Wybrane Kierunki Zwiększenia Wydajności Procesów Skrawania
|
|
|
- Maja Owczarek
- 9 lat temu
- Przeglądów:
Transkrypt
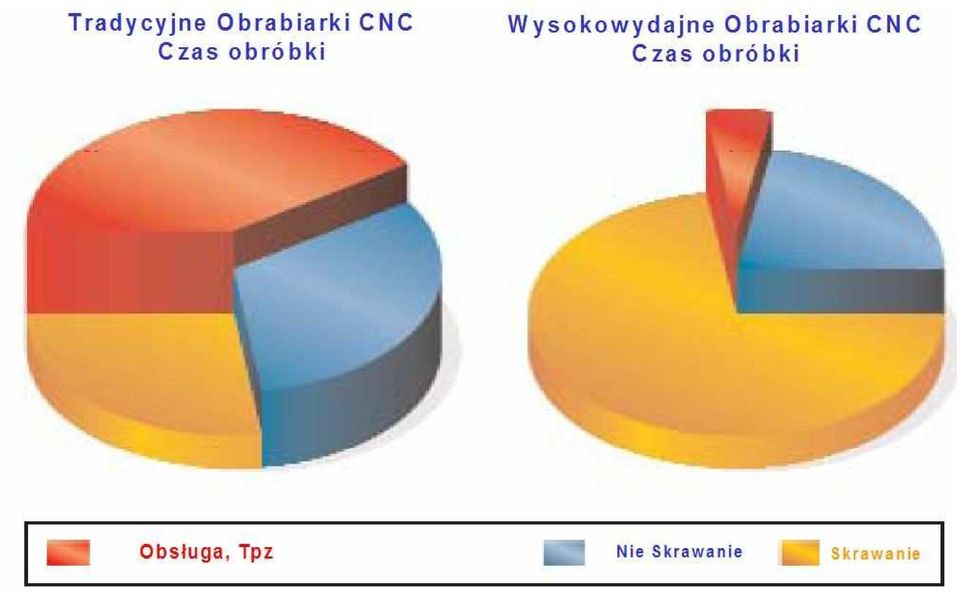
1 POLSKIE ZAKŁADY LOTNICZE A SIKORSKY COMPANY Włodzimierz Adamski Wybrane Kierunki Zwiększenia Wydajności Procesów Skrawania VIII Forum InŜynierskie ProCAx II Międzynarodowe Targi Metod i Narzędzi do Wirtualizacji Procesów WIRTOTECHNOLOGIA XI 2009

2 AGENDA 1. Jak będzie wyglądał świat w 2050 r? 2. Foresight technologiczny dla przemysłu lotniczego i maszynowego 3. Priorytetowe technologie w branŝy lotniczej najistotniejszych technologii, które zostały oceniane najwyŝej 5. Nowoczesne Obrabiarki CNC a czas obróbki 6. Przykłady zastosowania technologii HSM w PZL Mielec 7. Boeing 787 Dreamliner i Black Hawk w PZL Mielec A Sikorsky Company 8. Przykłady z KAI Korea Aerospace Industries 9. Krzywe workowe 10. Sposób b obiegu i wykorzystania modeli CAD/CAM w teorii i w praktyce 11. Przykład Mapowanie Procesu Technologicznego 12. Systemy Adaptacyjne 13. Sieć DNC przy obróbce HSM 14. Metody optymalizacji obróbki 15. Wirtualna obróbka - unikanie kolizji 16. Przykłady kolizji oprawki z imadłem 17. Przykłady kolizji oprawki z materiałem obrabianym i szybkie posuwy wyjazdowe w materiale

3 Naukowcy próbują przewidzieć, jak będzie wyglądał świat w 2050 r. i na podstawie tych prognoz wybrać najkorzystniejsze dla Europy drogi rozwoju ChociaŜ prawdopodobnie wielu z Ŝyjących obecnie na świecie ludzi doŝyje roku 2050, to o tym, jak świat będzie wtedy wyglądał, decydować będą ludzie, którzy się jeszcze nie urodzili.

4 Foresight technologiczny dla przemysłu lotniczego jeden kg masy silnika odrzutowego produkowanego w WSK PZL Rzeszów kosztuje ~5000 $ jeden kg masy samolotu odrzutowego produkowanego w PZL Mielec kosztuje ~3000 $ jeden kg masy średniej klasy samochodu osobowego w Polsce kosztuje ~15 $ Produkcja lotnicza na tle produkcji samochodowej $5 000 $4 000 $3 000 Na ten jeden kilogram masy wyrobu składa się praca wielu naukowców, inŝynierów, techników i wybitnych specjalistów warsztatowych. Te wskaźniki wyraźnie pokazują na który przemysł strategicznie w Polsce naleŝy kłaść nacisk jeden kg masy silnika odrzutowego produkowanego w WSK PZL Rzeszów $2 000 $1 000 $0 1 jeden kg masy samolotu odrzutowego produkowanego w PZL Mielec jeden kg masy średniej klasy samochodu osobowego w Polsce

5 Foresight technologiczny dla przemysłu lotniczego i maszynowego Politechnika Rzeszowska zrealizowała Projekt badawczy: Priorytetowe technologie dla zrównowaŝonego rozwoju województwa podkarpackiego. Celem tego projektu było określenie najwaŝniejszych perspektywicznych technologii, które przyczynią się do zrównowaŝonego rozwoju województwa podkarpackiego w najbliŝszych latach Szczególny nacisk połoŝono na te technologie, które są najbardziej nowoczesne lub będą ewoluowały w przyszłości w perspektywie do ok. 25 lat. Wykazano technologie przyszłości zwłaszcza w branŝy lotniczej w odniesieniu do warunków województwa podkarpackiego.

6 Suma punktów Lp Perspektywiczne technologie w branży Ocena wykona -lności Ocena atrakcyj -ności Ocena wpływu technol ogii na zrówno ważony rozwój Ogólnie 1 Wykonywanie części metodami HSM (high speed machining) i HPM (high performance machining) Doskonalenie procesów i technologii odlewania Technologia monokryształów Technologie wytwarzania i obróbki materiałów kompozytowych (w tym materiałów typu GLARE) Kształtowanie plastyczne struktur cienkościennych Kształtowanie nadplastyczne (SPF) oraz kombinacja SPF i DG (Direct Gluing) Doskonalenie technik badań nieniszczących Rozwój pokryć i powłok Ŝaroodpornych, antyerozyjnych oraz dyfuzyjnych Technologie Rapid Prototyping, Manufacturing i Tooling Odlewanie precyzyjne SD, GR, EQ i inne Zaawansowane technologie łączenia elementow konstrukcyjnych Symulacja stanów i procesów technicznych oraz technologicznych
 20 12 67 99 7 Doskonalenie technik badań nieniszczących 21 15 63 99 8 Rozwój pokryć i powłok Ŝaroodpornych, antyerozyjnych oraz dyfuzyjnych 22 13 64 99 9 Technologie Rapid")
7 Ocena wpływu technologii , , , ,5 98 Wykonywanie części metodami HSM (high speed machining) i HPM (high performance machining) Doskonalenie procesów i technologii odlewania Technologia monokryształów Technologie wytwarzania i obróbki materiałów kompozytowych (w tym materiałów typu GLARE) Kształtowanie plastyczne struktur cienkościennych Kształtowanie nadplastyczne (SPF) oraz kombinacja SPF i DG (Direct Gluing) Doskonalenie technik badań nieniszczących Rozwój pokryć i powłok Ŝaroodpornych, antyerozyjnych oraz dyfuzyjnych Technologie Rapid Prototyping, Manufacturing i Tooling Odlewanie precyzyjne SD, GR, EQ i inne 97,5 Ogólnie Perspektywiczne technologie w branŝy Zaawansowane technologie łączenia elementow konstrukcyjnych Symulacja stanów i procesów technicznych oraz technologicznych

8 LP Perspektywiczne technologie w branŝy Zastosowanie technologii Wykonywanie części metodami HSM (high speed machining) i HPM (high performance machining) Doskonalenie procesów i technologii odlewania Technologia monokryształów Technologie wytwarzania i obróbki materiałów kompozytowych (w tym materiałów typu GLARE) Kształtowanie plastyczne struktur cienkościennych Kształtowanie nadplastyczne (SPF) oraz kombinacja SPF i DG (Direct Gluing) Doskonalenie technik badań nieniszczących Rozwój pokryć i powłokŝaroodpornych, antyerozyjnych oraz dyfuzyjnych Technologie Rapid Prototyping, Manufacturing i Tooling Odlewanie precyzyjne SD, GR, EQ i inne Zaawansowane technologie łączenia elementow konstrukcyjnych Symulacja stanów i procesów technicznych oraz technologicznych High Speed Machining umoŝliwia frezowanie takich złoŝonych konstrukcji szczególnie ze stopu aluminium jakie nie były moŝliwe praktycznie przedtem. Wytwórcy integralnych części mogą wykonywać cienkie ścianki co pozwala zmniejszać ich cięŝar oraz zmniejszać czas podczas montaŝu. Wytwórcy części mogą zrezygnować z odlewów, co przyśpieszy i uelastyczni ich produkcję. Proces = odlew + obróbka skrawaniem zastąpić tylko jednym procesem obróbką skrawaniem z pełnego materiału. Zastąpienie w zespołach części blaszanych częściami integralnymi z OSN. Doskonalenie i opracowywanie procesów i technologii: przygotowania ciekłych stopów, mas formierskich i rdzeniowych oraz form o najwyŝszej jakości. Opracowanie i wdraŝanie nowoczesnych metod kontroli jakości ciekłego metalu, mas formierskich i rdzeniowych, form oraz odlewów. Mechanizacja, automatyzacja i robotyzacja w procesie wytwarzania wysokojakościowych odlewów. Opracowywanie i wdraŝanie niekonwencjonalnych metod poprawy właściwości komponentów odlewniczych. Technologie mają na celu kształtowanie materiałów z jednoczesnym nadaniem im odpowiednich właściwości mechanicznych poprzez nadanie wymaganej struktury wewnętrznej wyrobu (wraz z uzyskiwaniem zróŝnicowania tej struktury w przypadku skomplikowanych elementów - Główne zastosowanie w lotnictwie tam gdzie jest wymagana duŝa wytrzymałość i mały cięŝar. Zastosowanie w przemyśle zbrojeniowym, samochodowym (formuła F-1). Dowolny kształt i łatwy montaŝ. Technologia przeróbki plastycznej, umoŝliwiająca uzyskanie wysokiej dokładności wymiaru i kształtu wyrobów. Obróbka plastyczna pozwala na znaczne oszczędności materiałowe dzięki zmniejszeniu warstwy obrabianej w kolejnych operacjach Do wykonywania bardzo wytrzymałych lotniczych konstrukcji jak wręgi Ŝebra czasem składających się z kilku warstw róŝnych materiałów Szczególne znaczenie dla rozwoju nowoczesnego przemysłu lotniczego mają metody badań nieniszczących, gwarantujących osiągnięcie wysokiej dokładności pomiarów, co przyczyni się do poprawy bezpieczeństwa. Grupy technologii, które mają na celu nadanie powierzchni wytwarzanych elementów odpowiednich właściwości - odporności na wysoką temperaturę, korozję itp. Szczególnie istotne w branŝy lotniczej, w przypadku której wyroby eksploatowane są w ekstremalnych warunkach (wysokie temperatury, częste zmiany temperatury elementów). Szybkie wykonanie prototypu wyrobu lub narzędzi metodami przyrostowymi. Wykorzystanie w produkcji prototypów, krótkich serii, nie wymaga skomplikowanego i drogiego oprzyrządowania Technologie z grupy odlewania precyzyjnego umoŝliwiają dodatkowo na uzyskanie wyrobów gotowych bez konieczności dalszej obróbki ubytkowej VERICUT Łączenie metali i nnych materiałów nitami, metodą klejenia, spawania, zgrzewania. Przemysł lotniczy, samochodowy, energetyczny, maszynowy. Symulacja technika numeryczna słuŝącą do dokonywania eksperymentów na pewnych rodzajach modeli matematycznych, które opisują przy pomocy komputera zachowanie się złoŝonego systemu w ciągu długiego okresu czasu. Symulatory dla pilotów samolotów, kierowców samochodowych, symulacja trudnych procesów.

9

10
11 Ewolucja udziału % aluminium i kompozytów, od modelu 777 do % 50% Udział % 40% 30% 20% 10% 0% BOEING 777 BOEING 787 Typ samolotu KOMPOZYTY ALUMINIUM 5% BOEING 787 Materiały w lotnictwie wczoraj i dziś 10% 15% 50% 20% KOMPOZYTY ALUMINIUM TYTAN STAL INNE



12 Przykłady zastosowania technologii HSM w PZL Mielec Symulacja obróbki drzwi do samolotu na obrabiarce CNC

13 Części z PZL Mielec w Boeingu 787

14 Boeing 787 Dreamliner WP 38 Crew Escape Door (~500x500) Large Cargo Doors (~2300x2800) Fwd Access Door (~500x500) EE-Access Door (~500x500) WP 39 Aft EE-Access Door (~500x500) Bulk Cargo Door (~950x1600)
 Bulk Cargo")
15

16 Helikopter Black Hawk UH-60M Wielko-gabarytowe wręgi wykonywane w technologii HSM

17 Wręga wielkogabarytowa podczas obróbki na CNC Po obróbce W trakcie obróbki W trakcie obróbki

18 Pomiar wręgi w PZL Mielec

19 Przykłady częś ęści ze stopu aluminium

20 Centrum obróbcze 5- osiowe ECOSPEED Wymienna głowica, moc wrzeciona 120 kw, obroty 30,000 rpm, i moment 83 Nm KAI Korea Aerospace Industries

21 Dzięki HSM moŝliwe stało się wykonanie hamulca aerodynamicznego myśliwca F-15 jako jednej części zamiast zespołu składającego się z ~ 500 części. Czas wykonania takiego zespołu hamulca aerodynamicznego wynosił ~ 3 miesiące. Po zastosowaniu HSM, lead time był mierzony w kilku dniach. Aluminium, Al x 835 x 320 mm 700 punktów pomiarowych w 1.5 godziny Czas obróbki zredukowano z 800 to 38 h na jednej maszynie CNC ZT-800/ razy szybciej Photo courtesy Boeing.
22 Ekspander sterowany numerycznie do wykonywania zewnętrznych zimnych części silnika odrzutowego metodą plastyczną
23 Urządzenia do dynamicznego utwardzania powierzchni detali Pomiar na elektronicznej maszynie pomiarowej
24 Przyrząd montaŝowy elementów skrzydła dla BAE Systems Wielkogabarytowe urządzenie kreślące Kongsberg o wym. 1.8m*6m
25 Analiza Modalna Wyznacza Optymalne prędkości Wrzeciona
26 Wykorzystanie krzywej workowej
27 Prędk ość obrot owa (obr/ min) Posu w (mm/ min) Posu w na ząb (mm/ ząb) Głębo kość skraw ania (mm) 0.5 Szerokość warstwy skrawanej (mm) Wyniki testu dla jednej kombinacji narzędzia, oprawki i wrzeciona. Przeprowadzenie testu zajęło pół godziny. Kolor zielony oznacza stabilną obróbkę.
28 Pomiar w PZL Mielec
29 Pomiar w PZL Mielec
30 Pomiar w PZL Mielec
31 Pomiar w PZL Mielec
32 Oszczędność czasu obróbki na tej operacji spadła z 1h do czyli zmniejszyła się ponad 7.64 razy
33 Wejście Magazyn Frezarka konwencjonalna Frezarka CNC PROCES PRODUKCYJNY CZĘSCI SAAB- 423Z6176 MANETKI Ślusarnia Rozdzielnia + KJ Mycie/Odtłuszcza nie K&F Hartownia + KJ 7 13 Piaskownia + KJ Szlifowanie (DECKIEL) Kontrola magnetyczna Pangborn (kulowanie) 21 Maszyna pomiarowa Chromowanie K&F 26 Pasywacja K&F 35 Malarnia 41 Smar stały (lubricant) USA 43 Ekspedycja Wyjście 45
34 Virtualna Obróbka rygla zamka samolotu Boeinga 787
35 Wirtualna obróbka rygla zamka samolotu Boeinga 787
36 Obróbka rygla zamka samolotu Boeinga 787
37


38 Efekt obniŝki pracochłonności o 29,7% przy obróbce podłuŝnic ze stopu aluminium uzyskanej w firmie Boeing Efekt obniŝki pracochłonności uzyskanej w firmie Aerospatiale- EADS, Toulouse, Francja przy obróbce części ze stali nierdzewnej
39 Złamanie narzędzia Narzędzie ulega złamaniu w warunkach ekstremalnego przeciąŝenia z powodu: Uderzenia narzędzia w materiał Twarde wtrącenia materiałowe Nadmierne zuŝycie narzędzia Przerwanie chłodzenia Nadmiernej głębokości skrawania
40 Zabezpieczenie ACM s Narzędzia System OMATIVE ACM zmniejsza automatycznie posuw do maksymalnego bezpiecznego poziomu potrzebnego aby chronić narzędzie przed złamaniem lub zatrzymuje maszynę i ogłasza alarm.
41 Sterowanie Adaptacyjne - AC ACC w Centrum Obróbczym STAMA MC 326 Wiercenie D 7,5 mm, 2 otwory,, material GG Skrócony czas maszynowy z 7,8 do o 6,3 sekund
42 Model CATIA Model CATIA Transformacja CATIA-SURFCAM Standardowy pakiet IGES SURFCAM Power Inspect Program obróbczy Wykonana Część Sposób b obiegu i wykorzystania modeli CAD/CAM w teorii Wyniki pomiarów
43 GEOMETRIA SURFCAM CNC PROGRAM IGES CATIA POWER INSPECT Sposób b obiegu i wykorzystania modeli CAD/CAM w praktyce
44 Projekt Systemu Direct Numerical Control Hala 6 Boeing 787
45 System Direct Numerical Control
46 Metody mocowania C-axis Wrzeciono poziome 5-axis HSM (High Speed Machining) System wielopaletowy Mocowanie w przyrządzie ramka-okno Jedno ustawienie Kompletna obróbka (krótszy lead time) Standardowe wyposaŝenie A-axis B-axis
47 Metody obróbki Trzy stałe punkty mocowania Pozostałe regulowane Obróbka z obydwu stron Obróbka zgrubna Zmiana mocowania Obróbka wykańczająca Tylko mostki są usuwane po obróbce wykańczającej
48 Dodatkowe metody optymalizacji Jeśli jest to moŝliwe zaleca się obróbkę dwóch lub więcej części z jednej przygotówki (symetryczne/zwierciadlane odbicie) przy tym samym t pz przygotówka dostarczana bezpośrednio z magazynu. Korzyści oszczędność materiału, zmniejszenia czasu przygotowania przygotówki nawet do zera, część jest bardziej stabilna podczas obróbki (przykład: 18% oszczędności materiału). Przed Po
49 Przykład części samolotu B-787
50 Przykład wykonanej części samolotu B-787
51 Obsługa Frezarki CNC przez robota. Paleta zawiera 32 detale
52 Końcowe rezultaty Części są dzielone na rodziny wg odpowiednich metod jak rodzina dla imadeł, (niektóre z tych części tworzą rodzinę części dla ramek) WdroŜenie nowej metody produkcyjnej Nowa część Imadło Ramka/ Okno 2 nd ustawienie Jeśli nie jest moŝliwe Jeśli nie jest moŝliwe
53 Końcowe rezultaty
54 Linia produkcyjna duŝych integralnych części airbusa A 350XWB KAI
55 SYSTEM VERICUT BŁĘDY PROGRAMU PRZEKROCZENIE ZAKRESU KOLIZJE SZKOLENIE OPERATORÓW CNC CELE MARKETINGOWE OPTYMALIZACJA PROGRAMU (~25%)
56 Przykłady kolizji oprawki z imadłem
57 Przykłady kolizji oprawki z imadłem
58 Przykład przekroczenia zakresu przy skręceniu osi
59 Przykłady kolizji oprawki z materiałem obrabianym i szybkie posuwy wyjazdowe w materiale
60 Medal Silesia Toolex 2009 Za najlepszą technologię I MIEJSCE W OGÓLNOPOLSKIM KONKURSIE SIMP NA NAJLEPSZE OSIĄGNIĘCIE TECHNICZNE UZYSKANE w ROKU Mielec ul. Wojska Polskiego 3 tel.: w_adamski@pzlmielec.com.pl Dziękuję za uwagę LAUREAT KONKURSU INNOWACJA ROKU 2008
Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym
 PZL Mielec A SIKORSKY COMPANY Dr inŝ. Włodzimierz Adamski Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym Warszawa Listopad 2011 Agenda Jak jest widziany samolot przez poszczególne
PZL Mielec A SIKORSKY COMPANY Dr inŝ. Włodzimierz Adamski Samolot w Pigułce czyli Nowoczesne Technologie Stosowane w Przemyśle Lotniczym Warszawa Listopad 2011 Agenda Jak jest widziany samolot przez poszczególne
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Obróbka skrawaniem jest jednym
 Optymalizacja programów obróbczych na obrabiarkach DR HAB. INŻ. Włodzimierz Adamski (W_ADAMSKI@POCZTA.ONET.PL), WYDZIAŁ INŻYNIERII MATERIAŁOWEJ, POLITECHNIKA WARSZAWSKA W artykule podjęto próbę zrozumienia
Optymalizacja programów obróbczych na obrabiarkach DR HAB. INŻ. Włodzimierz Adamski (W_ADAMSKI@POCZTA.ONET.PL), WYDZIAŁ INŻYNIERII MATERIAŁOWEJ, POLITECHNIKA WARSZAWSKA W artykule podjęto próbę zrozumienia
NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
 dr hab. inż. Włodzimierz Adamski Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa w_adamski@poczta.onet.pl NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
dr hab. inż. Włodzimierz Adamski Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa w_adamski@poczta.onet.pl NOWE TECHNOLOGIE OBNIŻAJĄCE CZAS WYKONANIA CZĘŚCI INTEGRALNYCH W PRZEMYŚLE LOTNICZYM
Wpływ nowych technik wytwarzania na konstrukcję samolotu
 MECHANIK NR 12/2015 1 Wpływ nowych technik wytwarzania na konstrukcję samolotu Impact of Modern Manufacturing Technologies at Aircraft Design Włodzimierz Adamski * W pracy podano jak przy wykorzystaniu
MECHANIK NR 12/2015 1 Wpływ nowych technik wytwarzania na konstrukcję samolotu Impact of Modern Manufacturing Technologies at Aircraft Design Włodzimierz Adamski * W pracy podano jak przy wykorzystaniu
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wykorzystanie techniki High Speed Machining przy produkcji części samolotu DREAMLINER Boeing 787
 POLSKIE ZAKŁADY LOTNICZE Włodzimierz Adamski Wykorzystanie techniki High Speed Machining przy produkcji części samolotu DREAMLINER Boeing 787 VII Forum ProCax Podlesice 13-16 Listopada 2008 Agenda Wstęp
POLSKIE ZAKŁADY LOTNICZE Włodzimierz Adamski Wykorzystanie techniki High Speed Machining przy produkcji części samolotu DREAMLINER Boeing 787 VII Forum ProCax Podlesice 13-16 Listopada 2008 Agenda Wstęp
Kierunki Rozwojowe Technologii na Potrzeby Klastra Lotniczego DOLINA LOTNICZA
 Projekt współfinansowany przez UNIĘ EUROPEJSKĄ ze środków Europejskiego Funduszu Rozwoju Regionalnego Projekt FORESIGHT Kierunki Rozwojowe Technologii na Potrzeby Klastra Lotniczego DOLINA LOTNICZA Czas
Projekt współfinansowany przez UNIĘ EUROPEJSKĄ ze środków Europejskiego Funduszu Rozwoju Regionalnego Projekt FORESIGHT Kierunki Rozwojowe Technologii na Potrzeby Klastra Lotniczego DOLINA LOTNICZA Czas
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy
 obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
2.Informacje dodatkowe :
 1. Technik mechanik - to kierunek gdzie uczniowie nabywają wiedzę i umiejętności z zakresu: wytwarzania części maszyn i urządzeń; dokonywania montażu maszyn i urządzeń; instalowania, uruchamiania i obsługiwania
1. Technik mechanik - to kierunek gdzie uczniowie nabywają wiedzę i umiejętności z zakresu: wytwarzania części maszyn i urządzeń; dokonywania montażu maszyn i urządzeń; instalowania, uruchamiania i obsługiwania
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów
 Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
Szlifierka do powierzchni obrotowych REINECKER RS 500 CNC elastyczna obróbka półfabrykatów narzędzi metodą wzdłużną, wcinającą i ciągu konturów MY BUDUJEMY SZLIFIERKI REINECKER RS Na szlifierce do powierzchni
SPOTKANIE 8 stycznia Instytut Zaawansowanych Technologii Wytwarzania
 SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
SPOTKANIE 8 stycznia 2018 Instytut Zaawansowanych Technologii Wytwarzania Instytut Zaawansowanych Technologii Wytwarzania wspiera małopolskich przedsiębiorców poprzez działania Centrum Transferu Wiedzy,
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Poziom Nazwa przedmiotu Wymiar ECTS
 Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Formy aktywności CZT AERONET
 Formy aktywności CZT AERONET - Przygotowywanie i realizacja projektów w z udziałem partnerów w CZT związanych zanych umową konsorcjum ( dane w prezentacjach indywidualnych partnerów), - Przygotowanie i
Formy aktywności CZT AERONET - Przygotowywanie i realizacja projektów w z udziałem partnerów w CZT związanych zanych umową konsorcjum ( dane w prezentacjach indywidualnych partnerów), - Przygotowanie i
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Skuteczność NCBrain. Funkcja NCBrain. Usuwanie zbędnych przejść w powietrzu. Automatyczne dodawanie ścieżek w obszarach przeciążenia narzędzia
 Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
semestr III Lp Przedmiot w ć l p s e ECTS Godziny
 Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo 1 Analytical mechanics 15 15 3 30 4 Termodynamika II 15 15 30 5 Technologia spawalnictwa 5 15 15 1 5 55 6 Przem. fazowe i podstawy obr.
Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo 1 Analytical mechanics 15 15 3 30 4 Termodynamika II 15 15 30 5 Technologia spawalnictwa 5 15 15 1 5 55 6 Przem. fazowe i podstawy obr.
Jeden model odpowiada zawsze Państwa potrzebom:
 Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
Jeden model odpowiada zawsze Państwa potrzebom: 350 700 mm w osi x 3 7 osi 14 26 narzędzi 6 11 KW 10.000 22.000 z / bez automatyzacji z / bez chłodzenia przez wrzeciono z / bez przyrządu obróbczego zmieniacz
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Automatyzacja wytwarzania
 Automatyzacja wytwarzania ESP, CAD, CAM, CIM,... 1/1 Plan wykładu Automatyzacja wytwarzania: NC/CNC Automatyzacja procesów pomocniczych: FMS Automatyzacja technicznego przygotowania produkcji: CAD/CAP
Automatyzacja wytwarzania ESP, CAD, CAM, CIM,... 1/1 Plan wykładu Automatyzacja wytwarzania: NC/CNC Automatyzacja procesów pomocniczych: FMS Automatyzacja technicznego przygotowania produkcji: CAD/CAP
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów r.
 Rzeszów, 19.12.2012 r. Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów 11.04.2012 r. MC Przedmiot humanistyczny historia techniki Wprowadzenie do procesów produkcyjnych Semestr
Rzeszów, 19.12.2012 r. Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów 11.04.2012 r. MC Przedmiot humanistyczny historia techniki Wprowadzenie do procesów produkcyjnych Semestr
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Centrum obróbcze CNC BIESSE Skipper 100
 strona 1/5 Centrum obróbcze CNC BIESSE Skipper 100 Szczegóły maszyny Nr maszyny: 77787 Producent: BIESSE Typ maszyny: Centra obróbcze CNC Model / Typ: Skipper 100 Rok produkcji: 2005 Jakość maszyny: dobry
strona 1/5 Centrum obróbcze CNC BIESSE Skipper 100 Szczegóły maszyny Nr maszyny: 77787 Producent: BIESSE Typ maszyny: Centra obróbcze CNC Model / Typ: Skipper 100 Rok produkcji: 2005 Jakość maszyny: dobry
WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn
 WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
WYKAZ PRZEDMIOTÓW- STUDIA STACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
MASZYNY MASZYNY. - prasa hydrauliczna 20 t. -prasa hydrauliczna 40 t - giętarka do rur
 MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
OPERATOR OBRABIAREK SKRAWAJĄCYCH
 OPERATOR OBRABIAREK SKRAWAJĄCYCH Operator obrabiarek skrawających jest to zawód występujący także pod nazwą tokarz, frezer, szlifierz. Osoba o takich kwalifikacjach potrafi wykonywać detale z różnych materiałów
OPERATOR OBRABIAREK SKRAWAJĄCYCH Operator obrabiarek skrawających jest to zawód występujący także pod nazwą tokarz, frezer, szlifierz. Osoba o takich kwalifikacjach potrafi wykonywać detale z różnych materiałów
TM nie wymaga fundamentu, zapewnia duży stopień swobody
 TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH
 PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
POLITECHNIKA RZESZOWSKA PLAN STUDIÓW
 POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia II stopnia stacjonarne Rzeszów 09. 12. 2015 Plan studiów
POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia II stopnia stacjonarne Rzeszów 09. 12. 2015 Plan studiów
PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH
 Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
AKTUALNOŚCI LSE445-E NSE300-E/400-E. Frez czołowy i walcowy ogólnego przeznaczenia. MP103P. Płytka pozytywna 20 do wysokowydajnej obróbki.
 AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Poprawa efektywności energetycznej w przedsiębiorstwie z sektora obróbki metali i produkcji artykułów metalowych
 Poprawa efektywności energetycznej w przedsiębiorstwie z sektora obróbki metali i produkcji artykułów metalowych SPOSOBY NA OBNIŻENIE KOSZTÓW UŻYTKOWANIA ENERGII Przewodnik dla przedsiębiorcy Czy modernizacja
Poprawa efektywności energetycznej w przedsiębiorstwie z sektora obróbki metali i produkcji artykułów metalowych SPOSOBY NA OBNIŻENIE KOSZTÓW UŻYTKOWANIA ENERGII Przewodnik dla przedsiębiorcy Czy modernizacja
Od modelu CAD do sterowania robotami frezującymi
 Rafał Lis 3D Master 665-554-475 rlis@3dmaster.com.pl Od modelu CAD do sterowania robotami frezującymi From the CAD model to the control of milling robot Technologie komputerowego wspomagania projektowania
Rafał Lis 3D Master 665-554-475 rlis@3dmaster.com.pl Od modelu CAD do sterowania robotami frezującymi From the CAD model to the control of milling robot Technologie komputerowego wspomagania projektowania
Producent Maszyn Specjalnych. 2015-12-02 www.pemes.pl 1
 Producent Maszyn Specjalnych 2015-12-02 1 Profil i specjalizacja firmy zajmuje się głownie automatyzacją montażu i kontrolą jakości wyrobu. Między innymi wykonujemy: - maszyny montażowe - maszyny kontrolno
Producent Maszyn Specjalnych 2015-12-02 1 Profil i specjalizacja firmy zajmuje się głownie automatyzacją montażu i kontrolą jakości wyrobu. Między innymi wykonujemy: - maszyny montażowe - maszyny kontrolno
UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA
 INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
INNOWACJA Ceny netto (w ) bez VAT, ważne do 31. 07. 2016 UCHWYT HYDROPOWER O SMUKŁEJ KONSTRUKCJI I DUŻEJ SILE MOCOWANIA Nowy hydrauliczny uchwyt zaciskowy GARANT innowacyjne rozwiązanie wielu problemów.
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
Obróbka po realnej powierzchni o Bez siatki trójkątów o Lepsza jakość po obróbce wykańczającej o Tylko jedna tolerancja jakości powierzchni
 TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
TEBIS Wszechstronny o Duża elastyczność programowania o Wysoka interaktywność Delikatne ścieżki o Nie potrzebny dodatkowy moduł HSC o Mniejsze zużycie narzędzi o Mniejsze zużycie obrabiarki Zarządzanie
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
WDROŻENIE INNOWACYJNEJ TECHNOLOGII PRODUKCJI CZĘŚCI LOTNICZYCH W WOLI MIELECKIEJ
 SPRAWOZDANIE Z REALIZACJI PROJEKTU W RAMACH OSI PRIORYTETOWEJ 1 WSPÓŁFINANSOWANEGO Z EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO KONKURENCYJNA I INNOWACYJNA GOSPODARKA REGIONALNEGO PROGRAMU OPERACYJNEGO
SPRAWOZDANIE Z REALIZACJI PROJEKTU W RAMACH OSI PRIORYTETOWEJ 1 WSPÓŁFINANSOWANEGO Z EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO KONKURENCYJNA I INNOWACYJNA GOSPODARKA REGIONALNEGO PROGRAMU OPERACYJNEGO
POLITECHNIKA RZESZOWSKA PLAN STUDIÓW
 POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia I stopnia stacjonarne Rzeszów, 12.11.2014 Plan studiów z
POLITECHNIKA RZESZOWSKA im. Ignacego Łukasiewicza Wydział Budowy Maszyn i Lotnictwa PLAN STUDIÓW dla kierunku: Mechanika i budowa maszyn studia I stopnia stacjonarne Rzeszów, 12.11.2014 Plan studiów z
Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji
 _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
_ KOMPETENCJA W OBRÓBCE SKRAWANIEM Narzędzia Walter do wytaczania zgrubnego i dokładnego: systematyczne podążanie w kierunku najwyższej precyzji Rozwiązania narzędziowe Wytaczanie zgrubne i dokładne Walter
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Łożyska i Obudowy HFB.
 Łożyska i Obudowy HFB. Technologia w ruchu. 2 Używając wysokiej jakości sprawdzonych surowców stosujemy najnowocześniejsze urządzenia do obróbki żeliwa szarego, żeliwa sferoidalnego, staliwa, stali nierdzewnej,
Łożyska i Obudowy HFB. Technologia w ruchu. 2 Używając wysokiej jakości sprawdzonych surowców stosujemy najnowocześniejsze urządzenia do obróbki żeliwa szarego, żeliwa sferoidalnego, staliwa, stali nierdzewnej,
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Naucz się kochać przecinanie i toczenie rowków
 Naucz się kochać przecinanie i toczenie rowków i korzystaj z optymalnych warunków produkcji dzięki inteligentnym i oszczędnym rozwiązaniom Będąc specjalną kategorią procesów toczenia, wymagającą wykonania
Naucz się kochać przecinanie i toczenie rowków i korzystaj z optymalnych warunków produkcji dzięki inteligentnym i oszczędnym rozwiązaniom Będąc specjalną kategorią procesów toczenia, wymagającą wykonania
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
WYKAZ PRZEDMIOTÓW- STUDIA NIESTACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn
 WYKAZ PRZEDMIOTÓW- STUDIA NIESTACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
WYKAZ PRZEDMIOTÓW- STUDIA NIESTACJONARNE II stopnia semestralny wymiar godzin kierunek: Mechanika i Budowa Maszyn w-wykład; ć-ćwiczenia; l-laboratorium; p-projektowanie; s-seminarium; e-egzamin Specjalność:
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Toczenie. Frezowanie zgrubne. Wykańczanie powierzchni. Wszystkie operacje w jednym zamocowaniu. Kompaktowa konstrukcja Całkowicie zamknięta
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Toczenie. Frezowanie zgrubne. Wykańczanie powierzchni. Wszystkie operacje w jednym zamocowaniu. Kompaktowa konstrukcja Całkowicie zamknięta
Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo semestr I Lp Przedmiot w ć l p s e ECTS Godziny 1 Analytical mechanics
 Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo semestr I 1 Analytical mechanics 9 9 3 18 Mechanika ośrodków ciągłych i mechanika ciała stałego 18 9 3 7 3 Metoda elementów skończonych
Specjalność: IMMiS - Inżynieria Materiałów Metalowych i Spawalnictwo semestr I 1 Analytical mechanics 9 9 3 18 Mechanika ośrodków ciągłych i mechanika ciała stałego 18 9 3 7 3 Metoda elementów skończonych
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Wykorzystanie analiz MES w badaniach prototypów obrabiarek
 Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
Wykorzystanie analiz MES w badaniach prototypów obrabiarek 44-100 Gliwice, Konarskiego 18A, tel: +48322371680, PLAN PREZENTACJI WPROWADZENIE CHARAKTERYSTYKA OBRABIAREK CIĘŻKICH BADANIA MODELOWE OBRABIAREK
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa. Systemy komputerowo zintegrowanego wytwarzania CIM
 Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa Systemy komputerowo zintegrowanego wytwarzania CIM Geneza i pojęcie CIM CIM (Computer Integrated Manufacturing) zintegrowane przetwarzanie informacji
Przemysł 4.0 Industry 4.0 Internet of Things Fabryka cyfrowa Systemy komputerowo zintegrowanego wytwarzania CIM Geneza i pojęcie CIM CIM (Computer Integrated Manufacturing) zintegrowane przetwarzanie informacji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Airon Investment S.A. kompleksowe usługi związane z obróbką metali.
 Airon Investment S.A. kompleksowe usługi związane z obróbką metali. Airon Engineering posiada wieloletnie doświadczenie w branży obróbki metalu. Nasze przedsiębiorstwo poprzez nieustanną modernizację parku
Airon Investment S.A. kompleksowe usługi związane z obróbką metali. Airon Engineering posiada wieloletnie doświadczenie w branży obróbki metalu. Nasze przedsiębiorstwo poprzez nieustanną modernizację parku
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
PLAN STUDÓW STACJONARNYCH II-GO STOPNIA dla kierunku Mechanika i Budowa Maszyn Etap podstawowy. Uniwersytet Zielonogórski Wydział Mechaniczny
 ydział Mechaniczny PLAN STUDÓ STACJONARNYCH II-GO STOPNIA Etap podstawowy Zatwierdzono Uchwałą Rady Instytutu BiEM z dnia 2.05.204 Zatwierdzono Uchwałą Rady ydziału Mechanicznego z dnia z dnia 2.05.204
ydział Mechaniczny PLAN STUDÓ STACJONARNYCH II-GO STOPNIA Etap podstawowy Zatwierdzono Uchwałą Rady Instytutu BiEM z dnia 2.05.204 Zatwierdzono Uchwałą Rady ydziału Mechanicznego z dnia z dnia 2.05.204
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
Teoria sprężystości i plastyczności 1W E (6 ECTS) Modelowanie i symulacja ruchu maszyn i mechanizmów 1L (3 ECTS)
 Modelowanie i symulacja ruchu maszyn i mechanizmów 1L (3 ECTS)") Kierunek : MECHANIKA I BUDOWA MASZYN. Studia niestacjonarne II-go stopnia, specjalność KOMPUTEROWE PROJEKTOWANIE MASZYN I URZĄDZEŃ godzin Analiza wytrzymałościowa elementów konstrukcji W E, C ( ECTS) Symulacje
Kierunek : MECHANIKA I BUDOWA MASZYN. Studia niestacjonarne II-go stopnia, specjalność KOMPUTEROWE PROJEKTOWANIE MASZYN I URZĄDZEŃ godzin Analiza wytrzymałościowa elementów konstrukcji W E, C ( ECTS) Symulacje