Projektowanie Procesów Technologicznych
|
|
|
- Kornelia Cybulska
- 4 lat temu
- Przeglądów:
Transkrypt
1 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel. (012) lugola@gmail.com Prowadzący: mgr inż. Dorota Warżołek Pokój: 3/1 bud.6b tel. (012) dorotawarzolek@gmail.com 1
 / 1 2 mm gdzie: d [mm] średnica przedmiotu obrabianego przed obróbką; d1 [mm]")
2 Główne parametry skrawania przy toczeniu 1.głębokość skrawania a p [mm] - grubość warstwy materiału usuwanej podczas jednego przejścia narzędzia; a p ( d d ) / 1 2 mm gdzie: d [mm] średnica przedmiotu obrabianego przed obróbką; d1 [mm] średnica przedmiotu obrabianego już obrobionego; 2.posuw obrotowy f [mm/obrót] - to odległość, jaką pokona wierzchołek narzędzia w czasie podczas jednego pełnego obrotu przedmiotu obrabianego; 2
3 Główne parametry skrawania przy toczeniu 3.prędkość skrawania vc [m/min] - stosunek drogi do czasu, w którym krawędź skrawająca narzędzia przesuwa się względem powierzchni obrabianego przedmiotu, w kierunku głównego ruchu roboczego; v c d n prędkość posuwu vf [mm/min] m min gdzie: vc [m/min] prędkość skrawania (prędkość z jaką narzędzie skrawa PO); d [mm] średnica przedmiotu obrabianego; n [obrót/min] prędkość obrotowa przedmiotu obrabianego (obroty wrzeciona); v f f n mm min gdzie: f [mm/obrót] posuw obrotowy narzędzia; n [obrót/min] prędkość obrotowa przedmiotu obrabianego (obroty wrzeciona); 3
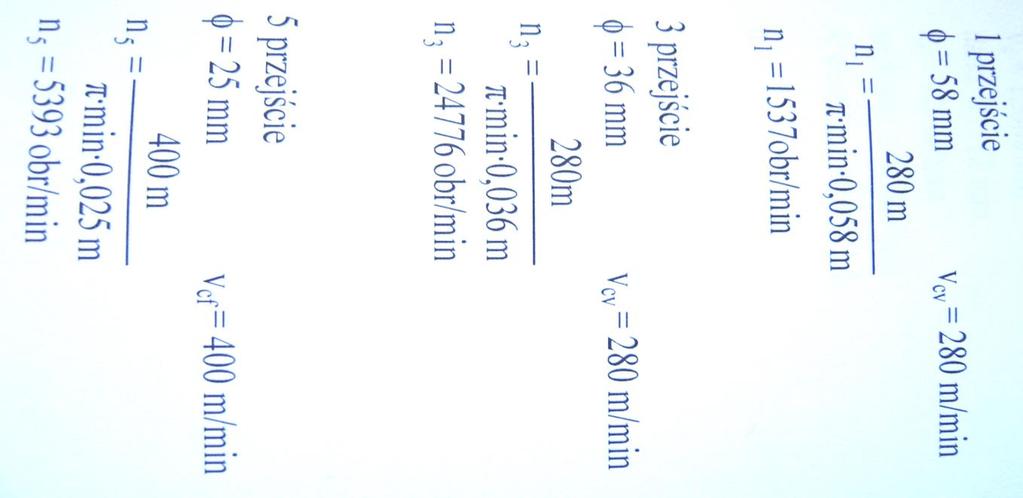
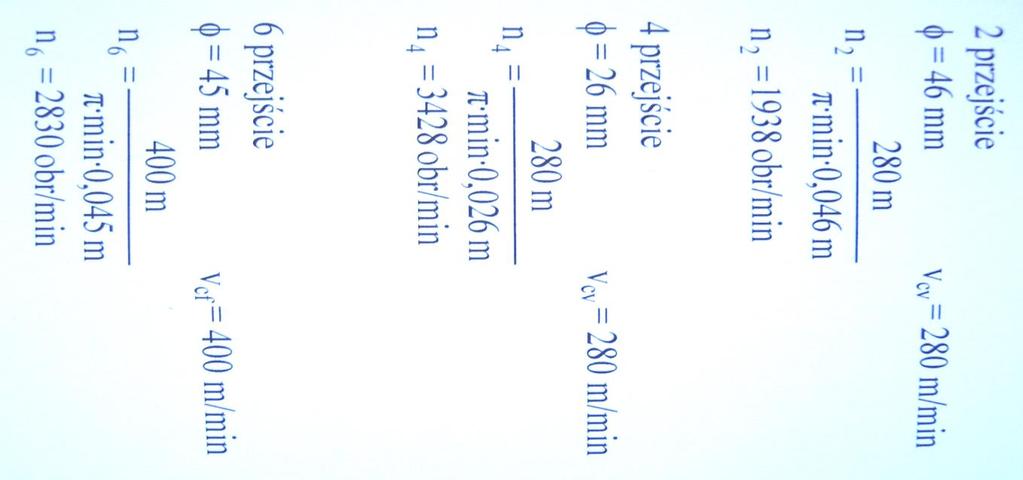
4 Zadanie Przedstawiony na rysunku sworzeń ma być obrabiany zgrubnie na powierzchni o średnicy 45 i 25 [mm] na tokarce CNC czterema przejściami narzędzia przy głębokościach skrawania 6; 6; 5; 5 [mm] a następnie wykańczany przy naddatku obróbkowym 1 [mm]. Prędkość skrawania wynosi dla obróbki zgrubnej vcv=280[m/min], a dla wykańczającej vcf = 400[m/min]. Obliczyć prędkości obrotowe dla poszczególnych przejść narzędzia. 4
5 Zadanie 5
6 Główne parametry skrawania przy frezowaniu 1.głębokość skrawania a p [mm] 2.posuw obrotowy f [mm/obrót] - to najczęściej odległość o jaką przemieszcza się stół obrabiarki podczas jednego obrotu freza; f f z z mm obrót gdzie: fz [mm/ostrze] posuw na jedno ostrze freza; z liczba ostrzy freza; 6
7 Główne parametry skrawania przy frezowaniu 3.prędkość skrawania vc [m/min] v c d n 1000 m min gdzie: vc [m/min] prędkość skrawania (prędkość z jaką narzędzie skrawa PO); d [mm] średnica freza; n [obrót/min] prędkość obrotowa freza (obroty wrzeciona); 4.prędkość posuwu vf [mm/min] v f f n mm min gdzie: f [mm/obrót] posuw obrotowy freza; n [obrót/min] prędkość obrotowa freza (obroty wrzeciona); 7
8 Zadanie Ile wynosi prędkość obrotowa freza trzpieniowego o średnicy 12[mm], pracującego z prędkością skrawania vc = 120[m/min]? ROZWIĄZANIE??? 8

9 Kliknij na zakładce Produkty

10 Przejdź do katalogu on-line
11 Kliknij na link Szukanie zastosowania
12 Wskaż obszar zastosowania (sposób obróbki skrawaniem), dla którego poszukujesz narzędzia

13 Wybierz obszar roboczy

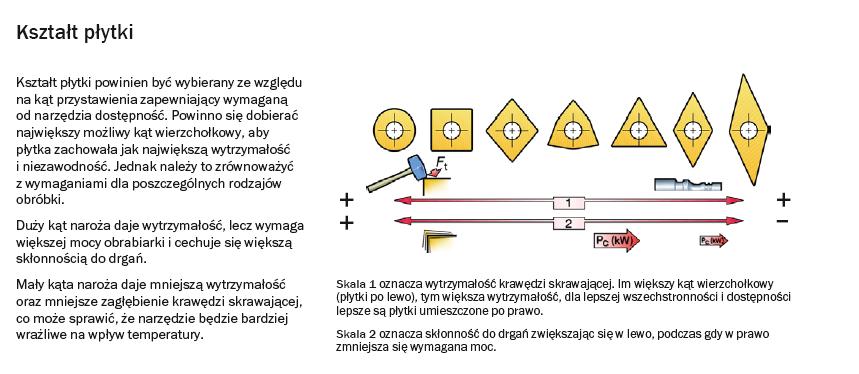
14 Wybierz kształt płytki i kąt przystawienia głównej krawędzi skrawającej

15 Wybierz system mocowania

16 Wybierz typ mocowania

17 Kliknij na Pokaż płytkę
18 Zwróć uwagę na: obszar ISO P=stal (jedna z sześciu grup materiałów obrabianych wg klasyfikacji ISO)

19 Zwróć uwagę na: długość krawędzi skrawającej płytki
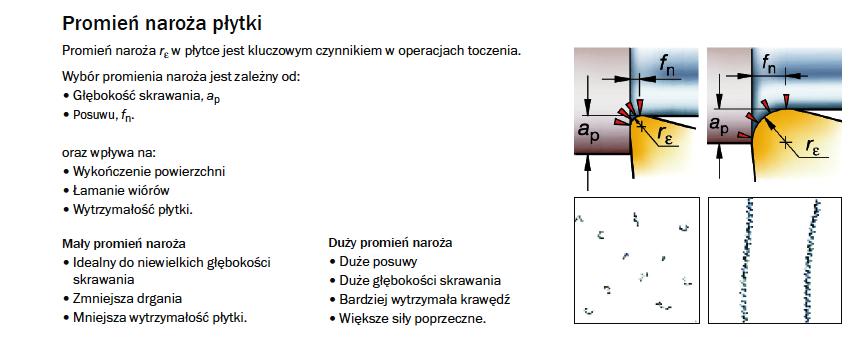
20 Zwróć uwagę na: promień naroża płytki skrawającej

21 Kliknij na link Wybierz, aby dodać wybraną płytkę do koszyka Notatek

22 Dodana do notatek płytka skrawająca
23 Kliknij na ikonce Informacje, aby zobaczyć geometrię i parametry skrawania wybranej płytki
24 Średnica nominalna okręgu wpisanego w płytkę Kąt wierzchołkowy płytki skrawającej Promień naroża płytki skrawającej
25 Kąt przyłożenia głównej krawędzi skrawającej płytki Grubość płytki skrawającej Długość krawędzi skrawającej płytki

26 Kliknij na link Zalecane parametry skrawania
27 P = stal Zalecana wartość głębokości skrawania [mm] K = żeliwo
28 P = stal Zalecana wartość posuwu obrotowego [mm/obrót]
29 P = stal Zalecana wartość prędkości skrawania [m/min]
30 Pamiętaj, żeby w sposób poprawny skojarzyć oprawkę narzędziową z dobraną płytką to muszą zostać spełnione następujące warunki: 1 -> kształt płytki musi pasować do oprawki narzędziowej; 2 -> kąt przyłożenia płytki musi być właściwy dla danej oprawki narzędziowej; 3 -> długość krawędzi skrawającej płytki musi być właściwa dla danej oprawki;
31 Zwróć uwagę na: zgodność produktów: płytki i oprawki narzędziowej Przejdź do listy z oprawkami narzędziowymi, które można skojarzyć z wybraną płytką skrawającą

32 Kliknij na link Wybierz oprawkę narzędziową
33 Kliknij na link Wybierz, aby dodać wybraną oprawkę narzędziową do koszyka Notatek

34 Kliknij na ikonce Informacje Dodana do notatek oprawka narzędziowa

35 P docisk przez otwór Oznaczenie kodowe oprawek wg ISO

36 T płytka trójkątna Oznaczenie kodowe oprawek wg ISO

37 G kąt przystawienia głównej krawędzi skrawającej to 90 stopni, nóż osadzony do toczenia wzdłużnego Oznaczenie kodowe oprawek wg ISO

38 N kąt przyłożenia płytki to 0 stopni Oznaczenie kodowe oprawek wg ISO


39 L nóż lewy Oznaczenie kodowe oprawek wg ISO
![32 wysokość trzonka noża to 32 [mm]](/docs-images/100/147777256/images/40-1.jpg "Oznaczenie kodowe oprawek wg ISO")
40 32 wysokość trzonka noża to 32 [mm] Oznaczenie kodowe oprawek wg ISO
![25 szerokość trzonka noża to 25 [mm]](/docs-images/100/147777256/images/41-1.jpg "Oznaczenie kodowe oprawek wg ISO")
41 25 szerokość trzonka noża to 25 [mm] Oznaczenie kodowe oprawek wg ISO
![P całkowita długość noża to 170 [mm]](/docs-images/100/147777256/images/42-1.jpg "Oznaczenie kodowe oprawek wg ISO")
42 P całkowita długość noża to 170 [mm] Oznaczenie kodowe oprawek wg ISO

43 16 długość krawędzi skrawającej płytki powinna wynosić 16 [mm] Oznaczenie kodowe oprawek wg ISO
44 Pamiętaj, żeby w sposób poprawny skojarzyć oprawkę narzędziową z dobraną płytką to muszą zostać spełnione następujące warunki: 1 -> kształt płytki musi pasować do oprawki narzędziowej; 2 -> 3 ->

45 1 -> 2 -> kąt przyłożenia płytki musi być właściwy dla danej oprawki narzędziowej; 3 ->
46 1 -> 2 -> 3 -> długość krawędzi skrawającej płytki musi być właściwa dla danej oprawki;
47
48
49
50

51

52
53
54
55
56
57
58
59

60 Koniec Koniec 60
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
L a b o r a t o r i u m ( h a l a 2 0 Z O S ) mgr inż. Martyna Wiciak pok. 605, tel
 mgr inż. Martyna Wiciak pok. 605, tel") Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 3 Temat zajęć: Dobór naddatków obróbkowych Materiał przygotowany z wykorzystaniem opracowań dr inż. Jacka Habla
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 3 Temat zajęć: Dobór naddatków obróbkowych Materiał przygotowany z wykorzystaniem opracowań dr inż. Jacka Habla
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Technik Mechanik. Użytkowanie Obrabiarek Skrawających (CNC)
") Technik Mechanik Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych z wykorzystaniem
Technik Mechanik Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych z wykorzystaniem
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
specjalna oferta DO ekonomicznego frezowania
 specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
Technik Mechanik. na podbudowie szkoły podstawowej. Użytkowanie Obrabiarek Skrawających (CNC)
") Technik Mechanik na podbudowie szkoły podstawowej Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń
Technik Mechanik na podbudowie szkoły podstawowej Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Technik Mechanik. na podbudowie gimnazjum. Użytkowanie Obrabiarek Skrawających (CNC)
") Technik Mechanik na podbudowie gimnazjum Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych
Technik Mechanik na podbudowie gimnazjum Użytkowanie Obrabiarek Skrawających (CNC) Technik Mechanik Programuje i obsługuje obrabiarki CNC, Projektuje i wytwarza części i zespoły maszyn i urządzeń mechanicznych
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Frezy pełnowęglikowe (VHM) Pełna oszczędność kosztów
 Pełna oszczędność kosztów") Frezy pełnowęglikowe () Pełna oszczędność kosztów Dopasowany program do cziennego stosowania Przegląd programu arzędzia do frezowania r art. azwa pruktu Ø mm Strona Materiał Liczba ostrzy Materiał ostrza
Frezy pełnowęglikowe () Pełna oszczędność kosztów Dopasowany program do cziennego stosowania Przegląd programu arzędzia do frezowania r art. azwa pruktu Ø mm Strona Materiał Liczba ostrzy Materiał ostrza
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji
 FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
FREZY NASADZANE profilowe HSS przykłady naszych konstrukcji Przedstawione materiały są własnością P.H.M. POLCOMM. Kopiowanie i rozpowszechnianie bez zgody P.H.M. POLCOMM jest zabronione. Zakres średnic
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
() (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
TENDENCJE W KSZTAŁTOWANIU UBYTKOWYM WYROBÓW
 Wydział: BMiZ Studium: niestacjonarne Semestr: 2 Kierunek: MiBM Rok akad.: 2018/19 Liczba godzin: 8 TENDENCJE W KSZTAŁTOWANIU UBYTKOWYM WYROBÓW L a b o r a t o r i u m ( h a l a 2 0 Z O S Prowadzący: dr
Wydział: BMiZ Studium: niestacjonarne Semestr: 2 Kierunek: MiBM Rok akad.: 2018/19 Liczba godzin: 8 TENDENCJE W KSZTAŁTOWANIU UBYTKOWYM WYROBÓW L a b o r a t o r i u m ( h a l a 2 0 Z O S Prowadzący: dr
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
Warunki skrawania. Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. Copyright 3D MASTER
 Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Laboratorium Programowanie Obrabiarek CNC. Nr H5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.)
") FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
Średnica korpusu głowicy. Średnica kołnierza Szerokość wpustu. Głębokość wpustu. Rzeczywisty kąt natarcia. klina kątowego. Promieniowy kąt przyłożenia
 Kształt głowicy frezarskiej i oznaczenia Średnica korpusu głowicy Średnica kołnierza Szerokość wpustu Głębokość wpustu Kąt przystawienia Kąt natarcia Wysokość głowicy Pierścień tylny Rowek wiórowy Rzeczywisty
Kształt głowicy frezarskiej i oznaczenia Średnica korpusu głowicy Średnica kołnierza Szerokość wpustu Głębokość wpustu Kąt przystawienia Kąt natarcia Wysokość głowicy Pierścień tylny Rowek wiórowy Rzeczywisty
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 201 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Prędkość skrawania Posuw Kąt lini śrubowej Czas obróbki. fn = vf (mm/obr.) n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)
 n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)") Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
Szczególne elementy do ćwiczenia: cykle toczenia wzdłużnego zgrubnego konturu wewnętrznego i zewnętrznego, cykle wiercenia i nacinania gwintu.
 ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacj. I stopnia Semestr: 6 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 ZA A WANSOWANE PR OCESY WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Wydział: BMiZ Studium: stacj. I stopnia Semestr: 6 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 ZA A WANSOWANE PR OCESY WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
PL 213921 B1. Sposób odzyskowego toczenia odpadowych wałków metalowych i zestaw noży tnących do realizacji tego sposobu. WYSOCKI RYSZARD, Rogoźno, PL
 PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej