WYDZIAŁ INŻYNIERII MATERIAŁOWEJ POLITECHNIKA WARSZAWSKA MAGISTERSKA PRACA DYPLOMOWA
|
|
|
- Eugeniusz Wilk
- 6 lat temu
- Przeglądów:
Transkrypt
1 WYDZIAŁ INŻYNIERII MATERIAŁOWEJ POLITECHNIKA WARSZAWSKA MAGISTERSKA PRACA DYPLOMOWA WPŁYW NISKOTEMPERATUROWEGO PROCESU AZOTOWANIA I WĘGLOAZOTOWANIA JARZENIOWEGO NA STRUKTURĘ I WŁAŚCIWOŚCI STALI AISI 420F (3H13) THE INFLUENCE OF THE LOW-TEMPERATURE PLASMA NITRIDING AND CARBONITRIDING PROCESS ON THE STRUCTURE AND PROPERTIES OF STEEL AISI 420F (3H13) inż. Agata SZCZEGIELNIAK Promotor: Prof. dr hab. inż. Tadeusz WIERZCHOŃ Warszawa 2012
2 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Abstract: The study presents investigation of influence of low temperature nitriding and carbonitriding under glow discharge conditions, for chemical and mechanical properties of 420F steel. In initial conditions material has ferritic or martensitic structure. For characterize contents of phase composition after processes, X-ray diffraction measurements were perform. Obtain results shown new phases: Fe 4 N, Fe 2,5 N and CrN, which have strongly influence on materials properties. Corrosion resistance in 0.5M NaCl and Ringer solution were estimated by potentiodynamic method. Best properties in those environment has steel after glow discharge nitriding process. Mechanical features of layers were define using microhardness test. In this case also martensitic steel with nitride layer have highest results. In paper are also presents friction toughness of fabricated layers, measured by T-04 test. The obtained results can be basis of further researches for possibility to apply 420F steel after surface treatment in medical materials. 2
3 praca magisterska SZCZEGIELNIAK A.. SPIS TREŚCI 1. WSTĘP.5 2. MATERIAŁY STOSOWANE NA INSTRUMENTARIUM MEDYCZNE Stale stosowane na instrumentarium medyczne Charakterystyka stali AISI 420F (3H13) OBRÓBKI CIEPLNO-CHEMICZNE W WARUNKACH WYŁADOWANIA JARZENIOWEGO Charakterystyka obróbek jarzeniowych Proces azotowania jarzeniowego Proces węgloazotowania jarzeniowego Metody inżynierii powierzchni stosowane w kształtowaniu właściwości materiałów na instrumentarium medyczne na przykładzie stopów tytanu CEL BADAŃ ZAKRES BADAŃ METODYKA BADAŃ UZYSKANE WYNIKI I ICH OMÓWIENIE Badanie struktury powierzchni oraz składu fazowego Badanie odporności korozyjnej Obserwacje powierzchni po korozji Odporność na zużycie przez tarcie Pomiary twardości PODSUMOWANIE WNIOSKI
4 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 10. BIBLIOGRAFIA...63 Płyta CD Praca magisterska
5 praca magisterska SZCZEGIELNIAK A.. 1. WSTĘP Inżynieria powierzchni jest dyscypliną naukową, obejmującą: 1. procesy wytwarzania warstw powierzchniowych, a więc zgodnie z obowiązującymi Polskimi Normami warstw wierzchnich i powłok, 2. związane z tym zjawiska, 3. uzyskiwane dzięki temu efekty eksploatacyjne. Inżynieria powierzchni obejmuje więc całokształt działań naukowych i technicznych, mających na celu konstruowanie, wytwarzanie, badanie i stosowanie warstw powierzchniowych i innych, lepszych niż rdzeń (podłoże) właściwościach, głównie antykorozyjnych, antyzmęczeniowych, antyściernych i dekoracyjnych. Rozwojowi materiałów metalowych od czasów starożytnych do dnia dzisiejszego towarzyszy dążenie do zapewnienia materiałom najlepszych właściwości: - odporności na utlenianie i inne rodzaje korozji, w tym w wysokich temperaturach i w środowiskach o różnej agresywności, - odporności na zużycie ślizgowe, ścierne i erozyjne, - wzrostu wytrzymałości statycznej i dynamicznej (zmęczeniowej), - walorów dekoracyjnych, - nadanie powierzchni specjalnych właściwości fizycznych, np. polepszających przewodność elektryczną, - ułatwienie wykonania następnych operacji procesu technologicznego. W celu zapewnienia materiałom odpowiednich właściwości zaczęto wykorzystywać: 1. różne zjawiska fizyczne, chemiczne, cieplne pojedyncze lub złożone w celu nadania powierzchni materiału konstrukcyjnego żądanych właściwości, 2. różne materiały i ich kompozycje w celu nadania powierzchni innych właściwości niż właściwości materiału konstrukcyjnego (podłoża), poprzez nanoszenie na jego powierzchnię na różne sposoby (zanurzenie, natryskiwanie czy naparowywanie itp.): 5
6 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego - metali i stopów, - niemetali (np. C, N, B), - związków międzymetalicznych, - krzemianów (metali, ceramiki, szkła), - materiałów malarskich (farb i lakierów), - tworzyw sztucznych, - olejów, smarów, wosku, parafiny, gumy, kauczuku, smoły, bitumów itp. Technologie inżynierii powierzchni stosowane na początku do kształtowania właściwości przede wszystkim materiałów metalicznych, obecnie stosuje się także w obróbce materiałów polimerowych, ceramicznych i kompozytowych. Można wyróżnić grupy metod wytwarzania warstw powierzchniowych, które w zależności od potrzeb możemy stosować pojedynczo lub w kombinacji, tzw. metoda hybrydowa. Każda z grup metod pozwala na uzyskanie warstwy powierzchniowej, o określonej grubości, przeznaczeniu czy właściwości, przy czym te same rodzaje warstw mogą być realizowane w różny sposób co zostało przestawione w tabeli 1. Tab.1. Podział metod wytwarzania warstw powierzchniowych pod względem sposobu powstawania warstw [5]. 6
7 praca magisterska SZCZEGIELNIAK A.. Stale odporne na korozję stosuje się szeroko w przemyśle, również w medycynie. Jednak ze względu na ich skład lub właściwości użytkowe, w wielu przypadkach nie spełniają one wymaganych założeń. Najszerzej stosowaną grupą stali odpornych korozyjnie są stale austenityczne, zawierające Ni w zakresie do 8% oraz Cr powyżej 12%. Są one również najbardziej kompatybilne ze środowiskiem płynów ustrojowych. W wielu jednak przypadkach nie spełniają w pełni wymogów stawianych materiałom stosowanym na implanty czy narzędzia medyczne, które wykonywane są m.in. ze stali typu 3H13. Właściwości użytkowe tych stali nie są satysfakcjonujące. Poprzez wykorzystanie procesów obróbek jarzeniowych oraz odpowiedni dobór temperatury procesów można kształtować strukturę, a więc i właściwości stali wpływając tym samym na m. in. wzrost odporności korozyjnej. Stale odporne na korozję typu 3H13 stosuje się w medycynie m.in. na skalpele, nożyce do cięcia kości czy kostotomy. [7] Są one jednymi z najczęściej stosowanych gatunków stali w przemyśle medycznym. Wytworzenie warstw dyfuzyjnych w procesach obróbek jarzeniowych wpływa na zwiększenie odporności stali 3H13 na korozję oraz zużycie przez tarcie. [6] Obróbki powierzchniowe stali 3H13 o strukturze martenzytycznej w znaczny sposób rozszerzają zakres zastosowań tej stali na instrumentarium medyczne, jak również zwiększają okres eksploatacji instrumentarium. W pracy przedstawione zostały wyniki badań odporności korozyjnej i odporności na zużycie przez tarcie warstw azotowanych i węgloazotowanych na stalach typu AISI 420F (3H13) wytworzonych w niskotemperaturowych procesach obróbek jarzeniowych. Badania miały na celu wskazanie jak struktura może wpłynąć na właściwości materiału. 7
8 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 2. MATERIAŁY STOSOWANE NA INSTRUMENTARIUM MEDYCZNE 2.1. Stale stosowane na instrumentarium medyczne Biomateriały są substancjami sztucznymi i mają za zadanie zastępowanie bądź uzupełnianie tkanek, narządów, ich części i pełnienie ich funkcji. W odróżnieniu od żywych komórek, biomateriały nie posiadają zdolności do regeneracji, stąd też wysokie wymagania im stawiane. Kierunek rozwoju skierowany jest w stronę poszukiwań biomateriałów bezpiecznych w długoterminowym użytkowaniu. W skali ogólnej produkcji materiałów, biomateriały stanowią nieduży odsetek, mimo to przyrost ich wytwarzania ciągle rośnie. Są to materiały na ogół drogie jako produkt zaawansowanych technologii i specjalistów pracujących w zespołach interdyscyplinarnych. [4] Tworzywa metaliczne, ceramiczne, polimerowe i kompozyty stosowane jako biomateriały powinny odznaczać się takimi cechami, jak: - trwałość fizyczna, - określony skład fazowy i mikrostruktura, - dobre właściwości mechaniczne, w tym m.in. odporność na zużycie przez tarcie, wytrzymałość zmęczeniowa, wytrzymałość na rozciąganie, plastyczność, - stabilność chemiczna (odporność na korozję) w środowisku żywego organizmu oraz brak toksyczności ewentualnych produktów reakcji, - biozgodność i stabilność biologiczna przez długi czas użytkowania, - brak cytotoksyczności, - brak reakcji alergizujących względem otaczających tkanek, - brak działania rakotwórczego, - niezmienność składu chemicznego struktury w czasie sterylizacji. Narzędzia chirurgiczne i potrzeba ich stosowania pojawiły się w momencie podjęcia przez lekarzy zamysłu spenetrowania wnętrza ciała ludzkiego w celu zrekonstruowania tkanek uszkodzonych w wyniku urazu bądź zmienionych chorobowo miejsc. Narzędzia i przyrządy medyczne obejmują szeroką i zróżnicowaną pod względem kształtu i pełnionej funkcji grupę wytworów. Pod względem funkcjonalno konstrukcyjnym narzędzia chirurgiczne klasyfikujemy na: tnące, chwytające, przemieszczające, kłujące itp. W przypadku funkcji specjalistycznych lub wyróżniających się cech konstrukcyjnych narzędzia 8
9 praca magisterska SZCZEGIELNIAK A.. dzielimy na: jednoostrzowe, wieloostrzowe, chwytne, odgradzające, rozwierające, drożne, uderzające, zagłębiające. Do głównych cech wyróżniających pod względem konstrukcji i eksploatacji instrumentarium chirurgiczne zaliczamy: wysoką niezawodność; bezpieczeństwo użycia dla operatora i pacjenta oraz łatwość obsługi; określony zespół własności mechanicznych tworzywa; geometrię instrumentarium przydatną do prowadzenia określonego zabiegu; odporność na korozję w warunkach eksploatacyjnych; konstrukcję umożliwiającą całkowitą sterylizację instrumentarium; ergonomiczność oraz estetykę konstrukcji i wykonania. Do wymienionych cech należy dodać uwarunkowania, które wynikają z trudności normalizacji i unifikacji związanych z różnorodnością potrzeb i stosowania technik operacyjnych, małoseryjność, która utrudnia wprowadzenie automatyzacji produkcji oraz konieczność stosowania różnych technik wytwarzania, dostosowanych do cech indywidualnych narzędzi czy przyrządów medycznych. Przy ocenie jakości narzędzi najczęściej uwydatnia się czynniki charakteryzujące stabilność oraz niezawodność pracy wyrobu w określonym czasie oraz wskaźniki charakteryzujące ich odporność na wpływy zewnętrzne. Odporność na korozję jest warunkiem koniecznym do spełnienia przez materiały stosowane na instrumentarium medyczne. Chirurgiczne instrumentarium zabiegowe jako szczególna grupa, ze względu na bezpośredni kontakt ze środowiskiem tkankowym, płynami fizjologicznymi, środkami używanymi do dezynfekcji i sterylizacji dodatkowo musi spełniać te wymogi. Własności mechaniczne to kryterium pozwalające dobrać odpowiedni materiał, zapewniający adekwatne przenoszenie naprężeń z zachowaniem niezmiennych cech funkcjonalnych narzędzi. W celu lepszego poznania własności mechanicznych samego tworzywa oraz w odniesieniu do kształtu instrumentu stosuje się próby rozciągania, pomiar twardości czy badanie odporności na zużycie ścierne. Do produkcji elementów instrumentarium medycznego wykorzystuje się wybrane gatunki stali z grupy stali stopowych odpornych na korozję. Krótkotrwały kontakt narzędzi ze 9
10 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego środowiskiem agresywnym sprawia, że wymagania odporności korozyjnej materiału nie są aż tak rygorystyczne, jak to ma się w przypadku biomateriałów metalowych. Stale wysokostopowe odporne na korozję stosowane na narzędzia chirurgiczne zostały sklasyfikowane z uwzględnieniem struktury w stanie użytkowania w trzech grupach: - stale martenzytyczne, - stale ferrytyczne, - stale austenityczne. Głównymi składnikami tych stali są chrom, nikiel, mangan, a także molibden, krzem, wanad. Stale te równią się między sobą w zasadniczy sposób stężeniem węgla. Stale martenzytyczne charakteryzują się najwyższymi właściwościami wytrzymałościowymi w grupie stali wysokostopowych odpornych na korozję stosowanych na instrumentarium chirurgiczne. Dzięki najwyższej twardości oraz odporności na ścieranie stosuje się je na narzędzia tnące czy wiertła. Możliwość przenoszenia dużych obciążeń mechanicznych pozwala na wykorzystanie ich do wytwarzania kleszczy i haków chirurgicznych. Stężenie węgla zmieniające się w szerokim zakresie od 0,09% do 0,95% decyduje o możliwości umacniania ich poprzez obróbkę cieplną. Zdolność tej grupy stali do hartowania stanowi ważną cechę pozwalającą na kształtowanie ich właściwości. Stężenie węgla w pozostałych dwóch grupach stali jest zdecydowanie mniejsze i tak w stalach ferrytycznych nie przekracza 0,08%, zaś w stalach o strukturze austenitycznej zmienia się w granicach 0,07%-0,15%. Odporność na korozję stali ferrytycznych jest większa od stali o strukturze martenzytycznej, natomiast stale te cechują się niższymi własnościami wytrzymałościowymi. Posiadają dobrą ciągliwość oraz podatność do obróbki plastycznej. Największą odporność na korozję w środowisku tkanek i płynów fizjologicznych wykazują stale o strukturze austenitycznej. Stale te charakteryzują się również mniejszą skłonnością do rozrostu ziaren w porównaniu do stali ferrytycznych. Posiadają wyższe własności mechaniczne, w tym szczególnie dobrą ciągliwość. Tak małe stężenie węgla ogranicza jednak możliwość umacniania stali austenitycznych jedynie do stosowania metod obróbki plastycznej, z wyłączeniem procesów obróbki cieplnej. Dobór stali na narzędzia chirurgiczne powinien być zrealizowany na podstawie analizy stanu naprężeń i odkształceń wynikających z użytkowania materiału, a następnie powiązany z właściwościami mechanicznymi ukształtowanymi na drodze obróbki cieplnej bądź umocnienia odkształceniowego. Z reguły do wytwarzania narzędzi tnących oraz takich o dużej odporności na ścieranie, stosuje się stale o większym stężeniu węgla (>0,6%C). 10
11 praca magisterska SZCZEGIELNIAK A.. Przeprowadzona obróbka cieplna dodatkowo pozwala skutecznie zwiększyć ich twardość. Dotyczy to głównie stali o strukturze martenzytycznej. Stale zaliczane do tej grupy ale zawierające mniejsze stężenie węgla (0,3%-0,5%C), znajdują zastosowanie na narzędzia sprężynujące oraz pracujące w warunkach obciążeń dynamicznych. Na słabo obciążane narzędzia, w stosunku do których określone są wymagania dobrej ciągliwości, stosowane powinny być niskowęglowe stale ferrytyczne bądź austenityczne. [4] Coraz szersze zastosowanie w kształtowaniu powierzchni materiałów stosowanych na implanty i instrumentarium medyczne mają techniki inżynierii powierzchni, ponieważ gwarantują wytwarzanie warstw powierzchniowych o wysokiej biotolerancji, odporności na zużycie, również stwarzają podstawę do rozwiązania problemów biomechaniki stref kontaktowych na granicy implant-tkanka-płyn fizjologiczny. 11
12 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 2.2. Charakterystyka stali 3H13 Ze względu na oczekiwane właściwości stali, ich skład może być modyfikowany kombinacją różnych pierwiastków stopowych. Aktualnie istnieje wiele grup stali stopowych o określonych zastosowaniach: stale szybkotnące, stale odporne korozyjnie, stopowe stale konstrukcyjne, maszynowe i inne. Nowe/lepsze właściwości stali stopowych są uzyskiwane poprzez modyfikację ich struktury krystalicznej lub właściwości faz. Do najważniejszych pierwiastków stopowych należy zaliczyć: - Krzem: dodawany jako odtleniacz w celu uspokojenia stali (0,15-0,3%), pełni funkcję umocnienia roztworowego ferrytu i znacznie zwiększa jego stabilność (3% zawartość Si stabilizuje ferryt do temperatury topnienia), zwiększa żaroodporność. - Mangan: zapobiega powstawaniu siarczków FeS, istotnie poprawia hartowność, pełni funkcję umocnienia roztworowego stali oraz stabilizuje austenit. - Fosfor: powoduje bardzo duże umocnienie roztworowe ferrytu, zmniejsza ciągliwość. Dodawany jest w niewielkich ilościach (<0,1%) W celu poprawy skrawalności. - Nikiel: zmniejsza temperaturę austenityzowania i dlatego dodawany jest głównie do austenitycznych stali odpornych na korozję, zwiększa hartowność stali i obniża temperaturę odpuszczania. - Pierwiastki węglikotwórcze: Cr, Mo, W, V znacząco zwiększają wytrzymałość stali poprzez tworzenie węglików pełniących funkcję umocnienia wydzieleniowego. - Chrom: bardzo mocno zwiększa hartowność oraz odporność korozyjną stali. Jest stosowany w stalach odpornych korozyjnie w ilości powyżej 12%. Zwiększa odporność na ścieranie. - Molibden: zwiększa hartowność, opóźnia procesy odpuszczania i tworzy silnie umacniające azotki, dlatego dodawany jest do stali poddawanych azotowaniu. - Niob: posiada wysokie powinowactwo do węgla i azotu, stosowany w stalach odpornych na korozję w celu ich stabilizacji i wiązania węgla i azotu. - Tytan: posiada własności zbliżone do niobu i stosowany jest w tych samych celach. Wpływ najważniejszych pierwiastków stopowych na właściwości mechaniczne stali przedstawiono na rysunku 1. 12
![praca magisterska SZCZEGIELNIAK A.. Rys. 1. Wpływ wybranych pierwiastków stopowych na właściwości mechaniczne stali [1] Badana w pracy stal 3H13 należy do grupy chromowych stali odpornych na korozję.](/docs-images/93/112848007/images/13-0.jpg "Stale te w stanie wyjściowym posiadają budowę ferrytyczną, jednak w znakomitej większości poddawane są procesowi hartowania.")
13 praca magisterska SZCZEGIELNIAK A.. Rys. 1. Wpływ wybranych pierwiastków stopowych na właściwości mechaniczne stali [1] Badana w pracy stal 3H13 należy do grupy chromowych stali odpornych na korozję. Stale te w stanie wyjściowym posiadają budowę ferrytyczną, jednak w znakomitej większości poddawane są procesowi hartowania. Skład chemiczny stali 3H13 i innych stali należących do tej grupy przedstawiono w tabeli 2. Właściwości mechaniczne stali 3H13 oraz innych przykładowych stali odpornych korozyjnie zawarto w tabeli 3. Tab. 2. Skład chemiczny stali chromowych [6] Grupa I II III IV V Zawartość chromu % % % % % Inne dodatki Tytan, Niob Molibden (~0.5%) -- Udział grupy w całości produkcji 30% 48% 13% 7% 2% Typy stali wg normy AISI 409, 410, 410L, Ti, 439, , 436, , 445/447 13
14 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Tab. 3. Właściwości mechaniczne różnych gatunków stali odpornych na korozję [6] Normy Struktura PN Polska AISI USA Re [MPa] Rm [MPa] A5 [%] HRB E [GPa] 0H Ferrytyczna H H < Martenzytyczna 3H17M < H18N Austenityczna 00H17N14M2 316L Główną zaletą stali 3H13 w stosunku do tradycyjnych stali austenitycznych i ferrytycznych są jej właściwości mechaniczne. Stal ta charakteryzuje się wysoką twardością i wytrzymałością na rozciąganie. Zmiana parametrów obróbki cieplnej umożliwia modyfikację jej właściwości. Hartowanie i niskie odpuszczanie pozwala uzyskać materiał o wysokiej twardości i wytrzymałości, natomiast w celu zwiększenia plastyczności należy podnieść temperaturę odpuszczania aby uzyskać strukturę sorbityczną. Kolejną niewątpliwą zaletą badanego stopu jest jego cena. Jedynym pierwiastkiem stopowym jest chrom dzięki czemu koszt materiału jest niższy niż w przypadku stali austenitycznych. Wadą stali 3H13 jest jej niższa odporność korozyjna niż stali austenitycznych. Wynika to z dwufazowej struktury materiału. Przebicie pasywującej warstwy tlenków chromu w obszarze kontaktu dwóch faz o różnym potencjale chemicznym, prowadzi do powstania zwartego ogniwa korozyjnego. Zjawisko to nie występuje w przypadku stali jednofazowych o strukturze austenitycznej. 14
15 praca magisterska SZCZEGIELNIAK A.. 3. OBRÓBKI CIEPLNO-CHEMICZNE W WARUNKACH WYŁADOWANIA JARZENIOWEGO 3.1. Charakterystyka obróbek jarzeniowych Badania w zakresie obróbek cieplno-chemicznych w warunkach wyładowania jarzeniowego obejmują wszystkie procesy obróbek cieplno-chemicznych, które prowadzono niegdyś w sposób tradycyjny. Zarówno azotowanie, węgloazotowanie, tlenoazotowanie, nawęglanie, jak również procesy borowania, krzemowania czy metody PACVD (ang. Plasma Assisted Chemical Vapour Deposition), tj. osadzanie z udziałem reakcji chemicznej i w warunkach aktywacji elektrycznej środowiska gazowego, w celu wytworzenia twardych warstw powierzchniowych, głównie węglików, azotków, borków, tlenków pierwiastków metali przejściowych itp. Dla tych metod, wyróżniamy tylko inne parametry procesu ze względu na odmienne, stosowane mieszaniny gazowe. Podczas prowadzenia procesu obróbki jarzeniowej wytwarzane są warstwy dyfuzyjne, charakteryzujące się bardzo dobrą przyczepnością do podłoża. Występują ponadto inne rozwiązania konstrukcyjne podzespołów urządzeń przeznaczonych do realizacji procesów obróbek jarzeniowych. Poniżej przedstawiono schemat uniwersalnego urządzenia przeznaczonego do prowadzenia procesów obróbek jarzeniowych. [3] Rys. 2. Schemat uniwersalnego urządzenia do obróbek jarzeniowych: 1 komora robocza, 2 ekran wewnętrzny, 3 piec grzewczy tzw. retortowy, 4 układ stabilizacji i rejestracji temperatury, 5 układ dozowania gazów, 6 dozowanie par różnych substancji chemicznych w metodzie PACVD, 7 układ próżniowy, 8 miernik temperatury, 9 zasilacz napięciowy prądu stałego, 10 przepust prądowy, 11 obrabiane przedmioty. 15

16 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Technologia obróbek jarzeniowych należy do grupy technik plazmowych, w których wykorzystywana jest plazma nierównowagowa, niskotemperaturowa i nieizotermiczna, powstała na skutek ciągłego pobierania energii z pola elektrycznego. W technikach tego typu wykorzystywany jest jeden z rodzajów wyładowania elektrycznego w gazie, wyładowanie jarzeniowe. Plazma jest źródłem aktywnych cząstek tworzących warstwę, a obecne w niej jony są przyspieszane w polu elektrycznym w kierunku obrabianego przedmiotu, pełniącego rolę katody. Anodę tworzą ścianki komory. Pomiędzy katodę i anodę przykładana jest różnica potencjałów, która w zależności od składu chemicznego mieszaniny gazowej waha się w granicach od 400 do 1800V. W tych warunkach utrzymywane jest anormalne wyładowanie jarzeniowe (Rys. 3.). Rys. 3. Charakterystyka napięciowo-prądowa wyładowań elektrycznych w argonie [2] Zmiana napięcia wyładowania wpływa na zmianę natężenia prądu i w efekcie na nagrzewanie obrabianych detali do pożądanych temperatur obróbki. Przedmiot obrabiany nagrzewa się na skutek promieniowania cieplnego od przykatodowych obszarów wyładowania i w skutek bombardowania jonami gazu. Podczas bombardowania cząstkami tworzy się warstwa dyfuzyjna. Istotną rolę w tej metodzie odgrywa środowisko gazowe, w którym prowadzony jest proces, a które wpływa głównie na kinetykę tworzenia się warstwy, jej strukturę, skład fazowy i właściwości. Problem wytworzenia odpowiedniej struktury i składu fazowego podczas prowadzonej obróbki jest jednym z najważniejszych zagadnień 16

17 praca magisterska SZCZEGIELNIAK A.. obróbki cieplno-chemicznej w warunkach wyładowania jarzeniowego. Wyładowanie jarzeniowe zachodzi w mieszaninie gazowej w zakresie ciśnień od 1 do 13 hpa, w tzw. próżni dynamicznej, czyli przy ciągłym przepływie określonej mieszaniny gazu przez komorę roboczą. W technice tej wykorzystywana jest plazma niskotemperaturowa, nierównowagowa i nieizotermiczna. [5] Rys. 4. Schemat zjawisk zachodzących w plazmie wyładowania jarzeniowego podczas azotowania jarzeniowego. Obszar przykatodowy charakteryzujący się największym natężeniem pola elektrycznego i spadkiem potencjału jest najważniejszym miejscem dla procesów jarzeniowych. W strefie tej istniejące, dodatnie jony przyspieszane w katodowym spadku potencjału uderzają w katodę, wybijając z niej elektrony. Te z kolei przyspieszane w polu elektrycznym w przeciwnym kierunku powodują dysocjację cząsteczek gazu i ich jonizację. W wyniku tych procesów, zarówno na powierzchni katody, jak i w jej otoczeniu w fazie gazowej mogą powstać aktywne cząstki warunkujące tworzenie się warstwy powierzchniowej. W pobliżu katody na skutek elektrycznego wyładowania jarzeniowego, występuje charakterystyczne świecenie gazu. Występuje tak zwana poświata katodowa. Stąd również wzięła się nazwa obróbek jarzeniowych. Na przebieg reakcji chemicznych dodatkowo ma wpływ nierównomierny rozkład stężenia ładunku elektrycznego, czego konsekwencją jest nierównomierny rozkład gęstości prądu. Tam gdzie występuje największe stężenie elektronów aktywacja procesów chemicznych jest najbardziej intensywna, w komorze roboczej możliwe jest ustalenie nierównomiernego rozkładu stężenia cząstek aktywnych. Przykładem może być reakcja dysocjacji cząstek azotu, która przebiega najbardziej efektywnie w strefie spadku katodowego, gdzie znajduje się odpowiednio duża ilość elektronów o energiach większych od energii dysocjacji cząstek azotu oraz od energii jonizacji azotu wynoszącej 2, J, przy 17
18 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego czym stopień jonizacji zależy od energii elektronów. Niskotemperaturowa plazma utworzona w warunkach wyładowania jarzeniowego posiada elektrony o energii około J. Powstałe na skutek zderzeń elektronów z cząstkami gazów jony dodatnie przyspieszają w kierunku katody, ponieważ obserwujemy wysoki spadek potencjału katodowego otaczającego równomiernie obrabiany przedmiot (katodę). W warunkach procesu azotowania jarzeniowego, jony azotu N + docierające do katody stanowią około 50% wszystkich jonów. Jest to o tyle istotne z punktu widzenia kinetyki procesów uzyskania warstw wierzchnich w obróbkach jarzeniowych, że w krótkim czasie wytwarza się na granicy faz duża koncentracja pierwiastków tworzących warstwę, która to koncentracja jest źródłem podwyższonego gradientu stężenia, a co za tym idzie również szybkości dyfuzji. Ponadto bombardowanie katody przyspieszanymi w polu elektrycznym jonami daje jeszcze inną możliwość. Dzięki bombardowaniu mamy możliwość zajścia zjawiska rozpylania katodowego, które ma duże znaczenie w uwagi na czyszczenie powierzchni metalu, jej rozwinięcie czy zdefektowanie strukturalne. Rozpylanie katodowe pozwala również wpływać na zmiany wymiarowe obrabianego przedmiotu w trakcie prowadzenia procesu. Wskutek bombardowania jonami katoda (obrabiany przedmiot) nagrzewa się poprzez zderzenia jonów z powierzchnią przedmiotu. Jest to najbardziej wydajny i efektowny sposób nagrzewania dla przebiegu reakcji chemicznych na granicy faz stałej i gazowej czy procesów dyfuzyjnych, ponieważ miejsce reakcji ma najwyższą temperaturę. W obecności pola elektrycznego nośniki ładunku mogą uzyskać energię znacznie większą od średniej energii cząstek gazu oraz przekazać część swej energii w zderzeniach. Przyczynia się to do zwiększenia liczby cząstek aktywnych o większej energii niż wynikałoby to z równowagowego rozkładu energii dla tej temperatury. Cząstki aktywne charakteryzują się wysoką aktywnością chemiczną. Obecność w układzie dużej liczby cząstek aktywnych chemicznie o znacznej energii tłumaczy możliwość zajścia reakcji chemicznych w niższych temperaturach, z dużymi szybkościami w wyładowaniu jarzeniowym. W metodach konwencjonalnych procesy wytwarzania warstw są realizowane w znacznie wyższych temperaturach niż w przypadku obróbek jarzeniowych. Ewolucja prostych i tradycyjnych technik PDT (ang. Plasma Diffusion Treatment) oraz PACVD (ang. Plasma Assisted Chemical Vapour Deposition) oraz PVD (ang. Physical Vapour Deposition) w kierunku zaawansowanych technologii miała na celu umożliwić wytwarzanie metodami fizycznymi i chemicznymi warstw o złożonym składzie chemicznym oraz strukturze, a co za tym idzie, o wysokiej twardości i wytrzymałości, dobrze przylegających do powierzchni różnych części maszyn, narzędzi tnących, skrawających czy różnorodnych matryc i form. Jednym z głównych przedsięwzięć technicznych były prace badawcze prowadzone nad 18
19 praca magisterska SZCZEGIELNIAK A.. fizycznym wspomaganiem procesu poprzez wykorzystanie plazmy niskotemperaturowej. Otrzymane wyniki procesów prowadzonych w warunkach wyładowania jarzeniowego odznaczają się dzisiaj wieloma zaletami: - energooszczędny i materiałooszczędny proces, realizowany przy ciśnieniu rzędu 1-13 mbara; obniżono zużycie energii i gazów, a także skrócono czas prowadzenia procesu w porównaniu z obróbkami konwencjonalnymi, - pełna kontrola mikrostruktury, składu fazowego i chemicznego, topografii powierzchni, stanu naprężeń własnych wytworzonych warstw, a więc właściwości użytkowych obrabianych detali, - możliwość obróbki detali o skomplikowanych kształtach, - możliwość wytworzenia warstwy wieloskładnikowej bądź kompozytowej w niższych temperaturach, w porównaniu do technik konwencjonalnych, o określonej mikrostrukturze i składzie fazowym (rys. 5), - uniwersalność urządzeń, czyli możliwość zastosowania jednego urządzenia do różnych obróbek typu PACVD czy cieplno-chemicznych procesów dyfuzyjnych wspomaganych plazmą, - w wyniku powstawania niskotemperaturowej plazmy w warunkach wyładowania jarzeniowego występują aktywne cząstki, które odgrywają ważną rolę w kształtowaniu właściwości materiałów, np. zwiększają biozgodność wytworzonych warstw, co w przypadku detali stosowanych w medycynie jest ważne. [3] 19
 borki żelaza Fe 2 B na żelazie Armco, b) warstwa azotowana +TiN ze stali SW7M, c) warstwa TiC na stali")
20 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Rys. 5. Mikrostruktury warstw powierzchniowych wytwarzanych w warunkach wyładowania jarzeniowego a) borki żelaza Fe 2 B na żelazie Armco, b) warstwa azotowana +TiN ze stali SW7M, c) warstwa TiC na stali NC6, d) warstwa Ti(OCN) na stali 1H18N9T, e) warstwa azotowana na stali 33H3MF (strefa dyfuzyjna + warstwa związków 20
.")

21 praca magisterska SZCZEGIELNIAK A Proces azotowania jarzeniowego Jednym z perspektywicznych i najszerzej stosowanych w przemyśle technik jarzeniowych jest proces azotowania. W metodzie tej wykorzystuje się zjawisko wyładowania jarzeniowego do otrzymywania aktywnych cząstek azotu tworzących warstwy dyfuzyjne na obrabianych przedmiotach (rys. 6. i 7.). Wyładowanie jarzeniowe powoduje dysocjację azotu cząsteczkowego z tworzeniem azotu atomowego. W procesie tym można dokładnie sterować zawartością aktywnych cząstek azotu w plazmie, co umożliwia kształtowanie składu warstwy azotowanej, np. mikrostruktura i skład fazowy. Azotowanie jarzeniowe umożliwia uzyskanie na obrabianych elementach warstw dyfuzyjnych, wykazujących dużą twardość, dobre właściwości zmęczeniowe, wysoką odporność na zużycie przez tarcie oraz korozję. Rys. 6. i 7. Przedmioty poddane obróbkom azotowania i węgloazotowania jarzeniowego. Przed azotowaniem przedmioty poddaje się czyszczeniu, zwykle jest to odtłuszczanie, a następnie umieszcza się je w komorze roboczej. W procesie wyróżnia się cztery etapy prowadzenia procesu. Pierwszym jest wytworzenie próżni, w zakresie 6 13 hpa. Następnie nagrzewa się przedmioty do temperatury azotowania, po nagrzaniu do komory dostarcza się gaz reaktywny i ustala szybkość jego przepływu, która jest zależna od powierzchni przedmiotów. Ciśnienie gazu w piecu ustala się w zakresie Pa. Podczas prowadzenia procesu, obrabiane przedmioty są na stałym, wysokim potencjale, V, ujemnym względem uziemionych ścian pieca. Cząsteczki azotu ulegają dysocjacji i jonizacji, a następnie przyspieszone są w kierunku obrabianego przedmiotu, który pełni funkcję katody. Zwiększając napięcie między elektrodami przy stałym ciśnieniu gazu, można zwiększyć stężenie cząstek aktywnych. W trakcie bombardowania katody rozpędzonymi jonami zachodzi zjawisko rozpylania katodowego, które powoduje oczyszczanie obrabianej powierzchni detalu i aktywację przebiegu procesów dyfuzyjnych. Proces jarzeniowy pozwala na lepszą regulację składu chemicznego i jej jednorodność, grubość warstwy nawet na 21
22 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego detalach o skomplikowanych kształtach. Grubość nakładanej powłoki zwiększa się wraz ze wzrostem temperatury procesu azotowania. Ostatnim etapem procesu azotowania jarzeniowego jest chłodzenie przedmiotów obrobionych od temperatury azotowania.. Proces przeprowadza się zwykle w czasie 0,5 10 h. Proces pozwala na uzyskanie warstwy azotowanej o żądanej strukturze, składzie fazowym i grubości. W celu uzyskania założonych wyników azotowania można sterować parametrami procesu, m.in.: - składem gazu roboczego, - ciśnieniem w komorze roboczej w zakresie 1-13 hpa, - temperaturą obrabianego elementu, -czasem trwania procesu. Azotowanie jarzeniowe charakteryzuje się następującymi zaletami: - możliwością uzyskiwania w sposób kontrolowany czterech podstawowych typów struktur warstw azotowanych składających się tylko ze strefy dyfuzyjnej, ze strefy związków γ + strefa dyfuzyjna, ze strefy związków ε + strefa dyfuzyjna lub ze strefy związków ε + γ + strefa dyfuzyjna, co daje podstawę do doboru struktury warstwy azotowanej dla konkretnych warunków eksploatacyjnych obrabianego przedmiotu, - możliwością regulacji przyrostu wymiarów elementów poddanych azotowaniu, - możliwością obróbki elementów o skomplikowanych kształtach, - niższą temperaturą procesu ze względu na aktywację plazmą, - skróceniem czasu procesu z uwagi na szybsze nagrzewanie elementów do temperatury obróbki w warunkach wyładowania jarzeniowego oraz aktywację środowiska gazowego i obrabianej powierzchni, - proces nie stwarza zagrożenia dla środowiska, ponieważ nie jest wykorzystywany amoniak jako atmosfera reaktywna, - znaczną oszczędnością energii elektrycznej, ponieważ nagrzewaniu podlegają tylko obrabiane przedmioty, - możliwością automatyzacji procesu, 22
23 praca magisterska SZCZEGIELNIAK A.. - możliwością osłony obszarów powierzchni, których azotowanie nie jest wskazane, poprzez proste maskowanie mechaniczne. Azotowanie jarzeniowe wykonywane jest w szerokim zakresie temperatur, umożliwia uzyskanie wzrostu twardości warstwy wierzchniej, która zależy od warunków procesu, a także składu chemicznego podłoża, znaczny wzrost właściwości użytkowych materiału obejmuje m. in. różne gatunki stali, stopy tytanu, niklu i stopy aluminium. 23
 podczas nagrzewania stali.")

24 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 3.3. Proces węgloazotowania jarzeniowego Proces węgloazotowania jarzeniowego stanowi przykład modyfikacji procesu azotowania. Azot i węgiel są wprowadzane jednocześnie do warstwy wierzchniej poniżej temperatury tworzenia się austenitu (A 1 ) podczas nagrzewania stali. Węgloazotowanie odbywa się zwykle w czasie 1 5 h, czyli krótszym niż w przypadku azotowania. Proces węgloazotowania niesie za sobą tak samo zadowalające wyniki jak proces azotowania. Uzyskiwane są warstwy dyfuzyjne o odmiennym składzie chemicznym i różnej strukturze, wyższej twardości niż w przypadku azotowania. Metody węgloazotowania i azotowania jarzeniowego są stosowane do obróbki większości stali konstrukcyjnych stopowych, narzędziowych, a także stali szybkotnących. Obróbkom poddaje się także stale o specjalnych właściwościach, m.in. nierdzewne, żaroodporne, żarowytrzymałe. Obróbki wykorzystuje się z powodzeniem do zwiększania trwałości stali, również tytanu i jego stopów. Azotowanie i węgloazotowania należą do grupy nowoczesnych i energooszczędnych obróbek cieplno-chemicznych i znajdują szerokie zastosowanie w wielu gałęziach przemysłu i medycynie (rys. 8). Rys. 8. Przedmioty (koła zębate, zawory, itp.) poddane obróbkom azotowania i węgloazotowania jarzeniowego. 24
25 praca magisterska SZCZEGIELNIAK A Metody inżynierii powierzchni stosowane w kształtowaniu właściwości materiałów na instrumentarium medyczne na przykładzie stopów tytanu Tytan i jego stopy oraz stale austenityczne (odporne na korozję) są materiałami coraz szerzej stosowanymi w medycynie. W przypadku tytanu i jego stopów wysoka odporność korozyjna, obojętność biologiczna, dobre właściwości mechaniczne przy niskiej gęstości, jak też mała przewodność elektryczna czyni je komfortowym biomateriałem dla użytkowników (pacjentów). Zapotrzebowanie na nowe materiały stosowane w przemyśle oraz w medycynie ciągle wzrasta i obejmuje wszystkie obecnie nam znane rodzaje materiałów. Ich właściwości coraz częściej kształtowane są technikami inżynierii powierzchni, które m. in. umożliwiają eliminację zjawiska metalozy oraz zwiększenie odporności na zużycie przez tarcie biomateriałów metalicznych, jak również dobór składu chemicznego, struktury i fizykochemicznego stanu powierzchni biomateriałów, w celu zapewnienia im pożądanych właściwości i funkcji biologicznych. [4] Jak wynika z doniesień literaturowych zostały niemal wyczerpane możliwości poprawy właściwości użytkowych biomateriałów metalicznych, w tym tytanowych, poprzez modyfikację składu chemicznego, przeróbkę plastyczną lub obróbkę cieplną. [7] Modyfikowane powierzchnie implantów metalicznych powinny cechować się: - jednorodnością, - przyczepnością dającą wysoką odporność na uszkodzenia warstwy, - wytrzymałością i funkcjonalnością, - wytrzymałością na sterylizację i inne zabiegi dezynfekujące - odpowiednią grubością nie mającą wpływu na zmianę parametrów geometrycznych i mechanicznych całego implantu. Do jednych z najczęściej stosowanych rodzajów obróbek powierzchniowych implantów metalicznych zaliczamy: - obróbki jarzeniowe, - procesy natryskiwania jarzeniowego, - metoda zol-żel, - metody PVD - warstwy kompozytowe w procesach dwustopniowych. 25

26 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego OBRÓBKI JARZENIOWE W warunkach wyładowania jarzeniowego w procesach azotowania, węgloazotowania, czy też tlenoazotowania i tlenowęgloazotowania możliwe jest otrzymywanie warstw dyfuzyjnych, a co za tym idzie o dobrej przyczepności, bardzo wysokiej twardości powierzchniowej w zakresie 1200 HV0.02 dla warstwy tlenkoazotku tytanu do 2300 HV0.02 dla warstwy węgloazotku tytanu, których morfologia powierzchni, skład chemiczny i fazowy można kształtować za pomocą parametrów procesu i które można wytwarzać na detalach o złożonych kształtach. Istotna jest również możliwość modyfikowania składu chemicznego w strefie zewnętrznej warstwy wytworzonej w procesach jarzeniowania, np. azotowania, tlenoazotowania czy węgloazotowania. Rys. 9. Mikrostruktury warstw azotowanych wytwarzanych w temperaturze: A. a) 730ºC, b) 850 ºC, c) 1000 ºC, d) węgloazotowanych 850 ºC na stopie tytanu Ti1Al1Mn oraz B. na stopie Ti6Al4V wytwarzanych w temperaturze: a) 730 ºC, b) 850 ºC, c) 950 ºC, d) węgloazotowanych w temperaturze 900 ºC [5] Na rysunku 9 przedstawione zostały mikrostruktury warstw powierzchniowych wytworzonych na różnych stopach tytanu w procesach azotowania i węgloazotowania 26
27 praca magisterska SZCZEGIELNIAK A.. jarzeniowego. W wyniku przeprowadzonych procesów uzyskuje się warstwy typu TiN+Ti 2 N+ -Ti(N) dla procesu azotowania, Ti(C,N)+Ti 2 N+ -Ti(N) dla procesu węgloazotowania oraz Ti0 2 +TiN+Ti 2 N+ -Ti(N) dla tlenoazotowania. Grubość wytworzonych warstw w zależności od temperatury i czasu trwania procesu jest różna, np. dla warstw azotowanych uzyskanych w temperaturze 730 ºC wynosi m, w 850 ºC około 45 m, a w 1000 ºC około 55 m, zaś węgloazotowanych około 45 m po 4 h obróbki. Warstwy wytworzone w procesach jarzeniowych charakteryzują się kontrolowaną podczas procesu topografią i morfologią powierzchni, co oprócz składu chemicznego mikrostruktury, ma istotny wpływ na proces przylegania i szybkość wzrostu fibroblastów ludzkich do powierzchni implantów, [5]. Wymienione modyfikacje powierzchni stopów tytanu znacząco wpływają na właściwości mechaniczne odporność na zużycie (Rys.10.) przez tarcie oraz właściwości chemiczne odporność korozyjna (Rys.11.). Rys. 10. Zużycie liniowe warstw powierzchniowych wytworzonych na stopie tytanu Ti1Al1Mn w procesach azotowania, węgloazotowania i tlenoazotowania jarzeniowego i w stanie wyjściowym, w funkcji czasu tarcia przy nacisku jednostkowym 200 MPa [3] 27
28 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Rys. 11. Krzywe polaryzacji w 0.5 molowym roztworze NaCl stopu tytanu Ti6Al4V oraz warstw azotowanych, węgloazotowanych i tlenoazotowanych [3] Właściwości wytworzonych warstw powierzchniowych w procesach azotowania jarzeniowego, węgloazotowania i tlenoazotowania charakteryzują się cechami odpowiadającymi wymaganiom stawianym współczesnym biomateriałom, tzn. są biozgodne i chronią przed zjawiskiem metalozy, posiadają dobrą odporność na zużycie przez tarcie i korozję. PROCES NATRYSKIWANIA CIEPLNEGO Metoda natryskiwania cieplnego stosowana jest przede wszystkim do wytwarzania powłok hydroksyapatytu na implantach kostnych o grubości w zakresie 50 do 200 m. Implanty z taką powłoką charakteryzują się wysoką wytrzymałością mechaniczną i dobrą zgodnością biologiczną z tkankami kostnymi. Głównymi problemami metody natryskiwania cieplnego są: - zapewnienie dobrej przyczepności powłoki hydroksyapatytu do implantów, szczególnie tytanowych, - dobór warunków procesu natryskiwania w aspekcie zachowania struktury krystalicznej hydroksyapatytu, ponieważ wysoka temperatura podczas procesu powoduje nadtapianie stosowanych produktów z HAp. Stąd niejednorodność powłok pod względem składu fazowego. Obok hydroksyapatytu obserwuje się również amorficzne fosforany wapnia. Powierzchniowe stopienia negatywnie wpływają również na trwałość powłok w środowisku żywego organizmu. Im większe 28
29 praca magisterska SZCZEGIELNIAK A.. zawartości krystalicznego hydroksyapatytu tym mniejsza absorpcja w żywym organizmie, z kolei grubsza powłoka HAp zapewnia eliminację zjawiska metalozy. Poprzez obróbkę cieplną, czyli wygrzewanie w temperaturze do 950 C, kształtowana jest struktura oraz właściwości powłok hydroksyapatytowych wytwarzanych na implantach tytanowych metodą natryskiwania plazmowego. Zachodzi wzajemna dyfuzja fosforu z powłoki do podłoża oraz tytanu z podłoża do powłoki, w wyniku której tworzy się fosforek tytanu Ti 3 P na granicy rozdziału. Takie rozwiązanie gwarantuje dobrą przyczepność powłoki do implantu, a więc i większą wytrzymałość mechaniczną. W ten sposób zapewnia się również wyższą biozgodność i lepsze właściwości osteoindukcyjne, czyli mocne połączenie implantu z naturalną kością. [7] Proces natryskiwania naddźwiękowego (metoda HVOF tj. High Velocity Oxygen Fuel Thermal Spray Process), w przypadku wytwarzania powłok hydroksypapatytu daje lepsze właściwości biologiczne powłok. Różnice we właściwościach implantów tego typu spowodowane są składem fazowym, stopniem krystalizacji, gęstością, stopniem porowatości i rozmiarami porów. Naukowcy pracują również nad optymalizacją metod nanoszenia tego typu powłok z zastosowaniem innych procesów inżynierii powierzchni (elektroforeza, implantacja jonów, spiekanie pod wysokim ciśnieniem). Dzięki powłokom hydroksyapatytu eliminuje się występowanie produktów korozji zwykle z kontaktu implantu metalowego z płynami ustrojowymi. Metoda natryskiwania plazmowego stosowana jest również w wytwarzaniu powłok z tytanu, azotku czy węglika tytanu. Procesy tego typu mają za zadanie zwiększyć odporność na zużycie przez tarcie stopów tytanu oraz poprawić biozgodność implantu. [4] METODA ZOL - ŻEL Metoda zol żel odgrywa coraz większą rolę w kształtowaniu właściwości biologicznych implantu w kontakcie ze środowiskiem tkankowym, głównie implantów kostnych. Stąd trwające prace nad możliwością wykorzystania metody do wytwarzania typu powłok: - bioceramika oparta na Al 2 O 3, Al 2 O 3 -CaO, CaO-ZrO 2, - powłoki zawierająca fosforany wapnia o strukturze amorficznej i krystalicznej. Powłoki wytworzone tą metodą o grubości do 1 m umożliwiają samorzutne tworzenie się na nich hydroksyapatytu w kontakcie z płynem fizjologicznym. Powłoki ceramiczne nanoszone metodą zol żel charakteryzują się: 29
30 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego - pełną kontrolą tworzenia mikrostruktury, - niską temperaturą procesu, - możliwością nanoszenia powłok jednoskładnikowych, wieloskładnikowych, a nawet wielowarstwowych. Dzięki wytwarzaniu powłok z bioceramiki na implantach metalicznych wzrasta odporność na korozję, właściwości mechaniczne, biozgodność oraz biofunkcyjność cienkich powłok implantów. Technologia nanoszenia powłok metodą zol żel umożliwia wytwarzanie kompozytów typu ceramika-metal o właściwościach wzajemnie uzupełniających się. [4] METODY PVD Metody PVD (Physical Vapour Deposition) również znajdują zastosowanie w medycynie, szczególnie w wytwarzaniu implantów stomatologicznych i instrumentarium medycznego. Powłoki azotku i tlenku tytanu wykazują lepszą odporność korozyjną niż wytwarzane na tytanie i jego stopach warstwy tlenkowe metodą elektrochemiczną. Np. powłoki TiO 2 wytworzone metodą PVD charakteryzują się większą grubością oraz mniej zdefektowaną strukturą. Obecnie prowadzi się badania nad uzyskaniem wysokiej przyczepności powłok do podłoża, z wykorzystaniem metod PVD dla różnych powłok, m.in. nanokrystalicznego diamentu czy hydroksyapatytu. Dane literaturowe [6] ukazują szerokie spektrum prowadzonych badań, dotyczących takich technik jak implantacja jonów czy wykorzystanie technik laserowych metoda PLD (Pulsed Laser Deposition). Ta ostatnia daje możliwość lepszej przyczepności powłoki do podłoża, umożliwia dyfuzję pierwiastków do podłoża oraz zmianę jego składu chemicznego. Cienkie powłoki ceramiczne wytwarzane na stopach tytanu charakteryzują się dobrą biozgodnością. Metoda PLD sprawdza się również w wytwarzaniu warstw kompozytowych na stopach tytanu w połączeniu z obróbką cieplną. [4] WARSTWY KOMPOZYTOWE W PROCESACH HYBRYDOWYCH Wytwarzanie warstw kompozytowych poprzez zastosowanie technik hybrydowych gwarantuje pełna kontrolę nad mikrostrukturą, składem chemicznym i fazowym, grubością, stanem naprężeń własnych wykształconych warstw, topografią ich powierzchni. Techniki te polegają na łączeniu różnych obróbek powierzchniowych. Jedną z najważniejszych zalet tego typu stosowanych metod jest możliwość projektowania składu fazowego i chemicznego 30

31 praca magisterska SZCZEGIELNIAK A.. wytworzonych warstw. Tak prowadzony proces wpływa jednocześnie na właściwości wytworzonej warstwy, w tym odporność na zużycie przez tarcie, odporność korozyjną oraz na wytrzymałość zmęczeniową. Warstwy mają charakter dyfuzyjny i eliminują zjawisko metalozy, przechodzenia składników stopu do otaczających tkanek (rys. 12). Różnego rodzaju implanty oraz instrumentarium medyczne z wytworzonymi warstwami metodami hybrydowymi na stopach tytanu i stalach o dobrych właściwościach mechanicznych, określonym składzie chemicznym, są biozgodne, biofunkcyjne, odporne na zużycie przez tarcie znajdują coraz szersze zastosowanie w medycynie. [4] Rys. 12. Przedmioty poddane obróbkom azotowania i węgloazotowania jarzeniowego/ instrumentarium medyczne 31
32 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 4. CEL BADAŃ Celem mojej pracy było zbadanie wpływu niskotemperaturowego procesu azotowania i węgloazotowania na mikrostrukturę i właściwości stali 3H13 (AISI 420F). Zwiększenie odporności korozyjnej i odporności na zużycie przez tarcie stali 3H13 o strukturze ferrytycznej oraz martenzytycznej po procesach jarzeniowych, porównanie i omówienie wyników. Badania korozyjne zostały przeprowadzone w roztworze Ringera, który stymuluje płyny fizjologiczne oraz 0.5M roztworze NaCl, naśladującym agresywne środowisko chemiczne podczas dezynfekcji zawartość jonów Cl -. W celu określenia właściwości trybologicznych materiałów po przeprowadzonych procesach zastosowano metody T04. Pozwoliło to na analizę właściwości materiału w aspekcie stałych jak i zmiennych obciążeń. Do charakterystyki morfologicznej wytworzonych warstw wykorzystano elektronowy mikroskop skaningowy. Kompleksowe zestawienie otrzymanych wyników pozwala ocenić jakość wytworzonych warstw. 32
33 praca magisterska SZCZEGIELNIAK A.. 5. ZAKRES BADAŃ - wytworzenie warstw azotowanych i węgloazotowanych na próbkach wykonanych ze stali 420F AISI o strukturze ferrytycznej oraz martenzytycznej, - badanie morfologii powierzchni wytworzonych warstw przy pomocy Skaningowego Mikroskopu Elektronowego Hitachi S-3500N, - badanie mikrostruktury warstw na przekroju poprzecznym (Mikroskop optyczny Olympus IX70), - badanie składu fazowego warstw (Dyfraktometr rentgenowski PHILIPS PW 1830), - badanie odporności korozyjnej w płynie fizjologicznym Ringera oraz w 0.5M roztworze NaCl, - badanie zużycia ściernego metodą T04 ( trzy wałeczki + stożek wg PN-83/H-04302), - badanie twardości metodą Vickersa przy pomocy mikrotwardościomierza Zwick. 33
34 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego 6. METODYKA BADAŃ Proces azotowania jarzeniowego został przeprowadzony na próbkach wykonanych ze stali 420F AISI w stanie wyżarzonym, o strukturze ferrytycznej w temperaturze 400 ºC w atmosferze zawierającej azot (N 2 ) o czystości 99,99% i wodór (H 2 ) w stosunku 1:1. Proces węgloazotowania jarzeniowego przeprowadzono na identycznych próbkach w temperaturze 400 ºC w atmosferze metanu (CH 4 ) i azotu (N 2 ), w stosunku 3:1. Proces azotowania i węgloazotowania jarzeniowego w tych samych warunkach przeprowadzono na stali 420F AISI o strukturze martenzytycznej uzyskanej w procesie hartowania z temperatury 900 ºC, a następnie odpuszczania w temperaturze 300 ºC. Rys. 13. Urządzenie do obróbek jarzeniowych z tzw.gorącą anodą (dla realizacji procesów PACVD i LPCVD z użyciem związków metaloorganicznych Badania morfologii powierzchni stali 420F AISI i otrzymanych warstw przeprowadzono przy pomocy Skaningowego Mikroskopu Elektronowego marki Hitachi S3500N (Rys.14.). Obserwowano również mikrostruktury wytworzonych warstw na przekroju poprzecznym. Badanie to polega na ciągłym skanowaniu powierzchni elementu silnie zogniskowaną wiązką elektronów, które przyspieszane są poprzez szereg soczewek elektromagnetycznych. Elektrony wyemitowane rejestrowane są przy pomocy odpowiednich detektorów, a następnie 34

35 praca magisterska SZCZEGIELNIAK A.. przetwarzane na obraz próbki bądź widmo promieniowania rentgenowskiego. Wspomniana wcześniej wiązka elektronów wytwarzana jest przez działo elektronowe, które kieruje wyemitowane pole elektrostatyczne z niewielkiego obszaru na powierzchni katody do tak zwanej źrenicy elektrooptycznej. Następnie Rys. 14. Skaningowy Mikroskop Elektronowy marki Hitachi S3500N elektrony są przyspieszane w kierunku próbki i z energią sięgającą do kilkudziesięciu tysięcy elektronowoltów. Gdy się już wydostaną z działa elektronowego tworzą wiązkę rozbieżną, czyli zogniskowaną przy pomocy całego zestawu soczewek magnetycznych. Za dalsze przemieszczanie się wiązki odpowiada zestaw cewek skanowania. Soczewka obiektywu ogniskuje wiązkę w możliwie małą plamkę na powierzchni próbki. Elektrony wiązki oddziałując z próbką emitują energię pod różnymi postaciami, a każdy rodzaj emitowanej energii jest potencjalnym sygnałem do przetworzenia na obraz. To co widzimy w skaningowej mikroskopii elektronowej jest obrazem wirtualnym skonstruowanym na bazie sygnałów emitowanych przez próbkę. Odbywa się to poprzez skanowanie linia po linii obszaru na powierzchni próbki, czyli w każdym momencie czasu wiązka oświetla tylko jeden punkt w obszarze skanowania, co zmienia wygenerowany sygnał. Obserwacje morfologii powierzchni wytworzonych warstw i powierzchni warstw po badaniu odporności korozyjnej były prowadzone w standardowym modzie detekcji elektronów wtórnych SE. W celu obserwacji mikrostruktury warstw na przekroju poprzecznym, zgłady metalograficzne zostały dokładnie wypolerowane. Powierzchnie zostały wytrawione. Do badań użyto detektora elektronów wstecznie rozproszonych BSE, dzięki któremu możemy uzyskać kontrast fazowy, a co za tym idzie obserwacje struktury bez konieczności trawienia odczynnikami. Jest to przydatne, w przypadku pracy z materiałami bardzo trudno trawiącymi się, bądź z materiałami zawierającymi fazy zbyt szybko trawiące się, jak np. martenzyt. Obserwacje prowadzone w trybie standardowym, czyli z użyciem detektora elektronów wtórnych SE, prowadzone były przy napięciu 35


36 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego przyspieszającym elektrony tworzące obraz V acc = 15 kv, natomiast do badań detektorem BSE przy napięciu V acc = 5 kv i z użyciem większej średnicy wiązki elektronowej. W celu określenia twardości wytworzonych warstw zostały przeprowadzone pomiary metodą Vickersa. Pomiar ten polega na wgnieceniu w powierzchnię badanego elementu stożka diamentowego o kącie wierzchołkowym 136º i następnym wyliczeniu powierzchni bocznej powstałego odcisku. Badanie mikrotwardości zostało przeprowadzone na powierzchni próbek o strukturze ferrytycznej oraz martenzytycznej w stanie wyjściowym i wytworzonych warstwach azotowanej i węgloazotowanej pod obciążeniem N, N i N. Pomiarów dokonano na Rys. 15. Mikrotwardościomierz Zwick Materialprofüng skomputeryzowanym zestawie firmy Zwick Materialprofüng Ocena wpływu procesów azotowania oraz węgloazotowania na zużycie tribologiczne dokonana została na podstawie badań na testerach T-04 i T-05. Rys. 16. Tester T-04 Badanie odporności na zużycie ścierne w warunkach tarcia w układzie typu 3 wałeczki-stożek przeprowadzone zostały na testerze T-04 wyprodukowanym przez Instytut Technologii Eksploatacji w Radomiu. Urządzenie to przeznaczone jest do oceny odporności na zużycie materiałów używanych na ślizgowe/trące elementy maszyn i nie tylko, w zależności od obciążenia, prędkości poślizgu i innych czynników. Tester 36

37 praca magisterska SZCZEGIELNIAK A.. umożliwia prowadzenie badań zgodnie z wymogami normy PN-83/H Skojarzenie testowe składa się z trzech nieruchomych wałeczków, wykonanych z badanego materiału, rozmieszczonych co 120º, dociskanych siłą P do obracającej się z zadaną prędkością n do przeciwpróbki w kształcie stożka. Węzeł tarcia może pracować w warunkach tarcia technicznie suchego, może też być smarowany jednorazowo nałożoną porcją smaru plastycznego lub też smarowany metodą zanurzeniową w cieczy umieszczonej w gnieździe mocującym próbki. W czasie biegu badawczego mogą być mierzone takie wielkości jak moment tarcia, obciążenie, temperatura badanego środka, prędkość obrotowa, czas biegu badawczego. Rys. 17. Skojarzenie testowe; 3 wałeczki i stożek Dyfraktometr rentgenowski PHILIPS PW 1830 umożliwia identyfikację składu fazowego. Dyfraktometr wyposażony jest w goniometr X-Pert z niezależnymi ruchami teta - 2 teta i monochromatorem grafitowym na wiązce dyfrakcyjnej. Posiada układ szczelin Sollera i płaski monochromator do pracy z wiązką koszącą (do badania cienkich warstw). [19] Rozkład stężenia pierwiastków na przekroju poprzecznym od powierzchni wytworzonej warstwy w kierunku rdzenia, na stali odpornej na korozję typu 420F, zbadano przy pomocy elektronowego mikroskopu skaningowego Hitachi S-300N wyposażonego w energorozdzielczy spektrometr dyspersyjny EDS model Vantage. Rozdzielczość analizatora wynosi 1,5 μm. Badanie przeprowadzono przy zastosowaniu napięcia przyspieszającego Vacc=15 kv. Analiza ta polega na rejestracji charakterystycznego promieniowania rentgenowskiego przy użyciu detektora półprzewodnikowego sprzężonego z rejestratorem sygnału. Detektor został umieszczony tak, aby zbierać całe spektrum emitowanego promieniowania z powierzchni badanego przedmiotu. Przy pomocy przelicznika, każdy otrzymany w detektorze impuls jest wzmacniany i po selekcji amplitudy zliczany. Otrzymamy stężenie fali, zliczając ilość impulsów o jednakowej amplitudzie. Zestawiając zliczenia impulsów o różnych amplitudach da nam widmo promieniowania. [19] 37
38 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Rys. 18. Stanowisko do pomiarów korozyjnych Badanie odporności korozyjnej próbek o strukturze ferrytycznej oraz martenzytycznej po procesach azotowania i węgloazotowania, przeprowadzono metodą potencjodynamiczną jak również impedancję na urządzeniu firmy Atlas-Sollich Atlas EU&IA 0351 w roztworze solnym 0.5M NaCl i roztworze fizjologicznym Ringera o składzie: NaCl 7 g/dm 3, KCl 0,075 g/dm 3, CaCl 2 0,1 g/dm 3, NaHCO 3 0,1 g/dm 3, w temperaturze 37 ºC. Elektrodę odniesienia zarówno dla badania prowadzonego w roztworze fizjologicznym Ringera jak i dla 0.5M NaCl stanowiła nasycona elektroda kalomelowa (NEK). W badaniach metodą potencjodynamiczną próbki polaryzowano od potencjału o ok. 200 mv mniejszego od potencjału korozyjnego do +200 mv stosując zmianę potencjału 1 mv/s ( w obszarze potencjału korozyjnego 0,2 mv/s). Wartości potencjałów korozyjnych i gęstości prądów korozji wyznaczono metodą Tafela. 38
39 praca magisterska SZCZEGIELNIAK A.. 7. UZYSKANE WYNIKI I ICH OMÓWNIENIE 7.1. Badanie struktury powierzchni oraz składu fazowego Badania struktury powierzchni wytworzonych warstw w procesach azotowania i węgloazotowania jarzeniowego na stali odpornej na korozję typu 420F zostały przeprowadzone na Skaningowym Mikroskopie Elektronowym. W wyniku obserwacji otrzymano obrazy prezentujące przekrój poprzeczny stali po wykonanych procesach obróbki cieplno-chemicznej, co zestawiono z wynikami badań określającymi skład fazowy wytworzonych warstw dyfuzyjnych. Ze względu na obecność pierwiastków lekkich, takich jak azot oraz węgiel, budowa warstw powierzchniowych została określona na podstawie rentgenowskich pomiarów składu fazowego metodą XRD (X-Ray Diffraction). Warstwy mają charakter dyfuzyjny a więc ich skład chemiczny i fazowy ulega zmianie wraz ze zmianą odległości od powierzchni próbki. Wyniki pomiarów rentgenowskich obejmują obszar do 15μm w głąb próbki (rys. 20, 22). Przekrój poprzeczny stali 420F o strukturze ferrytycznej i martenzytycznej po procesie azotowania jarzeniowego przedstawiono na rysunku 19. Wyraźnie widać w obu przypadkach że wytworzona warstwa ma grubość około 50 m. Warstwa ma charakter dyfuzyjny. W badaniach składu fazowego stwierdzono obecność azotku żelaza, który w znaczny sposób podnosi twardość powierzchni oraz azotku chromu (rys. 20, 22). 39

 i o")
40 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego WYTWORZONA WARSTWA DYFUZYJNA WYTWORZONA WARSTWA DYFUZYJNA Rys. 19. Mikrostruktura stali o strukturze ferrytycznej (A) i o strukturze martenzytycznej (B) po procesie azotowania 40
41 praca magisterska SZCZEGIELNIAK A.. Rys. 20. Dyfraktogram rentgenowski stali o strukturze ferrytycznej (A) i o strukturze martenzytycznej (B) po procesie azotowania 41

 i o")
42 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego WYTWORZONA WARSTWA DYFUZYJNA WYTWORZONA WARSTWA DYFUZYJNA Rys. 21. Mikrostruktura stali o strukturze ferrytycznej (A) i o strukturze martenzytycznej (B) po procesie węgloazotowania 42
43 praca magisterska SZCZEGIELNIAK A.. Rys. 22. Dyfraktogram rentgenowski stali o strukturze ferrytycznej (A) i o strukturze martenzytycznej (B) po procesie węgloazotowania Uzyskane wyniki obserwacji stali 420F o strukturze ferrytycznej i martenzytycznej po procesie węgloazotowania jarzeniowego przedstawiają rysunki 21 i 22. W porównaniu do wytworzonych warstw w procesie azotowania jarzeniowego, grubość tych nie różni się (50-80 m). Obok związku azotku chromu, którego obecność została zaobserwowana również w poprzednim przypadku, a który podwyższa właściwości wytrzymałościowe, zarejestrowano cementyt (Fe 3 C) w ilości około 1.5 % dla obu przypadków stali (struktura 43
44 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego ferrytyczna i martenzytyczną). Obecność Fe 3 C wpływa na wzrost twardości stali, (rozdział 7.5) Badanie odporności korozyjnej Badania odporności korozyjnej wykonane zostały w środowisku 0.5M NaCl oraz w roztworze Ringera w 37 ºC, płynie imitującym płyny ustrojowe człowieka. Przedstawione zostały wyniki badań odporności korozyjnej metodą potencjodynamiczną w stanie wyjściowym oraz z wytworzonymi warstwami azotowanymi i węgloazotowanymi jarzeniowo na stali typu 420F o strukturze ferrytycznej i martenzytycznej, (tab. 4., rys ). W tabeli 4. zestawiono wyniki badań dla stali o strukturze ferrytycznej w stanie wyjściowym, po procesie azotowania i węgloazotowania jarzeniowego po ekspozycji w roztworze wodnym NaCl. Wartość potencjału korozyjnego wzrasta dla stali po procesie węgloazotowania z wartości około -500 mv dla materiału w stanie wyjściowym do wartości -300 mv. O zwiększonej odporności korozyjnej świadczy również niższa gęstość prądu w całym zakresie anodowym. Odporność korozyjna warstwy węgloazotowanej w porównaniu ze stanem wyjściowym oraz azotowaną stalą 420F o strukturze ferrytycznej jest lepsza (rys.23.). 44
45 praca magisterska SZCZEGIELNIAK A.. Tab. 4. Wartości elektrochemiczne (uzyskane z analizy krzywych polaryzacji) wyznaczone w roztworze 0.5M NaCl (A) i Ringera (B) dla stali 420F o strukturze ferrytycznej i martenzytycznej w stanie wyjściowym oraz po procesach azotowania i węgloazotowania. Parametr Potencjał korozyjny Gęstość prądu korozyjnego Materiał E kor [mv] I kor [ A/cm 2 ] 420F_F_SW (stan wyjściowy) -504,56 45,34 420F_F_N (azotowana) -508,53 11,99 420F_F_CN (węgloazotowana) -371,89 2,79 420F_M_SW -121,99 0,11 420F_M_N -539,31 2,36 420F_M_CN -539,66 0,679 Materiał Parametr Potencjał korozyjny E kor [mv] Gęstość prądu korozyjnego I kor [ A/cm 2 ] 420F_F_SW -423,29 2,32 420F_F_N -519,25 14,97 420F_F_CN -362,62 5,15 420F_M_SW -385,45 2,09 420F_M_N -458,53 7,61 420F_M_CN -429,93 1,89 Rys. 23. Zestawienie wyników badania korozji w 0.5M NaCl dla stali ferrytycznej 45
46 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Rysunek 24 przedstawia wyniki badań odporności korozyjnej dla stali o strukturze martenzytycznej w stanie wyjściowym oraz po procesach azotowaniu i węgloazotowania po ekspozycji w 0.5M NaCl. Obserwuje się spadek potencjału dla wytworzonych warstw w stosunku do stanu wyjściowego. W przypadku stali 420F o strukturze martenzytycznej po procesie węgloazotowania można zaobserwować niższą gęstość prądu w zakresie anodowym co może świadczyć o lepszej odporności korozyjnej w stosunku do stali w stanie wyjściowym czy po procesie azotowania jarzeniowego. W przypadku tej ostatniej (420F_M_N) obserwuje się podwyższenie gęstości prądu, co oznacza pogorszenie właściwości odporności korozyjnej warstwy w stosunku do stali w stanie wyjściowym. Rys. 24. Zestawienie wyników badania korozji w 0.5M NaCl dla stali martenzytycznej Wyniki prezentowane na rys. 25. i 26. przedstawiają zachowanie się stali 420F o strukturze ferrytycznej oraz martenzytycznej w stanie wyjściowym, po procesie azotowania i węgloazotowania w roztworze Ringera w 37 ºC. Zestawiono wyniki badań (rys. 25. i 26.) dla stali o strukturze ferrytycznej w stanie wyjściowym oraz z wytworzonymi warstwami azotowaną i węgloazotowana. Obserwuje się zmniejszenie potencjału dla stali po weloazotowaniu z -450 mv do -400 mv oraz jednocześnie spadek gęstości prądu, co świadczy o wzroście odporności korozyjnej danej stali po obróbce węgloazotowania. W przypadku stali po azotowaniu jarzeniowym obserwujemy wzrost i potencjału i gęstości prądu w stosunku do stanu wyjściowego stali, a co za tym idzie pogorszenie właściwości korozyjnych. 46
47 praca magisterska SZCZEGIELNIAK A.. Rys. 25. Zestawienie wyników badania korozji w roztworze Ringera dla stali ferrytycznej Na rysunku 26 przedstawione zostały wyniki dla materiału o strukturze martenzytycznej poddanego obróbkom azotowania i węgloazotowania jarzeniowego oraz w stanie wyjściowym po ekspozycji w roztworze Ringera. Wartość potencjału korozyjnego wzrasta dla obu przypadków zastosowania obróbki jarzeniowej w stosunku do stanu wyjściowego stali 420F o strukturze martenzytycznej. Obserwujemy natomiast spadek gęstości dla materiałów poddanych obróbkom, co potwierdza wzrost odporności korozyjnej w zakresie anodowym. W przypadku stali 420F o strukturze martenzytycznej poddanej węgloazotowaniu obserwujemy znaczny spadek gęstości prądu, co oznaczać może podwyższenie odporności korozyjnej w zakresie anodowym. Dla stali 420F o strukturze martenzytycznej poddanej azotowaniu na wysokości około 250 mv obserwujemy nagły spadek gęstości prądu, który może świadczyć o pasywacji powstałego wżeru, a więc o ochronie przeciwkorozyjnej nawet w obecności już istniejących wżerów. Gęstość prądu utrzymuje się na bardzo niskim poziomie, obserwujemy całkowicie spasywowaną warstwę obojętną na działanie środowiska w jakim się znajduje. 47
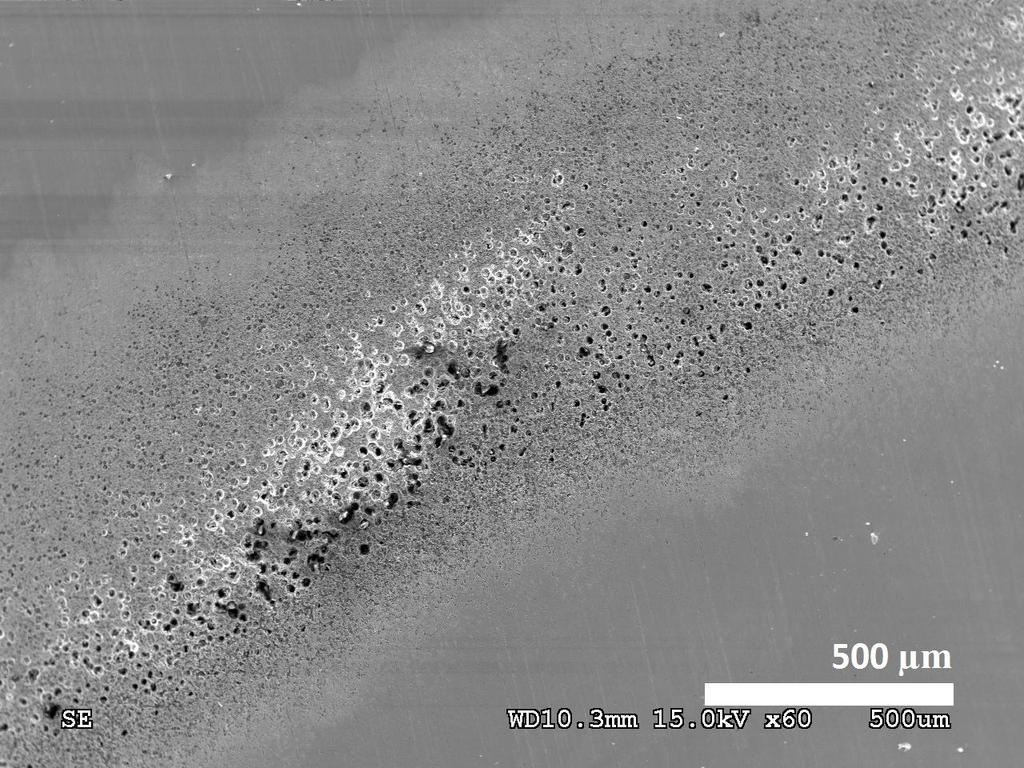
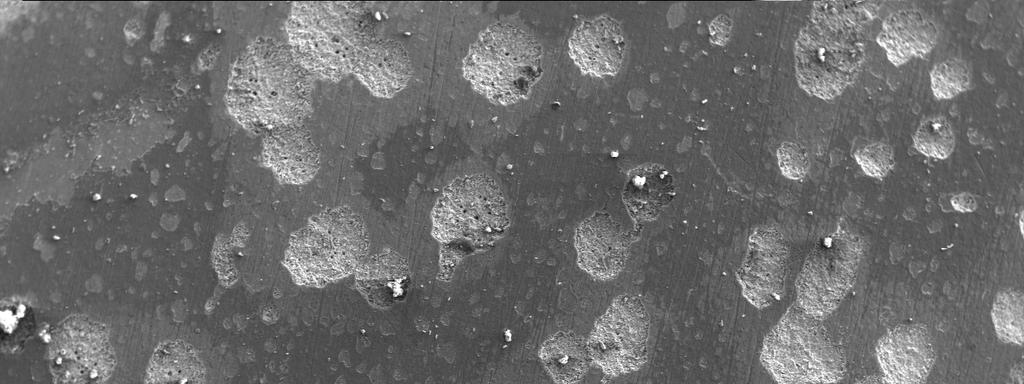
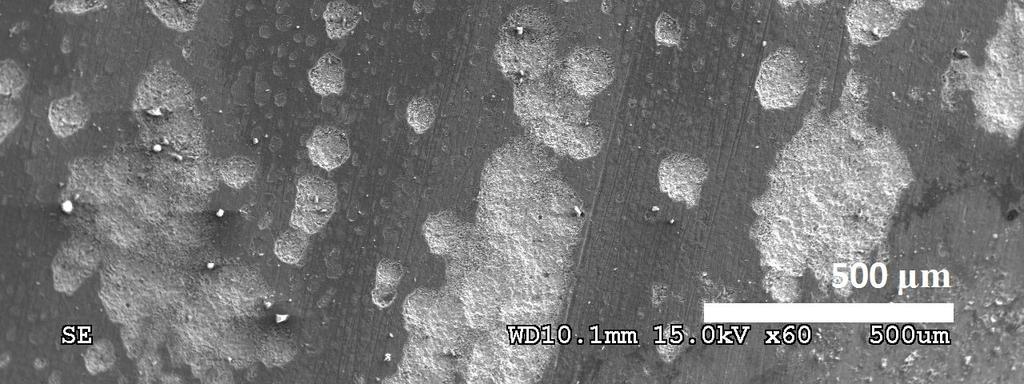
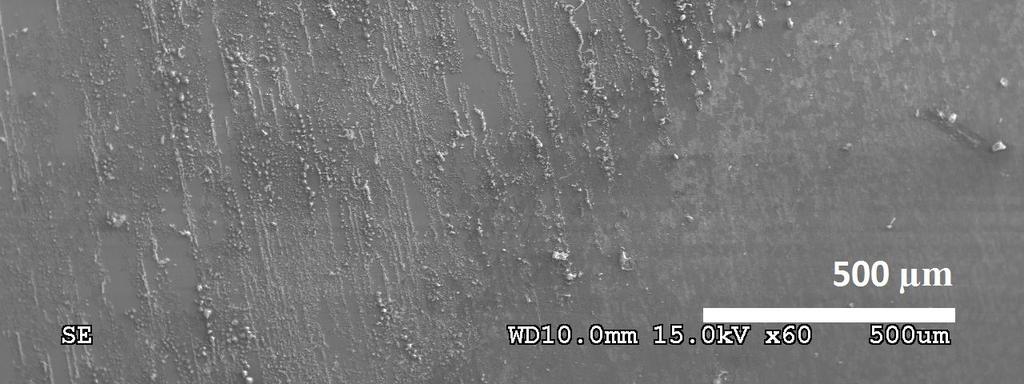
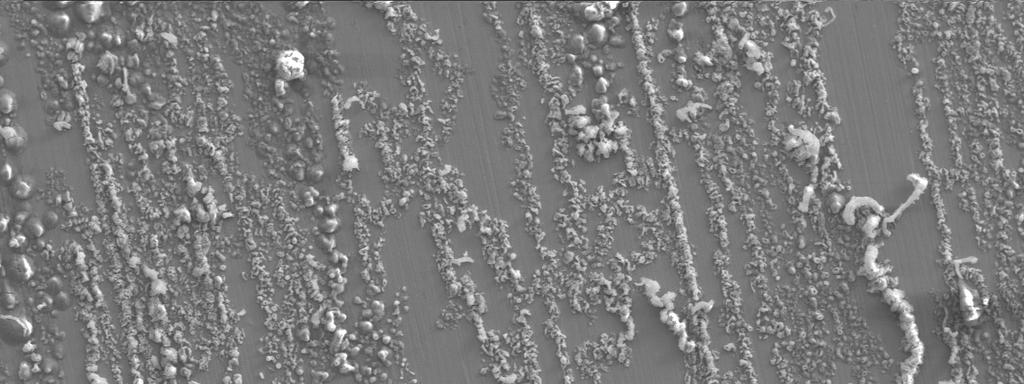
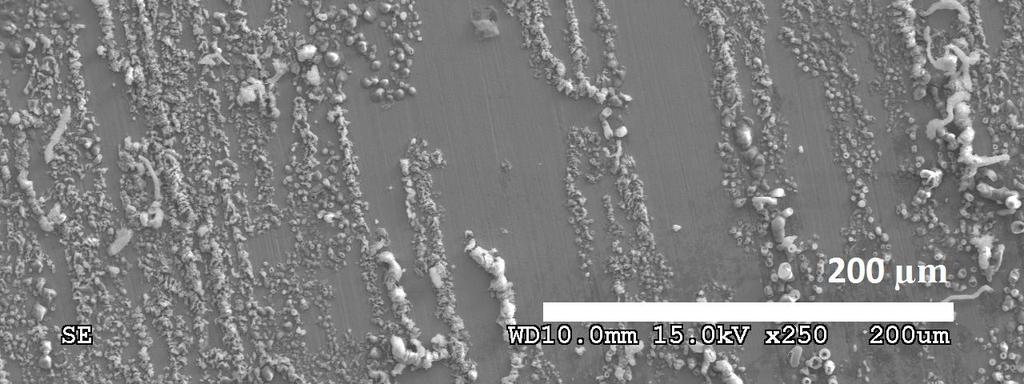
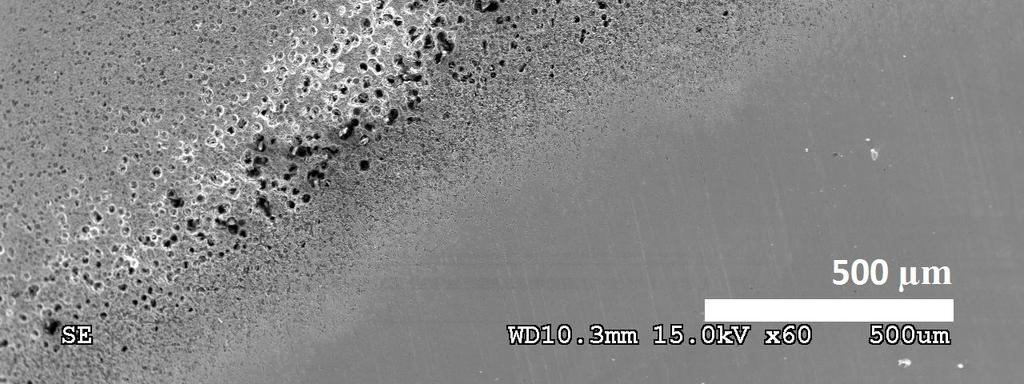
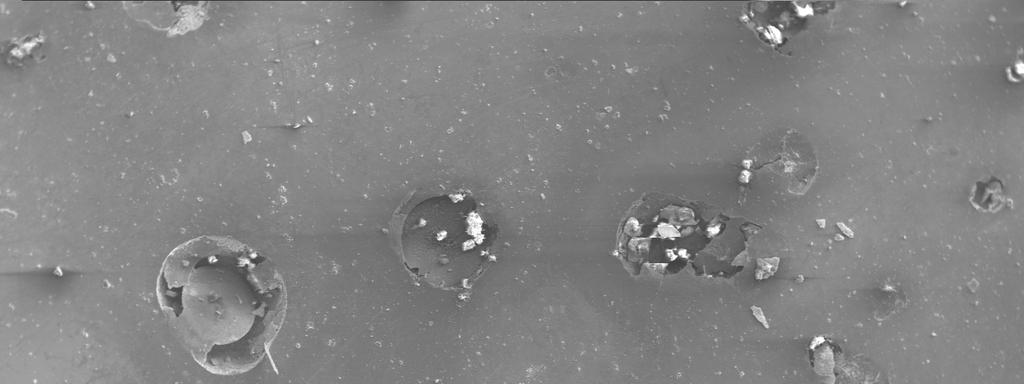
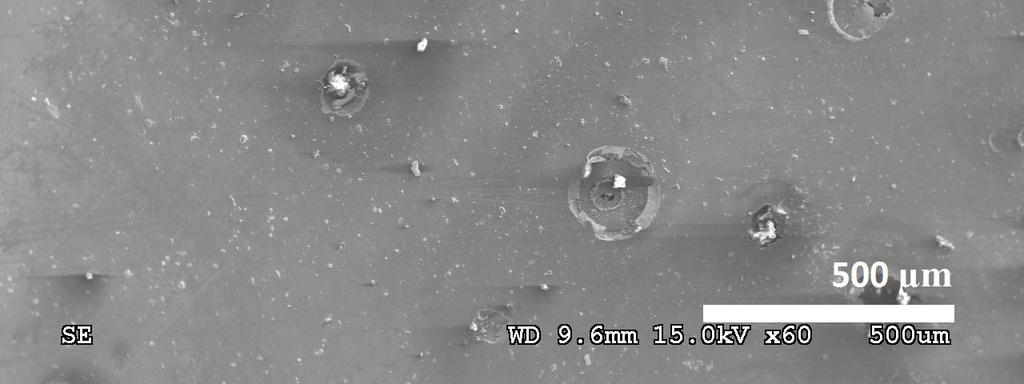
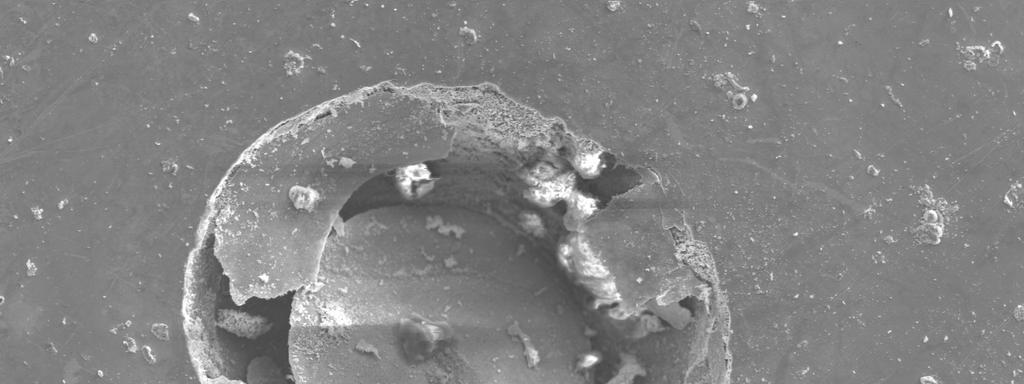
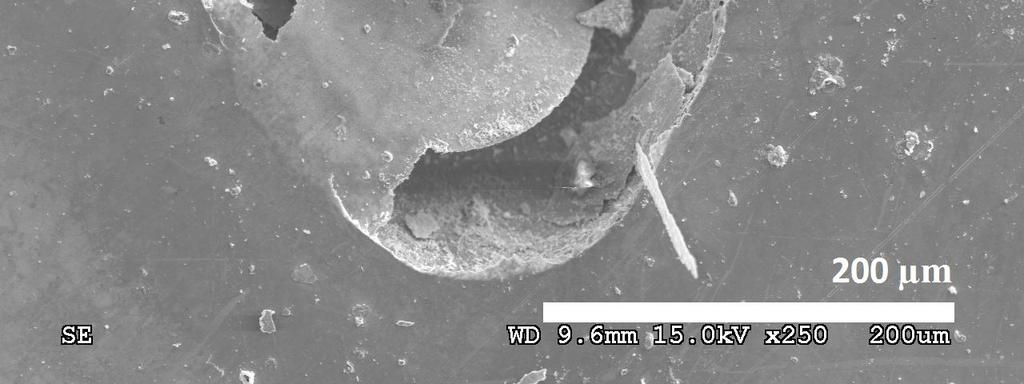
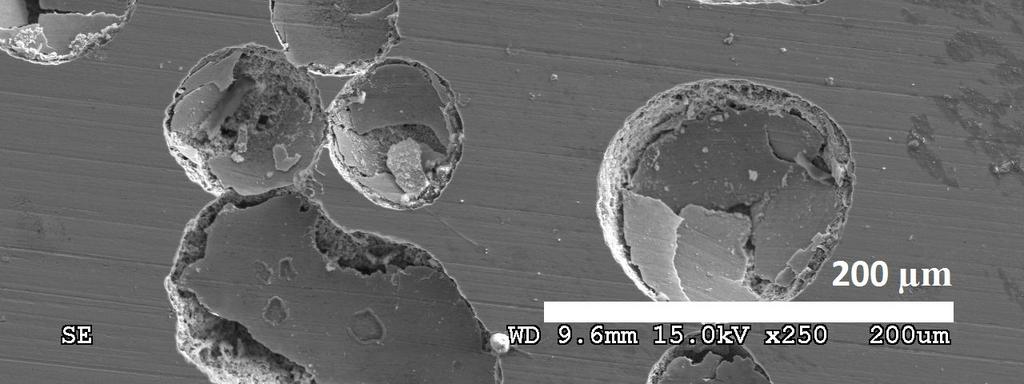
48 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Rys. 26. Zestawienie wyników badania korozji w roztworze Ringera dla stali martenzytycznej 7.3. Obserwacje powierzchni po badaniach korozyjnych Na rysunku nr 27 przedstawiono powierzchnię stali o strukturze ferrytycznej i martenzytycznej w stanie wyjściowym i po procesie azotowania oraz ekspozycji w 0.5M roztworze wodnym NaCl. 48

49 praca magisterska SZCZEGIELNIAK A.. 49
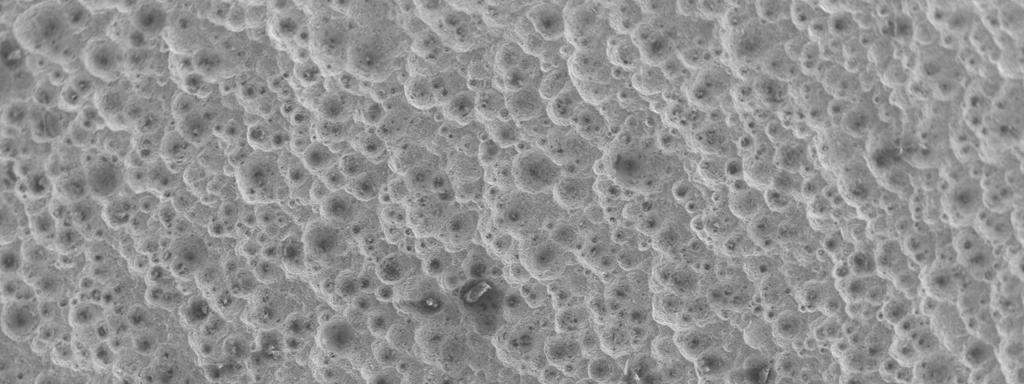
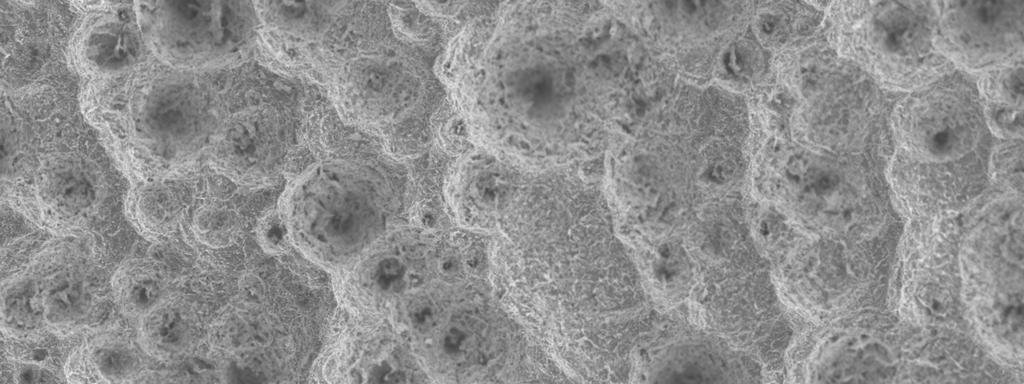
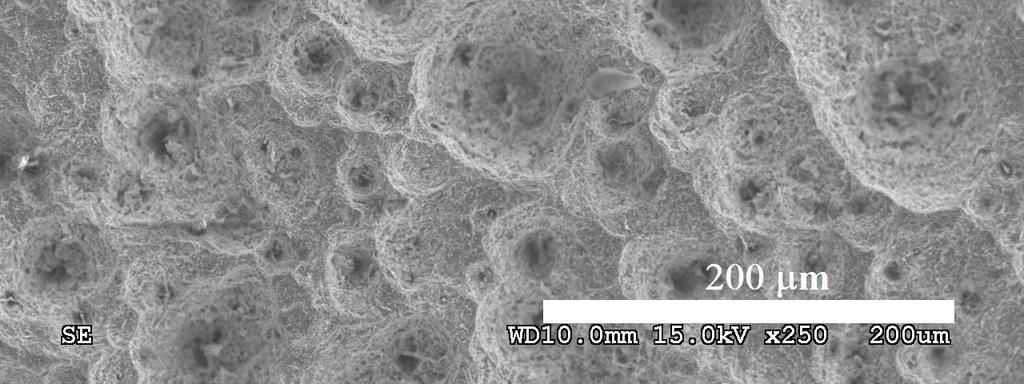
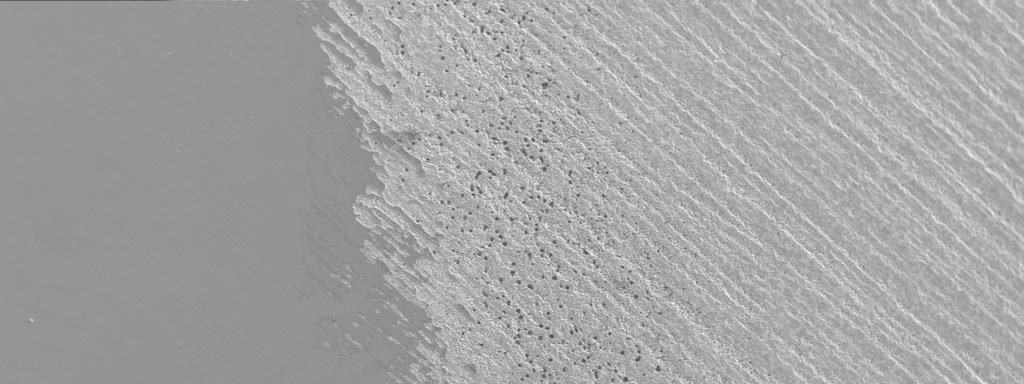
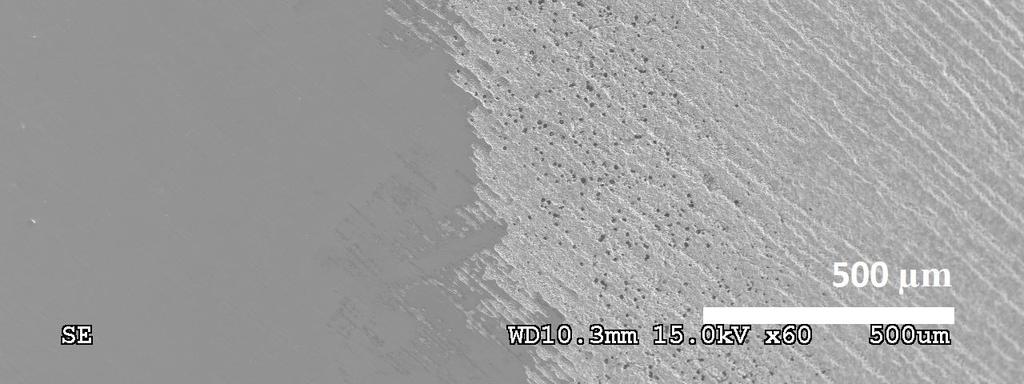
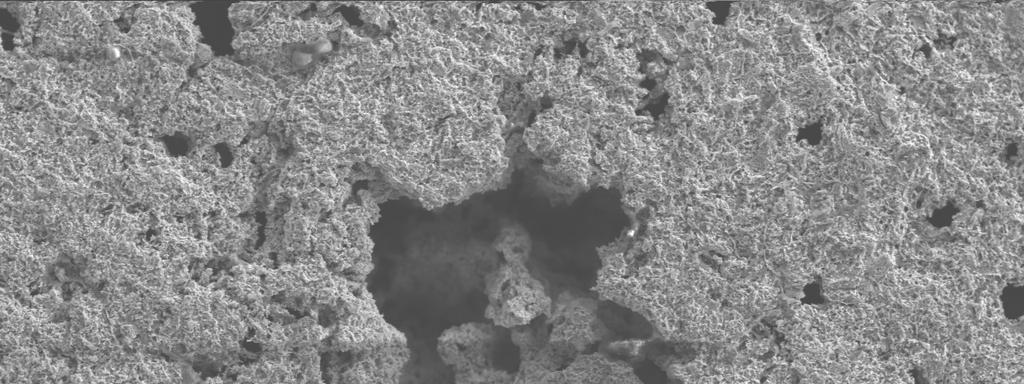
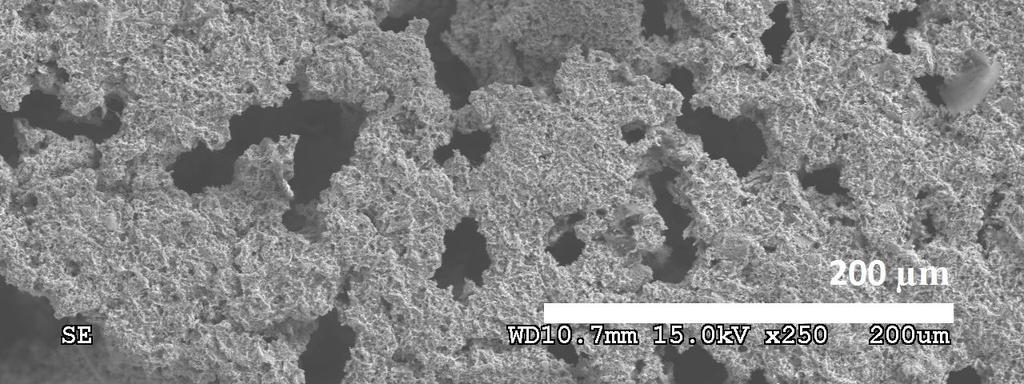
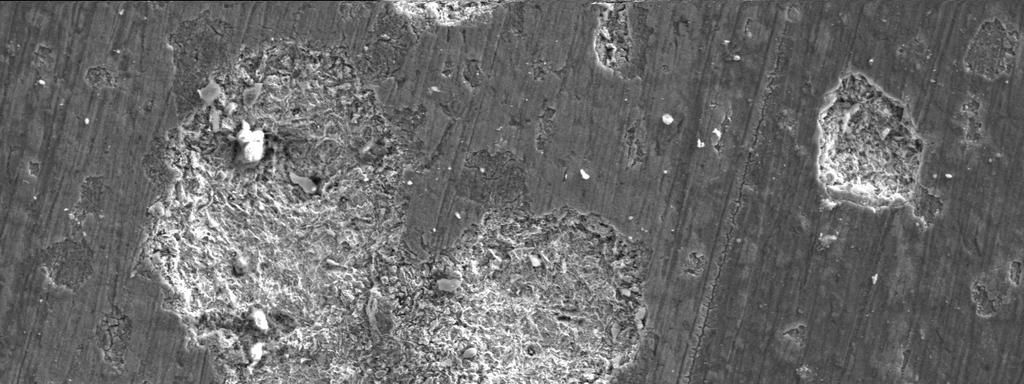
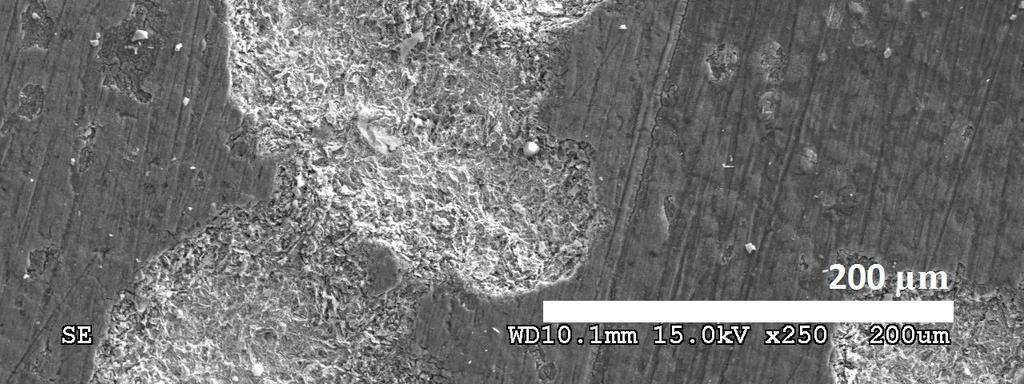
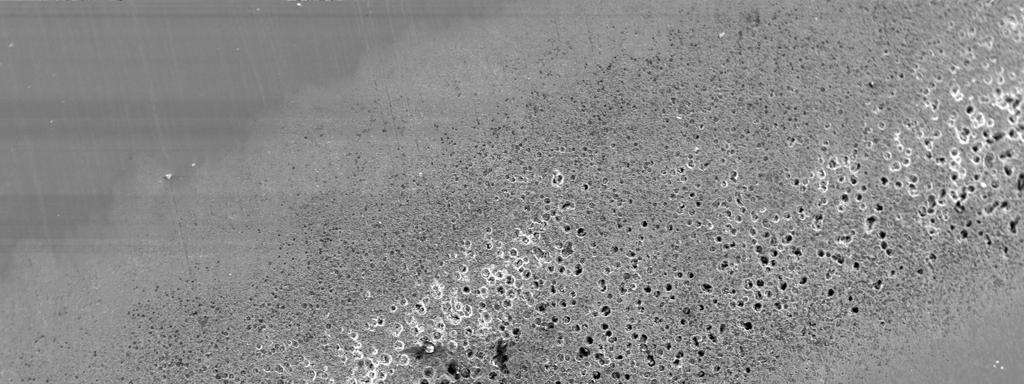
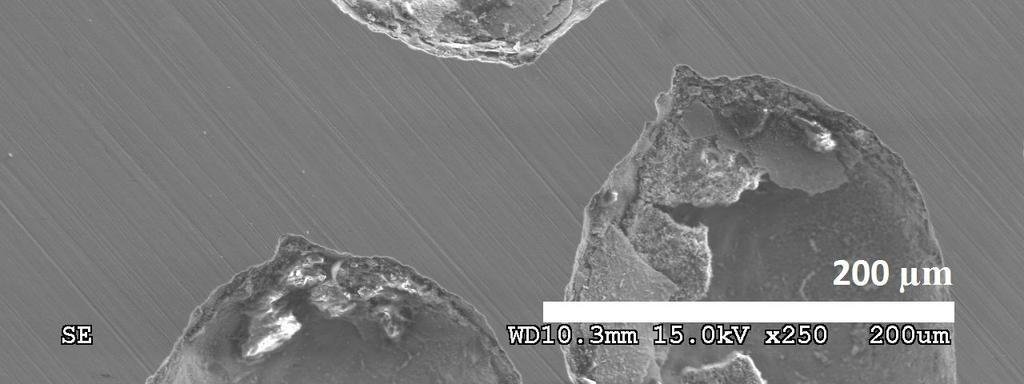
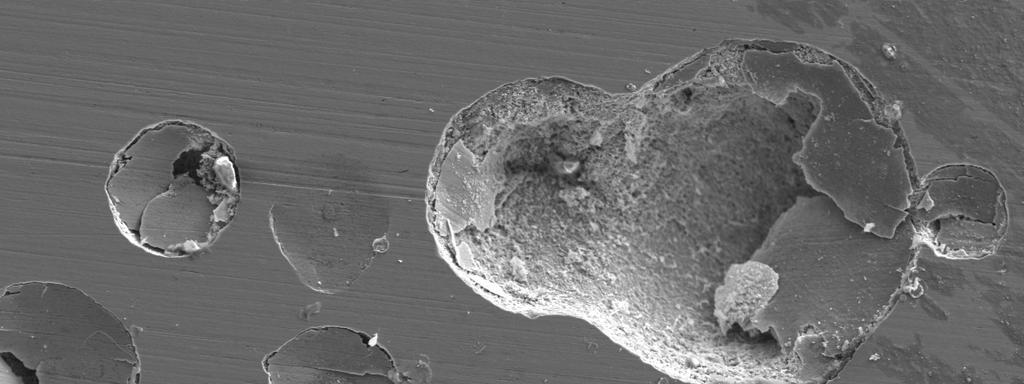
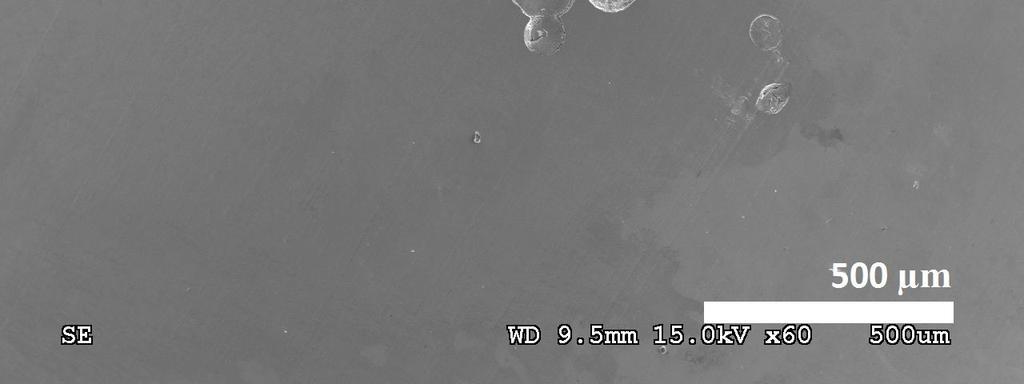
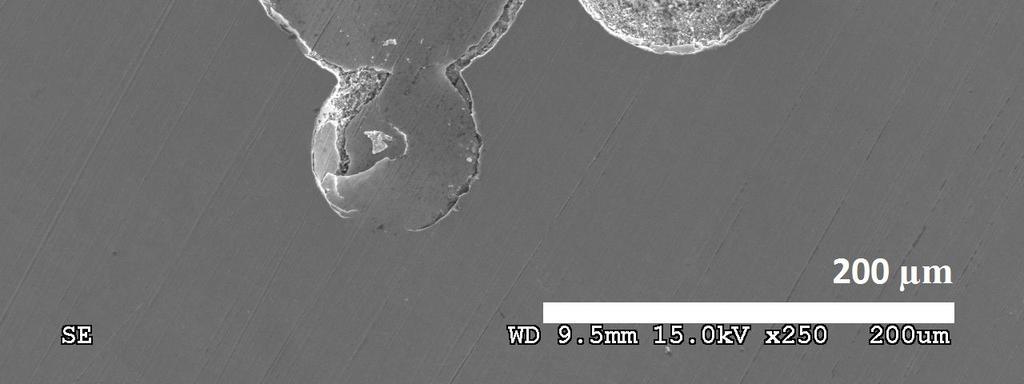
50 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Na zamieszczonych na rysunku 27 zdjęć powierzchni stali martenzytycznej możemy zaobserwować znaczące różnice w morfologii powierzchni przed i po procesie azotowania. Powierzchnia z wytworzoną warstwą azotków po ekspozycji w roztworze NaCl charakteryzuje się mniejszą liczbą wżerów mających ujście na powierzchni badanej próbki. Obserwacje przy większym powiększeniu ukazują gąbczastą strukturę warstwy azotowanej. W przypadku braku warstwy średnica wżerów jest większa i są one oddzielone litą warstwą materiału. Rysunek 28 przedstawia morfologię powierzchni stali o strukturze ferrytycznej i martenzytycznej w stanie wyjściowym i po procesie azotowania po badaniach odporności korozyjnej w roztworze Ringera. 50

51 praca magisterska SZCZEGIELNIAK A.. 51
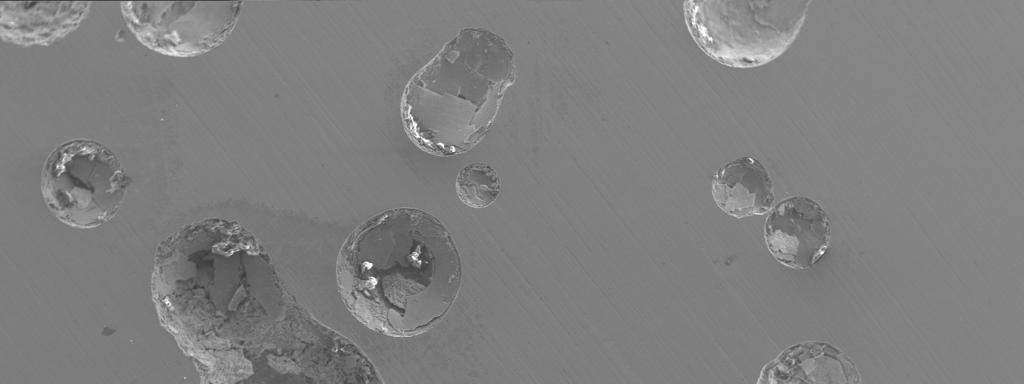
52 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego Stal 420F o strukturze ferrytycznej i martenzytycznej wykazuje podatność na korozję wżerową w środowisku płynów ustrojowych. Zastosowanie modyfikacji powierzchni w postaci azotowania jarzeniowego, powoduje znaczne różnice w zachowaniu się rozpatrywanej stali w zależności od jej struktury fazowej. W przypadku struktury ferrytycznej powstały wżery charakteryzujące się większą powierzchnią przy jednocześnie mniejszej głębokości. Podczas obserwacji powierzchni stali martenzytycznej z warstwą azotowaną nie zaobserwowano efektów procesu korozyjnego o charakterze punktowym. Nie zauważono również innych uszkodzeń powierzchni, przez co należy stwierdzić, iż obserwowany układ stal martenzytyczna 420F warstwa azotowa, cechuje się lepszą stabilnością i odpornością w danym środowisku niż materiał bez warstw oraz z warstwą i strukturze ferrytycznej. Świadczy to o bezpośrednim wpływie struktury materiału obrabianego na właściwości warstw wytwarzanych w procesie azotowania jarzeniowego. Poniżej na rysunku 29 przedstawiono powierzchnie stali o strukturze ferrytycznej oraz martenzytycznej w stanie wyjściowym i po procesie węgloazotowania po przeprowadzonym badaniu odporności korozyjnej w roztworze 0.5M NaCl. 52
53 praca magisterska SZCZEGIELNIAK A.. 53
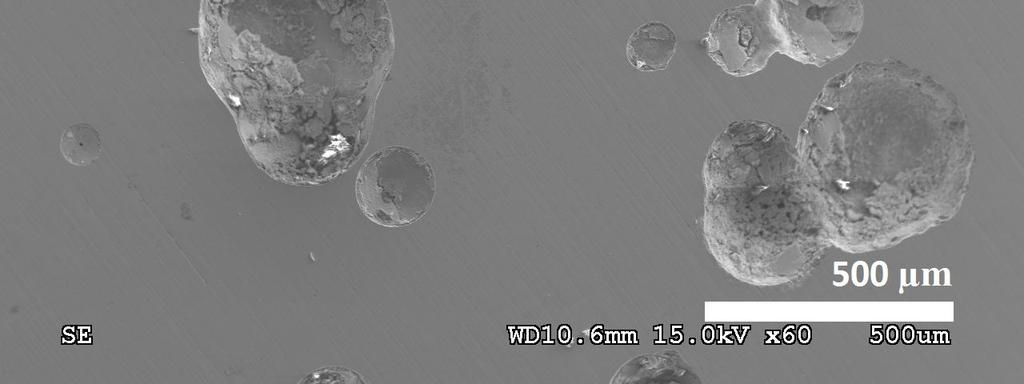
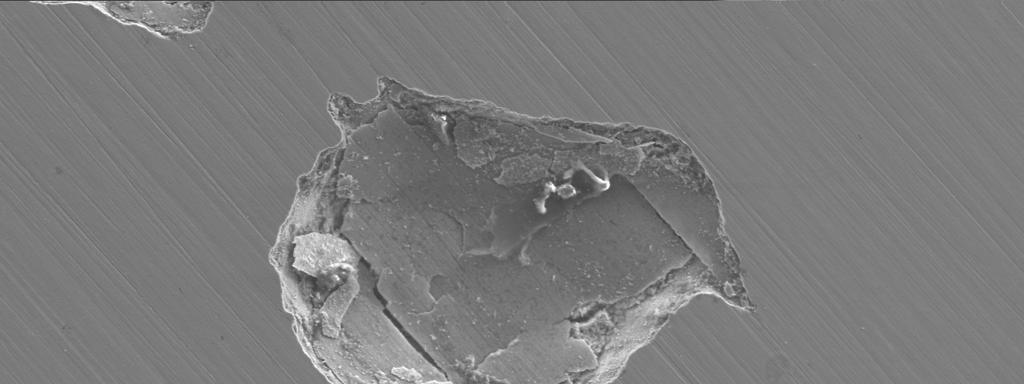
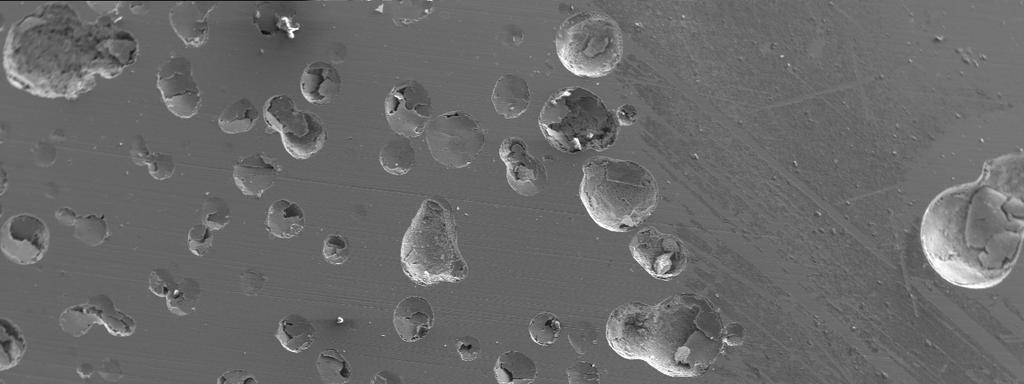
54 Wpływ niskotemperaturowego procesu azotowania i węgloazotowania jarzeniowego W przypadku stali o strukturze martenzytycznej widać jak wytworzona warstwa węgloazotowana zwiększa odporność korozyjną stali. Wżery są znacznie płytsze w porównaniu do wżerów na powierzchni próbki o strukturze martenzytycznej bez wytworzonej warstwy jak również powierzchni materiału o strukturze ferrytycznej z wytworzoną warstwą węgloazotowaną. Utleniona powierzchnia próbki jest większa dla stali o strukturze ferrytycznej. Rysunek 30 prezentuje morfologie powierzchni stali typu 420F o strukturze ferrytycznej i martenzytycznej w stanie wyjściowym i po procesie węgloazotowania po ekspozycji w roztworze Ringera w 37 ºC. 54
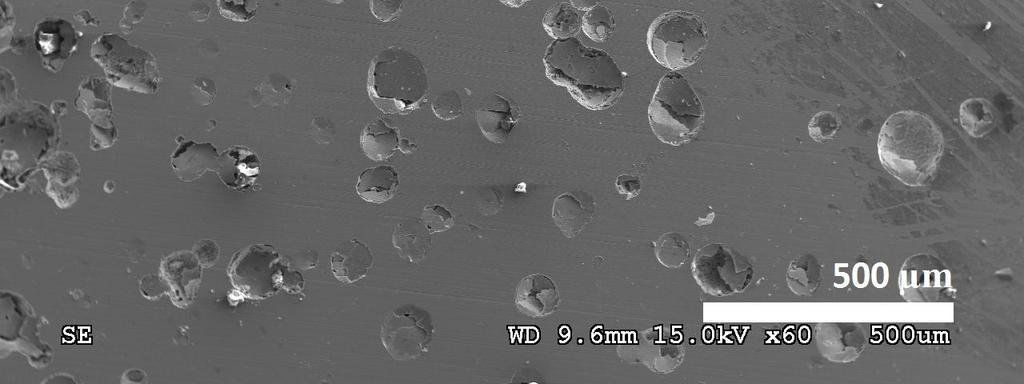


55 praca magisterska SZCZEGIELNIAK A.. 55
Politechnika Gdańska, Inżynieria Biomedyczna. Przedmiot: BIOMATERIAŁY. Metody pasywacji powierzchni biomateriałów. Dr inż. Agnieszka Ossowska
 BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
BIOMATERIAŁY Metody pasywacji powierzchni biomateriałów Dr inż. Agnieszka Ossowska Gdańsk 2010 Korozja -Zagadnienia Podstawowe Korozja to proces niszczenia materiałów, wywołany poprzez czynniki środowiskowe,
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn
 Tytuł projektu: Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn Umowa nr: TANGO1/268920/NCBR/15 Akronim: NITROCOR Planowany okres realizacji
Tytuł projektu: Innowacyjne warstwy azotowane nowej generacji o podwyższonej odporności korozyjnej wytwarzane na elementach maszyn Umowa nr: TANGO1/268920/NCBR/15 Akronim: NITROCOR Planowany okres realizacji
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu. Materiałoznawstwo i Nauka o materiałach
 Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
Akademia Morska w Szczecinie Instytut InŜynierii Transportu Zakład Techniki Transportu Instrukcja do ćwiczeń laboratoryjnych z przedmiotów Materiałoznawstwo i Nauka o materiałach Wpływ róŝnych rodzajów
PIERWIASTKI STOPOWE W STALACH. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
PIERWIASTKI STOPOWE W STALACH Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Stal stopowa stop żelaza z węglem, zawierający do ok. 2% węgla i pierwiastki
Zakres tematyczny. Podział stali specjalnych, ze względu na warunki pracy:
 STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
STAL O SPECJALNYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH Zakres tematyczny 1 Podział stali specjalnych, ze względu na warunki pracy: - odporne na korozję, - do pracy w obniżonej temperaturze, - do pracy
MATERIAŁY KONSTRUKCYJNE
 Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stal jest to stop żelaza z węglem o zawartości węgla do 2% obrobiona cieplnie i przerobiona plastycznie Stale ze względu na skład chemiczny dzielimy głównie na: Stale węglowe Stalami węglowymi nazywa się
Stale niestopowe jakościowe Stale niestopowe specjalne
 Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
Ćwiczenie 5 1. Wstęp. Do stali specjalnych zaliczane są m.in. stale o szczególnych własnościach fizycznych i chemicznych. Są to stale odporne na różne typy korozji: chemiczną, elektrochemiczną, gazową
PIERWIASTKI STOPOWE W STALACH
 PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
PIERWIASTKI STOPOWE W STALACH Stal stopowa - stop żelaza z węglem, zawierający do ok. 2 % węgla i pierwiastki (dodatki stopowe) wprowadzone celowo dla nadania stali wymaganych właściwości, otrzymany w
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 2: Materiały, kształtowniki gięte, blachy profilowane MATERIAŁY Stal konstrukcyjna na elementy cienkościenne powinna spełniać podstawowe wymagania stawiane stalom:
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale niestopowe, stopowe, konstrukcyjne, narzędziowe, specjalne. Łódź 2010
Innowacyjne rozwiązanie materiałowe implantu stawu biodrowego Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń
 Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
Innowacyjne rozwiązanie materiałowe implantu Dr inż. Michał Tarnowski Prof. dr hab. inż. Tadeusz Wierzchoń Zespół Obróbek Jarzeniowych Zakład Inżynierii Powierzchni Wydział Inżynierii Materiałowej TRIBOLOGIA
Obróbka cieplna stali
 Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
Obróbka cieplna stali Obróbka cieplna stopów: zabiegi cieplne, które mają na celu nadanie im pożądanych cech mechanicznych, fizycznych lub chemicznych przez zmianę struktury stopu. Podstawowe etapy obróbki
POLITECHNIKA CZĘSTOCHOWSKA
 POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
POLITECHNIKA CZĘSTOCHOWSKA Instytut Inżynierii Materiałowej Stale narzędziowe do pracy na zimno CEL ĆWICZENIA Celem ćwiczenia jest zapoznanie się ze składem chemicznym, mikrostrukturą, właściwościami mechanicznymi
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 159324 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 277320 (22) Data zgłoszenia: 23.01.1989 (51) Int.Cl.5: C23C 14/24
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu.
 i technologii wytwarzania wyrobu.") STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
STOPY ŻELAZA Ich właściwości zmieniające się w szerokim zakresie w zależności od składu chemicznego (rys) i technologii wytwarzania wyrobu. Ze względu na bardzo dużą ilość stopów żelaza z węglem dla ułatwienia
WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA POWIERZCHNI STALI POKRYTEJ STOPAMI NIKLU Z PIERWIASTKAMI WĘGLIKOTWÓRCZYMI
 4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
4-2010 T R I B O L O G I A 23 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jan TACIKOWSKI *, Jan K. SENATORSKI *,***, Mariusz KOPROWSKI ** WARSTWY WĘGLIKOWE WYTWARZANE W PROCESIE CHROMOWANIA PRÓŻNIOWEGO NA
PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ
 PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ nawęglanie nawęglanie w środowiskach stałych, ciekłych, gazowych nawęglanie próżniowe nawęglanie jonizacyjne azotowanie cyjanowanie aluminiowanie chromowanie
PROCESY ZACHODZĄCE PODCZAS OBRÓBKI CIEPLNO-CHEMICZNEJ nawęglanie nawęglanie w środowiskach stałych, ciekłych, gazowych nawęglanie próżniowe nawęglanie jonizacyjne azotowanie cyjanowanie aluminiowanie chromowanie
PL 178509 B1 (13) B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej
 B1. (51) IntCl6: C23C 8/26. (54) Sposób obróbki cieplno-chemicznej części ze stali nierdzewnej") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178509 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305287 (22) Data zgłoszenia: 03.10.1994 (51) IntCl6: C23C 8/26 (54)
Analiza wybranych własności użytkowych instrumentarium chirurgicznego
 Analiza wybranych własności użytkowych instrumentarium chirurgicznego Witold Walke, Zbigniew Paszenda Katedra Biomateriałów i Inżynierii Wyrobów Medycznych Wydział Inżynierii Biomedycznej, Politechnika
Analiza wybranych własności użytkowych instrumentarium chirurgicznego Witold Walke, Zbigniew Paszenda Katedra Biomateriałów i Inżynierii Wyrobów Medycznych Wydział Inżynierii Biomedycznej, Politechnika
WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ POKRYTEJ STOPEM NIKLU
 4-2011 T R I B O L O G I A 125 Ewa KASPRZYCKA *,**, Bogdan BOGDAŃSKI **, Jan TACIKOWSKI **, Jan SENATORSKI **, Dominik SMOLIŃSKI *** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA
4-2011 T R I B O L O G I A 125 Ewa KASPRZYCKA *,**, Bogdan BOGDAŃSKI **, Jan TACIKOWSKI **, Jan SENATORSKI **, Dominik SMOLIŃSKI *** WŁAŚCIWOŚCI TRIBOLOGICZNE WARSTW DUPLEX WYTWARZANYCH W PROCESIE TYTANOWANIA
MATERIAŁY SUPERTWARDE
 MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
MATERIAŁY SUPERTWARDE Twarde i supertwarde materiały Twarde i bardzo twarde materiały są potrzebne w takich przemysłowych zastosowaniach jak szlifowanie i polerowanie, cięcie, prasowanie, synteza i badania
ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ
 Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Politechnika Politechnika Koszalińska
 Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
2.1.M.03: Technologie cieplno-chemiczne
 2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
Nowoczesne stale bainityczne
 Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Nowoczesne stale bainityczne Klasyfikacja, projektowanie, mikrostruktura, właściwości oraz przykłady zastosowania Wykład opracował: dr hab. inż. Zdzisław Ławrynowicz, prof. nadzw. UTP Zakład Inżynierii
Dorota Kunkel. WyŜsza Szkoła InŜynierii Dentystycznej
 Dorota Kunkel Implant wszystkie przyrządy medyczne wykonywane z jednego lub więcej biomateriałów, które mogą być umiejscowione wewnątrz organizmu, jak też częściowo lub całkowicie pod powierzchnią nabłonka
Dorota Kunkel Implant wszystkie przyrządy medyczne wykonywane z jednego lub więcej biomateriałów, które mogą być umiejscowione wewnątrz organizmu, jak też częściowo lub całkowicie pod powierzchnią nabłonka
PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA)
") ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
ISO 9001:2008, ISO/TS 16949:2002 ISO 14001:2004, PN-N-18001:2004 PVD-COATING PRÓŻNIOWE NAPYLANIE ALUMINIUM NA DETALE Z TWORZYWA SZTUCZNEGO (METALIZACJA PRÓŻNIOWA) *) PVD - PHYSICAL VAPOUR DEPOSITION OSADZANIE
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI
 ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
ZNACZENIE POWŁOKI W INŻYNIERII POWIERZCHNI PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono zalety stosowania powłok technicznych. Zdefiniowano pojęcie powłoki oraz przedstawiono jej budowę. Pokazano
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE
 MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
MATERIAŁY STOSOWANE NA POWŁOKI PRZECIWZUŻYCIOWE PAWEŁ URBAŃCZYK Streszczenie: W artykule przedstawiono klasyfikację materiałów stosowanych na powłoki przeciwzużyciowe. Przeanalizowano właściwości fizyczne
WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW NIKLU PO OBRÓBCE CIEPLNEJ
 4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
4-2011 T R I B O L O G I A 43 Bogdan BOGDAŃSKI *, Ewa KASPRZYCKA *,**, Jerzy SMOLIK ***, Jan TACIKOWSKI *, Jan SENATORSKI *, Wiktor GRZELECKI * WŁAŚCIWOŚCI TRIBOLOGICZNE POWŁOK ELEKTROLITYCZNYCH ZE STOPÓW
STALE ODPORNE NA KOROZJĘ
 STALE ODPORNE NA KOROZJĘ STALE ODPORNE NA KOROZJĘ stale zawierające co najmniej 10,5% chromu i max. 1,20% węgla (EN 100881:2007) Podział ze względu właściwości użytkowych stale nierdzewne stale żaroodporne
STALE ODPORNE NA KOROZJĘ STALE ODPORNE NA KOROZJĘ stale zawierające co najmniej 10,5% chromu i max. 1,20% węgla (EN 100881:2007) Podział ze względu właściwości użytkowych stale nierdzewne stale żaroodporne
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
Newsletter nr 6/01/2005
 Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
Newsletter nr 6/01/2005 Dlaczego stal nierdzewna jest odporna na korozję? (część II) Stalami nazywamy techniczne stopy żelaza z węglem i z innymi pierwiastkami, zawierające do 2 % węgla (symbol chemiczny
Austenityczne stale nierdzewne
 Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
Stowarzyszenie Stal Nierdzewna ul. Ligocka 103 40-568 Katowice e-mail: ssn@stalenierdzewne.pl www.stalenierdzewne.pl Austenityczne stale nierdzewne Strona 1 z 7 Skład chemiczny austenitycznych stali odpornych
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ. Zmiany makroskopowe. Zmiany makroskopowe
 WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
WŁAŚCIWOŚCI MECHANICZNE PLASTYCZNOŚĆ Zmiany makroskopowe Zmiany makroskopowe R e = R 0.2 - umowna granica plastyczności (0.2% odkształcenia trwałego); R m - wytrzymałość na rozciąganie (plastyczne); 1
BADANIA WTRĄCEŃ TLENKOWYCH W BRĄZIE KRZEMOWYM CUSI3ZN3MNFE METODĄ MIKROANALIZY RENTGENOWSKIEJ
 BADANIA WTRĄCEŃ TLENKOWYCH W BRĄZIE KRZEMOWYM CUSI3ZN3MNFE METODĄ MIKROANALIZY RENTGENOWSKIEJ R. ROMANKIEWICZ, F. ROMANKIEWICZ Uniwersytet Zielonogórski ul. Licealna 9, 65-417 Zielona Góra 1. Wstęp Jednym
BADANIA WTRĄCEŃ TLENKOWYCH W BRĄZIE KRZEMOWYM CUSI3ZN3MNFE METODĄ MIKROANALIZY RENTGENOWSKIEJ R. ROMANKIEWICZ, F. ROMANKIEWICZ Uniwersytet Zielonogórski ul. Licealna 9, 65-417 Zielona Góra 1. Wstęp Jednym
Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński
 Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński Metoda PLD (Pulsed Laser Deposition) PLD jest nowoczesną metodą inżynierii powierzchni, umożliwiającą
Ekspansja plazmy i wpływ atmosfery reaktywnej na osadzanie cienkich warstw hydroksyapatytu. Marcin Jedyński Metoda PLD (Pulsed Laser Deposition) PLD jest nowoczesną metodą inżynierii powierzchni, umożliwiającą
ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ
 4-2015 T R I B O L O G I A 77 EWA KASPRZYCKA *, BOGDAN BOGDAŃSKI ** ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ WEAR-RESISTANT
4-2015 T R I B O L O G I A 77 EWA KASPRZYCKA *, BOGDAN BOGDAŃSKI ** ANTYŚCIERNE I ANTYKOROZYJNE WARSTWY NOWEJ GENERACJI WYTWARZANE W PROCESIE TYTANOWANIA PRÓŻNIOWEGO NA STALI NARZĘDZIOWEJ WEAR-RESISTANT
2. Biomateriały metaliczne wykorzystywane w medycynie
 Biomateriały metaliczne Najpopularniejsza definicja biomateriału brzmi następująco: biomateriał to każda substancja inna niż lek lub kombinacja substancji syntetycznych lub naturalnych, która może być
Biomateriały metaliczne Najpopularniejsza definicja biomateriału brzmi następująco: biomateriał to każda substancja inna niż lek lub kombinacja substancji syntetycznych lub naturalnych, która może być
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO NA ŚCIERANIE
 59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
59/22 Archives of Foundry, Year 2006, Volume 6, 22 Archiwum Odlewnictwa, Rok 2006, Rocznik 6, Nr 22 PAN Katowice PL ISSN 1642-5308 WPŁYW OBRÓBKI CIEPLNEJ NA WYBRANE WŁASNOŚCI STALIWA CHROMOWEGO ODPORNEGO
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła
 AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
AlfaFusion Technologia stosowana w produkcji płytowych wymienników ciepła AlfaNova to płytowy wymiennik ciepła wyprodukowany w technologii AlfaFusion i wykonany ze stali kwasoodpornej. Urządzenie charakteryzuje
PRELIMINARY BROCHURE CORRAX. A stainless precipitation hardening steel
 PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
PRELIMINARY BROCHURE CORRAX A stainless precipitation hardening steel Ogólne dane Właściwości W porównaniu do konwencjonalnych narzędziowych odpornych na korozję, CORRAX posiada następujące zalety: Szeroki
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
WĘGLOAZOTOWANIE JAKO ELEMENT OBRÓBKI CIEPLNEJ DLA ŻELIWA ADI
 54/4 Archives of Foundry, Year 2002, Volume 2, 4 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-5308 WĘGLOAZOTOWANIE JAKO ELEMENT OBRÓBKI CIEPLNEJ DLA ŻELIWA ADI D. MYSZKA 1,
54/4 Archives of Foundry, Year 2002, Volume 2, 4 Archiwum Odlewnictwa, Rok 2002, Rocznik 2, Nr 4 PAN Katowice PL ISSN 1642-5308 WĘGLOAZOTOWANIE JAKO ELEMENT OBRÓBKI CIEPLNEJ DLA ŻELIWA ADI D. MYSZKA 1,
STALE STOPOWE KONSTRUKCYJNE. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
STALE STOPOWE KONSTRUKCYJNE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali: stale spawalne o podwyższonej
PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?)
") Korozja chemiczna PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?) 1. Co to jest stężenie molowe? (co reprezentuje jednostka/ metoda obliczania/
Korozja chemiczna PODSTAWY OBLICZEŃ CHEMICZNYCH.. - należy podać schemat obliczeń (skąd się biorą konkretne podstawienia do wzorów?) 1. Co to jest stężenie molowe? (co reprezentuje jednostka/ metoda obliczania/
OBRÓBKA CIEPLNA STOPÓW ŻELAZA. Cz. I. Wyżarzanie
 OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OBRÓBKA CIEPLNA STOPÓW ŻELAZA Cz. I. Wyżarzanie Przemiany przy nagrzewaniu i powolnym chłodzeniu stali A 3 A cm A 1 Przykład nagrzewania stali eutektoidalnej (~0,8 % C) Po przekroczeniu temperatury A 1
OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH METODAMI PLAZMOWYMI
 KOMPOZYTY (COMPOSITES) 1(21)1 Władysław Włosiński 1, Tomasz Chmielewski 2 Politechnika Warszawska, Instytut Technologii Materiałowych, ul. Narbutta 85, 2-542 Warszawa OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH
KOMPOZYTY (COMPOSITES) 1(21)1 Władysław Włosiński 1, Tomasz Chmielewski 2 Politechnika Warszawska, Instytut Technologii Materiałowych, ul. Narbutta 85, 2-542 Warszawa OTRZYMYWANIE KOMPOZYTÓW METALOWO-CERAMICZNYCH
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 9 Temat: Obróbki cieplno-chemiczne i powierzchniowe Łódź 2010 1 1. Wstęp teoretyczny
METODY BADAŃ BIOMATERIAŁÓW
 METODY BADAŃ BIOMATERIAŁÓW 1 Cel badań: ograniczenie ryzyka związanego ze stosowaniem biomateriałów w medycynie Rodzaje badań: 1. Badania biofunkcyjności implantów, 2. Badania degradacji implantów w środowisku
METODY BADAŃ BIOMATERIAŁÓW 1 Cel badań: ograniczenie ryzyka związanego ze stosowaniem biomateriałów w medycynie Rodzaje badań: 1. Badania biofunkcyjności implantów, 2. Badania degradacji implantów w środowisku
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej
 Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej Łukasz Ciupiński Politechnika Warszawska Wydział Inżynierii Materiałowej Zakład Projektowania Materiałów Zaangażowanie
Zadania badawcze realizowane na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej Łukasz Ciupiński Politechnika Warszawska Wydział Inżynierii Materiałowej Zakład Projektowania Materiałów Zaangażowanie
PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI
 PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI KIERUNEK STUDIÓW: INŻYNIERIA MATERIAŁOWA Inżynieria Materiałowa: SPECJALNOŚĆ: INŻYNIERIA SPAJANIA 1. Klasyfikacja, podział i charakterystyka materiałów konstrukcyjnych.
PYTANIA NA EGZAMIN DYPLOMOWY MAGISTERSKI KIERUNEK STUDIÓW: INŻYNIERIA MATERIAŁOWA Inżynieria Materiałowa: SPECJALNOŚĆ: INŻYNIERIA SPAJANIA 1. Klasyfikacja, podział i charakterystyka materiałów konstrukcyjnych.
Materiałoznawstwo optyczne CERAMIKA OPTYCZNA
 Materiałoznawstwo optyczne CERAMIKA OPTYCZNA Szkło optyczne i fotoniczne, A. Szwedowski, R. Romaniuk, WNT, 2009 POLIKRYSZTAŁY - ciała stałe o drobnoziarnistej strukturze, które są złożone z wielkiej liczby
Materiałoznawstwo optyczne CERAMIKA OPTYCZNA Szkło optyczne i fotoniczne, A. Szwedowski, R. Romaniuk, WNT, 2009 POLIKRYSZTAŁY - ciała stałe o drobnoziarnistej strukturze, które są złożone z wielkiej liczby
PODSTAWY OBRÓBKI CIEPLNEJ
 PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
PODSTAWY OBRÓBKI CIEPLNEJ STOPÓW ŻELAZA WYŻARZANIE Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego 1. POJĘCIA PODSTAWOWE 2. PRZEMIANY PRZY NAGRZEWANIU
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977. (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977. (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.8
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2526977 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 31.01.2012 12153261.8
PL B1. POLITECHNIKA ŁÓDZKA, Łódź, PL
 PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
PL 221932 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221932 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398270 (22) Data zgłoszenia: 29.02.2012 (51) Int.Cl.
Laboratorium badań materiałowych i technologicznych. dr inż. Tomasz Kurzynowski
 Laboratorium badań materiałowych i technologicznych dr inż. Tomasz Kurzynowski Agenda Oferta badawcza Wyposażenie laboratorium Przykłady realizowanych badań Opracowanie i rozwój nowych materiałów Zastosowanie
Laboratorium badań materiałowych i technologicznych dr inż. Tomasz Kurzynowski Agenda Oferta badawcza Wyposażenie laboratorium Przykłady realizowanych badań Opracowanie i rozwój nowych materiałów Zastosowanie
PL B1. Politechnika Świętokrzyska,Kielce,PL BUP 10/08. Wojciech Depczyński,Jasło,PL Norbert Radek,Górno,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203009 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 380946 (22) Data zgłoszenia: 30.10.2006 (51) Int.Cl. C23C 26/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203009 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 380946 (22) Data zgłoszenia: 30.10.2006 (51) Int.Cl. C23C 26/02 (2006.01)
Co to jest stal nierdzewna? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Cr > 10,5% C < 1,2% Co to jest stal nierdzewna? Stop żelaza zawierający 10,5% chromu i 1,2% węgla - pierwiastki, przyczyniające się do powstania warstwy wierzchniej (pasywnej) o skłonności do samoczynnego
Materiały metalowe. Wpływ składu chemicznego na struktur i własnoci stali. Wpływ składu chemicznego na struktur stali niestopowych i niskostopowych
 i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
i własnoci stali Prezentacja ta ma na celu zaprezentowanie oraz przyblienie wiadomoci o wpływie pierwiastków stopowych na struktur stali, przygotowaniu zgładów metalograficznych oraz obserwacji struktur
MIKROSTRUKTURA I WŁAŚCIWOŚCI WARSTW MIĘDZYMETALICZNYCH NA STOPIE Ti-6Al-4V
 1-2007 PROBLEMY EKSPLOATACJI 45 Halina GARBACZ, Maciej OSSOWSKI, Piotr WIECIŃSKI, Tadeusz WIERZCHOŃ, Krzysztof J. KURZYDŁOWSKI Politechnika Warszawska, Wydział Inżynierii Materiałowej MIKROSTRUKTURA I
1-2007 PROBLEMY EKSPLOATACJI 45 Halina GARBACZ, Maciej OSSOWSKI, Piotr WIECIŃSKI, Tadeusz WIERZCHOŃ, Krzysztof J. KURZYDŁOWSKI Politechnika Warszawska, Wydział Inżynierii Materiałowej MIKROSTRUKTURA I
STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI
 PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
ZESZYTY NAUKOWE NR 1(73) AKADEMII MORSKIEJ W SZCZECINIE
 AKADEMII MORSKIEJ W SZCZECINIE") ISSN 0209-2069 ZESZYTY NAUKOWE NR 1(73) AKADEMII MORSKIEJ W SZCZECINIE EXPLO-SHIP 2004 Aleksy Patejuk, Jerzy Robert Sobiecki Podwyższenie wybranych właściwości użytkowych martenzytycznej stali zaworowej
ISSN 0209-2069 ZESZYTY NAUKOWE NR 1(73) AKADEMII MORSKIEJ W SZCZECINIE EXPLO-SHIP 2004 Aleksy Patejuk, Jerzy Robert Sobiecki Podwyższenie wybranych właściwości użytkowych martenzytycznej stali zaworowej
Wydajność w obszarze HSS
 New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
New czerwiec 2017 Nowe produkty dla techników obróbki skrawaniem Wydajność w obszarze HSS Nowe wiertło HSS-E-PM UNI wypełnia lukę pomiędzy HSS a VHM TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o.
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
5. Podsumowanie i wnioski
 5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
5. Podsumowanie i wnioski Intensywny rozwój inżynierii materiałowej jest wynikiem między innymi wzrastającego zapotrzebowania na produkty o coraz wyższych własnościach użytkowych, których powierzchnia
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom
 1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
1. Klasyfikacja narzędzi. Mechanizmy zużycia i Wymagania stawiane narzędziom Rozwój materiałów narzędziowych Historia rozwoju narzędzi sięga czasów starożytnych Znaleziono je w piramidach egipskich mają
WyŜsza Szkoła InŜynierii Dentystycznej im. prof. Meissnera
 WyŜsza Szkoła InŜynierii Dentystycznej im. prof. Meissnera ANALIZA POŁĄCZENIA WARSTW CERAMICZNYCH Z PODBUDOWĄ METALOWĄ Promotor: Prof. zw. dr hab. n. tech. MACIEJ HAJDUGA Tadeusz Zdziech CEL PRACY Celem
WyŜsza Szkoła InŜynierii Dentystycznej im. prof. Meissnera ANALIZA POŁĄCZENIA WARSTW CERAMICZNYCH Z PODBUDOWĄ METALOWĄ Promotor: Prof. zw. dr hab. n. tech. MACIEJ HAJDUGA Tadeusz Zdziech CEL PRACY Celem
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
SYLABUS. Studia Kierunek studiów Poziom kształcenia Forma studiów Inżynieria materiałowa studia pierwszego studia stacjonarne
 SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
SYLABUS Nazwa Procesy specjalne Nazwa jednostki prowadzącej Wydział Matematyczno-Przyrodniczy przedmiot Centrum Mikroelektroniki i Nanotechnologii Kod Studia Kierunek studiów Poziom kształcenia Forma studiów
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Metaloznawstwo II Metal Science II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Technologia obróbki cieplnej. Grzanie i ośrodki grzejne
 Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
Technologia obróbki cieplnej Grzanie i ośrodki grzejne Grzanie: nagrzewanie i wygrzewanie Dobór czasu grzania Rodzaje ośrodków grzejnych Powietrze Ośrodki gazowe Złoża fluidalne Kąpiele solne: sole chlorkowe
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Materiały konstrukcyjne
 Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
Materiały konstrukcyjne 2 Stal Stal jest to materiał zawierający (masowo): więcej żelaza niż jakiegokolwiek innego pierwiastka; o zawartości węgla w zasadzie mniej niż 2%; zawierający również inne pierwiastki.
Badania wytrzymałościowe
 WyŜsza Szkoła InŜynierii Dentystycznej im. prof. A.Meissnera w Ustroniu Badania wytrzymałościowe elementów drucianych w aparatach czynnościowych. Pod kierunkiem naukowym prof. V. Bednara Monika Piotrowska
WyŜsza Szkoła InŜynierii Dentystycznej im. prof. A.Meissnera w Ustroniu Badania wytrzymałościowe elementów drucianych w aparatach czynnościowych. Pod kierunkiem naukowym prof. V. Bednara Monika Piotrowska
6. OBRÓBKA CIEPLNO - PLASTYCZNA
 6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
6. OBRÓBKA CIEPLNO - PLASTYCZNA 6.1. Cel ćwiczenia Zapoznanie się z rodzajami obróbki cieplno plastycznej i ich wpływem na własności metali. 6.2. Wprowadzenie Obróbką cieplno-plastyczną, zwaną potocznie
Tytuł rozprawy: Prof. dr hab. inż. Jerzy Michalski Szkoła Główna Gospodarstwa Wiejskiego w Warszawie Wydział Inżynierii Produkcji
 Prof. dr hab. inż. Jerzy Michalski Szkoła Główna Gospodarstwa Wiejskiego w Warszawie Wydział Inżynierii Produkcji Tytuł rozprawy: RECENZJA rozprawy doktorskiej mgr inż. Krystiana Maźniaka Azotowanie jarzeniowe
Prof. dr hab. inż. Jerzy Michalski Szkoła Główna Gospodarstwa Wiejskiego w Warszawie Wydział Inżynierii Produkcji Tytuł rozprawy: RECENZJA rozprawy doktorskiej mgr inż. Krystiana Maźniaka Azotowanie jarzeniowe
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
STALE STOPOWE KONSTRUKCYJNE
 STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
STALE STOPOWE KONSTRUKCYJNE Podział stali stopowych ze względu na zastosowanie: stale konstrukcyjne stale narzędziowe stale o szczególnych właściwościach STALE STOPOWE KONSTRUKCYJNE Ważniejsze grupy stali:
L.A. Dobrzański, A.D. Dobrzańska-Danikiewicz (red.) Metalowe materiały mikroporowate i lite do zastosowań medycznych i stomatologicznych
 Metalowe materiały mikroporowate i lite do zastosowań medycznych i stomatologicznych") L.A. Dobrzański, A.D. Dobrzańska-Danikiewicz (red.) Metalowe materiały mikroporowate i lite do zastosowań medycznych i stomatologicznych Spis treści Streszczenie... 9 Abstract... 11 1. L.A. Dobrzański,
L.A. Dobrzański, A.D. Dobrzańska-Danikiewicz (red.) Metalowe materiały mikroporowate i lite do zastosowań medycznych i stomatologicznych Spis treści Streszczenie... 9 Abstract... 11 1. L.A. Dobrzański,
ZAGADNIENIA EGZAMINACYJNE
 ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
ZAGADNIENIA EGZAMINACYJNE - zagadnienia, na które należy zwrócić szczególną uwagę 1. Omówić budowę atomu. 2. Co to jest masa atomowa? 3. Omówić budowę układu okresowego pierwiastków. 4. Wyjaśnić strukturę
KOROZYJNO - EROZYJNE ZACHOWANIE STALIWA Cr-Ni W ŚRODOWISKU SOLANKI
 Barbara KALANDYK 1, Anna RAKOWSKA 2 WYDZIAŁ ODLEWNICTWA AGH ODDZIAŁ KRAKOWSKI STOP XXXII KONFERENCJA NAUKOWA z okazji Ogólnopolskiego Dnia Odlewnika 2009 Kraków, 12 grudnia 2009 r. KOROZYJNO - EROZYJNE
Barbara KALANDYK 1, Anna RAKOWSKA 2 WYDZIAŁ ODLEWNICTWA AGH ODDZIAŁ KRAKOWSKI STOP XXXII KONFERENCJA NAUKOWA z okazji Ogólnopolskiego Dnia Odlewnika 2009 Kraków, 12 grudnia 2009 r. KOROZYJNO - EROZYJNE
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH
 STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH BÖHLER M268 BÖHLER M268 VMR jest ulepszoną cieplnie stalą do przetwórstwa tworzyw sztucznych. Stal M268 VMR posiada doskonałą
STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH STAL DO PRZETWÓRSTWA TWORZYW SZTUCZNYCH BÖHLER M268 BÖHLER M268 VMR jest ulepszoną cieplnie stalą do przetwórstwa tworzyw sztucznych. Stal M268 VMR posiada doskonałą
STALE NARZĘDZIOWE DO PRACY NA GORĄCO
 Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Ćwiczenie 9 Stale narzędziowe STALE NARZĘDZIOWE DO PRACY NA ZIMNO DO PRACY NA GORĄCO SZYBKOTNĄCE NIESTOPOWE STOPOWE Rysunek 1. Klasyfikacja stali narzędziowej. Ze stali narzędziowej wykonuje się narzędzia
Projekt kluczowy. Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym. Segment nr 10
 Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Projekt kluczowy Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Segment nr 10 Nowoczesne pokrycia barierowe na krytyczne elementy silnika lotniczego Uzasadnienie podjęcia zagadnienia
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 2016/2017 Przedmiot: Podstawy Nauki o Materiałach II
 Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
CHARAKTERYSTYKA ZMIAN STRUKTURALNYCH W WARSTWIE POŁĄCZENIA SPAJANYCH WYBUCHOWO BIMETALI
 Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
Mariusz Prażmowski 1, Henryk Paul 1,2, Fabian Żok 1,3, Aleksander Gałka 3, Zygmunt Szulc 3 1 Politechnika Opolska, ul. Mikołajczyka 5, Opole. 2 Instytut Metalurgii i Inżynierii Materiałowej PAN, ul. Reymonta
Katedra Inżynierii Materiałowej
 Katedra Inżynierii Materiałowej Instrukcja do ćwiczenia z Biomateriałów pt: Dobór gatunku stali i zespołu własności mechanicznych na wytypowane narzędzia chirurgiczne dr inż. Beata Świeczko-Żurek Gdańsk
Katedra Inżynierii Materiałowej Instrukcja do ćwiczenia z Biomateriałów pt: Dobór gatunku stali i zespołu własności mechanicznych na wytypowane narzędzia chirurgiczne dr inż. Beata Świeczko-Żurek Gdańsk