TENDENCJE ROZWOJOWE W DIAGNOSTYCE STANU NARZĘDZIA I PROCESU SKRAWANIA
|
|
|
- Władysława Maciejewska
- 8 lat temu
- Przeglądów:
Transkrypt
1 TENDENCJE ROZWOJOWE W DIAGNOSTYCE STANU NARZĘDZIA I PROCESU SKRAWANIA Krzysztof JEMIELNIAK Streszczenie Referat przedstawia stan obecny i tendencje rozwojowe w diagnostyce stanu narzędzia i procesu skrawania (DNiPS). Mimo iż na rynku dostępnych jest wiele układów DNiPS, a szereg z nich zostało zainstalowanych w praktyce, użytkownicy generalnie uważają je za niewiarygodne. W artykule tym główny nacisk położono na powodach tej porażki oraz środkach podejmowanych obecnie w celu poprawy wiarygodności układów DNiPS. Na wstępie przedstawiono główne zadania i ogólną strukturę układu, po czym omówiono kolejno jego elementy tj. czujniki, obróbkę sygnałów oraz stosowane strategie, z punktu widzenia ich obecnych niedoskonałości oraz prowadzonych prac badawczych. Słowa kluczowe: diagnostyka stanu narzędzia, emisja akustyczna, siły skrawania Development Trends in Tool and Process Condition Monitoring Summary Paper presents state of art and development trends in tool and process condition monitoring (TCM). Although numerous TCM systems are now available in the market and many have been installed in factory floor, users generally consider them unreliable. The bulk of the paper is centred on reasons of that defeat and measures undertaken nowadays to improve TCM systems reliability. First, the major tasks and general structure of the TCM system are presented. Then all basic elements of the monitoring systems: sensors, signal processing, feature extraction, and strategies were reviewed in terms of hitherto drawbacks and ongoing research works. Keywords: tool condition monitoring, acoustic emission, cutting forces.. 1. Wprowadzenie Mniej więcej od początku lat osiemdziesiątych zaobserwować można rosnące zainteresowanie diagnostyką stanu narzędzia i procesu skrawania (DNiPS). Wynika ono z obiektywnej potrzeby: zwiększająca się autonomia systemów produkcyjnych (od linii automatycznych, przez obrabiarki NC, CNC do FMS) oznaczająca ograniczony nadzór operatora sprawia, że niezbędne staje się wyposażanie tych systemów w układy diagnozujące ich pracę, a w następnej kolejności automatycznie reagujące na powstające zakłócenia (układy nadzorujące). Dość często cytowane były wykresy przedstawione na rys. 1 [np. 20], wskazujące na ekonomiczną wagę szeroko rozumianej diagnostyki zwłaszcza w nowoczesnych obrabiarkach, przy wykorzystaniu których zaniżanie parametrów skrawania pociąga za sobą większy wzrost kosztów niż przy obrabiarkach konwencjonalnych. W drugiej połowie lat osiemdziesiątych Adres: dr hab.inż. Krzysztof Jemielniak Instytut Technologii Maszyn Politechniki Warszawskiej, ul. Narbutta 86, Warszawa, tel , fax.: , jemiel@wip.pw.edu.pl

2 większość liczących się producentów obrabiarek oferowała zainstalowane układy DNiPS, a na rynku pojawiały się oddzielne takie układy, których producenci zapewniali o ich skuteczności. Stosunkowo wiele takich układów zostało zainstalowanych w praktyce przemysłowej. Po kilku latach okazało się jednakże, iż ich użytkownicy coraz mniej chętnie kupują nowe układy, a większość już zainstalowanych przestaje być wykorzystywana przed upływem roku. Generalnie można powiedzieć, że poza nielicznymi wyjątkami, te wczesne układy DNiPS poniosły porażkę. Spowodowało to (poza innymi, niezależnymi czynnikami jak spadek koniunktury) wyraźne obniżenie zainteresowania użytkowników tymi układami. Oczywiście nie oznaczało to, bo oznaczać nie mogło, zniknięcia obiektywnej potrzeby automatycznej diagnostyki systemów wytwórczych. Zmusiło natomiast badaczy i producentów układów DNiPS do gruntownej analizy przyczyn tego niepowodzenia oraz wytyczenia dróg rozwoju tej dziedziny. Duży wkład w tym zakresie miała grupa robocza zajmująca się DNiPS w ramach CIRP w latach [3, 6, 13 i in.]. Napisano wiele wszechstronnych przeglądów poświęconych DNiPS np.[5, 6, 15, 19, 20], a kilka w ostatnim okresie np. [2, 3, 4, 6, 10, 18]. Tu zajmiemy się głównie słabościami układów oraz głównymi kierunkami ich rozwoju. Podstawowe zadania układu DNiPS to: diagnozowanie stanu narzędzi skrawających, w tym: wykrywanie katastroficznego stępienia ostrza (KSO), diagnostyka zużycia ostrza (wykrywanie końca okresu trwałości), diagnostyka postaci wióra, wykrywanie nadmiernych drgań, inne (np. wykrywanie narostu, powstawania zadziorów, wykrywanie kolizji). Ogólną strukturę układu diagnostyki stanu narzędzia i procesu skrawania przedstawiono na rys. 2. W procesie skrawania występuje szereg wielkości fizycznych, które mogą być zmierzone przy pomocy odpowiednich czujników czyli przetworzone na sygnały elektryczne. Te z kolei podlegają mniej lub bardziej złożonej obróbce wstępnej jak filtrowanie, uśrednianie, przetwarzanie na postać cyfrową. Następnie wyznacza się te miary (cechy) sygnałów, które będąc skorelowane z diagnozowanym procesem mogą być wykorzystane jako symptomy jego stanu. Układ opracowuje diagnozę w oparciu o te symptomy i założoną strategię. Ta ostatnia powstaje na podstawie modelu wynikającego z poprzedzających prac badawczych. Słabości układów DNiPS i prace zmierzające do ich eliminacji są związane z elementami tej struktury i tak też będą tu omawiane.

3 2. Czujniki stosowane w DNiPS O dawna w pracach badawczych dotyczących diagnostyki stanu narzędzia wykorzystywano wiele pośrednich wskaźników zużycia ostrza, czyli zmian wielkości fizycznych spowodowanych zużyciem jak siły i temperatura skrawania, drgania, emisja akustyczna. Spotkać można było (i do dziś) można także szereg metod pomiaru bezpośrednich wskaźników zużycia (jego wymiarów) jak dotykowe, elektrooporowe, wizyjne, radiometryczne itd. W praktycznych zastosowaniach jednakże zdecydowanie dominują pomiary sił skrawania i wielkości pochodnych (jak moment, odkształcenia korpusu, prąd silnika) oraz emisji akustycznej. Spośród pozostałych metod pewną rolę odgrywają pomiary drgań (zwłaszcza w wykrywaniu drgań samowzbudnych). Inne wielkości fizyczne wykorzystywane są sporadycznie, raczej tylko laboratoryjnie. Dobierając czujnik użytkownik czy twórca układu DNiPS musi często wybierać między dokładnością czujnika, a jego kosztem i łatwością instalacji. Typowym przykładem są tu czujniki sił skrawania i wielkości pochodnych. Od dziesięciu lat są handlowo dostępne indukcyjne czujniki prądu silnika [16] (rys. 3a). Wyjątkowo łatwe do zainstalowania ( oczko zakładane na przewód zasilający) zdobyły sobie pewną popularność. Nietrudno się domyśleć, że od źródła informacji o procesie skrawania jakim jest siła skrawania, przez bezwładność i opory ruchu układu mechanicznego i elektrycznego do czujnika droga jest na tyle daleka, że jedynie bardzo duże zakłócenia tego procesu mogą być w ten sposób wykrywane [15]. Inne czujniki stosunkowo łatwe do zainstalowania to czujniki odkształceń korpusów obrabiarek mocowane na ich powierzchni lub w wywierconych specjalnie otworach [4]. I w tym przypadku można liczyć na wykrywanie jedynie dużych zakłóceń (zmian) sił skrawania. Po przeciwnej stronie są tensometryczne lub piezoelektryczne czujniki sił instalowane w bezpośrednim sąsiedztwie strefy skrawania, np. pod imakiem rys. 3b, [4, 13]. Są one najdokładniejsze, jednakże do ich zainstalowania niezbędna jest zmiana konstrukcji obrabiarki, a ponadto mogą niekorzystnie wpływać na jej sztywność. Rozwiązaniem kompromisowym są czujniki siły posuwowej w postaci specjalnych opraw łożysk śrub tocznych rys. 4, [4, 16]. Innym problemem jest przystosowanie czujników wielkości, których wykorzystanie w DNiPS w laboratoriach okazało się obiecujące, do warunków przemysłowych. Chodzi tu przede wszystkim o odporność na zakłócenia jak wióry, chłodziwo, drgania itp. ale także na niemożliwe do uniknięcia błędy obsługi. Np. zastosowanie klasycznych siłomierzy piezoelektrycznych nie jest możliwe ze względu na całkowitą nieodporność na przeciążenie prowadzące łatwo do zniszczenia kryształu kwarcu. Dopiero wprowadzenie płyt pomiarowych (rys. 3b), w których tylko kilkanaście procent powierzchni
 oraz emisji akustycznej.")
4 zajmują elementy pomiarowe umożliwiło bezpieczne stosowanie takich czujników, jako że w razie przeciążenia, siły przenoszone są głównie przez stalową płytę. Odbywa się to rzecz jasna kosztem obniżenia czułości czujnika. Kolejna tendencja rozwojowa to miniaturyzacja czujników. Są już dostępne handlowo przetworniki piezoelektryczne, które można zainstalować w dogodnym miejscu [13]. Czujniki emisji akustycznej nigdy nie były zbyt duże, teraz jednakże wytwarzane są jeszcze mniejsze, łatwe do zainstalowania, mogące odbierać sygnał AE z chłodziwa lub bezprzewodowo przekazywać wykrywane sygnały. Istnieją nawet foliowe czujniki AE umieszczane pomiędzy płytką skrawającą, a podkładką [4, 13], - rys. 5. Pojawiają się także tzw. czujniki inteligentne, zintegrowane z narzędziem lub oprawką. Przedstawiona na rys. 6 oprawka do wiercenia lub gwintowania umożliwia nie tylko pomiar siły osiowej, promieniowej i momentu obrotowego, ale także wstępną obróbkę sygnału i przetwarzanie go na postać cyfrową oraz przesyłanie bezprzewodowe [4, 13, 16]. Innym kierunkiem rozwoju czujników jest ich integracja. Widoczny na rys. 7 czujnik umożliwia jednoczesny pomiar sił skrawania i emisji akustycznej. Niestety, mimo że jest on opisywany w literaturze od 1994 roku [4, 5, 13], w dalszym ciągu (lato 1996) nie jest jeszcze dostępny handlowo. Ponadto trwają obecnie intensywne prace nad zupełnie nowymi koncepcjami czujników lub dostosowaniem znanych dawniej koncepcji do potrzeb DNiPS [4, 13]. Są to np. momentomierze oparte na pomiarze zmian przenikalności magnetycznej cienkich warstw z materiału o silnych własnościach magnetycznych naniesionych np. na wrzecionie czy chwycie narzędzia trzpieniowego [1] - rys. 8. Zmiany te wywołane są naprężeniami na powierzchni tych elementów i odbierane przez umieszczone w pobliżu cewki. W DNiPS znajdują także zastosowanie czujniki wykorzystywane dotychczas w innych dziedzinach przemysłowych, jak np. czujnik drgań zaprojektowany pierwotnie do analizy pracy silników spalinowych. 3. Obróbka sygnałów W diagnostyce stanu narzędzi i procesu skrawania stosuje się całe bogactwo technik obróbki sygnałów znanych z innych dziedzin, w tym ogólnej diagnostyki maszyn. Stąd omawianie ich tu jest niecelowe. Warto natomiast zwrócić uwagę na niektóre aspekty tej obróbki bardziej związane z DNiPS. Sygnały pochodzące z czujnika są zwykle poddawane wstępnej obróbce analogowej jak filtrowanie i wzmacnianie. W DNiPS często stosowane są tory pomiaru AE przeznaczone pierwotnie do innych celów co może powodować niespodziewane i trudne do wykrycia zniekształcenia sygnału Na rys. 9a przedstawiono typowy schemat obróbki sygnału AE. W sygnale pochodzącym z
![Są już dostępne handlowo przetworniki piezoelektryczne, które można zainstalować w dogodnym miejscu [13].](/docs-images/46/23455050/images/page_4.jpg "Czujniki emisji akustycznej nigdy nie były zbyt duże, teraz jednakże wytwarzane są jeszcze mniejsze, łatwe do zainstalowania, mogące odbierać sygnał AE z chłodziwa lub bezprzewodowo przekazywać")
5 czujnika mogą występować składowe o stosunkowo niskich częstotliwościach, które jako niepożądane należy odfiltrować (rys. 9b). Niestety przed filtrem musi wystąpić przynajmniej buforujący stopień przedwzmacniacza. Jeśli ulegnie on przesterowaniu sygnał zostanie zniekształcony, przyjmując prostokątną postać (rys. 9c). Filtrowanie takiego sygnału prowadzi do dalszego, trudniejszego do wykrycia zniekształcenia, polegającego na chwilowych zanikach amplitudy. Jest ono tym bardziej niebezpieczne, że najczęściej sygnał AE jest następnie poddawany demodulacji (np. wyznaczaniu war ości skutecznej, rys. 9d) co całkowicie ukrywa zniekształcenie. Bliżej zagadnienia ta omówiono w [2]. Sygnały wstępnie obrobione analogowo są następnie przetwarzane na postać cyfrową i poddawane dalszej obróbce w celu wyznaczenia cech (miar) sygnału mogących posłużyć jako symptomy. Jak już wspomniano, czujniki stosowane w DNiPS są często umieszczone dość daleko od źródła mierzonej wielkości, stąd otrzymywane sygnały mogą być znacznie zakłócone lub zniekształcone w stosunku do rzeczywistego przebiegu tych wielkości. Np. obciążenie (prąd) silnika czy nawet siły działające na śrubę pociągową są zależne nie tylko od sił skrawania lecz także od sił tarcia na prowadnicach itp. Niektóre z tych zakłóceń można wyeliminować lub przynajmniej zredukować przy pomocy specjalnego tarowania (rys. 10), inne należy uwzględniać przy opracowywaniu strategii działania układu. Bliżej omówiono ten problem w [9]. Najczęściej stosowaną, a zarazem najprostszą miarą sygnału stosowaną w DNiPS jest jego wartość średnia. Za przykład może posłużyć dobrze znana zależność siły skrawania (zwłaszcza składowej posuwowej i odporowej) od zużycia ostrza. Jednakże siła ta zależna jest także od parametrów skrawania, które nie zawsze są znane (obróbka przygotówek o nierównym naddatku). To sprawia, że poszukiwane nieco bardziej złożone miary sił jak kombinacje liniowe składowych lub przyrosty względne siły [2]. Podobnie jest z amplitudą i względną amplitudą drgań elementów obrabiarki [17]. 4. Strategie układów DNiPS Konwencjonalne strategie stosowane w DNiPS opierają się na porównywaniu wybranego symptomu z wartością progową (graniczną). Najczęściej granice te są statyczne (stałe), założone przez operatora lub nauczone w czasie pierwszej operacji (dla ostrego narzędzia). Przekroczenie przez symptom granicy uznawane jest za oznakę stępienia ostrza, KSO, wystąpienie drgań samowzbudnych, skłębienie wiórów itd. Przykład takiej strategii zastosowanej do oceny naturalnego zużycia ostrza w oparciu o wykrywanie wzrostu sił skrawania przedstawiono na rys. 11 [10, 18]. Ostrze uznaje się tu za stępione nie tylko gdy symptom (F sn ) osiąga wartość wyższą
 co całkowicie ukrywa zniekształcenie.")
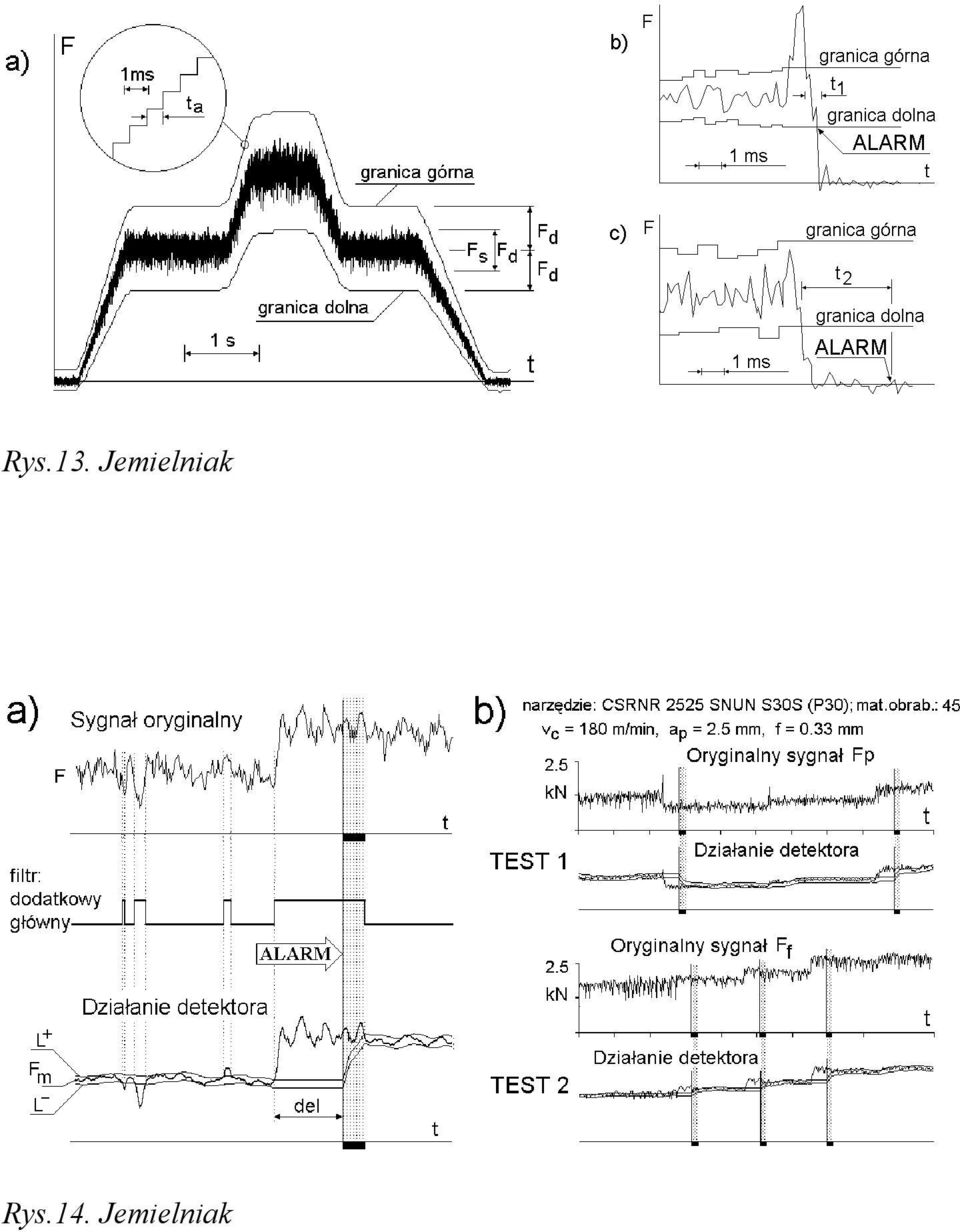
6 niż progowa, lecz także gdy wystąpi jego spadek większy niż przyjęty za dopuszczalny. Strategie oparte na stałych granicach są mało skuteczne przy wykrywaniu KSO, co zilustrowano na rys wykryte mogą być tylko znaczne uszkodzenia ostrza, zwykle zbyt późno. Znacznie lepsze wyniki uzyskać można dzięki dynamicznym (zmiennych) granicom, które wyznaczane są stale na podstawie przebiegu sygnału. Przykładem jest strategia opracowana w TH Aachen [14] (rys. 13) lub ITM PW [8] (rys. 14), których dokładniejsze porównanie można znaleźć w [9]. Dość powszechne jest obecnie przekonanie, że zwłaszcza problemu oceny zużycia ostrza (wykrywania naturalnego jego stępienia) nie da się rozwiązać przy pomocy jednego tylko symptomu. Stąd coraz częściej wykorzystuje się kilka miar wyznaczonych z jednego sygnału pierwotnego (np. amplituda sygnału w poszczególnych pasmach) lub z kilku różnych sygnałów pochodzących z różnych czujników - np. sił skrawania i emisji akustycznej. Do integracji wybranych miar najchętniej stosuje się sztuczne sieci neuronowe [4, 6, 12, 17]. 5. Podsumowanie Pomimo wielu niedostatków istniejących układów DNiPS, zwłaszcza tych z wcześniejszych stadiów ich rozwoju, potrzeba automatycznego nadzoru wymusza intensywne prace badawcze nad podniesieniem ich efektywności. Szczególna nacisk kładziony jest współcześnie następujące zagadnienia: budowa czujników przystosowanych do trudnych warunków występujących w strefie skrawania, a więc odpornych na wilgoć, gorące wióry, ciecze chłodząco-smarujące poszukiwanie zupełnie nowych koncepcji czujników, konstruowanie czujników bardzo prostych lub wręcz przeciwnie - inteligentnych, wieloskładowych z bezprzewodową transmisją sygnału, rozwój lepszych metod przetwarzania informacji w celu ekstrakcji cech sygnałów skorelowanych z monitorowanym procesem ale niewrażliwych na inne parametry, poszukiwanie lepszych, bardziej niezawodnich strategii monitorowania, zastosowanie układów wieloczujnikowych wspomaganych najnowszymi technikami podejmowania decyzji. Można przypuszczać, że już w niedalekiej przyszłości układy DNiPS staną się znacznie bardziej niezawodne.
![Znacznie lepsze wyniki uzyskać można dzięki dynamicznym (zmiennych) granicom, które wyznaczane są stale na podstawie przebiegu sygnału. Przykładem jest strategia opracowana w TH Aachen [14] (rys.](/docs-images/46/23455050/images/page_6.jpg "13) lub ITM PW [8] (rys. 14), których dokładniejsze porównanie można znaleźć w [9].")
7 Literatura [1] H. AOYAMA, H. OHZEKI, A. MASHINE, J. TAKASHITA: Cutting Force Sensing in Milling Process, VDI Berichte 1179(1995), [2] Z. ADAMCZYK, K. JEMIELNIAK, J. KOSMOL, A. SOKOŁOWSKI: Monitorowanie ostrza skrawającego, metody konwencjonalne i sieci neuronowe, WNT, Warszawa, [3] G. BYRNE: The Status of Research and Development in Tool Condition Monitoring, VDI Brichte 1179(1995), [4] G. BYRNE, D. DORNFELD, I. INASAKI, G. KETTELER, R. TETI: Tool Condition Monitoring (TCM)- The status of Research and Idndustrial Application, CIRP Annals, 44(1995), [5] C. CAVALLONI, A. KIRCHHEIM: New Acoustic Emmision Sensors for In-Process Monitoring, Kistler Instrumente AG Winterhung, [6] D. DORNFELD: Future Directions for Intelligent Sensors, Proc. Third Meeting of the CIRP Working Group on TCM, Paris, 1994, [7] K. JEMIELNIAK: Diagnostyka stanu narzędzi w autonomicznych stacjach obrobkowych, Mechanik, (1988)4, [8] K. JEMIELNIAK: Detection of Cutting Edge Breakage in Turning, CIRP Annals 41(1992), [9] K. JEMIELNIAK Catastrophic Tool Failure Detection Based on Signals from Feed Force Sensors, Proc. IV Int. Conf.on Monitoring and Automatic Supervision in Manufacturing, Miedzeszyn, 1995, [10] K. JEMIELNIAK, J. KOSMOL: Tool and Process Monitoring - State of Art and Future Prospects. Scientific Papers of the Inst. of Mech. Engng. and Automation of the Technical Univ. of Wrocław, 61(1995), [11] K. JEMIELNIAK, L. KWIATKOWSKI: Emisja akustyczna w diagnostyce stanu narzedzia skrawajacego, Mechanik, (1987)12, [12] K. JEMIELNIAK, L. KWIATKOWSKI, P. WRZOSEK: Diagnostyka zużycia ostrza oparta na pomiarach sił skrawania i emisji akustycznej jako wejściach do sztucznej sieci neuronowej, Prace Naukowe Politechniki Warszawskiej, Seria Konferencje 11(1996), [13] W. KÖNIG, F. KLOCKE, G. KETTELER: Sensors for Tool Condition Monitoring, Meeting of the CIRP Working Group on TCM, Paris, January [14] W. KÖNIG, W. KLUFT: Processbegleitendes Erkennen von Werkzeugbruch und Verschleisswertgrenzen, Industrie Anzeiger, 104(1982)96, [15] A. NOVAK, G. OSSBAHR: Reliability of the Cutting Force Monitoring in FMS-Installations. Proc. 24th Int. MTDR Conf. 1986, 325 [16] SANDVIK COROMANT, Materiały informacyjne i reklamowe,
![BYRNE: The Status of Research and Development in Tool Condition Monitoring, VDI Brichte 1179(1995), 17-30 [4] G. BYRNE, D. DORNFELD, I. INASAKI, G. KETTELER, R.](/docs-images/46/23455050/images/page_7.jpg "TETI: Tool Condition Monitoring (TCM)- The status of Research and Idndustrial Application, CIRP Annals, 44(1995), 541-567. [5] C. CAVALLONI, A.")
8 [17] A. SOKOŁOWSKI: Nadzorowanie stanu ostrza skrawającego z zastosowaniem sieci neuronowej, Rozprawa doktorska, Politechnika Śląska, Gliwice, [18] M. SZAFARCZYK (Ed.): Automatic Supervision in Manufacturing, Springer-Verlag, London, [19] J. TLUSTY, G.C. Andrews: A Critical Review of Sensors for Unmaned Machining, CIRP Annals, 32(1983)2, [20] H.K. TÖNSHOFF, J.P. WULFSBERG, H.J.J. KALS, W. KÖNIG, C.A. VAN LUTTENVELT: Developments and Trends in Monitoring and Control of Machining Processes, CIRP Annals, 37(1988)2,
![1994. [18] M. SZAFARCZYK (Ed.): Automatic Supervision in Manufacturing, Springer-Verlag, London, 1994. [19] J. TLUSTY, G.C. Andrews: A Critical Review of Sensors for Unmaned Machining, CIRP Annals, 32(1983)2, 563-572.](/docs-images/46/23455050/images/page_8.jpg "[20] H.K. TÖNSHOFF, J.P. WULFSBERG, H.J.J. KAL")
9 Podpisy pod rysunkami: Rys. 1. Zależność kosztów produkcji od prędkości skrawania dla obróbki konwencjonalnej i na obrabiarkach CNC. Rys. 2. Struktura układu DNiPS Rys. 3. Skrajne przykłady czujników sił skrawania: a) łatwy do zainstalowania, niedokładny indukcyjny czujnik prądu, b) wymagający przekonstruowania obrabiarki dokładny czujnik piezoelektryczny. Rys. 4. Zastosowanie pomiarowych opraw łożyskowych śrub tocznych napędu posuwu. Rys. 5. Nowe rozwiązania czujników emisji akustycznej. Rys. 6. Przykład inteligentnego czujnika stosowanego w DNiPS Rys. 7. Zintegrowany czujnik sił skrawania i emisji akustycznej. Rys. 8. Magnetostrykcyjny czujnik momentu obrotowego. Rys. 9. Schemat typowej obróbki sygnału AE (a), górnoprzepustowe filtrowanie poprawnego sygnału AE (b) oraz zniekształconego przez przesterowanie przedwzmacniacza (c); sprowadzenie sygnału AE do niskoczęstotliwościowego przez demodulację - tu RMS (d). Rys. 10. Tarowanie sygnałów sił skrawania pochodzących z czujników zainstalowanych w oprawach łożyskowych śrub tocznych napędu posuwu (patrz rys. 4) Rys. 11. Strategia wykrywanie naturalnego stępienia ostrza Rys. 12. Wykrywanie katastroficznego stępienia ostrza bazujące na poziomach granicznych a - założone, b - rzeczywiste Rys. 13. Strategia wykrywania KSO opracowana w Uniwersytecie w Aachen Rys. 14. Strategia wykrywania KSO opracowana w Politechnice Warszawskiej (a), oraz wyniki dwóch testów (b).

10 RYSUNKI Obrabiarki konwencjonalne K Obrabiarki CNC K K K Koszty Ks Kn Km Koszty Ks Km Kn vc vc K m - koszty osobowe, K s - koszty stałe, niezależne od v c, Rys. 1. Jemielniak vc K n - koszt narzędzia, K - koszt całkowity vc Proces skrawania wielkości fizyczne czujniki sygnały obróbka sygnałów miary sygnałów STRATEGIA Diagnoza Rys. 2. Jemielniak a) b) silnik napędu posuwu narzędzie zasilanie czujnik prądu płyta pomiarowa Rys. 3. Jemielniak.

11 pierścień zewnętrzny tensometry pierścień wewnętrzny spoina elektronowa strefy pomiaru siły Rys. 4. Jemielniak Czujniki AE mocowane do powierzchni obrabiarki 19 Pomiar AE przez chłodziwo chłodziwo czujnik AE Bezprzewodowe przesyłanie sygnału Foliowy czujnik AE płytka skrawającaoprawka 23 podkładka izolacja czujnik AE Rys. 5. Jemielniak

12 wstępna obróbka sygnału oraz przetwarzanie A/C bezprzewodowe przesyłanie sygnału układ transmisji sygnału czujnik tensometryczny do pomiaru momentu obrotowego oraz siły osiowej i promieniowej oprawka z czujnikiem narzędzie Rys. 6. Jemielniak Rys. 7. Jemielniak górne follie: naprężenie dodatnie cewka 1 cewka 2 cewka 1 cewka 2 dolne folie: naprężenie ujemne ostrze moment skręcający Rys. 8. Jemielniak

13 a) Czujnik AE Narzędzie przedwzmacniacz filtr górno- filtr dolnoprzepustowy przepustowy wzmacniacz RMS rejestracja, wyznaczanie miar AE b) c) 3.5 [V] [V] sygnał z przedwzmacniacza max V dla 18 khz khz ms Rys. 9. Jemielniak sygnał po filtrowaniu max V dla 131 khz khz ms d) AE RMS AE 0.25 ms 2.5 ms 125 ms 4630 Ff posuw szybki [N] 1157 Fp [N] Tarowanie konwencjonalne start posuwu O roboczego T tarowanie skrawanie t [s] O O sygnał oryginalny T posuw szybki T Tarowanie wg ITM start posuwu roboczego tarowanie skrawanie O T nadzór O t [s] sygnał tarowany T Rys. 10. Jemielniak
![5 ms 125 ms 4630 Ff 3472 2315 posuw szybki [N] 1157 Fp [N] 0 745 373 0-373 -745 Tarowanie konwencjonalne start posuwu O roboczego T tarowanie skrawanie 7.14 9.765 12.39 15.015 17.64 20.265 22.](/docs-images/46/23455050/images/page_13.jpg "89 t [s] O O sygnał oryginalny T posuw szybki T Tarowanie wg ITM start posuwu roboczego tarowanie skrawanie O T nadzór O 7.14 9.765 12.39 15.015 17.64 20.265 22.89 t [s] sygnał tarowany T Rys. 10.")
14 F T F n F x F max F sn F 0 F = (F + F + F sn n n-1 n-2 F = F (C/ ) T 0 F = F C/100 X x 0 sygnał stępienia ostrza: F > F sn T zużycie ostrza F max - F sn > F x Rys. 11. Jemielniak Rys. 12. Jemielniak

15 Rys.13. Jemielniak Rys.14. Jemielniak
DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ
 Międzynarodowa Konferencja Naukowa OBRÓBKA MATERIAŁ ÓW Kraków, 11 12 maja 2 r. DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ Krzysztof Jemielniak 1 STRESZCZENIE
Międzynarodowa Konferencja Naukowa OBRÓBKA MATERIAŁ ÓW Kraków, 11 12 maja 2 r. DIGNOSTYKA STANU NARZĘDZIA W PRACACH INSTYTUTU TECHNOLOGII MASZYN POLITECHNKI WARSZAWSKIEJ Krzysztof Jemielniak 1 STRESZCZENIE
DIAGNOSTYKA NARZĘDZIA I PROCESU SKRAWANIA - STAN AKTUALNY I KIERUNKI ROZWOJU
 Krzysztof Jemielniak Jan Kosmol DIAGNOSTYKA NARZĘDZIA I PROCESU SKRAWANIA - STAN AKTUALNY I KIERUNKI ROZWOJU Streszczenie Dążenie do automatyzacji procesów wytwarzania spowodowane rosnącymi kosztami siły
Krzysztof Jemielniak Jan Kosmol DIAGNOSTYKA NARZĘDZIA I PROCESU SKRAWANIA - STAN AKTUALNY I KIERUNKI ROZWOJU Streszczenie Dążenie do automatyzacji procesów wytwarzania spowodowane rosnącymi kosztami siły
WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI
 Posiedzenie Sekcji Podstaw Technologii Komitetu Budowy Maszyn Polskiej Akademii Nauk 20 kwietnia 2004 WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI prof. dr hab. inż. Krzysztof Jemieniak Plan prezentacji
Posiedzenie Sekcji Podstaw Technologii Komitetu Budowy Maszyn Polskiej Akademii Nauk 20 kwietnia 2004 WIELOCZUJNIKOWE NADZOROWANIE STANU NARZĘDZI prof. dr hab. inż. Krzysztof Jemieniak Plan prezentacji
Temat: POMIAR SIŁ SKRAWANIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU
 OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU Krzysztof JEMIELNIAK, Leszek KWIATKOWSKI Paweł WRZOSEK Streszczenie Referat przedstawia wyniki badania
OCENA PRZYDATNOŚCI MIAR EMISJI AKUSTYCZNEJ I SIŁ SKRAWANIA DO DIAGNOSTYKI STANU NARZĘDZIA PRZY TOCZENIU Krzysztof JEMIELNIAK, Leszek KWIATKOWSKI Paweł WRZOSEK Streszczenie Referat przedstawia wyniki badania
Automatyczna Diagnostyka Stanu Narzędzia i Procesu Skrawania
 Techniki Wytwarzania 2 mgr Krzysztof Jemielniak Automatyczna Diagnostyka Stanu Narzędzia i Procesu Skrawania Część 5: Strategie nadzoru stanu narzędzi Nordman Ocena zużycia ostrza na podstawie średniej
Techniki Wytwarzania 2 mgr Krzysztof Jemielniak Automatyczna Diagnostyka Stanu Narzędzia i Procesu Skrawania Część 5: Strategie nadzoru stanu narzędzi Nordman Ocena zużycia ostrza na podstawie średniej
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Katedra Technik Wytwarzania i Automatyzacji WYDZIAŁ BUDOWY MASZYN I LOTNICTWA INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot: DIAGNOSTYKA I NADZOROWANIE SYSTEMÓW OBRÓBKOWYCH Temat: Pomiar charakterystyk
Katedra Technik Wytwarzania i Automatyzacji WYDZIAŁ BUDOWY MASZYN I LOTNICTWA INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot: DIAGNOSTYKA I NADZOROWANIE SYSTEMÓW OBRÓBKOWYCH Temat: Pomiar charakterystyk
Nowoczesne metody monitorowania zużycia ostrzy narzędzi
 Targi INNOWACJE TECHNOLOGIE MASZYNY POLSKA Salon MACH-TOOL 2006 Konferencja Innowacje w budowie i eksploatacji maszyn Poznań, 20 czerwca 2006 r. Nowoczesne metody monitorowania zużycia ostrzy narzędzi
Targi INNOWACJE TECHNOLOGIE MASZYNY POLSKA Salon MACH-TOOL 2006 Konferencja Innowacje w budowie i eksploatacji maszyn Poznań, 20 czerwca 2006 r. Nowoczesne metody monitorowania zużycia ostrzy narzędzi
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
PRZEMYSŁOWE TORY POMIAROWE SYGNAŁÓW WIBROAKUSTYCZNYCH PRZY FREZOWANIU TWORZYW DRZEWNYCH
 InŜynieria Rolnicza 12/2006 Paweł Czarniak, Jarosław Górski, Krzysztof Szwajka, Jacek Wilkowski Katedra Mechanicznej Obróbki Drewna Szkoła Główna Gospodarstwa Wiejskiego w Warszawie PRZEMYSŁOWE TORY POMIAROWE
InŜynieria Rolnicza 12/2006 Paweł Czarniak, Jarosław Górski, Krzysztof Szwajka, Jacek Wilkowski Katedra Mechanicznej Obróbki Drewna Szkoła Główna Gospodarstwa Wiejskiego w Warszawie PRZEMYSŁOWE TORY POMIAROWE
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium
 ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
ZB nr 5 Nowoczesna obróbka mechaniczna stopów magnezu i aluminium Prof. dr hab. inż. Józef Kuczmaszewski CZ 5.1 opracowanie zaawansowanych metod obróbki skrawaniem stopów lekkich stosowanych na elementy
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal
 Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal Partnerzy: Politechnika Warszawska Politechnika Rzeszowska Cele
Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząd-detal Partnerzy: Politechnika Warszawska Politechnika Rzeszowska Cele
OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA
 ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2008 Seria: TRANSPORT z. 64 Nr kol. 1803 Rafał SROKA OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA Streszczenie. W
ZESZYTY NAUKOWE POLITECHNIKI ŚLĄSKIEJ 2008 Seria: TRANSPORT z. 64 Nr kol. 1803 Rafał SROKA OKREŚLENIE WPŁYWU WYŁĄCZANIA CYLINDRÓW SILNIKA ZI NA ZMIANY SYGNAŁU WIBROAKUSTYCZNEGO SILNIKA Streszczenie. W
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW ALUMINIUM Z ZASTOSOWANIEM UKŁADU STEROWANIA ADAPTACYJNEGO. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
DOI: 10.17814/mechanik.2015.8-9.467 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Robert BABIARZ, mgr inż. Paweł SUŁKOWICZ (Politechnika Rzeszowska): NADZOROWANIE PROCESU WYSOKOWYDAJNEGO FREZOWANIA STOPÓW
Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska):
:") DOI: 10.17814/mechanik.2015.8-9.436 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska): WPŁYW ZARYSU LINII OSTRZA FREZU NA
DOI: 10.17814/mechanik.2015.8-9.436 Dr hab. inż. Jan BUREK, prof. PRz; dr inż. Łukasz ŻYŁKA; mgr inż. Marcin PŁODZIEŃ; mgr inż. Michał GDULA (Politechnika Rzeszowska): WPŁYW ZARYSU LINII OSTRZA FREZU NA
Inżynieria Maszyn, 2018, R. 23, z. 1, 36 43, ISSN X EKSPERYMENTALNA METODA OKREŚLANIA MOMENTU OPORU RUCHU ŁOŻYSK SKOŚNYCH 1.
 Inżynieria Maszyn, 2018, R. 23, z. 1, 36 43, ISSN 1426-708X Otrzymano: 23 marca 2018 / Zaakceptowano: 22 kwietnia 2018 / Zamieszczono na WWW: 20 grudnia 2018 opór ruchu, łożyska skośne, High Speed Cutting
Inżynieria Maszyn, 2018, R. 23, z. 1, 36 43, ISSN 1426-708X Otrzymano: 23 marca 2018 / Zaakceptowano: 22 kwietnia 2018 / Zamieszczono na WWW: 20 grudnia 2018 opór ruchu, łożyska skośne, High Speed Cutting
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
DATAFLEX. Miernik momentu obrotowego DATAFLEX. Aktualizowany na bieżąco katalog dostępny na stronie www.ktr.com
 307 Spis treści 307 Opis urządzenia 309 Typ 16/10, 16/30, 16/50 310 Akcesoria: RADEX -NC sprzęgło do serwonapędów 310 Typ 22/20, 22/50, 22/100 311 Akcesoria: RADEX -NC sprzęgło do serwonapędów 311 Typ
307 Spis treści 307 Opis urządzenia 309 Typ 16/10, 16/30, 16/50 310 Akcesoria: RADEX -NC sprzęgło do serwonapędów 310 Typ 22/20, 22/50, 22/100 311 Akcesoria: RADEX -NC sprzęgło do serwonapędów 311 Typ
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
WYKRYWANIE USZKODZEŃ W LITYCH ELEMENTACH ŁĄCZĄCYCH WAŁY
 ZESZYTY NAUKOWE AKADEMII MARYNARKI WOJENNEJ ROK LI NR 4 (183) 2010 Radosł aw Pakowski Mirosł aw Trzpil Politechnika Warszawska WYKRYWANIE USZKODZEŃ W LITYCH ELEMENTACH ŁĄCZĄCYCH WAŁY STRESZCZENIE W artykule
ZESZYTY NAUKOWE AKADEMII MARYNARKI WOJENNEJ ROK LI NR 4 (183) 2010 Radosł aw Pakowski Mirosł aw Trzpil Politechnika Warszawska WYKRYWANIE USZKODZEŃ W LITYCH ELEMENTACH ŁĄCZĄCYCH WAŁY STRESZCZENIE W artykule
Dobór silnika serwonapędu. (silnik krokowy)
") Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Dobór silnika serwonapędu (silnik krokowy) Dane wejściowe napędu: Masa całkowita stolika i przedmiotu obrabianego: m = 40 kg Współczynnik tarcia prowadnic = 0.05 Współczynnik sprawności przekładni śrubowo
Poziome centra obróbkowe TBI SH 1000 (SK50)
") Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Pionowe centrum obróbkowe TBI VC 1570
 Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
OCENA PRZYDATNOŚCI MIAR SYGNAŁÓW W DIAGNOSTYCE ZUŻYCIA OSTRZA
 KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 25 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2005 SEBASTIAN BOMBIŃSKI*, KRZYSZTOF JEMIELNIAK** OCENA PRZYDATNOŚCI MIAR SYGNAŁÓW W DIAGNOSTYCE ZUŻYCIA
KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 25 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2005 SEBASTIAN BOMBIŃSKI*, KRZYSZTOF JEMIELNIAK** OCENA PRZYDATNOŚCI MIAR SYGNAŁÓW W DIAGNOSTYCE ZUŻYCIA
PL 201347 B1. Politechnika Białostocka,Białystok,PL 29.07.2002 BUP 16/02. Roman Kaczyński,Białystok,PL Marek Jałbrzykowski,Wysokie Mazowieckie,PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201347 (13) B1 (21) Numer zgłoszenia: 351999 (51) Int.Cl. G01N 3/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.02.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201347 (13) B1 (21) Numer zgłoszenia: 351999 (51) Int.Cl. G01N 3/56 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.02.2002
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE
 STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
Zadanie Badawcze 2. Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem skonfigurowanego układu maszyna-przyrząddetal
 II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem
II KONFERENCJA Indywidualnego projektu kluczowego Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym Zadanie Badawcze 2 Modelowanie, konstruowanie i kontrolowanie procesu HSM z uwzględnieniem
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Pomiar przemieszczeń i prędkości liniowych i kątowych
 POLITECHNIKA ŚLĄSKA WYDZIAŁ TRANSPORTU KATEDRA TRANSPORTU SZYNOWEGO LABORATORIUM DIAGNOSTYKI POJAZDÓW SZYNOWYCH ĆWICZENIE 11 Pomiar przemieszczeń i prędkości liniowych i kątowych Katowice, 2009.10.01 1.
POLITECHNIKA ŚLĄSKA WYDZIAŁ TRANSPORTU KATEDRA TRANSPORTU SZYNOWEGO LABORATORIUM DIAGNOSTYKI POJAZDÓW SZYNOWYCH ĆWICZENIE 11 Pomiar przemieszczeń i prędkości liniowych i kątowych Katowice, 2009.10.01 1.
Specyfikacja techniczna obrabiarki. wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40
 Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
Specyfikacja techniczna obrabiarki wersja 2013-02-03, wg. TEXT VMX42 U ATC40-05 VMX42 U ATC40 KONSTRUKCJA OBRABIARKI HURCO VMX42 U ATC40 Wysoka wytrzymałość mechaniczna oraz duża dokładność są najważniejszymi
WPŁYW CHARAKTERYSTYKI TORU POMIAROWEGO NA BEZPOŚREDNI POMIAR SIŁY SKRAWANIA W CZASIE WYSTĘPOWANIA DRGAŃ
 WPŁYW CHARAKTERYSTYKI TORU POMIAROWEGO NA BEZPOŚREDNI POMIAR SIŁY SKRAWANIA W CZASIE WYSTĘPOWANIA DRGAŃ Mirosław NEJMAN 1, Dominika ŚNIEGULSKA-GRĄDZKA 1, Krzysztof JEMIELNIAK 1, 1. WSTĘP W celu zapewnienia
WPŁYW CHARAKTERYSTYKI TORU POMIAROWEGO NA BEZPOŚREDNI POMIAR SIŁY SKRAWANIA W CZASIE WYSTĘPOWANIA DRGAŃ Mirosław NEJMAN 1, Dominika ŚNIEGULSKA-GRĄDZKA 1, Krzysztof JEMIELNIAK 1, 1. WSTĘP W celu zapewnienia
Diagnostyka procesów i jej zadania
 Instytut Sterowania i Systemów Informatycznych Uniwersytet Zielonogórski Wykład 1 Literatura 1 J. Korbicz, J.M. Kościelny, Z. Kowalczuk, W. Cholewa (red.): Diagnostyka procesów. Modele, metody sztucznej
Instytut Sterowania i Systemów Informatycznych Uniwersytet Zielonogórski Wykład 1 Literatura 1 J. Korbicz, J.M. Kościelny, Z. Kowalczuk, W. Cholewa (red.): Diagnostyka procesów. Modele, metody sztucznej
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill
 Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology
Pionowe centrum obróbkowe TBI VC 1270 Smart Mill Inteligentne rozwiązanie, dzięki zastosowaniu optymalnego cenowo sterowania Siemens oraz konfiguracji maszyny umożliwiającej pełną funkcjonalność. TBI Technology
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR.6. Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych
 ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 10. Diagnostyka stanu narzędzia i procesu skrawania Instytut
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 10. Diagnostyka stanu narzędzia i procesu skrawania Instytut
LABORATORIUM PKM. Katedra Konstrukcji i Eksploatacji Maszyn. Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych
 LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn Opracowanie
LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn Opracowanie
LABORATORIUM PKM. Katedra Konstrukcji i Eksploatacji Maszyn. Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych
 LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn BUDOWA STANOWISKA
LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn BUDOWA STANOWISKA
Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, Spis treści WSTĘP 11
. Warszawa, Spis treści WSTĘP 11") Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, 2017 Spis treści WSTĘP 11 CZĘŚĆ I. WIADOMOŚCI PODSTAWOWE 1. OBRABIARKI W PROCESIE WYTWARZANIA 17 1.1. Wprowadzenie
Obrabiarki sterowane numerycznie / Jerzy Honczarenko. Wyd. 1-1 dodr. (PWN). Warszawa, 2017 Spis treści WSTĘP 11 CZĘŚĆ I. WIADOMOŚCI PODSTAWOWE 1. OBRABIARKI W PROCESIE WYTWARZANIA 17 1.1. Wprowadzenie
2. Pomiar drgań maszyny
 2. Pomiar drgań maszyny Stanowisko laboratoryjne tworzą: zestaw akcelerometrów, przedwzmacniaczy i wzmacniaczy pomiarowych z oprzyrządowaniem (komputery osobiste wyposażone w karty pomiarowe), dwa wzorcowe
2. Pomiar drgań maszyny Stanowisko laboratoryjne tworzą: zestaw akcelerometrów, przedwzmacniaczy i wzmacniaczy pomiarowych z oprzyrządowaniem (komputery osobiste wyposażone w karty pomiarowe), dwa wzorcowe
LABORATORIUM PKM. Katedra Konstrukcji i Eksploatacji Maszyn. Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych
 LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn Opracowanie
LABORATORIUM PKM Badanie statycznego i kinetycznego współczynnika tarcia dla wybranych skojarzeń ciernych Katedra Konstrukcji i Eksploatacji Maszyn Katedra Konstrukcji i Eksploatacji Maszyn Opracowanie
Przetworniki A/C. Ryszard J. Barczyński, 2010 2015 Materiały dydaktyczne do użytku wewnętrznego
 Przetworniki A/C Ryszard J. Barczyński, 2010 2015 Materiały dydaktyczne do użytku wewnętrznego Parametry przetworników analogowo cyfrowych Podstawowe parametry przetworników wpływające na ich dokładność
Przetworniki A/C Ryszard J. Barczyński, 2010 2015 Materiały dydaktyczne do użytku wewnętrznego Parametry przetworników analogowo cyfrowych Podstawowe parametry przetworników wpływające na ich dokładność
ТТ TECHNIKA TENSOMETRYCZNA
 ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne siłowe СТ3 Czujniki tensometryczne siłowe CT1 są przeznaczone do pomiaru sił i obciążeń w różnych dziedzinach inżynierii i przemysłu. Czujniki wykonane
ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne siłowe СТ3 Czujniki tensometryczne siłowe CT1 są przeznaczone do pomiaru sił i obciążeń w różnych dziedzinach inżynierii i przemysłu. Czujniki wykonane
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne Semestr: VIII Kierunek: MiBM Rok akad.: 2017/2018 D IAGNOSTYKA I NADZOR OWANIE SYSTEMÓW WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Wydział: BMiZ Studium: niestacjonarne Semestr: VIII Kierunek: MiBM Rok akad.: 2017/2018 D IAGNOSTYKA I NADZOR OWANIE SYSTEMÓW WYTWARZA N IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Politechnika Białostocka
 Politechnika Białostocka Wydział Elektryczny Katedra Automatyki i Elektroniki Instrukcja do ćwiczeń laboratoryjnych z przedmiotu: UKŁADY ELEKTRONICZNE 2 (TS1C500 030) Tranzystor w układzie wzmacniacza
Politechnika Białostocka Wydział Elektryczny Katedra Automatyki i Elektroniki Instrukcja do ćwiczeń laboratoryjnych z przedmiotu: UKŁADY ELEKTRONICZNE 2 (TS1C500 030) Tranzystor w układzie wzmacniacza
PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW SIŁ SKRAWANIA ZMIERZONYCH W CZASIE WYSTĘPOWANIA DRGAŃ SAMOWZBUDNYCH DLA OSTREJ I ZUŻYTEJ KRAWĘDZI SKRAWAJĄCEJ
 DOI: 10.17814/mechanik.2015.8-9.416 Dr inż. Mirosław NEJMAN, dr inż. Dominika ŚNIEGULSKA- -GRĄDZKA, prof. dr hab. inż. Krzysztof JEMIELNIAK (Politechnika Warszawska): PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW
DOI: 10.17814/mechanik.2015.8-9.416 Dr inż. Mirosław NEJMAN, dr inż. Dominika ŚNIEGULSKA- -GRĄDZKA, prof. dr hab. inż. Krzysztof JEMIELNIAK (Politechnika Warszawska): PORÓWNANIE DYNAMICZNYCH WSPÓŁCZYNNIKÓW
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Projektowanie systemów pomiarowych
 Projektowanie systemów pomiarowych 03 Konstrukcja mierników analogowych Zasada działania mierników cyfrowych Przetworniki pomiarowe wielkości elektrycznych 1 Analogowe przyrządy pomiarowe Podział ze względu
Projektowanie systemów pomiarowych 03 Konstrukcja mierników analogowych Zasada działania mierników cyfrowych Przetworniki pomiarowe wielkości elektrycznych 1 Analogowe przyrządy pomiarowe Podział ze względu
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Obróbka skrawaniem Machining Processes
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. Długość całkowita (L)
") Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
STATYCZNA PRÓBA ROZCIĄGANIA
 STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
STATYCZNA PRÓBA ROZCIĄGANIA Próba statyczna rozciągania jest jedną z podstawowych prób stosowanych do określenia jakości materiałów konstrukcyjnych wg kryterium naprężeniowego w warunkach obciążeń statycznych.
kierunkowy (podstawowy / kierunkowy / inny HES) obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy
 obowiązkowy (obowiązkowy / nieobowiązkowy) Polski semestr pierwszy") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
ТТ TECHNIKA TENSOMETRYCZNA
 ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne wagowe СТ5 Czujniki tensometryczne wagowe CT5 są przeznaczone do pomiaru sił i obciążeń w różnych dziedzinach inżynierii i przemysłu. Czujniki wykonane
ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne wagowe СТ5 Czujniki tensometryczne wagowe CT5 są przeznaczone do pomiaru sił i obciążeń w różnych dziedzinach inżynierii i przemysłu. Czujniki wykonane
DRGANIA W BUDOWNICTWIE. POMIARY ORAZ OKREŚLANIE WPŁYWU DRGAŃ NA OBIEKTY I LUDZI - PRZYKŁADY
 DRGANIA W BUDOWNICTWIE. POMIARY ORAZ OKREŚLANIE WPŁYWU DRGAŃ NA OBIEKTY I LUDZI - PRZYKŁADY Krzysztof Gromysz Gliwice, 21 22 czerwca 2017 r. PLAN PREZENTACJI Wprowadzenie Pomiary drgań Sprzęt pomiarowy
DRGANIA W BUDOWNICTWIE. POMIARY ORAZ OKREŚLANIE WPŁYWU DRGAŃ NA OBIEKTY I LUDZI - PRZYKŁADY Krzysztof Gromysz Gliwice, 21 22 czerwca 2017 r. PLAN PREZENTACJI Wprowadzenie Pomiary drgań Sprzęt pomiarowy
DIGITALIZACJA GEOMETRII WKŁADEK OSTRZOWYCH NA POTRZEBY SYMULACJI MES PROCESU OBRÓBKI SKRAWANIEM
 Dr inż. Witold HABRAT, e-mail: witekhab@prz.edu.pl Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa Dr hab. inż. Piotr NIESŁONY, prof. PO, e-mail: p.nieslony@po.opole.pl Politechnika Opolska,
Dr inż. Witold HABRAT, e-mail: witekhab@prz.edu.pl Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa Dr hab. inż. Piotr NIESŁONY, prof. PO, e-mail: p.nieslony@po.opole.pl Politechnika Opolska,
Podstawy Badań Eksperymentalnych
 Podstawy Badań Eksperymentalnych Katedra Pojazdów Mechanicznych i Transportu Wojskowa Akademia Techniczna Instrukcja do ćwiczenia. Temat 01 Pomiar siły z wykorzystaniem czujnika tensometrycznego Instrukcję
Podstawy Badań Eksperymentalnych Katedra Pojazdów Mechanicznych i Transportu Wojskowa Akademia Techniczna Instrukcja do ćwiczenia. Temat 01 Pomiar siły z wykorzystaniem czujnika tensometrycznego Instrukcję
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej Dane kontaktowe
ТТ TECHNIKA TENSOMETRYCZNA
 ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne siłowe СТ4 Cyfrowe czujniki siły ST4 typu wykonane są ze stopu lub stali nierdzewnej i są przeznaczone do pomiaru sił rozciągających i ściskających w
ТТ TECHNIKA TENSOMETRYCZNA Czujniki tensometryczne siłowe СТ4 Cyfrowe czujniki siły ST4 typu wykonane są ze stopu lub stali nierdzewnej i są przeznaczone do pomiaru sił rozciągających i ściskających w
Cyfrowy wzmacniacz AED dla przetworników tensometrycznych.
 Cyfrowy wzmacniacz AED dla przetworników tensometrycznych. Zamień swoje analogowe przetworniki wagi na cyfrowe. AED sprawia, że wdrażanie systemów sterowania procesami jest łatwe i wygodne. AED przetwarza
Cyfrowy wzmacniacz AED dla przetworników tensometrycznych. Zamień swoje analogowe przetworniki wagi na cyfrowe. AED sprawia, że wdrażanie systemów sterowania procesami jest łatwe i wygodne. AED przetwarza
WZMACNIACZ NAPIĘCIOWY RC
 WZMACNIACZ NAPIĘCIOWY RC 1. WSTĘP Tematem ćwiczenia są podstawowe właściwości jednostopniowego wzmacniacza pasmowego z tranzystorem bipolarnym. Zadaniem ćwiczących jest dokonanie pomiaru częstotliwości
WZMACNIACZ NAPIĘCIOWY RC 1. WSTĘP Tematem ćwiczenia są podstawowe właściwości jednostopniowego wzmacniacza pasmowego z tranzystorem bipolarnym. Zadaniem ćwiczących jest dokonanie pomiaru częstotliwości
TM nie wymaga fundamentu, zapewnia duży stopień swobody
 TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
TM 125 - nie wymaga fundamentu, zapewnia duży stopień swobody SERIA P SERIA K SERIA T SERIA MILLFORCE 02 I Zastosowanie 03 I Koncepcja maszyny 04 I Cechy szczególne 05 I Opcje i warianty wyposażenia 06
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Laboratorum 2 Badanie filtru dolnoprzepustowego P O P R A W A
 Laboratorum 2 Badanie filtru dolnoprzepustowego P O P R A W A Marcin Polkowski (251328) 15 marca 2007 r. Spis treści 1 Cel ćwiczenia 2 2 Techniczny i matematyczny aspekt ćwiczenia 2 3 Pomiary - układ RC
Laboratorum 2 Badanie filtru dolnoprzepustowego P O P R A W A Marcin Polkowski (251328) 15 marca 2007 r. Spis treści 1 Cel ćwiczenia 2 2 Techniczny i matematyczny aspekt ćwiczenia 2 3 Pomiary - układ RC
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
W tym krótkim artykule spróbujemy odpowiedzieć na powyższe pytania.
 Odkształcenia harmoniczne - skutki, pomiary, analiza Obciążenie przewodów przekracza parametry znamionowe? Zabezpieczenia nadprądowe wyzwalają się i nie wiesz dlaczego? Twój silnik przegrzewa się i wykrywasz
Odkształcenia harmoniczne - skutki, pomiary, analiza Obciążenie przewodów przekracza parametry znamionowe? Zabezpieczenia nadprądowe wyzwalają się i nie wiesz dlaczego? Twój silnik przegrzewa się i wykrywasz
Czujniki. Czujniki służą do przetwarzania interesującej nas wielkości fizycznej na wielkość elektryczną łatwą do pomiaru. Najczęściej spotykane są
 Czujniki Ryszard J. Barczyński, 2010 2015 Politechnika Gdańska, Wydział FTiMS, Katedra Fizyki Ciała Stałego Materiały dydaktyczne do użytku wewnętrznego Czujniki Czujniki służą do przetwarzania interesującej
Czujniki Ryszard J. Barczyński, 2010 2015 Politechnika Gdańska, Wydział FTiMS, Katedra Fizyki Ciała Stałego Materiały dydaktyczne do użytku wewnętrznego Czujniki Czujniki służą do przetwarzania interesującej
Temat 1 (2 godziny): Próba statyczna rozciągania metali
: Próba statyczna rozciągania metali") Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
Seria Jubileuszowa. Rozwiązania informatyczne. Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości. oszczędność energii. ochrona środowiska
 Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości Seria Jubileuszowa Każda sprężarka śrubowa z przetwornicą częstotliwości posiada regulację obrotów w zakresie od 50 do 100%. Jeżeli zużycie powietrza
Sprężarki śrubowe Airpol PRM z przetwornicą częstotliwości Seria Jubileuszowa Każda sprężarka śrubowa z przetwornicą częstotliwości posiada regulację obrotów w zakresie od 50 do 100%. Jeżeli zużycie powietrza
Ćwiczenie 21 Temat: Komparatory ze wzmacniaczem operacyjnym. Przerzutnik Schmitta i komparator okienkowy Cel ćwiczenia
 Ćwiczenie 21 Temat: Komparatory ze wzmacniaczem operacyjnym. Przerzutnik Schmitta i komparator okienkowy Cel ćwiczenia Poznanie zasady działania układów komparatorów. Prześledzenie zależności napięcia
Ćwiczenie 21 Temat: Komparatory ze wzmacniaczem operacyjnym. Przerzutnik Schmitta i komparator okienkowy Cel ćwiczenia Poznanie zasady działania układów komparatorów. Prześledzenie zależności napięcia
BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW DO DIAGNOSTYKI STANU OSTRZA PRZY TOCZENIU. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.420 Dr inż. Mirosław NEJMAN, dr inż. Joanna KOSSAKOWSKA, mgr inż. Krzysztof BŁAŻEJAK, inż. Mateusz DOBRZYŃSKI (Politechnika Warszawska): BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW
DOI: 10.17814/mechanik.2015.8-9.420 Dr inż. Mirosław NEJMAN, dr inż. Joanna KOSSAKOWSKA, mgr inż. Krzysztof BŁAŻEJAK, inż. Mateusz DOBRZYŃSKI (Politechnika Warszawska): BADANIE PRZYDATNOŚCI MACIERZY MIKROFONÓW
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
Materiały pomocnicze do ćwiczeń laboratoryjnych
 Materiały pomocnicze do ćwiczeń laboratoryjnych Badanie napędów elektrycznych z luzownikami w robocie Kawasaki FA006E wersja próbna Literatura uzupełniająca do ćwiczenia: 1. Cegielski P. Elementy programowania
Materiały pomocnicze do ćwiczeń laboratoryjnych Badanie napędów elektrycznych z luzownikami w robocie Kawasaki FA006E wersja próbna Literatura uzupełniająca do ćwiczenia: 1. Cegielski P. Elementy programowania
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Dwa problemy związane z jakością dróg
 Dwa problemy związane z jakością dróg Leszek Rafalski Instytut Badawczy Dróg i Mostów Jakość w realizacji robót drogowych Ostróda 7-8. 10. 2010 r. 1 1. Obciążenia nawierzchni. 2. Przemarzanie nawierzchni
Dwa problemy związane z jakością dróg Leszek Rafalski Instytut Badawczy Dróg i Mostów Jakość w realizacji robót drogowych Ostróda 7-8. 10. 2010 r. 1 1. Obciążenia nawierzchni. 2. Przemarzanie nawierzchni
Przekształtniki impulsowe prądu stałego (dc/dc)
") Przekształtniki impulsowe prądu stałego (dc/dc) Wprowadzenie Sterowanie napięciem przez Modulację Szerokości Impulsów MSI (Pulse Width Modulation - PWM) Przekształtnik obniżający napięcie (buck converter)
Przekształtniki impulsowe prądu stałego (dc/dc) Wprowadzenie Sterowanie napięciem przez Modulację Szerokości Impulsów MSI (Pulse Width Modulation - PWM) Przekształtnik obniżający napięcie (buck converter)
Napęd elektryczny. Główną funkcją jest sterowane przetwarzanie energii elektrycznej na mechaniczną i odwrotnie
 Napęd elektryczny Główną funkcją jest sterowane przetwarzanie energii elektrycznej na mechaniczną i odwrotnie Podstawowe elementy napędu: maszyna elektryczna, przekształtnik, czujniki, sterownik z oprogramowaniem,
Napęd elektryczny Główną funkcją jest sterowane przetwarzanie energii elektrycznej na mechaniczną i odwrotnie Podstawowe elementy napędu: maszyna elektryczna, przekształtnik, czujniki, sterownik z oprogramowaniem,
PRZEWODNIK PO PRZEDMIOCIE. Obróbka skrawaniem. niestacjonarne. II stopnia. ogólnoakademicki. Inne WYKŁAD ĆWICZENIA LABORATORIUM PROJEKT SEMINARIUM
 Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Politechnika Częstochowska, Wydział Zarządzania PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Forma studiów Poziom kwalifikacji Rok Semestr Jednostka prowadząca Osoba sporządzająca Profil Rodzaj
Skuteczność NCBrain. Funkcja NCBrain. Usuwanie zbędnych przejść w powietrzu. Automatyczne dodawanie ścieżek w obszarach przeciążenia narzędzia
 Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Skuteczność NCBrain Redukcja czasu obróbki poprzez zoptymalizowanie parametrów i zwiększenie prędkości skrawania dzięki użyciu ATC Zmienny Kąt Opasania Zapobieganie uszkodzeniu narzędzia i łatwe sterowanie
Struktura układu pomiarowego drgań mechanicznych
 Wstęp Diagnostyka eksploatacyjna maszyn opiera się na obserwacji oraz analizie sygnału uzyskiwanego za pomocą systemu pomiarowego. Pomiar sygnału jest więc ważnym, integralnym jej elementem. Struktura
Wstęp Diagnostyka eksploatacyjna maszyn opiera się na obserwacji oraz analizie sygnału uzyskiwanego za pomocą systemu pomiarowego. Pomiar sygnału jest więc ważnym, integralnym jej elementem. Struktura
Laboratorium Elementów i Układów Automatyzacji
 Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Laboratorium Elementów i Układów Automatyzacji Wzmacniacz pomiarowy Instrukcja do ćwiczenia OGÓLNE ZASADY BEZPIECZEŃSTWA
Politechnika Poznańska Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Laboratorium Elementów i Układów Automatyzacji Wzmacniacz pomiarowy Instrukcja do ćwiczenia OGÓLNE ZASADY BEZPIECZEŃSTWA
PLOTER FREZUJĄCY CNC 2030 ATC ** ,00 zł.
 PLOTER FREZUJĄCY CNC 2030 ATC ** 99 000,00 zł ZDJĘCIA PRODUKTU OPIS PRODUKTU Ploter frezujący 2030 ATC Pole robocze: 210 x 310 cm MASZYNA POSIADA MAGAZYN NARZĘDZI WYPOSAŻONY W 6 STOŻKÓW ISO30!!! Ploter
PLOTER FREZUJĄCY CNC 2030 ATC ** 99 000,00 zł ZDJĘCIA PRODUKTU OPIS PRODUKTU Ploter frezujący 2030 ATC Pole robocze: 210 x 310 cm MASZYNA POSIADA MAGAZYN NARZĘDZI WYPOSAŻONY W 6 STOŻKÓW ISO30!!! Ploter