Zasada prawej dłoni przy wyznaczaniu zwrotów osi
|
|
|
- Tadeusz Król
- 8 lat temu
- Przeglądów:
Transkrypt

1 Zasada prawej dłoni przy wyznaczaniu zwrotów osi

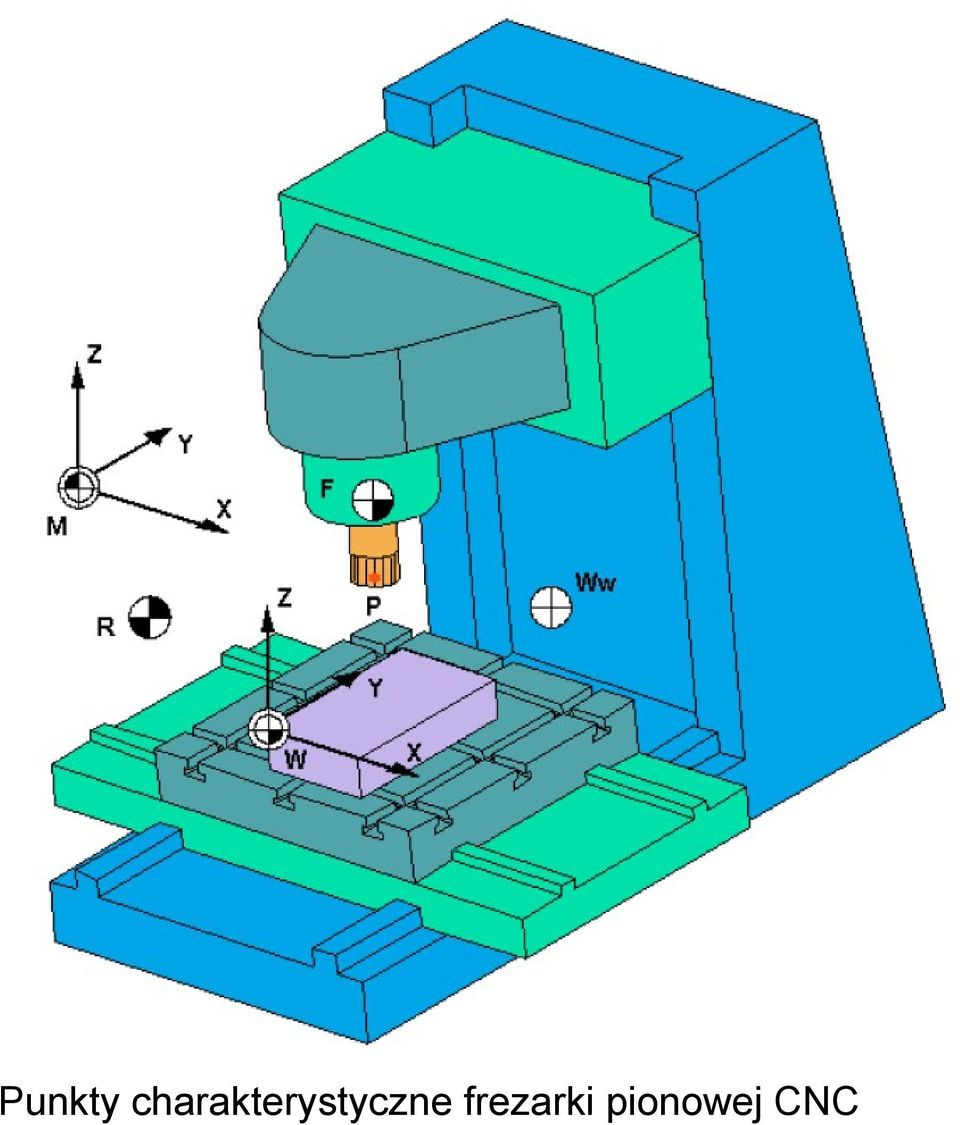
2 M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt odniesienia zespołu narzędziowego. P punkt kodowy narzędzia. Ww punkt wymiany narzędzia (niem. WerkzeugWechselpunkt).

3 Punkty charakterystyczne frezarki pionowej CNC
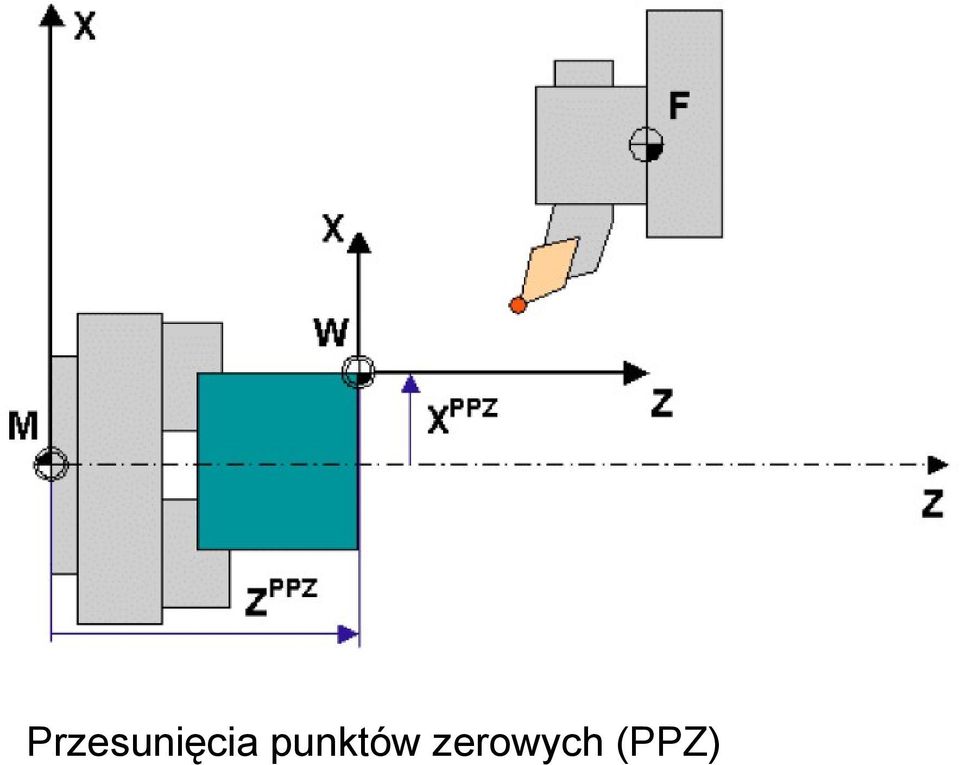
4 Przesunięcia punktów zerowych (PPZ)

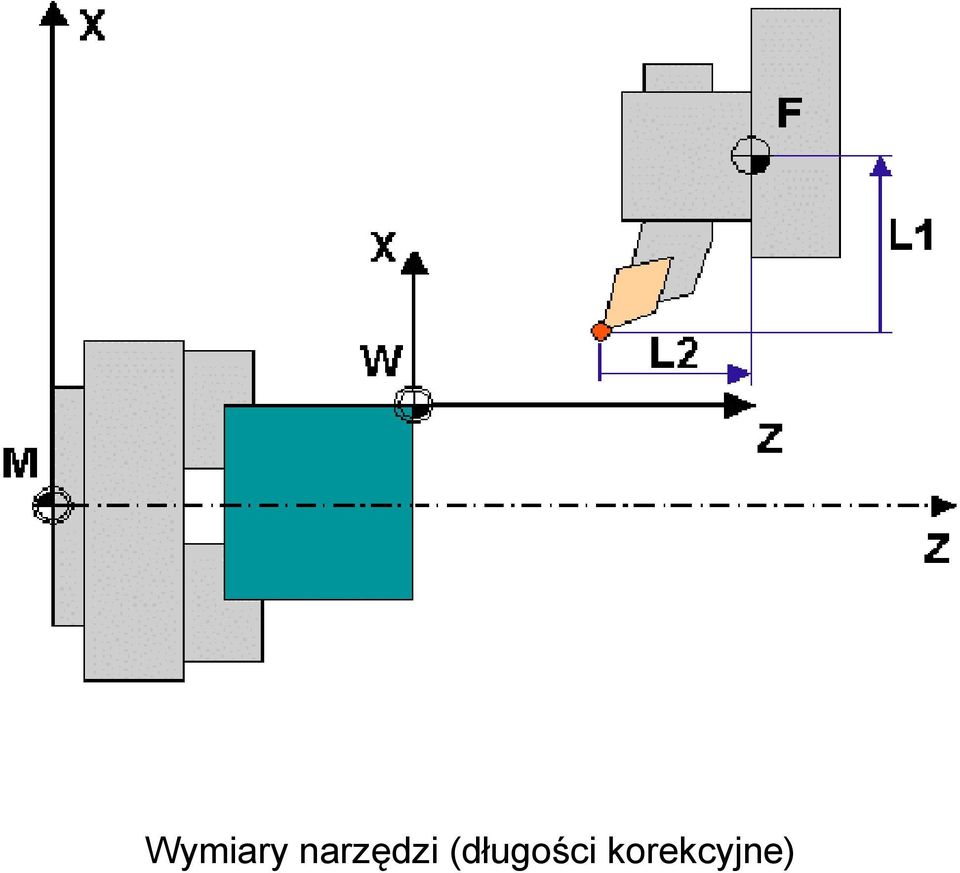
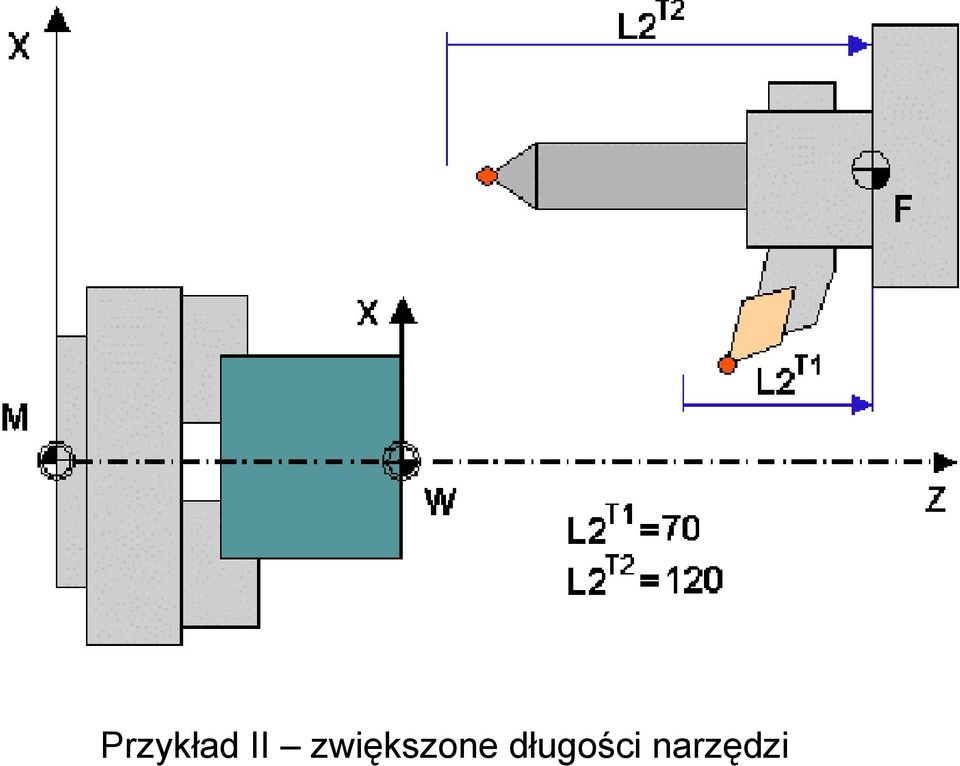
5 Wymiary narzędzi (długości korekcyjne)
6 Urządzenie optyczne do nastawiania i pomiarów narzędzi poza obrabiarką (f. Trimos)

7 Pomiar narzędzia na obrabiarce za pomocą uchylnego wysięgnika z końcówkami stykowymi (f. Goodway)

8 Pomiar przedmiotu obrabianego na obrabiarce za pomocą głowicy stykowej (f. Renishaw)


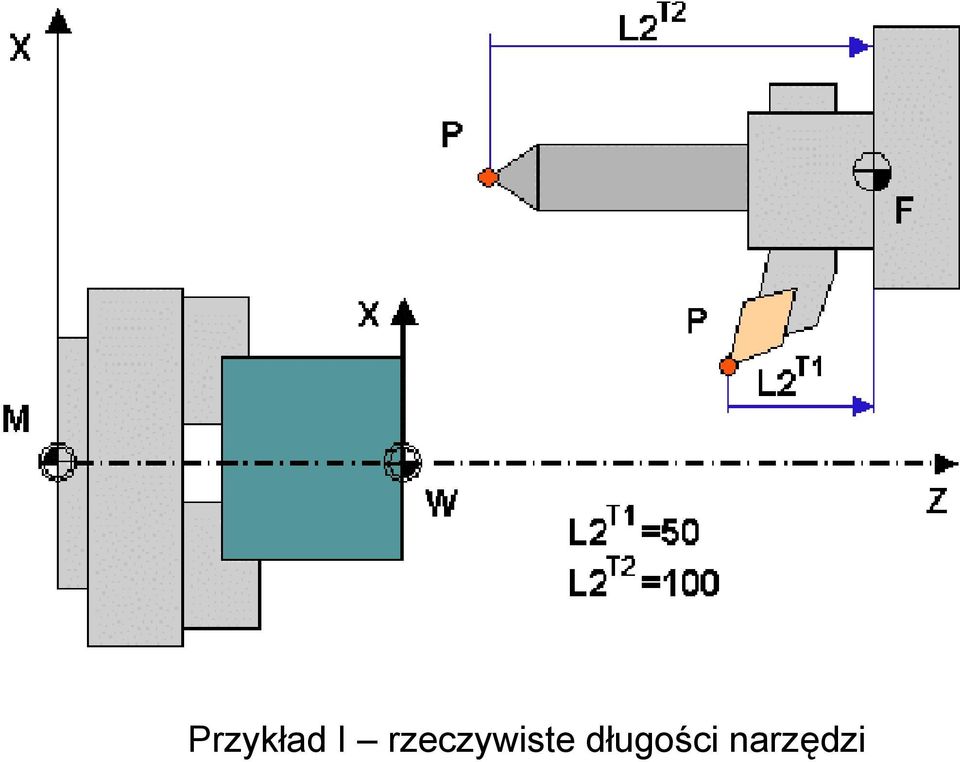
9 Przykład I rzeczywiste długości narzędzi

10 Przykład II zwiększone długości narzędzi
11 Wyznaczanie przesunięcia punktu zerowego dla przykładu I


12 Wyznaczanie przesunięcia punktu zerowego dla przykładu II

13 %_N_ _MPF ;PROGRAM OBROBKI CZESCI N5 G71 G90 G95 G54 G450 MSG( TOCZENIE ZGRUBNE ) N10 T1 D1 S1500 F200 M6 N15 G0 X100 Y100 N20 G1 X150 N25 Y MSG( KONIEC OBROBKI ) N500 G53 T0 D0 G0 X500 Y600 Z450 MSG( ) N505 M30 Na początku programu powinna być umieszczona w postaci komentarza informacja o tym programie opis przedmiotu obrabianego, nr. rysunku, data utworzenia programu, nazwisko programisty itp. Początkowe bloki programu powinny zawierać wywołanie najważniejszych funkcji przygotowawczych (G), sterujących interpretacją programu (blok N5). Większość z tych funkcji już na starcie programu powinna być aktywowana przez układ sterowania, ale pozwala to na lepsze zrozumienie programu. Może się również zdarzyć, że na danej obrabiarce ustawienia domyślne funkcji przygotowawczych są inne niż standardowe.
, sterujących interpretacją programu (blok N5).")
14 Zaleca się podawać tylko te współrzędne, których wartości się zmieniają. Stanowczo należy wystrzegać się programowania współrzędnych przed przywołaniem układu współrzędnych przedmiotu i korektorów narzędziowych grozi to kolizją przy wymianie narzędzi. Na zakończenie programu powinno się zaprogramować zjazd zespołów ruchomych obrabiarki do pewnego stałego punktu, pozwalającego na bezpieczne wyjęcie przedmiotu obrabianego i założenie nowego, oraz na inne manipulacje w obrębie przestrzeni roboczej.

15 %_N_EX01_MPF ; N5 G40 G54 G71 G90 G94 N10 S800 F100 T1 D1 M3 M8 M6 N15 G0 X0 Y0 N20 Z3 N25 G1 Z-5 N30 X125 N35 Y50 N40 X60 N45 Y80 N50 X100 N55 Y105.4 N60 X85.4 Y120 N65 X25 N70 Y84 N75 X0 N80 Y0 N85 G0 Z100 N90 G53 T0 D0 G0 X300 Y300 Z200 M9 M6 M5 N95 M30

16 funkcje: G2 interpolacja kołowa w kierunku zgodnym z ruchem wskazówek zegara G3 interpolacja kołowa w kierunku przeciwnym do ruchu wskazówek zegara

17 Interpolacja kołowa G2/G3 z parametrami interpolacji I,J,K (przyrostowo)

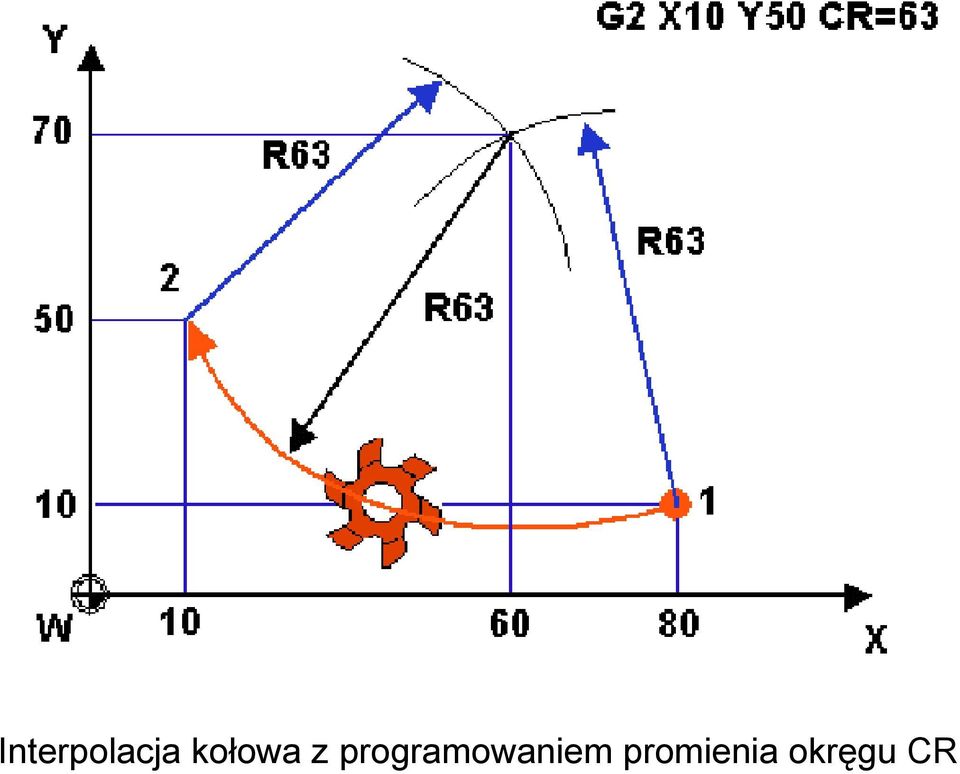
18 Interpolacja kołowa z programowaniem promienia okręgu CR
19 Zależność toru ruchu od funkcji interpolacji G2/G3 i znaku wartości adresu CR

20 G17 ustalenie płaszczyzny XY jako płaszczyzny interpolacji; G18 ustalenie płaszczyzny ZX jako płaszczyzny interpolacji; G19 ustalenie płaszczyzny YZ jako płaszczyzny interpolacji.

21 Ruch rozpocząć od punktu (0,0) w kierunku przeciwnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, głębokość obróbki Z=-5. Obróbkę wykonać frezem palcowym o rednicy 16 mm. %_N_EX02_MPF N5 G40 G54 G71 G90 G94 G17 N10 S800 F100 T1 D1 M3 M8 M6 N15 G0 X0 Y0 N20 Z3 N25 G1 Z-5 N30 X60 N35 G2 X80 Y20 CR=20 N40 G1 X110 N45 X130 Y N50 G3 X125 Y85 CR= N55 G1 X100 N60 G2 X110 Y CR=-20 N65 G1 Y135 N70 X65 N75 G2 X15 CR=25 N80 G1 X8 N85 G3 X0 Y127 CR=8 N90 G1 Y70 N95 X10 N100 G2 Y50 CR=-35 N105 G1 X0 N110 G3 X-5 Y15 CR=25 N115 G1 X0 N120 G2 X15 Y0 CR=15 N125 G0 Z100 N130 G53 T0 D0 G0 X300 Y300 Z200 M9 M5 N135 M30
22 Programowanie interpolacji kołowej przy użyciu kąta AR
23 Programowanie interpolacji kołowej przy użyciu kąta AR i parametrów interpolacji I,J,K
24 Programowanie interpolacji kołowej przez punkt pośredni CIP
25 Programowanie łuku stycznego (CT) do ruchu z interpolacją liniową (G1)
26 Programowanie łuku stycznego (CT) do ruchu z interpolacją kołową (G2/G3/CIP/CT)
27 Programowanie zaokrąglenia krawędzi
28 Programowanie zaokrąglenia krawędzi z wykorzystaniem funkcji RND
29 Programowanie zaokrąglenia krawędzi z wykorzystaniem funkcji RND pomiędzy łukiem a odcinkiem linii prostej
30 Programowanie sfazowania krawędzi z wykorzystaniem funkcji CHF (długość fazy)
31 Programowanie sfazowania krawędzi z wykorzystaniem funkcji CHR (szerokość fazy)
32 Programowanie w układzie współrzędnych przedmiotu G500 wyłączenie wszystkich przesunięć punktu zerowego programowanie względem punktu maszynowego M; G54 przywołanie 1. rejestru przesuni punktu zerowego; G55 przywołanie 2. rejestru przesuni punktu zerowego; G56 przywołanie 3. rejestru przesuni punktu zerowego; G57 przywołanie 4. rejestru przesuni punktu zerowego.
33 G90 programowanie absolutne (funkcja modalna); G91 programowanie przyrostowe (funkcja modalna); AC programowanie absolutne (ang. Absolute Coordinate, funkcja niemodalna); IC programowanie przyrostowe (ang. Incremental Coordinate, funkcja niemodalna); Mieszany sposób podawania współrzędnych w układzie absolutnym i przyrostowym
34 Interpolacja kołowa z absolutnym wymiarowaniem położenia środka łuku
35 Interpolacja kołowa z mieszanym wymiarowaniem położenia środka łuku
36 Do informowania układu sterowaniu o sposobie traktowania współrzędnych w osiach o wymiarowaniu średnicowym służą nastąpuj ce funkcje: DIAMON (ang. DIAMeter ON) wymiary podawane średnicowo; DIAMOF (ang. DIAMeter OFf) wymiary podawane promieniowo; DIAM90 wymiary średnicowo przy programowaniu absolutnym (G90), promieniowo przy przyrostowym (G91).
37 wi zanie: %_N_EX03_MPF ; N5 G40 G54 G71 G90 G96 DIAMON N10 T1 D1 S150 F0.15 M4 M8 N15 G0 X0 N20 Z3 N25 G1 Z0 N30 X40 N35 Z-6 X50 N40 Z-24 RND=1.5 N45 X56 N50 G91 Z-11 N55 G2 I25 AR=54 N60 G1 Z-25 RND=4 N65 DIAMOF X=AC(12) CHR=3 N70 Z-15 RND=2 N75 G90 DIAMON X110 N80 G53 T0 D0 G0 Z300 X300 M9 M5 N85 M30
38 Programowanie z wykorzystaniem współrzędnych kątowych Interpolacja liniowa z wykorzystaniem adresu ANG
39 Interpolacja liniowa brak współrzędnych liniowych punktu pośredniego 2
40 Interpolacja liniowa przez dwa kąty
41 %_N_EX13_MPF ; N5 G40 G54 G71 G90 G95 DIAMON KONT G450 N10 T1 D1 S250 F0.1 M4 M8 N15 G0 X0 N20 Z77 N25 G1 Z74 N30 X10 N35 ANG=120 X36 N40 Z50 N45 X46 N50 ANG1=165 N55 ANG2=120 Z25 X79 N60 X94 N65 Z0 N70 G53 T0 D0 G0 Z300 X300 M9 M5 N75 M30
42 Programowanie we współrzędnych biegunowych i walcowych G110 programowanie bieguna względem ostatniego położenia narzędzia (przyrostowo, niezależnie od funkcji G90/G91). G111 programowanie absolutne położenia bieguna (niezależnie od funkcji G90/G91). G112 programowanie bieguna względem ostatniego położenia bieguna (przyrostowo, niezależnie od funkcji G90/G91). Programowanie położenia bieguna dla biegunowego układu współrzędnych
43 Ze względu na konieczność użycia adresów X, Y, Z wymienione powyżej adresy nie wolno łączyć w jednym bloku z żadnymi innymi funkcjami przygotowawczymi, a w szczególności z funkcjami interpolacji. Należy pamiętać również, że domyślne położenie bieguna to punkt zerowy aktualnego układu współrzędnych. Współrzędne biegunowe programuje się następującymi adresami: RP promień (ang. Radius Polar); AP kąt wodzący (ang. Angle Polar); przy czym adresy te są modalne.
44 Programowanie współrzędnych w układzie biegunowym
45 Przyrostowe programowanie kąta we współrzędnych biegunowych
46 %_N_EX04_MPF ; N5 G40 G54 G71 G90 G94 N10 T1 D1 S1500 F250 M3 M8 M6 N15 G0 X0 Y0 N20 Z3 N25 G1 Z-5 N30 Y55 N35 G111 X0 Y55 N40 AP=30 RP=60 N45 G110 X-8.5 Y N50 CT AP=105 RP=17 N55 G110 X0 Y0 N60 G1 AP=195 RP=30 N65 Y125 N70 X100 N75 G111 X100 Y75 N80 AP=90 RP=22.5 N85 G3 J-20 AR=270 N90 G1 X125 N95 Y35 N100 ANG=220 Y0 N105 X30 N110 ANG=145 X0 N115 G0 Z100 N120 G53 T0 D0 G0 X300 Y300 Z200 M9 M5 N125 M30
47 Transformacje układów współrzędnych TRANS, ATRANS (ang. TRANSlation) przesunięcie (translacja) początku układu współrzędnych o zadany wektor, którego współrzędne są programowane pod adresami X, Y, Z w bieżącym układzie współrzędnych. Podzielone są one na dwie grupy: Funkcje działające w odniesieniu do bieżącego ustawczego układu współrzędnych (G54, G55,...): TRANS, ROT, MIRROR, SCALE; Funkcje działające addytywnie (ang. Additive) w odniesieniu do bieżącego układu współrzędnych: ATRANS, AROT, AMIRROR, ASCALE. Działanie tych funkcji jest kasowane przez przywołanie funkcji TRANS, ROT, MIRROR, SCALE, lub przez przywołanie ustawczego układu współrzędnych (G54, G55,...).
48 Przesunięcie układu współrzędnych (TRANS, ATRANS)
49 ROT, AROT (ang. ROTation) obrót układu współrzędnych wokół zadanej osi o dany kąt. Kąt ten może być zadany dwojako: RPL (ang. Rotation PLane) obrót wokół osi dosuwowej, przy czym programowany jest adres G17/G18/G19 określający płaszczyznę w której ten obrót się odbywa (tylko jeden obrót w bloku); X, Y, Z obroty wokół geometrycznych (maksimum trzy obroty w jednym bloku) wartości adresów programują kąt obrotu wokół danej, przy czym jest zawsze zachowana następująca kolejność obliczania transformacji: wokół osi Z, Y i X niezależnie od kolejności adresów w bloku. Obrót układu współrzędnych wokół osi (ROT, AROT)
 układu")
50 MIRROR, AMIRROR symetria osiowa (odbicie lustrzane) układu współrzędnych. Programowana jest oś, która podlega transformacji Symetria osiowa (odbicie lustrzane) układu współrzędnych (MIRROR, AMIRROR)
51 %_N_EX05_SPF ; PODPROGRAM KONTURU DO EX05 N5 G0 X0 Y-7 N10 G1 Z-5 N15 G1 Y20 RND=4 N20 X20 RND=4 N25 Y0 N30 G2 I-5 AR=180 N35 G1 X0 RND=4 N40 Y5 N45 G0 Z5 N50 M17 %_N_EX05_MPF ; N5 G40 G54 G71 G90 G94 DIAMOF KONT G450 N10 T1 D1 S1000 F100 M3 M8 M6 ; ELEMENT 1 N15 TRANS X20 Y10 N20 L5 P1 ; ELEMENT 2 N25 TRANS X60 Y10 N30 ASCALE X1.2 Y1.2 N30 L5 P1 ; ELEMENT 3 N35 TRANS X20 Y60 N40 AROT RPL=20 N45 L5 P1 ; ELEMENT 4 N50 TRANS X90 Y60 N55 AMIRROR X0 N60 L5 P1 N65 G53 T0 D0 G0 X300 Y300 Z200 M9 M5 N70 M30
52 NARZĘDZIA WYMIARY, PARAMETRY PRACY, KOMPENSACJA PROMIENIA 1xx narzędzia frezarskie; 2xx narzędzia wiertarskie; 4xx narzędzia szlifierskie; 5xx narzędzia tokarskie; 7xx narzędzia do rowków.

53 Najważniejsze parametry narzędzi frezarskich

54 Najważniejsze parametry narzędzi wiertarskich

55 Najważniejsze parametry narzędzi tokarskich

56 Definicja położenia ostrza dla narzędzi tokarskich (parametr Ostrze)
57 G96 włączenie stałej prędkości skrawania S [m/min]; G961 włączenie stałej prędkości skrawania S [m/min]; G97 wyłączenie stałej prędkości skrawania S [obr/min]; G971 wyłączenie stałej prędkości skrawania S [obr/min]. G25 minimalne obroty wrzeciona (programowane pod adresem S); G26 maksymalne obroty wrzeciona (programowane pod adresem S). Przykład: N05 G25 S100 N10 G25 S3000

58 Kompensacja promienia narzędzia Zasada kompensowania promienia narzędzia

59 Kompensacja promienia narzędzia w obróbce tokarskiej
60 G40 wyłączenie automatycznej kompensacji promienia (ruch punktu kodowego P po konturze nominalnym); G41 włączenie automatycznej kompensacji promienia po lewej stronie konturu (ruch punktu kodowego P lub S po ekwidystancie, leżącej po lewej stronie konturu nominalnego patrz c w kierunku ruchu narzędzia); G42 włączenie automatycznej kompensacji promienia po prawej stronie konturu (ruch punktu kodowego P lub S po ekwidystancie, leżącej po prawej stronie konturu nominalnego patrząc w kierunku ruchu narzędzia).
61 Programowanie automatycznej kompensacji promienia narzędzia
62 Programowanie rozpoczęcia automatycznej kompensacji promienia narzędzia
63 Programowanie zakończenia automatycznej kompensacji promienia narzędzia
64 OBRÓBKA GWINTÓW NA OBRABIARKACH CNC Programowanie interpolacji spiralnej wzdłuż osi Z
65 Programowanie interpolacji spiralnej wzdłuż osi X
66 Programowanie interpolacji spiralnej pod kątem (parametr interpolacji w osi Z)
67 Programowanie interpolacji spiralnej pod kątem (parametr interpolacji w osi X)
68 Podział naddatku obróbkowego przy gwintowaniu: a) wgłębny promieniowy, b) wgłębny naprzemienny [Sandvik Coromant]
69 Interpolacja spiralna o zmiennym skoku G34/G35 G34 Z20 K5 F0.01 G35 Z20 K5 F0.01 zmiana skoku linii spiralnej P, programowana pod adresem F w [mm/obr], p b skok początkowy linii spiralnej; p e skok końcowy linii spiralnej; L g długość nacinanej linii spiralnej.
70 INNE FUNKCJE PRZYGOTOWAWCZE G4 Fxx wartość adresu F (xx) programuje czas postoju w [s]; G4 Sxx wartość adresu S (xx) programuje czas postoju w [obr].
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
SINUMERIK 802D. Frezowanie. Instrukcja skrócona Wydanie 11.2000. Dokumentacja użytkownika
 SINUMERIK 802D Instrukcja skrócona Wydanie 11.2000 Frezowanie Dokumentacja użytkownika SINUMERIK 802D Instrukcja skrócona Frezowanie Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D 1 Wydanie
SINUMERIK 802D Instrukcja skrócona Wydanie 11.2000 Frezowanie Dokumentacja użytkownika SINUMERIK 802D Instrukcja skrócona Frezowanie Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D 1 Wydanie
Laboratorium z Systemów Wytwarzania. Instrukcja do ćw. nr 5
 Interpolacja Termin ten wszedł juŝ na stałe do naszego codziennego uŝytku. Spotykamy się z nim w wielu dziedzinach przetwarzania informacji. Bez interpolacji, mielibyśmy problem z zapisem informacji o
Interpolacja Termin ten wszedł juŝ na stałe do naszego codziennego uŝytku. Spotykamy się z nim w wielu dziedzinach przetwarzania informacji. Bez interpolacji, mielibyśmy problem z zapisem informacji o
1. przygotowanie uczniów do egzaminów kwalifikacyjnych, 2. realizacja kursów w ramach dokształcania i doskonalenia zawodowego dorosłych.
 Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 3. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
SINUMERIK 802D. Toczenie. Krótka instrukcja wydanie 11.2000. Dokumentacja użytkownika
 SINUMERIK 802D Krótka instrukcja wydanie 11.2000 Toczenie Dokumentacja użytkownika SINUMERIK 802D Toczenie Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D 1 Wydanie 11.2000 Dokumentacja
SINUMERIK 802D Krótka instrukcja wydanie 11.2000 Toczenie Dokumentacja użytkownika SINUMERIK 802D Toczenie Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D 1 Wydanie 11.2000 Dokumentacja
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Moduł 8 Zasady programowania maszyn sterowanych numerycznie
 Moduł 8 Zasady programowania maszyn sterowanych numerycznie 1. Osie sterowania i układy współrzędnych stosowane na OSN 2. Punkty charakterystyczne 3. Interpolacja 4. Wymiana narzędzi 5. Korekcja narzędzi
Moduł 8 Zasady programowania maszyn sterowanych numerycznie 1. Osie sterowania i układy współrzędnych stosowane na OSN 2. Punkty charakterystyczne 3. Interpolacja 4. Wymiana narzędzi 5. Korekcja narzędzi
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
Nr 1. Obróbka prostych kształtów. Programowanie obrabiarek CNC. Politechnika Poznańska Instytut Technologii Mechanicznej
 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Laboratorium Programowanie Obrabiarek CNC. Nr H5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot: MASZYNY TECHNOLOGICZNE Temat: Tokarka numeryczna NEF 400
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot: MASZYNY TECHNOLOGICZNE Temat: Tokarka numeryczna NEF 400 Nr ćwiczenia: 3 Kierunek: Mechanika i budowa maszyn
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot: MASZYNY TECHNOLOGICZNE Temat: Tokarka numeryczna NEF 400 Nr ćwiczenia: 3 Kierunek: Mechanika i budowa maszyn
SINUMERIK. SINUMERIK 808D Frezowanie, część 2: Programowanie (instrukcje Siemens) Zasady programowania. Cykle 2. Typowy program frezowania
 Zasady programowania. Cykle 2. Typowy program frezowania") Zasady programowania 1 Cykle 2 SINUMERIK Typowy program frezowania 3 SINUMERIK 808D Frezowanie, część 2: Programowanie (instrukcje Siemens) Podręcznik programowania i obsługi Dotyczy: SINUMERIK 808D, frezowanie
Zasady programowania 1 Cykle 2 SINUMERIK Typowy program frezowania 3 SINUMERIK 808D Frezowanie, część 2: Programowanie (instrukcje Siemens) Podręcznik programowania i obsługi Dotyczy: SINUMERIK 808D, frezowanie
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
NC Project pierwsze kroki
 NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
Skrócona instrukcja programowania
 Skrócona instrukcja programowania dla obrabiarki Norte VS 800x5000 ze sterowaniem - Siemens 820M. Spis treści: Strona Ogólne informacje przyjęte dla obrabiarek NC. 2 Piszemy Program obróbki NC. 5 Opis
Skrócona instrukcja programowania dla obrabiarki Norte VS 800x5000 ze sterowaniem - Siemens 820M. Spis treści: Strona Ogólne informacje przyjęte dla obrabiarek NC. 2 Piszemy Program obróbki NC. 5 Opis
SINUMERIK. SINUMERIK 808D Toczenie, część 2: Programowanie (instrukcje Siemens) Zasady programowania 1. Cykle 2. Typowy program toczenia 3
 Zasady programowania 1. Cykle 2. Typowy program toczenia 3") Zasady programowania 1 Cykle 2 SINUMERIK Typowy program toczenia 3 SINUMERIK 808D Toczenie, część 2: Programowanie (instrukcje Siemens) Podręcznik programowania i obsługi Dotyczy: SINUMERIK 808D Toczenie
Zasady programowania 1 Cykle 2 SINUMERIK Typowy program toczenia 3 SINUMERIK 808D Toczenie, część 2: Programowanie (instrukcje Siemens) Podręcznik programowania i obsługi Dotyczy: SINUMERIK 808D Toczenie
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
Maszyny technologiczne
 Temat ćwiczenia Rok studiów Grupa lab. Data Maszyny technologiczne Tokarka numeryczna NEF 400 Uwagi: Nr ćw. 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z budową tokarki numerycznej, jej charakterystyką
Temat ćwiczenia Rok studiów Grupa lab. Data Maszyny technologiczne Tokarka numeryczna NEF 400 Uwagi: Nr ćw. 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z budową tokarki numerycznej, jej charakterystyką
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
POLECENIA SYMBOLICZNE
 Indeks poleceń programowania sterownika CNC Opracowany przez dr inż. Piotra Drogosza Dla studentów Wydziału Nauk Technicznych Uniwersytetu Warmińsko-Mazurskiego w Olsztynie 01.11 2010 r. Informacje ogólne
Indeks poleceń programowania sterownika CNC Opracowany przez dr inż. Piotra Drogosza Dla studentów Wydziału Nauk Technicznych Uniwersytetu Warmińsko-Mazurskiego w Olsztynie 01.11 2010 r. Informacje ogólne
Materiał szkoleniowy MTS, CAD/CAM, Frezowanie. Materiał szkoleniowy. MTS GmbH 2004 1
 Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
Materiał szkoleniowy MTS GmbH 2004 1 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
() (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
CNC PILOT 4290 Oś B i Y
 Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Instrukcja obsługi dla operatora CNC PILOT 4290 Oś B i Y NC-software 625 952-xx Język polski (pl) 3/2010 CNC PILOT 4290 Oś B i Y CNC PILOT 4290 Oś B i Y Niniejszy podręcznik opisuje funkcje, które znajdują
Systemy CNC, materiały do wykładów
 Politechnika Szczecińska Wydział Mechaniczny Wykład Systemy CNC, materiały do wykładów Opracował: Dr inż. Artur Berliński Szczecin 2009 Wprowadzenie do Systemów CNC, Organizacja kursu Wykład 30h (wprowadzenie
Politechnika Szczecińska Wydział Mechaniczny Wykład Systemy CNC, materiały do wykładów Opracował: Dr inż. Artur Berliński Szczecin 2009 Wprowadzenie do Systemów CNC, Organizacja kursu Wykład 30h (wprowadzenie
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
SINUMERIK 802D. Toczenie ISO-Dialekt T. Krótka instrukcja. Dokumentacja użytkownika
 SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Instrukcja programowania MTS ISO extended Turn
 Instrukcja programowania MTS ISO extended Turn Instrukcja programowania MTS ISO extended Turn Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
Instrukcja programowania MTS ISO extended Turn Instrukcja programowania MTS ISO extended Turn Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
Politechnika Krakowska im. Tadeusza Kościuszki. Karta przedmiotu. obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016
 Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Politechnika Krakowska im. Tadeusza Kościuszki Karta przedmiotu Wydział Mechaniczny obowiązuje studentów rozpoczynających studia w roku akademickim 2015/2016 Kierunek studiów: Mechanika i Budowa Maszyn
Szczególne elementy do ćwiczenia: cykle toczenia wzdłużnego zgrubnego konturu wewnętrznego i zewnętrznego, cykle wiercenia i nacinania gwintu.
 ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Instrukcja programowania MTS ISO extended Mill
 Instrukcja programowania MTS ISO extended Mill Instrukcja programowania MTS ISO extended Mill Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
Instrukcja programowania MTS ISO extended Mill Instrukcja programowania MTS ISO extended Mill Copyright MTS Mathematisch Technische Software-Entwicklung GmbH 2007-2017 Kaiserin-Augusta-Allee 101 10553
KGGiBM GRAFIKA INŻYNIERSKA Rok III, sem. VI, sem IV SN WILiŚ Rok akademicki 2011/2012
 Rysowanie precyzyjne 7 W ćwiczeniu tym pokazane zostaną wybrane techniki bardzo dokładnego rysowania obiektów w programie AutoCAD 2012, między innymi wykorzystanie punktów charakterystycznych. Narysować
Rysowanie precyzyjne 7 W ćwiczeniu tym pokazane zostaną wybrane techniki bardzo dokładnego rysowania obiektów w programie AutoCAD 2012, między innymi wykorzystanie punktów charakterystycznych. Narysować
Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy
 Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy Spis : Podstawy geometryczne Charakterystyczne punkty obrabiarki Sposoby podawania współrzędnych punktu G90 i G91 Budowa bloku programu Sterowanie
Dzikowski Edward -Zespół Szkół Mechanicznych w Swidnicy Spis : Podstawy geometryczne Charakterystyczne punkty obrabiarki Sposoby podawania współrzędnych punktu G90 i G91 Budowa bloku programu Sterowanie
Laboratorium Programowanie Obrabiarek CNC. Nr H3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
MINISTERSTWO EDUKACJI NARODOWEJ
 MINISTERSTWO EDUKACJI NARODOWEJ Priorytet III- Wysoka jakość systemu oświaty, Poddziałanie 3.3.2. Efektywny system kształcenia i doskonalenia nauczycieli Zeszyt naukowy nr 7/2011 PRAKTYCZNE ZASTOSOWANIA
MINISTERSTWO EDUKACJI NARODOWEJ Priorytet III- Wysoka jakość systemu oświaty, Poddziałanie 3.3.2. Efektywny system kształcenia i doskonalenia nauczycieli Zeszyt naukowy nr 7/2011 PRAKTYCZNE ZASTOSOWANIA
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
CIĘCIE POJEDYNCZE MARMUR
 CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Obrabiarki CNC. Nr 13
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
Układ sterowania SINUMERIK 840D
 Układ sterowania SINUMERIK 840D Programowanie frezarki EMCO Concept Mill 55 Materiały do nauczania programowania i obsługi z układów sterowania numerycznego obrabiarek inż. Adam Leśniewski Suwałki, 2012r.
Układ sterowania SINUMERIK 840D Programowanie frezarki EMCO Concept Mill 55 Materiały do nauczania programowania i obsługi z układów sterowania numerycznego obrabiarek inż. Adam Leśniewski Suwałki, 2012r.
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
SINUMERIK. SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Podstawy programowania 1. Trzy tryby kodów G 2. Polecenia przesuwu 3
 Podstawy programowania 1. Trzy tryby kodów G 2. Polecenia przesuwu 3") Podstawy programowania 1 Trzy tryby kodów G 2 SINUMERIK SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Polecenia przesuwu 3 Polecenia pomiarowe 4 Funkcje dodatkowe 5 Podręcznik programowania i obsługi
Podstawy programowania 1 Trzy tryby kodów G 2 SINUMERIK SINUMERIK 808D Toczenie, część 3: Programowanie (ISO) Polecenia przesuwu 3 Polecenia pomiarowe 4 Funkcje dodatkowe 5 Podręcznik programowania i obsługi
Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1
 Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1 Rys.1 Widok rysunku wykonawczego wałka 1. Otwórz program Edgecam. 2. Zmieniamy środowisko frezowania (xy) na toczenie (zx) wybierając
Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1 Rys.1 Widok rysunku wykonawczego wałka 1. Otwórz program Edgecam. 2. Zmieniamy środowisko frezowania (xy) na toczenie (zx) wybierając
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Z a p r o s z e n i e n a W a r s z t a t y
 Carl Zeiss Sp. z o.o. Metrologia Przemysłowa Z a p r o s z e n i e n a W a r s z t a t y 09-1 3. 0 5. 2 0 1 6 - M i k o ł ó w 16-2 0. 0 5. 2 0 1 6 - W a r s z a w a Temat: AUKOM Level 1 Zapraszamy wszystkich
Carl Zeiss Sp. z o.o. Metrologia Przemysłowa Z a p r o s z e n i e n a W a r s z t a t y 09-1 3. 0 5. 2 0 1 6 - M i k o ł ó w 16-2 0. 0 5. 2 0 1 6 - W a r s z a w a Temat: AUKOM Level 1 Zapraszamy wszystkich
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Tokarka CNC ze skośnym łożem TBI VT / 4000
 Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia
 Data odrobienia Ocena Data, podpis ćwiczenia") Akademia Górniczo-Hutnicza Katedra Systemów Wytwarzania Kierunek/specjalność, Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia 3,4 Laboratorium ZSW Środowisko edycyjno-symulacyjne
Akademia Górniczo-Hutnicza Katedra Systemów Wytwarzania Kierunek/specjalność, Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia 3,4 Laboratorium ZSW Środowisko edycyjno-symulacyjne
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Obrabiarki sterowane numerycznie i centra obróbkowe
 Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Laboratorium Programowanie Obrabiarek CNC. Nr H6
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
NCT 100T. Instrukcja programowania. wersja Az x.060 SW
 NCT 100T Instrukcja programowania wersja Az x.060 SW producent: NCT Apery Electronic kft. H1148 Budapest Fogarasi út 7 : adres pocztowy: 1631 Bp. pf.26 Dystrybucja i serwis: ELEKTRONIS MASZYNY CNC F Telefon:
NCT 100T Instrukcja programowania wersja Az x.060 SW producent: NCT Apery Electronic kft. H1148 Budapest Fogarasi út 7 : adres pocztowy: 1631 Bp. pf.26 Dystrybucja i serwis: ELEKTRONIS MASZYNY CNC F Telefon:
Tokarka CNC ze skośnym łożem TBI VT 480
 Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Pionowe centrum obróbkowe TBI VC 1570
 Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Rysowanie precyzyjne. Polecenie:
 7 Rysowanie precyzyjne W ćwiczeniu tym pokazane zostaną różne techniki bardzo dokładnego rysowania obiektów w programie AutoCAD 2010, między innymi wykorzystanie punktów charakterystycznych. Z uwagi na
7 Rysowanie precyzyjne W ćwiczeniu tym pokazane zostaną różne techniki bardzo dokładnego rysowania obiektów w programie AutoCAD 2010, między innymi wykorzystanie punktów charakterystycznych. Z uwagi na
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Tokarka CNC ze skośnym łożem TBI VT 990
 Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych
 Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
Ćwiczenie nr 8 - Modyfikacje części, tworzenie brył złożonych Wprowadzenie Utworzone elementy bryłowe należy traktować jako wstępnie wykonane elementy, które dopiero po dalszej obróbce będą gotowymi częściami
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA
 Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2016 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie