Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia
|
|
|
- Kornelia Piotrowska
- 7 lat temu
- Przeglądów:
Transkrypt
1 Akademia Górniczo-Hutnicza Katedra Systemów Wytwarzania Kierunek/specjalność, Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia 3,4 Laboratorium ZSW Środowisko edycyjno-symulacyjne TOPCAM - toczenie Interfejs graficzny użytkownika, wybór materiału, wymiarów półfabrykatu i uzbrojenie głowicy narzędziowej Celem ćwiczenia laboratoryjnego jest zapoznanie się ze środowiskiem edycyjnosymulacyjnym TOPCAM, sposobem wprowadzania danych dot. przedmiotu obrabianego, sposobu jego mocowania, doborem uchwytów tokarskich i narzędzi skrawających w operacjach toczenia. Uwaga: do realizacji aktualnego ćwiczenia laboratoryjnego wymagane są instrukcje technologiczne oraz karta technologiczna przygotowana w ćwiczeniu laboratoryjnym nr 1. I Wybór materiału, półfabrykatu oraz uzbrojenie głowicy narzędziowej 1. Uruchom program TOPCAM. 2. Wybierz w otwartym oknie, opcję Uruchom TOPTURN. 3. Pozostaw aktywną opcję wybranej tokarki TM Następnie wybierz przycisk Uruchom toczenie. 5. Zapoznaj się z głównym ekranem aplikacji MTS TOPTURN. a. zapoznaj się z paskiem narzędziowym u góry ekranu, poznaj funkcje każdego przycisku paska narzędziowego. b. zapoznaj się z Menu Głównym i opcjami wybieranymi klawiszami klawiatury F1 F10, u dołu ekranu. c. powiększ, zmniejsz obiekty na ekranie, dokonaj obrotu, dokonaj identyfikacji narzędzi w każdym gnieździe głowicy narzędziowej. 6. WYBÓR PRZEDMIOTU OBRABIANEGO 7. Wybierz przycisk F3 <Tryb przygotowawczy>. 8. Wybierz F1 <Przedmiot, uchwyt>. 9. Wybierz przycisk F1 <Nowy przedmiot>. 10. Wybierz przycisk F1 <Walec>. 11. Wybierz przycisk F1 <Pokaż przedmiot>.
2 12. Podaj średnicę i długość półfabrykatu - wprowadzone wartości potwierdź klawiszem <Enter> 13. Wybierz przycisk F3 <Materiał>. 14. Wskaż grupę materiałową, do której należy materiał obrabianego przedmiotu (grupa materiałowa P dla stali). 15. Wybierz odpowiedni rodzaj stali z rozwijalnego podmenu. 16. Na kolejnych poziomach hierarchicznego systemu klasyfikacji, zaznacz odpowiedni gatunek stali. 17. Zatwierdź dokonany wybór przez odfajkowanie (zielony przycisk) - uaktywnienie przycisku na pasku narzędziowym okna. 18. Wybierz przycisk F1 <Pokaż przedmiot>. 19. Wybierz przycisk F8 <Przejmij>. 20. Klawiszami kierunkowymi klawiatury dobierz właściwy sposób mocowania przedmiotu. 21. Wybierz przycisk F8 <Przejmij>. 22. W oknie Uchwyt zakładka Wrzeciono główne dokonaj właściwego doboru uchwytu tokarskiego, wykorzystując przyciski Zmień, Pokaż, Zarządzaj Usuń. Przy wyborze uchwytu tokarskiego należy kierować się parametrami geometrycznymi uchwytu i przedmiotu obrabianego. 23. W oknie Uchwyt zakładka Wrzeciono główne dokonaj wyboru odpowiednich szczęk mocujących przedmiot obrabiany, wykorzystując przyciski Zmień, Pokaż, Zarządzaj Usuń. Przy wyborze wielkości i typu szczęk należy kierować się parametrami geometrycznymi szczeki i przedmiotu obrabianego. 24. Ostateczny wybór uchwytu i szczęk potwierdź przyciskiem OK. 25. Wybierz przycisk F1 <SzczStopn, Wrzeciono Główne>. 26. Lewym klawiszem kierunkowym klawiatury przesuwaj przedmiot obrabiany do czoła uchwytu, zwracając uwagę by nie spowodować kolizji. 27. Wybierz przycisk F4 <Zaciśnij uchwyt>. 28. Wybierz przycisk F8 <Przejmij>, następnie F8 <Przejmij> i kolejno F8 <Przejmij>. 29. Wybierz przycisk F4 <Narzędzie, Pkt.zero>. 30. UZBROJENIE GŁOWICY NARZĘDZIOWEJ 31. Wybierz przycisk F2 <Uzbrojenie głowicy>. 32. W oknie Uzbrojenie głowicy rewolwerowej dokonaj odpowiedniego doboru narzędzi i umieść je w odpowiednich gniazdach głowicy. a. zwróć uwagę na rolę narzędzi do obróbki: 1. wstępnej, 2. zgrubnej, 3. kształtującej, 4. wykańczającej. b. dokonaj doboru narzędzi ze względu na wymiary, rodzaj zabiegu obróbkowego oraz geometrii i parametrów ostrza dla zapewnienia podanych na rysunku warsztatowym wymagań jakościowych dotyczących przedmiotu. 32. Po ostatecznym wyborze narzędzi i rozmieszczeniu ich w głowicy rewolwerowej, zatwierdź przez odfajkowanie (zielony przycisk) wybrany układ narzędzi. 33. Wybierz przycisk F8 <Powrót> następnie kolejny raz F8 <Powrót>. 34. Wybierz F5 <Karta przygot.> 35. Wybierz F1 <Utwórz>. 36. W oknie panelu Utwórz podaj nazwę pliku w której zapisany będzie program sterujący (np. skrót Imienia i Nazwiska, grupa studencka, kierunek np. IN_41_RiM). 37. MTS pyta czy utworzyć nowy program należy wybrać <Tak>. 38. Wybierz F8 <Powrót>. 39. Wybierz F2 <Tryb automatyczny>
3 40. Wybierz przycisk F1 <Przejmij program>. 41. Wybierz przycisk F3 <Tryb interaktywny>. 42. W <Trybie interaktywnym> pisze się ręcznie programy sterujące. W każdym wymaganym przypadku, do poruszania się w warstwach aplikacji przewidziane są przyciski F8 lub F10. II Ustalanie nowego położenia punktu zerowego przedmiotu oraz programowanie 4. W trybie interaktywnym, usunąć wpis M30, poprzez przemieszczenie kursora pod literę M i skasowanie symbolu oraz wartości liczbowej klawiszem Delete. 5. Wybrać przycisk <Prezent. graf.2d>. 6. Określić położenie punktu zerowego przedmiotu. Gdzie leży ten punkt na osi Z? (skala na górze ekranu). 7. Wybrać przycisk F10 <ESC>. 8. Wybrać przycisk F4 <Edytor>. Zwrócić uwagę na komunikat Prawa powierzchnia przedmiotu obrab.: Z=. Od podanej wartości należy odjąć połowę naddatku obróbkowego dla wymiaru w osi Z. 9. Wybrać przycisk F10 <ESC>. 10. W pierwszy wierszu programu wpisz funkcję G54 (Funkcja przesuwa punkt zerowy przedmiotu) oraz podaj współrzędne X oraz Z nowego położenia punktu zerowego przedmiotu (współrzędna X = ). Wpisując wiersz programu nie rozróżnia się dużych i małych liter, nie stosuje spacji, za poprawność syntaktyczną odpowiada edytor. W celu rozdzielenia części ułamkowych od całkowitych należy stosować kropkę. 11. Potwierdź wprowadzone dane klawiszem Enter. 12. W przypadku błędu, wykorzystaj klawisz Backspace. 13. Jeżeli wprowadzone dane są poprawne, potwierdź powtórnie Enter. 14. Wybrać przycisk F7 <Prezent. graf. 2D> i sprawdź nowe położenie punktu zerowego przedmiotu. 15. Wybierz przycisk <F10>. 16. Przejdź do pisania kolejnych linii programu. Uwaga: poprawki w zaakceptowanej już części programu można dokonywać w edytorze, przez wybranie F4 <Edytor>. Przewijanie góra dół programu uzyskuje się za pomocą klawiszy kierunku na klawiaturze. W odpowiednim wierszu, dla wprowadzenia poprawki należy usunąć symbole literowe, w sposób uprzednio opisany. Aby pracować z nowo wprowadzonymi zmianami programu, należy go powtórnie wczytać, po uprzednim zapisaniu (symbol dyskietki na pasku narzędziowym edytora), w tym celu należy: 1.Wybrać przycisk F10 <ESC>. 2.Wybrać po praz kolejny przycisk F10 <ESC>. 3.Wybrać przycisk F1 <Przejmij program>. 4.Wybrać przycisk F3 <Tryb interaktywny>. 17. W pierwszym wierszu po ustaleniu nowego położenia punktu zerowego przedmiotu, zgodnego z bazą wymiarową przedmiotu, należy dokonać wyboru narzędzia i określić warunki skrawania. Ponieważ rozpoczyna się pracę najczęściej narzędziem w pierwszym gnieździe, będzie to: T0101 G96 Sssss F fff. fff M03/04 M08 G92 S 4000 Dobór narzędzia oraz jego typu winien uwzględniać konfigurację obrabiarki (usytuowanie głowicy narzędziowej względem wrzeciennika tokarki oraz kierunek ruchu

4 obrotowego wrzeciona). Narzędzia tokarskie stosowane przy konfiguracji tokarki TM-01będą narzędziami zaosiowymi. Każde narzędzie przed użyciem, musi mieć zdefiniowane parametry pracy w podany sposób: funkcja G96 powoduje utrzymanie stałej prędkości skrawania, niezależnie od obrabianej średnicy, funkcja G97 utrzymuje założoną stałą prędkość obrotową wrzeciona w obr/min prędkość obrotowa wrzeciona oraz prędkość skrawania określona jest parametrem S, prędkość posuwu wyrażona w mm/obr określona jest parametrem F, kierunek obrotów wrzeciona określają funkcje maszynowe M03 w prawo, M04 w lewo, za włączenie chłodziwa (środka chłodząco-smarującego) odpowiada funkcja maszynowa M08, wyłączenie M09. Ponieważ prędkość obrotowa wrzeciona jest ograniczona ze względów technicznych, jej wartość maksymalną podaje się po wywołaniu funkcji ograniczającej G W kolejnej linii programu, odpowiednio do danych przedmiotu/półfabrykatu należy wybrać punkt w którym ma się zatrzymać narzędzie w ruchu szybkim z miejsca wymiany narzędzi/punktu referencyjnego obrabiarki (narzędzie powinno zatrzymać się nad przedmiotem/półfabrykatem współrzędna X xxxxx, natomiast w osi Z=0: dlaczego?) Realizujemy zatem ruch szybki w wierszu programowym: 19. G00 X+xxx.xxx Z Następnie planujemy czoło przedmiotu: 20. G1 X Z (dlaczego?) 21. G00 Z G00 X+xxx.xxx W kolejności należy wybrać wielkość naddatków na obróbkę kształtującą i wykańczającą przedmiotu obrabianego (funkcja G57): 23. G57 X+xxx.xxx +Zzzz.zzzz 24. Dobrać rodzaj cyklu obróbki zgrubnej odpowiednio do ukształtowania przedmiotu obrabianego wg. następujących schematów:

5

6

7 np. G81 I+iii.iii X+xxx.xxx Z+zzz.zzz (G75, G83) 25. Podaj współrzędne punktu początkowego X, Z oraz grubość I usuwanej warstwy materiału (w przypadku wątpliwości należy wykorzystać opcję <Programowania dialogowego> przycisk F Jeżeli przewidywana jest obróbka kształtująca (wywołana została uprzednio funkcja G57), to należy obecnie wprowadzić kompensację promienia ostrza narzędzia, funkcją G41 lub G42 (profil obrabiany z prawej strony ostrza), podając wybraną funkcję w oddzielnej linii programu, np. G42 (obrabiany profil z prawej strony ostrza) 27. Podaj kolejne współrzędne punktów konturu przedmiotu obrabianego na podstawie rysunku wykonawczego wraz z odpowiednimi funkcjami przygotowawczymi, którymi mogą być G1, G2, G3 (wybierz F7 <Prezent.graf.2D> w celu kontrolowania tworzonego konturu). 28. Po wskazaniu wszystkich współrzędnych profilu przedmiotu, należy odwołać kompensację promienia ostrza funkcją G40. G Wyjść narzędziem (funkcja G01/G00) poza przedmiot obrabiany podając odpowiednie

8 współrzędne. 30. Następnie należy skorzystać z funkcji G80 dla realizacji cyklu obróbki zgrubnej, 31. Przemieścić głowicę do punkt wymiany narzędzi np. G00 X Z Stosownie do przyjętego procesu technologicznego zdefiniować kolejne narzędzie do pracy, jak w p. 17, dobierając odpowiednie parametry skrawania. 33. Jeżeli przewidywane było przejście kształtujące, należy wybrać narzędzie do obróbki kształtującej. 34. Przejść ruchem szybkim z punktu wymiany narzędzi do punktu początkowego określonego w p Wybrać F4 <Edytor>. 36. Do nowej linii programu, należy skopiować jego fragment, którego początkiem jest włączenie funkcji kompensacji narzędzia np. G42, a końcem jej wyłączenie - G40. W tym celu należy: 37. Wybrać F2 <Operacja blokowa> 38. Klawiszem kierunku wybrać wiersz określony funkcją np. G42 jako początek kopiowanego bloku, 39. Wybrać F1 <Znacznik początku>. 40. Klawiszem kierunku wybrać końcowy wiersz kopiowanego bloku z funkcją G Wybrać F2 <Znacznik końca> 42. Klawiszem kierunku przejść do nowej linii programu. 43. Wybrać F5 <Kopiuj blok>. 44. Wybrać F3 < Usuń znaczniki>. 45. Wybrać F8 <Powrót>. 46. Wyjść z narzędziem z przedmiotu i ruchem szybkim znaleźć się w punkcie wymiany narzędzia. 47. Odpowiednio do planu obróbki w karcie technologicznej, dokonać wymiany narzędzia, określić parametry pracy narzędzia i przejść do realizacji kolejnych zabiegów. 48. Do wykonania rowków należy wybrać odpowiedni cykl obróbki G79, G86, podając parametry cyklu (wykorzystać F6 <Programow. dialogowe>). Zwrócić uwagę na aktywne punkty korekcji narzędzi (Wybierz 6-ty od lewej przycisk na pasku narzędzi Uzbrojenie głowicy rewolwerowej, następnie trzeci przycisk od lewej Wartości korekcyjne, ustal aktywny punkt korekcyjny na podstawie wartości współrzędnej Z).

9 49. W przypadku wymaganego wykonania otworu centralnego w pełnym materiale przedmiotu obrabianego należy wykonać wiercenie wiertłem krętym (prawym, lewym) lub wiertłem piórkowym i wywołaniem funkcji G Przed zabiegiem wiercenia w pełnym materiale należy wykonać nawiercanie za pomocą narzędzia nawiertaka. Zdefiniować narzędzie i parametry skrawania dla funkcji G97: Ttttt G97 Sssss Ffff.fff M03/04 M Jeżeli długość otworu stanowi jest większa od 3-5 średnic, należy stosować cykl wiercenia z funkcją G84 ze względu na utrudnione warunki pracy ostrzy. Cykl obróbki jest realizowany poprzez wielokrotne wycofywanie wiertła z otworu podczas pracy. Po wybraniu cyklu wiercenia, wykorzystać przycisk F6 <Programow. dialogowe> w celu określenia parametrów cyklu.

10 52. Zgodnie z procesem technologicznym zastosować ew. wiertła piórkowe w celu modyfikacji otworu pierwotnego. 53. W celu wykonania podtoczenia o podanej szerokości należy dobrać odpowiednie narzędzie o wymaganej szerokości krawędzi skrawającej i pozostałych parametrach geometrycznych ostrza (zwrócić uwagę na aktywne punkty korekcyjne dla wybranego ostrza). 54. Jeżeli ma być wykonany gwint należy dobrać odpowiednie warunki pracy ostrza (funkcja G97) i parametry dla cyklu gwintowania G Jeżeli jest to zabieg końcowy - odciąć wykonany przedmiot od reszty półfabrykatu za pomocą noża przecinaka.
 lub G3 (interpolacja odwrotna do")
11 56. Programować kolejne fragmenty profilu oraz zabiegi stosownie do wymagań technicznych przedmiotu. 57. W celu wykonania łukowych przejść pomiędzy fragmentami powierzchni wykorzystać funkcje przygotowawcze G2 (interpolacja zgodna z kierunkiem ruchu wskazówek zegara) lub G3 (interpolacja odwrotna do kierunku ruchu wskazówek zegara), przechodząc do F6 <Programow. dialogowe> i następnie wybierając przycisk Parametry. 58. Poprawność programowania elementów profilu przedmiotu można obserwować w przekroju 2D, wybierając uprzednio F7 <Prezent. graf. 2D>. 59. Wyjście narzędzia z przedmiotu obrabianego, wycofanie do punktu wymiany narzędzi, kończy obróbkę jednej strony przedmiotu. 60. Dla kontroli poprawności geometrycznej wykonanego przedmiotu, wybrać F7 <Prezent.graf. 2D>, 61. Następnie wybrać symbol suwmiarki na pasku narzędziowym, 62. Wybrać przycisk <Pomiar od punktu do punktu>

12 63. Dokonać sprawdzenia poprawności geometrycznej przedmiotu, przez zaznaczenie odpowiednich punktów. 64. W ostatniej linii programu wpisujemy M30 (koniec programu)
13
14
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D. II. Pierwsze uruchomienie tokarki CNC (Sinumerik 802D)
") OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Szczególne elementy do ćwiczenia: cykle toczenia wzdłużnego zgrubnego konturu wewnętrznego i zewnętrznego, cykle wiercenia i nacinania gwintu.
 ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
() (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
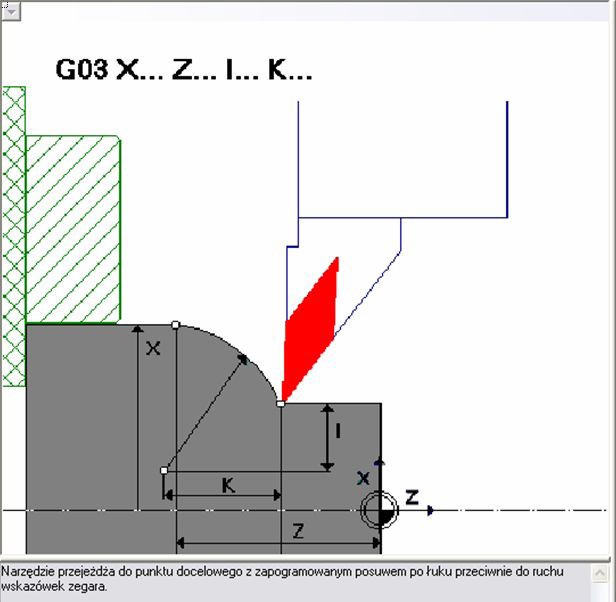
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Laboratorium. Środowisko do komputerowego wspomagania wytwarzania EdgeCAM Obróbka z profili 2D za pomocą cykli, ustawianie części na obrabiarce
 Akademia Górniczo-Hutnicza Kierunek/specjalność, Katedra Systemów Wytwarzania Imię Nazwisko(Drukowanymi) Data odrobienia ćwiczenia Ocena Data, podpis 2 Laboratorium Środowisko do komputerowego wspomagania
Akademia Górniczo-Hutnicza Kierunek/specjalność, Katedra Systemów Wytwarzania Imię Nazwisko(Drukowanymi) Data odrobienia ćwiczenia Ocena Data, podpis 2 Laboratorium Środowisko do komputerowego wspomagania
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Materiał szkoleniowy MTS, CAD/CAM, Frezowanie. Materiał szkoleniowy. MTS GmbH 2004 1
 Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
SolidCAM. Samouczek SolidCAM
 SolidCAM Samouczek SolidCAM 1 SPIS TREŚCI TOCZENIE... 3 Wiercenie otworu... 21 Planowanie czoła detalu... 32 Usunięcie materiału zewnętrznej średnicy detalu... 40 Usunięcie materiału z wewnętrznej średnicy
SolidCAM Samouczek SolidCAM 1 SPIS TREŚCI TOCZENIE... 3 Wiercenie otworu... 21 Planowanie czoła detalu... 32 Usunięcie materiału zewnętrznej średnicy detalu... 40 Usunięcie materiału z wewnętrznej średnicy
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Semestr letni Metrologia, Grafika inżynierska Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
Solid Edge. Zrozumieć Technologię Synchroniczną
 1.4 Ćwiczenia praktyczne Ćwiczenie 1: Zmiana długości ramienia dźwigni w trybie sekwencyjnym Korzystając np. z ekranu startowego Solid Edge otwórz plik 01_Dźwignia_sek.par. Dokonaj edycji dynamicznej pierwszej
1.4 Ćwiczenia praktyczne Ćwiczenie 1: Zmiana długości ramienia dźwigni w trybie sekwencyjnym Korzystając np. z ekranu startowego Solid Edge otwórz plik 01_Dźwignia_sek.par. Dokonaj edycji dynamicznej pierwszej
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi
 Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi Będąc w menu głównym klawiszem funkcyjnym F2 dolnej klawiatury wybieramy Parametry maszyny zobaczymy ekran jak niżej (jeśli nie to należy wybrać jeszcze
Obrabiarka EMCO Concept Turn 55 ustawianie narzędzi Będąc w menu głównym klawiszem funkcyjnym F2 dolnej klawiatury wybieramy Parametry maszyny zobaczymy ekran jak niżej (jeśli nie to należy wybrać jeszcze
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy
 Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy Spis : Podstawy geometryczne Charakterystyczne punkty obrabiarki Sposoby podawania współrzędnych punktu G90 i G91 Budowa bloku programu Sterowanie
Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy Spis : Podstawy geometryczne Charakterystyczne punkty obrabiarki Sposoby podawania współrzędnych punktu G90 i G91 Budowa bloku programu Sterowanie
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Laboratorium Napędu robotów
 WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY
 MATHEMATISCH TECHNISCHE SOFTWARE-ENTWICKLUNG GMBH CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY mgr inż. Robert Dubas ul. Sosnowa 1-4, 71-468 Szczecin Tel. 0601 724 127, tel/fax: 091 4553960 dubas@mts-cnc.com
MATHEMATISCH TECHNISCHE SOFTWARE-ENTWICKLUNG GMBH CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY mgr inż. Robert Dubas ul. Sosnowa 1-4, 71-468 Szczecin Tel. 0601 724 127, tel/fax: 091 4553960 dubas@mts-cnc.com
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Tworzenie nowego rysunku Bezpośrednio po uruchomieniu programu zostanie otwarte okno kreatora Nowego Rysunku.
 1 Spis treści Ćwiczenie 1...3 Tworzenie nowego rysunku...3 Ustawienia Siatki i Skoku...4 Tworzenie rysunku płaskiego...5 Tworzenie modeli 3D...6 Zmiana Układu Współrzędnych...7 Tworzenie rysunku płaskiego...8
1 Spis treści Ćwiczenie 1...3 Tworzenie nowego rysunku...3 Ustawienia Siatki i Skoku...4 Tworzenie rysunku płaskiego...5 Tworzenie modeli 3D...6 Zmiana Układu Współrzędnych...7 Tworzenie rysunku płaskiego...8
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Wstęp Pierwsze kroki Pierwszy rysunek Podstawowe obiekty Współrzędne punktów Oglądanie rysunku...
 Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM
 CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM 1.1. PODSTAWOWE INFORMACJE PC to skrót od nazwy Komputer Osobisty (z ang. personal computer). Elementy komputera można podzielić na dwie ogólne kategorie: sprzęt - fizyczne
CZĘŚĆ A PIERWSZE KROKI Z KOMPUTEREM 1.1. PODSTAWOWE INFORMACJE PC to skrót od nazwy Komputer Osobisty (z ang. personal computer). Elementy komputera można podzielić na dwie ogólne kategorie: sprzęt - fizyczne
AutoCAD 1. Otwieranie aplikacji AutoCAD 2011. AutoCAD 1
 AutoCAD 1 Omówienie interfejsu programu AutoCAD (menu rozwijalne, paski przycisków, linia poleceń, linia informacyjna, obszar roboczy); rysowanie linii i okręgu; rysowanie precyzyjne z wykorzystaniem trybów
AutoCAD 1 Omówienie interfejsu programu AutoCAD (menu rozwijalne, paski przycisków, linia poleceń, linia informacyjna, obszar roboczy); rysowanie linii i okręgu; rysowanie precyzyjne z wykorzystaniem trybów
POMIARY WIDEO W PROGRAMIE COACH 5
 POMIARY WIDEO W PROGRAMIE COACH 5 Otrzymywanie informacji o położeniu zarejestrowanych na cyfrowym filmie wideo drobin odbywa się z wykorzystaniem oprogramowania do pomiarów wideo będącego częścią oprogramowania
POMIARY WIDEO W PROGRAMIE COACH 5 Otrzymywanie informacji o położeniu zarejestrowanych na cyfrowym filmie wideo drobin odbywa się z wykorzystaniem oprogramowania do pomiarów wideo będącego częścią oprogramowania
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Arkusz strona zawierająca informacje. Dokumenty Excela są jakby skoroszytami podzielonymi na pojedyncze arkusze.
 ARKUSZ KALKULACYJNY Arkusz strona zawierająca informacje Dokumenty Excela są jakby skoroszytami podzielonymi na pojedyncze arkusze. Obszar roboczy fragment ekranu, na którym dokonywane są obliczenia Wiersze
ARKUSZ KALKULACYJNY Arkusz strona zawierająca informacje Dokumenty Excela są jakby skoroszytami podzielonymi na pojedyncze arkusze. Obszar roboczy fragment ekranu, na którym dokonywane są obliczenia Wiersze
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Wymiarowanie, kreskowanie, teksty
 Zdefiniowanie własnego stylu wymiarowania Na pasku Wymiary kliknąć ostatnią ikonę Styl wymiarowania, rys. 1 Rys. 1 Wywoła to Menedżera stylów wymiarowania, rys. 2 (ostatnia ikona). Rys. 2. Memedżer stylów
Zdefiniowanie własnego stylu wymiarowania Na pasku Wymiary kliknąć ostatnią ikonę Styl wymiarowania, rys. 1 Rys. 1 Wywoła to Menedżera stylów wymiarowania, rys. 2 (ostatnia ikona). Rys. 2. Memedżer stylów
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)
 obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
1. Wybierz polecenie rysowania linii, np. poprzez kliknięcie ikony W wierszu poleceń pojawi się pytanie o punkt początkowy rysowanej linii:
 Uruchom program AutoCAD 2012. Utwórz nowy plik wykorzystując szablon acadiso.dwt. 2 Linia Odcinek linii prostej jest jednym z podstawowych elementów wykorzystywanych podczas tworzenia rysunku. Funkcję
Uruchom program AutoCAD 2012. Utwórz nowy plik wykorzystując szablon acadiso.dwt. 2 Linia Odcinek linii prostej jest jednym z podstawowych elementów wykorzystywanych podczas tworzenia rysunku. Funkcję
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1. przygotowanie uczniów do egzaminów kwalifikacyjnych, 2. realizacja kursów w ramach dokształcania i doskonalenia zawodowego dorosłych.
 Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C)
") Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Wymiarowanie i teksty. Polecenie:
 11 Wymiarowanie i teksty Polecenie: a) Utwórz nowy rysunek z pięcioma warstwami, dla każdej warstwy przyjmij inny, dowolny kolor oraz grubość linii. Następnie narysuj pokazaną na rysunku łamaną warstwie
11 Wymiarowanie i teksty Polecenie: a) Utwórz nowy rysunek z pięcioma warstwami, dla każdej warstwy przyjmij inny, dowolny kolor oraz grubość linii. Następnie narysuj pokazaną na rysunku łamaną warstwie
Celem ćwiczenia jest zapoznanie się z podstawowymi funkcjami i pojęciami związanymi ze środowiskiem AutoCAD 2012 w polskiej wersji językowej.
 W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2012. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska A.: Obsługa programu AutoCAD 14 i 2000.
W przygotowaniu ćwiczeń wykorzystano m.in. następujące materiały: 1. Program AutoCAD 2012. 2. Graf J.: AutoCAD 14PL Ćwiczenia. Mikom 1998. 3. Kłosowski P., Grabowska A.: Obsługa programu AutoCAD 14 i 2000.
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny)
 ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 3. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Komputerowe wspomaganie procesów technologicznych I Computer Aided Technological Processes
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Zaznaczanie komórek. Zaznaczenie pojedynczej komórki polega na kliknięciu na niej LPM
 Zaznaczanie komórek Zaznaczenie pojedynczej komórki polega na kliknięciu na niej LPM Aby zaznaczyć blok komórek które leżą obok siebie należy trzymając wciśnięty LPM przesunąć kursor rozpoczynając od komórki
Zaznaczanie komórek Zaznaczenie pojedynczej komórki polega na kliknięciu na niej LPM Aby zaznaczyć blok komórek które leżą obok siebie należy trzymając wciśnięty LPM przesunąć kursor rozpoczynając od komórki
Wprowadzenie do symulatora toczenia CNC Wersja 6.3
 Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora toczenia CNC Wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349 960-25
Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora toczenia CNC Wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349 960-25
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA
 Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie arkusza: M.19-01-18.01 Oznaczenie kwalifikacji: M.19 zadania: 01 Kod ośrodka Kod egzaminatora EGZAMIN POTWIERDZAJĄCY
Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie arkusza: M.19-01-18.01 Oznaczenie kwalifikacji: M.19 zadania: 01 Kod ośrodka Kod egzaminatora EGZAMIN POTWIERDZAJĄCY
FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przygotowanie tokarki Wersja 7.4
 Mathematisch Technische Software-Entwicklung GmbH Przygotowanie tokarki Wersja 7.4 TopTurn Przygotowanie tokarki Wersja polska 7.4 04.2011 (Robert Dubas, MTS, ul. Sosnowa 1-4, 71-468 Szczecin, tel. 601
Mathematisch Technische Software-Entwicklung GmbH Przygotowanie tokarki Wersja 7.4 TopTurn Przygotowanie tokarki Wersja polska 7.4 04.2011 (Robert Dubas, MTS, ul. Sosnowa 1-4, 71-468 Szczecin, tel. 601
b) Dorysuj na warstwie pierwszej (1) ramkę oraz tabelkę (bez wymiarów) na warstwie piątej (5) według podanego poniżej wzoru:
 Dorysuj na warstwie pierwszej (1) ramkę oraz tabelkę (bez wymiarów) na warstwie piątej (5) według podanego poniżej wzoru:") Wymiarowanie i teksty 11 Polecenie: a) Utwórz nowy rysunek z pięcioma warstwami, dla każdej warstwy przyjmij inny, dowolny kolor oraz grubość linii. Następnie narysuj pokazaną na rysunku łamaną na warstwie
Wymiarowanie i teksty 11 Polecenie: a) Utwórz nowy rysunek z pięcioma warstwami, dla każdej warstwy przyjmij inny, dowolny kolor oraz grubość linii. Następnie narysuj pokazaną na rysunku łamaną na warstwie
Zasada prawej dłoni przy wyznaczaniu zwrotów osi
 Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Obrabiarki Sterowane Numerycznie Numerical Control Machine Tools
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Skróty klawiaturowe w systemie Windows 10
 Skróty klawiaturowe w systemie Windows 10 Skróty klawiaturowe to klawisze lub kombinacje klawiszy, które zapewniają alternatywny sposób na wykonanie czynności zwykle wykonywanych za pomocą myszy. Kopiowanie,
Skróty klawiaturowe w systemie Windows 10 Skróty klawiaturowe to klawisze lub kombinacje klawiszy, które zapewniają alternatywny sposób na wykonanie czynności zwykle wykonywanych za pomocą myszy. Kopiowanie,
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Obrabiarki CNC. Nr 13
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
Rys.1. Technika zestawiania części za pomocą polecenia WSTAWIAJĄCE (insert)
") Procesy i techniki produkcyjne Wydział Mechaniczny Ćwiczenie 3 (2) CAD/CAM Zasady budowy bibliotek parametrycznych Cel ćwiczenia: Celem tego zestawu ćwiczeń 3.1, 3.2 jest opanowanie techniki budowy i wykorzystania
Procesy i techniki produkcyjne Wydział Mechaniczny Ćwiczenie 3 (2) CAD/CAM Zasady budowy bibliotek parametrycznych Cel ćwiczenia: Celem tego zestawu ćwiczeń 3.1, 3.2 jest opanowanie techniki budowy i wykorzystania
Ćwiczenie 3. I. Wymiarowanie
 Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Harmonogram kurs: Programowanie w systemie CNC
 2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
2018 Harmonogram kurs: Programowanie w systemie CNC 25.06.2018 13.07.2018 CENTRUM KSZTAŁCENIA BIZNESU SP. Z O. O. CZĘŚĆ TEORETYCZNA 1. 25.06.2018 Poniedziałek 1 12 godz. (45 min.) 1 gr. 1 + gr. 2 gr. 3
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
Politechnika Warszawska Wydział Mechatroniki Instytut Automatyki i Robotyki
 Politechnika Warszawska Wydział Mechatroniki Instytut Automatyki i Robotyki Ćwiczenie laboratoryjne 2 Temat: Modelowanie powierzchni swobodnych 3D przy użyciu programu Autodesk Inventor Spis treści 1.
Politechnika Warszawska Wydział Mechatroniki Instytut Automatyki i Robotyki Ćwiczenie laboratoryjne 2 Temat: Modelowanie powierzchni swobodnych 3D przy użyciu programu Autodesk Inventor Spis treści 1.
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
OPROGRAMOWANIE UŻYTKOWE
 R 3 OPROGRAMOWANIE UŻYTKOWE PROJEKTOWANIE Z WYKORZYSTANIEM PROGRAMU Solid Edge Cz. I Part 14 A 1,5 15 R 2,5 OO6 R 4,5 12,72 29 7 A 1,55 1,89 1,7 O33 SECTION A-A OPRACOWANIE: mgr inż. Marcin Bąkała Uruchom
R 3 OPROGRAMOWANIE UŻYTKOWE PROJEKTOWANIE Z WYKORZYSTANIEM PROGRAMU Solid Edge Cz. I Part 14 A 1,5 15 R 2,5 OO6 R 4,5 12,72 29 7 A 1,55 1,89 1,7 O33 SECTION A-A OPRACOWANIE: mgr inż. Marcin Bąkała Uruchom
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania:
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i