Materiał szkoleniowy MTS, CAD/CAM, Frezowanie. Materiał szkoleniowy. MTS GmbH
|
|
|
- Alicja Marszałek
- 9 lat temu
- Przeglądów:
Transkrypt
1 Materiał szkoleniowy MTS GmbH

2 ĆWICZENIE "POKRYWA" Zaprogramuj przedstawioną na rysunku "POKRYWĘ" z wykorzystaniem systemu CAD/CAM TOPCAM. Wykonaj następujące zasadnicze czynności: Otwórz odpowiedni rysunek CAD. Jeśli rysunek jest w formacie DXF przekonwertuj go na format EDU. Sprawdź rysunek, np.: zamknięte kontury. Wybierz obrabiarkę wraz ze sterowaniem CNC, określ materiał surówki przedmiotu obrabianego i rodzaj zamocowania. Algorytm czynności przedstawia załącznik na przykładzie wytwarzania krzywki. Określ plan operacji. Algorytm czynności na przykładzie krzywki. Zaprogramuj operacje obróbcze. Wybierz narzędzie z biblioteki narzędzi. - Określ dane dosunięcia - Wybierz parametry skrawania - Wybierz i wykonaj operacje frezarskie (z wykorzystaniem cykli obróbczych) - Sprawdź edytor utworzonej karty - Zapisz program i wykonaj go w formie symulacji. - Opuść TOPCAM. Wybierz inne sterowanie CNC, np.: Sinumerik 840D - Wykonaj program CNC w formie symulacji w kodach Sinumerik. MTS GmbH

3 Pokrywa MTS GmbH 2004
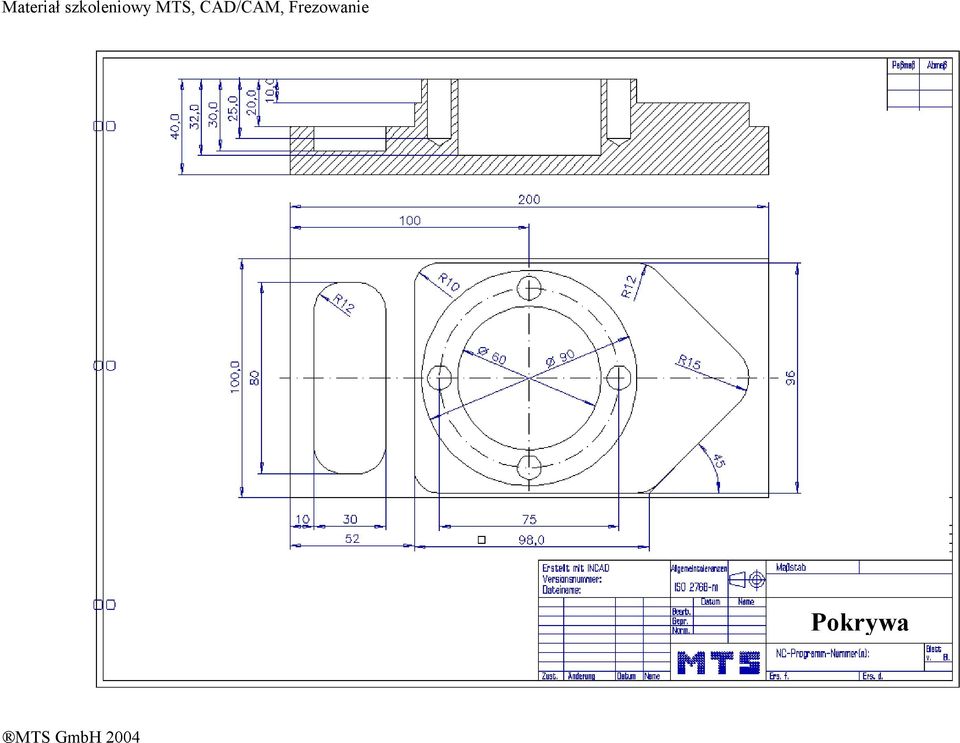
4 1. PLAN OBRÓBKI I TECHNOLOGIA Kolejność operacji Wyposażenie magazynu narzędziowego / Nazwa narzędzia Dosunięcie / Dane technologiczne Wymiary surówki przedmiotu obrabianego, zamocowanie i określenie punktu zerowego 1.Operacja X: 200 mm Y: 100 mm Z: 40 mm Zamocowanie: imadło RS110 Głębokość zamocowania: 10 mm Materiał : Al Mg1 Punkt zerowy przedmiotu obrabianego: lewe górne naroże T0101 FREZ WALCOWO - CZOŁOWY 63 mm MW-063/40 HSS ISO 2586 Frezowanie konturu zewnętrznego Dosunięcie KONTUR ZEWNĘTRZNY DANE TECHNOLOGICZNE 2. Operacja T0101 FREZ WALCOWO - CZOŁOWY 63 mm MW-063/40 HSS ISO 2586 Frezowanie konturu. Kontur kołowy. Dosunięcie KONTUR KOŁOWY DANE TECHNOLOGICZNE MTS GmbH 2004

5 3. Operacja T0202 FREZ PALCOWY DO ROWKÓW MS-20.0/75L HSS ISO 1641 Frezowanie kieszeni kołowej DANE TECHNOLOGICZNE 4. Operacja T0303 FREZ PALCOWY DO ROWKÓW MS-10.0/053L HSS ISO 1641 Frezowanie kieszeni prostokątnej DANE TECHNOLOGICZNE 5. Operacja T0404 POGŁĘBIACZ DC-12.5/090 HSS ISO 3294 Pogłębianie MTS GmbH

6 DANE TECHNOLOGICZNE 6. Operacja T0505 WIERTŁO DR-09/081 HSS ISO 235 Wiercenie DANE TECHNOLOGICZNE 7. Operacja T0606 GWINTOWNIK TA-M-10.0/1.50 HSS ISO 2857 Gwintowanie DANE TECHNOLOGICZNE MTS GmbH

7 2. EDYCJA PLANU OBRÓBKI 3. KARTA PRZYGOTOWAWCZA PROGRAMU NC () (( :59 ( (( Nazwa rysunku INCAD: C:\ P~1\INCAD\ZAPFEN~1\PLATTE11.EDU ( ( ( KONFIGURACJA ( OBRABIARKA MTS VMC-024_ISO30_ x0450 ( STEROWANIE MTS VMC01 ( ( WYMIARY SURÓWKI X Y Z ( POZYCJA PRZEDMIOTU OBRABIANEGO X Y ( MATERIAŁ AlMg 1::Aluminium ( ( ZAMOCOWANIE NA PŁYCIE MAGNETYCZNEJ ( ( AKTUALNE NARZĘDZIE T01 ( NARZĘDZIA ( T01 FREZ WALCOWO - CZOŁOWY MW-063/040 HSS ISO 2586 ( T02 FREZ PALCOWY DO ROWKÓW MS-20.0/075L HSS ISO 1641 ( T03 FREZ PALCOWY DO ROWKÓW MS-10.0/053L HSS ISO 1641 ( T04 POGŁĘBIACZ DC-12.5/090 HSS ISO 3294 ( T05 WIERTŁO DR-09.00/081 HSS ISO 235 ( T06 GWINTOWNIK TA-M10.0/1.50 HSS ISO 2857 ( WARTOŚCI KOREKCJI ( D01 R Z ( D02 R Z ( D03 R Z ( D04 R Z ( D05 R Z ( D06 R Z ( PUNKTY ZEROWE PRZEDMIOTU OBRABIANEGO ( G54 X Y Z ( () ( WINDOW L krotna prędkość N0010 G54 X Y Z N0012 G90 N0014 ( KONTUR T0101 Z G97 S01200 XY: G94 F Z: G94 F M03 M07 G00 N0016 T0101 M03 M06 MTS GmbH

8 N0018 G94 F S1200 M07 N0020 G00 Z G94 F M07 N0022 G00 X Y N0024 G00 Z N0026 G42 A G46 X Y Z G00 N0028 G01 X Y G94 F M07 N0030 G03 X Y I J N0032 G01 X Y N0034 G03 X Y I J N0036 G01 X Y N0038 G03 X Y I J N0040 G01 X Y N0042 G03 X Y I J N0044 G01 X Y N0046 G03 X Y I J N0048 G01 X Y N0050 G40 A G46 N0052 G42 A G46 X Y Z G00 N0054 G01 X Y G94 F M07 N0056 G03 X Y I J N0058 G01 X Y N0060 G03 X Y I J N0062 G01 X Y N0064 G03 X Y I J N0066 G01 X Y N0068 G03 X Y I J N0070 G01 X Y N0072 G03 X Y I J N0074 G01 X Y N0076 G40 A G46 N0078 G42 A G46 X Y Z G00 N0080 G01 X Y G94 F M07 N0082 G03 X Y I J N0084 G01 X Y N0086 G03 X Y I J N0088 G01 X Y N0090 G03 X Y I J N0092 G01 X Y N0094 G03 X Y I J N0096 G01 X Y N0098 G03 X Y I J N0100 G01 X Y N0102 G40 A G46 N0104 G42 A G46 X Y Z G00 N0106 G01 X Y G94 F M07 N0108 G03 X Y I J N0110 G01 X Y N0112 G03 X Y I J N0114 G01 X Y N0116 G03 X Y I J N0118 G01 X Y N0120 G03 X Y I J N0122 G01 X Y N0124 G03 X Y I J N0126 G01 X Y N0128 G40 A G46 N0130 G00 Z N0132 G90 N0134 ( KONTUR T0101 Z G97 S01200 XY: G94 F Z: G94 F M03 M07 G00 N0136 T0101 M03 M06 N0138 G94 F M07 MTS GmbH

9 N0140 G00 Z G94 F M07 N0142 G00 X Y N0144 G00 Z N0146 G42 A G46 X Y Z G00 N0148 G03 X Y I J G94 F M07 N0150 G40 A G46 N0152 G00 Z N0154 G00 X Y N0156 G42 A G46 X Y Z G00 N0158 G03 X Y I J G94 F M07 N0160 G40 A G46 N0162 G00 Z N0164 G90 N0166 ( KIESZEŃ OKRĄGŁA T0202 Z G97 S01850 XY: G94 F Z: G94 F M03 M08 N0168 T0202 M03 M06 N0170 G94 F S1850 M08 N0172 G88 Z W B I K G94 f112.5 N0174 G79 X Y Z N0176 G90 N0178 ( KIESZEŃ PROSTOKĄTNA T0303 Z G97 S01850 XY: G94 F Z: G94 F M03 M08 N0180 T0303 M03 M06 N0182 G94 F M08 N0184 G87 X Y Z I K W B G94 f112.5 N0186 G79 X Y Z N0188 G90 N0190 ( CYKL WIERCENIA T0404 Z G97 S01850 XY: G94 F Z: G94 F M03 M08 N0192 T0404 M03 M06 N0194 G94 F S1850 M08 N0196 G00 X Y Z N0198 G81 Z W N0200 G79 X Y N0202 G79 X Y N0204 G79 X Y N0206 G79 X Y N0208 G90 N0210 ( WIERCENIE 1 Z ŁAMANIEM WIÓRA T0505 Z G97 S01600 XY: G94 F Z: G94 F M03 M08 D B N0212 T0505 M03 M06 N0214 G94 F S1600 M08 N0216 G00 X Y Z N0218 G82 Z W B D K N0220 G79 X Y N0222 G79 X Y N0224 G79 X Y N0226 G79 X Y N0228 G90 N0230 ( CYKL GWINTOWANIA T0606 Z G97 S01000 XY: G94 F Z: G94 F M03 M08 N0232 T0606 M03 M06 N0234 G94 F S1000 M08 N0236 G00 X Y Z N0238 G84 Z W N0240 G79 X Y N0242 G79 X Y N0244 G79 X Y N0246 G79 X Y N0248 G26 M30 MTS GmbH

10 ZAŁĄCZNIK 1 Algorytm do zastosowania programowania maszynowego Przykład: Krzywka Dane technologiczne Wymiary surówki: X200 Y100 Z60 Rodzaj zamocowania: imadło RS 110 Magazyn: T0101 Nazwa narzędzia: frez palcowy do rowków 20mm; Nazwa: MS-20.0/075L HSS ISO 1641 MTS GmbH

11 Otwórz TOPCAM. Otwórz nowy plik. 1) Wpisz nazwę i potwierdź klawiszem Enter 2) Utwórz prostokąt * Menu element Prostokąt * Prostokąt * Kontur aktywny przy nie wciśniętym klawiszu * Wpisz z klawiatury absolutne wymiary prostokąta Punkt początkowy X0 Enter Y0 Enter Punkt końcowy X200 Enter Y100 Enter Wybierz FIT <F8> (prostokąt pojawi się na całym ekranie) 3) Utwórz okrąg pomocniczy * Menu element * Okrąg Okrąg * Kontur pomocniczy aktywny przy wciśniętym klawiszu * Promień * Wpisz z klawiatury dane okręgu pomocniczego 1. Okrąg X35 Y65 R15 2. Okrąg X140 Y50 R40 4) Utwórz pomocniczy łuk okręgu * Menu element Łuk * Łuk * Kontur pomocniczy aktywny przy wciśniętym klawiszu * Promień * Styczna do 2 elementów Łuk okręgu 80 => Kliknij 1 element styczny Kliknij 2 element styczny => Promień 80 wpis absolutny Położenie potwierdź F1 MTS GmbH

12 Łuk okręgu 113 => Kliknij 1 element styczny => Kliknij 2 element styczny => Promień 113 wpis absolutny Położenie potwierdź F1 5) Utwórz kontur * Menu główne * Menu konstrukcji * Kontur * Śledzenie konturu Punkt początkowy śledzenia konturu Kierunek początku Potwierdzenie kierunku dla G41 Kliknij tu Kliknij tu => Prześledź poszczególne elementy konturu Zakończ <F2> Zamknij kontur <F2> Przejmij kontur <F1> * Kasuj linie pomocnicze konturu Śledzenie konturu MTS GmbH

13 6) Utwórz kontur ofsetowy * Menu konstrukcji * Krzywe ofsetowe * Kliknij zidentyfikuj element * Wpisz odległość np.: 5 mm * Zaokrąglenie narożników zewnętrznych - tak 7) Narysuj wyspy Powrót do menu głównego => Okrąg X100 Y50 R10 Okrąg * Menu element * Okrąg * Promień * Kontur Wpis z klawiatury => Prostokąt X130 Y50 Punkt początkowy X150 Y70 Punkt końcowy Prostokąt * Menu element * Wpis z klawiatury MTS GmbH

14 8) Utwórz program CNC * Menu główne * Program - frezowanie * Wybierz sterowanie Sinumerik 840DM <F8> Wybierz => Wybierz grupę materiałową Aluminium <F8> Wybierz element => Wybierz materiał AlMgSi1 <F8> Wybierz materiał MTS GmbH

15 => Obrócić rysunek w widoku G17? * Kliknij nie => Czy możliwa jest obróbka strony tylnej? * Kliknij nie => Zidentyfikuj punkt odniesienia (później nie da się go zmienić) * Kliknij lewy narożnik prostokąta => Czy przejąć punkt odniesienia? * Kliknij tak MTS GmbH
 * Kliknij lewy narożnik prostokąta => Czy przejąć punkt")
16 => Czy wybrać graficzne wprowadzanie we współrzędnej Z z widoku przekrojów? * Kliknij nie => Graficzna definicja widoku surówki <F1> * Kliknij <F1> lub lewy klawisz myszy => Identyfikacja prostokąta surówki * Kliknij prostokąt lewym klawiszem myszki MTS GmbH

17 => Prostokąt surówki określony zostanie wymiarami DX200 i DY100 => Podaj wysokość surówki DZ * Wpisz DZ60 * Wpisz globalną płaszczyznę wycofania Z50 * Kliknij OK => Przejęcie <F2>? * Kliknij <F2> lub prawy klawisz myszy => Bez definiowania <F2>? * Kliknij <F2>lub prawy klawisz myszy MTS GmbH

18 => Wprowadź nr punktu zerowego: G54 * Potwierdź klawiszem Enter => Zidentyfikuj punkt zerowy G54 w widoku <F1> lub przejmij punkt odniesienia <F2> * Kliknij lewy narożnik prostokąta lewym klawiszem myszy => Punkt zerowy na górnej krawędzi surówki <F1> * Wybierz <F1> lub kliknij lewym klawiszem myszy MTS GmbH

19 => Potwierdź klawiszem Enter odpowiednią wartość Z we współrzędnych obrabiarki: 60 mm => Przejęcie wartości Z przez <F2>! * Naciśnij <F2> lub prawy klawisz myszy => Kliknij funkcję narzędzia * Wybierz magazyn T1-24 SK30 MTS GmbH

20 => Wybierz narzędzia <F1> Uzbrojenie => * Frez walcowo czołowy 50 Kontur T01 => * Frez palcowy do rowków 10 Kieszeń T02 * Kliknij narzędzia Wybierz standard <F8> => Uzbrojenie <F1> (aktywne okno na T01) Frez walcowo-czołowy 50 MW-050/036/030 ISO2586 <F8> Wybierz * Wybierz kolejne narzędzie do T02 Frez palcowy do rowków 10 MS-10.0/045L 030 ISO 1641 => Wróć aktualnym oknem na pierwsze narzędzie (narzędzie do wykonania pierwszej operacji) * Pierwsza operacja frezowanie konturu frezem walcowo czołowym 50 MW-050/036/030 ISO2586 <F8> Powrót => Pamięć korekcji [ 1-99 ]: 1 Potwierdź klawiszem Enter Dojazd do punktu wymiany narzędzia: tak (t) Punkt wymiany x : 220 y : 150 z : 100 Wpisz kolejność: zxy i potwierdź klawiszem Enter => Wpisz dane dosunięcia * Wybierz menu * Wybierz globalnie puste (kwadrat w lewym narożu pusty) * Kliknij definiuj dosunięcie MTS GmbH
 Punkt wymiany x : 220 y : 150 z : 100 Wpisz kolejność: zxy i potwierdź klawiszem Enter")
21 => Wpisz nazwę operacji Kontur Dosunięcie globalne: nie P1 Płaszczyzna wycofania: 3 P2 Płaszczyzna bezpieczeństwa: 1 P3 Powierzchnia materiału: 0 P4 Głębokość całkowita absolutna: -20 Naddatek na wykańczanie w płaszczyźnie xy: 0 Naddatek na wykańczanie w płaszczyźnie z: 0 Po wpisaniu danych kliknij OK Frezowanie konturu zewnętrznego => Menu frezowania => Kontury => KPF G41 Szybki przesuw Kontur NC => Wpisz wartości technologiczne * Dosunięcie: 10 mm * Posuw xy w mm/min G94 :280mm/min * Posuw z w mm/min G94 :100mm/min * Prędkość obrotowa G97: 950 obr/min => Kliknij OK MTS GmbH
22 => Kliknąć element NC w punkcie początkowym! * Kliknij kontur w punkcie zaznaczonym czerwonym okręgiem (jeśli wskazany kierunek frezowania nie pokrywa się z aktualną wartością G41 należy zmienić kierunek) => Utwórz program NC <F1> * Kliknij <F1> lub lewy klawisz myszy => Warunki najazdu: t (t/n) Instrukcja G: G47 (ćwiartka okręgu) A = promień: wpisz i potwierdź klawiszem Enter => Warunki odjazdu: t (t/n ) Instrukcja G: G47 A = promień: wpisz i potwierdź klawiszem Enter Uwaga: Kontur będzie niebieski Kontrola przez realizację programu => Kliknij menu frezowania => Menu programu NC => Symulacja aktualnego programu => Powrót <F8> => Koniec programu <F8> => Zakończyć pracę symulatora? (nie/tak) <F8> tak => Kliknij powrót (przeskok do menu frezowania) MTS GmbH
23 Kolejna operacja frezowanie kieszeni => Narzędzia pokaże się magazyn Wybierz frez palcowy do rowków 10 T02 kliknięciem myszką lub klawiszem kierunkowym => Powrót <F8> => Pamięć korekcji [ 1-99 ] : 2 => Najazd na pozycję wymiany narzędzia: t => Pozycja wymiany: x: 220 y: 150 z: 100 Kolejność: zxy Wpisz wszystko i potwierdź klawiszem Enter. => Podaj na nowo dane dosunięcia lub przejmij z operacji frezowania konturu zewnętrznego np.: zdefiniuj nowe * Kliknij na definiowanie dosunięcia MTS GmbH
24 => Wpisz nazwę dosunięcia: Kieszeń Dosunięcie globalne: nie P1 Płaszczyzna wycofania: 3 P2 Płaszczyzna bezpieczeństwa: 1 P3 Powierzchnia materiału: 0 P4 Głębokość całkowita absolutna: -20 Naddatek w kierunku płaszczyzny xy: 0 Naddatek w kierunku płaszczyzny z: 0 Wpisz wszystko i potwierdź klawiszem Enter => Kliknij OK => Kliknij OK Frezowanie kieszeni => Wybierz => Menu frezowania => Kieszeń / Czop => Kieszeń konturu Np.: dostępne tylko wartości grupowe! Potwierdź klawiszem Enter => Wpisz wartości technologiczne * Dosunięcie: 6 mm * Posuw xy w mm/min G94 :225 mm/min * Posuw z w mm/min G94 :112,25 mm/min * Obroty G97: 1850obr/min => Kliknij OK MTS GmbH
25 => Frezowanie: w kształcie meandrowym (zygzakowo) <F2>! * Kliknij <F2> lub prawy klawisz myszy => Zidentyfikuj kieszeń * Kliknij kontur w punkcie zaznaczonym czerwonym okręgiem (biała linia) (Linia konturu kieszeni pojawi się na fioletowo) Zakończ <F2> (Przejmij) => Zidentyfikuj wyspę Kliknij po kolei poszczególne wyspy (Pokażą się na fioletowo) Zakończ <F2> => Zidentyfikuj kieszeń w wyspie Zakończ <F2> => Zidentyfikuj otwór Zakończ <F2> MTS GmbH
26 => Podaj punkt dosunięcia Obliczenie automatyczne <F2> => Podaj szerokość skrawania w procentach: 80 (Frez znajduje się w 70% w przekroju) i potwierdź klawiszem Enter => Określ kierunek zygzaka dwoma punktami MTS GmbH
27 => Kliknij myszką punkty * Kliknij pierwszy i drugi punkt lewym klawiszem myszki => Objedź krawędź konturu <F1> * Naciśnij <F1> lub lewy klawisz myszy => Kierunek obróbki: współbieżny <F1> * Naciśnij <F1> lub lewy klawisz myszy Pojawią się tory przejazdu freza => Usuń tory przejazdu freza <F1> * Naciśnij <F1> lub lewy klawisz myszy MTS GmbH
28 => Kliknij menu frezowania => Menu programu NC => Zapisz jako Uwaga: przy przetwarzaniu programu na obce sterowanie, np.: Sinu840dm Należy nadać mu numer Np.: 1004 => będzie to numer programu dla obrabiarki => Kliknij jeszcze raz zapisz aktualne Wpisz program frezowania: Krzywka i potwierdź klawiszem Enter Dla sterowania obcego uruchamia się postprocesor, np.: Sinu840dm Tworzony jest program w kodzie danego sterowania obrabiarki: Sinu840dm => Kontrola przez symulację realizacji programu Symuluj program Potwierdź krzywkę klawiszem Enter => Powrót <F8> => Koniec programu <F8> => Zakończyć pracę symulatora? <F8> tak => Powrót <F8> => Menu główne => Usuń płaszczyzny konturu frezowanego <F1> => Zakończ + Zapisz => Koniec programu (opuszczasz TOPCAM) => Zakończ i uruchom symulator frezowania MTS GmbH
29 ZAŁĄCZNIK 2 ĆWICZENIE: "PŁYTA" Płyta MTS GmbH
30 ZAŁĄCZNIK 3 ĆWICZENIE: "PŁYTA" Płyta MTS GmbH 2004
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY
 MATHEMATISCH TECHNISCHE SOFTWARE-ENTWICKLUNG GMBH CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY mgr inż. Robert Dubas ul. Sosnowa 1-4, 71-468 Szczecin Tel. 0601 724 127, tel/fax: 091 4553960 dubas@mts-cnc.com
MATHEMATISCH TECHNISCHE SOFTWARE-ENTWICKLUNG GMBH CNC WPROWADZENIE MATERIAŁ SZKOLENIOWY mgr inż. Robert Dubas ul. Sosnowa 1-4, 71-468 Szczecin Tel. 0601 724 127, tel/fax: 091 4553960 dubas@mts-cnc.com
Szczególne elementy do ćwiczenia: cykle toczenia wzdłużnego zgrubnego konturu wewnętrznego i zewnętrznego, cykle wiercenia i nacinania gwintu.
 ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
ĆWICZENIE "CZĘŚĆ GWINTOWANA" Wykonaj na tokarce CNC część gwintowaną przedstawioną na rysunku z materiału: 35S20, wymiary surówki przedmiotu obrabianego: ø 42 x 51 mm. Przygotuj program z wykorzystaniem
Laboratorium. Środowisko do komputerowego wspomagania wytwarzania EdgeCAM Obróbka z profili 2D za pomocą cykli, ustawianie części na obrabiarce
 Akademia Górniczo-Hutnicza Kierunek/specjalność, Katedra Systemów Wytwarzania Imię Nazwisko(Drukowanymi) Data odrobienia ćwiczenia Ocena Data, podpis 2 Laboratorium Środowisko do komputerowego wspomagania
Akademia Górniczo-Hutnicza Kierunek/specjalność, Katedra Systemów Wytwarzania Imię Nazwisko(Drukowanymi) Data odrobienia ćwiczenia Ocena Data, podpis 2 Laboratorium Środowisko do komputerowego wspomagania
() (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 25.4.2006 17:58 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920 ( STEROWANIE MTS TM01 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 2 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
() (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.
 (( 29.6.2006 21:07 ( ( KONFIGURACJA ( OBRABIARKA MTS01 TM_008_-R1_-060x0048x0236 ( STEROWANIE MTS TM55 ( ( PRZEDMIOT OBRABIANY ( WALEC D030.") ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
ĆWICZENIE - NR 3 Wykonaj na tokarce CNC detal przedstawiony na rysunku wykonawczym. Materiał: wałek aluminiowy PA6, wymiary surówki do obróbki należy dobrać na bazie wymiarów rysunkowych elementu. Programowanie
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM
 Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Przykład programowania obrabiarki 3-osiowej z użyciem pakietu CAD-CAM Niżej pokazany projekt wykonano na trzyosiową mikrofrezarkę firmy DENFORD. Do zaprojektowania bryły obrabianego przedmiotu wykorzystano
Wprowadzenie do symulatora frezowania CNC, wersja 6.3
 p Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora frezowania CNC, wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349
p Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora frezowania CNC, wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 3. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Cykl Frezowanie Gwintów
 Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Laboratorium Programowanie Obrabiarek CNC. Nr H3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 2
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inŝ. Wojciech Ptaszyński
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Laboratorium Programowanie Obrabiarek CNC. Nr H5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie z wykorzystaniem frezarskich
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Materiały dydaktyczne MILL Moduł Frezowanie Instrukcja do ćwiczeń
 ZAKŁAD AUTOMATYZACJI PROCESÓW PRODUKCYJNYCH I INŻYNIERII JAKOŚCI INSTYTUT INFORMATYKI I ZARZĄDZANIA PRODUKCJĄ WYDZIAŁ MECHANICZNY UNIWERSYTET ZIELONOGÓRSKI Materiały dydaktyczne MILL Moduł Frezowanie Instrukcja
ZAKŁAD AUTOMATYZACJI PROCESÓW PRODUKCYJNYCH I INŻYNIERII JAKOŚCI INSTYTUT INFORMATYKI I ZARZĄDZANIA PRODUKCJĄ WYDZIAŁ MECHANICZNY UNIWERSYTET ZIELONOGÓRSKI Materiały dydaktyczne MILL Moduł Frezowanie Instrukcja
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
EdgeCAM. Toczenie 2-osiowe
 EdgeCAM Toczenie 2-osiowe Wstęp Przedstawione materiały opisują krok po kroku tok postępowania przy programowaniu tokarek 2-osiowych (na podstawie plików krawędziowych 2D), z użyciem programu EdgeCAM.
EdgeCAM Toczenie 2-osiowe Wstęp Przedstawione materiały opisują krok po kroku tok postępowania przy programowaniu tokarek 2-osiowych (na podstawie plików krawędziowych 2D), z użyciem programu EdgeCAM.
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
TWORZENIE SZEŚCIANU. Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian
 TWORZENIE SZEŚCIANU Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian ZADANIE Twoim zadaniem jest zaprojektowanie a następnie wydrukowanie (za pomocą drukarki 3D)
TWORZENIE SZEŚCIANU Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian ZADANIE Twoim zadaniem jest zaprojektowanie a następnie wydrukowanie (za pomocą drukarki 3D)
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Obróbka frezarska z wykorzystaniem interpolacji
Projekt połowicznej, prostej endoprotezy stawu biodrowego w programie SOLIDWorks.
 1 Projekt połowicznej, prostej endoprotezy stawu biodrowego w programie SOLIDWorks. Rysunek. Widok projektowanej endoprotezy według normy z wymiarami charakterystycznymi. 2 3 Rysunek. Ilustracje pomocnicze
1 Projekt połowicznej, prostej endoprotezy stawu biodrowego w programie SOLIDWorks. Rysunek. Widok projektowanej endoprotezy według normy z wymiarami charakterystycznymi. 2 3 Rysunek. Ilustracje pomocnicze
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
CZĘŚĆ nr4. Pracownia CNC - oprogramowanie
 Pracownia symulacyjna CNC umoŝliwia symulację typowych sterowników CNC, interaktywne programowanie procesu obróbki CZĘŚĆ nr4 Dostawa i instalacja wyposaŝenia stanowisk do symulacyjnego programowania obrabiarek
Pracownia symulacyjna CNC umoŝliwia symulację typowych sterowników CNC, interaktywne programowanie procesu obróbki CZĘŚĆ nr4 Dostawa i instalacja wyposaŝenia stanowisk do symulacyjnego programowania obrabiarek
Wprowadzenie do symulatora toczenia CNC Wersja 6.3
 Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora toczenia CNC Wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349 960-25
Mathematisch Technische Software-Entwicklung GmbH Wprowadzenie do symulatora toczenia CNC Wersja 6.3 MTS GmbH Kaiserin-Augusta-Allee 101 D-10553 Berlin Tel.: +49 / 30 / 349 960-0 Fax: +49 / 30 / 349 960-25
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
Ćwiczenie 3. I. Wymiarowanie
 Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
CorelDRAW. wprowadzenie
 CorelDRAW wprowadzenie Źródło: Podręcznik uŝytkownika pakietu CorelDRAW Graphics Suite 12 Rysowanie linii 1. Otwórz program CorelDRAW. 2. Utwórz nowy rysunek i zapisz go w swoich dokumentach jako [nazwisko]_1.cdr
CorelDRAW wprowadzenie Źródło: Podręcznik uŝytkownika pakietu CorelDRAW Graphics Suite 12 Rysowanie linii 1. Otwórz program CorelDRAW. 2. Utwórz nowy rysunek i zapisz go w swoich dokumentach jako [nazwisko]_1.cdr
Wstęp Pierwsze kroki Pierwszy rysunek Podstawowe obiekty Współrzędne punktów Oglądanie rysunku...
 Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 Projekt graficzny z metamorfozą (ćwiczenie dla grup I i II modułowych) Otwórz nowy rysunek. Ustal rozmiar arkusza na A4. Z przybornika wybierz rysowanie elipsy (1). Narysuj okrąg i nadaj mu średnicę 100
Projekt graficzny z metamorfozą (ćwiczenie dla grup I i II modułowych) Otwórz nowy rysunek. Ustal rozmiar arkusza na A4. Z przybornika wybierz rysowanie elipsy (1). Narysuj okrąg i nadaj mu średnicę 100
Obrabiarki Sterowane Numerycznie Numerical Control Machine Tools
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Nowe w wersji V17 cnckada
 Nowe w wersji V17 cnckada 1 Nowe w Imporcie... 2 1.1 Wykryj dane linii gięcia za pomocą tekstu linii... 2 2 Nowe w cnckadzie... 4 2.1 Wyświetlanie innymi kolorami różnych przetworzonych grup... 4 2.2 Pomiar
Nowe w wersji V17 cnckada 1 Nowe w Imporcie... 2 1.1 Wykryj dane linii gięcia za pomocą tekstu linii... 2 2 Nowe w cnckadzie... 4 2.1 Wyświetlanie innymi kolorami różnych przetworzonych grup... 4 2.2 Pomiar
The development of the technological process in an integrated computer system CAD / CAM (SerfCAM and MTS) with emphasis on their use and purpose.
 with emphasis on their use and purpose.") mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
mgr inż. Marta Kordowska, dr inż. Wojciech Musiał; Politechnika Koszalińska, Wydział: Mechanika i Budowa Maszyn; marteczka.kordowska@vp.pl wmusiał@vp.pl Opracowanie przebiegu procesu technologicznego w
Zasada prawej dłoni przy wyznaczaniu zwrotów osi
 Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
BRELOK DO KLUCZY. ZADANIE Stwórz breloczek z nazwą twojej szkoły 1. Szkic breloczka z napisem MAKER
 BRELOK DO KLUCZY ZADANIE Stwórz breloczek z nazwą twojej szkoły 1. Szkic breloczka z napisem MAKER ZADANIE DODATKOWE Przygotuj breloczek upominkowy i podaruj go komuś innemu 1 Napis nie może być zbyt długi
BRELOK DO KLUCZY ZADANIE Stwórz breloczek z nazwą twojej szkoły 1. Szkic breloczka z napisem MAKER ZADANIE DODATKOWE Przygotuj breloczek upominkowy i podaruj go komuś innemu 1 Napis nie może być zbyt długi
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Semestr letni Metrologia, Grafika inżynierska Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) ogólnoakademicki (ogólno akademicki / praktyczny)
 ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Obrabiarki Sterowane Numerycznie Nazwa modułu Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
Laboratorium Programowanie Obrabiarek CNC. Nr H04
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H04 Programowanie zarysów swobodnych FK Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 06 stycznia
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H04 Programowanie zarysów swobodnych FK Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 06 stycznia
O G Ł O S Z E N I E o rozpoczęciu postępowania o zamówienie o wartości do 30 000 euro.
 Szczecin, dn. 29.01.2015r. O G Ł O S Z E N I E o rozpoczęciu postępowania o zamówienie o wartości do 30 000 euro. Zachodniopomorskie Centrum Edukacji Morskiej i Politechnicznej w Szczecinie, ul. Hoża 6,
Szczecin, dn. 29.01.2015r. O G Ł O S Z E N I E o rozpoczęciu postępowania o zamówienie o wartości do 30 000 euro. Zachodniopomorskie Centrum Edukacji Morskiej i Politechnicznej w Szczecinie, ul. Hoża 6,
PROGRAM NAUCZANIA. Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych
 PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
PROGRAM NAUCZANIA Kursu Operator obrabiarek sterowanych numerycznie Obejmującego 120 godzin zajęć realizowanych w formie wykładowo ćwiczeniowej i zajęć praktycznych I. Wymagania wstępne dla uczestników
TWORZENIE SZEŚCIANU. Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian
 TWORZENIE SZEŚCIANU Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian ZADANIE Twoim zadaniem jest zaprojektowanie a następnie wydrukowanie (za pomocą drukarki 3D)
TWORZENIE SZEŚCIANU Sześcian to trójwymiarowa bryła, w której każdy z sześciu boków jest kwadratem. Sześcian ZADANIE Twoim zadaniem jest zaprojektowanie a następnie wydrukowanie (za pomocą drukarki 3D)
TWORZENIE OBIEKTÓW GRAFICZNYCH
 R O Z D Z I A Ł 2 TWORZENIE OBIEKTÓW GRAFICZNYCH Rozdział ten poświęcony będzie dokładnemu wyjaśnieniu, w jaki sposób działają polecenia służące do rysowania różnych obiektów oraz jak z nich korzystać.
R O Z D Z I A Ł 2 TWORZENIE OBIEKTÓW GRAFICZNYCH Rozdział ten poświęcony będzie dokładnemu wyjaśnieniu, w jaki sposób działają polecenia służące do rysowania różnych obiektów oraz jak z nich korzystać.
NC Project pierwsze kroki
 NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
NC Project pierwsze kroki Aby w pełni wykorzystać możliwości programu NC Project zalecane jest rozpoczęcie pracy od konfiguracji funkcji kontrolujących analizę składni i poprawności programów NC. Dostępne
Część nr 7 OPIS PRZEDMIOTU ZAMÓWIENIA SPECYFIKACJA TECHNICZNA
 Nr sprawy: CKP.272-1/D-MRPO/11 Załącznik nr 1 Część nr 7 OPIS PRZEDMIOTU ZAMÓWIENIA SPECYFIKACJA TECHNICZNA Przedmiotem zamówienia jest dostawa Oprogramowania dydaktyczno-przemysłowego do nauki programowania
Nr sprawy: CKP.272-1/D-MRPO/11 Załącznik nr 1 Część nr 7 OPIS PRZEDMIOTU ZAMÓWIENIA SPECYFIKACJA TECHNICZNA Przedmiotem zamówienia jest dostawa Oprogramowania dydaktyczno-przemysłowego do nauki programowania
Proces technologiczny obróbki
 Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
Technologia obróbki na obrabiarkach CNC kierunek studiów:. grupa: Proces technologiczny obróbki Proces opracował/opracowali: Karta półfabrykatu Nazwa przedmiotu obrabianego: Wałek Rodzaj półfabrykatu:
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
 WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie zabiegów frezarskich z wykorzystaniem
WYDZIAŁ INŻYNIERII ZARZĄDZANIA Katedra Zarządzania Produkcją INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Laboratorium z przedmiotu: Temat: Procesy i techniki produkcyjne Programowanie zabiegów frezarskich z wykorzystaniem
Maskowanie i selekcja
 Maskowanie i selekcja Maska prostokątna Grafika bitmapowa - Corel PHOTO-PAINT Pozwala definiować prostokątne obszary edytowalne. Kiedy chcemy wykonać operacje nie na całym obrazku, lecz na jego części,
Maskowanie i selekcja Maska prostokątna Grafika bitmapowa - Corel PHOTO-PAINT Pozwala definiować prostokątne obszary edytowalne. Kiedy chcemy wykonać operacje nie na całym obrazku, lecz na jego części,
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie obrabiarek CNC. Nr 3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 3 Obróbka otworów z wykorzystaniem cykli obróbkowych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr 3 Obróbka otworów z wykorzystaniem cykli obróbkowych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
54. Układy współrzędnych
 54 54. Układy współrzędnych Współrzędne punktów i dostępne układy współrzędnych na płaszczyźnie (2D) omówiono w rozdziale 8. Współrzędne 2D. W tym rozdziale podane zostaną informacje dodatkowe konieczne
54 54. Układy współrzędnych Współrzędne punktów i dostępne układy współrzędnych na płaszczyźnie (2D) omówiono w rozdziale 8. Współrzędne 2D. W tym rozdziale podane zostaną informacje dodatkowe konieczne
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I
 ...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
...,... miejscowość data SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA W RAMACH CZĘŚCI I L.p. Parametry wymagane Parametry oferowane przez wykonawcę 1 2 3 4 1. Centrum pionowe frezarskie CNC 1 szt. Przesuw w
1. przygotowanie uczniów do egzaminów kwalifikacyjnych, 2. realizacja kursów w ramach dokształcania i doskonalenia zawodowego dorosłych.
 Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
Mgr inŝ. Janusz Szuba Materiały stanowiące załączniki do programu nauczania zgodnych z obowiązującymi przepisami w Centrum Kształcenia Praktycznego nr 1 w Gdańsku w ramach realizacji zadań Statutowych
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)
 obowiązkowy (obowiązkowy / nieobowiązkowy) polski VI letni (semestr zimowy / letni)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Obrabiarki Sterowane Numerycznie Nazwa modułu w języku angielskim Numerical Control Machine Tools Obowiązuje od roku akademickiego 2014/2015 A. USYTUOWANIE
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Obrabiarki CNC. Nr 13
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
Tłumaczenie programu i transmisja do maszyny Wersja 7.(x)
") M athematisch Technische Software-Entwicklung GmbH Tłumaczenie programu i transmisja do maszyny Wersja 7.(x) Materiał techniczny MTS. Wszelkie prawa zastrzeżone. Wersja techniczna materiału dydaktycznego
M athematisch Technische Software-Entwicklung GmbH Tłumaczenie programu i transmisja do maszyny Wersja 7.(x) Materiał techniczny MTS. Wszelkie prawa zastrzeżone. Wersja techniczna materiału dydaktycznego
SolidCAM. Samouczek SolidCAM
 SolidCAM Samouczek SolidCAM 1 SPIS TREŚCI FREZOWANIE... 3 2.5D Frezowanie... 3 Operacje SolidCAM 2.5D... 6 Ćwiczenie 1 Definiowanie Części-CAM... 10 Ćwiczenie 2: Przewodnik po frezowaniu... 24 Ćwiczenie
SolidCAM Samouczek SolidCAM 1 SPIS TREŚCI FREZOWANIE... 3 2.5D Frezowanie... 3 Operacje SolidCAM 2.5D... 6 Ćwiczenie 1 Definiowanie Części-CAM... 10 Ćwiczenie 2: Przewodnik po frezowaniu... 24 Ćwiczenie
Rys Rys. 3.2 Szkicując profil przedstawiony naa rys. 3.2 należy zwrócić uwagę na lokalizację początku układu współrzędnych,
 Ćwiczenie 3 16 Cel ćwiczenia stanowi wykonanie modelu części maszynowej typu podpora przedstawionego na rys. 3.1 Rysowanie profilu: Rys. 3.1 Otworzyć nowy szkic na planiee płaszczyzny przedniej, Narysować
Ćwiczenie 3 16 Cel ćwiczenia stanowi wykonanie modelu części maszynowej typu podpora przedstawionego na rys. 3.1 Rysowanie profilu: Rys. 3.1 Otworzyć nowy szkic na planiee płaszczyzny przedniej, Narysować
Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1
 Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1 Rys.1 Widok rysunku wykonawczego wałka 1. Otwórz program Edgecam. 2. Zmieniamy środowisko frezowania (xy) na toczenie (zx) wybierając
Modelowanie krawędziowe detalu typu wałek w szkicowniku EdgeCAM 2009R1 Rys.1 Widok rysunku wykonawczego wałka 1. Otwórz program Edgecam. 2. Zmieniamy środowisko frezowania (xy) na toczenie (zx) wybierając
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
1. Wybierz polecenie rysowania linii, np. poprzez kliknięcie ikony W wierszu poleceń pojawi się pytanie o punkt początkowy rysowanej linii:
 Uruchom program AutoCAD 2012. Utwórz nowy plik wykorzystując szablon acadiso.dwt. 2 Linia Odcinek linii prostej jest jednym z podstawowych elementów wykorzystywanych podczas tworzenia rysunku. Funkcję
Uruchom program AutoCAD 2012. Utwórz nowy plik wykorzystując szablon acadiso.dwt. 2 Linia Odcinek linii prostej jest jednym z podstawowych elementów wykorzystywanych podczas tworzenia rysunku. Funkcję
Nr 1. Obróbka prostych kształtów. Programowanie obrabiarek CNC. Politechnika Poznańska Instytut Technologii Mechanicznej
 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 1 Obróbka prostych kształtów Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05 1. Cel ćwiczenia Celem ćwiczenia
Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku.
 Adrian Lewandowski nr indeksu 8915 E-g, dn. 18 lipca 2010 Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku. 1. Temat prezentacji.
Adrian Lewandowski nr indeksu 8915 E-g, dn. 18 lipca 2010 Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku. 1. Temat prezentacji.
narzędzie Linia. 2. W polu koloru kliknij kolor, którego chcesz użyć. 3. Aby coś narysować, przeciągnij wskaźnikiem w obszarze rysowania.
 Elementy programu Paint Aby otworzyć program Paint, należy kliknąć przycisk Start i Paint., Wszystkie programy, Akcesoria Po uruchomieniu programu Paint jest wyświetlane okno, które jest w większej części
Elementy programu Paint Aby otworzyć program Paint, należy kliknąć przycisk Start i Paint., Wszystkie programy, Akcesoria Po uruchomieniu programu Paint jest wyświetlane okno, które jest w większej części
Odlew obróbka kątów ujemnych
 Odlew obróbka kątów ujemnych Jeśli na odlewie jest w miarę równo rozłoŝony naddatek i występują na nim kąty ujemne, wówczas moŝna równieŝ obrobić go na obrabiarce 3-osiowej. Wymaga to uŝycia specjalnych
Odlew obróbka kątów ujemnych Jeśli na odlewie jest w miarę równo rozłoŝony naddatek i występują na nim kąty ujemne, wówczas moŝna równieŝ obrobić go na obrabiarce 3-osiowej. Wymaga to uŝycia specjalnych
Laboratorium Programowanie Obrabiarek CNC. Nr H7
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H7 Programowanie z wykorzystaniem parametrów i funkcji matematycznych Opracował: Dr inŝ. Wojciech
Tworzenie narzędzi. Narzędzia standardowe
 Tworzenie narzędzi Narzędzia standardowe Tworzenie narzędzia w EdgeCAM odbywa się poprzez wpisanie odpowiednich parametrów definiujące to narzędzie. W tym celu naleŝy wywołać okno magazynu narzędzi i wybrać
Tworzenie narzędzi Narzędzia standardowe Tworzenie narzędzia w EdgeCAM odbywa się poprzez wpisanie odpowiednich parametrów definiujące to narzędzie. W tym celu naleŝy wywołać okno magazynu narzędzi i wybrać
Poprzez dodanie silnika obrotowego przeprowadzić symulację pracy mechanizmu.
 W module Złożenie-ISO wykonać złożenie elementów mechanizmu jak poniżej Poprzez dodanie silnika obrotowego przeprowadzić symulację pracy mechanizmu. Utworzyć wizualizację pracy mechanizmu w postaci pliku.avi
W module Złożenie-ISO wykonać złożenie elementów mechanizmu jak poniżej Poprzez dodanie silnika obrotowego przeprowadzić symulację pracy mechanizmu. Utworzyć wizualizację pracy mechanizmu w postaci pliku.avi
SYSTEM CAD/CAM ESPRIT
 SYSTEM CAD/CAM ESPRIT Producentem systemu ESPRIT CAD/CAM jest firma DP Technology. Posiada on modułową budowę, dzięki czemu możliwe jest dostosowanie środowiska do potrzeb produkcyjnych. Program umożliwia
SYSTEM CAD/CAM ESPRIT Producentem systemu ESPRIT CAD/CAM jest firma DP Technology. Posiada on modułową budowę, dzięki czemu możliwe jest dostosowanie środowiska do potrzeb produkcyjnych. Program umożliwia
1. Dostosowanie paska narzędzi.
 1. Dostosowanie paska narzędzi. 1.1. Wyświetlanie paska narzędzi Rysuj. Rys. 1. Pasek narzędzi Rysuj W celu wyświetlenia paska narzędzi Rysuj należy wybrać w menu: Widok Paski narzędzi Dostosuj... lub
1. Dostosowanie paska narzędzi. 1.1. Wyświetlanie paska narzędzi Rysuj. Rys. 1. Pasek narzędzi Rysuj W celu wyświetlenia paska narzędzi Rysuj należy wybrać w menu: Widok Paski narzędzi Dostosuj... lub
Tworzenie nowego rysunku Bezpośrednio po uruchomieniu programu zostanie otwarte okno kreatora Nowego Rysunku.
 1 Spis treści Ćwiczenie 1...3 Tworzenie nowego rysunku...3 Ustawienia Siatki i Skoku...4 Tworzenie rysunku płaskiego...5 Tworzenie modeli 3D...6 Zmiana Układu Współrzędnych...7 Tworzenie rysunku płaskiego...8
1 Spis treści Ćwiczenie 1...3 Tworzenie nowego rysunku...3 Ustawienia Siatki i Skoku...4 Tworzenie rysunku płaskiego...5 Tworzenie modeli 3D...6 Zmiana Układu Współrzędnych...7 Tworzenie rysunku płaskiego...8
Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia
 Data odrobienia Ocena Data, podpis ćwiczenia") Akademia Górniczo-Hutnicza Katedra Systemów Wytwarzania Kierunek/specjalność, Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia 3,4 Laboratorium ZSW Środowisko edycyjno-symulacyjne
Akademia Górniczo-Hutnicza Katedra Systemów Wytwarzania Kierunek/specjalność, Imię Nazwisko(Drukowanymi) Data odrobienia Ocena Data, podpis ćwiczenia 3,4 Laboratorium ZSW Środowisko edycyjno-symulacyjne
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
SolidCAM - najczęściej zadawane pytania
 SolidCAM - najczęściej zadawane pytania 1. Jaka jest liczba programowalnych osi (ile, jakich)? System SolidCAM umożliwia programowanie ścieżek narzędzia w 5 osiach lub więcej, programowanie robotów 6 osiowych,
SolidCAM - najczęściej zadawane pytania 1. Jaka jest liczba programowalnych osi (ile, jakich)? System SolidCAM umożliwia programowanie ścieżek narzędzia w 5 osiach lub więcej, programowanie robotów 6 osiowych,
Ćwiczenie 3. Moduł Part - wprowadzenie
 Ćwiczenie 3. Moduł Part - wprowadzenie 1. Otwórz środowisko Część ISO (ISO Part) i zapoznaj się z nim. Przełącz się w sekwencyjny tryb pracy Narzędzia Model Sekwencyjne 1 lub w PathFinder ze (PF) 2 Przejdź
Ćwiczenie 3. Moduł Part - wprowadzenie 1. Otwórz środowisko Część ISO (ISO Part) i zapoznaj się z nim. Przełącz się w sekwencyjny tryb pracy Narzędzia Model Sekwencyjne 1 lub w PathFinder ze (PF) 2 Przejdź
rysunkowej Rys. 1. Widok nowego arkusza rysunku z przeglądarką obiektów i wywołanym poleceniem edycja arkusza
 Ćwiczenie nr 12 Przygotowanie dokumentacji rysunkowej Wprowadzenie Po wykonaniu modelu części lub zespołu kolejnym krokiem jest wykonanie dokumentacji rysunkowej w postaci rysunków części (rysunki wykonawcze)
Ćwiczenie nr 12 Przygotowanie dokumentacji rysunkowej Wprowadzenie Po wykonaniu modelu części lub zespołu kolejnym krokiem jest wykonanie dokumentacji rysunkowej w postaci rysunków części (rysunki wykonawcze)
Podręcznik poziom podstawowy TopSolid'WoodCam
 Podręcznik poziom podstawowy TopSolid'WoodCam i 2017, Missler Software. 7, Rue du Bois Sauvage F-91055 Evry, FRANCE Web: www.topsolid.com E-mail: info@topsolid.com All rights reserved. Bez zgody udzielonej
Podręcznik poziom podstawowy TopSolid'WoodCam i 2017, Missler Software. 7, Rue du Bois Sauvage F-91055 Evry, FRANCE Web: www.topsolid.com E-mail: info@topsolid.com All rights reserved. Bez zgody udzielonej
Łożysko z pochyleniami
 Łożysko z pochyleniami Wykonamy model części jak na rys. 1 Rys. 1 Część ta ma płaszczyznę symetrii (pokazaną na rys. 1). Płaszczyzna ta może być płaszczyzną podziału formy odlewniczej. Aby model można
Łożysko z pochyleniami Wykonamy model części jak na rys. 1 Rys. 1 Część ta ma płaszczyznę symetrii (pokazaną na rys. 1). Płaszczyzna ta może być płaszczyzną podziału formy odlewniczej. Aby model można