Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
|
|
|
- Joanna Wójtowicz
- 9 lat temu
- Przeglądów:
Transkrypt
1 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn

2
3 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem

4 Elementy składowe pistoletu podzespoły obrabiane plastycznie i skrawaniem

5 Przewaga obróbki plastycznej lata 40 XXw. ( Pepesza i STEN)

6 PPSza PPS Materiałochłonność [kg] 13,9 6,2 Pracochłonność [maszynogodziny] 7,3 2,7
![[kg] 13,9 6,2](/docs-images/40/9178412/images/page_6.jpg "Pracochłonność")
7 Wyrafinowany wyrób seryjny z przewagą obróbki plastycznej MP 40 z 1942r.

8 Współczesny wyrób wielkoseryjny obróbka plastyczna i podzespoły z tworzywa

9 Amerykańska wersja pistoletu BERETTA / M9 (USA) przykład niezawodności, precyzji i jakości

10 Główne etapy produkcji pistoletu M9 Odkuwka matrycowa z aluminium 7075-T6 ( u góry) i po wstępnym skrawaniu (góra, dół, przód i boki)

11 Kolejna fazy złożonej obróbki skrawaniem korpusu z aluminium

12 Obróbka lufy (plastyczna i skrawaniem prefabrykatu )

13 Dalsza obróbka skrawaniem lufy

14 Obróbka zamka (plastyczna i skrawaniem prefabrykatu )

15 Skomplikowane skrawanie zamka
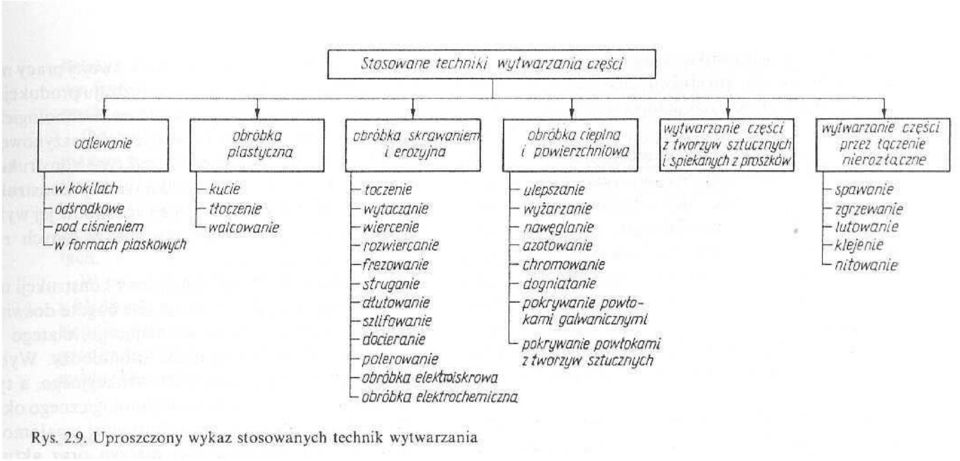
16 2. GŁÓWNE ODMIANY OBRÓBKI Odlewanie Obróbka plastyczna Obróbka skrawaniem Obróbka cieplna i powierzchniowa Wytwarzanie z tworzyw sztucznych i spieków Wytwarzanie przez łączenie nierozłączne części

17 2.1. ODLEWANIE Proces przygotowania formy do odlewania

18

19 Złącza do instalacji wodociągowej odlewy obrabiane skrawaniem

20 Odlewany korpus obrabiany następnie skrawaniem

21 Odlewany aluminiowy kolektor ssący, obrobiony skrawaniem
22 Odlewane części składowe pompy przed obróbką skrawaniem
23 Kluza i kotwice odlewanie w okrętownictwie
24 Przekładnia zębata z odlewanym korpusem obrabianym skrawaniem
25 Przemysłowe, seryjne odlewanie podzespołów silników spalinowych
26
27 Skomplikowany odlew po obróbce skrawaniem w trakcie kontroli jakości
28 2.2. OBRÓBKA PLASTYCZNA Prasa
29 Kucie
30
31 Fazy obróbki plastycznej korbowodu
32 Forma do kucia matrycowego (klucza płaskiego)
33 Kute matrycowo prefabrykaty do produkcji złączy ciśnieniowych
34 Forma do kucia matrycowego wału korbowego
35 Odkuwanie wału korbowego
36
37 2.3. Ręczne formowanie blachy
38
39 Skomplikowana broń z licznymi elementami obrabianymi plastycznymi
40 2.4. Seryjne wytłaczanie z blachy
41 Program wspomagający projektowanie elementów giętych z blachy
42 Wielkoseryjne wytłaczanie blach nadwozia samochodu
43 Hydroforming - obróbka plastyczna poprzez ciecz pod ciśnieniem
44 2.5. OBRÓBKA PLASTYCZNA PROFILI
45 Walcowanie szyny kolejowej
46
47
48 2.6. OBRÓBKA skrawaniem - toczenie Tokarka uniwersalna i CNC (sterowana numerycznie)
49 Proces toczenia - skrawania
50 Geometria klasycznego noża tokarskiego
51 Nowoczesny nóż tokarski z wymienną wkładką (ostrzem)
52 Toczenie powierzchni walcowej
53 Wytaczanie otworu wewnętrznego
54 Toczenie tulei z ze stopu metalu kolorowego
55 Toczenie dużych podzespołów
56 Wytaczania otworów wewnętrznych (wytaczarka)
57 Wytaczanie otworu wewnętrznego łożyska ślizgowego
58 2.7. OBRÓBKA skrawaniem - frezowanie
59 Noże frezerskie
60 Frezowanie z podzielnicą
61
62 Frezowanie rowka w trzonie sterowym
63
64 Frezowanie obwiedniowe ślimacznicy przy pomocy frezu ślimakowego
65 2.7. OBRÓBKA skrawaniem - wiercenie
66 Wiertła
67
68
69 Wiercenie w tokarce
70 2.8. OBRÓBKA skrawaniem - cięcie
71 Cięcie pręta piłą taśmową
72 Przecinarka tarczowa
73 2.9. OBRÓBKA skrawaniem - szlifowanie Szlifowanie powierzchni płaskiej
74 Szlifowanie tarcz
75 Szlifowanie wału korbowego
76 Zalety obróbki skrawaniem możliwość wytwarzania szerokiego spektrum kształtów przy stosunkowo niewielkich zmianach narzędzi, i oprzyrządowania wyższa dokładność obróbki niż możliwa do uzyskania dzięki odlewaniu lub kuciu, możliwość uzyskania zadanej charakterystyki warstwy wierzchniej lub określonej kierunkowości śladów obróbki na wybranych lub wszystkich powierzchniach przedmiotu obrobionego przedmiot obrabiany może mieć wewnętrzne i zewnętrzne kształty nieosiągalne przy pomocy innych techniki wytwarzania umożliwia obróbkę wykańczającą części po obróbce termicznej często obróbka skrawaniem jest najbardziej ekonomicznym sposobem wytwarzania Wady obróbki skrawaniem nieuchronne marnowanie (przerabianie na wióry) części materiału zwykle więcej czasu zajmuje kształtowanie przedmiotu przy pomocy obróbki skrawaniem niż przez odlewanie czy kucie przy niewłaściwie dobranych warunkach skrawania, może powodować niekorzystne zmiany właściwości warstwy wierzchniej skrawanie jest zasadniczo energo- i kapitało- oraz pracochłonne
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH
 Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
MASZYNY MASZYNY. - prasa hydrauliczna 20 t. -prasa hydrauliczna 40 t - giętarka do rur
 MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
Wyrób W1. Montaż C1 i C38, wiercenie, rozwiercanie i kołkowanie, znakowanie wspólnym numerem
 C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU
 MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
Spis treści tomu I. Część pierwsza. Proces skrawania. Rozdział I Wiadomości ogólne prof. dr hab. inż. Eugeniusz. Rozdział II Materiały narzędziowe
 Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
PRZEWODNIK PO PRZEDMIOCIE
 PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
Części wykonywane wg rysunków i asortymenty techniczne
 Części wykonywane wg rysunków i asortymenty techniczne NASZE USŁUGI Doświadczony partner po Państwa stronie Ponad 140 lat doświadczenia w dziedzinach elementów złącznych i techniki zamocowań to solidna
Części wykonywane wg rysunków i asortymenty techniczne NASZE USŁUGI Doświadczony partner po Państwa stronie Ponad 140 lat doświadczenia w dziedzinach elementów złącznych i techniki zamocowań to solidna
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Dane kontaktowe: Włodzimierz Janowski Rafał Borkowski Agnieszka Borkowska
 Dane kontaktowe: Włodzimierz Janowski Tel. 605 357 843 biuro@jan tech.pl Rafał Borkowski Tel. 697 499 799 r.borkowski@jan tech.pl Agnieszka Borkowska 1 Tel. 661 244 900 a.borkowska@jan tech.pl Szanowni
Dane kontaktowe: Włodzimierz Janowski Tel. 605 357 843 biuro@jan tech.pl Rafał Borkowski Tel. 697 499 799 r.borkowski@jan tech.pl Agnieszka Borkowska 1 Tel. 661 244 900 a.borkowska@jan tech.pl Szanowni
Wyrób W2. Montaż C47 i C87, wiercenie, rozwiercanie i kołkowanie, znakowanie wspólnym numerem
 C47 ZL200 P47: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C47; C87 Stanowisko traserskie S39 CP02 CP04 Wiertarka ze stołem WS17 CP06 CP02 WR06 WMP20 rasowanie do
C47 ZL200 P47: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C47; C87 Stanowisko traserskie S39 CP02 CP04 Wiertarka ze stołem WS17 CP06 CP02 WR06 WMP20 rasowanie do
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Techniki Wytwarzania I. Mechanika i Budowa Maszyn I stopnień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Techniki Wytwarzania I Nazwa modułu w języku angielskim Technique of production
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Techniki Wytwarzania I Nazwa modułu w języku angielskim Technique of production
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA. PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki
 PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PL B1. Sposób przepychania obrotowego z regulowanym rozstawem osi stopniowanych odkuwek osiowosymetrycznych. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
Centrum Kształcenia Ustawicznego. im. Stanisława Staszica w Koszalinie PRACA KONTROLNA. PRZEDMIOT: Eksploatacja maszyn i urządzeń
 Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
Poradnik GARANT OBRÓBKA SKRAWANIEM wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie
 Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
FABRYKA MASZYN BUDOWLANYCH "BUMAR" Sp. z o.o. Fabryka Maszyn Budowlanych ODLEWY ALUMINIOWE
 Fabryka Maszyn Budowlanych BUMAR Sp. z o.o. ul. Fabryczna 6 73-200 CHOSZCZNO ODLEWY ALUMINIOWE 1.PIASKOWE DO 100 KG 2.KOKILOWE DO 30 KG 3.CISNIENIOWE DO 3 KG 1. Zapewniamy atesty i sprawdzenie odlewów
Fabryka Maszyn Budowlanych BUMAR Sp. z o.o. ul. Fabryczna 6 73-200 CHOSZCZNO ODLEWY ALUMINIOWE 1.PIASKOWE DO 100 KG 2.KOKILOWE DO 30 KG 3.CISNIENIOWE DO 3 KG 1. Zapewniamy atesty i sprawdzenie odlewów
Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów r.
 Rzeszów, 19.12.2012 r. Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów 11.04.2012 r. MC Przedmiot humanistyczny historia techniki Wprowadzenie do procesów produkcyjnych Semestr
Rzeszów, 19.12.2012 r. Mechanika i budowa maszyn Studia niestacjonarne I-go stopnia RW. Rzeszów 11.04.2012 r. MC Przedmiot humanistyczny historia techniki Wprowadzenie do procesów produkcyjnych Semestr
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA NARZĘDZIA FORMUJĄCE
 FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA NARZĘDZIA FORMUJĄCE Zastosowanie: Wyoblanie metali Materiał: Tlenek cyrkonu FRIALIT FZM i azotek krzemu FRIALIT GP 79 Formowanie metali może być wykonywane wieloma
FRIALIT -DEGUSSIT ZAAWANSOWANA CERAMIKA NARZĘDZIA FORMUJĄCE Zastosowanie: Wyoblanie metali Materiał: Tlenek cyrkonu FRIALIT FZM i azotek krzemu FRIALIT GP 79 Formowanie metali może być wykonywane wieloma
ISO 14001:2015 ISO 9001:2015 IATF 16949
 Producent elementów złącznych z mosiądzu oraz filtrów Producent kontraktowy w ramach usługowej produkcji zleconej ISO 14001:2015 ISO 9001:2015 IATF 16949 Zakres działalności Produkcja wyrobów własnych
Producent elementów złącznych z mosiądzu oraz filtrów Producent kontraktowy w ramach usługowej produkcji zleconej ISO 14001:2015 ISO 9001:2015 IATF 16949 Zakres działalności Produkcja wyrobów własnych
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
Wiertła do metalu Wiertła SPiralNe HSS-tiN do ekstremalnych obciążeń w przemyśle i rzemiośle met iertła al u Polecane do obróbki: Kasety z wiertłami
 SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
SPIRALNE HSS-TiN DIN 338 wiertło z uchwytem cylindrycznym, krótkie, prawotnące, typu N 30 l Do ekstremalnych obciążeń w przemyśle i rzemiośle l Szlif dwuścinowy wg. DIN 1412 C, kąt wierzchołkowy 135 l
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Przedmiotowy System Oceniania
 rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
Spis treści płyt DVD. Systemu ZERO-OSN do wersji 1.82. Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia
 Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
PRACA DYPLOMOWA W BUDOWIE WKŁADEK FORMUJĄCYCH. Tomasz Kamiński. Temat: ŻYWICE EPOKSYDOWE. dr inż. Leszek Nakonieczny
 Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Politechnika Wrocławska - Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji PRACA DYPLOMOWA Tomasz Kamiński Temat: ŻYWICE EPOKSYDOWE W BUDOWIE WKŁADEK FORMUJĄCYCH Promotor: dr inż. Leszek
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
Opis przedmiotu. Karta przedmiotu - Podstawy budowy maszyn I Katalog ECTS Politechniki Warszawskiej
 Kod przedmiotu TR.NIK302 Nazwa przedmiotu Podstawy budowy maszyn I Wersja przedmiotu 2015/16 A. Usytuowanie przedmiotu w systemie studiów Poziom kształcenia Studia I stopnia Forma i tryb prowadzenia studiów
Kod przedmiotu TR.NIK302 Nazwa przedmiotu Podstawy budowy maszyn I Wersja przedmiotu 2015/16 A. Usytuowanie przedmiotu w systemie studiów Poziom kształcenia Studia I stopnia Forma i tryb prowadzenia studiów
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, Spis treści
 Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Nazwa przedmiotu: OBRÓBKA UBYTKOWA, NARZĘDZIA I OPRZYRZĄDOWANIE TECHNOLOGICZNE I I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie studentów ze zjawiskami fizycznymi towarzyszącymi
Gałęzie przemysłu, w których jesteśmy partnerem
 Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Techniki Wytwarzania II Manufacturing Techniques II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Pytana na egzamin dyplomowy. na kierunku wzornictwo przemysłowe. studia stacjonarne I stopnia
 Pytana na egzamin dyplomowy na kierunku wzornictwo przemysłowe studia stacjonarne I stopnia Pytania wspólne dla całego kierunku MECHANIKA OGÓLNA 1. Podać warunki równowagi płaskiego dowolnego układu sił
Pytana na egzamin dyplomowy na kierunku wzornictwo przemysłowe studia stacjonarne I stopnia Pytania wspólne dla całego kierunku MECHANIKA OGÓLNA 1. Podać warunki równowagi płaskiego dowolnego układu sił
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
Cyfrowa obróbka szkła CNC
 [1] Dubiel Vitrum oferuje uslugi kompleksowej obróbki szkła płaskiego na urządzeniach sterowanych cyfrowo. Zalety tak obrabianego szkła: wysoka jakość precyzja i powtarzalność kształtu estetyka satysfakcjonująca
[1] Dubiel Vitrum oferuje uslugi kompleksowej obróbki szkła płaskiego na urządzeniach sterowanych cyfrowo. Zalety tak obrabianego szkła: wysoka jakość precyzja i powtarzalność kształtu estetyka satysfakcjonująca
PROPOZYCJE TEMATÓW PRAC DYPLOMOWYCH
 PROPOZYCJE TEMATÓW PRAC DYPLOMOWYCH dla kierunku MiBM - studia I stopnia (inżynierskie) Numer Proponowany temat pracy dyplomowej Kierujący pracą I-8/ZO/2018L/MiBM-inż/01 Projekt suwnicy jednodźwigarowej
PROPOZYCJE TEMATÓW PRAC DYPLOMOWYCH dla kierunku MiBM - studia I stopnia (inżynierskie) Numer Proponowany temat pracy dyplomowej Kierujący pracą I-8/ZO/2018L/MiBM-inż/01 Projekt suwnicy jednodźwigarowej
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2013 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
Cyfrowa obróbka szkła
 [1] Dubiel Vitrum oferuje uslugi kompleksowej obróbki szkła płaskiego na urządzeniach sterowanych cyfrowo. Zalety tak obrabianego szkła: wysoka jakość precyzja i powtarzalność kształtu estetyka satysfakcjonująca
[1] Dubiel Vitrum oferuje uslugi kompleksowej obróbki szkła płaskiego na urządzeniach sterowanych cyfrowo. Zalety tak obrabianego szkła: wysoka jakość precyzja i powtarzalność kształtu estetyka satysfakcjonująca
PROJEKT - ODLEWNICTWO
 W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Obróbka Ubytkowa Metal removal process. MiBM I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
Technologia elementów optycznych
 Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
ZAKŁAD NARZĘDZIOWY WYTWÓRNI FILTRÓW Sp. z o.o. OFERTA WSPÓŁPRACY
 OFERTA WSPÓŁPRACY Sędziszów Młp., Szanowni Państwo Przesyłamy do Państwa ofertę prezentująca nasze możliwości mając na uwadze podjęcie stałej współpracy między naszymi firmami, jak również jesteśmy gotowi
OFERTA WSPÓŁPRACY Sędziszów Młp., Szanowni Państwo Przesyłamy do Państwa ofertę prezentująca nasze możliwości mając na uwadze podjęcie stałej współpracy między naszymi firmami, jak również jesteśmy gotowi
Wiercenie. Gwintowanie. Toczenie. Frezowanie. Mocowanie. Przykłady materiałów i wykaz numerów artykułów. Wiertła HSS. Wiertła VHM.
 Wiercenie Wiertła HSS Wiertła VHM 1 Rozwiertaki Gwintowanie Gwintowniki Frezy cyrkulacyjne do gwintów 2 Płytki do toczenia gwintów Toczenie Narzędzia tokarskie EcoCut 3 Narzędzia do toczenia poprzecznego
Wiercenie Wiertła HSS Wiertła VHM 1 Rozwiertaki Gwintowanie Gwintowniki Frezy cyrkulacyjne do gwintów 2 Płytki do toczenia gwintów Toczenie Narzędzia tokarskie EcoCut 3 Narzędzia do toczenia poprzecznego
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji
 FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
Modułowy system narzędziowy Coromant EH
 Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
Modułowy system narzędziowy Coromant EH Bogaty wybór narzędzi do obróbki małych średnic Dotarcie do trudno dostępnych powierzchni przedmiotów i tworzenie możliwie krótkich i kompaktowych zespołów narzędzi
TECHNOLOGIA BUDOWY MASZYN
 TECHNOLOGIA BUDOWY Literatura: MASZYN Dr inż. Piotr Skawiński 1. Podstawy projektowania procesów technologicznych typowych części maszyn. Mieczysław Feld, WNT 2003 2. Projektowanie technologii maszyn S.
TECHNOLOGIA BUDOWY Literatura: MASZYN Dr inż. Piotr Skawiński 1. Podstawy projektowania procesów technologicznych typowych części maszyn. Mieczysław Feld, WNT 2003 2. Projektowanie technologii maszyn S.
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Inżynieria Biomedyczna Rodzaj przedmiotu: obowiązkowy moduł specjalności inżynieria rehabilitacyjna Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Nazwa przedmiotu: Kierunek: Inżynieria Biomedyczna Rodzaj przedmiotu: obowiązkowy moduł specjalności inżynieria rehabilitacyjna Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Centra. tokarskie DUGARD 100. ze skośnym łożem. www.jafo.com.pl DUGARD
 Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 02/15. GRZEGORZ WINIARSKI, Rzeczyca Kolonia, PL ANDRZEJ GONTARZ, Krasnystaw, PL
 PL 224497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224497 (13) B1 (21) Numer zgłoszenia: 404611 (51) Int.Cl. B21J 5/02 (2006.01) B21K 21/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 224497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224497 (13) B1 (21) Numer zgłoszenia: 404611 (51) Int.Cl. B21J 5/02 (2006.01) B21K 21/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Katalog zbędnych środków produkcji 2011
 Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH
 Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI SKRAWANIEM Nowoczesne wyposażenie Laboratorium konwencjonalnych obrabiarek skrawających, Laboratorium nowoczesnych technik wytwarzania na obrabiarkach numerycznych oraz
Centra DUGARD 300P / 300MC. tokarskie. ze skośnym łożem DUGARD. www.jafo.com.pl JAROCIŃSKA FABRYKA OBRABIAREK S.A.
 Centra tokarskie JAROCIŃSKA FABRYKA OBRABIAREK S.A. DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Tokarki CNC serii DUGARD 300 ze skośnym łożem Dokładne toczenie i niższe koszty produkcyjne!
Centra tokarskie JAROCIŃSKA FABRYKA OBRABIAREK S.A. DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Tokarki CNC serii DUGARD 300 ze skośnym łożem Dokładne toczenie i niższe koszty produkcyjne!
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
Frezowanie CNC Szlifowanie CNC Hartowanie laserowe i pozostałe obróbki
 Frezowanie CNC Szlifowanie CNC Hartowanie laserowe i pozostałe obróbki Frezowanie CNC............................................ 262 263 Szlifowanie profilowe CNC......................................
Frezowanie CNC Szlifowanie CNC Hartowanie laserowe i pozostałe obróbki Frezowanie CNC............................................ 262 263 Szlifowanie profilowe CNC......................................
ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH
 ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH Zbigniew Bonderek, Stefan Chromik Kraków 2006 r. WYDAWNICTWO NAUKOWE AKAPIT Recenzenci: Prof. Dr hab. Inż. Józef Dańko Prof. Dr
ODLEWNICTWO CIŚNIENIOWE METALI I FORMOWANIE WTRYSKOWE TWORZYW SZTUCZNYCH Zbigniew Bonderek, Stefan Chromik Kraków 2006 r. WYDAWNICTWO NAUKOWE AKAPIT Recenzenci: Prof. Dr hab. Inż. Józef Dańko Prof. Dr
Obróbka Ubytkowa Metal removal process. MiBM I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
Narzędzia dla stolarki aluminiowej i pcv 01
 Narzędzia do produkcji Stolarki Otworowej 2015 Stolarka otworowa Przed producentami stolarki otworowej, których dynamiczny rozwój obserwujemy na przestrzeni ostatnich lat stoi wiele nowych wyzwań. Muszą
Narzędzia do produkcji Stolarki Otworowej 2015 Stolarka otworowa Przed producentami stolarki otworowej, których dynamiczny rozwój obserwujemy na przestrzeni ostatnich lat stoi wiele nowych wyzwań. Muszą
Technologia sprzętu optoelektronicznego. dr inż. Michał Józwik pokój 507a
 Technologia sprzętu optoelektronicznego dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Technologia sprzętu optoelektronicznego dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Centra. tokarskie DUGARD 300P / 300MC. ze skośnym łożem DUGARD. www.jafo.com.pl
 Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC
 HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
HARMONOGRAM SZKOLENIA Kurs programowania w systemie CNC L.P DATA REALIZACJI CZAS REALIZACJI 1 13.05.2019 14.30-15.15 2 14.05.2019 14.30-15.15 3 18.05.2019 11.15-12.00 12.00-12.45 12.50-13.35 13.40-15.25
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA KRĘTE Wiertło kręte DIN 338 TL 3000 Uniwersalne wiertło do większych głębokości nadaje się szczególnie dobrze. Zastępuje w wielu zakresach typy N, H i W. Szlif ostrza:
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 03/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
Poziom Nazwa przedmiotu Wymiar ECTS
 Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
Plan zajęć dla kierunku Mechanika i Budowa Maszyn studia niestacjonarne, obowiązuje od 1 października 2019r. Objaśnienia skrótów na końcu tekstu 1 1 przedmioty wspólne dla wszystkich specjalności Mechanika
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2013 CZĘŚĆ TEORETYCZNA
 KOD UCZESTNIKA ( NR STANOWISKA)...... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 213 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Stop żelaza
KOD UCZESTNIKA ( NR STANOWISKA)...... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 213 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Stop żelaza