały
 Solidny i wytrzymały Asortyment Samosmarujące łożyska ślizgowe wykonane z są definiowane przez ich odporność na uderzenia, tłumienie drgań i odporność na zużycie. Są doskonałe w zastosowaniach, gdzie konieczne
Solidny i wytrzymały Asortyment Samosmarujące łożyska ślizgowe wykonane z są definiowane przez ich odporność na uderzenia, tłumienie drgań i odporność na zużycie. Są doskonałe w zastosowaniach, gdzie konieczne
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Cechy ściernic diamentowych i z regularnego azotku boru ze spoiwem ceramicznym
 Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
PL B1 (12) OPIS PATENTOWY (19) PL (11) ( 1 3 ) B1 B22D 27/11 B22D 18/02
 OPIS PATENTOWY (19) PL (11) ( 1 3 ) B1 B22D 27/11 B22D 18/02") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187462 (21) Numer zgłoszenia: 330694 (22) Data zgłoszenia: 04.01.1999 ( 1 3 ) B1 (51 ) Int.Cl.7 B22D 27/11
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 187462 (21) Numer zgłoszenia: 330694 (22) Data zgłoszenia: 04.01.1999 ( 1 3 ) B1 (51 ) Int.Cl.7 B22D 27/11
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Druk 3D z metalu. praktyka, możliwości i ograniczenia
 Technologie z metalu praktyka, możliwości i ograniczenia Żyjemy w czasach, w których przekaz masowy jest coraz częściej upraszczany i skracany do takiego stopnia, że niejednokrotnie na jego podstawie otrzymujemy
Technologie z metalu praktyka, możliwości i ograniczenia Żyjemy w czasach, w których przekaz masowy jest coraz częściej upraszczany i skracany do takiego stopnia, że niejednokrotnie na jego podstawie otrzymujemy
SPOTKANIE 8 stycznia Instytut Zaawansowanych Technologii Wytwarzania
 SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
Nowość od Mercedes-Benz: pierwsza metalowa część zamienna do samochodu ciężarowego z drukarki 3D.
 Informacja prasowa Nowość od Mercedes-Benz: pierwsza metalowa część zamienna do samochodu ciężarowego z drukarki 3D. 14 sierpnia 2017 r. Po raz pierwszy stabilne elementy metalowe drukowane, w jakości
Informacja prasowa Nowość od Mercedes-Benz: pierwsza metalowa część zamienna do samochodu ciężarowego z drukarki 3D. 14 sierpnia 2017 r. Po raz pierwszy stabilne elementy metalowe drukowane, w jakości
Zastosowanie inŝynierii odwrotnej w projektowaniu
 Zastosowanie inŝynierii odwrotnej w projektowaniu elektrod do drąŝenia elektrochemicznego (ECM) Sebastian Skoczypiec*, Krzysztof Karbowski**, Adam Ruszaj* * w Krakowie **Instytut Technologii Maszyn i Automatyzacji
Zastosowanie inŝynierii odwrotnej w projektowaniu elektrod do drąŝenia elektrochemicznego (ECM) Sebastian Skoczypiec*, Krzysztof Karbowski**, Adam Ruszaj* * w Krakowie **Instytut Technologii Maszyn i Automatyzacji
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
BADANIA WŁAŚCIWOŚCI POWLOK CERAMICZNYCH NA BAZIE CYRKONU NA TRYSKANYCH NA STOP PA30
 27/42 Solidification o f Metais and Alloys, Year 2000, Volume 2, Book No 42 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 42 PAN- Katowice, PL ISSN 0208-9386 BADANIA WŁAŚCIWOŚCI POWLOK CERAMICZNYCH
27/42 Solidification o f Metais and Alloys, Year 2000, Volume 2, Book No 42 Krzepnięcie Metali i Stopów, Rok 2000, Rocznik 2, Nr 42 PAN- Katowice, PL ISSN 0208-9386 BADANIA WŁAŚCIWOŚCI POWLOK CERAMICZNYCH
Stal Niskowęglowa: Cynowane
 Stal Niskowęglowa: Cynowane Skład chemiczny Skład chemiczny nie jest określany w normach. Element % wagi (maksymalna, chyba, że zostanie ustanowiona inna wartość) (Typ A) (Typ B) C 0,04-0,08 0,09-0,12
Stal Niskowęglowa: Cynowane Skład chemiczny Skład chemiczny nie jest określany w normach. Element % wagi (maksymalna, chyba, że zostanie ustanowiona inna wartość) (Typ A) (Typ B) C 0,04-0,08 0,09-0,12
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D. Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP.
 DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP www.3dlab.pl Osiągnij przewagę dzięki przyrostowemu wytwarzaniu z metali UWOLNIJ POTENCJAŁ
DRUK 3D Z METALU PRODUKCYJNE DRUKARKI 3D Wytwarzanie przyrostowe z proszków metali na systemach z serii ProX DMP www.3dlab.pl Osiągnij przewagę dzięki przyrostowemu wytwarzaniu z metali UWOLNIJ POTENCJAŁ
BLACHY PRECYZYJNE ZE STALI HARTOWANEJ I MOSIĄDZU, PODKŁADOWE TAŚMY I FOLIE
 BLACHY PRECYZYJNE ZE STALI HARTOWANEJ I MOSIĄDZU, PODKŁADOWE TAŚMY I FOLIE Wasz partner w zakresie precyzyjnej stali Oferujemy szeroką gamę podkładek zabezpieczających, pasków ze stali, które obejmują
BLACHY PRECYZYJNE ZE STALI HARTOWANEJ I MOSIĄDZU, PODKŁADOWE TAŚMY I FOLIE Wasz partner w zakresie precyzyjnej stali Oferujemy szeroką gamę podkładek zabezpieczających, pasków ze stali, które obejmują
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC
 KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
KONTROLA JAKOŚCI ODKUWEK I MATRYC / ARCHIWIZACJA I REGENERACJA MATRYC Słowa kluczowe: kontrola jakości, inżynieria odwrotna, regeneracja i archiwizacja matryc, frezowanie CNC, CAM. System pomiarowy: Skaner
Ciśnieniowe węże metalowe charakterystyka i zastosowanie
 Ciśnieniowe węże metalowe charakterystyka i zastosowanie Elastyczne ciśnieniowe węże i przewody metalowe znajdują zastosowanie dla warunków pracy i wymagań, których nie są w stanie spełnić węże wykonane
Ciśnieniowe węże metalowe charakterystyka i zastosowanie Elastyczne ciśnieniowe węże i przewody metalowe znajdują zastosowanie dla warunków pracy i wymagań, których nie są w stanie spełnić węże wykonane
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014
 III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
III Konferencja: Motoryzacja-Przemysł-Nauka ; Ministerstwo Gospodarki, dn. 23 czerwiec 2014 Praca została realizowana w ramach programu Innowacyjna Gospodarka, finansowanego przez Europejski fundusz Rozwoju
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU
 NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
L: 250 mm L: 500 mm C Si Mn P S Cr W 2,0-2,3 0,1-0,4 0,3-0,6 0-0,03 0-0,03 11,0-13,0 0,6-0,8
 Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2436 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI X210CrW12
Nazwa Materiał-Nr. / Werkstoff-Nr. PREMIUM 1.2436 Nazwa wg składu chemicznego, własności i / lub zastosowania PN AISI/SAE Szukanie alternatywnych gatunków stali w aplikacji ABRAMS PORADNIK STALI X210CrW12
Zastosowanie Druku 3D
 Zastosowanie Druku 3D Drukowanie 3D, najprościej mówiąc, jest procesem przekształcenia danych cyfrowych na fizycznie wykonany model trójwymiarowy. Jest to technologia, która była stosowana już wcześniej
Zastosowanie Druku 3D Drukowanie 3D, najprościej mówiąc, jest procesem przekształcenia danych cyfrowych na fizycznie wykonany model trójwymiarowy. Jest to technologia, która była stosowana już wcześniej
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak
 Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły