ALGORYTM EKSKLUZJI W INTERPRETACJI WSKAZAŃ ULTRADŹWIĘKOWYCH W ODLEWACH STALIWNYCH O RÓWNOLEGŁYCH ŚCIANACH
|
|
|
- Aleksander Mucha
- 6 lat temu
- Przeglądów:
Transkrypt
1 XXIV Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, marca 2018 ALGORYTM EKSKLUZJI W INTERPRETACJI WSKAZAŃ ULTRADŹWIĘKOWYCH W ODLEWACH STALIWNYCH O RÓWNOLEGŁYCH ŚCIANACH Bronisław CIEŚLA, RBM-NDT Sp. z o.o.; bronislaw.ciesla@rbm-ndt.pl Ryszard JAWOR, RBM-NDT Sp. z o.o.; jawor1938@wp.pl 1. WSTĘP Badania ultradźwiękowe odlewów rozpoczęte przez Siergieja Sokołowa w 1929 roku do dnia dzisiejszego stanowią ważny element szeroko pojętej Diagnostyki Technicznej. W przypadku przemysłowych badań nieniszczących dużych odlewów staliwnych są najczęściej wykorzystywaną metodą wolumetryczną. Metodyka wykonywania badań ultradźwiękowych odlewów staliwnych podana jest zarówno w normach europejskich [1, 2] jak i amerykańskich [3]. Najtrudniejszą kwestią w badaniach ultradźwiękowych odlewów pozostaje jednak nadal interpretacja wskazań. Zamawiający badania chce uzyskać jak najwięcej informacji na temat nieciągłości wewnętrznych, niezależnie od tego czy jest on wytwórcą czy użytkownikiem odlewu. Wytwórca może poprzez zmianę technologii zredukować ilość wadliwych wyrobów, a użytkownik wprowadzić badania okresowe części odlewu, gdzie nieciągłości materiałowe mogą w przyszłości spowodować awarie. Osobną kwestią pozostają kryteria akceptacji dla nieciągłości przestrzennych podane zarówno w 1 jak i w 2 arkuszu norm europejskich dotyczących badania ultradźwiękowego odlewów staliwnych. Ewidentne sprzeczności w porównaniu reflektorów bez mierzalnego wymiaru i reflektorów z mierzalnym wymiarem, mają swoją genezę w DIN :1985 [4]. Przykładowo, z jednej strony niedopuszczalne jest wskazanie o średnicy ekwiwalentnej 8 mm (otwór płaskodenny) a dopuszczalne jest wskazanie o powierzchni całkowitej 2000 mm 2 (średnica ekwiwalentna otworu płaskodennego 50 mm). Pomijając oczywisty oksymoron (reflektor bez mierzalnego wymiaru 8 mm), pojedyncze wskazania o średnicy ekwiwalentnej 8 mm w praktyce przemysłowej zdarzają się rzadko, więc nie stanowią rzeczywistego problemu w interpretacji. Pozostaje jednak kwestia konieczności uporządkowania podstawowych pojęć i doprecyzowania kryteriów akceptacji, by nie nastręczały trudności w ocenie. 2. KLASYFIKACJA NIECIĄGLOŚCI ODLEWNICZYCH Aby przejść do omówienia interpretacji wskazań należy na wstępie określić płaszczyznę pojęciową, po której będziemy się poruszać. Potrzebujemy kodyfikacji lub systematyzacji w określeniu wewnętrznych nieciągłości odlewniczych. Bez nich brak jest punktów odniesienia i sama interpretacja staje się bezcelowa. W obowiązujących obecnie normach EN i ISO brak jest klasyfikacji nieciągłości wewnętrznych w odlewach. Wycofana norma PN-85/H była edycją nieudaną w stosunku do normy z Wprowadzono oznaczenia literowo-liczbowe znacznie rozszerzając ilość klasyfikowanych nieciągłości, lecz usuwając jednocześnie z niezrozumiałych względów takie nieciągłości jak niespaw. 5
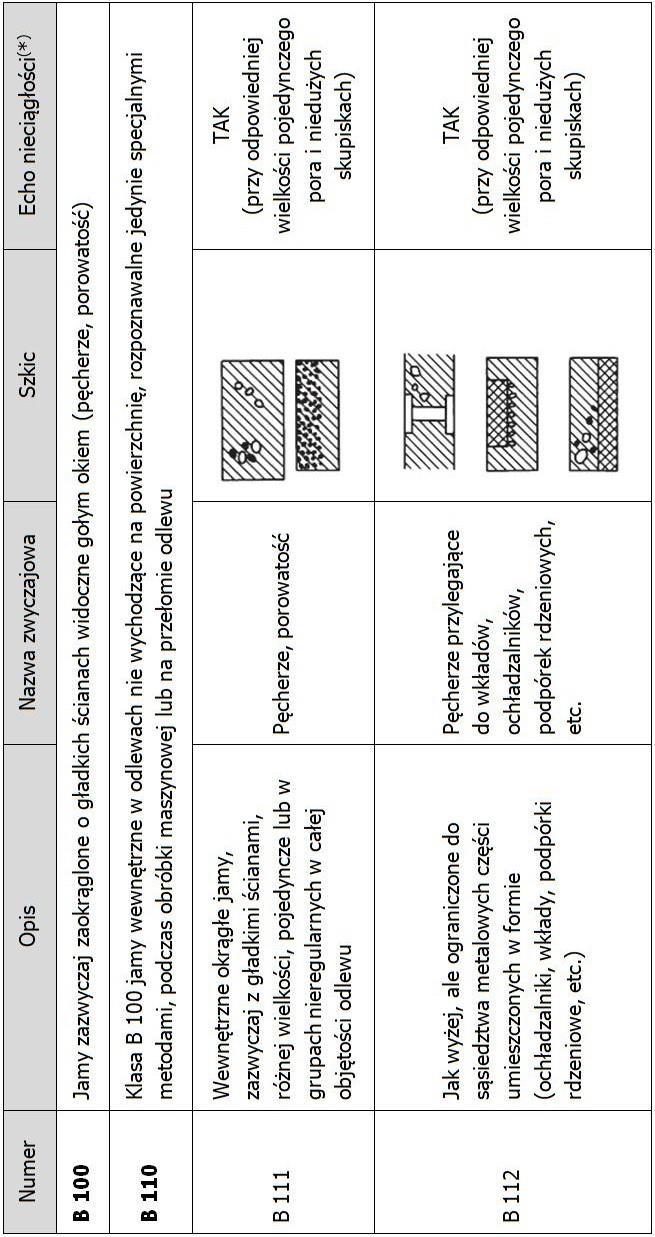
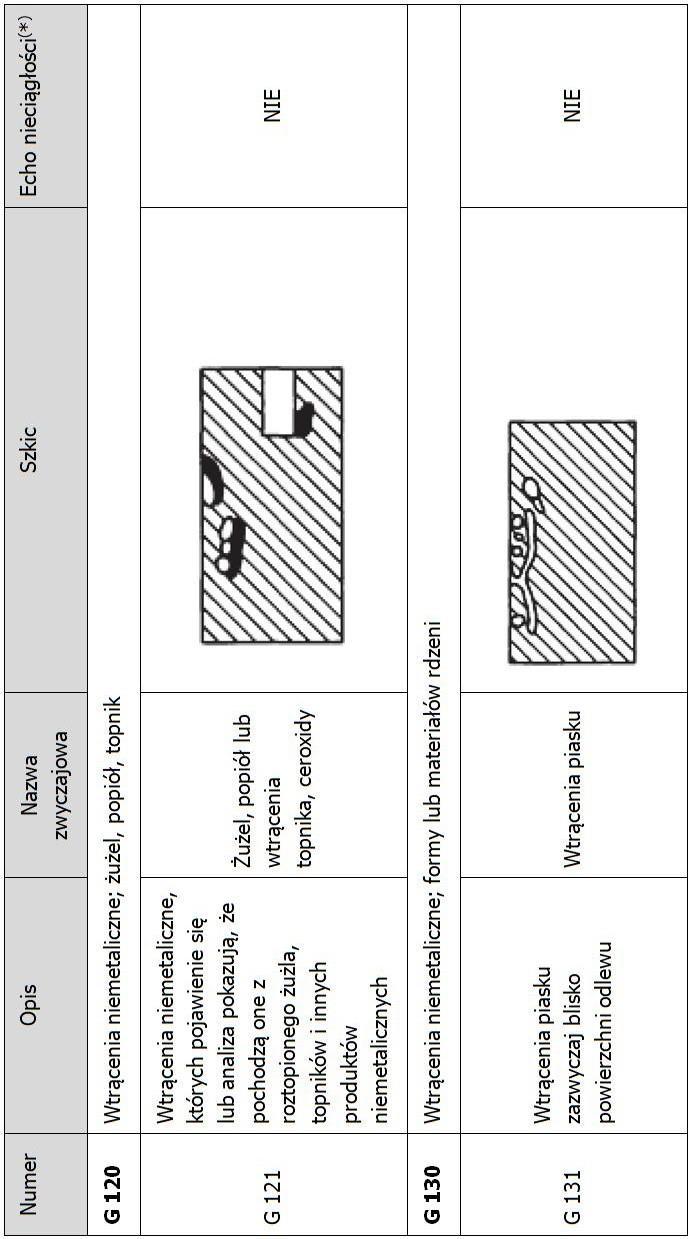
2 W tej sytuacji pozostają nam do dyspozycji normy ASTM [5, 6, 7] i Atlas wad odlewów AFS (Amerykańskie Stowarzyszenie Odlewników), Des Plaines IL [8]. Normy ASTM w swoich podziałach nieciągłości w zależności od grubości są niekompatybilne. Ten sam typ nieciągłości, w zależności od grubości prześwietlanego odlewu, zmienia swój symbol. Z tych powodów wydaje się, iż Atlas wad odlewów AFS [8] jest dokumentem bardziej dopracowanym, choć również pojawiają się w nim drobne nieścisłości. Między innymi, zakłada się, iż pęknięcia na gorąco i pęknięcia na zimno zawsze wychodzą na powierzchnie odlewu. Codzienna praktyka w badaniach odlewów pokazuje jednak, że wykrywamy pęknięcia, które nie wychodzą na powierzchnię, i to zarówno pęknięcia na gorąco jak i pęknięcia na zimno. Kolejnym problemem związanym z terminologią nieciągłości odlewniczych są unikatowe nazwy stosowane tradycyjnie przez odlewników amerykańskich, takie jak, szczurzy ogon (rattail), świerzb (scab), sprzączka (buckle) i wiele innych. Z pomocą przychodzi tu Słownik terminów w pozycji literaturowej [9]. Powyższe przykłady ilustrują fakt, iż z nazewnictwem i systematyką nieciągłości odlewniczych borykają się wszystkie kraje na świecie. I tak naprawdę, trudno jest oceniać, które określenie: niespaw lub zimny strzał jest bardziej trafne. W dalszych rozważaniach będziemy jednak wykorzystywać oryginalny podział nieciągłości podany w atlasie. Międzynarodowy Komitet Foundry Technical Associations dzieli nieciągłości odlewnicze na 7 kategorii: Klasa A Nierówności powierzchni (Metallic projections) Klasa B Jamy (Cavities) Klasa C Nieciągłości (Discontinuities) Klasa D Defekty (Defects) Klasa E Niepełny odlew (Incomplete casting) Klasa F Niewłaściwy wymiar (Incorrect dimension) Klasa G Wtracenia lub anomalie strukturalne (Inclusions or structural anomalies) Do celów interpretacyjnych będą nas interesować nieciągłości wewnętrzne, niewychodzące na powierzchnię. Te nieciągłości należą do klas B, C i G. Klasa D pomimo nazwy odnosi się do nieciągłości powierzchniowych (Defective Surface). Na potrzeby referatu z katalogu AFS wybrano jedynie nieciągłości wewnętrzne. W ostatniej kolumnie dodano rubrykę echo nieciągłości. Zawarte w tej rubryce informacje determinują pozycję nieciągłości lub grupę nieciągłości w algorytmie ekskluzji. Sama konstatacja, czy nieciągłość powoduje pojawienie się echa na ekranie defektoskopu czy nie, jest z natury rzeczy arbitralna. W tej ocenie brano pod uwagę wyniki doświadczalne z przemysłowych badań odlewów prowadzonych na przestrzeni ostatnich 30 lat przez autorów referatu. Wpływ na ocenę miał również krytyczny stosunek autorów do podanych w normach europejskich wskazań ultradźwiękowych patrz załącznik B [1] i załącznik C [2]. Oceny te i przedstawienia graficzne wskazań na ekranie defektoskopu mają zdaniem autorów charakter bardziej życzeniowy niż statystyczny. Na kolejnych stronach przestawiono tabele z klasyfikacją nieciągłości wewnętrznych w odlewach wg Atlasu wad odlewniczych AFS. 6
3 7
4 8
5 9
6 10
7 11
8 12
9 13
10 14
11 15
12 3. ALGORYTM EKSKLUZJI Algorytm ekskluzji polega na odrzucaniu kolejnych możliwości interpretacyjnych, aż do osiągnięcia pozycji zarezerwowanej dla konkretnej grupy wskazań lub rzadziej jednego wskazania. Z punktu widzenia statystyki najczęściej występującym wskazaniem jest zanik lub osłabienie echa dna. Zleceniodawca przyjmuje takie wyniki badań bez przekonania. Jeżeli jednak użyjemy naszego algorytmu to w wynikach badań możemy podać konkretne grupy wskazań odpowiedzialne za zanik lub osłabienie echa dna. Algorytm ekskluzji przedstawiono na schemacie poniżej: 16
, po standardowej obróbce cieplnej (normalizacja i odpuszczanie) są używane w jednej z polskich hut.")
13 4. PRZYKŁAD STOSOWANIA ALGORYTMU EKSKLUZJI Podczas badań UT dna kadzi żużlowej wykryto duże obszary z osłabieniem echa dna powyżej 12 db lub całkowitym zanikiem echa dna. Kadzie, odlane ze staliwa LII450 wg PN-H-83152:1985(P), po standardowej obróbce cieplnej (normalizacja i odpuszczanie) są używane w jednej z polskich hut. Zakres badań UT określony przez Zleceniodawcę obejmował dna kadzi powierzchnia elipsy o wymiarach osi 2042 x 1500 mm. Zgodnie z rysunkiem wykonawczym grubość ścianki kadzi w okolicach dna wynosiła około 90 mm Badania wykonano w oparciu o pisemną instrukcje badania [10] zatwierdzoną przez Zleceniodawcę. Lokalizacje wskazań pokazano na Zdjęciu nr 1, poniżej: Zdjęcie 1 Dno kadzi z lokalizacją wad. Numer kadzi był odlany z prawej strony kadzi. Wskazania pokazane na zdjęciu zwymiarowano i oceniono zgodnie z DIN :1985(G) jako wady. Na życzenie Zleceniodawcy dokonano analizę wskazań wykorzystując do tego algorytm ekskluzji, jak niżej: A) Wybór aparatury do badań Badania wykonano defektoskopem USM36. Wybór głowic został dokonany na podstawie DIN :1985(G) Tabela 3 Uwaga nr 2 i SEP 1922:1985(G) punkt Odlew był dostępny do badania tylko z jednej strony (od wewnątrz) więc użyta głowica SEB2-0 0 obejmowała cały zakres badania (wg katalogu głowic GE zakres roboczy głowicy wynosi od ( ) mm. Badania głowicą SEB2-0 0 prowadzono przy nastawie zakresu podstawy czasu (0 120) mm. Dodatkowo w przypadkach budzących wątpliwości stosowano głowicę B2S dla sprawdzenia wskazań występujących poza polem bliskim głowicy (45 mm). B) Wybór techniki badań Firma RBM-NDT dysponuje kompletem próbek odniesienia ze staliwa węglowego LII450 w zakresie grubości od 40 mm do 500 mm. Mając naturalne próbki odniesienia do badań wybrano technikę DAC. Do sporządzenia krzywych DAC wykorzystano próbki o kształcie walca i wysokości odpowiednio 40, 60 i 100 mm. W próbkach znajdowały się otworki płaskodenne o średnicach = 2, 4 6 i 8 mm. 17
14 C) Określenie strat przeniesienia Straty przeniesienia w badanym materiale oceniono na podstawie krzywej BWEDAC (DAC sporządzony na podstawie odbić od dna próbek) i wynosiły one +6 db. D) Kryteria oceny wielkości wskazań Nieciągłości z wymiarem niemierzalnym oceniano na podstawie krzywej DAC = 4 mm. Nieciągłości z wymiarami mierzalnymi oceniano na podstawie DAC = 3 mm. E) Sposób oceny spadku echa dna Spadek echa dna kontrolowano w sposób ciągły za pomocą funkcji BEA przy wzmocnieniu odniesienia 56 db (przy FSH = 100%) F) Przygotowanie powierzchni przed badaniem Powierzchnie z których prowadzone było badanie zostały oszlifowane do gładkości mniejszej niż Ra < 12,5 m. G) Wybór środka sprzęgającego Badania wykonano przy użyciu towotu jako środka sprzęgającego. Zaletą towotu jest stosukowo dobra przyczepność do podłoża (środek sprzęgający nie spływa w dół). Również uzupełnia on miejsca, gdzie głowica nie przylega ściśle do powierzchni, polepszając znacznie sprzężenie z badanym materiałem. H) Kontrola warunków stałego sprzężenia Sprzężenie kontrolowano wskazaniami uruchomionej podczas badania funkcji BEA, (Back Echo Attenuation) a w przypadku całkowitego zaniku echa dna zwiększano wzmocnienie do momentu pojawienia się wskazań typu trawa. I) Podsumowanie metodyki Przyjęta metodyka i wykonanie badań nie były przyczyną spadku echa dna. J) Wpływ geometrii badanego odlewu. Dna kadzi miały równoległe ściany a badania prowadzono od strony wewnętrznej (wklęsłej) kadzi. Taka geometria powoduje, iż zewnętrzna ściana odlewu działa jak soczewka skupiająca wiązkę i tym samym wzmacnia echo dna. Możemy wykluczyć więc wpływ geometrii odlewu na spadek echa dna. K) Wpływ nieciągłości materiału odlewu. Badania pokazały, iż większość obszarów dna kadzi jest wolna od wskazań powyżej granicy rejestracji i odznacza się bardzo dobrą przepuszczalnością fal ultradźwiękowych (6 db różnicy w stosunku do próbek odniesienia w warunkach laboratoryjnych). Na etapie wytwarzania kadzie były poddane obróbce cieplnej polegającej na wyżarzaniu normalizującym i odprężającym. Struktura odlewu w dnie kadzi w obszarach z wadami jak i poza nimi powinna więc być bardzo podobna. Różnice grubości ścianki w dnie kadzi były niewielkie i nie miały wpływu na zmianę struktury. Tym samym można wykluczyć przyczynę obserwowanego spadku echa dna nieciągłościami strukturalnymi w odlewach. Jedyną konkluzją pozostaje wskazanie jako przyczyny spadku echa dna występowanie nieciągłości materiałowych w odlewach. 18
15 L) Interpretacja końcowa nieciągłości materiału odlewu. Zgodnie z przywołanym w punkcie 3 algorytmem ekskluzji mamy cztery możliwe opcje interpretacji: B 220, B 300, C 400 lub G 120. Część wykrytych wskazań prócz spadku echa dna o więcej niż 75% (12 db) lub całkowitego zaniku echa dna, powodowała pojawianie się szeregu ech klasyfikowanych jako trawa, o wielkości poniżej granic rejestracji, w środkowej, rdzeniowej części odlewu. Wiadomo również, że technologia odlewania przewidywała odwrotne ustawienie formy (dnem do góry) i obszar dna miał słabsze zasilanie w stosunku do górnej części odlewu (dół formy). Z tych powodów nieciągłości C 400 i G 120 są raczej mało prawdopodobne. W grupie B 220 znajdujemy wskazanie B 222 wewnętrzna jama lub obszar porowaty wzdłuż osi centralnej. Obszar porowaty spowodowany rzadziznami (a nie gazem z zewnątrz) znajduje się zazwyczaj w strefie środkowej ścianki. Czasami wykrywamy go w formie ekstremalnej jako podwójna ściankę. Podobne symptomy mogą powodować wskazania z grupy B 300. Biorąc pod uwagę powyższe rozważania należy przyjąć, iż najbardziej prawdopodobnymi wadami wykrytymi w trakcie badań były B 222 lub B UWAGI KOŃCOWE Autorzy referatu mają pełną świadomość faktu, iż przedstawiony algorytm ekskluzji jest narzędziem dalekim od doskonałego. Wynika to zarówno z uproszczeń klasyfikacyjnych jak i z ograniczeń przyjętej w badaniach metodyki (badania wykonywane jedynie głowicami normalnymi). Chcielibyśmy, aby algorytm ekskluzji był postrzegany jako pierwszy krok w pracach dotyczących klasyfikacji wskazań i możliwości ich interpretacji. LITERATURA [1] PN-EN :2005(P) Odlewnictwo Badania ultradźwiękowe Część 1: Odlewy staliwne ogólnego stosowania [2] PN-EN :2005 (P) Odlewnictwo Badania ultradźwiękowe Cześć 2: Odlewy staliwne na części pracujące pod wysokimi obciążeniami [3] ASME BPVC. V-2017 ARTICLE 23, SA-609/SA-609M Standard Practice for Castings, Carbon, Low-alloy and Martensitic Stainless Steel, Ultrasonic Examination Thereof [4] DIN :1985(G) Technische Lieferbedingungen für Gußstücke aus metallischen Werkstoffen Stahlgußstücke; Einteilung nach Gütestufen aufgrund zerstörungsfreier Prüfungen [5] ASTM E Standard Reference Radiographs for Heavy-Walled (2 to 4 1 /2 in. (50.8 to 114 mm)) Steel Castings [6] ASTM E Standard Reference Radiographs for Heavy-Walled (4 1 /2 to 12 in. (114 to 305 mm)) Steel Castings [7] ASTM E Standard Reference Radiographs for Steel Castings Up to 2 in. (50.8 mm) in Thickness [8] ASM HANDBOOK VOLUME 17 Nondestructive Evaluation and Quality Control, 9 th edition 1989 [9] ASM HANDBOOK VOLUME 15 Casting, 9 th edition 1992 [10] UT/GRANT/2017 rewizja 00 Instrukcja badania ultradźwiękowego dna kadzi żużlowej, RBM-NDT grudzień 2017 [11] PN-EN ISO 16827:2014(E) - Badania nieniszczące Badania ultradźwiękowe Charakteryzowanie i wymiarowanie nieciągłości 19
16 20
BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych
 BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych Ireneusz Mikłaszewicz 1. Badania ultradźwiękowe 2. Badania magnetyczno-proszkowe
BADANIA NIENISZCZĄCE I ICH ODPOWIEDZIALNOŚĆ A BEZPIECZEŃSTWO TRANSPORTU SZYNOWEGO Badanie ultradźwiękowe elementów kolejowych Ireneusz Mikłaszewicz 1. Badania ultradźwiękowe 2. Badania magnetyczno-proszkowe
OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E , TOM II.
 OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E 186-98, TOM II. Marek Dobrowolski Skrót / Abstract Albumy radiogramów odlewów opublikowane wraz z normami przez ASTM (Amerykańskie Towarzystwa Badań Materiałów)
OCENA RADIOGRAMÓW ODLEWÓW- PRZEGLĄD NORMY ASTM E 186-98, TOM II. Marek Dobrowolski Skrót / Abstract Albumy radiogramów odlewów opublikowane wraz z normami przez ASTM (Amerykańskie Towarzystwa Badań Materiałów)
MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW. L. SOZAŃSKI 1 Politechnika Wrocławska
 138/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (2/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (2/2) PAN Katowice PL ISSN 1642-5308 MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW
138/18 ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 18 (2/2) ARCHIVES OF FOUNDRY Year 2006, Volume 6, N o 18 (2/2) PAN Katowice PL ISSN 1642-5308 MOŻLIWOSCI OCENY NIECIĄGŁOŚCI POWIERZCHNIOWYCH ODLEWÓW
Badanie ultradźwiękowe grubości elementów metalowych defektoskopem ultradźwiękowym
 Badanie ultradźwiękowe grubości elementów metalowych defektoskopem ultradźwiękowym 1. Badania nieniszczące wprowadzenie Badania nieniszczące polegają na wykorzystaniu nieinwazyjnych metod badań (bez zniszczenia
Badanie ultradźwiękowe grubości elementów metalowych defektoskopem ultradźwiękowym 1. Badania nieniszczące wprowadzenie Badania nieniszczące polegają na wykorzystaniu nieinwazyjnych metod badań (bez zniszczenia
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Temat pracy: Wspomaganie podejmowania decyzji zakupu urządzeń do spawania elektrodami otulonymi 1. Opracowanie literaturowe na temat urządzeń do spawania elektrodami otulonymi 2. Opracowanie literaturowe
Temat pracy: Wspomaganie podejmowania decyzji zakupu urządzeń do spawania elektrodami otulonymi 1. Opracowanie literaturowe na temat urządzeń do spawania elektrodami otulonymi 2. Opracowanie literaturowe
POLITECHNIKA CZĘSTOCHOWSKA
 POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
CZUŁOŚĆ BADANIA ULTRADŹWIĘKOWEGO wg EN 583-2. Sławomir Mackiewicz Instytut Podstawowych Problemów Techniki PAN ul. Świętokrzyska 21, 00-049 Warszawa
 CZUŁOŚĆ BADANIA ULTRADŹWIĘKOWEGO wg EN 583-2 Sławomir Mackiewicz Instytut Podstawowych Problemów Techniki PAN ul. Świętokrzyska 21, 00-049 Warszawa 1.Wstęp Nastawienie czułości badania jest, obok skalowania
CZUŁOŚĆ BADANIA ULTRADŹWIĘKOWEGO wg EN 583-2 Sławomir Mackiewicz Instytut Podstawowych Problemów Techniki PAN ul. Świętokrzyska 21, 00-049 Warszawa 1.Wstęp Nastawienie czułości badania jest, obok skalowania
Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych.
 WYMIAROWANIE (w rys. technicznym maszynowym) 1. Co to jest wymiarowanie? Aby rysunek techniczny mógł stanowić podstawę do wykonania jakiegoś przedmiotu nie wystarczy bezbłędne narysowanie go w rzutach
WYMIAROWANIE (w rys. technicznym maszynowym) 1. Co to jest wymiarowanie? Aby rysunek techniczny mógł stanowić podstawę do wykonania jakiegoś przedmiotu nie wystarczy bezbłędne narysowanie go w rzutach
BADANIA NIENISZCZĄCE
 PROCEDURA BADAWCZA UT Strona 1 / 16 PROCEDURA BADAWCZA BADANIE METODĄ ULTRADŹWIĘKOWĄ OBWODOWYCH ZŁĄCZY SPAWANYCH RUROCIĄGÓW PREIZOLOWANYCH w Rudzie Śląskiej, Rew: 01: Grudzień, 2013 Opracował: mgr inż.
PROCEDURA BADAWCZA UT Strona 1 / 16 PROCEDURA BADAWCZA BADANIE METODĄ ULTRADŹWIĘKOWĄ OBWODOWYCH ZŁĄCZY SPAWANYCH RUROCIĄGÓW PREIZOLOWANYCH w Rudzie Śląskiej, Rew: 01: Grudzień, 2013 Opracował: mgr inż.
Tolerancja wymiarowa
 Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
Tolerancja wymiarowa Pojęcia podstawowe Wykonanie przedmiotu zgodnie z podanymi na rysunku wymiarami, z uwagi na ograniczone dokładności wykonawcze oraz pomiarowe w praktyce jest bardzo trudne. Tylko przez
WYMIAROWANIE. Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych.
 WYMIAROWANIE Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych. Zasady wymiarowania podlegają oczywiście normalizacji. W Polsce obowiązującą
WYMIAROWANIE Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych. Zasady wymiarowania podlegają oczywiście normalizacji. W Polsce obowiązującą
Rysunek Techniczny. Podstawowe definicje
 Rysunek techniczny jest to informacja techniczna podana na nośniku informacji, przedstawiona graficznie zgodnie z przyjętymi zasadami i zwykle w podziałce. Rysunek Techniczny Podstawowe definicje Szkic
Rysunek techniczny jest to informacja techniczna podana na nośniku informacji, przedstawiona graficznie zgodnie z przyjętymi zasadami i zwykle w podziałce. Rysunek Techniczny Podstawowe definicje Szkic
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, 37-450 Stalowa Wola, tel. 15844 03 57
 Ocena jakości odlewów na podstawie wzorców wzrokowo dotykowych wg normy EN 1370:2012 Roman Gruca TÜV Akademia Polska Sp. z o.o. TÜV Rheinland Uprawnienia 3 st. VT, MT, PT, ET, UT, RT wg EN 473 / ISO 9712
Ocena jakości odlewów na podstawie wzorców wzrokowo dotykowych wg normy EN 1370:2012 Roman Gruca TÜV Akademia Polska Sp. z o.o. TÜV Rheinland Uprawnienia 3 st. VT, MT, PT, ET, UT, RT wg EN 473 / ISO 9712
Płaszczyzny, żebra (pudełko)
") Płaszczyzny, żebra (pudełko) Zagadnienia. Płaszczyzny, Żebra Wykonajmy model jak na rys. 1. Wykonanie Rysunek 1. Model pudełka Prostopadłościan z pochylonymi ścianami Wykonamy zamknięty szkic na Płaszczyźnie
Płaszczyzny, żebra (pudełko) Zagadnienia. Płaszczyzny, Żebra Wykonajmy model jak na rys. 1. Wykonanie Rysunek 1. Model pudełka Prostopadłościan z pochylonymi ścianami Wykonamy zamknięty szkic na Płaszczyźnie
WARUNKI TECHNICZNE 2. DEFINICJE
 WARUNKI TECHNICZNE 1. ZAKRES WARUNKÓW TECHNICZNYCH W niniejszych WT określono wymiary i minimalne wymagania dotyczące jakości (w odniesieniu do wad optycznych i widocznych) szkła float stosowanego w budownictwie,
WARUNKI TECHNICZNE 1. ZAKRES WARUNKÓW TECHNICZNYCH W niniejszych WT określono wymiary i minimalne wymagania dotyczące jakości (w odniesieniu do wad optycznych i widocznych) szkła float stosowanego w budownictwie,
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień
 Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
Wykaz norm będących w zakresie działalności Komitetu Technicznego KT 301 ds. Odlewnictwa aktualizacja na dzień 15.12.2016 Numer PN Odlewy PN-EN 1559-1:2011P PN-EN 1559-1:2011E PN-EN 1559-2:2014-12E PN-EN
SPRĘŻYNY TALERZOWE SF-TAF, DIN Sprężyny talerzowe do obciążeń statycznych i dynamicznych. Sprężyny talerzowe do obciążeń statycznych
 Sprężyny talerzowe do obciążeń statycznych i dynamicznych Sprężyny talerzowe są przeznaczone szczególnie do użytku w zastosowaniach, gdzie przy niewielkiej ilości miejsca konieczne jest przenoszenie dużych
Sprężyny talerzowe do obciążeń statycznych i dynamicznych Sprężyny talerzowe są przeznaczone szczególnie do użytku w zastosowaniach, gdzie przy niewielkiej ilości miejsca konieczne jest przenoszenie dużych
Podstawy standardowej oceny jakości spoin
 Podstawy standardowej oceny jakości spoin Tadeusz Morawski Usługi Techniczne i Ekonomiczne Level, Warszawa level_tmo@onet.pl. Wstęp Konstrukcje stalowe przeważnie są wykonywane i montowane technikami spawalniczymi,
Podstawy standardowej oceny jakości spoin Tadeusz Morawski Usługi Techniczne i Ekonomiczne Level, Warszawa level_tmo@onet.pl. Wstęp Konstrukcje stalowe przeważnie są wykonywane i montowane technikami spawalniczymi,
WYMIAROWANIE Linie wymiarowe Strzałki wymiarowe Liczby wymiarowe
 WYMIAROWANIE Zasady wymiarowania podlegają oczywiście normalizacji. W Polsce obowiązującą normą jest Polska Norma PN-81/N-01614. Ogólne zasady wymiarowania w rysunku technicznym maszynowym dotyczą: - linii
WYMIAROWANIE Zasady wymiarowania podlegają oczywiście normalizacji. W Polsce obowiązującą normą jest Polska Norma PN-81/N-01614. Ogólne zasady wymiarowania w rysunku technicznym maszynowym dotyczą: - linii
Wprowadzenie do Techniki. Materiały pomocnicze do projektowania z przedmiotu: Ćwiczenie nr 1
 Materiały pomocnicze do projektowania z przedmiotu: Wprowadzenie do Techniki Ćwiczenie nr 1 Opracował: dr inż. Andrzej J. Zmysłowski Katedra Podstaw Systemów Technicznych Wydział Organizacji i Zarządzania
Materiały pomocnicze do projektowania z przedmiotu: Wprowadzenie do Techniki Ćwiczenie nr 1 Opracował: dr inż. Andrzej J. Zmysłowski Katedra Podstaw Systemów Technicznych Wydział Organizacji i Zarządzania
Sylabus kursów MT stopień I: II: i SpecKol Sektory: Przemysłowe Utrzymania ruchu kolei Wersja 02/01.07.11
 Sylabus kursów MT 1/1 U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax + 48 71 3734188 52-404 Wrocław, Harcerska 42, tel. + 48 71 3643652 www.ultrasonic.home.pl tel. kom. + 48
Sylabus kursów MT 1/1 U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax + 48 71 3734188 52-404 Wrocław, Harcerska 42, tel. + 48 71 3643652 www.ultrasonic.home.pl tel. kom. + 48
AUTOMATYCZNE BADANIA ULTRADŹWIĘKOWE
 AUTOMATYCZNE BADANIA ULTRADŹWIĘKOWE Wojciech MANAJ Instytut Lotnictwa manaj@ilot.edu.pl Sławomir MACKIEWICZ I PPT PAN smackiew@ippt.gov.pl 1. WSTĘP W ramach metody ultradźwiękowej możemy dokonać szeregu
AUTOMATYCZNE BADANIA ULTRADŹWIĘKOWE Wojciech MANAJ Instytut Lotnictwa manaj@ilot.edu.pl Sławomir MACKIEWICZ I PPT PAN smackiew@ippt.gov.pl 1. WSTĘP W ramach metody ultradźwiękowej możemy dokonać szeregu
NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732
 NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732 MAREK ŚLIWOWSKI MIROSŁAW KARUSIK NDTEST Sp. z o.o, Warszawa www.ndtest.com.pl e-mail:
NIENISZCZĄCE BADANIA GAZOCIĄGÓW PRZESYŁOWYCH - ZAŁOŻENIA DO PROCEDURY BADANIA OBIEKTU - WYMAGANIA NORMY WYROBU EN 12732 MAREK ŚLIWOWSKI MIROSŁAW KARUSIK NDTEST Sp. z o.o, Warszawa www.ndtest.com.pl e-mail:
Instytut Spawalnictwa Ośrodek Certyfikacji
 Adres: tel. ++(48-32) 3358212 ul. Bł. Czesława 16-18 fax ++(48-32) 3358298 44-100 GLIWICE e-mail:is@is.gliwice.pl Zasady egzaminowania personelu Grudzień 2018 Opracował: dr inż. Michał Kubica Zatwierdził:
Adres: tel. ++(48-32) 3358212 ul. Bł. Czesława 16-18 fax ++(48-32) 3358298 44-100 GLIWICE e-mail:is@is.gliwice.pl Zasady egzaminowania personelu Grudzień 2018 Opracował: dr inż. Michał Kubica Zatwierdził:
(12) O P IS O C H R O N N Y W Z O R U P R Z E M Y S Ł O W E G O
 O P IS O C H R O N N Y W Z O R U P R Z E M Y S Ł O W E G O") RZECZPOSPOLITA POLSKA (12) O P IS O C H R O N N Y W Z O R U P R Z E M Y S Ł O W E G O (19) P L (11) 1 6 0 2 4 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia' 15320 (22) Data zgłoszenia:
RZECZPOSPOLITA POLSKA (12) O P IS O C H R O N N Y W Z O R U P R Z E M Y S Ł O W E G O (19) P L (11) 1 6 0 2 4 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia' 15320 (22) Data zgłoszenia:
Techniki wytwarzania - odlewnictwo
 Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW
 U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290 e.mail: ultrasonic@home.pl
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290 e.mail: ultrasonic@home.pl
PL B1. INSTYTUT MASZYN PRZEPŁYWOWYCH PAN, Gdańsk, PL JASIŃSKI MARIUSZ, Wągrowiec, PL GOCH MARCIN, Braniewo, PL MIZERACZYK JERZY, Rotmanka, PL
 PL 215139 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215139 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 383703 (22) Data zgłoszenia: 06.11.2007 (51) Int.Cl.
PL 215139 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215139 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 383703 (22) Data zgłoszenia: 06.11.2007 (51) Int.Cl.
IZOTOPOWE BADANIA RADIOGRAFICZNE ZŁĄCZY SPAWANYCH O RÓŻNYCH GRUBOŚCIACH WEDŁUG PN-EN 1435.
 IZOTOPOWE BADANIA RADIOGRAFICZNE ZŁĄCZY SPAWANYCH O RÓŻNYCH GRUBOŚCIACH WEDŁUG PN-EN 1435. Dr inż. Ryszard Świątkowski Mgr inż. Jacek Haras Inż. Tadeusz Belka 1. WSTĘP I CEL PRACY Porównując normę europejską
IZOTOPOWE BADANIA RADIOGRAFICZNE ZŁĄCZY SPAWANYCH O RÓŻNYCH GRUBOŚCIACH WEDŁUG PN-EN 1435. Dr inż. Ryszard Świątkowski Mgr inż. Jacek Haras Inż. Tadeusz Belka 1. WSTĘP I CEL PRACY Porównując normę europejską
Zanim wykonasz jakikolwiek przedmiot, musisz go najpierw narysować. Sam rysunek nie wystarczy do wykonania tego przedmiotu. Musisz podać na rysunku
 Zanim wykonasz jakikolwiek przedmiot, musisz go najpierw narysować. Sam rysunek nie wystarczy do wykonania tego przedmiotu. Musisz podać na rysunku jego wymiary (długość, szerokość, grubość). Wymiary te
Zanim wykonasz jakikolwiek przedmiot, musisz go najpierw narysować. Sam rysunek nie wystarczy do wykonania tego przedmiotu. Musisz podać na rysunku jego wymiary (długość, szerokość, grubość). Wymiary te
XXII Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, marca OCENA WYNIKÓW BADAŃ ZŁĄCZY SPAWANYCH TECHNIKĄ TOFD wg EN ISO 15626
 XXII Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, 16-18 marca 2016 OCENA WYNIKÓW BADAŃ ZŁĄCZY SPAWANYCH TECHNIKĄ TOFD wg EN ISO 15626 Sławomir MACKIEWICZ IPPT PAN, Warszawa smackiew@ippt.gov.pl
XXII Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, 16-18 marca 2016 OCENA WYNIKÓW BADAŃ ZŁĄCZY SPAWANYCH TECHNIKĄ TOFD wg EN ISO 15626 Sławomir MACKIEWICZ IPPT PAN, Warszawa smackiew@ippt.gov.pl
szkło klejone laminowane szkło klejone z użyciem folii na całej powierzchni.
 SZKŁO LAMINOWANE dokument opracowany przez: w oparciu o Polskie Normy: PN-B-13083 Szkło budowlane bezpieczne PN-EN ISO 12543-5, 6 Szkło warstwowe i bezpieczne szkło warstwowe PN-EN 572-2 Szkło float definicje
SZKŁO LAMINOWANE dokument opracowany przez: w oparciu o Polskie Normy: PN-B-13083 Szkło budowlane bezpieczne PN-EN ISO 12543-5, 6 Szkło warstwowe i bezpieczne szkło warstwowe PN-EN 572-2 Szkło float definicje
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
PL B1. INSTYTUT PODSTAWOWYCH PROBLEMÓW TECHNIKI POLSKIEJ AKADEMII NAUK, Warszawa, PL BUP 11/
 PL 218778 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218778 (13) B1 (21) Numer zgłoszenia: 389634 (51) Int.Cl. G01N 29/24 (2006.01) G01N 29/07 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 218778 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218778 (13) B1 (21) Numer zgłoszenia: 389634 (51) Int.Cl. G01N 29/24 (2006.01) G01N 29/07 (2006.01) Urząd Patentowy Rzeczypospolitej
Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej
 Katedra Silników Spalinowych i Pojazdów ATH ZAKŁAD TERMODYNAMIKI Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej - - Wstęp teoretyczny Jednym ze sposobów wymiany ciepła jest przewodzenie.
Katedra Silników Spalinowych i Pojazdów ATH ZAKŁAD TERMODYNAMIKI Wyznaczanie współczynnika przenikania ciepła dla przegrody płaskiej - - Wstęp teoretyczny Jednym ze sposobów wymiany ciepła jest przewodzenie.
Zasady rzutowania prostokątnego. metodą europejską. Opracował: Robert Urbanik Zespół Szkół Mechanicznych w Opolu. Zasady rzutowania prostokątnego
 Zasady rzutowania prostokątnego metodą europejską Opracował: Robert Urbanik Zespół Szkół Mechanicznych w Opolu Wiadomości ogólne Rzutem nazywamy rysunkowe odwzorowanie przedmiotu lub bryły geometrycznej
Zasady rzutowania prostokątnego metodą europejską Opracował: Robert Urbanik Zespół Szkół Mechanicznych w Opolu Wiadomości ogólne Rzutem nazywamy rysunkowe odwzorowanie przedmiotu lub bryły geometrycznej
Dwunaste Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, 14-17 marca 2006
 Dwunaste Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, 14-17 marca 2006 Charakteryzowanie i sprawdzanie ultradźwiękowej aparatury do pomiarów grubości - wymagania dokumentów normatywnych Dr inż.
Dwunaste Seminarium NIENISZCZĄCE BADANIA MATERIAŁÓW Zakopane, 14-17 marca 2006 Charakteryzowanie i sprawdzanie ultradźwiękowej aparatury do pomiarów grubości - wymagania dokumentów normatywnych Dr inż.
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin
 Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin B. Wilbik-Hałgas, E. Ledwoń Instytut Technologii Bezpieczeństwa MORATEX Wprowadzenie Wytrzymałość na działanie
Analiza porównawcza dwóch metod wyznaczania wskaźnika wytrzymałości na przebicie kulką dla dzianin B. Wilbik-Hałgas, E. Ledwoń Instytut Technologii Bezpieczeństwa MORATEX Wprowadzenie Wytrzymałość na działanie
4. Ultradźwięki Instrukcja
 4. Ultradźwięki Instrukcja 1. Cel ćwiczenia Celem ćwiczenia jest poznanie właściwości fal ultradźwiękowych i ich wykorzystania w badaniach defektoskopowych. 2. Układ pomiarowy Układ pomiarowy składa się
4. Ultradźwięki Instrukcja 1. Cel ćwiczenia Celem ćwiczenia jest poznanie właściwości fal ultradźwiękowych i ich wykorzystania w badaniach defektoskopowych. 2. Układ pomiarowy Układ pomiarowy składa się
Osiadanie kołowego fundamentu zbiornika
 Przewodnik Inżyniera Nr 22 Aktualizacja: 01/2017 Osiadanie kołowego fundamentu zbiornika Program: MES Plik powiązany: Demo_manual_22.gmk Celem przedmiotowego przewodnika jest przedstawienie analizy osiadania
Przewodnik Inżyniera Nr 22 Aktualizacja: 01/2017 Osiadanie kołowego fundamentu zbiornika Program: MES Plik powiązany: Demo_manual_22.gmk Celem przedmiotowego przewodnika jest przedstawienie analizy osiadania
Temat: kruszyw Oznaczanie kształtu ziarn. pomocą wskaźnika płaskości Norma: PN-EN 933-3:2012 Badania geometrycznych właściwości
 Wydział Geoinżynierii, Górnictwa i Geologii Politechniki Wrocławskiej Instrukcja do zajęć laboratoryjnych Eksploatacja i obróbka skał Badania geometrycznych właściwości Temat: kruszyw Oznaczanie kształtu
Wydział Geoinżynierii, Górnictwa i Geologii Politechniki Wrocławskiej Instrukcja do zajęć laboratoryjnych Eksploatacja i obróbka skał Badania geometrycznych właściwości Temat: kruszyw Oznaczanie kształtu
Politechnika Śląska w Gliwicach Instytut Maszyn i Urządzeń Energetycznych Zakład Podstaw Konstrukcji i Eksploatacji Maszyn Energetycznych
 Politechnika Śląska w Gliwicach Instytut Maszyn i Urządzeń Energetycznych Zakład Podstaw Konstrukcji i Eksploatacji Maszyn Energetycznych Ćwiczenie laboratoryjne z diagnostyki Temat ćwiczenia: Badanie
Politechnika Śląska w Gliwicach Instytut Maszyn i Urządzeń Energetycznych Zakład Podstaw Konstrukcji i Eksploatacji Maszyn Energetycznych Ćwiczenie laboratoryjne z diagnostyki Temat ćwiczenia: Badanie
PS-04 Programy szkoleń personelu badań nieniszczących
 UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl PS-04 Programy szkoleń personelu badań nieniszczących Dokument ten nie może być wykorzystywany przez
UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl PS-04 Programy szkoleń personelu badań nieniszczących Dokument ten nie może być wykorzystywany przez
7 czerwca
 www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
www.puds.pl 7 czerwca 2008 LDX 2101 i 2304 Wysoko opłacalne stale Duplex, jako alternatywa dla austenitycznych gatunków w stali nierdzewnych www.outokumpu.com Zagadnienia Omawiane gatunki stali Korozja
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE ZACHOWANIA SIĘ MATERIAŁÓW PODCZAS ŚCISKANIA Instrukcja przeznaczona jest dla studentów
Wymiarowanie. Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych.
 Wymiarowanie Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych. Wymiarowanie: -jedna z najważniejszych rzeczy na rysunku technicznym
Wymiarowanie Wymiarowanie jest to podawanie wymiarów przedmiotów na rysunkach technicznych za pomocą linii, liczb i znaków wymiarowych. Wymiarowanie: -jedna z najważniejszych rzeczy na rysunku technicznym
Metoda prądów wirowych
 Metoda prądów wirowych Idea Umieszczeniu obiektów, wykonanych z materiałów przewodzących prąd elektryczny, w obszarze oddziaływania zmiennego w czasie pola magnetycznego, wytwarzane przez przetworniki
Metoda prądów wirowych Idea Umieszczeniu obiektów, wykonanych z materiałów przewodzących prąd elektryczny, w obszarze oddziaływania zmiennego w czasie pola magnetycznego, wytwarzane przez przetworniki
Ermeto Original Rury / Łuki rurowe
 Ermeto Original Rury / Łuki rurowe R2 Parametry rur EO 1. Gatunki stali, własności mechaniczne, wykonanie Rury stalowe EO Rodzaj stali Wytrzymałość na Granica Wydłużenie przy zerwaniu rozciąganie Rm plastyczności
Ermeto Original Rury / Łuki rurowe R2 Parametry rur EO 1. Gatunki stali, własności mechaniczne, wykonanie Rury stalowe EO Rodzaj stali Wytrzymałość na Granica Wydłużenie przy zerwaniu rozciąganie Rm plastyczności
ZMĘCZENIE MATERIAŁU POD KONTROLĄ
 ZMĘCZENIE MATERIAŁU POD KONTROLĄ Mechanika pękania 1. Dla nieograniczonej płyty stalowej ze szczeliną centralną o długości l = 2 [cm] i obciążonej naprężeniem S = 120 [MPa], wykonać wykres naprężeń y w
ZMĘCZENIE MATERIAŁU POD KONTROLĄ Mechanika pękania 1. Dla nieograniczonej płyty stalowej ze szczeliną centralną o długości l = 2 [cm] i obciążonej naprężeniem S = 120 [MPa], wykonać wykres naprężeń y w
SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH
 PSE-Operator S.A. SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH Warszawa 2006 1 z 5 SPIS TREŚCI 1.0 WYMAGANIA OGÓLNE... 3 2.0 NORMY... 3 3.0 WYMAGANE PARAMETRY TECHNICZNE... 4 4.0 WYMAGANIA TECHNICZNE...
PSE-Operator S.A. SPECYFIKACJA TECHNICZNA DLA PRZEWODÓW RUROWYCH Warszawa 2006 1 z 5 SPIS TREŚCI 1.0 WYMAGANIA OGÓLNE... 3 2.0 NORMY... 3 3.0 WYMAGANE PARAMETRY TECHNICZNE... 4 4.0 WYMAGANIA TECHNICZNE...
PODSTAWY RYSUNKU TECHNICZNEGO formaty arkuszy
 Format PODSTAWY RYSUNKU TECHNICZNEGO formaty arkuszy Wymiary arkusza (mm) A0 841 x 1189 A1 594 x 841 A2 420 x 594 A3 297 x 420 A4 210 x 297 Rysunki wykonujemy na formacie A4, muszą one mieć obramowanie
Format PODSTAWY RYSUNKU TECHNICZNEGO formaty arkuszy Wymiary arkusza (mm) A0 841 x 1189 A1 594 x 841 A2 420 x 594 A3 297 x 420 A4 210 x 297 Rysunki wykonujemy na formacie A4, muszą one mieć obramowanie
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych
 Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
TUTORIAL: Konwersja importowanej geometrii na arkusz blachy
 ~ 1 ~ TUTORIAL: Konwersja importowanej geometrii na arkusz blachy 1. Przygotowanie modelu. Bezpośrednio po wczytaniu geometrii i sprawdzeniu błędów należy ocenić detal czy nadaje się do przekonwertowania
~ 1 ~ TUTORIAL: Konwersja importowanej geometrii na arkusz blachy 1. Przygotowanie modelu. Bezpośrednio po wczytaniu geometrii i sprawdzeniu błędów należy ocenić detal czy nadaje się do przekonwertowania
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
WYMAGANIA W ZAKRESIE BADAŃ NIENISZCZĄCYCH URZĄDZEŃ TECHNICZNYCH W FAZIE EKSPLOATACJI
 WYMAGANIA W ZAKRESIE BADAŃ NIENISZCZĄCYCH URZĄDZEŃ TECHNICZNYCH W FAZIE EKSPLOATACJI Marta Wojas Marek Dobrowolski Urząd Dozoru Technicznego 1. WSTĘP Planowanie, wykonywanie i interpretacja wyników badań
WYMAGANIA W ZAKRESIE BADAŃ NIENISZCZĄCYCH URZĄDZEŃ TECHNICZNYCH W FAZIE EKSPLOATACJI Marta Wojas Marek Dobrowolski Urząd Dozoru Technicznego 1. WSTĘP Planowanie, wykonywanie i interpretacja wyników badań
Zastosowanie nowoczesnych technik badań ultradźwiękowych podczas modernizacji bloków energetycznych w PGE GiEK S.A. Oddział Elektrowni Bełchatów
 Zastosowanie nowoczesnych technik badań ultradźwiękowych podczas modernizacji bloków energetycznych w PGE GiEK S.A. Oddział Elektrowni Bełchatów Roman Szczęsny Wojciech Górniak Ireneusz Stępiński PLAN
Zastosowanie nowoczesnych technik badań ultradźwiękowych podczas modernizacji bloków energetycznych w PGE GiEK S.A. Oddział Elektrowni Bełchatów Roman Szczęsny Wojciech Górniak Ireneusz Stępiński PLAN
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW
 U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290 e.mail: krymos@pwr.wroc.pl
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290 e.mail: krymos@pwr.wroc.pl
NOWE PROPOZYCJE OŚRODKA KSZTAŁCENIA I NADZORU SPAWALNICZEGO INSTYTUTU SPAWALNICTWA
 LICZBA OSÓB PRZESZKOLONYCH NOWE PROPOZYCJE OŚRODKA KSZTAŁCENIA I NADZORU SPAWALNICZEGO INSTYTUTU SPAWALNICTWA Anna Sędek, Janusz Czuchryj Instytut Spawalnictwa Wprowadzenie Spawanie jest procesem specjalnym,
LICZBA OSÓB PRZESZKOLONYCH NOWE PROPOZYCJE OŚRODKA KSZTAŁCENIA I NADZORU SPAWALNICZEGO INSTYTUTU SPAWALNICTWA Anna Sędek, Janusz Czuchryj Instytut Spawalnictwa Wprowadzenie Spawanie jest procesem specjalnym,
INSTYTUT INFORMATYKI STOSOWANEJ MODELOWANIE CZĘŚCI Z WYKORZYSTANIEM PROGRAMU SOLID EDGE
 INSTYTUT INFORMATYKI STOSOWANEJ MODELOWANIE CZĘŚCI Z WYKORZYSTANIEM PROGRAMU SOLID EDGE Łódź 2012 1 Program Solid Edge ST (Synchronous Technology) umożliwia projektowanie urządzeń technicznych w środowisku
INSTYTUT INFORMATYKI STOSOWANEJ MODELOWANIE CZĘŚCI Z WYKORZYSTANIEM PROGRAMU SOLID EDGE Łódź 2012 1 Program Solid Edge ST (Synchronous Technology) umożliwia projektowanie urządzeń technicznych w środowisku
PUNKT PROSTA. Przy rysowaniu rzutów prostej zaczynamy od rzutowania punktów przebicia rzutni prostą (śladów). Następnie łączymy rzuty na π 1 i π 2.
. Następnie łączymy rzuty na π 1 i π 2.") WYKŁAD 1 Wprowadzenie. Różne sposoby przedstawiania przedmiotu. Podstawy teorii zapisu konstrukcji w grafice inżynierskiej. Zasady rzutu prostokątnego. PUNKT Punkt w odwzorowaniach Monge a rzutujemy prostopadle
WYKŁAD 1 Wprowadzenie. Różne sposoby przedstawiania przedmiotu. Podstawy teorii zapisu konstrukcji w grafice inżynierskiej. Zasady rzutu prostokątnego. PUNKT Punkt w odwzorowaniach Monge a rzutujemy prostopadle
Międzynarodowy katalog kodów konstrukcji pudeł z tektury falistej
 Międzynarodowy katalog kodów konstrukcji pudeł z tektury falistej Katalog przygotowany we współpracy z ESBO (Europejska organizacja producentów tektury litej) zawiera metodyczne przedstawienie wszystkich
Międzynarodowy katalog kodów konstrukcji pudeł z tektury falistej Katalog przygotowany we współpracy z ESBO (Europejska organizacja producentów tektury litej) zawiera metodyczne przedstawienie wszystkich
DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE
 Bogdan Majka Przedsiębiorstwo Barbara Kaczmarek Sp. J. DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE 1. WPROWADZENIE W branży związanej z projektowaniem i budową systemów kanalizacyjnych, istnieją
Bogdan Majka Przedsiębiorstwo Barbara Kaczmarek Sp. J. DOBÓR KSZTAŁTEK DO SYSTEMÓW RUROWYCH.SZTYWNOŚCI OBWODOWE 1. WPROWADZENIE W branży związanej z projektowaniem i budową systemów kanalizacyjnych, istnieją
OPIS PRZEDMIOTU ZAMÓWIENIA
 OPIS PRZEDMIOTU ZAMÓWIENIA Temat: Naprawa wad ścianki rury i defektów powłoki izolacyjnej gazociągu DN400 PN 6.3 MPa, relacji Leśniewice - Kutno, wykazanych badaniem tłokiem diagnostycznym i pomiarami
OPIS PRZEDMIOTU ZAMÓWIENIA Temat: Naprawa wad ścianki rury i defektów powłoki izolacyjnej gazociągu DN400 PN 6.3 MPa, relacji Leśniewice - Kutno, wykazanych badaniem tłokiem diagnostycznym i pomiarami
1. Rysunek techniczny jako sposób
 1 2 1. Rysunek techniczny jako sposób komunikowania się Ćwiczenie 1 Rysunek jest jednym ze sposobów przekazywania sobie informacji. Informuje o wyglądzie i wielkości konkretnego przedmiotu. W opisie rysunku
1 2 1. Rysunek techniczny jako sposób komunikowania się Ćwiczenie 1 Rysunek jest jednym ze sposobów przekazywania sobie informacji. Informuje o wyglądzie i wielkości konkretnego przedmiotu. W opisie rysunku
Copyright all right reserved This document is property of Lucchini RS S.p.A.
 1 Zastosowana procedura dotycząca konserwacji, badań nieniszczących i utrzymania w ruchu zestawów kołowych Zastosowana procedura badań nieniszczących w eksploatacji jest sprawdzona przez FS (Koleje Włoskie)
1 Zastosowana procedura dotycząca konserwacji, badań nieniszczących i utrzymania w ruchu zestawów kołowych Zastosowana procedura badań nieniszczących w eksploatacji jest sprawdzona przez FS (Koleje Włoskie)
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW
 U L T R A ZAKŁAD BADAŃ MATERIAŁÓW Zał 1 instr Nr02/01 str. 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290
U L T R A ZAKŁAD BADAŃ MATERIAŁÓW Zał 1 instr Nr02/01 str. 53-621 Wrocław, Głogowska 4/55, tel/fax 071 3734188 52-404 Wrocław, Harcerska 42, tel. 071 3643652 www.ultrasonic.home.pl tel. kom. 0 601 710290
Linie wymiarowe i pomocnicze linie wymiarowe
 Linie wymiarowe i pomocnicze linie wymiarowe Linie wymiarowe rysuje się linią ciągłą cienką równolegle do wymiarowanego odcinka w odległości co najmniej 10 mm, zakończone są grotami dotykającymi ostrzem
Linie wymiarowe i pomocnicze linie wymiarowe Linie wymiarowe rysuje się linią ciągłą cienką równolegle do wymiarowanego odcinka w odległości co najmniej 10 mm, zakończone są grotami dotykającymi ostrzem
Metoda Elementów Skończonych
 Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Mechanika i Budowa Maszyn Metoda Elementów Skończonych Projekt zaliczeniowy: Prowadzący: dr. hab. T. Stręk prof. nadz. Wykonał: Łukasz Dłużak
Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Mechanika i Budowa Maszyn Metoda Elementów Skończonych Projekt zaliczeniowy: Prowadzący: dr. hab. T. Stręk prof. nadz. Wykonał: Łukasz Dłużak
KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 3/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 3/2012 do CZĘŚCI IX MATERIAŁY I SPAWANIE 2008 GDAŃSK Zmiany Nr 3/2012 do Części IX Materiały i spawanie 2008, Przepisów klasyfikacji i budowy statków
Dwie wersje. Opis techniki wykonania. Panorama długiego, wąskiego pokoju. Jacek Kwaśniewski. wersja wersja 2006.
 Jacek Kwaśniewski Panorama długiego, wąskiego pokoju Dwie wersje wersja 2008 Opis techniki wykonania wersja 2006 Styczeń 2008 1 Wersja 2006 aparat: kompakt Sony P200 ilość zdjęć cząstkowych: 120 ogniskowa:
Jacek Kwaśniewski Panorama długiego, wąskiego pokoju Dwie wersje wersja 2008 Opis techniki wykonania wersja 2006 Styczeń 2008 1 Wersja 2006 aparat: kompakt Sony P200 ilość zdjęć cząstkowych: 120 ogniskowa:
Technologia elementów optycznych
 Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 5 rysunek elementu optycznego Polskie Normy PN-ISO 10110-1:1999 Optyka i przyrządy optyczne -- Przygotowywanie
Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 5 rysunek elementu optycznego Polskie Normy PN-ISO 10110-1:1999 Optyka i przyrządy optyczne -- Przygotowywanie
SPECYFIKACJA TECHNICZNA. Wymienniki ciepła
 Opracowanie jest własnością Grupy LOTOS S.A. i nie może być reprodukowane ani udostępniane osobom trzecim w całości lub w części bez pisemnej zgody Grupy LOTOS S.A. Grupa LOTOS S.A. Spec. No. Spis zawartości
Opracowanie jest własnością Grupy LOTOS S.A. i nie może być reprodukowane ani udostępniane osobom trzecim w całości lub w części bez pisemnej zgody Grupy LOTOS S.A. Grupa LOTOS S.A. Spec. No. Spis zawartości
SquezeeX. Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni
 SquezeeX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni SQUEZEEX jest urządzeniem do kontroli wizyjnej, kontroli wymiarów oraz powierzchni oringów oraz ogólnie rzecz biorąc
SquezeeX Urządzenie do wizyjnej kontroli wymiarów oraz kontroli defektów powierzchni SQUEZEEX jest urządzeniem do kontroli wizyjnej, kontroli wymiarów oraz powierzchni oringów oraz ogólnie rzecz biorąc
Następnie zdefiniujemy utworzony szkic jako blok, wybieramy zatem jak poniżej
 Zadanie 1 Wykorzystanie opcji Blok, Podziel oraz Zmierz Funkcja Blok umożliwia zdefiniowanie dowolnego złożonego elementu rysunkowego jako nowy blok a następnie wykorzystanie go wielokrotnie w tworzonym
Zadanie 1 Wykorzystanie opcji Blok, Podziel oraz Zmierz Funkcja Blok umożliwia zdefiniowanie dowolnego złożonego elementu rysunkowego jako nowy blok a następnie wykorzystanie go wielokrotnie w tworzonym
Rok akademicki: 2015/2016 Kod: MIM-2-205-IS-n Punkty ECTS: 5. Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria spajania
 Nazwa modułu: Nieniszczące metody badań połączeń spajanych Rok akademicki: 2015/2016 Kod: MIM-2-205-IS-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
Nazwa modułu: Nieniszczące metody badań połączeń spajanych Rok akademicki: 2015/2016 Kod: MIM-2-205-IS-n Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa
DEFEKTOSKOP ULTRADŹWIĘKOWY ECHOGRAPH 1090
 DEFEKTOSKOP ULTRADŹWIĘKOWY ECHOGRAPH 1090 ECHOGRAPH 1090 Zawsze najlepszy wybór Kompaktowy, wytrzymały przenośny i szybki Nowy ECHOGRAPH 1090 jest idealnym urządzeniem do wykonywania manualnie badania
DEFEKTOSKOP ULTRADŹWIĘKOWY ECHOGRAPH 1090 ECHOGRAPH 1090 Zawsze najlepszy wybór Kompaktowy, wytrzymały przenośny i szybki Nowy ECHOGRAPH 1090 jest idealnym urządzeniem do wykonywania manualnie badania
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
IDENTYFIKACJA PRZYCZYN WADY POROWATOŚCI W ODLEWACH STALIWNYCH Z WYKORZYSTANIEM SZTUCZNYCH SIECI NEURONOWYCH
 11/5 Archives of Foundry, Year 2002, Volume 2, 5 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 5 PAN Katowice PL ISSN 1642-5308 IDENTYFIKACJA PRZYCZYN WADY POROWATOŚCI W ODLEWACH STALIWNYCH Z WYKORZYSTANIEM
11/5 Archives of Foundry, Year 2002, Volume 2, 5 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 5 PAN Katowice PL ISSN 1642-5308 IDENTYFIKACJA PRZYCZYN WADY POROWATOŚCI W ODLEWACH STALIWNYCH Z WYKORZYSTANIEM
Metoda Elementów Skończonych
 Projekt Metoda Elementów Skończonych w programie COMSOL Multiphysics 3.4 Wykonali: Helak Bartłomiej Kruszewski Jacek Wydział, kierunek, specjalizacja, semestr, rok: BMiZ, MiBM, KMU, VII, 2011-2012 Prowadzący:
Projekt Metoda Elementów Skończonych w programie COMSOL Multiphysics 3.4 Wykonali: Helak Bartłomiej Kruszewski Jacek Wydział, kierunek, specjalizacja, semestr, rok: BMiZ, MiBM, KMU, VII, 2011-2012 Prowadzący:
ORTO. Kratka przepływowa tłumiąca dźwięk KRÓTKA CHARAKTERYSTYKA
 Kratka przepływowa tłumiąca dźwięk KRÓTKA CHARAKTERYSTYKA Umożliwia przepływ powietrza pomiędzy pomieszczeniami Montowana na otworach prostokątnych Łatwa w montażu Dedykowana do montażu nad drzwiami Wyposażenie
Kratka przepływowa tłumiąca dźwięk KRÓTKA CHARAKTERYSTYKA Umożliwia przepływ powietrza pomiędzy pomieszczeniami Montowana na otworach prostokątnych Łatwa w montażu Dedykowana do montażu nad drzwiami Wyposażenie
Dokumentacja Techniczna Zbiorniki podziemne F-Line
 Dokumentacja Techniczna Zbiorniki podziemne F-Line F-Line DORW2160 06.02.2013 1 / 12 1. Lokalizacja 1.1 Lokalizacja względem budynków Teren nad zbiornikiem nie może być zabudowany. Minimalną odległość
Dokumentacja Techniczna Zbiorniki podziemne F-Line F-Line DORW2160 06.02.2013 1 / 12 1. Lokalizacja 1.1 Lokalizacja względem budynków Teren nad zbiornikiem nie może być zabudowany. Minimalną odległość
ZWĘŻKI POMIAROWE według PN-EN ISO 5167:2005 dla D 50 mm ASME-MFC-14M-2003 dla D < 50 mm
 ZWĘŻKI POMIAROWE według PN-EN ISO 5167:2005 dla D 50 mm ASME-MFC-14M-2003 dla D < 50 mm Zwężki pomiarowe różnych typów (kryzy, zwężki Venturiego, dysze) to elementy spiętrzające, zapewniające różnicę ciśnień
ZWĘŻKI POMIAROWE według PN-EN ISO 5167:2005 dla D 50 mm ASME-MFC-14M-2003 dla D < 50 mm Zwężki pomiarowe różnych typów (kryzy, zwężki Venturiego, dysze) to elementy spiętrzające, zapewniające różnicę ciśnień
Analiza fundamentu na mikropalach
 Przewodnik Inżyniera Nr 36 Aktualizacja: 09/2017 Analiza fundamentu na mikropalach Program: Plik powiązany: Grupa pali Demo_manual_en_36.gsp Celem niniejszego przewodnika jest przedstawienie wykorzystania
Przewodnik Inżyniera Nr 36 Aktualizacja: 09/2017 Analiza fundamentu na mikropalach Program: Plik powiązany: Grupa pali Demo_manual_en_36.gsp Celem niniejszego przewodnika jest przedstawienie wykorzystania
INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4
 INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4 Wymiary: szerokość = 147 mm, wysokość = 71 mm głębokość = 28 mm Opis: Ekran wyświetla bądź to ustawioną skorygowaną
INSTRUKCJA OBSŁUGI SKRZYNKA STEROWNICZA NAGRZEWNICY POWIETRZA I KURTYNY POWIETRZNEJ AIRCOM 4 Wymiary: szerokość = 147 mm, wysokość = 71 mm głębokość = 28 mm Opis: Ekran wyświetla bądź to ustawioną skorygowaną
Materiały pomocnicze do projektowania TBM
 Materiały pomocnicze projektowania TBM Oprac. Jerzy Z. Sobolewski Rozdz. 1. Projektowanie odlewów i odkuwek Rozdz. 2. Projektowanie uchwytów specjalnych obróbki skrawaniem Rozdz. 3. Projektowanie tłoczników
Materiały pomocnicze projektowania TBM Oprac. Jerzy Z. Sobolewski Rozdz. 1. Projektowanie odlewów i odkuwek Rozdz. 2. Projektowanie uchwytów specjalnych obróbki skrawaniem Rozdz. 3. Projektowanie tłoczników
POLITECHNIKA OPOLSKA
 POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
POLITECHNIKA OPOLSKA WYDZIAŁ MECHANICZNY Katedra Technologii Maszyn i Automatyzacji Produkcji Laboratorium Podstaw Inżynierii Jakości Ćwiczenie nr 9 Temat: Karty kontrolne przy alternatywnej ocenie właściwości.
PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO
 PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO 2001 Publikacje I (Informacyjne) wydawane przez Polski Rejestr Statków
PUBLIKACJA INFORMACYJNA NR 18/I WYTYCZNE PROWADZENIA BADAŃ NIENISZCZĄCYCH PODWODNEJ CZĘŚCI RUCHOMYCH JEDNOSTEK GÓRNICTWA MORSKIEGO 2001 Publikacje I (Informacyjne) wydawane przez Polski Rejestr Statków
RZUTOWANIE PROSTOKĄTNE
 RZUTOWANIE PROSTOKĄTNE wg PN-EN ISO 5456-2 rzutowanie prostokątne (przedstawienie prostokątne) stanowi odwzorowanie geometrycznej postaci konstrukcji w postaci rysunków dwuwymiarowych. Jest to taki rodzaj
RZUTOWANIE PROSTOKĄTNE wg PN-EN ISO 5456-2 rzutowanie prostokątne (przedstawienie prostokątne) stanowi odwzorowanie geometrycznej postaci konstrukcji w postaci rysunków dwuwymiarowych. Jest to taki rodzaj
THP-100 su Obsługa oprogramowania oraz instrukcja wzorcowania
 THP-100 su Obsługa oprogramowania oraz instrukcja wzorcowania Spis treści Konfiguracja programu...3 Odczyt pomiarów...4 Wzorcowanie...6 Edycja ręczna...7 Edycja automatyczna...7 Konfiguracja...10 Konfiguracja
THP-100 su Obsługa oprogramowania oraz instrukcja wzorcowania Spis treści Konfiguracja programu...3 Odczyt pomiarów...4 Wzorcowanie...6 Edycja ręczna...7 Edycja automatyczna...7 Konfiguracja...10 Konfiguracja
Ćw.6. Badanie własności soczewek elektronowych
 Pracownia Molekularne Ciało Stałe Ćw.6. Badanie własności soczewek elektronowych Brygida Mielewska, Tomasz Neumann Zagadnienia do przygotowania: 1. Budowa mikroskopu elektronowego 2. Wytwarzanie wiązki
Pracownia Molekularne Ciało Stałe Ćw.6. Badanie własności soczewek elektronowych Brygida Mielewska, Tomasz Neumann Zagadnienia do przygotowania: 1. Budowa mikroskopu elektronowego 2. Wytwarzanie wiązki
Łożysko z pochyleniami
 Łożysko z pochyleniami Wykonamy model części jak na rys. 1 Rys. 1 Część ta ma płaszczyznę symetrii (pokazaną na rys. 1). Płaszczyzna ta może być płaszczyzną podziału formy odlewniczej. Aby model można
Łożysko z pochyleniami Wykonamy model części jak na rys. 1 Rys. 1 Część ta ma płaszczyznę symetrii (pokazaną na rys. 1). Płaszczyzna ta może być płaszczyzną podziału formy odlewniczej. Aby model można
RYSUNEK TECHNICZNY I GRAFIKA INśYNIERSKA
 RYSUNEK TECHNICZNY I GRAFIKA INśYNIERSKA WYKŁAD 2 dr inŝ. Beata Sadowska 1. Zasady rzutowania elementów i obiektów budowlanych 2. Rzuty budynku 3. Wymiarowanie rysunków architektoniczno-budowlanych Normy
RYSUNEK TECHNICZNY I GRAFIKA INśYNIERSKA WYKŁAD 2 dr inŝ. Beata Sadowska 1. Zasady rzutowania elementów i obiektów budowlanych 2. Rzuty budynku 3. Wymiarowanie rysunków architektoniczno-budowlanych Normy
Wymiarowanie. Wymiary normalne. Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej
 Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
Wymiary normalne Wymiarowanie Elementy wymiaru rysunkowego Znak ograniczenia linii wymiarowej 1. Linia wymiarowa 2. Znak ograniczenia linii wymiarowej 3. Liczba wymiarowa 4. Pomocnicza linia wymiarowa
STATYCZNA PRÓBA ROZCIĄGANIA
 STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
Modelowanie części w kontekście złożenia
 Modelowanie części w kontekście złożenia W rozdziale zostanie przedstawiona idea projektowania części na prostym przykładzie oraz zastosowanie projektowania w kontekście złożenia do wykonania komponentu
Modelowanie części w kontekście złożenia W rozdziale zostanie przedstawiona idea projektowania części na prostym przykładzie oraz zastosowanie projektowania w kontekście złożenia do wykonania komponentu
Styczeń 2014 (Wersja 6.14)
") Styczeń 2014 (Wersja 6.14) Marzec 2014 68. Wprowadzono rozszerzoną planszę zamiany własnego zbrojenia. Można obecnie wybrać więcej niż jedno istniejące zbrojenie i zastąpić go innym, wybranym z już istniejącego
Styczeń 2014 (Wersja 6.14) Marzec 2014 68. Wprowadzono rozszerzoną planszę zamiany własnego zbrojenia. Można obecnie wybrać więcej niż jedno istniejące zbrojenie i zastąpić go innym, wybranym z już istniejącego
W prezentacji przedstawione są informacje, które znajdowały się w posiadaniu autora na kwiecień czerwiec Do tego dnia żadna z serii norm nie
 W prezentacji przedstawione są informacje, które znajdowały się w posiadaniu autora na kwiecień czerwiec 2015. Do tego dnia żadna z serii norm nie była ustanowiona i informacje prezentowane na następnych
W prezentacji przedstawione są informacje, które znajdowały się w posiadaniu autora na kwiecień czerwiec 2015. Do tego dnia żadna z serii norm nie była ustanowiona i informacje prezentowane na następnych
Procedura UT-PS/ZS/2004 Badanie metodą ultradźwiękową płyty ze spoiną czołową
 Procedura UT-PS/ZS/2004 Badanie metodą ultradźwiękową płyty ze spoiną czołową Instrukcje do ćwiczeń laboratoryjnych Opracował: mgr inż. Adam Sajek Zatwierdził: prof. dr hab. inż. Jerzy Nowacki Szczecin
Procedura UT-PS/ZS/2004 Badanie metodą ultradźwiękową płyty ze spoiną czołową Instrukcje do ćwiczeń laboratoryjnych Opracował: mgr inż. Adam Sajek Zatwierdził: prof. dr hab. inż. Jerzy Nowacki Szczecin
IBUS-TD 07 Instrukcja ultradźwiękowego badania spoin o grubości od 2 do 8mm elementów płaskich i rur Zastępuje: Zastąpiono:
 Instrukcja IBUS-TD 07 str. 1/1,0 Zakład Badań Materiałów ULTRA Wrocław 1. Wstęp IBUS-TD 07 Instrukcja ultradźwiękowego badania spoin o grubości od 2 do 8mm elementów płaskich i rur Zastępuje: Zastąpiono:
Instrukcja IBUS-TD 07 str. 1/1,0 Zakład Badań Materiałów ULTRA Wrocław 1. Wstęp IBUS-TD 07 Instrukcja ultradźwiękowego badania spoin o grubości od 2 do 8mm elementów płaskich i rur Zastępuje: Zastąpiono: