Rodzaje połączeń Połączenia
|
|
|
- Daria Lipińska
- 6 lat temu
- Przeglądów:
Transkrypt
1 Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie śrubowe, klinowe, kołkowe, sworzniowe, nitowe wpustowe
2 Spawanie - odmiana spajania, w którym łączone brzegi oraz spoiwo ulegają stopieniu a proces przebiega bez wywarcia docisku. Spoina powstaje w wyniku przesuwania się punktowego źródła ciepła wzdłuż osi spoiny. Zalety: - łatwość i szybkość wykonania - prosta konstrukcja: brak elementów dodatkowych, mała masa - możliwość pełnej automatyzacji Wady: - problemy ze spawaniem niektórych materiałów - dodatkowe naprężenia i odkształcenia - konieczna wykwaliikowana kadra - konieczne specjalistyczne urządzenia
3 Rodzaje połączeń
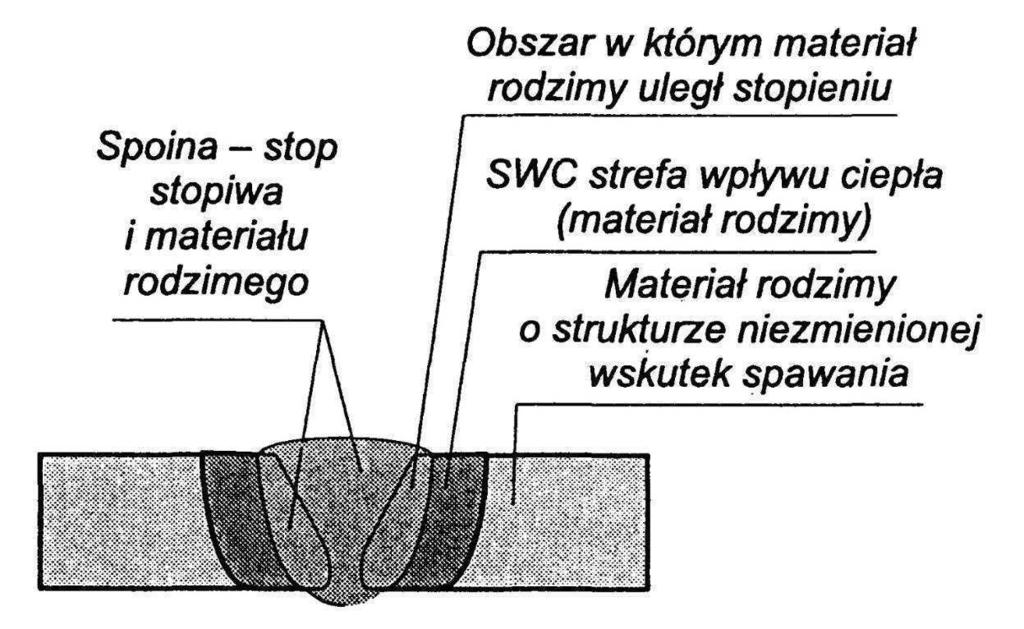
4 W złączu spawanym i w jego otoczeniu wyróżnia się: - spoinę, - strefę wpływu ciepła (SWC) w materiale rodzimym, - materiał rodzimy. Spoina jest stopem spoiwa i materiału rodzimego (stopione brzegi łączonych elementów). Strefa wpływu ciepła (SWC) to część materiału podstawowego, nie poddana roztopieniu, której struktura i własności zmieniły się w wyniku nagrzania przy spajaniu Napoina - metal naniesiony na podłoże za pomocą spawania Spoiwo - materiał przeznaczony do utworzenia spoiny lub napoiny (elektrody, druty) Jeziorko spawalnicze - metal lub metal i żużel w stanie płynnym w czasie układania spoiny Spawalność - podatność materiału do tworzenia złącz spawalniczych. - dla metali żelaznych (stale, staliwa, żeliwa) spawalność zależy od zawartości węgla. Materiał jest dobrze spawalny gdy zawartość węgla nie przekracza 0.25 %. - dla metali kolorowych i tworzyw sztucznych ważna jest podatność na utlenianie w wysokich temp. Dlatego materiały te są trudno spawalne i wymagają osłony gazowej.

5 Rodzaje połączeń
6 Rodzaje spoin: I. Ze względu na przeznaczenie: - nośnie (przenoszą obciążenia) - pomocnicze (nie przenoszą obciążeń) - szczepne - napawane - uszczelniające II. Ze względu na sposób wykonania: - ciągłe - przerywane







7 Rodzaje spoin: III. Ze względu na kształt - doczołowe - narożne - teowe - przyległe - krzyżowe - zakładkowe - pachwinowe - otworowe - jedno-, dwu-, wielowarstwowe
8 Rodzaje metod spawania: - gazowe spawanie w którym źródłem ciepła jest płomień gazowy - elektryczne spawanie przy użyciu energii elektrycznej jako źródła ciepła - łukowe spawanie w którym źródłem ciepła jest elektryczny łuk spawalniczy - łukiem krytym spawanie łukowe w którym łuk jarzy się pod warstwą topnika - łukowe w osłonie gazów spawanie w którym łuk wraz z miejscem spawania chronione są strumieniem gazu osłonowego lub znajdują się w przestrzeni wypełnionej tym gazem (MIG, MAG, TIG) - plazmowe spawanie w którym łuk plazmowy jarzy się pomiędzy elektrodą nietopliwą a spawanym przedmiotem - żużlowe spawanie elektryczne w którym elektroda stapiana jest bezłukowo w warstwie ciekłego żużla - elektronowe spawanie w którym ciepło dostarczone jest przez zogniskowaną wiązkę elektronów - laserowe spawanie w którym ciepło dostarczone jest przez spójne i monochromatyczne promieniowanie laserowe
 wynosi ok. 59 000 kj/m 3, co pozwala na osiąganie temperatury płomienia do ok. 3200ºC.")
9 Spawanie gazowe Źródłem ciepła jest płomień gazu spalającego się w atmosferze tlenu lub powietrza. Najczęściej stosowany jest acetylen C 2 H 2 w atmosferze tlenu. Wartość opałowa acetylenu (większa niż innych gazów) wynosi ok kj/m 3, co pozwala na osiąganie temperatury płomienia do ok. 3200ºC. Cechą charakterystyczną spawania gazowego jest szeroka strefa wpływu ciepła (SWC), i pofałdowanie materiału przy spawaniu cienkich blach. Z procesem tym związana jest niska skłonność do utwardzania i tworzenia pęknięć w związku z wolnym stygnięciem.
10 Spawanie gazowe W płomieniu palnika wyodrębnia się strefy: - jądro temperatura dochodzi do 1000ºC, - strefa redukcyjna ponad 3000ºC - kita do 1400ºC. W czasie spawania na spoinę powinna oddziaływać strefa redukcyjna. Nadmierne zbliżenie dyszy do spoiny powoduje nawęglenie co prowadzi do zwiększenia twardości i kruchości spoiny. Oddziaływanie strefy trzeciej prowadzi do utleniania się spoiny.
11 Łukowe (elektryczne) Element spawany włączony jest w obwód elektryczny jako jeden z biegunów. Drugim jest elektroda. Obwód zamyka łuk elektryczny jarzący się między elektrodą i przedmiotem spawanym. Łuk powoduje nadtapianie materiału rodzimego i topienie spoiwa (elektrody w przypadku elektrody topliwej lub drutu w przypadku elektrody nietopliwej). Głównym przewodnikiem prądu w łuku jest słup plazmy (strumień silnie zjonizowanych cząsteczek). Najwyższe temperatury pracy: - dla elektrody nietopliwej do ºC, - dla elektrody topliwej do 6000ºC osiągane są w osi strumienia plazmy i zależą od natężenia prądu i rodzaju gazu. W zależności od sposobu ochrony spoiny w spawaniu łukowym wyróżnia się spawanie: - łukiem swobodnym (elektrodą otuloną), - łukiem krytym, - w osłonie gazowej gazów czynnych lub obojętnych.



12 Spawanie łukiem swobodnym Łuk jarzy się miedzy elementem a elektrodą. Często stosuje się elektrody otulone. Spawanie łukiem krytym Łuk jarzy się między elementem a elektrodą ale jest schowany pod warstwą topnika.
 lub GTAW (Gas Tungsten Arc Welding) metoda spawania nietopliwą elektrodą wolframową w osłonie gazów obojętnych takich jak argon, hel lub ich mieszanki, ze")
13 Spawanie w osłonie gazowej Łuk jarzy się między elementem a elektrodą w osłonie gazów wypływających z dyszy. Elektroda nie zawsze jest spoiwem. TIG (Tungsten Inert Gas) lub GTAW (Gas Tungsten Arc Welding) metoda spawania nietopliwą elektrodą wolframową w osłonie gazów obojętnych takich jak argon, hel lub ich mieszanki, ze spoiwem w postaci dodatkowego drutu z metalu.


14 Spawanie w osłonie gazowej Łuk jarzy się między elementem a elektrodą w osłonie gazów wypływających z dyszy. Elektroda nie zawsze jest spoiwem. Spawanie MIG/MAG (Metal Inert/Active Gas) spawanie elektrodą topliwą w osłonie gazów obojętnych lub aktywnych. Jako gazy osłonowe obojętne stosuje się argon lub hel, a jako gazy osłonowe aktywne dwutlenek węgla lub jego mieszaninę z argonem.


15 Spawanie plazmowe Łuk jarzy się między dwoma elektrodami w celu utworzenia plazmy która w osłonie gazów wypływających z dyszy rozgrzewa elementy łączone. Spoiwo jest dostarczane oddzielnie. Temperatura plazmy dochodzi do ºC. Spawanie można prowadzić stosując: - elektrodę nietopliwą bez dodawania spoiwa lub z dodatkiem spoiwa - elektrodą topliwą
 - można spawać ze sobą różne metale - spawanie elementy o grubości od 1µm do 50 mm - wiązkę światła można doprowadzić")
16 Spawanie laserowe Podobne do spawania plazmowego. Spawanie odbywa się w osłonie gazu obojętnego (argon). Źródłem ciepła jest spójna skoncentrowana wiązka światła o długości fali 1 10 µm. - prawie nie istnieją ograniczenia materiałowe (pewne dla miedzi i aluminium) - można spawać ze sobą różne metale - spawanie elementy o grubości od 1µm do 50 mm - wiązkę światła można doprowadzić systemem luster lub światłowodem



17 Spawanie elektronowe Energię dostarcza skoncentrowana wiązka elektronów. Można wykonać głębokie i wąskie spoiny (20:1) z dużą szybkością 20m/min. Spawanie odbywa się w próżni co eliminuje zanieczyszczenie jeziorka spawalniczego.
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
Podstawy Konstrukcji Maszyn
 Podsawy Konsrukcji Maszyn Wykład 13 Dr inŝ. Jacek Czarnigowski Połączenia w konsrukcji maszyn Połączenia Pośrednie Rozłączne Kszałowe: - wpusowe, - klinowe, - kołkowe Nierozłączne Niowe Bezpośrednie Kszałowe:
Podsawy Konsrukcji Maszyn Wykład 13 Dr inŝ. Jacek Czarnigowski Połączenia w konsrukcji maszyn Połączenia Pośrednie Rozłączne Kszałowe: - wpusowe, - klinowe, - kołkowe Nierozłączne Niowe Bezpośrednie Kszałowe:
CZ.1. Spoina - część złącza, która powstaje ze stopionych. Stopiwo - metal otrzymywany ze stopienia. elektrody.
 Spawalnictwo metali jest to dział technologii obejmujący procesy spajania, tj. trwałego łączenia metali przez uzyskiwanie ciągłości materiałowej w miejscu, gdzie ma powstać złącze. SPAWALNICTWO CZ.1 spawanie
Spawalnictwo metali jest to dział technologii obejmujący procesy spajania, tj. trwałego łączenia metali przez uzyskiwanie ciągłości materiałowej w miejscu, gdzie ma powstać złącze. SPAWALNICTWO CZ.1 spawanie
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG
 Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas
 Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
Charakterystyka procesu i rodzaje spawania
 Charakterystyka procesu i rodzaje spawania Wiadomości ogólne Spajanie jest to metoda łączenia materiałów, w wyniku, której uzyskuje się połączenie o fizycznej ciągłości materiałowej. Pojęcie spajania obejmuje
Charakterystyka procesu i rodzaje spawania Wiadomości ogólne Spajanie jest to metoda łączenia materiałów, w wyniku, której uzyskuje się połączenie o fizycznej ciągłości materiałowej. Pojęcie spajania obejmuje
Centrum Zaopatrzenia Technicznego Utworzono : 05 luty 2017
 Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
ĆWICZENIE SP-2. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
NAPRAWA USZKODZONYCH WIRNIKÓW TURBIN PAROWYCH PRZY ZASTOSOWANIU TECHNOLOGII SPAWANIA NA PODSTAWIE DOŚWIADCZEŃ FIRMY TURBOCARE
 NAPRAWA USZKODZONYCH WIRNIKÓW TURBIN PAROWYCH PRZY ZASTOSOWANIU TECHNOLOGII SPAWANIA NA PODSTAWIE DOŚWIADCZEŃ FIRMY TURBOCARE Specjalista ds. spawania mgr inż. Marek Nogalski TURBOCARE Sp. z o.o., Wrocław
NAPRAWA USZKODZONYCH WIRNIKÓW TURBIN PAROWYCH PRZY ZASTOSOWANIU TECHNOLOGII SPAWANIA NA PODSTAWIE DOŚWIADCZEŃ FIRMY TURBOCARE Specjalista ds. spawania mgr inż. Marek Nogalski TURBOCARE Sp. z o.o., Wrocław
Wiadomości ogólne o łączeniu metali
 Wiadomości ogólne o łączeniu metali Połączenia części maszyn dzieli się na nierozłączne, w których części złączone lub łączniki (części łączące) ulegają uszkodzeniu przy rozłączaniu połączenia, oraz rozłączne,
Wiadomości ogólne o łączeniu metali Połączenia części maszyn dzieli się na nierozłączne, w których części złączone lub łączniki (części łączące) ulegają uszkodzeniu przy rozłączaniu połączenia, oraz rozłączne,
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
Osłonowe gazy spawalnicze. w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Metody spawania stali nierdzewnych.
 Metody spawania stali nierdzewnych. Procesy spawalnicze są najbardziej rozwiniętą i ugruntowaną technologią łączenia, powszechnie wykorzystywaną przy wytwarzaniu wyrobów ze stali nierdzewnych. Znajomość
Metody spawania stali nierdzewnych. Procesy spawalnicze są najbardziej rozwiniętą i ugruntowaną technologią łączenia, powszechnie wykorzystywaną przy wytwarzaniu wyrobów ze stali nierdzewnych. Znajomość
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
ORZECZENIE Nr ZT/281/10
 INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 4: Spawanie i zgrzewanie cienkościennych elementów konstrukcyjnych POŁĄCZENIA INFORMACJE OGÓLNE Projektując połączenia (styki, węzły) należy brać pod uwagę czynniki
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 4: Spawanie i zgrzewanie cienkościennych elementów konstrukcyjnych POŁĄCZENIA INFORMACJE OGÓLNE Projektując połączenia (styki, węzły) należy brać pod uwagę czynniki
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Projektowanie i obliczanie połączeń i węzłów konstrukcji stalowych. Tom 1
 Projektowanie i obliczanie połączeń i węzłów konstrukcji stalowych. Tom 1 Jan Bródka, Aleksander Kozłowski (red.) SPIS TREŚCI: Wstęp 1. Zagadnienia ogólne (Jan Bródka) 1.1. Materiały i wyroby 1.2. Systematyka
Projektowanie i obliczanie połączeń i węzłów konstrukcji stalowych. Tom 1 Jan Bródka, Aleksander Kozłowski (red.) SPIS TREŚCI: Wstęp 1. Zagadnienia ogólne (Jan Bródka) 1.1. Materiały i wyroby 1.2. Systematyka
1. Harmonogram. Data realizacji. Godziny realizacji zajęć od-do. Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali)
") Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
Przedmowa 19 O zespole autorskim 21. Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23. Literatura... 35
 Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
OPIS PRZEDMIOTU ZAMÓWIENIA 3. CPV Wymogi techniczne Zgodnie z załącznikiem nr 1
 Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
ZAŁĄCZNIK NR 2 - LISTA KONTROLNA SPAJANIE
 Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG
 HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
Wytwarzanie i przetwórstwo polimerów!
 Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
Wykonywanie połączeń spajanych 311[20].Z1.04
![Wykonywanie połączeń spajanych 311[20].Z1.04](/thumbs/24/2730023.jpg "Wykonywanie połączeń spajanych 311[20].Z1.04") MINISTERSTWO EDUKACJI i NAUKI Waldemar Kula Wykonywanie połączeń spajanych 311[20].Z1.04 Poradnik dla ucznia Wydawca Instytut Technologii Eksploatacji Państwowy Instytut Badawczy Radom 2005 0 Recenzenci:
MINISTERSTWO EDUKACJI i NAUKI Waldemar Kula Wykonywanie połączeń spajanych 311[20].Z1.04 Poradnik dla ucznia Wydawca Instytut Technologii Eksploatacji Państwowy Instytut Badawczy Radom 2005 0 Recenzenci:
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH
 EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
Zgrzewanie
 Zgrzewanie I LUTOWANIE Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła oraz docisku i z podgrzaniem materiału rodzimego dotemperatury mięknięcia. ZGRZEWANIE ZGRZEWANIE OPOROWE OPOROWE
Zgrzewanie I LUTOWANIE Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła oraz docisku i z podgrzaniem materiału rodzimego dotemperatury mięknięcia. ZGRZEWANIE ZGRZEWANIE OPOROWE OPOROWE
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
LASEROWA OBRÓBKA MATERIAŁÓW Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych na różnych materiałach: o trudno obrabialnych takich jak diamenty, metale twarde, o miękkie
PRACA DYPLOMOWA INŻYNIERSKA ANNA GROCHOWSKA WPŁYW METOD I TECHNOLOGII SPAWANIA NA KSZTAŁTOWANIE JAKOŚCI ZŁĄCZY SPAWANYCH STALI NIERDZEWNEJ
 POLITECHNIKA WARSZAWSKA WYDZIAŁ INŻYNIERII MATERIAŁOWEJ PRACA DYPLOMOWA INŻYNIERSKA ANNA GROCHOWSKA WPŁYW METOD I TECHNOLOGII SPAWANIA NA KSZTAŁTOWANIE JAKOŚCI ZŁĄCZY SPAWANYCH STALI NIERDZEWNEJ THE INFLUENCE
POLITECHNIKA WARSZAWSKA WYDZIAŁ INŻYNIERII MATERIAŁOWEJ PRACA DYPLOMOWA INŻYNIERSKA ANNA GROCHOWSKA WPŁYW METOD I TECHNOLOGII SPAWANIA NA KSZTAŁTOWANIE JAKOŚCI ZŁĄCZY SPAWANYCH STALI NIERDZEWNEJ THE INFLUENCE
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych. Linde Gas
 Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
(12) OPIS PATENTOWY (19) PL (11) PL B1 (13) B1 B23K 9/02. (54) Sposób spajania części metalowych za pomocą spawania lukowego
 OPIS PATENTOWY (19) PL (11) PL B1 (13) B1 B23K 9/02. (54) Sposób spajania części metalowych za pomocą spawania lukowego") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175594 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306949 (22) Data zgłoszenia: 25.01.1995 (51) IntCl6: B23K 33/00 B23K
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 175594 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306949 (22) Data zgłoszenia: 25.01.1995 (51) IntCl6: B23K 33/00 B23K
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694. (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694. (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.0
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.0
Połączenia jednostek montażowych. Podstawy Technik Wytwarzania II dr inż. Marcin Słoma
 Połączenia jednostek montażowych Podstawy Technik Wytwarzania II dr inż. Marcin Słoma Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe,
Połączenia jednostek montażowych Podstawy Technik Wytwarzania II dr inż. Marcin Słoma Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe,
Przygotowanie złączy dla spoin
 złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
LASEROWA OBRÓBKA MATERIAŁÓW
 LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
LASEROWA OBRÓBKA MATERIAŁÓW Cechy laserowych operacji technologicznych Promieniowanie laserowe umożliwia wykonanie wielu dokładnych operacji technologicznych Na różnych materiałach: o Trudno obrabialnych
Prezentacja Przedsiębiorstwa Energetyki Cieplnej Sp. z o.o. w Rudzie Śląskiej
 Prezentacja Przedsiębiorstwa Energetyki Cieplnej Sp. z o.o. w Rudzie Śląskiej III FORUM TECHNOLOGII CIEPŁOWNICZYCH 17-19 listopada 2014, Busko-Zdrój Badanie metodą ultradźwiękową obwodowych złączy spawanych
Prezentacja Przedsiębiorstwa Energetyki Cieplnej Sp. z o.o. w Rudzie Śląskiej III FORUM TECHNOLOGII CIEPŁOWNICZYCH 17-19 listopada 2014, Busko-Zdrój Badanie metodą ultradźwiękową obwodowych złączy spawanych
BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH
 PRZEPISY PUBLIKACJA NR 22/P BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH 1994 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów
PRZEPISY PUBLIKACJA NR 22/P BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH 1994 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów
PODATNOŚĆ NA KOROZJĘ NAPRĘŻENIOWĄ ZŁĄCZY SPAWANYCH ŁUKOWO STOPU AW 5059 ALUSTAR
 Krzysztof Dudzik Akademia Morska w Gdyni PODATNOŚĆ NA KOROZJĘ NAPRĘŻENIOWĄ ZŁĄCZY SPAWANYCH ŁUKOWO STOPU AW 5059 ALUSTAR W artykule omówiono metody spawania łukowego w osłonie gazów obojętnych (MIG, TIG)
Krzysztof Dudzik Akademia Morska w Gdyni PODATNOŚĆ NA KOROZJĘ NAPRĘŻENIOWĄ ZŁĄCZY SPAWANYCH ŁUKOWO STOPU AW 5059 ALUSTAR W artykule omówiono metody spawania łukowego w osłonie gazów obojętnych (MIG, TIG)
..co to jest spawanie orbitalne TIG?
 ..co to jest spawanie orbitalne TIG? WSTĘP Wymagania w zakresie jakości, standardów, monitorowania i możliwości śledzenia zmuszają firmy z branży przemysłowej do coraz częstszego uciekania się do procesów
..co to jest spawanie orbitalne TIG? WSTĘP Wymagania w zakresie jakości, standardów, monitorowania i możliwości śledzenia zmuszają firmy z branży przemysłowej do coraz częstszego uciekania się do procesów
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC
 Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
Spawarka S-AC200P BASIC Spawarka S-AC200P BASIC SPECYFIKACJA TECHNICZNA SPECYFIKACJA TECHNICZNA Model S-AC200P BASIC Stan Nowy Napięcie wejściowe 230 V, 1-fazowe Częstotliwość (Hz) 50/60 Cykl pracy 60%
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002
 Zastępuje: PN-EN 1708-1:2002") PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
Specyfikacja istotnych warunków zamówienia
 VLASSENROOT POLSKA SP Z O.O. Specyfikacja istotnych warunków zamówienia Drut spawalniczy 23.06.2014 Specyfikacja istotnych warunków zamówienia na drut spawalniczy w ramach postępowania w trybie przetargu
VLASSENROOT POLSKA SP Z O.O. Specyfikacja istotnych warunków zamówienia Drut spawalniczy 23.06.2014 Specyfikacja istotnych warunków zamówienia na drut spawalniczy w ramach postępowania w trybie przetargu
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach )
") C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
Właściwa jakość i wydajność. CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych.
 CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
PS-02 Programy szkoleń spawaczy
 PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
TOM 1. Przedmowa 19 O zespole autorskim Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura 35
 TOM 1 Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp 37 2.1. Nagrzewanie
TOM 1 Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp 37 2.1. Nagrzewanie
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141
 HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
Technologie Materiałowe II Spajanie materiałów
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 12 Lutowanie miękkie (SOLDERING) i twarde (BRAZING) dr inż. Dariusz Fydrych Kierunek
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 12 Lutowanie miękkie (SOLDERING) i twarde (BRAZING) dr inż. Dariusz Fydrych Kierunek
Proces spawania POLETYLENU
 Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) (96) Data i numer zgłoszenia patentu europejskiego:") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1707296 (96) Data i numer zgłoszenia patentu europejskiego: 23.03.06 06006031.6 (13) T3 (1) Int. Cl. B23K9/173 B23K3/38 (06.01)
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 1707296 (96) Data i numer zgłoszenia patentu europejskiego: 23.03.06 06006031.6 (13) T3 (1) Int. Cl. B23K9/173 B23K3/38 (06.01)
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
Technologie Materiałowe II Spajanie materiałów
 KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 14 i 15 Spawalność podstawowych metali stosowanych w technice dr inż. Dariusz
KATEDRA INŻYNIERII MATERIAŁOWEJ I SPAJANIA ZAKŁAD INŻYNIERII SPAJANIA Technologie Materiałowe II Spajanie materiałów Wykład 14 i 15 Spawalność podstawowych metali stosowanych w technice dr inż. Dariusz
TECHNIKI WYTWARZANIA
 TECHNIKI WYTWARZANIA Metalurgia i odlewnictwo TW-01 V W1, L2 (3 pkt.) Semestr V WYKŁADY: Ogólna charakterystyka technologii odlewów. Charakterystyka surowców i materiałów niemetalowych. Surowce podstawowe
TECHNIKI WYTWARZANIA Metalurgia i odlewnictwo TW-01 V W1, L2 (3 pkt.) Semestr V WYKŁADY: Ogólna charakterystyka technologii odlewów. Charakterystyka surowców i materiałów niemetalowych. Surowce podstawowe
Charakterystyka ogólna. 2 Optymalizacja Sterowanie procesem Pulse-on-Pulse
 Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Procesy spawania gazowego i cięcia termicznego, specjalne metody spawania
 Obszar : Nauki techniczne Nazwa Studiów Podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych Profil (ogólno-akademicki czy praktyczny): Praktyczny Nazwa podstawowej jednostki
Obszar : Nauki techniczne Nazwa Studiów Podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych Profil (ogólno-akademicki czy praktyczny): Praktyczny Nazwa podstawowej jednostki
Połą. łączenia elementów w maszyn
 Połą łączenia elementów w maszyn Każda obiekt techniczny (maszyna, urządzenie lub mechanizm) Ogólna składa charakterystyka się z oddzielnych połączeń elementów w jakiś sposób ze sobą powiązanych. maszynowych
Połą łączenia elementów w maszyn Każda obiekt techniczny (maszyna, urządzenie lub mechanizm) Ogólna składa charakterystyka się z oddzielnych połączeń elementów w jakiś sposób ze sobą powiązanych. maszynowych
METALURGIA EKSTRAKCYJNA ŻELAZA
 AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
AKADEMIA GÓRNICZO HUTNICZA im. Stanisława Staszica w Krakowie WYDZIAŁ INŻYNIERII METALI I INFORMATYKI PRZEMYSŁOWEJ Prof. dr hab. inż. Andrzej Łędzki Dr inż. Andrzej Michaliszyn Dr inż. Arkadiusz Klimczyk
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: OTRZYMYWANIE STOPÓW ŻELAZA Z WĘGLEM. 2016-01-24 1 1. Stopy metali. 2. Odmiany alotropowe żelaza. 3.
Spawanie metodą MIG (w osłonie gazu obojętnego) oraz metodą MAG (w osłonie gazu czynnego)... 11
 oraz metodą MAG (w osłonie gazu czynnego)... 11") INSTRUKCJA OBSŁUGI WeldPlay Zatrudniaj spawaczy, zorganizuj im szkolenie i otwieraj nowe stanowiska spawalnicze. Stań się prawdziwym menedżerem przedsiębiorstwa spawalniczego. Przyjmuj i realizuj coraz
INSTRUKCJA OBSŁUGI WeldPlay Zatrudniaj spawaczy, zorganizuj im szkolenie i otwieraj nowe stanowiska spawalnicze. Stań się prawdziwym menedżerem przedsiębiorstwa spawalniczego. Przyjmuj i realizuj coraz
RMD Boats, Robert Draszyński Tel: ,
 Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Spis treści. Przedmowa 7. Piśmiennictwo 8
 Projektowanie i obliczanie połączeń i węzłów konstrukcji stalowych. T. 1 / pod red. Jana Bródki i Aleksandra Kozłowskiego ; Jan Bródka [et al.]. wyd. 2. Rzeszów, cop. 2013 Spis treści Przedmowa 7 Piśmiennictwo
Projektowanie i obliczanie połączeń i węzłów konstrukcji stalowych. T. 1 / pod red. Jana Bródki i Aleksandra Kozłowskiego ; Jan Bródka [et al.]. wyd. 2. Rzeszów, cop. 2013 Spis treści Przedmowa 7 Piśmiennictwo
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas
 Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas Wymagający materiał, niezawodny gaz. Właściwy dobór gazu osłonowego ma istotny wpływ na jakość uzyskanych połączeń
Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas Wymagający materiał, niezawodny gaz. Właściwy dobór gazu osłonowego ma istotny wpływ na jakość uzyskanych połączeń
Metoda TIG (GTAW) Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG
 Metoda TIG (GTAW) Spawanie TIG: Charakterystyka procesu, dobór urządzeń. Dobór urządzeń do spawania metodą TIG TIG") Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Spawanie : Charakterystyka procesu, dobór urządzeń Metoda (GTAW) Metoda (GTAW) Dobór urządzeń do spawania metodą Chłodziwo wchodzące (zimne) Przewód prądowy Uchwyt Dysza gazowa Gaz osłonowy wchodzący Elektroda
Ogólne informacje o spawaniu drutami rdzeniowymi
 Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
TIG. Urządzenia do spawania metodą TIG. Urządzenia do spawania metodą TIG i MMA / DC /
 TIG Urządzenia do spawania metodą TIG i MMA / DC / Urządzenia do spawania metodą TIG Buddy Tig 160 str. 42 Caddy Tig 1500i, 2200i str. 43 Origo Tig 3001i str. 44 Aristo Tig 4000i str. 45 Urządzenia do
TIG Urządzenia do spawania metodą TIG i MMA / DC / Urządzenia do spawania metodą TIG Buddy Tig 160 str. 42 Caddy Tig 1500i, 2200i str. 43 Origo Tig 3001i str. 44 Aristo Tig 4000i str. 45 Urządzenia do
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Urządzenie do ręcznego lub automatycznego spawania mikroplazmą
 Urządzenie do ręcznego lub automatycznego spawania mikroplazmą Termin PLAZMA jest zazwyczaj używany do określenia stanu gazu o temp. powyżej 3000 C i ciśnieniu atmosferycznym. Na skali temperaturowej,
Urządzenie do ręcznego lub automatycznego spawania mikroplazmą Termin PLAZMA jest zazwyczaj używany do określenia stanu gazu o temp. powyżej 3000 C i ciśnieniu atmosferycznym. Na skali temperaturowej,
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję
 Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
WSTĘP. 1. Pojęcie tworzywo sztuczne. 2. Technologia spawania
 WSTĘP Nie ma chyba działu gospodarki, w którym tworzywo sztuczne nie znajdowało by zastosowania. Stosuje się je do budowy górniczych taśmociągów o wielokilometrowej długości, do wykładania zbiorników o
WSTĘP Nie ma chyba działu gospodarki, w którym tworzywo sztuczne nie znajdowało by zastosowania. Stosuje się je do budowy górniczych taśmociągów o wielokilometrowej długości, do wykładania zbiorników o
Każda z tych technologii ma swoją specyfikę
 Temat numeru Technologie cięcia termicznego i hydroabrazywnego Cięcie blach o różnej, często bardzo dużej grubości, jest znaczącym wyzwaniem dla większości firm produkcyjnych. Cięcie mechaniczne, ew. wytłaczanie
Temat numeru Technologie cięcia termicznego i hydroabrazywnego Cięcie blach o różnej, często bardzo dużej grubości, jest znaczącym wyzwaniem dla większości firm produkcyjnych. Cięcie mechaniczne, ew. wytłaczanie
Gazy osłonowe Linx = Niższe koszty spawania
 Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
INSTYTUT SPAWALNICTWA - GLIWICE
 INSTYTUT SPAWALNICTWA - GLIWICE WYTYCZNE W-12/IS-95 Nazwy i numery procesów spawalniczych według zestawienia w normie PN-EN ISO 4063:2011 Opracował: Weryfikowali: Zatwierdził: mgr inż. Bolesław Kurpisz
INSTYTUT SPAWALNICTWA - GLIWICE WYTYCZNE W-12/IS-95 Nazwy i numery procesów spawalniczych według zestawienia w normie PN-EN ISO 4063:2011 Opracował: Weryfikowali: Zatwierdził: mgr inż. Bolesław Kurpisz
i nastawiaczy zgrzewania oporowego PS-03 Programy szkoleń operatorów urządzeń spawalniczych
 PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
Konstrukcje spawane Połączenia
 Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
Metalurgia spawania Welding metallurgy
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Metalurgia
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Metalurgia
OGÓLNA CHARAKTERYSTYKA SPAWANIA METODĄ MMA
 OGÓLNA CHARAKTERYSTYKA SPAWANIA METODĄ MMA Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody
OGÓLNA CHARAKTERYSTYKA SPAWANIA METODĄ MMA Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody
Zastosowanie metody spawania wąskoszczelinowego w energetyce
 Maria Cecotka Mariusz Wnuk Zastosowanie metody spawania wąskoszczelinowego w energetyce application of narrow-gap welding method in power engineering Streszczenie Metoda spawania wąskoszczelinowego ma
Maria Cecotka Mariusz Wnuk Zastosowanie metody spawania wąskoszczelinowego w energetyce application of narrow-gap welding method in power engineering Streszczenie Metoda spawania wąskoszczelinowego ma
Wpływ wybranych parametrów spawania łukowego na jakość złączy odlewniczych stopów magnezu
 Lechosław Tuz Andrzej Kolasa Wpływ wybranych parametrów spawania łukowego na jakość złączy odlewniczych stopów magnezu influence of arc welding parameters on joints quality of cast magnesium alloys Streszczenie
Lechosław Tuz Andrzej Kolasa Wpływ wybranych parametrów spawania łukowego na jakość złączy odlewniczych stopów magnezu influence of arc welding parameters on joints quality of cast magnesium alloys Streszczenie
Gazy osłonowe Linx = Niższe koszty spawania
 Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
usługi obrabiania elementów metalowych i stali
 usługi obrabiania elementów metalowych i stali Krótko zanim zobaczysz ofertę Hej, jestem Agata W LaserSpec zajmuję się kontaktem z klientami. Jeśli potrzebujesz konkretnej informacji, zadzwoń: +48 533
usługi obrabiania elementów metalowych i stali Krótko zanim zobaczysz ofertę Hej, jestem Agata W LaserSpec zajmuję się kontaktem z klientami. Jeśli potrzebujesz konkretnej informacji, zadzwoń: +48 533