Wytaczanie. Nowe produkty. Wytyczne / prezentacja produktu / system identyfikacji Bryłowy trzpień wierzchołkowy do mikrowytaczania
|
|
|
- Mikołaj Baran
- 7 lat temu
- Przeglądów:
Transkrypt


 Wytaczadła do zastosowań ogólnych 61 Płytka YP Wytaczadła do zastosowań ogólnych 62 y narzędziowe do wytaczania do obróbki łożyskowej (kwadratowy trzon) Pręty AD Płytka CN Płytka DN Płytka TN")
 67 68~72 P 76 A / / C / J 77 P 80 E / EM Regulowana oprawka 81 Zalecane parametry skrawania Lista montażowa (A)")
1 Nowe produkty Wytyczne / prezentacja produktu / system identyfikacji Bryłowy trzpień wierzchołkowy do mikrowytaczania 1~88 Podwójny trzpień TWB / TWBT 12 ystemowy trzpień VNB- / VNB / VNBT / VNBX- 14 Dwukrawędziowy trzpień wierzchołkowy PB / PBT 22 Trzpień wierzchołkowy PB- / PBT- 24 zostanie zmieniony na PB / PBT. Wytaczadła do pozytywnych płytek Płytka CC Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 26 Płytka CP Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 30 Płytka DC Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 34 Płytka JC Wytaczadła do zastosowań ogólnych 40 Płytka TC Dynamiczny trzpień 41 Płytka TB / TP Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 42 Płytka VB / VC / VP Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 49 Płytka WB / WP Dynamiczny trzpień / wytaczadła do zastosowań ogólnych 56 Płytka P Wytaczadła do zastosowań ogólnych 60 Płytka TP (bez ) Wytaczadła do zastosowań ogólnych 61 Płytka YP Wytaczadła do zastosowań ogólnych 62 y narzędziowe do wytaczania do obróbki łożyskowej (kwadratowy trzon) Pręty AD Płytka CN Płytka DN Płytka TN Płytka CC Płytka DC Nasadka do wytaczania Wytaczadła do negatywnych płytek Płytka CN Płytka DN Płytka TN Płytka WN Wytaczadła do narzędzi ceramicznych Wytaczadła do bryłowych narzędzi CBN Oprawki 2~4 4~11 12~25 26~ (z otworem na chłodziwo / systemem tłumiącym wibracje) 67 68~72 P 76 A / / C / J 77 P 80 E / EM Regulowana oprawka 81 Zalecane parametry skrawania Lista montażowa (A) / poprzednia lista części Tabela alternatywnych uchwytów ch do wytaczadła Kompatybilność części uchwytów ch z blokadą dźwigni 63 64~ ~ ~81 82~ ~88 R42 1





 Wewnątrz materiału")





 Typ")












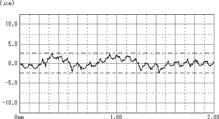
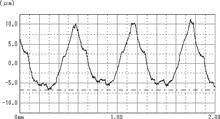
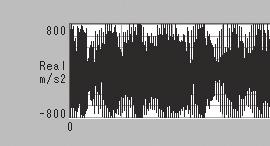
2 Nowe wytaczadło Dynamiczny trzpień Projekt uchwytu narzędziowego ulepszony w procesie analizy wytrzymałościowej Maksymalna gęstość strukturalna zapewniająca wysoką sztywność uchwytu narzędziowego Kontrola drgań w celu osiągnięcia stabilnej obróbki Dzięki dużym kieszeniom wiórowym możliwe jest lepsze odprowadzanie wiórów Lepsze odprowadzanie wiórów (Chłodziwo zewnętrzne) Wewnątrz materiału obrabianego Dynamiczny trzpień Konkurent A Konkurent B W produktach konkurenta A i B wióry zostają w obrabianym materiale, a przy dynamicznym trzpieniu iu wióry są odprowadzane na zewnątrz. Dynamiczny projekt z zastosowaniem najnowszych technologii symulacji komputerowej Kierunek odprowadzania wiórów Porównanie długości kieszeni Długość kieszeni Kierunek odprowadzania wiórów Typ CLC (P) Typ TLB (P) Długość kieszeni (mm) Dynamiczny trzpień Konkurent A Typ A-CLPR Typ A20-CLCR Lepsze odprowadzanie przez zastosowanie wstecznego odpływu wióra Dzięki dynamicznemu trzpieniowi możliwe jest lepsze odprowadzanie wiórów Dzięki zastosowaniu specjalnego stopu i technologii analizy wytrzymałości możliwe jest osiągnięcie wysokiej sztywności i odporności na drgania. Możliwe jest nieosiągalne wcześniej wykończenie powierzchni i zapewnienie dokładności wymiarowej. Wyniki tłumienia drgań Dobry Konkurent A Konkurent B (typ AE) Warunki cięcia 15CrMo5 Vc=150 m/min ap=0.5 mm f=0.1 mm/obr. -CLPR09 typ CPM090304L-Y Porównanie wykończenia powierzchni Drgania dynamicznego trzpienia były minimalne nawet przy wysokich prędkościach skrawania, umożliwiając stabilną obróbkę. Ściana powierzchniowa Powierzchnia Roughness Dynamiczny trzpień Konkurent A Konkurent B Ra=0.4 μm Rz=2.3 μm Ra=0.6 μm Rz=3.6 μm Ra=3.4 μm Rz=14.0 μm Warunki cięcia 15CrMo5 Vc=210 m/min ap=0.5 mm f=0.1 mm/obr. Typ AQ-CLPR09-18 CPMT090304XP(PV7020) L/D=4 Chłodzenie zewnętrzne Kierunek pomiaru drgań Przebieg oscylacyjny Reczywisty Reczywisty Reczywisty 2


 L/D=4 Chłodzenie zewnętrzne Kierunek pomiaru Rodzaje")
 (A..AE) zapewnia lepsze odprowadzanie wiórów.")







3 Parametr skrawania Dynamiczny trzpień AE osiąga precyzję krawędzi skrawającej i dokładność ustawienia dzięki zastosowaniu specjalnego stopu, tym samym zapewniając precyzyjną obróbkę. Przemieszczenie osi X (mm) Nowy projekt Konkurent B <Parametr skrawania> 34CrMo4 Vc=180 m/min ap=2 mm f=0.2 mm/obr. Typ /AQ-CLPR09-18 CPM090308(CA5525) L/D=4 Chłodzenie zewnętrzne Kierunek pomiaru Rodzaje uchwytów ch Znakomity trzpień (typ AE) Znakomity trzpień z otworem chłodzącym (chłodziwo wewnętrzne) (A..AE) zapewnia lepsze odprowadzanie wiórów. talowy trzpień talowy trzpień z trzonem (bez chłodzącego) jest korzystnym ekonomicznie rozwiązaniem Zalety trzpienia dynamicznego DUC Nowy projekt i koncepcja koncentrująca się na odprowadzaniu wiórów Ustawienie kieszeni wiórowych w strumieniu umożliwia lepsze odprowadzanie wiórów Nowy projekt Nowy projekt Chłodziwo płynie w kierunku ściany wewnętrznej obrabianego materiału Duża kieszeń wiórowa umożliwia odprowadzanie wióra po tylnej stronie trzpienia Przepływ chłodziwa Przepływ wiórów model standardowy Boczna kieszeń wiórowa kieruje wióry na zewnątrz obrabianego materiału model standardowy Napływ chłodziwa w kierunku wnętrza obrabianego materiału umożliwia łatwe odprowadzanie wiórów Dwukrawędziowy trzpień wierzchołkowy typu P do mikrowytaczaniaania Wyjątkowo oszczędne dwie krawędzie od ø2,0 w górę Łatwa w użytku, regulowana długość nawisu Zawarto integralny nr trzonu, aby umożliwić montaż w standardowych oprawkach Zapewnione zostały specjalne oprawki dopasowane do specyfikacji docelowych producentów maszyn wsteczne Rowkowanie Rowkowanie czołowe Gwintowanie PB 22 PBT 22 PG G44 PG G65 PT J24 średn. żłobienia.: ø4~ø7 pilotażowego: ø4.5~ø8 powierzchni: ø8 : ø2~ø7.: ø4~ø5 zerokość krawędzi: M: 0.75~1.5 mm zerokość krawędzi: Promień naroża (rε): 0.05 Promień naroża (rε): ~2.0 mm UN: 28~ TPI 1.0~3.0 mm Głębokość: 1.0~2.0 mm W: 24~18 TPI Głębokość: 2.0~3.0 mm Rc: 28~19 TPI 3







 ap (mm) f (mm/obr.")



 5.")


4 Trzpienie AD Wytaczadła z wymienną głowicą i systemem tłumiącym wibracje Tłumik pulsacji AD (Advanced Dampener) zapewnia maksymalny nawis równy sześciokrotności L/D. Osiąganie wysokowydajnej obróbki: Działanie tłumika drgań pozwala na zastosowanie dużej głębokości cięcia i dużych szybkości posuwu. Odpowiedni dla dużej gamy parametrów skrawania dzięki projektowi zmiennej głowicy. truktura systemu tłumiącego wibracje pecjalny system tłumiący z ciężkiego metalu Potencjalna powierzchnia obróbki (34CrMo4 Vc=150 m/min ap=0.5~3 mm f=0.1~0.3 mm/obr. TNMG0408) ap (mm) f (mm/obr.) Wytyczne dla wytaczadeł Wytyczne dot. długości nawisu wytaczadła (materiał obrabiany: C45) Materiał trzonu L/D Przykładowy typ uchwytu narzędziowego tal 3 CLP tal (Dynamiczny trzpień) 4 CLP-A Znakomity trzpień 5 CLP-E Znakomity trzpień (Dynamiczny trzpień) ystem tłumiący wibracje (trzpień AD) 5.5 A CLP-AE 6 A PCLN Węglik 7 C CLP D: Średnica trzpienia L: Długość wysięgu Wytaczadło z trzonem węglikowym eria z krótkim trzonem Dostępny typ z krótkim trzonem o długości 1/2 i 2/3 standardowego trzonu. (-1/2 lub -2/3 są przedstawione na końcu opisu) Oszczędny tandardowy rozmiar 2/3 długości 1/2 długości 4








5 Bryłowy trzpień wierzchołkowy do mikrowytaczania Zastosowanie Bryłowy trzpień wierzchołkowy Kształt Maksymalna długość nawisu dla typu trzonu (L/D) øa trona odniesienia dla uchwytu narzędziowego Podsumowanie TWB Podwójny trzpień Bryłowy TWBT Podwójny trzpień 13 Bryłowy 13 wsteczne VNB- ystemowy trzpień wierzchołkowy 14 VNB ystemowy trzpień wierzchołkowy 15 VNBX- ystemowy trzpień wierzchołkowy 20 PB Dwukrawędziowy trzpień wierzchołkowy 22 PB- Trzpień wierzchołkowy VNBT ystemowy trzpień wierzchołkowy PBT Dwukrawędziowy trzpień wierzchołkowy PBT- Trzpień wierzchołkowy Bryłowy Bryłowy Bryłowy 21 Bryłowy L/D=~5 Bryłowy L/D=~5 Bryłowy Bryłowy L/D=~5 Bryłowy L/D=~ Wymiar uchwytu narzędziowego Bryłowy trzpień wierzchołkowy: Minimalna skrawania 1 mm Trzpień wierzchołkowy 20 Dwukrawędziowy trzpień wierzchołkowy PB Maksymalny wysięg ystemowy trzpień wierzchołkowy Podwójny trzpień *Należy wybrać odpowiednie narzędzie zgodnie z typem obróbki. ø1 ø2 ø3 ø4 ø5 ø6 ø7 Średnica cięcia (mm) Typ VN ~17 Trzon kwadratowy (prosty) Podwójny trzpień 12~13 Typ VN tandardowy typ trzonu okrągłego ystem Tip-Bar 18 Typ VN ~
6 Prezentacja produktowa Dynamiczny trzpień Zastosowanie Przegląd kształtów Typ wytaczadła Maksymalna długość nawisu dla typu trzonu (L/D) Otwór chłodzący øa Tak Brak trona odniesienia dla uchwytu narzędziowego A CLC-AE Znakomity L/D = ~5.5 CLC-AE Znakomity L/D = ~5.5 CLC-A tal L/D = ~4 26 C CLC-A Węglik L/D = ~7 / wewnętrzne toczenie czoła E CLC-A Węglik L/D = ~7 A CLP-AE Znakomity L/D = ~5.5 CLP-A tal L/D = ~4 E CLP-A Węglik L/D = ~7 E TLP-A Węglik C TLB-A L/D = ~7 30 A TLP-AE Znakomity 42 TLB-AE L/D = ~5.5 TLB(P)-A tal L/D = ~4 A TLC-AE Znakomity L/D = ~ TLC-A tal L/D = ~4 WUB(P)-A tal L/D = ~4 WUB-AE A WUB(P)-AE C WUB-A Znakomity L/D = ~5.5 Znakomity L/D = ~5.5 Węglik L/D = ~7 56 E WUB(P)-A Węglik L/D = ~7 6
7 Dynamiczny trzpień Zastosowanie Przegląd kształtów Typ wytaczadła Maksymalna długość nawisu dla typu trzonu (L/D) Otwór chłodzący øa Tak Brak trona odniesienia dla uchwytu narzędziowego A DUC-AE Znakomity L/D = ~5.5 DUC-A tal L/D = ~4 34 E DUC-A Węglik L/D = ~7 A DQC-AE Znakomity L/D = ~5.5 DQC-A tal L/D = ~4 36 E DQC-A Węglik L/D = ~7 Odwzorowanie A VJB(C)-AE A VJP-AE Znakomity L/D = ~5.5 VJB(C)-A tal VJP-A L/D = ~4 A VPB(C)-AE Znakomity L/D = ~ VPB(C)-A tal L/D = ~4 E VPB(C)-A Węglik L/D = ~7 A VUB(C)-AE Znakomity L/D = ~5.5 VUB(C)-A tal L/D = ~4 52 E VUB(C)-A Węglik L/D = ~7 29 A DZC-AE Znakomity L/D = ~5.5 Odwzorowanie wsteczne DZC-A tal L/D = ~4 E DZC-A Węglik L/D = ~7 A VZB(C)-AE Znakomity L/D = ~ VZB(C)-A tal L/D = ~4 Dla min. średn. øa parametr w może zostać zastosowany zależnie od typu uchwytu narzędziowego. 7
8 Prezentacja produktowa Wytaczadła do zastosowań ogólnych Zastosowanie Typ wytaczadła Kształt Maksymalna długość nawisu dla typu trzonu (L/D)) Chłodziwo Otwór Płytka øa trona odniesienia Typ dla uchwytu Tak Brak narzędziowego CLC tal L/D=~3 Pozytywne CLC-E Znakomity L/D=~5 Pozytywne 28 C CLC Węglik L/D=~7 Pozytywne / wewnętrzne toczenie czoła A CLC-E E CLC CLP CLP-E C CLP A CLP-E E CLP PCLN A PCLN09 Znakomity L/D=~5 Węglik L/D=~7 tal L/D=~3 Znakomity L/D=~5 Węglik L/D=~7 Znakomity L/D=~5 Węglik L/D=~7 tal L/D=~3 tal L/D=~3 Pozytywne Pozytywne Pozytywne Pozytywne Pozytywne Pozytywne Pozytywne Negatywne 27 Negatywne PWLN tal L/D=~3 Negatywne A PWLN06 tal L/D=~3 Negatywne WWLN08-E Znakomity L/D=~5 Negatywne C TXP(B) Węglik L/D=~7 Pozytywne C JLC Węglik L/D=~7 Pozytywne Odwzorowanie TWP TWP-E YXP-E DUC tal L/D=~3 Znakomity L/D=~5 Znakomity L/D=~5 tal L/D=~3 Pozytywne 47 Pozytywne Pozytywne 62 Pozytywne DUC-E Znakomity L/D=~5 Pozytywne 38 C DUC Węglik L/D=~7 Pozytywne Dla min. średn. øa parametr w może zostać zastosowany zależnie od typu uchwytu narzędziowego. 8
9 Zastosowanie Typ wytaczadła Kształt Maksymalna długość nawisu dla typu trzonu (L/D) Chłodziwo Otwór Płytka øa Tak Brak Typ trona odniesienia dla uchwytu narzędziowego Odwzorowanie PDUN11 A PDUN11 tal L/D=~3 tal L/D=~3 Negatywne 27 Negatywne 27 VJB(C)-E Pozytywne Znakomity VJP-E L/D=~5 Pozytywne VPB(C)-E Znakomity L/D=~5 Pozytywne VUB(C)-E Znakomity L/D=~5 Pozytywne 34 Odwzorowanie wsteczne C TZB C JZC DZC DZC-E VZB(C)-E Węglik L/D=~7 Węglik L/D=~7 tal L/D=~3 Znakomity L/D=~5 Znakomity L/D=~5 Pozytywne Pozytywne Pozytywne Pozytywne Pozytywne TUP(B) tal L/D=~3 Pozytywne TUP(B)-E Znakomity L/D=~5 Pozytywne 44 C TUP(B) Węglik L/D=~7 Pozytywne A TUP-E E TUP CTUP PTUN A PTUN11 Znakomity L/D=~5 Węglik L/D=~7 tal L/D=~3 tal L/D=~3 tal L/D=~3 Pozytywne Pozytywne Pozytywne 27 Negatywne Negatywne WUB tal L/D=~3 Pozytywne WUP(B)-E Znakomity L/D=~5 Pozytywne 58 C WUP(B) Węglik L/D=~7 Pozytywne KP CKP tal L/D=~3 tal L/D=~3 Pozytywne Pozytywne 27 Dla min. średn. øa parametr w może zostać zastosowany zależnie od typu uchwytu narzędziowego
10 Prezentacja produktowa Trzpień AD z wymienną głowicą Wytaczadła z systemem tłumiącym wibracje Zastosowanie Typ wytaczadła Kształt Maksymalna długość nawisu dla typu trzonu (L/D) Chłodziwo Otwór øa trona Płytka odniesienia Typ dla uchwytu Tak Brak narzędziowego / wewnętrzne toczenie czoła A PCLN12 A CLC ystem tłumiący wibracje L/D=~5.5 ystem tłumiący wibracje L/D=~6 Negatywne 64 Pozytywne 66 3 Odwzorowanie A PDUN ystem tłumiący wibracje L/D=~6 Negatywne 65 A DUC11 32 ystem tłumiący wibracje Pozytywne 66 L/D=~6 A PTN 90 ystem tłumiący wibracje Negatywne 65 L/D=~6 y narzędziowe do obróbki łożyskowej (kwadratowy trzon) / Toczenie wewnętrzne poprzeczne Zastosowanie Zastosowanie Obróbka Typ wytaczadła Kształt øa trona odniesienia dla uchwytu narzędziowego RCP-B 63 Wytaczadła do ceramiki / bryłowe narzędzia CBN (L/D=~3) Typ wytaczadła CELN Kształt CTUP 27 øa trona odniesienia dla uchwytu narzędziowego CTUC 73 CKP CKN Dla min. średn. øa parametr w może zostać zastosowany zależnie od typu uchwytu narzędziowego. Zastosowanie Zaokrąglone ukosowanie Zastosowanie / Internal acing Obróbka / Odwzorowanie Obróbka Obróbka Internal acing / Obróbka Typ wytaczadła Typ wytaczadła CCLN-GX CDUN-GX CKN-GX Kształt Kształt øa trona odniesienia dla uchwytu narzędziowego CBN-B 63 øa trona odniesienia dla uchwytu narzędziowego CCLN-A 75 CTUN-A 75 CKN-A 75 10
11 ystem identyfikacji wytaczadła (Znakomity trzpień) :80 G:90 :100 A C E tal tal (z otworem chłodzącym) Węglik Węglik (z otworem chłodzącym) J:110 K:125 L:140 M:150 N:0 P:170 Q:180 R:200 :250 T:300 U:350 V:400 W:450 Y:500 X:pecjalne C:Tylko mocowanie M: Mocowanie i sworzeń blokujący P: Tylko blokada sworznia lub dźwigni : zaciskowa W:Blokada rozporowa R:Okrągły :90 kwadratowy T:60 trójkątny C:80 rombowy J:70 rombowy D:55 rombowy V:35 rombowy W:80 trygonalny R:Prawostronne L:Lewostronne Opcja producenta Opcjonalne oznaczenie lub numer Przykład A : Dynamiczny trzpień AE:Znakomity trzpień, czyli trzpień dynamiczny E : Znakomity trzpień Typ trzonu Długość trzpienia ystem mocujący Kształt płytki Ręka do narzędzia Inne 12 M C L P R 09 Średnica trzpienia Kąt krawędzi skrawającej Kąt przyłożenia Długość krawędzi skrawającej K L P R Q U W B:5 pozytywne L L C:7 pozytywne 45 D:15 pozytywne Y X Z E:20 pozytywne N:0 negatywne T L C L (95) P:11 pozytywne D,J,Y V L L Wytaczadło z wymienną głowicą i systemem tłumiącym wibracje Trzpień AD ystem identyfikacji wymiennych głowic do wytaczania, zob. strona
![Podwójny trzpień TWB (mikrowytaczanie: typ leżący) [Tolerancja promienia naroża (rε): +0/ 0.02 mm, +0/ 0.03 mm] 10 øa 5 10 øa rε Rodzaj płytki PR1025 PVD PVD Węglik KW10 5 30 (Wysokość krawędzi) 2.](/docs-images/74/71336842/images/12-1.jpg "38 rε TW (kwadratowy trzon dla płytki leżącej) 3 T TWBR 01003-005 1.0 0.85 0.2 01503-005 1.5 1.30 +0-0.02 02003-005 2.0 1.75 0.25 0.05 02503-005 2.5 2.10 0.3 03003-005 3.0 2.40 0.4 TWBR 01503-010 1.")
12 Podwójny trzpień TWB (mikrowytaczanie: typ leżący) [Tolerancja promienia naroża (rε): +0/ 0.02 mm, +0/ 0.03 mm] 10 øa 5 10 øa rε Rodzaj płytki PR1025 PVD PVD Węglik KW (Wysokość krawędzi) 2.38 rε TW (kwadratowy trzon dla płytki leżącej) 3 T TWBR TWBR (Lewostronny uchwyt do żłobienia, zob. str. G66). T h 1 1 B L3 Rys. 1 Rys. 2 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego Odpowiednia płytka tand. 1=h B L3 1 2 T Rysunek h 1 zaciskowa 12 B 1 TWR K Rys K K K Rys M B-3080TR LTW-10 TWBR -..-TW (kwadratowy trzon dla płytki leżącej) T L3 ød1 (Lewostronny uchwyt do żłobienia, zob. str. G66.) T ød1 ød2 1 ød2 Długość odchyłki położenia od środka uchwytu narzędziowego do końcówki krawędzi 1 Długość odchyłki położenia od środka uchwytu narzędziowego do końcówki krawędzi Rys.1 Rys.2 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego Odpowiednia płytka tand. ød1 ød2 L3 T Rysunek zaciskowa TWR TWR TWR TWR G- TWR K- TWR G- TWR K- TWR K- TWR J- TWR K- TWR Rys. 1-3 Rys. 2 B-3080TR LTW-10 TWBR - 12 Trzpienie podwójne są sprzedawane w pudełkach po 5 sztuk. : Element stand. : prawdź dostępność
13 [Bryłowe trzpienie wierzchołkowe do mikrowytaczania] TWBT (mikrowytaczanie: typ pionowy) [Tolerancja promienia naroża (rε): +0/ 0.02 mm, +0/ 0.03 mm] øa 10 Rodzaj płytki PVD PVD Węglik ,4 (Wysokość krawędzi) rε TW (kwadratowy trzon dla płytki pionowej: typ w kształcie L) 3 øa rε TWBTR , TWBTR , PR1025 KW T B h Wymiary uchwytu narzędziowego tand. Odpowiednia płytka 1=h B L3 1 2 T Rysunek zaciskowa 13 G67 TWR 1010JX-15T JX-15T JX-15T 20 3 TWR T T K-15T K-15T K-15T 20 3 Zalecane parametry skrawania 3 - B-3080TR LTW-10 TWBTR - TWGTR Materiał obrabiany Zalecany rodzaj płytki (prędkość skrawania: m/min) PVD PVD Węglik Typ TWBR01003 TypTWBR01503 TypTWBTR01003 TypTWBTR01503 TypTWBR02003 TypTWBR02503 TypTWBR03003 TypTWBTR02003 TypTWBTR02503 TypTWBTR03003 Uwagi PR1025 KW10 Cięcie: ap (mm), posuw: f (mm/obr.) ap f ap f tal niestopowa tal stopowa tal nierdzewna Metale nieżelazne 30~100 30~80 ~100 ~0.1 ~0.01 ~0.2 ~0.03 ~0.1 ~0.01 ~0.2 ~0.02 ~0.1 ~0.02 ~0.2 ~0.05 Chłodziwo : 1st Recommendation : Element stand. : prawdź dostępność Trzpienie podwójne są sprzedawane w pudełkach po 5 sztuk. 13
14 ystemowy trzpień wierzchołkowy VNB- (wytaczanie) [promień naroża (rε:): tolerancja ujemna] 10 VNBR VNBR VNBR Mają poniższy kształt L3 A r VNB (wytaczanie) 10 1 Typ NB (bez łamacza wiórów) kształt wierzchu A r Kształt wierzchu Materiał Cermet PVD Węglik CBN PCD VNBT (wytaczanie wsteczne) 5 A r 14 Wymiary płytki øa L3 rε VNBR VNBR VNBR Zalecane parametry skrawania (dla VNB-) Zalecany rodzaj płytki (prędkość skrawania: m/min) Materiał obrabiany tal niestopowa / stal stopowa tal nierdzewna Cermet Węglik powlekany PVD Węglik CBN PCD TC60 PR915 PR930 30~100 30~80 ystemowe trzpienie wierzchołkowe są sprzedawane w pudełkach po 5 sztuk. KW10 KBN510 KPD001 KPD010 Typ VNB01- Typ VNB015- Cermet TC60 PR915 PVD PVD Rodzaj płytki PR930 Węglik CBN PCD KW10 Typ VNB02- ~ Typ VNB04- Cięcie: ap (mm), posuw: f (mm/obr.) ap f ap f KBN510 ~0.1 ~0.01 ~0.2 ~0.03 ~0.1 ~0.01 ~0.2 ~0.02 KPD001 KPD010 Uwagi Chłodziwo : 1 zalecenie : Element stand. : prawdź dostępność
15 [Bryłowe trzpienie wierzchołkowe do mikrowytaczania] Wymiary płytki øa rε Cermet TC60 PR915 PVD PVD Rodzaj płytki PR930 Węglik CBN PCD VNBR VNBR VNBR VNBR NB NB NB NB NB NB NB NB NB NB VNBR NB NB NB NB NB NB NB NB NB NB VNBTR VNBTR KW10 KBN510 KPD001 KPD010 Zalecane parametry skrawania (dla VNB / VNB-NB / VNBT) Zalecany rodzaj płytki (prędkość skrawania: m/min) Materiał obrabiany tal niestopowa / stal stopowa tal nierdzewna Metale nieżelazne Cermet Węglik powlekany PVD Węglik CBN PCD TC60 60~120 50~100 PR915 50~150 50~150 PR930 30~100 30~80 : Element stand. : prawdź dostępność KW10 ~100 KBN510 KPD001 ~300 KPD010 ~300 Typ VNB02 Typ VNB03 VNB04 VNBT04 VNB05 VNB06 Typ VNB07 VNBT05 Cięcie: ap (mm), posuw: f (mm/obr.) ap f ap f ap f ap f ~0.3 ~0.03 ~0.4 ~0.04 ~0.45 ~0.07 ~0.5 ~0.1 ~0.3 ~0.02 ~0.4 ~0.03 ~0.45 ~0.05 ~0.5 ~0.07 ~0.3 ~0.05 ~0.4 ~0.06 ~0.45 ~0.1 ~0.5 ~0.15 Typ Uwagi Chłodziwo : 1 zalecenie : 2 zalecenie ystemowe trzpienie wierzchołkowe są sprzedawane w pudełkach po 5 sztuk. 15
16 ystemowy trzpień wierzchołkowy VN-N (bez stopera bocznego) VN-N (bez stopera bocznego / bez śruby ustalającej) Uwaga 2 1 Uwaga 1 ustalająca (P3 4) B L4 L3 B h 1 h 1 Rys. 1 (VN-N) Uwaga 1 i uwaga 2: Informacje o wymiarach płytek można znaleźć na stronie Wymiary uchwytu narzędziowego VNR N 1212K-12N K-12N 2020K-12N 2525M -12N VNR 1010K-12-06N 1010K-12-11N 1212M N 1212M N 1212M N M N M N M N tand. 1=h ~15 B L3 L Rysunek Rys. 2 (VN-N) Płytka prawostronna do prawostronnego uchwytu narzędziowego. zaciskowa T LTW ustalająca Rys. 1 B-3080TR T-10 P34 Rys. 2 B-3080TR LTW-10 - Odpowiednie płytki 14~15 G43 G64 J27 VNBR- VNBTR- VNGR- VNGR- VNTR- (VNBR06-) * (VNBR11-) * (VNBTR11-) * (VNGR-11) * (VNTR-11) * (VNBR06-) * (VNBR11-) * (VNBTR11-) * (VNGR-11) * (VNTR-11) * (VNBR20-) * (VNBTR20-) * (VNGR-20) * (VNBR06-) * (VNBR11-) * (VNBTR11-) * (VNGR-11) * (VNTR-11) * (VNBR20-) * (VNBTR20-) * (VNGR-20)* 1. VN-N (bez stopera bocznego) zachowuje wysoki wskaźnik dokładności dzięki prostej asekuracji. 2. VN-N (bez stopera bocznego) posiada śrubę ustalającą P3X4. Zamiana śruby ustalającej P3X4 na śrubę 3X4 (sprzedawaną osobno) umożliwia wykorzystanie uchwytu jako uchwytu łączącego, podobnie jak w przypadku uchwytu stopera. 3. W przypadku zastosowania płytki do obróbki skoncentrowanej na łączeniu (np. różny kierunek ładowania do podcinania, wewnętrzne lub zewnętrzne skrawanie czoła jednym narzędziem) użyj [uchwytów VN i VN] z dołączonymi stoperami bocznymi. Wszystkie płytki systemowego trzpienia wierzchołkowego są stosowane z uchwytem m VNR-N, jednak przy ustawieniu krawędzi skrawającej na poziomie czoła uchwytu narzędziowego, jak pokazano na rys. 2, należy zastosować płytkę pokazaną w ( ). W tych przypadkach wymiar 3 uchwytu narzędziowego odpowiada wymiarowi płytki. (opcjonalne) (toper boczny) 3 4 LW-1.5 : Element stand. : prawdź dostępność
17 [Bryłowe trzpienie wierzchołkowe do mikrowytaczania] VN Trzon kwadratowy (prosty) VN Trzon kwadratowy (w kształcie litery L) toper boczny toper boczny 1 Uwaga 2 Uwaga 1 B B L4 L3 h 1 h 1 Rys. 1 (VN) Rys. 2 (VN) Uwaga 1 i uwaga 2: Informacje o wymiarach płytek można znaleźć na stronie Wymiary uchwytu narzędziowego VNR K-12 K K M -12 VNR 1010K K M M M M M M tand. 1=h B L3 L ~ Rysunek Rys.1 Rys.2 zaciskowa T B-3080TR Płytka prawostronna do prawostronnego uchwytu narzędziowego. LTW T-10 (toper boczny) LW-1.5 B-3080TR LTW LW-1.5 B-3080TR LTW LW-1.5 Odpowiednie płytki 14~15 G43 G64 J27 VNBR- VNBTR- VNGR- VNGR- VNTR- (VNBR06-) * (VNBR11-) * (VNBTR11-) * (VNGR-11) * (VNTR-11) * (VNBR06-) * (VNBR11-) * (VNBTR11-) * B-3080TR LTW LW-1.5 (VNGR-11) * (VNTR-11) * (VNBR20-) * (VNBTR20-) * (VNGR-20) * (VNBR06-) * (VNBR11-) * (VNBTR11-) * (VNGR-11) * (VNTR-11) * (VNBR20-) * (VNBTR20-) * (VNGR-20) * Wszystkie płytki systemowego trzpienia wierzchołkowego są stosowane z uchwytem m VNR, jednak przy ustawieniu krawędzi skrawającej na poziomie czoła uchwytu narzędziowego, jak pokazano na Rys. 2, należy zastosować płytkę pokazaną w ( ). W tych przypadkach wymiar 3 uchwytu narzędziowego odpowiada wymiarowi płytki. : prawdź dostępność 17
18 D2 D1 D2 D1 ystemowy trzpień wierzchołkowy VN-N okrągły trzon (standardowy, bez stopera bocznego) VN-N okrągły trzon (prosty, bez stopera bocznego) Uwaga 2 D2 1 D1 D2 1 D1 Uwaga 1 Uwaga 2 Uwaga 1 Rys. 1 ( VN-N) Rys. 2 ( VN-N) Płytka prawostronna do prawostronnego uchwytu narzędziowego. Uwaga 1 i uwaga 2: Informacje o wymiarach płytek można znaleźć na stronie 14~15 VN okrągły trzon (standardowy) VN- okrągły trzon (prosty) toper boczny toper boczny 1 Uwaga 2 Uwaga 1 Rys. 3 ( VN) 1 Uwaga 2 Uwaga 1 Rys. 4 ( VN-) Płytka prawostronna do prawostronnego uchwytu narzędziowego. Uwaga 1 i uwaga 2: Informacje o wymiarach płytek można znaleźć na stronie 14~15 Wymiary uchwytu narzędziowego tand. ød1 ød2 1 Rysunek zaciskowa (toper boczny) ustalająca Odpowiednie płytki 14~15 G43 G64 J27 12-VNR12N 14G-VNR12N -VNR12N 19-VNR12N 19N-VNR12N 20-VNR12N 25-VNR12N 25Q-VNR12N 19-VNR12N 20-VNR12N 22K-VNR12N 25.0G-VNR12N 12-VNR12 14G-VNR12 -VNR12 19-VNR12 19N-VNR12 20-VNR12 25-VNR12 25Q-VNR12 19-VNR12 20-VNR12 22K-VNR G-VNR Rys. 1 B-3080TR Rys. 2 B-3080TR Rys. 3 B-3080TR T-10 T-10 T Rys. 4 B-3080TR T LW P34 P34 1. VN-N i VN-N (bez stopera bocznego) zachowują wysoki wskaźnik dokładności dzięki prostej asekuracji. 2. VN-N i VN-N (bez stopera bocznego) posiadają śrubę ustalającą P3X4. Zamiana śruby ustalającej P3X4 na śrubę 3X4 (sprzedawaną osobno) umożliwia wykorzystanie uchwytu jako uchwytu łączącego, podobnie jak w przypadku uchwytu stopera. 3. W przypadku zastosowania płytki do obróbki skoncentrowanej na łączeniu (np. różny kierunek ładowania do podcinania, wewnętrzne lub zewnętrzne skrawanie czoła jednym narzędziem) należy użyć [uchwytów VN i VN-] z dołączonymi stoperami bocznymi LW-1.5 VNBR- VNBTR- VNGR- VNGR- VNTR- (opcjonalne) (toper boczny) 3 4 LW : Element stand. : prawdź dostępność
![[Bryłowe trzpienie wierzchołkowe do mikrowytaczania] Wybór bryłowych trzpieni wierzchołkowych Zalecenia dotyczące uchwytu narzędziowego mogą ulec zmianie zależnie](/docs-images/74/71336842/images/19-1.jpg "od stosowanych maszyn i rzeczywistego położenia. Automaty tokarskie posiadają również inne typy imaka nożowego niż te przedstawione poniżej.")
 Trzon kwadratowy (w kształcie litery L) Trzon kwadratowy Trzon kwadratowy Trzon okrągły (standardowy) Trzon okrągły (standardowy) Trzon okrągły")
 i typ prosty dla okrągłego trzonu. Jakie jest zastosowanie każdego z typów?")
.")
19 [Bryłowe trzpienie wierzchołkowe do mikrowytaczania] Wybór bryłowych trzpieni wierzchołkowych Zalecenia dotyczące uchwytu narzędziowego mogą ulec zmianie zależnie od stosowanych maszyn i rzeczywistego położenia. Automaty tokarskie posiadają również inne typy imaka nożowego niż te przedstawione poniżej. Typ zespołowy (poziomy) Typ zespołowy Typ zespołowy (typ oprawkowy z załadunkiem przednim) Typ zespołowy (typ oprawkowy z załadunkiem tylnim) Trzon kwadratowy (prosty) Trzon kwadratowy (w kształcie litery L) Trzon kwadratowy Trzon kwadratowy Trzon okrągły (standardowy) Trzon okrągły (standardowy) Trzon okrągły (standardowy) Trzon okrągły (prosty) Trzon okrągły (prosty) Trzon okrągły (prosty) Q: Istnieje typ standardowy (średn. głowicy jest większa niż trzon) i typ prosty dla okrągłego trzonu. Jakie jest zastosowanie każdego z typów? A: Typ prosty jest stosowany, gdy trzpień nie może zostać zamontowany od strony czoła uchwytu oprawkowego, ale może zostać umieszczony tylko od tyłu ze względu na małą przestrzeń (zob. rys. po prawej). Typ standardowy jest stosowany, kiedy możliwy jest montaż od strony czoła, a koniec z głowicą jest ustawiany w pozycji stopera. Główny Wrzeciono trona czołowa oprawkowy Nie można zamontować uchwytu od strony czoła z powodu braku miejsca. trona tylna 19
20 ystemowy trzpień wierzchołkowy VNBX- (wytaczanie) [promień naroża (rε:): tolerancja ujemna] 10 Typ VNBXR0103 Typ VNBXR0105 Typ VNBXR01503 Typ VNBXR01505 Typ VNBXR035 są poniższego kształtu. 2 (Środek øa) A r L3 Wymiary płytki (VNBX-) øa L3 1 2 rε VNBXR VNBXR VNBXR Zalecane parametry skrawania Zalecany rodzaj płytki (prędkość skrawania: m/min) Cermet Węglik powlekany PVD Węglik CBN PCD Materiał obrabiany tal niestopowa / stal stopowa tal nierdzewna TC60 PR630 PR915 PR930 30~100 30~80 mocujący dla systemowego trzpienia wierzchołkowego VNBX- KW10 KBN510 KPD001 KPD010 Typ VNBX01- Typ VNBX015- Rodzaj płytki 1. mocujący do wierzchołkowego trzpienia systemowego występuje w poniższych trzech typach (zob. str. 21). 1 Typ VN-XN (bez stopera bocznego) 2 Typ VN-XN (bez stopera bocznego) 3 Typ VN-XN (bez stopera bocznego) 2. Powyższe uchwyty gwarantują wysoki wskaźnik dokładności przez łatwe mocowanie. 3. Śruby zaciskowe (P3 4) są w zestawie. y bez stopera bocznego mogą być stosowane jako element łączący przy usuwaniu śrub zaciskowych i umieszczaniu śrub (3 4: sprzedawane osobno) za pomocą klucza (LW-1,5: sprzedawany osobno). Cermet TC60 PR630 PVD PVD PR915 PR930 Węglik CBN PCD KW10 Typ VNBX02- Typ VNBX04- Cięcie: ap (mm), posuw: f (mm/obr.) ap f ap f ~0.1 ~0.01 ~0.2 ~0.03 ~0.1 ~0.01 ~0.2 ~0.02 KBN510 KPD001 KPD010 Uwagi Chłodziwo : 1 zalecenie (opcjonalne) (toper boczny) 3 4 LW ystemowe trzpienie wierzchołkowe są sprzedawane w pudełkach po 5 sztuk. : Element stand. : prawdź dostępność
21 [Bryłowe trzpienie wierzchołkowe do mikrowytaczania] Trzon kwadratowy VN (w kształcie litery L) P B Uwaga 1 L3 h 1 Płytka prawostronna do prawostronnego uchwytu narzędziowego. Uwaga 1 : Wymiar w Uwadze 1 jest taki sam jak wymiar odpowiedniego ostrza (VNBX 20) 2. Wymiary uchwytu narzędziowego (kwadratowy trzon w kształcie L odpowiedni dla imaka nożowego typu zespołowego tand zaciskowa 1=h B L *Odpowiednie płytki 20 VNR 1010K-12-06XN 1010K-12-11XN 1212M-12-06XN 1212M-12-11XN 1212M-12-20XN M-12-06XN M-12-11XN M-12-20XN B-3080TR LTW-10 P34 (VNBXR02..) (VNBXR11..) (VNBXR02..) (VNBXR11..) (VNBXR0420..) (VNBXR02..) (VNBXR11..) (VNBXR0420..) * Wszystkie płytki systemowego trzpienia wierzchołkowego są stosowane z uchwytem m VN-XN, jednak przy ustawieniu krawędzi skrawającej na poziomie czoła uchwytu narzędziowego, jak pokazano na rys. 2, należy zastosować płytkę pokazaną w ( ). VN-XN (okrągły trzon: standardowy typ) VN-XN (okrągły trzon: standardowy typ) Łączna odległość pomiędzy środkiem a bokiem płytki D2 Uwaga 2 2 P3 4) Uwaga 1 D1 Łączna odległość pomiędzy środkiem a bokiem płytki D2 Uwaga 2 2 P3 4) Uwaga 1 D1 Rys. 1 ( VN-XN) Rys. 2 ( VN-XN) Płytka prawostronna do prawostronnego uchwytu narzędziowego. Uwaga 1: Wymiar w Uwadze 1 pokazuje wymiar odpowiedniego ostrza (VNBX 20) + 1 mm. Uwaga 2: Wymiar w Uwadze 2 jest taki sam, jak wymiar odpowiedniego ostrza (VNBX 20) 2. Wymiary uchwytu narzędziowego (rdzeń centralny osiowy uchwytu i środek płytki są współosiowe) 12 -VNR12XN 14G -VNR12XN 15 -VNR12XN -VNR12XN 19 -VNR12XN 19N -VNR12XN 20 -VNR12XN 25 -VNR12XN 25Q -VNR12XN 19 -VNR12XN 20 -VNR12XN 22K -VNR12XN 25.0G -VNR12XN tand ød1 ød Rysunek zaciskowa Rys. 1 B-3080TR Rys. 2 B-3080TR T-10 T-10 P34 Odpowiednie płytki 20 VNBXR * Przypomnienie o odpowiedniej płytce. : Element stand. : prawdź dostępność 21
22 Dwukrawędziowy trzpień wierzchołkowy PB / PBT PB (wytaczanie) A 5 D Kształt wierzchu typu NB (bez łamacza wiórów) 15 rε 14 L3 0 PBT (wytaczanie wsteczne) 5 L4 zczegóły łamacza wiórów 14 A r L3 D Wymiary trzpienia wierzchołkowego øa ød L3 rε Rodzaj płytki Węglik powlekany PVD Węglik PR930 KW10 R L R L PB$ PB$ NB NB NB NB NB NB PBT$ zukaj informacji dotyczącej wyboru odpowiedniej oprawki na stronie 23 Zalecane parametry skrawania Materiał obrabiany tal niestopowa / stal stopowa Zalecany rodzaj płytki (prędkość skrawania: m/min) Typ PB02 Typ PB03 Typ PB04 Typ PBT04 [Cięcie: ap (mm), posuw: f (mm/obr.)] Typ PB05 / 06 / 07 Typ PBT05 Węglik powlekany PVD Węglik Cięcie: ap (mm), posuw: f (mm/obr.) PR930 KW10 ap f ap f ap f ap f 30~100 - ~0.3 ~0.03 ~0.4 ~0.04 ~0.45 ~0.07 ~0.5 ~0.1 Uwagi tal nierdzewna 30~80 - ~0.3 ~0.02 ~0.4 ~0.03 ~0.45 ~0.05 ~0.5 ~0.07 Chłodziwo Metale nieżelazne - 30~100 ~0.3 ~0.05 ~0.4 ~0.06 ~0.45 ~0.1 ~0.5 ~ Trzpienie wierzchołkowe są sprzedawane w pudełkach po 1 szt. : Element stand. : prawdź dostępność
23 Odpowiednia oprawka ød1 (trona montażowa dwukrawędziowego trzpienia wierzchołkowego) tand. P P P P P P P P ød1 (trona montażowa dwukrawędziowego (trona montażowa dwukrawędziowego Rys. 1 trzpienia wierzchołkowego) Rys. 2 trzpienia wierzchołkowego) Rys. 3 * ød1 ød1 ød2 ød2 L Rys Rys *: Długość ød1 20 mm (typy P02, P03, P04) 25 mm (typy P05, P06, P07) Wybierz oprawki (ød1) pasujące do rozmiaru średnicy dwukrawędziowego trzpienia wierzchołkowego. Producenci maszyn w losowej kolejności. Rysunek Rys. 3 Rys. 3 Rys. 3 Rys. 3 Rys. 3 Rys. 3 ød2 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 Odpowiedni producent maszyn (Do zastosowań ogólnych) Eguro Citizen Machinery Precision Tsugami Miyano (Do zastosowań ogólnych) Amada Wasino Eguro Precision Tsugami Miyano (Do zastosowań ogólnych) Citizen Machinery tar Micronics Nomura VTC Nomura VTC ( ) Amada Wasino zukaj informacji o dwukrawędziowym trzpieniu wierzchołkowym na stronie zukaj informacji o innym zastosowaniu dwukrawędziowego trzpienia wierzchołkowego na stronie (PB Type) 22 Wewnętrzne wytaczanie wsteczne (Typ PBT) 22 Rowkowanie wewnętrzne (Typ PG) G44 Czołowe rowkowanie wewnętrzne (Typ PG) G65 Gwintowanie wewnętrzne (Typ PT) J24 : Element stand. : prawdź dostępność 23
24 Trzpień wierzchołkowy do mikrowytaczania PB- (wytaczanie) <Regulowana długość nawisu> Ta płytka zostanie zmieniona na typ PB (dwie krawędzie. zob. str. 22). 5 D 5 15 r Typ PB R /L0202 Typ PB R /L0303 przedstawiony na rysunku po lewej. A 5 D Typ NB (bez łamacza wiórów) kształt wierzchu 15 r Kształt wierzchu Materiał Cermet PVD L3 Węglik CBN Przedstawione prawostronne PCD PBT- (wytaczanie wsteczne) <Regulowana długość nawisu> Ta płytka zostanie zmieniona na typ PBT (dwie krawędzie. zob. str. 22). 5 A 5 D L3 r Przedstawione prawostronne Wymiar trzpienia wierzchołkowego øa ød L3 rε Cermet TC60M Powlekany PVD PR915 PR930 Rodzaj płytki Węglik CBN PCD PB$ PB$ NB NB R R NB R R R R NB R R R R NB R R R R NB R R R R PBT$ KW10 KBN510 KBN525 KPD001 KPD Trzpienie wierzchołkowe (PB) są sprzedawane w pudełkach po 1 szt. : Element stand. : prawdź dostępność
25 [Typ bryłowy] Odpowiednia oprawka Kształt Ta oprawka jest odpowiednia do jednokrawędziowego trzpienia wierzchołkowego. Dwukrawędziowy trzpień wierzchołkowy, zob. 23. (Poprzedni opis) tand. ød1 ød2 ød1 ød2 Odpowiedni trzpień wierzchołkowy 24 d1 D2 (trona montażowa trzpienia wierzchołkowego) d2 D1 P P PB$ / NB 3 4 LW PB$ / NB LW-2 PB$ / NB PBT$ PB$ / NB PBT$ PB$ / NB PB$ / NB P P PB$ / NB 3 4 LW PB$ / NB Zalecane parametry skrawania Zalecany rodzaj płytki (prędkość skrawania: m/min) Materiał obrabiany tal niestopowa / stal stopowa tal nierdzewna Metale nieżelazne Materiały twarde Cermet TC60 60~120 50~100 Węglik powlekany PVD PR915 PR930 30~100 30~80 Rp 1 /4 (P 1 /4) LW-2 PB$ / NB PBT$ PB$ / NB PBT$ PB$ / NB PB$ / NB Węglik CBN PCD KW10 ~100 KBN510 KBN525 ~100 KPD001 ~300 KPD010 ~300 Typ PB02 Typ PB03 Typ PB04 PBT04 Typ PB05 PB06 PB07 PBT05 Cięcie: ap (mm), posuw: f (mm/obr.) ap f ap f ap f ap f ~0.3 ~0.03 ~0.4 ~0.04 ~0.45 ~0.07 ~0.5 ~0.1 ~0.3 ~0.02 ~0.4 ~0.03 ~0.45 ~0.05 ~0.5 ~0.07 ~0.3 ~0.05 ~0.4 ~0.06 ~0.45 ~0.1 ~0.5 ~ ~0.07 ~0.03 ~0.10 ~0.05 ~0.15 ~0.07 Uwagi Chłodziwo : 1 zalecenie : 2 zalecenie : prawdź dostępność 25
26 Dynamiczny trzpień [płytka CC ] Znakomity trzpień A / -CLC-AE (wytaczanie / wewnętrzne toczenie czoła) zaciskowa Maksymalna długość nawisu L/D=~ Otwór (ød) A 0 L4 D A L3 Śr. trzonu ød Śr. niewygwintowanego ød 0 ø8 ø2,5 ø10 ø3 L4 Rys. 1 Rys. 2 ø12 ø4 ø ø20 ø5 ø25 D talowy trzpień CLC A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~4 Rys. 3 Trzpień węglikowy C / E CLC A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~7 5 5 L3 Otwór (ød) A D A 0 L4 2 dla C04G-CLC03-05A D Rys. 4 0 L4 Rys. 5 Śr. Śr. trzonu ød niewygwintowanego ød ø8 ø3 ø10 ø12 ø4 ø ø20 ø6 ø25 26
27 zaciskowa Wymiary uchwytu narzędziowego tand. R L øa ød L3 L4 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa Znakomity trzpień tal Węglik 10-CLC$03-05AE CLC$03-06AE CLC$04-07AE CLC$04-08AE A08X-CLC$06-10AE A10L-CLC$06-12AE A12M-CLC$06-14AE AQ-CLC$09-18AE A20R-CLC$09-22AE A25-CLC$09-27AE X-CLC$06-10A L-CLC$06-12A M-CLC$06-14A Q-CLC$09-18A R-CLC$09-22A CLC$09-27A C04G-CLC$03-05A C05-CLC$03-06A C06J-CLC$04-07A C07K-CLC$04-08A E08L-CLC$06-10A E08L-CLC$06-10A-2 / E10N-CLC$06-12A E10N-CLC$06-12A-2 / E12Q-CLC$06-14A E12Q-CLC$06-14A-2 / EX-CLC$09-18A EX-CLC$09-18A-2 / E20-CLC$09-22A E20-CLC$09-22A-2 / E25T-CLC$09-27A E25T-CLC$09-27A-2 / Odpowiednie płytki 0.2 Brak Rys Tak Rys Brak Rys Brak Rys Tak Rys. 5 B-35TR B-2035TR B-2545TR B-4065TR B-2545TR B-4065TR B-35TR B-2035TR B2545TR B-4065TR Zastosowanie Małe głębokości skrawania Od wykończenia do Od wykończenia do Średnia Średnia Od wykończenia do / precyzja Mała szybkość posuwu trona odniesienia B45 B45 B45 B45 B46 B46 B45 B47 B47 B48 Płytka C G GK Q N-Z tandardowy GQ $- $- (E / ) $-U T-6 T-8 T-15 T-6 T-15 T-6 T-8 T CLC$ CCGT CCGT CCET CLC$ CCGT CCGT CCET CLC$ CCGT CCMT CCMT CCGT CCGT CCGT CCGT CLC$ CCMT09T3.. CCMT09T3.. CCGT09T3.. CCGT09T3.. CCMT09T CCGT09T3.. Zastosowanie Mała szybkość posuwu / precyzja tal nierdzewna Żeliwo Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B48 B46 B47 B46 B46 C18 C10 Płytka $-U MQ Bez łamacza wiórów A A3 PCD CBN...-CLC$ CCMW CLC$ CCGW CCMW CLC$ CCET CCGW CCMT CCGW CCMW CLC$ CCET09T3.. CCMT09T3.. CCGW09T3.. CCGT09T3.. CCGT09T3.. CCMT09T3.. CCGW09T3.. CCMW09T3.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 27
28 Wytaczadło [płytka CC ] Znakomity trzpień CLPC (wytaczanie / wewnętrzne toczenie czoła) zaciskowa Maksymalna długość nawisu L/D=~ A D A D Rys. 1 * 3 dla 08X-CLC06-10E talowy trzpień CLC (wytaczanie / wewnętrzne toczenie czoła) 5 5 A 5 * 3 dla 08X-CLC$ Maksymalna długość nawisu L/D=~3 D Rys. 3 Trzpień węglikowy C CLC (wytaczanie / wewnętrzne toczenie czoła) 5 5 Maksymalna długość nawisu L/D=~7 5 A D A 7 5 D 5 0 * 2 dla C04G-CLC$03-05 Rys. 4 * 3 dla C08L-CLC$06-10 Rys. 5 Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand. R L øa ød L3 L4 85~88 (tabela alternatywnych zaciskowa 10 -CLC$03-05E CLC$ 0510B-03E B-35TR CLC$03-06E 0610B-03E Rys. 1 10J -CLC$04-07E 0710B-04E B-2040TR CLC$04-08E 0810B-04E T-6 08X -CLC$06-10E CLC$ 1008B-06E Rys B-2545TR 08X -CLC$06-10 CLC$ 1008B-06 Rys. 3 T-8 C04G -CLC$03-05 CLC$ 0504B-03W B-35TR C05 -CLC$ B-03W Rys. 4 C06J -CLC$ B-04W B-2040TR C07K -CLC$ B-04W T-6 C08L -CLC$06-10 CLC$ 1008B-06W Rys. 5 B-2545TR T-8 tandardowy promień naroża (rε) Rysunek 28 : prawdź dostępność
 Maksymalna długość nawisu L/D=~7 5 5 A D 5 7 5 Rys.")
29 zaciskowa Znakomity trzpień z podwójnym otworem A CLC-E (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) 5 Maksymalna długość nawisu L/D=~5 5 A D * 3 dla A08-CLC$06-10E Przedstawione prawostronne Rys. 1 Trzpień węglikowy z podwójnym otworem E CLC (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) Maksymalna długość nawisu L/D=~7 5 5 A D Rys. 2 * 3dla E08L-CLC$06-10 Przedstawione prawostronne Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. 85~88 (tabela alternatywnych uchwytów ch do wytaczadła)]. (Aby uzyskać informacje dotyczącej wyboru odpowiedniej oprawki / złączki zob. 77~79). (Poprzedni opis) tand. A08 -CLC$06-10E CLC$ 1008B-06E Rys B-2545TR T-8 E08L -CLC$06-10 CLC$ 1008B-06W Rys. 2 Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do Średnia Od wykończenia do Średnia Od wykończenia do / precyzja Mała szybkość posuwu trona odniesienia B45 B45 B45 B46 B45 B45 B45 B47 B47 B48 Płytka C G GK N-Z Q tandardowy GQ $- $- (E/)$-U...-CLC$ CCGT CCGT CCET CLC$ CCGT CCGT CCET CLC$ CCGT CCMT CCGT CCMT CCGT CCGT CCGT Zastosowanie Mała szybkość posuwu / precyzja Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B48 B47 C18 C10 Płytka $-U Bez łamacza wiórów PCD CBN R L øa ød L3 L4 tandardowy promień naroża (rε) Rysunek zaciskowa...-clc$ CCMW CLC$ CCGW CCMW CLC$ CCET CCGW CCMT CCGW CCMW Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 29
30 Dynamiczny trzpień [płytka CP ] zaciskowa Znakomity trzpień A-CLP-AE (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~5.5 5 Otwór (ød) Rys. 1 talowy trzpień -CLP-A (wytaczanie / wewnętrzne toczenie czoła) A D 5 L3 L4 Śr. trzonu ød ø10 ø12 ø ø20 ø25 Śr. niewygwintowanego ød ø3 ø4 ø5 Maksymalna długość nawisu L/D=~4 Rys. 2 Trzpień węglikowy E-CLP-A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~7 A 5 L3 Otwór (ød) D 5 Rys. 3 Śr. trzonu ød ø10 ø12 ø ø20 ø25 Śr. niewygwintowanego ød ø3 ø4 ø6 30
31 zaciskowa Wymiary uchwytu narzędziowego tand. R L øa ød L3 L4 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa A10L-CLP$08-12AE A12M-CLP$08-14AE A12M-CLP$09-AE AQ-CLP$09-18AE A20R-CLP$09-22AE A25-CLP$09-27AE L-CLP$08-12A M-CLP$08-14A M-CLP$09-A Q-CLP$09-18A R-CLP$09-22A CLP$09-27A E10N-CLP$08-12A 0 E10N-CLP$08-12A-2 / E10N-CLP$08-12A-1 / 2 80 E12Q-CLP$08-14A 180 E12Q-CLP$08-14A-2 / E12Q-CLP$08-14A-1 / 2 90 EX-CLP$09-18A 220 EX-CLP$09-18A-2 / EX-CLP$09-18A-1 / E20-CLP$09-22A 250 E20-CLP$09-22A-2 / E20-CLP$09-22A-1 / E25T-CLP$09-27A E25T-CLP$09-27A-2 / Odpowiednie płytki Znakomity trzpień tal Węglik B-3060TR 0.4 Tak Rys. 1 B-4065TR B-3060TR 0.4 Brak Rys. 2 B-4065TR 0.4 Tak Rys. 3 B-3060TR B-4065TR Zastosowanie Od wykończenia do Od wykończenia do Delikatne wykończenie Delikatne wykończenie Średnia stali stali - średnie Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B50 B50 B50 B50 B50 B50 B50 C18 C10 Płytka GP Q tandardowy $-Y XP XQ Bez łamacza wiórów PCD CBN T-10 T-15 T-10 T-15 T-10 T CLP$ CPMT CPM CPM CPM CPMT CPMB CPM CPGB CLP$ CPMT CPM CPM CPM CPMT CPMT CPMB CPM CPGB Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. 31
32 Wytaczadło [płytka CP ] Znakomity trzpień CLP-E (wytaczanie / wewnętrzne toczenie czoła) zaciskowa Maksymalna długość nawisu L/D=~5 5 5 øa ød Rys. 1 talowy trzpień CLP (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~3 5 øa 5 ød * 3 dla 08X-CLC$06-10 Rys. 2 Trzpień węglikowy C CLP (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~7 5 5 øa 5 ød dla C08L-CLC$06-10 Rys. 3 Znakomity trzpień z podwójnym otworem A CLP-E (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) Maksymalna długość nawisu L/D=~5 5 5 øa 5 * 3 dla A08-CLC$06-10E Przedstawione prawostronne 5 5 ød Trzpień węglikowy z podwójnym otworem E CLP (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) Maksymalna długość nawisu L/D=~7 5 Rys. 4 5 øa ød * 3 dla E08L-CLC$06-10 Przedstawione prawostronne Rys. 5 32
![zaciskowa Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand.](/docs-images/74/71336842/images/33-2.jpg "R L øa ød L3 L4 85~88 (tabela alternatywnych tandardowy promień naroża (rε) Rysunek zaciskowa 10M -CLP$08-12E CLP$ 1210B-08E 12 10 9 150 23 6 5 - - 12M -CLP$08-14E 1412B-08E 14 12 11 25 7 4 0.")
33 zaciskowa Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand. R L øa ød L3 L4 85~88 (tabela alternatywnych tandardowy promień naroża (rε) Rysunek zaciskowa 10M -CLP$08-12E CLP$ 1210B-08E M -CLP$08-14E 1412B-08E B-3TR T-10 12M -CLP$09 -E 12B-09E Rys. 1 Q -CLP$09-18E 18B-09E R -CLP$09-20E 20B-09E X -CLP$09-25E 2520B-09E B-4TR T-15 10M -CLP$08-12 CLP$ 1210B M -CLP$ B B-3TR T-10 12M -CLP$09-12B N -CLP$ B Rys. 2 Q -CLP$ B B-4TR T-15 20R -CLP$ B CLP$ B C10N -CLP$08-12 CLP$ 1210B-08W 0 CLP$ /2 1210B-08W-1/ B-3TR T-10 CLP$ /3 1210B-08W-2/3 105 C12Q -CLP$09-12B-09W 180 CLP$09 --1/2 12B-09W-1/ CLP$09 --2/3 12B-09W-2/3 120 CX -CLP$ B-09W 220 Rys. 3 CLP$ /2 20B-09W-1/ B-4TR T-15 CLP$ /3 20B-09W-2/3 145 C20 -CLP$ B-09W 250 CLP$ /2 2520B-09W-1/ CLP$ /3 2520B-09W-2/3 5 A10X -CLP$08-12E CLP$ 1210B-08E A12X -CLP$08-14E 1412B-08E B-3TR T-10 A12X -CLP$09 -E 12B-09E Rys. 4 AM -CLP$09-18E 18B-09E B-4TR T-15 -CLP$09-20E 20B-09E A20Q -CLP$09-25E 2520B-09E E10N -CLP$08-12 CLP$1210B-08W B-3TR T-10 E12Q -CLP$09-12B-09W Rys. 5 EX -CLP$ B-09W B-4TR T-15 E20 -CLP$ B-09W Aby uzyskać informacje dotyczącej wyboru odpowiedniej oprawki / złączki zob. 77~79 Odpowiednie płytki Zastosowanie Od wykończenia do Od wykończenia do tal niskowęglowa / tal niskowęglowa / Średnia wykończenie od wykończenia do Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B50 B50 B50 B50 B50 B50 B50 C18 C10 GP Q tandardowy Płytka $-Y XP XQ Bez łamacza wiórów PCD CBN...-CLP$ CPMT CPM CPM CPM CPMT CPMB CPM CPGB CLP$ CPMT CPM CPM CPM CPMT CPMT CPMB CPM CPGB Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 33
34 Dynamiczny trzpień [płytka DC ] Znakomity trzpień A-DUC-AE (odwzorowanie) zaciskowa Maksymalna długość nawisu L/D=~ Otwór (ød) A 3 L4 20 D A Rys. 1 Rys. 2 3 D Śr. trzonu ød Śr. niewygwintowanego ød ø3 ø10 ø12 ø4 ø L4 ø20 ø5 ø25 talowy trzpień -DUC-A (odwzorowanie) Maksymalna długość nawisu L/D=~4 Rys. 3 Rys. 4 Trzpień węglikowy E-DUC-A (odwzorowanie) Maksymalna długość nawisu L/D=~7 3 Otwór (ød) A D 3 L3 L4 Rys. 5 Śr. trzonu ød ø10 ø12 Śr. niewygwintowanego ød ø3 ø ø20 ø6 ø25 ø4 34
35 zaciskowa Wymiary uchwytu narzędziowego tand. R L øa ød L3 L4 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa Znakomity trzpień tal Węglik AQ-DUC$07-14AE Rys. 1 B-2560TR T-8 A20R-DUC$11-20AE B-4065TR T-15 A10L-DUC$07-14AE A12M-DUC$07-AE B-2560TR T-8 Tak AQ-DUC$07-20AE Rys. 2 AQ-DUC$11-23AE A20R-DUC$11-27AE B-4065TR T-15 A25-DUC$11-32AE Q-DUC$07-14A Rys. 3 B-2560TR T-8 20R-DUC$11-20A B-4065TR T-15 10L-DUC$07-14A M-DUC$07-A B-2560TR T-8 Brak Q-DUC$07-20A Rys. 4 Q-DUC$11-23A R-DUC$11-27A B-4065TR T DUC$11-32A E10N-DUC$07-14A E10N-DUC$07-14A-2 / E12Q-DUC$07-A E12Q-DUC$07-A-2 / B-2560TR T-8 EX-DUC$07-20A EX-DUC$07-20A-2 / EX-DUC$11-23A EX-DUC$11-23A-2 / Tak Rys. 5 E20-DUC$11-27A E20-DUC$11-27A-2 / B-4065TR T-15 E25T-DUC$11-32A E25T-DUC$11-32A-2 / Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do Od wykończenia do Od do zgrubnej / precyzja Mała szybkość posuwu Mała szybkość posuwu / precyzja trona odniesienia B52 B52 B52 B53 B53 B53 B55 B55 B56 B56 Płytka C CK GP GK Q tandardowy $- $- (E / ) $-U $-U...-DUC$ DQC$ DZC$ DUC$ DQC$ DZC$ Zastosowanie DCGT DCGT DCMT DCMT DCMT DCGT DCGT DCET DCGT DCET DCGT11T3.. DCGT11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. Mała szybkość posuwu Mała szybkość posuwu / precyzja Delikatne wykończenie stali Delikatna obróbka stali od wykańczającej do średniej DCMT11T3.. DCGT11T3.. DCGT11T3.. DCET11T3.. DCGT11T3.. DCET11T3.. tal nierdzewna Żeliwo Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B57 B57 B54 B54 B54 B57 B57 B57 C19 C11 Płytka (E / ) $-J $-J XP XQ MQ Bez łamacza wiórów A $-A3 PCD CBN...-DUC$ DQC$ DZC$ DUC$ DQC$ DZC$ DCMT DCMT DCGW DCMT DCMW DCGT11T3.. DCET11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. DCGW11T3.. DCGT11T3.. DCGT11T3.. DCMT11T3.. DCMW11T3.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 35
36 Dynamiczny trzpień [płytka DC ] Znakomity trzpień A-DQC-AE (odwzorowanie) zaciskowa Maksymalna długość nawisu L/D=~ Otwór (ød) 17.5 A L4 0 Rys. 1 D Śr. trzonu ød Śr. niewygwintowanego ød ø3 ø10 ø12 ø4 ø ø20 ø5 ø25 talowy trzpień -DQC-A (odwzorowanie) Maksymalna długość nawisu L/D=~4 A 17.5 D L4 Rys. 2 Trzpień węglikowy E-DQC-A (odwzorowanie) Maksymalna długość nawisu L/D=~ Otwór (ød) Wymiary uchwytu narzędziowego Znakomity trzpień tal 17.5 tand. cięcia R L øa ød L3 L4 A10L -DQC$07-13AE A12M-DQC$07-AE AQ-DQC$07-20AE A20R-DQC$11-25AE A25-DQC$11-30AE L-DQC$07-13A M-DQC$07-A Q-DQC$07-20A R-DQC$11-25A DQC$11-30A A 0 L4 Rys. 3 Śr. trzonu ød ø10 ø12 Śr. niewygwintowanego ød ø3 ø ø20 ø6 ø25 tandardowy promień naroża (rε) D Otwór chłodzący Rysunek ø4 zaciskowa B-2560TR 0.4 Tak Rys. 1 B-4065TR B-2560TR 0.4 Brak Rys. 2 B-4065TR T-8 T-15 T-8 T-15 Węglik E10N-DQC$07-13A E10N-DQC$07-13A-2 / E12Q-DQC$07-A E12Q-DQC$07-A-2 / EX-DQC$07-20A EX-DQC$07-20A-2 / E20-DQC$11-25A E20-DQC$11-25A-2 / E25T-DQC$11-30A E25T-DQC$11-30A-2 / Tak Rys. 3 B-2560TR B-4065TR T-8 T : Element stand. : prawdź dostępność
37 zaciskowa Znakomity trzpień A-DZC-AE (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~5.5 ø5) A 3 3 Otwór 3 L5 L4 20 D Rys. 1 Rys. 2 A L5 Śr. trzonu ød Śr. niewygwintowanego ød ø3 3 ø10 ø12 ø4 L4 ø ø20 ø5 ø25 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. D talowy trzpień -DZC-A (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~4 Rys. 3 Rys. 4 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. Trzpień węglikowy E-DZC-A (wytaczanie wsteczne) 3 Maksymalna długość nawisu L/D=~7 Otwór (ød) Wymiary uchwytu narzędziowego Znakomity trzpień tal Węglik tand. cięcia A R L øa ød L4 L5 3 Śr. trzonu ød ø10 ø12 Śr. niewygwintowanego ød ø3 ø ø20 ø6 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. tandardowy promień naroża (rε) Otwór chłodzący Rysunek ø4 zaciskowa AQ-DZC$07-14AE Rys. 1 B-2545TR T-8 A20R-DZC$11-20AE B-4065TR T-15 A10L-DZC$07-14AE B-2545TR A12M-DZC$07-AE T-8 Tak B-2560TR AQ-DZC$07-20AE Rys. 2 AQ-DZC$11-23AE A20R-DZC$11-27AE B-4065TR T-15 A25-DZC$11-32AE Q-DZC$07-14A Rys. 3 B-2545TR T-8 20R-DZC$11-20A B-4065TR T-15 10L-DZC$07-14A B-2545TR 12M-DZC$07-A T-8 Brak B-2560TR Q-DZC$07-20A Rys. 4 Q-DZC$11-23A R-DZC$11-27A B-4065TR T DZC$11-32A E10N-DZC$07-14A B-2545TR E12Q-DZC$07-A T-8 B-2560TR EX-DZC$07-20A Tak Rys. 5 EX-DZC$11-23A E20-DZC$11-27A B-4065TR T-15 L5 L4 Rys. 5 D : Element stand. : prawdź dostępność 37
38 Wytaczadło [płytka DC ] zaciskowa Znakomity trzpień DUC-E (odwzorowanie) 3 Maksymalna długość nawisu L/D=~5 D 30 A 3 Rys. 1 Przedstawione prawostronne talowy trzpień DUC (odwzorowanie) Maksymalna długość nawisu L/D=~3 3 D 30 A 3 Rys. 2 Przedstawione prawostronne Trzpień węglikowy C DUC (odwzorowanie) 3 Maksymalna długość nawisu L/D=~7 D 38 Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do Od wykończenia do Średnia Od do zgrubnej / precyzja Mała szybkość posuwu Mała szybkość posuwu / precyzja trona odniesienia B52 B52 B53 B53 B54 B53 B55 B55 B56 B56 Płytka C GP GK Q N-Z tandardowy $- $- (E / ) $-U $-U...-DUC$ DCGT DCMT DCMT DCMT DCGT DCGT DCGT DCET DCGT DCET DUC$ DCGT11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. DCGT11T3.. DCMT11T3.. DCGT11T3.. DCET11T3.. DCGT11T3.. DCET11T3.. Zastosowanie 30 Mała szybkość posuwu Przedstawione prawostronne Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) Mała szybkość posuwu / precyzja tand. A 3 Delikatne wykończenie Delikatna obróbka stali stali od wykańczającej do średniej tal nierdzewna Żeliwo Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B57 B57 B54 B54 B54 B57 B57 B57 C19 C11 Płytka (E / ) $-J $-J XP XQ MQ Bez łamacza wiórów A $-A3 PCD CBN...-DUC$ DCMT DCMT DCGW DCMT DCMW DUC$ DCGT11T3.. DCET11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. DCGW11T3.. DCGT11T3.. DCGT11T3.. DCMT11T3.. DCMW11T3.. R L øa ød L3 L4 Informacji na temat zalecanych parametrów skrawania szukaj na stronie Rys. 3 85~88 (tabela alternatywnych zaciskowa 10M -DUC$07-14E DUC$ 1410B-07E M -DUC$07 -E 12B-07E B-2560TR T-8 Q -DUC$07-20E 20B-07E Rys. 1 Q -DUC$11-25E 25B-11E Q -DUC$11-32E 3220B-11E B-4085TR T-15 Q -DUC$07-14 DUC$ 14B B-2560TR T-8 Q -DUC$07 - B Rys. 2 20R -DUC$ B B-4085TR T-15 25X -DUC$ B C10N -DUC$07-14 DUC$ 1410B-07W C12Q -DUC$07-12B-07W B-2560TR T-8 C12Q -DUC$ B-11W Rys. 3 CX -DUC$ B-11W B-4085TR T-15 C20 -DUC$ B-11W tandardowy promień naroża (rε) Rysunek 82~83 : Element stand. : prawdź dostępność

39 zaciskowa Znakomity trzpień DZC-E (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~5 3 A L3 talowy trzpień DZC (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~3 3 D D 30 3 Rys. 1 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. 30 A L3 Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand. 3 R L øa ød L3 L4 Rys. 2 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. 85~88 (tabela alternatywnych tandardowy promień naroża (rε) Rysunek zaciskowa 10M -DZC$07-14E DZC$ 1410B-07E M -DZC$07 -E 12B-07E Q -DZC$07-20E 20B-07E B-2560TR Rys. 1 T-8 Q -DZC$11-25E 25B-11E B-4085TR T-15 20Q -DZC$11-32E 3220B-11E Q -DZC$07-14 DZC$ 14B B-2560TR T-8 Q -DZC$07 - B Rys. 2 20R -DZC$ B B-4085TR T-15 25X -DZC$ B Odpowiednie płytki Małe głębokości Zastosowanie skrawania Od wykończenia do Od wykończenia do Średnia Od do zgrubnej / Mała szybkość Mała szybkość precyzja posuwu posuwu / precyzja trona odniesienia B52 B52 B53 B53 B54 B53 B55 B55 B56 B56 Płytka C GP GK Q N-Z tandardowy $- $- (E / ) $-U $-U...-DZC$ DCGT DCMT DCMT DCMT DCGT DCGT DCGT DCET DCGT DCET DZC$ DCGT11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. DCGT11T3.. DCMT11T3.. DCGT11T3.. DCGT11T3.. DCET11T3.. DCGT11T3.. DCET11T3.. Zastosowanie Mała szybkość Mała szybkość Delikatne Delikatna obróbka posuwu posuwu / precyzja wykończenie stali stali od wykańczającej do średniej tal nierdzewna Żeliwo Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B57 B57 B54 B54 B54 B57 B57 B57 C19 C11 Płytka (E / ) $-J $-J XP XQ MQ Bez łamacza wiórów A $-A3 PCD CBN...-DZC$ DCMT DCMT DCGW DCMT DCMW DZC$ DCGT11T3.. DCET11T3.. DCMT11T3.. DCMT11T3.. DCMT11T3.. DCGW11T3.. DCGT11T3.. DCGT11T3.. DCMT11T3.. DCMW11T3.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 39
40 Wytaczadło [płytka JC ] Trzpień węglikowy C JLC (wytaczanie / wewnętrzne toczenie czoła) 5 zaciskowa Maksymalna długość nawisu L/D=~7 5 A D 2 Przedstawione prawostronne Trzpień węglikowy C JZC (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~7 5 A 5 D Wymiary uchwytu narzędziowego 2 Przedstawione prawostronne (Poprzedni opis) L3 * tosując prawostronny uchwyt należy użyć prawostronnej płytki przy obróbce od tyłu do przodu w tym kierunku ( ). Należy użyć lewostronnej płytki przy obróbce od przodu do tylu w tym kierunku ( ). tand. R L øa ød L3 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. tandardowy promień naroża (rε) zaciskowa C04X-JLC$ JLC$ 05504B-03W C04X-JZC$ JZC$ 06504B-03W Odpowiednie płytki Zastosowanie / precyzja trona odniesienia B60 B60 Płytka $- $ B-35TR T-6...-JLC$ JCGT JCET JZC$ JCGT JCET Informacji na temat zalecanych parametrów skrawania szukaj na stronie Cechy C JLC 1. Dobrze wyważona mniejsza krawędź i zminimalizowana. 2. Dzięki zastosowaniu kąta przyłożenia 15 elastyczność dopasowania narzędzia jest wysoka przy przewężaniu. 3. Utrzymanie kąta przyłożenia 5 i dobrej szorstkości powierzchni przy wewnętrznym toczeniu czoła. 82~83 Cechy C JZC 1. Wytaczadła do wytaczania wstecznego do materiałów obrabianych wymagających dużej dokładności przy wycinaniu okrągłym i bez możliwości zmiany uchwytu. 2. Odpowiednie do wytaczania wstecznego i przewężania. 3. Pomimo małej minimalnej średnicy ø6.5 rozstaw krawędzi wynosi aż 1.8 mm. 40 : Element stand. : prawdź dostępność
![Dynamiczny trzpień [płytkatc ] zaciskowa Znakomity trzpień A TLC AE (wytaczanie / wewnętrzne toczenie czoła) 5 Maksymalna długość nawisu L/D=~5.5 Otwór (ød) A 0 Rys.](/docs-images/74/71336842/images/41-1.jpg "1 Przedstawione prawostronne L3 L4 D Śr. trzonu ød Śr. niewygwintowanego ød ø8 ø2.")
41 Dynamiczny trzpień [płytkatc ] zaciskowa Znakomity trzpień A TLC AE (wytaczanie / wewnętrzne toczenie czoła) 5 Maksymalna długość nawisu L/D=~5.5 Otwór (ød) A 0 Rys. 1 Przedstawione prawostronne L3 L4 D Śr. trzonu ød Śr. niewygwintowanego ød ø8 ø2.5 ø10 ø3 ø12 ø4 ø ø20 ø5 talowy trzpień TLC A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~4 Wymiary uchwytu narzędziowego Zastosowanie trona odniesienia Płytka tand. Od wykończenia do B63 Q R L øa ød L3 L4 A08X-TLC$09-10AE A10L-TLC$09-12AE A10L-TLC$11-12AE A12M-TLC$11-14AE AQ-TLC$11-18AE A20R-TLC$11-22AE X-TLC$09-10A L-TLC$09-12A 10L-TLC$11-12A M-TLC$11-14A Q-TLC$11-18A R-TLC$11-22A Odpowiednie płytki Znakomity trzpień tal Przedstawione prawostronne Rys. 2 tandardowy promień naroża (rε) Otwór chłodzący Rysunek 0.4 Tak Rys Brak Rys. 2 zaciskowa B-2250TR B-2560TR B-2250TR B-2560TR T-7 T-8 T-7 T-8...-TLC$ TCMT TLC$ TCMT Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 41
42 Dynamiczny trzpień [płytka TB, TP ] Znakomity trzpień A / -TLB(P)-AE (wytaczanie / wewnętrzne toczenie czoła) zaciskowa Maksymalna długość nawisu L/D=~ Otwór (ød) A D A D 0 L4 5 L3 Śr. trzonu ød Śr. niewygwintowanego ød ø8 ø2.5 L4 ø10 ø3 Rys. 1 Rys. 2 ø12 ø4 ø ø20 ø25 ø5 talowy trzpień -TLB(P)-A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~4 Rys. 3 Rys. 4 Trzpień węglikowy E(C)-TLB(P)-A (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~7 L3 5 Śr. trzonu ød Śr. niewygwintowanego ød 5 ø8 ø10 ø3 Rys. 5 L4 Rys. 6 ø12 ø ø4 ø20 ø25 ø6 Otwór (ød) D 42
43 zaciskowa Wymiary uchwytu narzędziowego tand. R L øa ød L3 L4 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa Znakomity trzpień tal Węglik 06-TLB$06-08AE Brak Rys. 1 B-2035TR T-6 A08X-TLP$09-10AE B-2545TR T-8 A10L-TLP$09-12AE A10L-TLP$11-12AE A12M-TLP$11-14AE Tak Rys. 2 B-3060TR AQ-TLP$11-18AE T-10 A20R-TLP$11-22AE A25-TLP$-27AE B-4065TR T TLB$06-08A Rys. 3 B-2035TR T-6 08X-TLP$09-10A B-2545TR T-8 10L-TLP$09-12A L-TLP$11-12A Brak 12M-TLP$11-14A Rys. 4 B-3060TR T-10 Q-TLP$11-18A R-TLP$11-22A TLP$-27A B-4065TR T-15 C06J-TLB$06-08A Brak Rys. 5 B-2035TR T-6 E08L-TLP$09-10A E10N-TLP$09-12A 0 E10N-TLP$09-12A-2 / B-2545TR T-8 E10N-TLP$09-12A-1 / E10N-TLP$11-12A E10N-TLP$11-12A-2 / E10N-TLP$11-12A-1 / 2 80 E12Q-TLP$11-14A 180 E12Q-TLP$11-14A-2 / Tak Rys. 6 E12Q-TLP$11-14A-1 / 2 90 B-3060TR T-10 EX-TLP$11-18A 220 EX-TLP$11-18A-2 / EX-TLP$11-18A-1 / E20-TLP$11-22A E20-TLP$11-22A-2 / E20-TLP$11-22A-1 / E25T-TLP$-27A E25T-TLP$-27A-2 / B-4065TR T-15 Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do / precyzja Średnia Mała szybkość posuwu / precyzja Delikatne wykończenie stali Delikatne wykończenie stali-średnie trona odniesienia B63, B66 B66 B63 B66 B63, B67 B68 B67 B68 B66 B66 Płytka C GP DP Q $ $- $- $-U XP XQ...-TLB$ TBGT TBMT TBGT TLP$ TPGT TPMT TPMT TPG TPMT TLP$ TPMT TPMT TPG TPET TPG TPET TPMT TPMT TLP$-... TPMT03.. TPMT03.. TPG03.. TPG03.. TPMT03.. TPMT03.. Zastosowanie Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B63, B68 C19, C20, C21 C12 Płytka Bez łamacza wiórów PCD CBN...-TLB$ TBGW TLP$ TPGB TLP$ TPGB TLP$-... TPGB03.. TBMT TBGW TPM TPGB TPM TPGB TPM03.. TPGB03.. TPGB TPGB TPGB03.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 43
44 Wytaczadło [płytka TB / TP ] zaciskowa Znakomity trzpień TUP(B)-E (wytaczanie) Maksymalna długość nawisu L/D=~5 3 3 A D 5 Rys. 1 * 0 dla 06-TUB$06-08E talowy trzpień TUP(B) (wytaczanie) Maksymalna długość nawisu L/D=~3 3 3 A D 5 * 0 dla 06-TUB$06-08 Rys. 2 Trzpień węglikowy C TUP(B) (wytaczanie) Maksymalna długość nawisu L/D=~7 3 C10L-TUB $06-08 A * 5 3 Rys. 3 * 0dla C10L-TUB$06-08 Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand. R L øa ød L3 L4 D 85~88 (tabela alternatywnych zaciskowa 06 -TUB$06-08E TUB$ 0806B-06E B-1TR 08K -TUP$08-10E TUP$ 1008B-08E B-1TR T-6 10M -TUP$09-12E 1210B-09E M -TUP$09 -E 12B-09E B-2TR T-8 10M -TUP$11-12E 1210B-11E M -TUP$11-14E 1412B-11E Rys. 1 TUP$11 -E 12B-11E R -TUP$11-18E 18B-11E TUP$11-20E 20B-11E B-3TR T-10 20X -TUP$11-25E 2520B-11E X -TUP$ -25E 2520B-E X -TUP$ -32E 3225B-E B-4TR T TUB$06-08 TUB$ 0806B B-1TR T-6 08K -TUP$08-10 TUP$ 1008B B-1TR T-6 10M -TUP$ B M -TUP$09-12B Rys. 2 B-2TR T-8 Q -TUP$ B R -TUP$ B B-3TR T-10 25X -TUP$ B B-4TR T-15 tandardowy promień naroża (rε) Rysunek 44 : prawdź dostępność
45 zaciskowa Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. C10L -TUB$06-08 TUB$0810B-06W B-1TR C08L -TUP$08-10 TUP$ 1008B-08W B-1TR T-6 C10N -TUP$ B-09W 0 TUP$ / B-09W-1 / TUP$ / B-09W-2 / C12Q -TUP$09-12B-09W B-2TR T-8 TUP$ / 2 12B-09W-1 / TUP$ / 3 12B-09W-2 / C10N -TUP$ B-11W 0 TUP$ / B-11W-1 / TUP$ / B-11W-2 / C12Q -TUP$ B-11W 180 TUP$ / B-11W-1 / TUP$ / B-11W-2 / C12Q -TUP$11-12B-11W 180 Rys. 3 TUP$ / 2 12B-11W-1 / TUP$ / 3 12B-11W-2 / CX -TUP$ B-11W B-3TR T-10 TUP$ / 2 18B-11W-1 / TUP$ / 3 18B-11W-2 / CX -TUP$ B-11W 220 TUP$ / 2 20B-11W-1 / TUP$ / 3 20B-11W-2 / C20 -TUP$ B-11W 250 TUP$ / B-11W-1 / TUP$ / B-11W-2 / 3 5 C20 -TUP$ B-W 250 TUP$ / B-W-1 / B-4TR T-15 TUP$ / B-W-2 / 3 5 Odpowiednie płytki Zastosowanie Małe głębokości skrawania (Poprzedni opis) tand. Od wykończenia do R L øa ød L3 L4 / precyzja 85~88 (tabela alternatywnych Średnia Mała szybkość posuwu / precyzja Delikatne wykończenie stali Delikatna obróbka stali od wykańczającej do średniej trona odniesienia B63, B66 B66 B63 B66 B63, B67 B68 B67 B68 B66 B66 Płytka C GP DP Q $ $- $- $-U XP XQ tandardowy promień naroża (rε) Rysunek zaciskowa...-tub$ TBGT TBMT TBGT TUP$ TPGT TPG TPET TPET TUP$ TPGT TPMT TPMT TPG TPMT TUP$ TPMT TPMT TPG TPET TPG TPET TPMT TPMT TUP$ TPMT TPMT03.. TPG TPG TPMT03.. TPMT03.. Zastosowanie Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B63, B68 C19~C21 C12 Płytka Bez łamacza wiórów PCD CBN...-TUB$ TBGW TBMT TBGW TUP$ TPGB TPM TPGB TPGB TUP$ TPGB TPM TPGB TPGB TUP$ TPGB TPM TPGB TPGB TUP$-... TPGB03.. TPM03.. TPGB03.. TPGB03.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 45
46 Wytaczadło [płytka TP ] zaciskowa Znakomity trzpień z podwójnym otworem A TUP-E (wytaczanie: z otworem chłodzącym) 3 Maksymalna długość nawisu L/D=~5 3 A 5 D Rys. 1 Trzpień węglikowy z podwójnym otworem E TUP (wytaczanie: z otworem chłodzącym) Maksymalna długość nawisu L/D=~7 3 (Poprzedni opis) tand. A Wymiary uchwytu narzędziowego [Zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Odpowiednie płytki list 45) Aby zapoznać się z informacjami dotyczącymi wyboru odpowiedniej oprawki chłodzącej / złączki, zob. str. 77~ R L øa ød L3 L4 D Rys. 2 85~88 (tabela alternatywnych zaciskowa A08 -TUP08-10E TUP 1008B-08E B-1TR T-6 A10X -TUP$09-12E 1210B-09E B-2TR T-8 A12X -TUP$09-E 12B-09E A10X -TUP$11-12E 1210B-11E A12X -TUP$11-14E 1412B-11E TUP$11-E 12B-11E Rys B-3TR T-10 AM -TUP$11-18E 18B-11E TUP$11-20E 20B-11E A20Q -TUP$11-25E 2520B-11E A20Q -TUP$-25E 2520B-E B-4TR T-15 A25R -TUP$-32E 3225B-E E08L -TUP$08-10 TUP$ 1008B-08W B-1TR T-6 E10N -TUP$ B-09W B-2TR T-8 E12Q -TUP$09-12B-09W E10N -TUP$ B-11W E12Q -TUP$ B-11W Rys. 2 TUP$11-12B-11W B-3TR T-10 EX -TUP$ B-11W TUP$ B-11W E20 -TUP$ B-11W E20 -TUP$ B-W B-4TR T-15 tandardowy promień naroża (rε) Rysunek 46 : prawdź dostępność
 tand. L3 0 R L øa ød L3 ( J28) Ten uchwyt jest dostępny również do gwintowania.")
47 zaciskowa Znakomity trzpień TWP-E (odwzorowanie) A Maksymalna długość nawisu L/D=~5 0 L3 talowy trzpień TWP (odwzorowanie) A D 60 0 ( J28) Ten uchwyt jest dostępny również do gwintowania. Maksymalna długość nawisu L/D=~3 D 60 Wymiary uchwytu narzędziowego Odpowiednie płytki 0 (Poprzedni opis) tand. L3 0 R L øa ød L3 ( J28) Ten uchwyt jest dostępny również do gwintowania. Płytka lewostronna do prawostronnego uchwytu narzędziowego. Zastosowanie Od wykończenia do / precyzja Obróbka średnia Mała szybkość Delikatne Delikatna obróbka posuwu / precyzja wykończenie stali stali od wykańczającej Żeliwo do średniej trona odniesienia B66 B66 B67 B68 B67 B68 B66 B66 B68 Płytka GP Q $ $- $- $-U XP XQ Bez łamacza wiórów zaciskowa 10M -TWP$11-12E B-3TR 12M -TWP$11 -E T-10 R -TWP$11-20E B-3TR 20X -TWP$11-25E X -TWP$ -25E B-4TR T-15 25X -TWP$ -32E M -TWP$11-12 IT$ B-3TR 12M -TWP$11 - IT$ T-10 Q -TWP$ B-3TR 20R -TWP$ tandardowy promień naroża (rε) 10M-TWP$11-12(E) - - TPG TPGB TWP$ TPMT TPMT TPG TPET TPG TPET TPMT TPMT TPGB TWP$-... TPMT03.. TPMT03.. TPG TPG TPMT03.. TPMT03.. TPGB03.. Zastosowanie Metale nieżelazne Materiały twarde trona odniesienia C20, C21 C12 Płytka PCD CBN 10M-TWP$11-12(E) TWP$ TPM TPGB TPGB TWP$-... TPM03.. TPGB03.. TPGB03.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. 47
![Wytaczadło [płytka TB / TP ] zaciskowa Trzpień węglikowy C TXP(B) (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~7 20 20 A L3 D Typ TXB$:α= 0, typ TXP$:α= 5 Przedstawione](/docs-images/74/71336842/images/48-1.jpg "prawostronne Trzpień węglikowy C TZB (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~7 5 A 5 D Wymiary uchwytu narzędziowego (Poprzedni opis) Przedstawione prawostronne tand.")
48 Wytaczadło [płytka TB / TP ] zaciskowa Trzpień węglikowy C TXP(B) (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~ A L3 D Typ TXB$:α= 0, typ TXP$:α= 5 Przedstawione prawostronne Trzpień węglikowy C TZB (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~7 5 A 5 D Wymiary uchwytu narzędziowego (Poprzedni opis) Przedstawione prawostronne tand. 0 L3 * tosując prawostronny uchwyt należy użyć prawostronnej płytki przy obróbce od tyłu do przodu w tym kierunku ( ). Należy użyć lewostronnej płytki przy obróbce od przodu do tylu w tym kierunku ( ). RL L3 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. tandardowy promień naroża (rε) zaciskowa C06J -TXB$ TXB$ 07506B-06W B-1TR T-6 C08X-TXP$08-09 TXP$ 09008B-08W B-1TR C10X-TXP$ B-09W B-2TR T-8 C06J -TZB$ TZB$ 08506B-06W B-1TR T-6 Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do / precyzja Mała szybkość posuwu / precyzja Delikatne wykończenie stali Żeliwo Metale nieżelazne trona odniesienia B63, B66 B66 B63 B66 B63, B67 B68 B68 B66 B63, B68 C19~C21 Płytka C GP DP Q $ $- $-U XP Bez łamacza wiórów PCD...-TXB$ TBGT TBMT TBGT TBGW TBMT TXP$ TPGT TPG TPET TPET TPGB TP TXP$ TPGT TPMT TPMT TPG TPMT TPGB TP TZB$ TBGT TBMT TBGT TBGW TBMT Zastosowanie trona odniesienia Płytka Materiały twarde C12 CBN...-TXB$ TXP$ TPGB TXP$ TPGB TZB$ Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 Zalecane parametry skrawania wytaczadła typu C TXP(B) płytki (rodzaj) Vc (m/min) ap (mm) f (mm/obr.) Chłodziwo C06J-TXB$ TBGT L /R (PR930) 30~ ~ ~0.04 Tak C08X-TXP$08-09 TPG L /R (PR930) 30~ ~ ~0.08 Tak C10X -TXP$09-11 TPG $ (PR930) 30~ ~ ~0.08 Tak (Materiał obrabiany: tal stopowa) 48 : Element stand. : prawdź dostępność
49 zaciskowa Zastosowanie VJB (C) -, VJP- [Aby poznać szczegóły dotyczące uchwytu narzędziowego zob. strona 50 (trzpień dynamiczny), 54] 1. Zakres zastosowań -VJB$-50 -VJB$-40 -VJB$ VJB$11-25 RA/2 A VB typ VB typ VJC$ VJC$08- -VJP$08- VCP typ Metoda obróbki W przypadku bez (rε= 0.4) d=0.5 mm (rε= 0.4) d=0.5 mm Obróbka sferyczna Obróbka sferyczna Wewnętrzne toczenie czoła (Uwaga) f powinno mieć wartość poniżej 0.05 mm/obr. przy wewnętrznym toczeniu czoła. W przypadku z wywierconym otworem Wewnętrzne toczenie czoła Obróbka sferyczna Wywiercony otwór Wewnętrzne toczenie czoła Proces obróbki Najpierw wykończ wewnętrzne czoło. Następnie wykończ wewnętrzną średnicę. (Uwaga) f powinno mieć wartość poniżej 0.05 mm/obr. przy wewnętrznym toczeniu czoła. 3. Ostrzeżenie ø obróbka sferyczna Przy obróbce poza środek materiału obrabianego może wystąpić uszkodzenie płytki. R8 R7.6 (rε= 0.4) Zamocuj krawędź płytki na środku obrabianego materiału. Dopasuj program obróbki promienia, pomniejszając o wartość promienia naroża (rε). Do profilowania wewnętrznego ap musi być mniejsze niż wartość promienia naroża (rε). ap Obróbka tego rodzaju jest możliwa, jednak część pochyła może zostać zadrapana przez wiór. Mniej niż promień naroża (rε) łabe wykończenie [Zadziory mogą wystąpić, gdy ap jest większe niż promień naroża (rε)]. 49
50 Dynamiczny trzpień [płytka VB, VC, VP] zaciskowa Znakomity trzpień A-VJP(C)(B)-AE (wewnętrzna obróbka sferyczna / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~5.5 A 52 Otwór (ød) A 52 Otwór (ød) Zastosowanie, zob L3 L4 D 5 L4 L3 Rys. 1 Rys. 2 * Brak podkładki dla typu VJP(C)$08 / typu VJB$11. Śr. trzonu ød ø12 ø ø20 ø25 ø32 ø40 Śr. niewygwintowanego ød ø4 ø5 ø7 ø9 D talowy trzpień -VJP(C)(B)-A (wewnętrzna obróbka sferyczna / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~4 Rys. 3 Rys. 4 Zastosowanie, zob. 49. * Brak podkładki dla typu VJP(C)$08 / typu VJB$11. Znakomity trzpień A-VPC(B)-AE (odwzorowanie / podcinanie) Maksymalna długość nawisu L/D=~ A L4 Otwór D A Śr. trzonu ød ø10 ø12 ø Śr. niewygwintowanego ød ø3 Rys. 5 Rys. 6 ø20 ø5 ø25 * Brak podkładki dla typu VPC$08 / typu VPB$11. ø32 Otwór D ø4 talowy trzpień -VPC(B)-A (odwzorowanie / podcinanie) Maksymalna długość nawisu L/D=~ A D A D 5 5 L4 Rys. 7 L4 Rys. 8 * Brak podkładki dla typu VPC$08 / typu VPB$11. Trzpień węglikowy E-VPC(B)-A (odwzorowanie / podcinanie) Maksymalna długość nawisu L/D=~ A 5 L4 Otwór D A Śr. trzonu ød ø10 ø12 Śr. niewygwintowanego ød ø3 L4 Rys. 9 Rys. 10 ø ø20 * Brak podkładki dla typu VPC$08 / typuvpc$11. ø6 ø25 Otwór D ø4 50
51 zaciskowa Wymiary uchwytu narzędziowego Znakomity trzpień tal Węglik tal Znakomity trzpień tand. R L øa ød L3 L4 A12M-VJP$08-AE A12M-VJC$08-AE AQ-VJC$08-20AE A20R-VJB$11-25AE A25-VJB$11-30AE A32-VJB$-40AE A40T-VJB$-50AE M-VJP$08-A M-VJC$08-A Q-VJC$08-20A R-VJB$11-25A VJB$11-30A VJB$-40A T-VJB$-50A A10L-VPC$08-14AE A12M-VPB$11-18AE AQ-VPB$11-22AE A20R-VPB$11-26AE A25-VPB$-31AE tandardowy promień naroża (rε) Tak Brak 0.4 Tak Rys. 1 zaciskowa B-2050TR B-2570TR T-6 T-8 Rys. 2 B-40125TRN T-15 Rys. 3 B-2050TR B-2570TR T-6 T-8 Rys. 4 B-40125TRN T-15 Rys. 5 B-2050TR B-2570TR A32-VPB$-40AE Rys. 6 B-40125TRN T-15 10L-VPC$08-14A B-2050TR T-6 12M-VPB$11-18A Rys. 7 Q-VPB$11-22A Brak 20R-VPB$11-26A B-2570TR T-8 25-VPB$-31A VPB$-40A Rys. 8 B-40125TRN T-15 E10N-VPC$08-14A B-2050TR T-6 E12Q-VPB$11-18A Rys. 9 EX-VPB$11-22A Tak B-2570TR T-8 E20-VPB$11-26A E25T-VPB$-31A Rys. 10 B-40125TRN T-15 Podkładka podkładki (do śruby podkładki) Otwór chłodzący Rysunek T-6 T-8 _32-VJB$-40A 40T-VJB$-50A 25-VPB$-31A 32-VPB$-40A_ Odpowiednie płytki VN-32N -4N LW-4 Zastosowanie Od wykończenia do / precyzja Od wykończenia do Mała szybkość posuwu / precyzja Metale nieżelazne Metale nieżelazne trona odniesienia B75 B72, B73 B72 B72, B73 B72 B72, B76 B73 B76 B73 B73 Płytka CK V GP Q $- $- $-Y $-U A $-A3...-VJP$ VPGT VPET VPET VJC$ VCMT VCMT VJB$ VBMT VBMT VBMT VBGT VBET VBGT VJB$ VBMT04.. VBMT04.. VBMT VBGT VCGT04.. VCGT VPC$ VCMT VCMT VPB$ VBMT VBMT VBMT VBGT VBET VBGT VPB$ VBMT04.. VBMT04.. VBMT VBGT VCGT04.. VCGT04.. Zastosowanie Metale nieżelazne Materiały twarde trona odniesienia C22 C14 Płytka PCD CBN...-VJP$ VJC$ VCMT VCGW VJB$ VBMT VBGW VJB$-... VBMT04.. VBGW VPC$ VCMT VCGW VPB$ VBMT VBGW VPB$-... VBMT04.. VBGW04.. * tosowanie VBGT Y / VBGT04..-Y z A-VJB-AE / -VJB-A nie jest zalecane. : Element stand. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 51
52 Dynamiczny trzpień [płytka VB, VC] Znakomity trzpień A-VUC(B)-AE (odwzorowanie) zaciskowa Maksymalna długość nawisu L/D=~5.5 A 3 A-VUB-AEA25-VUBR-34AE 38fig2 3 Otwór 0 L4 20 D Rys. 1 A 0 L4 Śr. trzonu ød ø12 ø ø20 ø25 ø32 Zewnętrzna ø4 Śr. niewygwintowanego ød D Rys. 2 ø5 - - ø5 talowy trzpień -VUC(B)-A (odwzorowanie) Maksymalna długość nawisu L/D=~4 Rys. 3 Rys. 4 Trzpień węglikowy E-VUC(B)-A (odwzorowanie) Maksymalna długość nawisu L/D=~7 3 Otwór (ø) A D 0 L4 Śr. trzonu ød Śr. niewygwintowanego ød ø12 ø4 ø Rys. 5 ø20 ø6 ø25 Znakomity trzpień A-VZC(B)-AE (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~ Otwór L5 L A L5 L4 Rys. 6 Rys. 7 * Brak podkładki dla typu VZC$ 08 / typu VZB$ 11. Śr. trzonu ød ø12 ø ø20 ø25 ø32 Zewnętrzna ø4 ø5 Śr. niewygwintowanego ød - - ø5 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. D talowy trzpień -VZC(B)-A (wytaczanie wsteczne) Maksymalna długość nawisu L/D=~4 * Brak podkładki dla typu VZC$ 08 / typu VZB$ 11. Rys. 8 Rys. 9 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. 52
 Otwór chłodzący Rysunek zaciskowa A12M-VUC$08-AE 12 11 150 25.5 23-11.5 5.5 8 B-2050TR T-6 AQ-VUB$11-20AE 20 15 180 32.5 27-8 8 Rys.")

53 zaciskowa Wymiary uchwytu narzędziowego Znakomity trzpień tal Węglik Znakomity trzpień tal tand. R L øa ød L4 L5 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa A12M-VUC$08-AE B-2050TR T-6 AQ-VUB$11-20AE Rys. 1 A20R-VUB$11-25AE Tak B-2570TR T-8 A25-VUB$-34AE Rys. 2 A32-VUB$-40AE Rys. 1 B-40125TRN T-15 12M-VUC$08-A B-2050TR T-6 Q-VUB$11-20A Rys. 3 20R-VUB$11-25A Brak B-2570TR T-8 25-VUB$-34A Rys VUB$-40A Rys. 3 B-40125TRN T-15 E12Q-VUC$08-18A B-2050TR T-6 EX-VUB$11-25A E20-VUB$11-29A Tak Rys. 5 B-2570TR T-8 E25T-VUB$-34A B-40125TRN T-15 A12M-VZC$08-AE B-2050TR T-6 AQ-VZB$11-20AE Rys. 6 A20R-VZB$11-25AE Tak B-2570TR T-8 A25-VZB$-34AE Rys. 7 A32-VZB$-40AE Rys. 6 B-40125TRN T-15 12M-VZC$08-A B-2050TR T-6 Q-VZB$11-20A Rys. 8 20R-VZB$11-25A Brak B-2570TR T-8 25-VZB$-34A Rys. 9 B-40125TRN T VZB$-40A Rys. 8 Podkładka podkładki (do śruby podkładki) _25_-VUB$-34A 32-VUB$-40A 25-VZB$-34A 32-VZB$-40A_ Odpowiednie płytki VN-32N -4N LW-4 Zastosowanie Od wykończenia do / precyzja Od wykończenia do Mała szybkość posuwu / precyzja Metale nieżelazne Metale nieżelazne trona odniesienia - B72, B73 B72 B72, B73 B72 B72 B73 - B73 B73 Płytka CK V GP Q $- $- $-Y $-U A $-A3...-VUC$ VCMT VCMT VUB$ VBMT VBMT VBMT VBGT VBET VBGT VUB$ VBMT04.. VBMT04.. VBMT VBGT VCGT04.. VCGT VZC$ VCMT VCMT VZB$ VBMT VBMT VBMT VBGT VBET VBGT VZB$ VBMT04.. VBMT04.. VBMT VBGT VCGT04.. VCGT04.. Zastosowanie Metale nieżelazne Materiały twarde trona odniesienia C22 C14 Płytka PCD CBN...-VUC$ VCMT VCGW VUB$ VBMT VBGW VUB$-... VBMT04.. VBGW VZC$ VCMT VCGW VZB$ VBMT VBGW VZB$-... VBMT04.. VBGW04.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 53
54 Wytaczadło [płytka VB / VC / VP ] zaciskowa Znakomity trzpień VJB(C)-E / VJP-E (wewnętrzna obróbka sferyczna / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~ Rys. 1 * Brak podkładki dla typu VJC(P)&08 i VJB&11 Znakomity trzpień VPB(C)-E (odwzorowanie / podcinanie) Maksymalna długość nawisu L/D=~5 27,5 27,5 5 L 2 * Brak podkładki dla typu VPC$08 i VPB$11 Rys. 2 Znakomity trzpień VUB(C)-E (odwzorowanie) Maksymalna długość nawisu L/D=~ VZB(C)-E (wytaczanie wsteczne) 25X-VUB$-34E pokazany jest tylko powyższy kształt. * Brak podkładki dla typu VUC$08 i VUB$11 Rys. 3 Maksymalna długość nawisu L/D=~ A 0 3 L3 D 54 L3 25X-VZB-34E pokazany jest tylko powyższy kształt. * Brak podkładki dla typu VJC(P)08 i VJB11 Płytka prawostronna do prawostronnego uchwytu narzędziowego, płytka lewostronna do lewostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego [zostanie zmieniony na trzpień dynamiczny, zob. ch do wytaczadła)]. (Poprzedni opis) tand. R L øa ød L3 85~88 (Tabela alternatywnych uchwytów 12M-VJP$08-E VJP$ 12B-08E M-VJC$08-E VJC$ 12B-08E Q-VJC$08-20E 20B-08E VJB$11-30E 3025B-11E R-VJB$11-25E VJB$ 2520B-11E VJB$-40EN T-VJB$-50EN M-VPC$08-E VQC$ 10B-08E M-VPB$11-20E VQB$ 2012B-11E Q-VPB$11-25E 25B-11E X-VPB$-34EN VPB$-40EN * Zastosowanie typu VJ, zob. 49. tandardowy promień naroża (rε) Rysunek Rys. 1 Rys. 2 Rys. 4 : prawdź dostępność
![zaciskowa Wymiary uchwytu narzędziowego [zostanie zmieniony na trzpień dynamiczny, zob. ch do wytaczadła)]. (Poprzedni opis) tand.](/docs-images/74/71336842/images/55-4.jpg "R L øa ød L3 85~88 (Tabela alternatywnych uchwytów 12M-VUC$08-E VUC$ 12B-08E 12 11 150 25.5-11 5.5 8 0.4 Q-VUB$11-20E VUB$ 20B-11E 20 14.6 180 32.5 15.5 8 8-20R-VUB$11-25E 2520B-11E 25 20 18.6 200 40.")
55 zaciskowa Wymiary uchwytu narzędziowego [zostanie zmieniony na trzpień dynamiczny, zob. ch do wytaczadła)]. (Poprzedni opis) tand. R L øa ød L3 85~88 (Tabela alternatywnych uchwytów 12M-VUC$08-E VUC$ 12B-08E Q-VUB$11-20E VUB$ 20B-11E R-VUB$11-25E 2520B-11E X-VUB$-34EN VUB$-40EN M-VZC$08-E Q-VZB$11-20E R-VZB$11-25E X-VZB$-34EN VZB$-40EN zaciskowa Podkładka podkładki (do śruby podkładki) tandardowy promień naroża (rε) Rysunek Rys. 3 Rys. 4 12M -VJP$08 -E 12M -VJC$08 -E B-2050TR T-6 Q -VJC$08-20E R -VJB$11-25E 25 -VJB$11-30E B-2570TR T VJB$ -40EN B-40125TRN 40T -VJB$ -50EN T-15 VN-32N -4N LW-4 10M -VPC$08 -E B-2050TR T-6 12M -VPB$11-20E B-2570TR T-8 Q -VPB$11-25E 25X -VPB$ -34EN B-40125TRN 32 -VPB$ -40EN T-15 VN-32N -4N LW-4 12M -VUC$08 -E B-2050TR T-6 Q -VUB$11-20E B-2570TR T-8 20R -VUB$11-25E 25X -VUB$ -34EN B-40125TRN 32 -VUB$ -40EN T-15 VN-32N -4N LW-4 12M -VZC$08-E B-2050TR T-6 Q R -VZB$11-20E B-2570TR T-8 -VZB$11-25E 25X 32 -VZB$ -34EN B-40125TRN T-15 VN-32N -4N LW-4 -VZB$-40EN Odpowiednie płytki Zastosowanie Od wykończenia do / precyzja Od wykończenia do Średnia Mała szybkość posuwu / precyzja Metale nieżelazne trona odniesienia B75 B72, B73 B72 B72, B73 B72 B72, B76 B73 B72 B76 B73 Płytka CK V GP Q $- $- $-Y N-Z $-U Bez oznaczenia...-vp$ VPGT VPET VPET VC$ VCMT VCMT VB$ VBMT VBMT VBMT VBGT VBET VBGT VBGT VB$ VBMT04.. VBMT04.. VBMT VBGT VCGT04.. Zastosowanie Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B73 B73 C22 C14 Płytka A $-A3 PCD CBN...-VP$ VC$ VCMT VCGW VB$ VBMT VBGW VB$-... VCGT04.. VCGT04.. VBMT04.. VBGW04.. * tosowanie VBGT Y / VBGT04..-Y z A-VJB-AE / -VJB-A nie jest zalecane. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 55
56 Dynamiczny trzpień [płytka WB, WP ] / A-WUB(P)-AE (wytaczanie) zaciskowa Maksymalna długość nawisu L/D=~5.5 3 L3 Otwór (ød) 5 L4 talowy trzpień -WUB(P)-A (wytaczanie) 0 dla A08X-WUB&08-10AE, A10L-WUB&08-12AE Rys. 1 Rys. 2 Śr. trzonu ød Śr. niewygwintowanego ød ø8 ø2.5 ø10 ø3 ø12 ø4 ø ø20 ø5 Maksymalna długość nawisu L/D=~4 A 3 L4 L3 5 0 dla 08X-WUB08-10A, 10L-WUB08-12A Rys. 3 Rys. 4 Trzpień węglikowy E(C)-WUB(P)-A (wytaczanie) Maksymalna długość nawisu L/D=~7 A 5 L3 3 Rys. 5 Rys. 6 L4 0 dla E08L-WUB08-10A, E10N-WUB08-12A, E10N-WUB08-12A-2/3, E10N-WUB08-12A-1/2 Otwórø Śr. Śr. trzonu niewygwintowanego ød ød ø5 ø6 - ø7 ø8 ø10 ø3 ø12 ø ø4 ø20 ø6 D 56

57 zaciskowa Wymiary uchwytu narzędziowego tand. R L øa ød L3 L4 tandardowy promień naroża (rε) Otwór chłodzący Rysunek zaciskowa 10-WUB$06-06AE WUB$06-07AE Brak Rys. 1 B-2035TR Znakomity trzpień tal Węglik 10-WUB$08-08AE A08X-WUB$08-10AE A10L-WUB$08-12AE A12M-WUP$11-14AE AQ-WUP$11-18AE AQ-WUP$-18AE 3.5 A20R-WUP$-22AE WUB$06-06A WUB$06-07A WUB$08-08A X-WUB$08-10A L-WUB$08-12A M-WUP$11-14A Q-WUP$11-18A Q-WUP$-18A R-WUP$-22A C05-WUB$06-06A C06J-WUB$06-07A C07K-WUB$08-08A E08L-WUB$08-10A E10N-WUB$08-12A 0 - E10N-WUB$08-12A-2 / E10N-WUB$08-12A-1 / E12Q-WUP$11-14A E12Q-WUP$11-14A-2 / E12Q-WUP$11-14A-1 / EX-WUP$11-18A EX-WUP$11-18A-2 / EX-WUP$11-18A-1 / EX-WUP$-18A EX-WUP$-18A-2 / EX-WUP$-18A-1 / E20-WUP$-22A E20-WUP$-22A-2 / E20-WUP$-22A-1 / T-6 B-2050TR 0.4 Tak Rys. 2 B-2545TR T B-4065TR T-15 Rys. 3 B-2035TR 0.2 T-6 B-2050TR Brak 0.4 Rys. 4 B-2545TR T B-4065TR T-15 Brak Rys. 5 B-2035TR 0.2 T-6 B-2050TR 0.4 B-2545TR T-8 Tak Rys B-4065TR T-15 Odpowiednie płytki Zastosowanie Małe głębokości skrawania Od wykończenia do Od wykończenia do Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B77 B79 B77 B79 B77 B79 B77, B79 C22 C15 Płytka C GP $-DP Q $- $-Y Bez łamacza wiórów PCD CBN...-WUB$ WBGT WBMT WBGT WBGW WBMT WBGW WUB$ WBMT WBGT WBGW WBMT WBGW WUP$ WPMT WPMT WPGT WPGW WPMT WUP$ WPMT WPMT WPGT03.. WPGW Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 57
58 Wytaczadło [płytka WB / WP ] WUP(B)-E (wytaczanie) zaciskowa Maksymalna długość nawisu L/D=~5 3 øa 3 3 øa 0 ød 5 * ød Rys. 1 0 dla 08K-WUB08-10E, 10M-WUB08-12E Rys. 2 talowy trzpień WUB (wytaczanie) Maksymalna długość nawisu L/D=~3 3 3 () Pokazany typ oznaczony. może być regulowana poprzez obcięcie uchwytu narzędziowego. 0 Rys. 3 Trzpień węglikowy C WUP (B) (wytaczanie) Maksymalna długość nawisu L/D=~7 A D Rys Rys. 5 * 0 dla C08L-WUB$08-10, C10N-WUB$
59 zaciskowa Wymiary uchwytu narzędziowego [zostanie zmieniony na trzpień dynamiczny, zob. uchwytów ch do wytaczadła)]. (Poprzedni opis) tand. RL øa ød 85~88 (Tabela alternatywnych tandardowy promień naroża (rε) Rysunek zaciskowa 10 -WUB$06-06E WUB$06-07E Rys. 1 B-2040TR 10J -WUB$08-08E B-2050TR T-6 08K - WUB$08-10E WUB$ 1008B-08E B-2050TR 10M - WUB$08-12E 1210B-08E 12M - WUP$11-14E WUP$ 1412B-11E B-2545TR WUP$11 -E 12B-11E Rys. 2 T-8 B-2560TR N - WUP$11-18E 18B-11E Q - WUP$ -20E 20B-E B-4065TR T-15 20R - WUP$ -25E 2520B-E WUB$06-06 WUB$ 0610B WUB$ B (15) 0.2 B-2040TR 10 - WUB$ B Rys. 3 T-6 10J - WUB$ B B-2050TR WUB$ B (20) C05 - WUB$06-06 WUB$ 0605B-06W C06J - WUB$ B-06W Rys. 4 B-2040TR C07K - WUB$08 C08L - WUB$08 C10N - WUB$08 WUB$08 WUB$ / / 3 C12Q - WUP$11-14 WUP$ / 2 WUP$ / 3 C12Q - WUP$11 - WUP$ / 2 WUP$ / 3 CX - WUP$11-18 WUP$ / 2 WUP$ / 3 CX - WUP$ -20 WUP$ / 2 WUP$ / 3 C20 -WUP$ -25 WUP$ / 2 WUP$ / B-08W 1008B-08W 1210B-08W 1210B-08W-1 / B-08W-2 / 3 WUP$ 1412B-11W 1412B-11W-1 / B-11W-2 / 3 12B-11W 12B-11W-1 / 2 12B-11W-2 / 3 18B-11W 18B-11W-1 / 2 18B-11W-2 / 3 20B-W 20B-W-1 / 2 20B-W-2 / B-W 2520B-W-1 / B-W-2 / B-2050TR Rys Rys. 5 B-2545TR B-2560TR T-6 T B-4065TR T-15 Odpowiednie płytki Zastosowanie Od wykończenia do Od wykończenia do Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B79 B77 B79 B77 B79 B77, B79 C22 C15 Płytka GP $-DP Q $- $-Y Bez łamacza wiórów PCD CBN...-WUB$ WBMT WBGT WBGW WBMT WBGW WUB$ WBMT WBGT WBGW WBMT WBGW WUP$ WPMT WPMT WPGT WPGW WPMT WUP$-... WPMT WPMT WPGT03.. WPGW Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 59
![Wytaczadło [płytka P ] zaciskowa / mocowanie górne KP (wytaczanie) Maksymalna długość nawisu L/D=~3 A 75 D 75](/docs-images/74/71336842/images/60-1.jpg "Płytka lewostronna do prawostronnego uchwytu narzędziowego Wymiary uchwytu narzędziowego (Poprzedni opis)")


 N -CKP$09-20 20Q -CKP$09-27 CKP$20B-09 2720B-09 25X -CKP$12-34 3425B-12 32 -CKP$12-43")

 Zestaw mocujący Podkładka podkładki 0 0.8 CP-2-2.5 - - - 5.5 0 0.")

60 Wytaczadło [płytka P ] zaciskowa / mocowanie górne KP (wytaczanie) Maksymalna długość nawisu L/D=~3 A 75 D 75 Płytka lewostronna do prawostronnego uchwytu narzędziowego Wymiary uchwytu narzędziowego (Poprzedni opis) Q-KP$09-20 KP$ 20B-09 20R -KP$ B-09 25X -KP$ B KP$ B-12 Odpowiednie płytki Zastosowanie trona odniesienia B61 $ Płytka tand. R L øa ød tandardowy promień naroża (rε) zaciskowa B G 0.8 B-4TR T-15 G-50 G-50 LW LW-3 T...-KP$ KP$12... PG PG CKP (wytaczanie) Maksymalna długość nawisu L/D=~3 75 A D 75 5 Wymiary uchwytu narzędziowego Odpowiednie płytki (Poprzedni opis) N -CKP$ Q -CKP$09-27 CKP$20B B-09 25X -CKP$ B CKP$ B-12 tand. R L øa D Zastosowanie Średnia Średnia Od wykończenia do Żeliwo Żeliwo Metale nieżelazne trona odniesienia B61 B61 B61 B61 B92 C23 Płytka G tandardowy $ Bez łamacza wiórów Ceramika PCD Płytka lewostronna do prawostronnego uchwytu narzędziowego tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki CP CP-3 - LW KP-42 P3X10 PMN CKP$09... PMR PMR PGR PGN PGN PMN CKP$12... PMR PMR PGR PGN PGN PGN Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 60 : Element stand. : prawdź dostępność
![Wytaczadło [płytka TP ] CTUP (wytaczanie) Górne mocowanie Maksymalna długość nawisu L/D=~3 3 3 A D 5 Wymiary uchwytu narzędziowego (Poprzedni opis) tand.](/docs-images/74/71336842/images/61-1.jpg "RL øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki 12L -CTUP$09 - CTUP$12B-09 12 11 140 32 8 0.5 0 0.")



61 Wytaczadło [płytka TP ] CTUP (wytaczanie) Górne mocowanie Maksymalna długość nawisu L/D=~3 3 3 A D 5 Wymiary uchwytu narzędziowego (Poprzedni opis) tand. RL øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki 12L -CTUP$09 - CTUP$12B CP N -CTUP$ B CP Q-CTUP$ B X -CTUP$ B CTUP$ B CP-3 - LW-3 KPT-32 P3X10 40X -CTUP$ B Odpowiednie płytki Zastosowanie Od wykończenia do Średnia Średnia Od wykończenia do Żeliwo Żeliwo Metale nieżelazne Materiały twarde trona odniesienia B70 B70 B70 B70 B70 B70 B70 B92 C23 C15 Płytka GP Q G tandardowy $- $- Bez łamacza wiórów Ceramika PCD CBN...-CTUP$ TPMR TPGR TPGN TPGN CTUP$ TPMR TPMR TPMR TPMR TPGR TPMN TPGN TPGN TPGN TPGN CTUP$-... TPMR03.. TPMR03.. TPMR03.. TPMR TPGR03.. TPMN03.. TPGN03.. TPGN03.. TPGN03.. TPGN03.. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność 61
![Wytaczadło [płytka YP ] zaciskowa YXP-E (wytaczanie / wewnętrzne toczenie czoła / odwzorowanie) 10 A 10 Maksymalna długość nawisu L/D=~5 D 3 Wymiary](/docs-images/74/71336842/images/62-1.jpg "uchwytu narzędziowego (Poprzedni opis) tand. R L øa ød zaciskowa 12M -YXP$06-12E 12 12 11 150 25 8.3-3 3 0.")
...-yxp$06-... YPGT0602.")
62 Wytaczadło [płytka YP ] zaciskowa YXP-E (wytaczanie / wewnętrzne toczenie czoła / odwzorowanie) 10 A 10 Maksymalna długość nawisu L/D=~5 D 3 Wymiary uchwytu narzędziowego (Poprzedni opis) tand. R L øa ød zaciskowa 12M -YXP$06-12E B-2040TR T-6 Q -YXP$06 -E B-2045TR Odpowiednie płytki Zastosowanie Mała szybkość posuwu trona odniesienia B80 B80 Płytka $- $-U Przedstawione prawostronne tandardowy promień naroża (rε)...-yxp$ YPGT YPGT Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 62 : Element stand. : prawdź dostępność
 A T ød α Odpowiednie płytki RCP$ 2020B-12-A20 20 20 15.")
63 y narzędziowe do wytaczania do obróbki łożyskowej (kwadratowy trzon) zaciskowa / mocowanie górne RCP-B (wytaczanie) A Wymiary uchwytu narzędziowego Płytka tand. R L øa 1 h B 1 zaciskowa Kąt ( ) A T ød α Odpowiednie płytki RCP$ 2020B-12-A B-4TR T-15 - RPMT1203M0-BB 2525B--A B-5090TR - LTW-20 RPMT04M0-BB Odpowiednie płytki h 1 1 B B80 A T d RPMT 1203M0-BB 04M0-BB CBN-B (wewnętrzne zaokrąglone ukosowanie) A 1 B h 1 Wymiary uchwytu narzędziowego tand. Zestaw mocujący R L øa 1 h B 1 Odpowiednie płytki B80 CBN$ 2020B-12-A B-12-A Zestaw mocujący: RP-RCR do prawostronnego uchwytu narzędziowego, CP-RCL do lewostronnego uchwytu narzędziowego. Odpowiednie płytki Płytka 9 CP-RC$ LW-5 NM Kąt ( ) A T B rε A T B B r NM : Element stand. : prawdź dostępność 63
64 trzpieniem AD z wymienną głowicą Trzpienie z systemem tłumiącym wibracje ystem oznaczania wymiennych głowic P : Blokada sworznia Blokada dźwigni C : 80 rombowy D : 55 rombowy R : Prawostronne : Tylko śruba T : Trójkątny L : Lewostronne Typ z wymienną głowicą Typ mocowania Kształt płytki trona A 32 P C L N R Typ głowicy Średnica odpowiedniego adaptera Kąt krawędzi skrawającej Kąt przyłożenia płytki Długość krawędzi skrawającej talowa głowica z otworem chłodzącym T L C L 93 C : 7 pozytywne N : 0 negatywne L D A PCLN12 (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) worzeń lokujący 5 5 Otwór chłodzący Przedstawione prawostronne Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) Dźwignia blokująca Podkładka worzeń podkładki * Punktak Odpowiedni adapter do wytaczania 67 A32PCLN$ AD32U LL-2K L-2P LC-4K LP- *PC- A40PCLN$ K 2K LTP-15 AD40V A50PCLN$ AD50W * Punktak: nie jest częścią zestawu. Zakup osobno. Odpowiednie płytki A32PCLN$12-40 A40PCLN$12-50 A50PCLN$12-63 trona odniesienia Cermet / węglik powlekany / węglik Ceramika PCD CBN CN A CN G B14~B18 B85 C17 C5 CN M Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 64 : Element stand. : prawdź dostępność
65 A PDUN15 (odwzorowanie: z otworem chłodzącym) worzeń lokujący φd φa 3゚ 3゚ 30゚ Otwór chłodzący Przedstawione prawostronne R A32PDUN$15-43 A40PDUN$15-50 A50PDUN$15-63 L øa ød Podkładka worzeń * Punktak Dźwignia blokująca podkładki LL-3K 0.8 LD4K43 (LD-4K) L-3P LP-3K *PC-2K LTP-15 Odpowiedni adapter do wytaczania 67 AD32U AD40V AD50W * Punktak: nie jest częścią zestawu. Zakup osobno. * Podkładka: LD-4K43 jest dołączona do uchwytu narzędziowego. Przy zastosowaniu płytki typu DN 1506, należy nabyć LD-4K. Odpowiednie płytki Podkładka: LD-4K43 DN A DN G DN M A32PDUN$15-43 A40PDUN$15-50 A50PDUN$15-63 trona odniesienia Podkładka: LD-4K DN A DN G DN M tand. tandardowy promień naroża (rε) Wymiary uchwytu narzędziowego Cermet / węglik powlekany / węglik Ceramika PCD CBN B20~B23 B86 C17 C A PTN (wewnętrzne: z otworem chłodzącym) 90 ゚ φa 90 ゚ φd worzeń lokujący Otwór chłodzący Przedstawione prawostronne tand. R A32PTN$-40 A40PTN$-50 A50PTN$-63 L øa ød tandardowy promień naroża (rε) Wymiary uchwytu narzędziowego 0.8 Dźwignia blokująca Podkładka worzeń podkładki * Punktak LL-1K L-1P LT-3K LP2K *PC2K LTP-10 8 Odpowiedni adapter do wytaczania 67 AD32U AD40V AD50W * Punktak: nie jest częścią zestawu. Zakup osobno. Odpowiednie płytki trona odniesienia A32PTN$-40 A40PTN$-50 A50PTN$-63 TN A TN G TN M 04.. Cermet / węglik powlekany / węglik Ceramika B30~B34 B90 Odniesienie e (LTP-10, LTP-15) mają końcówkę Torx Plus. Rozmiar Torx Plus jest wytłoczony na długim trzpieniu. : Element stand. PCD CBN C17 C7 klucza LTP-10 LTP-15 Wytłoczony rozmiar 10IP 15IP Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : prawdź dostępność 65
66 trzpieniem AD z wymienną głowicą Trzpienie z systemem tłumiącym wibracje A CLC09 (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) worzeń lokujący 5 5 Otwór chłodzący Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) zaciskowa Odpowiedni adapter do wytaczania 67 Odpowiednie płytki A32CLC$ B-3580TR T-15 AD32U CC..09T3.. Odpowiednie płytki trona odniesienia Cermet / węglik powlekany / PCD CBN węglik CC..09T3.. B45~B48 C18 C10 A DUC11 (odwzorowanie: z otworem chłodzącym) worzeń lokujący 3 3 A D 32 Otwór chłodzący Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) zaciskowa Odpowiedni adapter do wytaczania 67 Odpowiednie płytki A32DUC$ B-3580TR T-15 AD32U DC..11T3.. Odpowiednie płytki trona odniesienia Cermet / węglik PCD CBN powlekany / węglik DC..11T3.. B52~B57 C19 C11 Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 Potencjalny obszar obróbki (wytyczne dot. długości nawisu trzpienia AD) (CM435 Vc=150 m/min ap=0.5~3 mm f=0.1~0.3 mm/obr. TNMG0408) 3,0 ap (mm) 2,0 1,0 L/D=6 0 0,1 0,2 0,3 f (mm/obr.) 66 : Element stand.
 G worzeń zaciskowy AD 32U 32 31 29 310 200 200 AD 40V 40 39 37 360 248 228 Rp3/8 AD 50W 50 47 47 410 280 276 5 20 (3 pcs) 6 20 (3 pcs) * Uwaga: Wymiar L3 (MIN) wskazuje minimalną")
 6 30 (1 pc) LW-4 LW-5 Połączenie adaptera do wytaczania i wymiennej głowicy głowicy wymiennej A32 PCLN$ 12-40 PDUN$15-43 PTN$ -40 CLC$ 09-40 DUC$11-40 A40 PCLN$ 12-50 PDUN$15-50 PTN$ -50")
67 Adapter do wytaczania (z otworem chłodzącym / systemem tłumiącym wibracje) Otwór chłodzący (2 otwory) Otwór sworznia lokującego pecjalny system tłumiący z ciężkiego metalu L3 (MIN) G B Wymiary tand. ød1 B L3 (MIN) G worzeń zaciskowy AD 32U AD 40V Rp3/8 AD 50W (3 pcs) 6 20 (3 pcs) * Uwaga: Wymiar L3 (MIN) wskazuje minimalną długość w przypadku obcięcia tylnego końca adaptera do wytaczania. Nie należy go skracać do wartości niższej niż wskazana w L3 (MIN) (1 pc) 6 30 (1 pc) LW-4 LW-5 Połączenie adaptera do wytaczania i wymiennej głowicy głowicy wymiennej A32 PCLN$ PDUN$15-43 PTN$ -40 CLC$ DUC$11-40 A40 PCLN$ PDUN$15-50 PTN$ -50 A50 PCLN$ PDUN$15-63 PTN$ -63 podstawy AD32U Jak wymienić głowicę Nasadka do wytaczania worzeń zaciskowy AD40V LW-4 AD50W LW-5 1. Nie dołączono głowicy 2. Dopasuj pozycje 3. Należy zacisnąć 3 zasuwy, aby dołączyć głowicę Dla głowicy wymiennej z blokadą dźwigni, należy użyć 2 krótkich zasuw dla górnej części i 1 długiej zasuwy do dolnej części. Dla A32 CLC$09-40 i A32 DUC$11-40, należy użyć 5 X 20 do wszystkich 3 zasuw. : Element stand. : prawdź dostępność 67
![Wytaczadło [negatywna płytka CN ] Blokada dźwigni PCLN (wytaczanie / wewnętrzne toczenie czoła) 5 A PCLN09 Trzpień z podwójnym otworem (wytaczanie / wewnętrzne toczenie czoła: z](/docs-images/74/71336842/images/68-1.jpg "otworem chłodzącym) 5 5 A 6 D 5 A 6 D 5 Płytka prawostronna do lewostronnego uchwytu narzędziowego. 5 Płytka lewostronna do prawostronnego uchwytu narzędziowego.")
 Dźwignia blokująca Podkładka Maksymalna długość nawisu L/D=~3 worzeń podkładki M -PCLN$09-20 PCLN$ 20B-09 20 15 150 34 11 LL-03N L-03N -")







68 Wytaczadło [negatywna płytka CN ] Blokada dźwigni PCLN (wytaczanie / wewnętrzne toczenie czoła) 5 A PCLN09 Trzpień z podwójnym otworem (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) 5 5 A 6 D 5 A 6 D 5 Płytka prawostronna do lewostronnego uchwytu narzędziowego. 5 Płytka lewostronna do prawostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego (Poprzedni opis) Maksymalna długość nawisu L/D=~3 tand. R L øa ød tandardowy promień naroża (rε) Dźwignia blokująca Podkładka Maksymalna długość nawisu L/D=~3 worzeń podkładki M -PCLN$09-20 PCLN$ 20B LL-03N L-03N - P-03-20Q R -PCLN$09-27 PCLN$ 2720B LL-1N L-1N LC-32N LP-1 PC-1 -PCLN$ B T -PCLN$12-40 PCLN$ 4032B LL-2N L-2N -PCLN$ B LC-42N$ LP-2 PC-2 LW-3 AM -PCLN$09-20 PCLN$ 20B LL-03N L-03N - P-03 - A20Q A25R -PCLN$09-27 PCLN$ 2720B LL-1N L-1N LC-32N LP-1 PC-1 -PCLN$ B Podkładka: LC-42NR do prawostronnego uchwytu narzędziowego, a LC-42NL do lewostronnego uchwytu narzędziowego. Odpowiednie płytki Zastosowanie Od wykończenia do Od wykończenia do Od wykończenia do Od wykończenia do Od wykończenia do Od do zgrubnej Od do zgrubnej Od do zgrubnej trona odniesienia B14 B14 B14 B14 B14 B14 B14 B15 B15 B15 (Krawędź (Krawędź Płytka WP czyszcząca) WQ czyszcząca) GP Q CQ CJ TK G P / C P LP Punktak...-PCLN$ CNMG CNMG CNMG PCLN$ CNMG CNMG CNMG CNMG CNMG CNMG CNMP CNMG CNMG CNMG Od Jednostronny / obróbka Średnia obróbka Od Zastosowanie do zgrubnej / duża Obróbka zgrubna zgrubna Obróbka średnia zgrubna / niski opór Delikatne Delikatna obróbka / Delikatna obróbka do zgrubnej szybkość posuwu Duża szybkość posuwu skrawania wykończenie stali średnie skrawanie stali / obróbka zgrubna trona odniesienia B15 B15 B B B18 B18 B18 B B B Płytka PT GT tandardowy PX $- $ $-25R XP(-T) XQ X...-PCLN$ CNGG CNGG PCLN$ CNMG CNMG CNMG CNMM CNGG CNGG CNMG CNMG CNMG Zastosowanie Nierdzewne wykończenie Nierdzewna obróbka Nierdzewna obróbka Nierdzewna obróbka średnia - zgrubna średnia do zgrubnej średnia do zgrubnej Żeliwo Żeliwo Żeliwo Żeliwo Żeliwo Metale nieżelazne trona odniesienia B17 B17 B17 B17 B17 B17 B18 B18 B85 B18 Płytka MQ M MU TK C Z GC Bez łamacza wiórów Ceramika A...-PCLN$ PCLN$ CNMG CNMG CNMG CNMG CNMG CNMG CNMG CNMA CNMA CN_G CNGA CNGA Zastosowanie Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B18 C17 C5 Płytka $-A3 PCD CBN...-PCLN$ PCLN$ CNGG CNMM CNGA Informacji na temat zalecanych parametrów skrawania szukaj na stronie Odpowiednia oprawka chłodząca / złączka AM-PCLN$09-20 A20Q-PCLN$09-27 A25R-PCLN$09-32 Oprawka chłodząca / złączka, zob. Odpowiednia oprawka chłodząca Odpowiednia złączka chłodząca C40-70, C50-95 C , C C , C ~79. J-8 82~83 68 : Element stand. : prawdź dostępność
69 Wytaczadło [mała negatywna płytka DN ] PDUN11 (odwzorowanie) Blokada dźwigni Maksymalna długość nawisu L/D=~3 A D 32 6 Trzpień z podwójnym otworem A PDUN11 (odwzorowanie: z otworem chłodzącym) A Maksymalna długość nawisu L/D=~3 D 32 6 Płytka lewostronna do prawostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego 20Q -PDUN$ R -PDUN$ PDUN$11-40 A20Q -PDUN$11-27 A25R -PDUN$11-32 A32 -PDUN$11-40 Odpowiednie płytki (Poprzedni opis) PDUN$ 2720B B B-11 PDUN$ 2720B B B-11 tand. RL øa ød Zastosowanie Od wykończenia do Od do zgrubnej Średnia trona odniesienia B20 B20 B21 B23 B23 GP Q G Płytka $- $ tandardowy promień naroża (rε) Dźwignia blokująca Podkładka worzeń podkładki Punktak LL-1DN L-1N LD-32N LP-1 PC LL-1DN L-1N LD-32N LP-1 PC PDUN$ Informacji na temat zalecanych parametrów skrawania szukaj na stronie Odpowiednia oprawka chłodząca / złączka Odpowiednia oprawka chłodząca Odpowiednia złączka chłodząca A20Q -PDUN$11-27 C , C A25R -PDUN$11-32 C , C J-8 A32 -PDUN$ Oprawka chłodząca / złączka, zob. DNMG DNMG DNMG DNGG DNGG ~79 82~83 : Element stand. 69
![Wytaczadło [negatywna płytka TN ] PTUN (wytaczanie) 3 A PTUN11 Blokada dźwigni Trzpień z podwójnym otworem (wytaczanie: z otworem chłodzącym) 3 A D A D 3 3 6 6 Płytka prawostronna do lewostronnego](/docs-images/74/71336842/images/70-1.jpg "uchwytu narzędziowego. Maksymalna długość nawisu L/D=~3 Płytka lewostronna do prawostronnego uchwytu narzędziowego.")
 Dźwignia blokująca Podkładka worzeń podkładki M-PTUN$11-20 PTUN$20B-11 20 15 150 34 11 0.3 18 20Q-PTUN$11-25 2520B-11 25 20 19 180 37 13.2 0.2 17 0.")




70 Wytaczadło [negatywna płytka TN ] PTUN (wytaczanie) 3 A PTUN11 Blokada dźwigni Trzpień z podwójnym otworem (wytaczanie: z otworem chłodzącym) 3 A D A D Płytka prawostronna do lewostronnego uchwytu narzędziowego. Maksymalna długość nawisu L/D=~3 Płytka lewostronna do prawostronnego uchwytu narzędziowego. Maksymalna długość nawisu L/D=~3 Wymiary uchwytu narzędziowego (Poprzedni opis) tand. RL øa ød tandardowy promień naroża (rε) Dźwignia blokująca Podkładka worzeń podkładki M-PTUN$11-20 PTUN$20B Q-PTUN$ B LL-03TN L-03N - P R-PTUN$ B R-PTUN$ LL-03N L-03N - P PTUN$ LL-1N L-1N LT-32N 40T-PTUN$ *LT-32N-20 LP-1 PC AM-PTUN$11-20 PTUN$20B A20Q-PTUN$ B LL-03TN L-03N - P A25R-PTUN$ B Gdy używasz płytek, których promień naroża jest większy lub równy 1,6 mm, zakup osobno podkładkę oznaczoną * i użyj jej w celu zapobieżenia kolidowaniu materiału obrabianego i podkładki. Odpowiednie płytki Zastosowanie Od wykończenia do Od wykończenia do Od wykończenia do Od Od Od Od Od do zgrubnej do zgrubnej do zgrubnej do zgrubnej / duża do zgrubnej / duża Obróbka zgrubna szybkość posuwu szybkość posuwu trona odniesienia B30 B30 B30 B30 B30 B30 B30 B31 B31 B31 GP Q CQ G P / C PT GT tandardowy Płytka TK P LP Punktak...-PTUN$ TNMG TNMG TNMG PTUN$-... TNMG04.. TNMG04.. TNMG04.. TNMP04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. Zastosowanie trona odniesienia B31 B34 B34 B34 B31 B31 B31 B32 B32 B32 Płytka PX $- $- $-25R XP(-T) XQ X MQ M TK...-PTUN$ TNGG TNGG PTUN$-... TNMM04.. TNGG04.. TNGG04.. TNGG04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. TNMG04.. Nierdzewna obróbka Zastosowanie średnia do zgrubnej Żeliwo Żeliwo Żeliwo Żeliwo Żeliwo Metale nieżelazne Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B32 B33 B33 B33 B33 B90 B33 B33 C17 C7 Płytka $-T C Z GC Bez łamacza wiórów Ceramika A $-A3 PCD CBN Informacji na temat zalecanych parametrów skrawania szukaj na stronie Odpowiednia oprawka chłodząca / złączka AM-PTUN$11-20 A20Q-PTUN$11-25 A25R-PTUN$11-32 Jednostronny / obróbka zgrubna Duża szybkość posuwu Oprawka chłodząca / złączka, zob. Odpowiednia oprawka chłodząca Odpowiednia złączka chłodząca C40-70, C50-95 C , C C , C ~79. Od do zgrubnej Średnia obróbka zgrubna / niski opór skrawania J-8 Delikatne wykończenie stali Delikatna obróbka / średnie skrawanie Delikatna obróbka stali / obróbka zgrubna Nierdzewne wykończenie Nierdzewna obróbka Nierdzewna obróbka średnia do zgrubnej średnia do zgrubnej...-ptun$ PTUN$-... TNMG04.. TNMG04.. TNMG04.. TNMG04.. TNMA04.. TNGA04.. TNGA04.. TN_G04.. TNGG04.. TNMM04.. TNGA ~83 70 : Element stand. : prawdź dostępność
71 Wytaczadło [mała negatywna płytka WN ] Blokada dźwigni PWLN06 (wytaczanie / wewnętrzne toczenie czoła) 5 Maksymalna długość nawisu L/D=~3 A D 5 6 Trzpień z podwójnym otworem A PWLN06 (wytaczanie / wewnętrzne toczenie czoła: z otworem chłodzącym) A 5 Maksymalna długość nawisu L/D=~3 D 5 6 Płytka lewostronna do prawostronnego uchwytu narzędziowego. Wymiary uchwytu narzędziowego (Poprzedni opis) tand. Średnica R L øa ød tandardowy promień naroża (rε) Dźwignia blokująca Podkładka worzeń podkładki P LP Punktak M -PWLN$06-20 PWLN$ 20B LL-03N L-03N - P Q -PWLN$06-27 PWLN$ 2720B LL-1N L-1N LW-32N LP-1 PC-1 25R -PWLN$ B AM -PWLN$06-20 PWLN$ 20B LL-03N L-03N - P A20Q A25R -PWLN$06-27 PWLN$ 2720B LL-1N L-1N LW-32N LP-1 PC-1 -PWLN$ B Odpowiednie płytki Zastosowanie Od wykończenia do Od do zgrubnej Średnia trona odniesienia B38 B38 B38 B40 B40 GP Q G Płytka $- $...-PWLN$ WNMG WNMG WNMG WNGG WNGG Informacji na temat zalecanych parametrów skrawania szukaj na stronie Odpowiednia oprawka chłodząca / złączka Odpowiednia oprawka chłodząca Odpowiednia złączka chłodząca AM-PWLN$06-20 C40-70, C50-95 A20M-PWLN$06-27 C , C J-8 A25R-PWLN$06-32 C , C Oprawka chłodząca / złączka, zob. 78~79. 82~83 : Element stand. : prawdź dostępność 71
![Wytaczadło [negatywna płytka WN ] Blokada dźwigni / blokada rozporowa PWLN08 (wytaczanie / wewnętrzne toczenie czoła) 5 Maksymalna](/docs-images/74/71336842/images/72-1.jpg "długość nawisu L/D=~3 A D 5 6 WWLN08-E (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~5 5 A 5 5 D 5 Wymiary")
 Dźwignia blokująca Podkładka worzeń podkładki Punktak 72 32 -PWLN$08-40 40T -PWLN$08-50")

 czyszcząca) TK G P PT GT...-PWLN$08 -... WNMG0804.. WNMG0804.. WNMG0804.. WNMG0804.. WNMG0804.. WNMG0804.. WNMP0804.")


 Z...-PWLN$08 -... WNMA0804.")


 Zestaw mocujący 13 11 1.")

72 Wytaczadło [negatywna płytka WN ] Blokada dźwigni / blokada rozporowa PWLN08 (wytaczanie / wewnętrzne toczenie czoła) 5 Maksymalna długość nawisu L/D=~3 A D 5 6 WWLN08-E (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~5 5 A 5 5 D 5 Wymiary uchwytu narzędziowego (Poprzedni opis) tand. 6 R L øa ød tandardowy promień naroża (rε) Dźwignia blokująca Podkładka worzeń podkładki Punktak PWLN$ T -PWLN$08-50 Wymiary uchwytu narzędziowego WWLN$08-28E -WWLN$08-34E -WWLN$08-40E Odpowiednie płytki Zastosowanie Od wykończenia do Od wykończenia Od wykończenia Od wykończenia Od obróbki Od obróbki Od obróbki Od Od do do do średniej do średniej do średniej do do zgrubnej / duża do zgrubnej / duża zgrubnej zgrubnej zgrubnej szybkość posuwu szybkość posuwu trona odniesienia B38 B38 B38 B38 B38 B38 B38 B38 B38 B39 B39 Płytka WP (Krawędź WQ (Krawędź GP Q CQ CJ czyszcząca) czyszcząca) TK G P PT GT...-PWLN$ WNMG WNMG WNMG WNMG WNMG WNMG WNMP WNMG WNMG WNMG WNMG WWLN$ WNMG WNMG WNMG WNMG WNMG WNMG WNMP WNMG WNMG WNMG WNMG Zastosowanie Obróbka zgrubna Delikatne Delikatna Delikatna obróbka wykończenie stali obróbka / średnie stali / obróbka stali Nierdzewne Nierdzewna Nierdzewna Nierdzewna skrawanie zgrubna nierdzewnej wykończenie obróbka średnia obróbka średnia obróbka średnia Żeliwo Żeliwo do zgrubnej do zgrubnej do zgrubnej trona odniesienia B39 B39 B39 B39 B39 B39 B40 B40 B40 B40 B40 Płytka tandardowy XP XQ X GU MQ M MU TK C(GC) Z...-PWLN$ WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMA WWLN$ WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMG WNMA Zastosowanie Metale nieżelazne Metale nieżelazne Materiały twarde trona odniesienia B40 C17 C8 Płytka A PCD CBN...-PWLN$ WNGG WNMM WNGA WWLN$ WNGG WNMM WNGA (Poprzedni opis) WWLN$ 2825B-08E 3425B-08E 4032B-08E tand Podkładka: LW-42NR do prawostronnego uchwytu narzędziowego, a LW-42NL do lewostronnego uchwytu narzędziowego R L øa ød LL-2N L-2N LW-42N$ LP-2 PC-2 LW-3 tandardowy promień naroża (rε) Zestaw mocujący WC-8 LW-3 10 Podkładka worzeń podkładki WWP-42 *WWP WP5X Gdy używasz płytek, których promień naroża jest większy lub równy 1,6 mm, zakup osobno podkładkę oznaczoną * i użyj jej w celu zapobieżenia kolidowaniu materiału obrabianego i podkładki. LW-2 W blokadzie rozporowej używanie płytektn30 / PV30 i ceramicznych innych niż azotkowo-krzemowe nie jest zalecane ze względu na działanie dużych sił oporu. Informacji na temat zalecanych parametrów skrawania szukaj na stronie 82~83 : Element stand. : prawdź dostępność
![Wytaczadła do narzędzi ceramicznych [płytka EN, N, TC ] Górne mocowanie CELN (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki 7.5 97.](/docs-images/74/71336842/images/73-1.jpg "5 Żeliwo / twarde materiały B87 Ceramika ENGN1307.. Wymiary uchwytu narzędziowego (Poprzedni opis) tand.")
 A D Maksymalna długość nawisu L/D=~3 75 75 Wymiary uchwytu narzędziowego (Poprzedni opis) tand.")
 Zalecane parametry skrawania Łamacz wiórów Zestaw mocujący CBN (KBN900) (NMN1204..) Podkładka 82~83 podkładki 40T-CKN$12-50 CKN$ 5040B-12 50 40 37 300 26 27 10.5 0.")
73 Wytaczadła do narzędzi ceramicznych [płytka EN, N, TC ] Górne mocowanie CELN (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki Żeliwo / twarde materiały B87 Ceramika ENGN Wymiary uchwytu narzędziowego (Poprzedni opis) tand. R L øa ød tandardowy promień naroża (rε) Zalecane parametry skrawania Łamacz wiórów Zestaw mocujący Podkładka 82~83 podkładki 40T-CELN$13-50 CELN$5040B ,8 CB- CE-010 LW-4 P-341P M3X8 CKN (wytaczanie) A D Maksymalna długość nawisu L/D=~ Wymiary uchwytu narzędziowego (Poprzedni opis) tand. R L øa ød Odpowiednie płytki Żeliwo / twarde materiały Żeliwo Żeliwo / twarde materiały B88, B89 B28 C9 Ceramika NGN1207..(1204..) NMN tandardowy promień naroża (rε) Powlekany / węglik (NMN1204..) Zalecane parametry skrawania Łamacz wiórów Zestaw mocujący CBN (KBN900) (NMN1204..) Podkładka 82~83 podkładki 40T-CKN$12-50 CKN$ 5040B CB-13 / 12 CE-320 LW-4 Łamacz wiórów: CB-13 do prawostronnego uchwytu narzędziowego, a CB-12 do lewostronnego uchwytu narzędziowego. Podkładka i śruba podkładki: Używając płytki typu N 1204, należy nabyć części zamienne w () osobno. P-141P (P-143P) M3X8 (M3X12) CTUC (wytaczanie) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki 3 93 Ceramika Żeliwo B92 TCGN04.. Wymiary uchwytu narzędziowego (Poprzedni opis) tand. R L øa ød tandardowy promień naroża (rε) Zalecane parametry skrawania Łamacz wiórów Zestaw mocujący 82~83 Podkładka podkładki 32-CTUC$-40 CTUC$ 4032B CB-13 / 12 CE-320 LW-4 P-230P P3X10 Łamacz wiórów: CB-13 do prawostronnego uchwytu narzędziowego, a CB-12 do lewostronnego uchwytu narzędziowego. : Element stand. : prawdź dostępność 73
![Wytaczadła do narzędzi ceramicznych [płytka CNGX, DNGX, NGX] Z dołkiem Górne mocowanie CCLN-GX (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki 95](/docs-images/74/71336842/images/74-2.jpg "Żeliwo B85 Ceramika CNGX1207.. Wymiary uchwytu narzędziowego tand.")
74 Wytaczadła do narzędzi ceramicznych [płytka CNGX, DNGX, NGX] Z dołkiem Górne mocowanie CCLN-GX (wytaczanie / wewnętrzne toczenie czoła) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki 95 Żeliwo B85 Ceramika CNGX Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki Zalecane parametry skrawania 32- CCLN$12-40GX CE-410 LW T- CCLN$12-50GX CE-410 LW-4 P-441P M3X8 82~83 CDUN-GX (wytaczanie / odwzorowanie) A D Maksymalna długość nawisu L/D=~3 Odpowiednie płytki 93 Ceramika Żeliwo B86 DNGX Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki Zalecane parametry skrawania 32- CDUN$ 12-40GX CE-410 LW T- CDUN$ 12-50GX CE-410 LW-4 P-521P M3X8 82~83 CKN-GX (wytaczanie) Maksymalna długość nawisu L/D=~3 A D Odpowiednie płytki Ceramika Żeliwo B89 NGX Wymiary uchwytu narzędziowego tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka podkładki 32- CKN$ 12-40GX CE-410 LW T- CKN$ 12-50GX CE-410 LW-4 P-141P M3X8 Zalecane parametry skrawania 82~83 74 : Element stand. : prawdź dostępność
![Wytaczadła do narzędzi ceramicznych [płytka CNGX, DNGX, NGX] Z dołkiem Górne mocowanie CCLN-A (wytaczanie / wewnętrzne toczenie czoła) A 5 D Odpowiednie płytki Żeliwo / twarde materiały C9](/docs-images/74/71336842/images/75-1.jpg "CBN(KBN900) 95 Wymiary uchwytu narzędziowego (Poprzedni opis) Informacji na temat zalecanych parametrów skrawania szukaj na stronie tand.")
 30 40 25 32 24 30 220 250 40 50 15 22 10 8 0.")
 Zestaw mocujący Podkładka NMN0903.")
 3 A 3 D Odpowiednie płytki Żeliwo / twarde materiały Żeliwo / twarde materiały C9 B90 CBN(KBN900) Ceramika Wymiary uchwytu narzędziowego")
75 Wytaczadła do narzędzi ceramicznych [płytka CNGX, DNGX, NGX] Z dołkiem Górne mocowanie CCLN-A (wytaczanie / wewnętrzne toczenie czoła) A 5 D Odpowiednie płytki Żeliwo / twarde materiały C9 CBN(KBN900) 95 Wymiary uchwytu narzędziowego (Poprzedni opis) Informacji na temat zalecanych parametrów skrawania szukaj na stronie tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka CNMN podkładki 82~83 25X-CCLN$09-30A 32-CCLN$09-40A CCLN$ 3025B-09A 4032B-09A CKN-A (wytaczanie) CE-360 LW-4 P-420A B3X6 A D Odpowiednie płytki Żeliwo / twarde materiały C9 CBN(KBN900) Wymiary uchwytu narzędziowego (Poprzedni opis) Informacji na temat zalecanych parametrów skrawania szukaj na stronie tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka NMN podkładki 82~83 25X-CKN$09-30A 32-CKN$09-40A CKN$ 3025B-09A 4032B-09A * y narzędziowe do płytek typu NMN1204 są opisane w CE-360 LW-4 P-130A B3X12 CTUN-A (wytaczanie) 3 A 3 D Odpowiednie płytki Żeliwo / twarde materiały Żeliwo / twarde materiały C9 B90 CBN(KBN900) Ceramika Wymiary uchwytu narzędziowego (Poprzedni opis) TNMN Informacji na temat zalecanych parametrów skrawania szukaj na stronie tand. R L øa ød tandardowy promień naroża (rε) Zestaw mocujący Podkładka TNGN podkładki 25X-CTUN$11-30A CTUN$ 3025B-11A CE-360 LW-4 P-210A B3X6 82~83 : Element stand. : prawdź dostępność 75
76 Oprawki do wytaczadeł Oprawka Oprawki do dwukrawędziowego trzpienia wierzchołkowego (trona montażowa dwukrawędziowego trzpienia wierzchołkowego) tand. Rys. 1 (trona montażowa dwukrawędziowego trzpienia wierzchołkowego) Rys. 2 (trona montażowa dwukrawędziowego trzpienia wierzchołkowego) Rys. 3 Odpowiedni producent * ød1 ød1 ød2 ød2 L3 maszyn Rysunek zukaj informacji o dwukrawędziowym trzpieniu wierzchołkowym na stronie zukaj informacji o innym zastosowaniu dwukrawędziowego trzpienia wierzchołkowego na stronie 76 P P P P P P P P Rys Rys *: Długość ød1 20 mm (typy P02, P03, P04) 25 mm (typy P05, P06, P07) Wybierz oprawki (ød1) pasujące do rozmiaru średnicy dwukrawędziowego trzpienia wierzchołkowego. Producenci maszyn w losowej kolejności. Rys. 3 Rys. 3 Rys. 3 Rys. 3 Rys. 3 Rys P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P 3 4P 4 4P LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 LW-1.5 LW-2 (Do zastosowań ogólnych) Eguro Citizen Machinery Precision Tsugami Miyano (Do zastosowań ogólnych) Amada Wasino Eguro Precision Tsugami Miyano (Do zastosowań ogólnych) Citizen Machinery tar Micronics Nomura VTC Nomura VTC ( ) Amada Wasino (Typ PB) 22 Wewnętrzne wytaczanie wsteczne (Typ PBT) 22 Rowkowanie wewnętrzne (Typ PG) G44 Czołowe rowkowanie wewnętrzne (Typ PG) G65 Gwintowanie wewnętrzne (Typ PT) J24 : Element stand. : prawdź dostępność
77 Oprawki do wytaczadeł Oprawki A i odpowiednie uchwyty narzędziowe Rozmiar trzonu ( : mm) 02 (2 mm) 03 (3 mm) 04 (4 mm) 05 (5 mm) 06 (6 mm) 07 (7 mm) Dwukrawędziowy trzpień wierzchołkowy P oprawki P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P P PB$0202- Wytaczadła PB$0303- PB$0404- PB$0505- PB$0606- PB$0707- PBT$0404- PBT$0505- Rowkowanie wewnętrzne PG$0404- PG$0505- PG$0606- PG$0707- Rowkowanie czołowe PG$0807- Gwintowanie wewnętrzne PTR PTR PTR Wytaczadła C04- C05- C06- C Oprawki A (odpowiednie uchwyty narzędziowe 79) trona montażowa uchwytu trona montażowa uchwytu tand. Rys. 1 Rys. 2 ød1 ød1 ød2 ød2 1 Rysunek Odpowiedni producent maszyn A Rys. 1 Amada Wasino Eguro A x4P LW-3 14 Tsugami Rys. 2 Miyano A Rys A Rys x4P LW-3 Citizen Machinery A Rys A tar Micronics Rys. 1 6x4P LW-3 Nomura VTC Automatic Lathe A *: Długość ød1 45 mm (wszystkie oprawki A) Wybierz oprawki (ød1) pasujące do wymiaru ød uchwytu narzędziowego. Producenci maszyn w losowej kolejności. : Element stand Rys. 2 6x4P LW-3 Nomura VTC Automatic Lathe 77
78 Oprawki do wytaczadeł Oprawka / złączka Oprawki do wytaczadeł Kształt (Poprzedni opis) tand. ød ød1 ød2 d1 (trona montażowa uchwytu) Wymiar oprawki chłodzącej d2 D X4 LW X4 LW X5 LW (Rys. 1) d 45 (Rys. 2) D1 Akcesoria Pokrywa tylna / L-4 C L-5 C pokrywy tylnej zaciskowa trzonu Uwaga: Aby ustabilizować uchwyt i zapobiec wyciekom chłodziwa, należy dokładnie dokręcić wszystkie 4 śruby oprawki chłodzącej. (Poprzedni opis) tand. ød1 ød2 ød A Rysunek przednia tylna Pokrywa tylna pokrywy tylnej C C Rys. 1 6X22 LW-3 6X14 LW Rys. 2 10X10 LW-5 10X10 LW Rys. 1 10X10 LW-5 6X6 LW-3 C C Rys. 1 6X22 LW-3 6X14 LW Rys. 2 10X10 LW-5 10X10 LW Jak zamontować Dla oprawki noża typu rewolwerowego Oprawka chłodząca (C-) Pokrywa tylna pokrywy tylnej L-4 3X6 LW-2.5 L-5 3X12 LW-2.5 Wytaczadła z otworem chłodzącym zaciskowa trzonu ( przednia i tylna) Rc1/8 Złączka (R1/8) Rura 78 : Element stand.
79 Wymiar oprawki chłodzącej Gwint (trona uchwytu narzędziowego) Podkładka (akcesorium) Gwint (strona złączki) tand. D Gwint (strona uchwytu narzędziowego) Gwint (strona złączki) Części zamienne Podkładka D J-5 7 M5XP0.8 WB-5 J M6XP1.0 Rc1/8 (PT1/8) WB-6 J-8 13 M8XP1.25 WB-8 Dla oprawki noża typu zespołowego Wytaczadła z otworem chłodzącym Złączka chłodząca (J-) Złączka (R1 1 /8 Rura * Podkładka (WB-) dołączona do złączki chłodzącej Lista uchwytów ch i odpowiednich złączek Odpowiednia złączka chłodząca A08- A10- J-5 A12- J-6 A- A20- J-8 A25- E08- E10- J-5 E12- J-6 E- E20- J-8 Oprawki A / / C i odpowiednie uchwyty narzędziowe Rozmiar trzonu Średnica : mm 04 (4 mm) 05 (5 mm) 06 (6 mm) 07 (7 mm) 08 (8 mm) 10 (10 mm) 12 (12 mm) ( mm) 20 (20 mm) 25 (25 mm) Oprawka wytaczadła uchwytu narzędziowego do wytaczania wewnętrznego uchwytu narzędziowego do gwintowania wewnętrznego * Oprawki A, zob A A A A A A A A A A A A A A A A C C C C40-70 C C C C C C50-95 C C A08- A10- A12- A- A20- A25- C04- C05- C06- C07- C08- C10- C12- C- C20- C25- E08- E10- E12- E- E20- E IGE$0808A-E IGE$1010B-E IGE$1412C-E IGE$C-E IGE$2020D-E IGE$2525E-E IGE$1210B-E IGE$12C-E KIGBA$3525- IGE$0808A-W IGE$1010B-W IGE$1412C-W KIGM$20B-3V KIGM$2520B-3V KIGM$3225B-4V IGE$1210B-W IGE$12C-W KITG$3525T- IGER1008B-W-90 IGER1210B-W-90 IGER1412C-W-90 GIV$1412-1E GIV$12-1 GIV$ GIV$2025-1B GIV$12-1AE GIV$20-1BE GIV$20-1A GIV$2025-2B GIV$20-2BE GIV$2520-1CE GIV$3225-1CE GIV$-1AW GIV$2720-2CE GIV$3225-2CE GIV$2020-1BW GIV$2525-1CW GIV$2020-2BW GIV$2525-2CW INR E INR08-08E IN$2420- CIN$3025- IN$12-11E INR CINR IN$15-11 IN$20- : Element stand. 79
80 Oprawki do wytaczadeł Oprawki do trzpienia wierzchołkowego Kształt (Poprzedni opis) tand. ød1 ød2 ød1 ød2 Oprawka d1 D2 (trona montażowa trzpienia wierzchołkowego) d2 D1 P P P P Rp1/4 (P1/4) X4 4X4 3X4 4X4 LW-1.5 LW-2 LW-1.5 LW-2 Tabela opisowa dla oprawek P i odpowiednich uchwytów ch Rozmiar trzonu (Średnica : mm) 02 (1.8 mm) 03 (2.8 mm) 04 (3.8 mm) 05 (4.8 mm) 06 (5.8 mm) 07 (6.8 mm) Jednokrawędziowe trzpienie wierzchołkowe oprawki P Wytaczadła Rowkowanie wewnętrzne Rowkowanie czołowe P P P P P P P02-80 P03-80 P04-80 P05-80 P06-80 P07-80 PB$0202- PB$0303- PB$0404- PB$0505- PB$0606- PB$0707- PBT$0415- PBT$0515- Gwintowanie wewnętrzne PTR0604- PPR0805- PG$0510- PG$0610- PG$0710- PG$0810- PG$0520- PG$0620- PG$0720- PG$0820- PG$0810- PG$0820- PG$ : prawdź dostępność
![Regulowana oprawka E [dla średnicy cięcia / regulacji wysokości środka] Wymiary oprawki * Średnica cięcia Regulowana wysokość środka tand.](/docs-images/74/71336842/images/81-1.jpg "Regulowany zakres Zakres ød ød1 ød2 L3 L4 E 2025-43 20 25 41 43 4 36 3.0 +0.4~-0.2 +0.2~-0.15 2532-48 25 32 49 48 6 38 2.5 +0.4~-0.2 +0.2~-0.15 3240-53 32 40 58 53 6 43 2.5 +0.4~-0.2 +0.2~-0.15 4050-63 40 50 74 63 6 49 3.")
 Śr.")
81 Regulowana oprawka E [dla średnicy cięcia / regulacji wysokości środka] Wymiary oprawki * Średnica cięcia Regulowana wysokość środka tand. Regulowany zakres Zakres ød ød1 ød2 L3 L4 E ~ ~ ~ ~ ~ ~ ~ ~-0.2 Zakres regulacji średnicy służy dopasowaniu średnicy skrawania. 1. Regulacja średnicy ~dla środka obróbki~ 2. Regulacja wysokości środka ~problem z odciążeniem przy regulacji wysokości przy tokarkach~ np. ø30 mm wiertło,, Mniejsze Większe,, Zakres regulacji średnicy (mm) Śr. trzonu Zakres regulacji ø20 ø ~-0.2 ø32 ø ~-0.2 EM [dla średnicy cięcia / regulacji wysokości środka] Zakres regulacji wysokości środka (mm) Śr. trzonu Zakres regulacji ø20 ø ~-0.15 ø32 ø ~-0.2 L4 L D2 d D1 Wymiary oprawki EM Zakres regulacji średnicy służy dopasowaniu średnicy skrawania. *Średn. zakres tand. ød ød1 ød2 L3 L4 regulacji , , -0.1 Zastosowanie niewspółśrodkowych oprawek (E/EM) (dla uchwytów ch z blokadą boczną) 1) Przy zastosowaniu z wytaczadłem Prosta regulacja średnicy przy precyzyjnym wytaczaniu środka obróbki. 2) Przy zastosowaniu z wieloostrzowym frezem walcowo-czołowym Regulacja szerokości żłobienia (przy zastosowaniu 1 krawędzi szerokość żłobienia może być regulowana w zakresie średnicy dopuszczalnej dla oprawki niewspółśrodkowej). Zwiększanie szerokości żłobienia (przy wykorzystaniu 2 lub więcej krawędzi, możliwe jest jedynie zwiększenie szerokości żłobienia). Nawet jeśli używa się wielu krawędzi, posuw powinien zostać ustawiony jak dla 1 krawędzi. 3) Przy zastosowaniu z pogłębiającym frezem walcowo-czołowym ME Regulacja średnicy pogłębiacza (przy zastosowaniu 1 krawędzi może być regulowana w zakresie średnicy dopuszczalnej dla oprawki niewspółśrodkowej). Poszerzanie średnicy pogłębiacza (przy zastosowaniu 2 lub więcej krawędzi, poszerzanie jest możliwe tylko dla średnicy). Nawet jeśli używa się wielu krawędzi, posuw powinien zostać ustawiony jak dla 1 krawędzi. Jak dopasować średnicę przetwarzania (zob. E K35, EM K41) 1) Należy dopasować krawędź skrawającą (odpowiedniej krawędzi) do punktu 0 skali regulacji średnicy oprawki niewspółśrodkowej. 2) Dla 1 krawędzi Należy ustawić punkt w zakresie dopuszczalnym przez skalę regulacji średnicy oprawki niewspółśrodkowej. 3) Dla wielu krawędzi Należy ustawić punkt na 0 lub więcej w zakresie dopuszczalnym przez skalę regulacji średnicy oprawki niewspółśrodkowej. Wartość ujemna nie jest dopuszczalna. : Element stand. 81
DRA DRA. MagicDrill. Doskonała precyzja otworu dzięki małej sile skrawania. Wysoko wydajne wiertło modułowe
 Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia ogranicza wyginanie. Drobny wiór i gładkie wiercenie głębokich otworów.
Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia ogranicza wyginanie. Drobny wiór i gładkie wiercenie głębokich otworów.
Zapewnia długą żywotność narzędzia i doskonałe tworzenie i odprowadzanie wiórów
 Małe narzędzia z doprowadzaniem chłodziwa wewnętrznego Seria JC Seria JC do obróbki skrawaniem małych części Zapewnia długą żywotność narzędzia i doskonałe tworzenie i odprowadzanie wiórów Idealne do chłodziwa
Małe narzędzia z doprowadzaniem chłodziwa wewnętrznego Seria JC Seria JC do obróbki skrawaniem małych części Zapewnia długą żywotność narzędzia i doskonałe tworzenie i odprowadzanie wiórów Idealne do chłodziwa
DRA DRA. MagicDrill. Doskonała precyzja otworu dzięki małej sile skrawania. Wysoko wydajne wiertło modułowe
 Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia zmniejsza wyginanie Drobny wiór i gładkie wiercenie głębokich otworów
Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia zmniejsza wyginanie Drobny wiór i gładkie wiercenie głębokich otworów
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Promocja. CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV
 Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
DRV DRV. MagicDrill. Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów. Wysoko wydajne wiertło modułowe
 Wysoko wydajne wiertło modułowe DRV MagicDrill DRV Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów Oferta ważna do 3.1.17 r. lub do wyczerpania zapasów. Ceny netto. sortyment
Wysoko wydajne wiertło modułowe DRV MagicDrill DRV Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów Oferta ważna do 3.1.17 r. lub do wyczerpania zapasów. Ceny netto. sortyment
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
DRV DRV. MagicDrill. Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów. Wysoko wydajne wiertło modułowe
 Wysoko wydajne wiertło modułowe DRV MagicDrill DRV Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów sortyment umożliwiający wiercenie od D do 6D i 4 rodzaje łamaczy wiórów zybka
Wysoko wydajne wiertło modułowe DRV MagicDrill DRV Ekonomiczne płytki z 4 krawędziami tnącymi i doskonałe odprowadzanie wiórów sortyment umożliwiający wiercenie od D do 6D i 4 rodzaje łamaczy wiórów zybka
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
MFWN MFWN. Ekonomiczna dwustronna płytka o 6 krawędziach. Niezwykła odporność na pękanie dzięki grubym krawędziom. Dwustronna płytka o 6 krawędziach
 Dwustronna płytka o 6 krawędziach Ekonomiczna dwustronna płytka o 6 krawędziach. zwykła odporność na pękanie dzięki grubym krawędziom. Ostre cięcie dzięki mniejszym siłom skrawania Odporność na drgania
Dwustronna płytka o 6 krawędziach Ekonomiczna dwustronna płytka o 6 krawędziach. zwykła odporność na pękanie dzięki grubym krawędziom. Ostre cięcie dzięki mniejszym siłom skrawania Odporność na drgania
Frezy o mikrośrednicy do obróbki z szybkim posuwem. Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania
 Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
MFK MFK. Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań. Wysoce wydajna wielokrawędziowa obróbka żeliwa
 Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
CN końcówka DCLN / PCLN D8 DN końcówka DDJN / DDHN D10. SN końcówka DSBN / PSBN / PSKN D12. TN końcówka DTGN / PTGN / PTFN D14
 1~40 System identyfikacji ucwytów narzędziowyc do toczenia Prezentacja produktowa System mocujący Ucwyty narzędziowe do zastosowań ogólnyc 3 4~5 6~7 8~21 CN końcówka CLN / PCLN 8 N końcówka JN / HN 10
1~40 System identyfikacji ucwytów narzędziowyc do toczenia Prezentacja produktowa System mocujący Ucwyty narzędziowe do zastosowań ogólnyc 3 4~5 6~7 8~21 CN końcówka CLN / PCLN 8 N końcówka JN / HN 10
Płytka ABS (Toczenie wsteczne) E9 Płytka ABW (Toczenie wsteczne) E10 Płytka TKFB (Toczenie wsteczne, uchwyt szyjkowy) E12
 E9 Płytka ABW (Toczenie wsteczne) E10 Płytka TKFB (Toczenie wsteczne, uchwyt szyjkowy) E12") Toczenie podsumowanie ystem identyfikacji małyc narzędzi 1~42 2~3 y narzędziowe do toczenia wstecznego 9~13 A (Toczenie wsteczne) 9 AW (Toczenie wsteczne) 10 TKF (Toczenie wsteczne, ucwyt szyjkowy) 12
Toczenie podsumowanie ystem identyfikacji małyc narzędzi 1~42 2~3 y narzędziowe do toczenia wstecznego 9~13 A (Toczenie wsteczne) 9 AW (Toczenie wsteczne) 10 TKF (Toczenie wsteczne, ucwyt szyjkowy) 12
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Mikrowytaczadła. Właściwości BKA, BKB BCF FBH FBC SMB KMB MUP
 Mikrowytaczadła Właściwości Uniwersalny system wytaczania serii DNOX, o szczególnie wysokiej dokładności i dużej sztywności, zapewnia dobre osiągi jak również wytaczanie w przyrządzie ustawczym i jest
Mikrowytaczadła Właściwości Uniwersalny system wytaczania serii DNOX, o szczególnie wysokiej dokładności i dużej sztywności, zapewnia dobre osiągi jak również wytaczanie w przyrządzie ustawczym i jest
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
SPROSTAMY WSZYSTKIM WYZWANIOM
 SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
Długość wytaczaka ISO. l 1
 Oprawki narzędziowe do wytaczania System oznaczeń katalogowych Co oznaczają y katalogowe? Każdy symbol w naszym oznaczeniu katalogowym oznacza specyficzną cechę danego wyrobu. W celu identyfikacji należy
Oprawki narzędziowe do wytaczania System oznaczeń katalogowych Co oznaczają y katalogowe? Każdy symbol w naszym oznaczeniu katalogowym oznacza specyficzną cechę danego wyrobu. W celu identyfikacji należy
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów 7
 1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
Nowe produkty. Rozszerzenie programu. WTX UNI Upgrade. WTX Feed UNI WTX TB. WTX głowiczki wymienne. Film: WTX UNI Upgrade. Film: WTX Feed UNI
 Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
Nowe produkty WTX UNI Upgrade Nowe wiertlo WTX UNI z powłoką Dragonskin zarówno do małej produkcji, jak i produkcji seryjnej. Film: WTX UNI Upgrade www.wnt.com/vd-wtx-uni-drill WTX Feed UNI Nowe wiertło
System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze.
 Prezentacja systemu Sztywne mocowanie dociskiem dla pewnego ustalenia płytki w gnieździe System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze. Wzmocniona, mocowana
Prezentacja systemu Sztywne mocowanie dociskiem dla pewnego ustalenia płytki w gnieździe System TorxPlus. Lepiej przenoszone są momenty obrotowe wskutek tego mocowanie jest pewniejsze. Wzmocniona, mocowana
MVX TOOLS NEWS. Korpus wiertła o wysokiej sztywności, zwiększający wydajność i zapewniający lepszą jakość otworów aż do 6 x D.
 TOOLS NEWS 2015.4 Update B202P Wiertło z płytkami wieloostrzowymi Korpus wiertła o wysokiej sztywności, zwiększający wydajność i zapewniający lepszą jakość otworów aż do 6 x D. Big dia. ø 33.5 ~ ø 63.0
TOOLS NEWS 2015.4 Update B202P Wiertło z płytkami wieloostrzowymi Korpus wiertła o wysokiej sztywności, zwiększający wydajność i zapewniający lepszą jakość otworów aż do 6 x D. Big dia. ø 33.5 ~ ø 63.0
UFA. Obróbka aluminium -węglikowe frezy monolityczne
 UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
Nowe rozwiązania obróbka otworów
 P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
MC5005 MC5015 NOWOŚĆ W OFERCIE
 NOWOŚĆ W OFERCIE 2015.10 Aktualizacja B209P eria płytek IO do toczenia żeliw Wysoka wydajność obróbki żeliwa! Nowa powłoka: prędkości skrawania nawet do 600 m/min. LK MK RK eria płytek IO do toczenia żeliw
NOWOŚĆ W OFERCIE 2015.10 Aktualizacja B209P eria płytek IO do toczenia żeliw Wysoka wydajność obróbki żeliwa! Nowa powłoka: prędkości skrawania nawet do 600 m/min. LK MK RK eria płytek IO do toczenia żeliw
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
E 101. System narzędziowy BT/HSK - Informacja techniczna. System narzędziowy BT/HSK. System DBT. System HSK
 System narzędziowy BT/HSK Informacja techniczna E System narzędziowy BT/HSK Geometria narzędzi jedno i wieloostrzowych oznaczenia BT HAT 0 F Rodzaj trzpienia BT0// HSK///0 Nazwa pozycji AM HAT RM Seria
System narzędziowy BT/HSK Informacja techniczna E System narzędziowy BT/HSK Geometria narzędzi jedno i wieloostrzowych oznaczenia BT HAT 0 F Rodzaj trzpienia BT0// HSK///0 Nazwa pozycji AM HAT RM Seria
1 Wiertła HSS. 2 Wiertła VHM. 4 Rozwiertaki i pogłębiacze. 5 Narzędzia wytaczarskie. 8 Płytki do toczenia gwintów 8. 9 Narzędzia tokarskie.
 1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
1 Wiertła HSS Wiercenie w pełnym materiale i obróbka otworów 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Narzędzia wytaczarskie 6 Gwintowniki i narzędzia do wygniatania
Noże tokarskie przegląd
 Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
Noże tokarskie przegląd zewnętrzna Uchwyt zaciskowy 95 do płytek skrawających 7, dodatnie nr zam. typ płytki do cięcia strona 2969 5100 2969 5125 SCLCR/L CCMT/CCGT 09T3... 2/220 Uchwyt zaciskowy 95 do
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Promocja. Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI
 Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
Tuleje uchwytów hydraulicznych ERICKSON HC
 Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
213-218 FREZY ŚCIERNE NASYPOWE NARZĘDZIA & BEARTEX. 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego NARZĘDZIA ŚCIERNE NASYPOWE & BEARTEX
 213-218 FREZY 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego 213 FREZY PALCOWE Innowacyjna technologia jest obecnie stosowana w formie nowych krawędzi skrawających Dtech oraz wprowadzonych nowych
213-218 FREZY 214 Frezy palcowe 216 Wymiary i opis frezu trzpieniowego 213 FREZY PALCOWE Innowacyjna technologia jest obecnie stosowana w formie nowych krawędzi skrawających Dtech oraz wprowadzonych nowych
Jednostka średnicy wewn. Bez oznaczenia: Cale M: Metryczne. I/C wielkość płytki. 09: płytka typu 09 13: płytka typu 13.
 HRM Double Informacja techniczna E System oznaczeń Typ głowicy Jednostka średnicy wewn. Średn. narzędzia Kierunek Płytka dwustronna Bez oznaczenia: Cale M: Metryczne ISO: mm AISI: cale R: Prawy L: Lewy
HRM Double Informacja techniczna E System oznaczeń Typ głowicy Jednostka średnicy wewn. Średn. narzędzia Kierunek Płytka dwustronna Bez oznaczenia: Cale M: Metryczne ISO: mm AISI: cale R: Prawy L: Lewy
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
Głowice wysokoposuwowe - Informacja techniczna
 Głowice wysokoposuwowe Informacja techniczna Głowice wysokoposuwowe Właściwości Głowica do pracy z dużym posuwem wykorzystuje dodatkowy skok w przypadku obróbki żeliwa i lekkich stali stopowych. przystosowany
Głowice wysokoposuwowe Informacja techniczna Głowice wysokoposuwowe Właściwości Głowica do pracy z dużym posuwem wykorzystuje dodatkowy skok w przypadku obróbki żeliwa i lekkich stali stopowych. przystosowany
2 Doskonałe właściwości krzywej Alpha obniżają opory skrawania oraz zapewniają mocną krawędź skrawającą o lepszej odporności na zużycie.
 AlphaMill Informacja techniczna AlphaMill Alphamill Długa żywotność narzędzia przy operacjach szybkiego skrawania przy dużym posuwie i dużej głębokości dzięki niskim oporom skrawania oraz wytrzymałej krawędzi
AlphaMill Informacja techniczna AlphaMill Alphamill Długa żywotność narzędzia przy operacjach szybkiego skrawania przy dużym posuwie i dużej głębokości dzięki niskim oporom skrawania oraz wytrzymałej krawędzi
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011
 _PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
_PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
TMS System frezowania gwintów Zastosowanie i informacje techniczne
 Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Prezentacja produktowa
 1~58 Prezentacja produktowa MagicDrill DRC 3~19 SS-DRC Głębokość cięcia: Typ 3 D Trzon prosty 7 SS-DRC Głębokość cięcia: Typ 5 D Trzon prosty 8 SS-DRC Głębokość cięcia: Typ 8 D Trzon prosty 9 Dostawka
1~58 Prezentacja produktowa MagicDrill DRC 3~19 SS-DRC Głębokość cięcia: Typ 3 D Trzon prosty 7 SS-DRC Głębokość cięcia: Typ 5 D Trzon prosty 8 SS-DRC Głębokość cięcia: Typ 8 D Trzon prosty 9 Dostawka
Gwint rurkowy stożkowy (NPT) Kąt 60 (zarys częściowy / M, UN) 30 Trapezowy (Tr) J14
 Kąt 60 (zarys częściowy / M, UN) 30 Trapezowy (Tr) J14") Rura zwana 1~46 zewnętrzne podsumowanie / owanie wewnętrzne podsumowanie rezentacja produktów Schematy płytek do owania łytki do owania (zewnętrzne / wewnętrzne) 2 4 5 6~15 Metryczny (M) 6 Zunifikowany
Rura zwana 1~46 zewnętrzne podsumowanie / owanie wewnętrzne podsumowanie rezentacja produktów Schematy płytek do owania łytki do owania (zewnętrzne / wewnętrzne) 2 4 5 6~15 Metryczny (M) 6 Zunifikowany
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Automaty tokarskie wzdłużne swiss type
 Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
T5100 SERIES. Do szerokiego zakresu zastosowań przy toczeniu żeliwa. Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego
 Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WYTACZANI ak wybrać narzędzie wytaczarskie ak wybrać narzędzie wytaczarskie 1 Zdefiniowanie
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WYTACZANI ak wybrać narzędzie wytaczarskie ak wybrać narzędzie wytaczarskie 1 Zdefiniowanie
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w tabeli. 3 Większość wierteł jest oferowanych z różnego rodzaju chwytami.
 pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
Seria CA5. Nowy węglik powlekany CVD do stali
 Seria CA5 Nowy węglik powlekany CVD do stali Nowe rodzaje węglików powlekanych CVD do obróbki stali : obróbka o dużej szybkości i wydajności : skrawanie ciągłe do lekkiego przerywanego : 1. wybór do zastosowań
Seria CA5 Nowy węglik powlekany CVD do stali Nowe rodzaje węglików powlekanych CVD do obróbki stali : obróbka o dużej szybkości i wydajności : skrawanie ciągłe do lekkiego przerywanego : 1. wybór do zastosowań
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
KTKF Uchwyt poprzeczny ze śrubą boczną H8 KTKFS (dla narzędzi z wrzecionem pomocniczym) Uchwyt poprzeczny ze śrubą boczną
 Uchwyt poprzeczny ze śrubą boczną") 1~26 Prezentacja produktowa skazówki dla ścinania podsumowanie Ucwyty narzędziowe do ścinania (dla ścinania małej średnicy) KKF Ucwyt poprzeczny ze śrubą boczną 8 KKFS (dla narzędzi z wrzecionem pomocniczym)
1~26 Prezentacja produktowa skazówki dla ścinania podsumowanie Ucwyty narzędziowe do ścinania (dla ścinania małej średnicy) KKF Ucwyt poprzeczny ze śrubą boczną 8 KKFS (dla narzędzi z wrzecionem pomocniczym)
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI LSE445-E NSE300-E/400-E. Frez czołowy i walcowy ogólnego przeznaczenia. MP103P. Płytka pozytywna 20 do wysokowydajnej obróbki.
 AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
W83 wysokowydajna, wymienna płytka skrawająca. TOTAL Quatron
 W83 wysokowydajna, wymienna płytka skrawająca TOTAL Quatron KOMET TOTAL Quatron Wymienna płytka wieloostrzowa W83 K Czterokrawędziowa, wymienna płytka skrawająca zapewniająca bezpieczeństwo procesu K 1
W83 wysokowydajna, wymienna płytka skrawająca TOTAL Quatron KOMET TOTAL Quatron Wymienna płytka wieloostrzowa W83 K Czterokrawędziowa, wymienna płytka skrawająca zapewniająca bezpieczeństwo procesu K 1
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix
 Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
Holemaking.book Page 229 Monday, April 19, 2010 7:13 AM Nanofix Produktywność i precyzja dla małych otworów to rozwiertaki Seco Nanofix Jakość Duża dokładność mocowania dzięki Quick-Fit. Możliwość uzyskania
Seria JCT. Doskonałe tworzenie i odprowadzanie wiórów. Idealne do chłodziwa o wysokim ciśnieniu
 Idealne do chłodziwa o wysokim ciśnieniu Seria JCT Seria JCT Doskonałe tworzenie i odprowadzanie wiórów Duży asortyment uchwytów do toczenia, rowkowania zewnętrznego, przecinania i obróbki gwintu Łatwe
Idealne do chłodziwa o wysokim ciśnieniu Seria JCT Seria JCT Doskonałe tworzenie i odprowadzanie wiórów Duży asortyment uchwytów do toczenia, rowkowania zewnętrznego, przecinania i obróbki gwintu Łatwe
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
CoroBore Wytaczanie zgrubne
 CoroBore Wytaczanie zgrubne Wytaczanie, wytaczanie stopniowe i wytaczanie wsteczne Narzędzia CoroBore nowej generacji do wytaczania zgrubnego spełniają stawiane przed nimi wymagania w zakresie ograniczania
CoroBore Wytaczanie zgrubne Wytaczanie, wytaczanie stopniowe i wytaczanie wsteczne Narzędzia CoroBore nowej generacji do wytaczania zgrubnego spełniają stawiane przed nimi wymagania w zakresie ograniczania
Wytaczadło amortyzowane z wewnętrznym doprowadzaniem chłodziwa
 New Nowe Maj 2016 produkty dla tecników obróbki skrawaniem Wytaczadło amortyzowane z wewnętrznym doprowadzaniem cłodziwa Optymalne tłumienie drgań dzięki wbudowanemu w cwycie stalowym rdzeniowi węglikowemu.
New Nowe Maj 2016 produkty dla tecników obróbki skrawaniem Wytaczadło amortyzowane z wewnętrznym doprowadzaniem cłodziwa Optymalne tłumienie drgań dzięki wbudowanemu w cwycie stalowym rdzeniowi węglikowemu.
WIERTŁA Z WĘGLIKA SPIEKANEGO WYSOKO WYDAJNE WIERTŁA Z WYMIENNĄ GŁOWICĄ. Opis ikon. Force X Nowa gama narzędzi uniwersalnych
 Nowości 2017.1 SPIS TREŚCI WIERTŁA Z WĘGLIKA SPIEKANEGO 4 5 5 Force X Nowa gama narzędzi uniwersalnych R6011 Węglikowe wiertło do nawiercania R7131 Wiertło węglikowe pod gwintowniki WYSOKO WYDAJNE WIERTŁA
Nowości 2017.1 SPIS TREŚCI WIERTŁA Z WĘGLIKA SPIEKANEGO 4 5 5 Force X Nowa gama narzędzi uniwersalnych R6011 Węglikowe wiertło do nawiercania R7131 Wiertło węglikowe pod gwintowniki WYSOKO WYDAJNE WIERTŁA
NEW. Najnowsza technologia w zakresie krawędzi skrawającej zapewnia maksymalną produktywność. Nóż tokarski do zgrubnej obróbki NOWOŚĆ
 Keeping the Customer First Tungaloy Report No. 394-PL Nóż tokarski do zgrubnej obróbki NEW NOWOŚĆ TUNGALOY Najnowsza technologia w zakresie krawędzi skrawającej zapewnia maksymalną produktywność TUNGALOY
Keeping the Customer First Tungaloy Report No. 394-PL Nóż tokarski do zgrubnej obróbki NEW NOWOŚĆ TUNGALOY Najnowsza technologia w zakresie krawędzi skrawającej zapewnia maksymalną produktywność TUNGALOY
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
Narzędzia frezarskie na płytki wymienne NOWOŚCI. Frezy monolityczne. Oprawki narzędziowe
 POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
POKOLM ekspert w obróbce form Narzędzia frezarskie na płytki wymienne Głowice nasadzane Frezy trzpieniowe Frezy z mocowaniem DuoPlug Głowiczki wkręcane Głowice TRIGAWORX NOWOŚCI Głowice na płytki ośmiokątne
E 198. Storm Mill - Informacja techniczna. Storm Mill. System oznaczeń. Właściwości. Głowica. Mocowanie płytki. Zalecane parametry obróbki
 - Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
- Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym