FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
|
|
|
- Szymon Urbański
- 9 lat temu
- Przeglądów:
Transkrypt
1 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu: Obrabiarki sterowane numerycznie Opracował: mgr inż. Tomasz Nieścier Białystok 2005

2 PRZEPISY BHP 1. Dla bezpiecznego przebiegu pracy należy stosować się do niżej wymienionych wskazówek, pouczeń i poleceń oraz przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej a także instrukcji obowiązujących na stanowiskach laboratoryjnych. 2. Do wykonania ćwiczenia należy przystępować punktualnie, będąc wypoczętym i przygotowanym. 3. Należy przemyśleć bezpieczny przebieg pracy, podejmować tylko czynności wyznaczone przez prowadzącego zajęcia. 4. Zwracać uwagę na wywieszone znaki i napisy ostrzegawcze i stosować się do nich. 5. Pamiętać, że niewłaściwe dotykanie przewodów elektrycznych grozi porażeniem. 6. Dbać o porządek i czystość stanowiska laboratoryjnego. 7. Nie opuszczać stanowiska pracy bez ważnych przyczyn oraz bez wiedzy i zgody prowadzącego zajęcia. 8. Szanować powierzone mienie, wyposażenie laboratorium oraz inne przydzielone pomoce. 9. Nie stwarzać żadnych zagrożeń dla siebie i osób współpracujących. W razie zaistnienia nie wymienionych sytuacji proszę zwrócić się bezzwłocznie do prowadzącego zajęcia o wytyczne lub radę co do sposobu postępowania. 2

3 1. CEL ĆWICZENIA Celem ćwiczenia jest: a) zapoznanie ze strukturą programu obróbki na obrabiarki sterowane numerycznie; b) poznanie podstawowych funkcji sterowania numerycznego; c) sporządzenie programu obróbki na obrabiarkę CNC z wykorzystaniem funkcji interpolacji. 2. WPROWADZENIE 2.1 Struktura programu obróbki na obrabiarki sterowane numerycznie Program sterujący obrabiarki zapisywany jest w postaci tekstowej. Składa się on z kolejno po sobie następujących tzw. bloków informacji. W pierwszym wierszu programu wpisywany jest specjalny znak (zwykle %) oraz identyfikator programu (np. jego numer lub nazwa). Następne bloki programu zawierają informacje niezbędne do wykonania wszystkich ruchów narzędzia i czynności pomocniczych związanych z operacją technologiczną [1]. Maksymalna ilość informacji jaką można podać w pojedynczym bloku oraz ich forma zależą od konstrukcji danego układu sterowania numerycznego, z którym pracuje obrabiarka. Poniżej przedstawiono wzorzec budowy typowego programu sterującego: %01 (początek programu) N10 G94 S2000 T0201 M03 (blok informacji) N20 G00 X-20.5 Y30.0 M08 (blok informacji).. (kolejne bloki informacji) N350 M30 (koniec programu) Blok informacji składa się ze słów, które są oddzielane od siebie separatorem (jest to najczęściej spacja lub znak tabulatora). Słowo składa się z adresu i kodu liczbowego (rys. 1). Adres jest jedną z liter dozwolonych dla danego układu sterowania. Kod liczbowy oznacza określoną czynność (np. włączenie obrotów wrzeciona, uruchomienie chłodzenia), bądź bezpośrednio określa np. liczbę obrotów wrzeciona na minutę, współrzędne docelowego położenia narzędzia itp. Słowa, w których zapisuje się wartości współrzędnych punktów nazywane są słowami wymiarowymi. Rys. 1. Budowa adresowego bloku informacji Najczęściej spotykane są bloki informacji (tzw. adresowe bloki informacji) o zmiennej długości. Dzięki temu w każdym z nich można umieścić inną liczbę słów a kolejne słowa mogą zawierać różną liczbę znaków. Niektóre słowa w bloku ze względu na ich znaczenie i funkcjonowanie w programie sterującym nazywane są funkcjami (są to np. funkcje przygotowawcze G, funkcje pomocnicze M). Funkcje dzieli się na tzw. modalne i blokowe. Funkcje modalne są pamiętane do odwołania, zaś blokowe działają w danym bloku. Przykładem funkcji modalnej 3
 oraz identyfikator programu (np. jego numer lub nazwa).")
4 może być funkcja S kodująca obroty wrzeciona obrabiarki. Zapisuje się ją na początku programu oraz w miejscach programu, w których zachodzi potrzeba ich zmiany. Z kolei przykładami funkcji blokowych mogą być funkcje określające współrzędne punktu docelowego (np. X300 Y400). Inny podział dotyczy kolejności realizacji funkcji w bloku informacji. Z tego punktu widzenia można je podzielić na przedblokowe i poblokowe. Funkcje przedblokowe są realizowane przed wykonaniem innych czynności zapisanych w bloku (np. funkcja włączenia obrotów wrzeciona lub włączenia chłodziwa). Z kolei funkcje poblokowe są realizowane po wykonaniu wszystkich czynności lub ruchów zapisanych w bloku (np. funkcja zatrzymania obrotów wrzeciona, funkcja wyłączenia chłodziwa) [1]. 2.2 Podstawowe funkcje sterowania numerycznego Funkcje sterowania numerycznego: A, B, C - oznaczenia ruchów obrotowych wokół osi X, Y, Z F funkcja prędkości posuwowej narzędzia G funkcje przygotowawcze H funkcja dodatkowa (wskaźnik kąta) I, J, K parametry interpolacji kołowej w osiach X, Y, Z M funkcje pomocnicze N numer wiersza (bloku) R funkcja dodatkowa (promień) S funkcja napędu głównego (obrotów wrzeciona) T kodowanie numeru narzędzia X, Y, Z adresy osi współrzędnych Tab. 1. Opis wybranych funkcji pomocniczych M Funkcje M Znaczenie funkcji Graficzna interpretacja M00 Stop bezwarunkowy M01 Stop warunkowy M02 Koniec programu (bez przejścia do początku programu) M03 Deklaracja prawych obrotów wrzeciona narzędziowego M04 Deklaracja lewych obrotów wrzeciona narzędziowego M05 M06 M08 M09 M13 M30 Zatrzymanie obrotów wrzeciona narzędziowego Zmiana narzędzia Włączenie chłodziwa Wyłączenie chłodziwa Włączenie prawych obrotów wrzeciona i chłodziwa Koniec programu (z przejściem do początku programu) 4
. Z kolei funkcje poblokowe są realizowane po wykonaniu wszystkich czynności lub ruchów zapisanych w bloku (np.")
5 Tab. 2. Opis wybranych funkcji przygotowawczych G Funkcje G Znaczenie funkcji Graficzna interpretacja G00 Ruch szybki (pozycjonowanie) tzw. interpolacja punktowa dla współrzędnych kartezjańskich G01 G02 G03 G10 G11 G12 G13 G17 G18 G19 G29 G40 G41 G42 G53 G54 G90 G91 G94 G95 Ruch roboczy po linii prostej (z interpolacja liniową) dla współrzędnych kartezjańskich Ruch roboczy po łuku w kierunku zgodnym z ruchem wskazówek zegara (interpolacja kołowa) dla współrzędnych kartezjańskich Ruch roboczy po łuku w kierunku przeciwnym do ruchu wskazówek zegara (interpolacja kołowa) dla współrzędnych kartezjańskich Ruch szybki (pozycjonowanie) tzw. interpolacja punktowa dla współrzędnych biegunowych Ruch roboczy po linii prostej (z interpolacja liniową) dla współrzędnych biegunowych Ruch roboczy po łuku w kierunku zgodnym z ruchem wskazówek zegara (interpolacja kołowa) dla współrzędnych biegunowych Ruch roboczy po łuku w kierunku przeciwnym do ruchu wskazówek zegara (interpolacja kołowa) dla współrzędnych biegunowych Wybór płaszczyzny interpolacji kołowej XY Wybór płaszczyzny interpolacji kołowej XZ Wybór płaszczyzny interpolacji kołowej YZ Definicja bieguna w ostatnim położeniu narzędzia Odwołanie korekcji promienia narzędzia Korekcja promienia narzędzia w lewo od zaprogramowanego zarysu przedmiotu Korekcja promienia narzędzia w prawo od zaprogramowanego zarysu przedmiotu Deklaracja układu współrzędnych obrabiarki Deklaracja układu współrzędnych przedmiotu Wymiarowanie absolutne Wymiarowanie przyrostowe Deklaracja jednostek prędkości posuwu [mm/min] Deklaracja jednostek prędkości posuwu [mm/obr] 2.3 Programowanie obróbki z wykorzystaniem funkcji interpolacji Zasadniczą częścią programu sterującego są bloki programujące ruch narzędzia. Aby w pełni opisać ten ruch wymagane są następujące dane: punkt początkowy ruchu; 5
 dla współrzędnych kartezjańskich Ruch szybki (pozycjonowanie) tzw.")
6 punkt końcowy ruchu; prędkość ruchu; tor ruchu. Idea sterowania numerycznego polega na programowaniu ruchu po torze ciągłym w ten sposób, że punkt końcowy ruchu w jednym bloku jest jednocześnie punktem początkowym ruchu w bloku następnym. Zatem w bloku programuje się tylko punkt końcowy ruchu. Prędkość ruchu jest programowana poprzez adres F (posuw). Ostatnim elementem definicji ruchu jest jego tor, określany mianem interpolacji. Należy ją rozumieć jako sposób powiązania niezależnych ruchów w osiach maszynowych tak, aby uzyskać zamierzony wypadkowy tor przemieszczenia się narzędzia (rys. 2) [2]. A więc na podstawie zadanego toru ruchu i zadanej prędkości ruchu układ sterowania jest w stanie obliczyć lokalną wartość prędkości v(t), traktowaną jako wektor. Jest to oczywiście wartość wypadkowa, zatem układ sterowania dokonuje wyznaczenia wektorów składowych prędkości w poszczególnych osiach obrabiarki np. v x (t) i v y (t) (rys. 2). Pozwala to na wygenerowanie sygnałów sterujących napędami w poszczególnych osiach (jak wiadomo są one od siebie niezależne). Jeśli proces takich obliczeń będzie powtarzany z dostatecznie dużą częstotliwością to uzyska się tor ruchu w dużym przybliżeniu równy zadanemu. Rys. 2. Idea interpolacji Możemy wyróżnić trzy rodzaje interpolacji: interpolacja punktowa; interpolacja liniowa; interpolacja kołowa. Poszczególne sposoby interpolacji mogą być zrealizowane z wykorzystaniem współrzędnych kartezjańskich lub biegunowych (rys. 3). a) b) c) Rys. 3. Rodzaje współrzędnych: a) kartezjańskie z wymiarowaniem absolutnym, b) kartezjańskie z wymiarowaniem przyrostowym, c) biegunowe W przypadku współrzędnych kartezjańskich mamy do czynienia z wymiarowaniem absolutnym (prostokątnym) i przyrostowym. W układzie absolutnym współrzędne są odnoszone do jednego, ustalonego punktu zerowego (początku układu współrzędnych). Tymczasem na rysunkach konstrukcyjnych wymiarowanie rzadko prowadzi się 6
 [2].")
7 względem jednej, wspólnej bazy wymiarowej. Często wymiary mają charakter przyrostowy, w postaci łańcucha wymiarowego. Wtedy wartości współrzędnych w układzie absolutnym byłyby obliczane, co przy wymiarach tolerowanych łatwo prowadzi do błędów. Stąd w układach sterowania przewidziano również możliwość programowania przyrostowego (inkrementalnego) względem aktualnego położenia narzędzia. Do obsługi trybu absolutnego i przyrostowego wymiarowania przewidziano dwie funkcje: G90 programowanie absolutne; G91 programowanie przyrostowe. W programowaniu absolutnym (rys. 4a) wartość wymiaru odnosi się do aktualnego położenia punktu zerowego układu współrzędnych. W programowaniu przyrostowym (rys. 4b) wartość wymiaru odnosi się do aktualnego położenia narzędzia jest ono traktowane jako chwilowe położenie punktu zerowego układu współrzędnych. a) b) Rys. 4. Współrzędne w układzie absolutnym i przyrostowym Interpolacja punktowa Interpolacja punktowa (zwana też ruchem szybkim) (rys. 5) polega na przemieszczeniu się narzędzia do zaprogramowanego punktu z dużymi prędkościami w osiach sterowanych numerycznie. Ruch ten może być zrealizowany z brakiem powiązania ruchu w osiach, czyli przy braku interpolacji, czego efektem jest nieprzewidywalny tor ruchu narzędzia. Ruch ten może być też zrealizowany z zastosowaniem interpolacji liniowej, czego efektem będzie ruch narzędzia po linii prostej [2]. Rys. 5. Interpolacja punktowa Interpolacja punktowa jest przeznaczona wyłącznie do ruchów ustawczych narzędzia. Należy pamiętać, że skutkiem ruchu szybkiego może być kolizja (kontakt narzędzia lub innego elementu ruchomego z przedmiotem obrabianym lub innym elementem obrabiarki). Z tego względu wszystkie ruchy z interpolacją punktową należy programować bardzo starannie. Interpolacja punktowa może być zrealizowana przy wykorzystaniu dwóch funkcji: G00 dla współrzędnych kartezjańskich; G10 dla współrzędnych biegunowych. 7

8 W przypadku współrzędnych biegunowych należy zwrócić uwagę na sposób odmierzania kąta w poszczególnych płaszczyznach tzn. XY, YZ, ZX (rys. 6). Rys. 6. Sposoby odmierzania kąta w poszczególnych płaszczyznach [3] Przykład 1: Interpolacja punktowa G00 dla układu absolutnego (bezwzględnego): Rys. 7. Interpolacja punktowa G00 (współrzędne absolutne) Bloki sterujące ruchem narzędzia: G00 G90 X+10 Y+10 G00 G90 X+20 Y+20 G00 G90 X+30 Y+30 Przykład 2: Interpolacja punktowa G00 dla układu przyrostowego: Rys. 8. Interpolacja punktowa G00 (współrzędne przyrostowe) Blok sterujący ruchem narzędzia: G00 G91 X+10 Y+10 8

9 Przykład 3: Interpolacja punktowa G10: Rys. 9. Interpolacja punktowa G10 Blok sterujący ruchem narzędzia: G10 G90 R+80 H Interpolacja liniowa Interpolacja liniowa należy do najprostszych, a jednocześnie do najczęściej wykorzystywanych ruchów roboczych. Tor ruchu narzędzia przebiega po linii prostej pomiędzy punktem początkowym i końcowym. A więc jest to wytyczanie prostoliniowej trajektorii ruchu narzędzia na podstawie współrzędnych dwóch punktów początkowego i końcowego [2]. Interpolacja liniowa umożliwia: na tokarce: toczenie powierzchni czołowej, walcowej i stożkowej; na frezarce: wiercenie, rozwiercanie, wytaczanie, frezowanie powierzchni czołowych. W interpolacji liniowej mogą być realizowane następujące przemieszczenia: 1D wzdłuż jednej osi układu współrzędnych (rys. 10a); 2D wzdłuż dwóch osi układu współrzędnych (rys.10b); 3D wzdłuż trzech osi układu współrzędnych (rys. 10c). a) b) c) Rys. 10. Interpolacja liniowa z przemieszczeniami: a) 1D, b) 2D, c) 3D [3] Interpolacja liniowa, podobnie jak punktowa, może być zrealizowana przy wykorzystaniu dwóch funkcji: G01 dla współrzędnych kartezjańskich; G11 dla współrzędnych biegunowych. 9
![A więc jest to wytyczanie prostoliniowej trajektorii ruchu narzędzia na podstawie współrzędnych dwóch punktów początkowego i końcowego [2].](/docs-images/44/4444872/images/page_9.jpg "Interpolacja liniowa umożliwia: na tokarce: toczenie powierzchni czołowej, walcowej i stożkowej; na frezarce: wiercenie, rozwiercanie, wytaczanie, frezowanie powierzchni czołowych.")
10 Przykład 1: Interpolacja liniowa G01 dla układu absolutnego (bezwzględnego): Rys. 11. Interpolacja punktowa G01 (współrzędne absolutne) Blok sterujący ruchem narzędzia: G01 G90 X+20 Y+60 F100 Przykład 2: Interpolacja liniowa G01 dla układu przyrostowego: Rys. 12. Interpolacja liniowa G01 (współrzędne przyrostowe) Blok sterujący ruchem narzędzia: G01 G91 X-80 Y+40 Przykład 3: Interpolacja liniowa G11: Rys. 13. Interpolacja liniowa G11 Blok sterujący ruchem narzędzia: G11 G90 R+90 H
 Blok sterujący ruchem narzędzia: G01 G91 X-80 Y+40 Przykład 3:")
11 Przykład 4: Zaprogramować ruch punktu kodowego narzędzia (osi narzędzia) po konturze przedstawionym na rys. 14 w przyjętym układzie współrzędnych w punkcie W. Ruch rozpocząć od punktu (0,0) w kierunku przeciwnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, głębokość obróbki Z=-5. Obróbkę wykonać frezem palcowym o średnicy 10mm. Rys. 14. Szkic przedmiotu do przykładu obróbki konturu z interpolacją liniową Program sterujący: %Program1 N10 G30 G17 X-10 Y-10 Z-20 N20 G31 G90 X135 Y130 Z0 N30 T1 G17 S1000 ;FREZ10 N40 G17 G90 G40 G00 N50 G00 Z10 N60 X0 Y0 M13 N70 G01 Z-5 F60 N80 X125 N90 Y50 N100 X60 N110 Y80 N120 X100 N130 Y105.4 N140 X85 Y120 N150 X25 N160 Y84 N170 X0 N180 Y0 N190 G00 Z10 N200 M5 N210 Y200 N220 M30 %Program1 Opis programu: W blokach N10 i N20 został zdefiniowany obszar symulacji (wskazano współrzędne dwóch przeciwległych narożników sześcianu). W kolejnym bloku przywołano z magazynu narzędzie (T1), zdefiniowano płaszczyznę interpolacji jako XY (G17) oraz dokonano ustawienia prędkości obrotowej wrzeciona na 1000 obr/min (S1000). Dodatkowo po średniku 11

12 został umieszczony jeszcze komentarz (FREZ10). Następnie w bloku N40 zostały wywołane funkcje przygotowawcze, których znaczenie opisane zostało w tabeli 2. Blok N50 to ustawienie się ruchem szybkim (G00) na wysokości 10mm nad powierzchnią obrabianą (Z10). W N60 następuje pozycjonowanie w płaszczyźnie XY (X0 Y0) nad punktem początkowym konturu oraz włączenie prawych obrotów wrzeciona z jednoczesnym uruchomieniem pompki chłodziwa (M13). Blok N70 to zagłębienie się ruchem roboczym (G01) w materiale na głębokość 5mm (Z-5) przy ustawionym posuwie 60mm/min (F60). Bloki N80 N180 programują ruch narzędzia w płaszczyźnie XY, kolejno przez wszystkie elementy konturu. Blok N190 to wycofanie narzędzia ruchem szybkim (G00) w osi Z na wysokość 10mm (Z10). W kolejnej linijce programu wyłączone zostały obroty wrzeciona oraz pompka chłodziwa (M5). Następnie w przedostatnim bloku (N210) ruchem szybkim pozycjonujemy stół obrabiarki (Y200) tak, aby można było zdjąć obrobiony detal. Ostatni blok (N220) to słowo końca programu (M30). Na rysunku poniżej została przedstawiona symulacja programu. Widać, że zaprogramowano ruch punktu środka freza. Aby obróbka została wykonana jego powierzchnią boczną konieczne byłoby wprowadzenie kompensacji promienia narzędzia. Rys. 15. Symulacja programu sterującego dla przedmiotu z rys Interpolacja kołowa Interpolacja kołowa jest to wytyczenie trajektorii ruchu narzędzia w kształcie łuku. Dla tego rodzaju interpolacji przewidziano cztery funkcje w zależności od kierunku ruchu narzędzia i rodzaju współrzędnych (rys. 16): G02 interpolacja kołowa w kierunku CW - zgodnym z ruchem wskazówek zegara (dla współrzędnych kartezjańskich); G03 interpolacja kołowa w kierunku CCW - przeciwnym do ruchu wskazówek zegara (dla współrzędnych kartezjańskich); G12 interpolacja kołowa w kierunku CW - zgodnym z ruchem wskazówek zegara (dla współrzędnych biegunowych); G13 interpolacja kołowa w kierunku CCW - przeciwnym do ruchu wskazówek zegara (dla współrzędnych biegunowych). Rys. 16. Funkcje interpolacji kołowej 12
 w materiale na głębokość 5mm (Z-5) przy ustawionym posuwie 60mm/min (F60).")
13 Ten sposób interpolacji może być realizowany w trzech płaszczyznach: XY, YZ, ZX (rys. 17). Rys. 17. Płaszczyzny interpolacji kołowej [3] Podczas programowania interpolacji kołowej ważne jest określenie środka okręgu. Wykorzystano do tego tzw. parametry interpolacji I, J, K za których pomocą programowany jest punkt środka okręgu. Traktowane one są jako wektory składowe (w odpowiednich osiach I w X, J w Y, K w Z) wektora od punktu początkowego do punktu środka okręgu (rys. 18). Rys. 18. Interpolacja kołowa z parametrami interpolacji I, J Następnym ważnym parametrem jest promień R łuku. Przy definiowaniu promienia konieczne jest określenie jego znaku ( + lub - ). Znak ten zależy od kąta na jakim rozpięty jest dany łuk. Dla kąta <180º jest to znak +, zaś dla kąta >180º jest to znak - (rys. 19). Rys. 19. Znak promienia w zależności od kąta rozpięcia łuku [3] 13
 wektora od punktu początkowego do punktu środka okręgu (rys. 18)")
14 Przykład 1: Interpolacja kołowa G02 z wykorzystaniem wartości promienia R: Rys. 20. Interpolacja kołowa G02 z wykorzystaniem wartości promienia R [3] Bloki sterujące ruchem narzędzi: ruch narzędzia A: ruch narzędzia B: G02 X+80 Y+60 R+50 G02 X+80 Y+60 R-50 Przykład 2: Interpolacja kołowa G02 z wykorzystaniem parametrów interpolacji I, J: Rys. 21. Interpolacja kołowa G02 z wykorzystaniem parametrów interpolacji I,J Blok sterujący ruchem narzędzia: G02 X+10 Y+31.3 I+60 J+70 Przykład 3: Interpolacja kołowa G03 z wykorzystaniem wartości promienia R: Rys. 22. Interpolacja kołowa G03 z wykorzystaniem wartości promienia R [3] 14

15 Bloki sterujące ruchem narzędzi: ruch narzędzia C: ruch narzędzia D: G03 X+80 Y+60 R+50 G03 X+80 Y+60 R-50 Przykład 4: Interpolacja kołowa G12 i G13: a) b) Rys. 23. Interpolacja kołowa: a) G12; b) G13 Bloki sterujące ruchem narzędzi: ruch narzędzia A: G02 X+85 Y+60 I+50 J+60 lub I+50 J+60 G12 H0 ruch narzędzia B: I+50 J+60 G13 H+210 Przykład 5: Zaprogramować ruch punktu kodowego narzędzia (osi narzędzia) po konturze przedstawionym na rys. 24 w przyjętym układzie współrzędnych w punkcie W. Ruch rozpocząć od punktu (15,0) w kierunku przeciwnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, głębokość obróbki Z=-5. Obróbkę wykonać frezem palcowym o średnicy 8mm. Rys. 24. Szkic przedmiotu do przykładu obróbki konturu z interpolacją kołową 15
 w kierunku przeciwnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, głębokość obróbki Z=-5. Obróbkę wykonać frezem palcowym o średnicy 8mm. Rys.")
16 Program sterujący: %Program2 N10 G30 G17 X-20 Y-10 Z-20 N20 G31 G90 X145 Y145 Z0 N30 T6 G17 S1000 ;FREZ8 N40 G17 G90 G40 G00 N50 G00 Z10 N60 X15 Y0 M13 N70 G01 Z-5 F60 N80 X60 N90 I80 J0 G02 X80 Y20 N100 G01 X110 N110 I110 J20 G11 R40 H60 N120 G03 X125 Y85 R25 N130 G01 X100 N140 I100 J105 G12 H60 N150 G01 Y135 N160 X65 N170 I40 J135 G02 X15 Y135 N180 G01 X8 N190 I8 J127 G03 X0 Y127 N200 G01 Y70 N210 X10 N220 G02 X10 Y50 R-34.5 N230 G01 X0 N240 I15 J30 G03 X-5 Y15 N250 G01 X0 N260 G02 X15 Y0 R15 N270 G00 Z50 N280 M5 N290 X200 Y250 N300 M30 %Program2 Opis programu: W blokach N10 i N20 został zdefiniowany obszar symulacji (wskazano współrzędne dwóch przeciwległych narożników sześcianu). W kolejnym bloku przywołano z magazynu narzędzie (T6), zdefiniowano płaszczyznę interpolacji jako XY (G17) oraz dokonano ustawienia prędkości obrotowej wrzeciona na 1000 obr/min (S1000). Dodatkowo po średniku został umieszczony jeszcze komentarz (FREZ8). Następnie w bloku N40 zostały wywołane funkcje przygotowawcze, których znaczenie opisane zostało w tabeli 2. Blok N50 to ustawienie się ruchem szybkim (G00) na wysokości 10mm nad powierzchnią obrabianą (Z10). W N60 następuje pozycjonowanie w płaszczyźnie XY (X15 Y0) nad punktem początkowym konturu oraz włączenie prawych obrotów wrzeciona z jednoczesnym uruchomieniem pompki chłodziwa (M13). Blok N70 to zagłębienie się ruchem roboczym (G01) w materiale na głębokość 5mm (Z-5) przy ustawionym posuwie 60mm/min (F60). Bloki N80 N260 programują ruch narzędzia w płaszczyźnie XY, kolejno przez wszystkie elementy konturu. Blok N270 to wycofanie narzędzia ruchem szybkim (G00) w osi Z na wysokość 50mm (Z50). W kolejnej linijce programu wyłączone zostały obroty wrzeciona oraz pompka chłodziwa (M5). Następnie w przedostatnim bloku (N290) ruchem szybkim 16

17 pozycjonujemy stół obrabiarki (X200 Y250) tak, aby można było zdjąć obrobiony detal. Ostatni blok (N300) to słowo końca programu (M30). Przykład 6: Zaprogramować ruch narzędzia po konturze przedstawionym na rys. 25 w przyjętym układzie współrzędnych przedmiotu o początku w punkcie W. Ruch rozpocząć od punktu (0,0) w kierunku zgodnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, zaś głębokość obróbki Z=-1. Obróbkę wykonać frezem palcowym o średnicy 2mm. Program sterujący: %Program3 N10 G30 G17 X-10 Y-10 Z-20 N20 G31 G90 X135 Y135 Z0 N30 T4 G17 S2000 ;FREZ2 N40 G17 G90 G40 G00 N50 G00 Z10 N60 X0 Y0 M13 N70 G01 Z-1 F80 N80 Y55 N90 I0 J55 G11 R40 H30 N100 G01 X60 Y70 N110 Y90 N120 I60 J105 G13 H120 N130 G01 X10 Y95 N140 Y125 N150 X100 N160 Y97.5 N170 G03 X122.5 Y75 R-22.5 N180 G01 X125 N190 Y35 N200 X80 Y0 N210 X0 N220 G00 Z100 N230 M5 N240 Y250 N250 M30 %Program3 Rys. 25. Szkic przedmiotu do przykładu obróbki konturu 17

18 3. OPIS STANOWISKA LABORATORYJNEGO Stanowisko laboratoryjne jest wyposażone w dwie obrabiarki CNC: frezarkę sterowaną numerycznie FYS16N z układem sterowania TNC360 Heidenhain; centrum frezarskie OMNIS 1020 Hartford z układem sterowania numerycznego itnc530 Heidenhain. 3.1 Układ sterowania numerycznego TNC360 Heidenhain Rys. 26. Frezarka FYS16N i jej układ sterowania TNC360 Heidenhain 3.2 Układ sterowania numerycznego itnc530 Heidenhain Rys. 27. Centrum frezarskie OMNIS 1020 i jego układ sterowania itnc530 Heidenhain [4] 4. PRZBIEG ĆWICZENIA sprawdzenie przez prowadzącego przygotowania studentów do wykonania ćwiczenia (znajomość instrukcji); 18

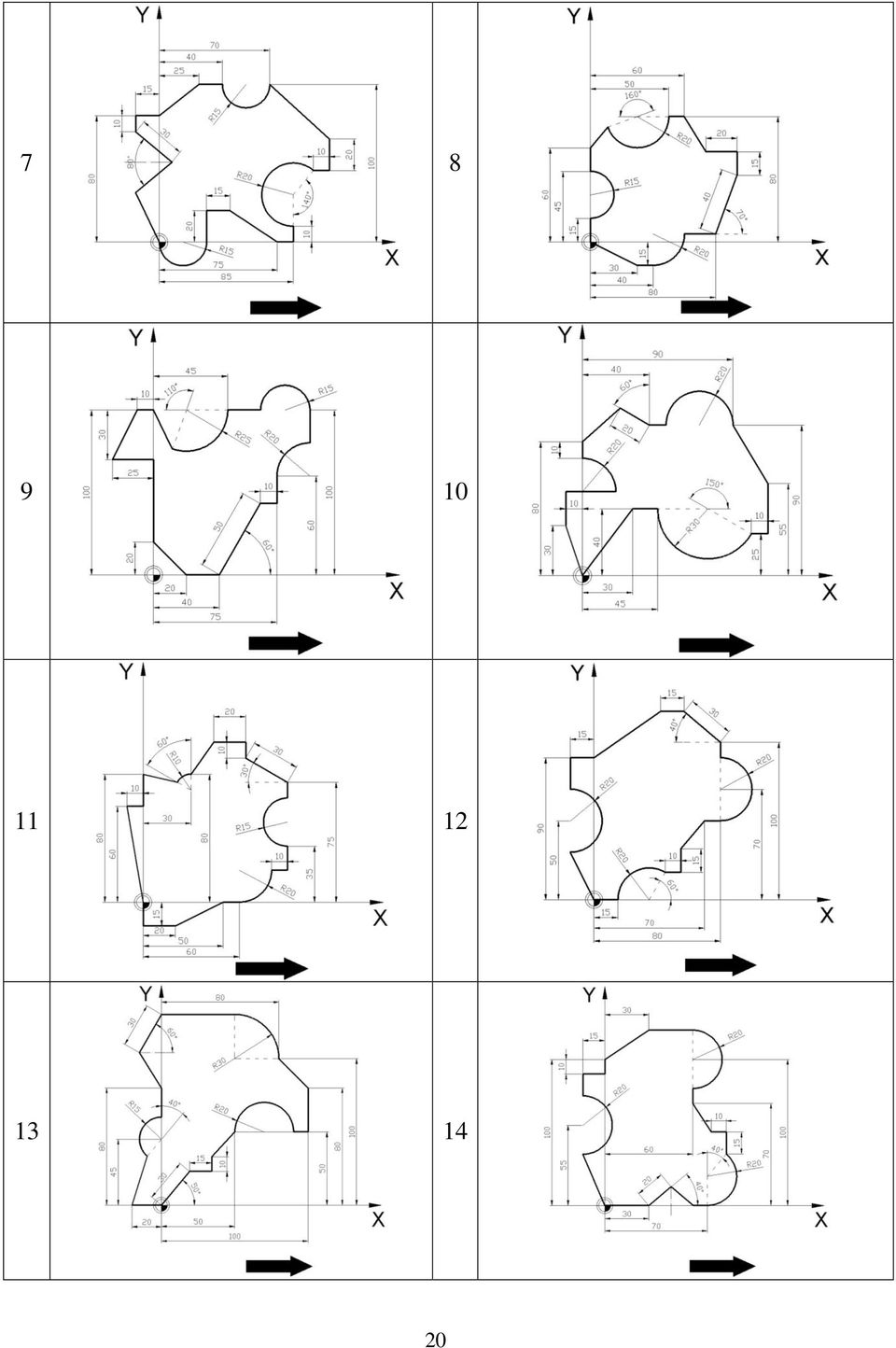
19 omówienie programowania obróbki z wykorzystaniem funkcji interpolacji; sporządzenie i omówienie przykładowego programu sterującego ruchem narzędzia po zadanym torze; uruchomienie programu obróbki na obrabiarce CNC; wskazówki dotyczące indywidualnego opracowania programów sterujących. 5. SPRAWOZDANIE Sprawozdanie powinno zawierać: szkic programowanego toru narzędzia (rysunki poniżej); program sterujący ruchem narzędzia wzdłuż zadanego toru; wnioski
; program sterujący")
20
21 LITERATURA [1] Zasada M.: Wprowadzenie do obrabiarek sterowanych numerycznie - Szczecin [2] Nikiel G.: Programowanie obrabiarek CNC Bielsko - Biała [3] Instrukcja TNC360 Heidenhain. [4] Instrukcja itnc530 Heidenhain. 21
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
Zasada prawej dłoni przy wyznaczaniu zwrotów osi
 Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 3. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Moduł 8 Zasady programowania maszyn sterowanych numerycznie
 Moduł 8 Zasady programowania maszyn sterowanych numerycznie 1. Osie sterowania i układy współrzędnych stosowane na OSN 2. Punkty charakterystyczne 3. Interpolacja 4. Wymiana narzędzi 5. Korekcja narzędzi
Moduł 8 Zasady programowania maszyn sterowanych numerycznie 1. Osie sterowania i układy współrzędnych stosowane na OSN 2. Punkty charakterystyczne 3. Interpolacja 4. Wymiana narzędzi 5. Korekcja narzędzi
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Nr 1. Obróbka prostych kształtów. Programowanie obrabiarek CNC. Politechnika Poznańska Instytut Technologii Mechanicznej
 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Laboratorium Programowanie Obrabiarek CNC. Nr H5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
Materiał szkoleniowy MTS, CAD/CAM, Frezowanie. Materiał szkoleniowy. MTS GmbH 2004 1
 Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Semestr letni Metrologia, Grafika inżynierska Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
1. przygotowanie uczniów do egzaminów kwalifikacyjnych, 2. realizacja kursów w ramach dokształcania i doskonalenia zawodowego dorosłych.
 Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
Laboratorium Programowanie Obrabiarek CNC. Nr H3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
NC Project pierwsze kroki
 NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
Laboratorium z Systemów Wytwarzania. Instrukcja do ćw. nr 5
 Interpolacja Termin ten wszedł juŝ na stałe do naszego codziennego uŝytku. Spotykamy się z nim w wielu dziedzinach przetwarzania informacji. Bez interpolacji, mielibyśmy problem z zapisem informacji o
Interpolacja Termin ten wszedł juŝ na stałe do naszego codziennego uŝytku. Spotykamy się z nim w wielu dziedzinach przetwarzania informacji. Bez interpolacji, mielibyśmy problem z zapisem informacji o
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Laboratorium Programowanie Obrabiarek CNC. Nr H04
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H04 Programowanie zarysów swobodnych FK Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 06 stycznia
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H04 Programowanie zarysów swobodnych FK Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 06 stycznia
Obrabiarki Sterowane Numerycznie Numerical Control Machine Tools
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C)
") Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Semestr zimowy Metrologia, Grafika inżynierska Tak
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415z Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415z Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny)
 ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
Sterowanie obrabiarką numeryczną
 Sterowanie obrabiarką numeryczną Instrukcja do ćwiczenia laboratoryjnego Arkadiusz Lewicki, Jarosław Guziński 1. Wstęp Obrabiarki sterowane numerycznie (ang. computer numerical control CNC) wykorzystywane
Sterowanie obrabiarką numeryczną Instrukcja do ćwiczenia laboratoryjnego Arkadiusz Lewicki, Jarosław Guziński 1. Wstęp Obrabiarki sterowane numerycznie (ang. computer numerical control CNC) wykorzystywane
MINISTERSTWO EDUKACJI NARODOWEJ
 MINISTERSTWO EDUKACJI NARODOWEJ Priorytet III- Wysoka jakość systemu oświaty, Poddziałanie 3.3.2. Efektywny system kształcenia i doskonalenia nauczycieli Zeszyt naukowy nr 7/2011 PRAKTYCZNE ZASTOSOWANIA
MINISTERSTWO EDUKACJI NARODOWEJ Priorytet III- Wysoka jakość systemu oświaty, Poddziałanie 3.3.2. Efektywny system kształcenia i doskonalenia nauczycieli Zeszyt naukowy nr 7/2011 PRAKTYCZNE ZASTOSOWANIA
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)
 obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Obrabiarki CNC. Nr 13
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
Laboratorium Programowanie Obrabiarek CNC. Nr H6
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
Laboratorium Programowanie Obrabiarek CNC. Nr H7
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Laboratorium Systemy wytwarzania ćw. nr 4
 Laboratorium Systemy wytwarzania ćw. nr 4 Temat ćwiczenia: Sprawdzenie czasu wymiany narzędzia na centrum frezarskim Centra frezarskie są obrabiarkami przeznaczonymi do półautomatycznego wytwarzania, głownie,
Laboratorium Systemy wytwarzania ćw. nr 4 Temat ćwiczenia: Sprawdzenie czasu wymiany narzędzia na centrum frezarskim Centra frezarskie są obrabiarkami przeznaczonymi do półautomatycznego wytwarzania, głownie,
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Układ konstrukcyjny obrabiarki 2 Układ konstrukcyjny tworzą podstawowe wzajemnie współdziałające podzespoły maszyny rozmieszczone
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Układ konstrukcyjny obrabiarki 2 Układ konstrukcyjny tworzą podstawowe wzajemnie współdziałające podzespoły maszyny rozmieszczone
Sterowanie obrabiarką numeryczną
 Sterowanie obrabiarką numeryczną Instrukcja do ćwiczenia laboratoryjnego Arkadiusz Lewicki, Jarosław Guziński ver 03.11.2016 1. Wstęp Obrabiarki sterowane numerycznie (ang. computer numerical control CNC)
Sterowanie obrabiarką numeryczną Instrukcja do ćwiczenia laboratoryjnego Arkadiusz Lewicki, Jarosław Guziński ver 03.11.2016 1. Wstęp Obrabiarki sterowane numerycznie (ang. computer numerical control CNC)
PROGRAM NAUCZANIA. Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych
 PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
Załącznik nr 1. Instrukcja obsługi. Stanowisko CNC. Instrukcja obsługi. Stanowisko CNC
 Załącznik nr 1. Instrukcja obsługi. Stanowisko CNC. Instrukcja obsługi Stanowisko CNC SPIS TREŚCI 1. Wprowadzenie...3 2. Uruchomienie stanowiska...4 2.1. Panel przedni sterownika...4 2.2. Panel tylny sterownika...4
Załącznik nr 1. Instrukcja obsługi. Stanowisko CNC. Instrukcja obsługi Stanowisko CNC SPIS TREŚCI 1. Wprowadzenie...3 2. Uruchomienie stanowiska...4 2.1. Panel przedni sterownika...4 2.2. Panel tylny sterownika...4
SINUMERIK 802D. Toczenie ISO-Dialekt T. Krótka instrukcja. Dokumentacja użytkownika
 SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
Systemy CNC, materiały do wykładów
 Politechnika Szczecińska Wydział Mechaniczny Wykład Systemy CNC, materiały do wykładów Opracował: Dr inż. Artur Berliński Szczecin 2009 Wprowadzenie do Systemów CNC, Organizacja kursu Wykład 30h (wprowadzenie
Politechnika Szczecińska Wydział Mechaniczny Wykład Systemy CNC, materiały do wykładów Opracował: Dr inż. Artur Berliński Szczecin 2009 Wprowadzenie do Systemów CNC, Organizacja kursu Wykład 30h (wprowadzenie
Cykl Frezowanie Gwintów
 Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
kierunkowy (podstawowy / kierunkowy / inny HES) Do wyboru (obowiązkowy / nieobowiązkowy) polski semestr V semestr letni (semestr zimowy / letni)
 Do wyboru (obowiązkowy / nieobowiązkowy) polski semestr V semestr letni (semestr zimowy / letni)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013
Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink.
 Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink. Celem ćwiczenia jest symulacja działania (w środowisku Matlab/Simulink) sterownika dla dwuosiowego robota
Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink. Celem ćwiczenia jest symulacja działania (w środowisku Matlab/Simulink) sterownika dla dwuosiowego robota
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie zabiegów frezarskich z wykorzystaniem
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie zabiegów frezarskich z wykorzystaniem
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA
 Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2018 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Specyfikacja techniczna obrabiarki. wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40
 Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Procesy i techniki produkcyjne Temat: Podstawy budowy i obsługi obrabiarki CNC,
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Procesy i techniki produkcyjne Temat: Podstawy budowy i obsługi obrabiarki CNC,
S Y L A B U S P R Z E D M I O T U
 "Z A T W I E R D Z A M" Dziekan Wydziału Mechatroniki i Lotnictwa prof. dr hab. inż. Radosław TRĘBIŃSKI Warszawa, dnia... NAZWA PRZEDMIOTU: S Y L A B U S P R Z E D M I O T U KOMPUTEROWE WSPOMAGANIE WYTWARZANIA
"Z A T W I E R D Z A M" Dziekan Wydziału Mechatroniki i Lotnictwa prof. dr hab. inż. Radosław TRĘBIŃSKI Warszawa, dnia... NAZWA PRZEDMIOTU: S Y L A B U S P R Z E D M I O T U KOMPUTEROWE WSPOMAGANIE WYTWARZANIA
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
CNC PILOT 4290 Oś B i Y
 Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Rok akademicki: 2016/2017 Kod: RME WM-s Punkty ECTS: 7. Kierunek: Inżynieria Mechatroniczna Specjalność: Wytwarzanie mechatroniczne
 Nazwa modułu: Obrabiarki sterowane numerycznie Rok akademicki: 2016/2017 Kod: RME-2-106-WM-s Punkty ECTS: 7 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Inżynieria Mechatroniczna Specjalność:
Nazwa modułu: Obrabiarki sterowane numerycznie Rok akademicki: 2016/2017 Kod: RME-2-106-WM-s Punkty ECTS: 7 Wydział: Inżynierii Mechanicznej i Robotyki Kierunek: Inżynieria Mechatroniczna Specjalność:
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Laboratorium Napędu robotów
 WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO. dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury
 KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury Funkcje wektorowe Jeśli wektor a jest określony dla parametru t (t należy do przedziału t (, t k )
KINEMATYKA I DYNAMIKA CIAŁA STAŁEGO dr inż. Janusz Zachwieja wykład opracowany na podstawie literatury Funkcje wektorowe Jeśli wektor a jest określony dla parametru t (t należy do przedziału t (, t k )
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA
 Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Instrukcja programowania MTS ISO extended Mill
 Instrukcja programowania MTS ISO extended Mill Instrukcja programowania MTS ISO extended Mill Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
Instrukcja programowania MTS ISO extended Mill Instrukcja programowania MTS ISO extended Mill Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
Tokarka ze skośnym łożem TBI TC 300 Compact
 Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Tokarka ze skośnym łożem TBI TC 300 Compact Bogaty standard w cenie podstawowej umożliwiający wysokowydajną produkcję seryjną detali Ver_062017_02 Dbamy o solidną podstawę maszyny TBI TC 300 COMPACT S
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 05/06 Kierunek studiów: Inżynieria Produkcji Forma sudiów:
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 05/06 Kierunek studiów: Inżynieria Produkcji Forma sudiów:
SINUMERIK. SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Podstawy programowania 1. Trzy tryby kodów G 2. Polecenia przesuwu 3
 Podstawy programowania 1. Trzy tryby kodów G 2. Polecenia przesuwu 3") Podstawy programowania 1 Trzy tryby kodów G 2 SINUMERIK SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Polecenia przesuwu 3 Polecenia pomiarowe 4 Funkcje dodatkowe 5 Podręcznik programowania i obsługi
Podstawy programowania 1 Trzy tryby kodów G 2 SINUMERIK SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Polecenia przesuwu 3 Polecenia pomiarowe 4 Funkcje dodatkowe 5 Podręcznik programowania i obsługi
Pionowe centrum obróbkowe TBI VC 1570
 Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
C5 Doskonalenie umiejętności pracy w grupie i komunikacji interpersonalnej. Kod przedmiotu: PLPILA02-IPMIBM-I-5s8-2012IP-S Pozycja planu: D8
 Załącznik nr 1 do PROCEDURY 1.11. WYKONANIE YLABUU DO PRZEDMIOTU UJĘTEGO W PROGRAMIE KZTAŁCENIA w Państwowej Wyższej zkole Zawodowej im. tanisława taszica w Pile Kod przedmiotu: PLPILA02-IPMIBM-I-5s8-2012IP-
Załącznik nr 1 do PROCEDURY 1.11. WYKONANIE YLABUU DO PRZEDMIOTU UJĘTEGO W PROGRAMIE KZTAŁCENIA w Państwowej Wyższej zkole Zawodowej im. tanisława taszica w Pile Kod przedmiotu: PLPILA02-IPMIBM-I-5s8-2012IP-