OBRÓBKA ALUMINIUM ORAZ METALI NIEŻELAZNYCH
|
|
|
- Jarosław Sokołowski
- 5 lat temu
- Przeglądów:
Transkrypt



1 Diament OBRÓBKA ALUMINIUM ORAZ METALI NIEŻELAZNYCH Toczenie Przecinanie i rowkowanie Wytaczanie Frezowanie





2 Następna generacja diamentowych narzędzi do obróbki skrawaniem W swojej ofercie posiadamy D384 - jednolite płytki CVD powlekane diamentem. Ta innowacyjna oferta narzędzi TIZ do obróbki skrawaniem, obejmuje narzędzia ze zwiększoną wytrzymałością na zużycia od 2-óch do 10-ciu razy w porównaniu do zwykłych płytek. Nowy diament został wytworzony metodami naparowywania próżniowego z grubością rzędu od 0,5 do 1,8 [mm] bez spoiwa, co pozwala na uzyskanie bardzo ostrych krawędzi skrawających, tak więc istnieje możliwość uzyskania dobrej chropowatości przy niskich siłach skrawania. Brak spoiwa, w obszarze krawędzi skrawającej pozwala na uzyskanie doskonałej przewodności cieplnej co przekłada się na rozpraszanie ciepła wytworzonego w obszarze skrawania. Wszystkie nasze produkty są przylutowane na węgliku spiekanym w procesie wysokiej próżni, zapewniając możliwie najwyższą jakość. Z powodu ekstremalnej twardości krawędzi skrawającej, nie ma możliwości jej szlifowania. Dlatego też zainwestowaliśmy w wysokiej jakości lasery, które nie tylko są w stanie naostrzyć krawędź skrawającą, ale ponadto pozwalają na wytwarzanie trójwymiarowych łamaczy wióra w różnych wzorach. Zalety: Wykonanie z najwyższej klasy materiałów Ekstremalna twardość Znacznie zwiększona żywotność narzędzi Lepsza jakość powierzchni Obniżone siły skrawania Zalecane do niżej wymienionych materiałów: Stopy aluminium (8-40% Si) MMC CRP (do 80% włókna węglowego) GRP (do 80% włókna szklanego) Tworzywa sztuczne Mosiądz, Brąz, Miedź Żeliwo z grafitem wermikularnym 80% szkła 20% żywicy epoksydowej włókno węglowe A-2





3 Spis treści Technologia Grupy materiałowe A-6 Nowe ultra twarde materiały na bazie diamentu A-7 Zestawienie klas diamentowych A-8 Porównanie ostrości krawędzi skrawających A-9 Geometria kąta natarcia A-10 Obszar zastosowania łamaczy wióra A-11 Płytki typu Wiper oraz obróbka wykańczająca A-12 Zalecane parametry skrawania A-13 Oznaczenie płytek ISO A-14 Toczenie A-14 Płytki tokarskie ISO A-16 Przecinanie i rowkowanie A-35 System rowkowania oraz płytki A-36 Wytaczanie A-40 System wytaczania oraz płytki A-40 Frezowanie A-44 Rozwiązywanie problemów A-58 A-3

4 Drodzy klienci oraz partnerzy biznesowi Wielkie wyzwanie związane z przyszłością obróbki skrawaniem można udoskonalić jedynie dzięki ultra twardym materiałom. Nasze narzędzia są stosowane praktycznie we wszystkich branżach z całego świata, na przykład: motoryzacji, przemyśle lotniczym, budownictwie, mechanice precyzyjnej oraz inżynierii medycznej. Na kolejnych stronach przedstawimy Naszą szeroką gammę diamentowych narzędzi skrawających. Rozszerzyliśmy nasza ofertę o dwa nowe gatunki, co daje razem pięć gatunków, wliczając w to diament CVD, znany jako nasz znak handlowy D384 oraz nowe gatunki D385, D387. Bez wątpienia, gatunki te ustanowią nowe standardy w obróbce skrawaniem z wykorzystaniem narzędzi diamentowych. W tym samym czasie zaprezentujemy Państwu najnowsze osiągnięcia w zakresie naszych trójwymiarowych łamaczy oraz szerokie zastosowanie lasera w produkcji diamentowych narzędzi. Chcielibyśmy podkreślić Nasze starania, w badania i rozwój nowych technologii obróbki skrawaniem przy wykorzystaniu diamentowych narzędzi. A-4




5 2020 lat rozwoju i badań na temat diamentów Rozwój zastosowania diamentów naturalnych Od ponad 300 lat diament znany jest ludzkości jako najtwardszy istniejący materiał. Aż do dzisiejszego dnia jest najbardziej cenionym kamieniem na świecie. Nawet w dawnych czasach używano tego klejnotu jako narzędzia. Archeolodzy odkryli dowód datujący 2000 lat p.n.e., iż wykorzystywano nieprzetworzone diamenty jako grawery. W późniejszym czasie, gdy tylko wynaleziono technologię polerowania, zaczęto formować diamentowe półwyroby. Druga wojna światowa spowodowała nieoczekiwany wzrost popytu na naturalne diamenty, w każdej możliwej gałęzi przemysłu, tym samym powodując przekroczenie zapotrzebowania nad możliwościami wydobywczymi światowych zasobów. Narodziny diamentów syntetycznych Pierwszy prawdziwy diament syntetyczny został skrystalizowany w Szwecji w 1953 roku przez ASEA. Druga była amerykańska firma General Electric Company w 1955 ogłaszając poprawne wyniki badań nad diamentami syntetycznymi. W obecnych czasach diamenty syntetyczne wytwarza się jako monokrystaliczne kamienie (DDC), polikrystaliczne półwyroby CVD (TFC) oraz mieszanki polikrystaliczne (PCD). Światowe zapotrzebowanie, na ultra trwałe materiały do obróbki skrawaniem, ciągle rośnie. Wykorzystanie diamentów oraz regularnych azotków boru jest niezbędne w nowoczesnych metodach obróbkowych. A-5
6 Grupy materiałów narzędziowych (DIN ISO 513) DM Diament monokrystaliczny PD (D384) Polikrystaliczny diament CVD Diament bez spoiwa Brak pokrycia DP (D385)Polikrystaliczny diament związany metalicznym spoiwem Odporność na zużycie BC PcBN, powlekany BH PcBN z wysoką zawartością CBN, 70-95% BL PcBN z niską zawartością CBN, 40-65% CA CM CA Cutting ceramics Ceramika narzędziowa Cermet Cermet CN+CC HT HC HF HW Coated carbide Węglik powlekany Fine grain carbide Węglik drobnoziarnisty Wytrzymałość HW- Węglik bez pokrycia HF - Drobnoziarnisty Węglik HT- Cermet, TiC lub TiN HC - Węglik/Cermet z powlekaniem DM - Diament monokrystaliczny DP - Polikrystaliczny związek dia-mentowy PD = CVD - Cienka warstwa diamentowa CA - Ceramika na baize Al2O3 CM - Ceramika mieszana, na bazie Al2O3 dodatkowo zawierająca składniki różne od tlenków CN - Ceramika azotkowo krzemo-wa na bazie Si3N4 CR - Ceramika na bazie wzmoc-nionego Al2O3 CC - Ceramika z powlekaniem BL - Polikrystaliczny regularny azotek boru z niską zawartością CBN (40-50%) BH - Polikrystaliczny regularny azotek boru z wysoką zawar-tością CBN (70-95%) BC - Polikrystaliczny regularny azotek boru z pokryciem A-6






7 Nowe ultratwarde diamenty oraz proces ich wytwarzania Postęp techniczny nigdy nie stoi w miejscu. Na szczęście mamy możliwość przedstawienia kilku nowych zastosowań z zakresu narzędzi do obróbki skrawaniem. Narzędzia z diamentową krawędzią skrawającą przyczyniają się do przyspieszenia procesu produkcyjnego metali nieżelaznych oraz wszelkiego rodzaju tworzyw sztucznych. Przede wszystkim chcielibyśmy przedstawić Państwu diamenty monokrystaliczne wykonane metodą HPHT. Diamenty ważą od 0,8 do 3,5 karatów, są kompletnymi substytutami diamentów naturalnych w zakresie krawędzi skrawających do 7 [mm]. Dodatkowo mamy możliwość produkcji oraz profesjonalnego przetwarzania diamentów polikrystalicznych CVD o grubości od 0,5 do 1,8 [mm]. Należy zaznaczyć, iż czysty diament syntetyczny bez żadnych spieków, nie może być obrobiony mechanicznie, jedynym sposobem obróbki pozostaje nowo wprowadzona technika laserowa. Wymagane segmenty wycina się laserowo. Po procesie lutowania w wysokociśnieniowej próżni, następuje ponowne laserowe ostrzenie obejmujące obróbkę kąta przyłożenia i natarcia oraz wycięcie ewentualnego łamacza wióra. Rewolucyjna technologia łamania wiórów 3D A-7
8 Zestawienie klas diamentowych Oznaczenie gatunku Oznaczenie ISO Charakterystyka Zastosowanie DM Monokrystaliczny Jednolity monokrystaliczny diament. Krawędź skrawająca jest niezwykle ostra, brak mikropęknięć w strukturze. Generuje niskie siły skrawania, nie powodując przy tym powstawania zadziorów. Tolerancje wymiarowe bliskie zeru ± 0,001 [mm]. Powierzchnia natarcia ekstremalnie odporna na zużycie, wykazując się przy tym maksymalną przewodnością cieplną (HSC oraz HPC), niska odporność udarowa. Obróbka super wykończeniowa wszystkich czystych metali nieżelaznych oraz niemetali nie zawierających zbrojenia lub krzemu. (Zaawansowane HSC) D384 PD Polikrystaliczny Jednolity polikrystaliczny diament CVD bez spoiwa oraz żadnych wzmocnień węglikowych, idealny do obróbki ostrych krawędzi bez jakichkolwiek mikro uszkodzeń. Niskie siły skrawania oraz dokładne tolerancje wymiarowe. Powierzchnia natarcia silnie odporna na zużycie, wykazując się przy tym wysoką przewodnością cieplną (HSC oraz HPC), średnia odporność udarowa. Od obróbki super dokładnej do średnio dokładnej wszystkich czystych metali nieżelaznych oraz kompozytów niemetalowych z wysoką zawartością zbrojenia lub krzemu. Najdłuższa żywotność w przypadku obróbki GRP (80% szkła) oraz CFRP. D385 DP (Związek chemiczny) Diament polikrystaliczny, wzmacniany węglikiem spiekanym. Wykazuje się drobnoziarnistością, ostrą krawędzią skrawającą oraz niskimi siłami skrawania pozwalając na uzyskanie niewielkich tolerancji. Obniżona odporność na zużycie w warunkach udarowych. Obróbka wykańczająca metali nieżelaznych oraz materiałów niemetalowych o niskiej zawartości zbrojeń lub krzemu. D386 DP (Związek chemiczny) Diament polikrystaliczny, wzmacniany węglikiem spiekanym. Wykazuje się gruboziarnistą strukturą, dobrą ostrością krawędzi skrawającej oraz niskimi siłami skrawania umożliwiając uzyskanie niskich tolerancji. Obniżona odporność na zużycie w warunkach udarowych. Toczenie wykańczające oraz frezowanie wszystkich metali nieżelaznych ze średnią zawartością zbrojeń lub krzemu. D387 DP (Związek chemiczny) Jednolity diament polikrystaliczny bez wzmocnień z węglika spiekanego. Wykazuje się gruboziarnistą strukturą, dobrą ostrością krawędzi skrawającej oraz niskimi siłami skrawania umożliwiając uzyskanie niskich tolerancji. Zalecany do frezowania przy dużych głębokościach skrawania. Wysoka odporność na zużycie przy podwyższonej udarności, ze względu na dużą objętość diamentu. A-8 Toczenie wykańczające oraz frezowanie wszystkich metali nieżelaznych z wysoką zawartością zbrojeń lub krzemu. Najwyższa wydajność usuwania materiału.




9 Porównanie ostrości krawędzi skrawających Niespotykana ostrość krawędzi skrawającej oraz maksymalna objętość diamentu wpływa na żywotność narzędzia. Odporność krawędzi skrawającej spowodowana jest wysoką przewodnością cieplną materiału. Nowo opracowana technika cięcia laserowego daje wspaniałe możliwości wytwarzania diamentowych narzędzi CVD oraz PDC. Ponadto wszystkie możliwe geometrie płytek można wykonać z taką samą ostrością krawędzi skrawającej. Rozwój techniki laserowej oraz produkcja narzędzi przy jej wykorzystaniu, pozwala nam osiągnąć nasz cel. Jest nim wytwarzanie wszelkiego typu płytek z najwyższą możliwą jakością oraz z każdym możliwym łamaczem wióra bez wykorzystania ściernicy diamentowej. Jesteśmy wśród światowych liderów w zakresie kompletnej obróbki płytek diamentowych za pomocą lasera. Powiększenie 500x: Krawędź skrawająca diamentu monolitycznego Powiększenie 500x: Drobnoziarnisty diament PDC, bardzo dokładnie szlifowany Powiększenie 500x: Drobnoziarnisty diament PDC, bardzo dokładnie szlifowany Powiększenie 500x: Diament PDC zróżnicowane ziarna, standardowe szlifowanie A-9


10 Geometria kąta natarcia Geometria kąta natarcia Gatunek diamentu Zastosowanie D384 D385 D386 D387 Niewielkie siły skrawania»» Elementy cienkościenne lub niestabilny pół-fabrykat»» Niskie tolerancje»» Średnie wykończenie powierzchni»» Do łamania wiórów D384 D385 D386 D387 Zwiększone siły skrawania»» Masywne lub twarde przedmioty»» Przyzwoite tolerancje»» Najlepsza jakość powierzchni»» Do łamania wióra C429 Neutralna (płytka) D387 D384 D385 D386 D387 Zgrubnie»» Stałe lub stabilne detale»» Ząbkowana krawędź dla doskonałego układu scalonego»» Kontrola przy wysokich posuwach i głębokościach cięcia. Średnie siły skrawania»» Masywne lub twarde przedmioty»» Przyzwoite tolerancje»» Bardzo dobra jakość powierzchni»» Bez łamacza, wolny spływ wióra Pozytywna Neutralna (płytka) D385 D386 Niskie siły skrawania»» Cienkościenne lub niestabilne przedmioty»» Przyzwoite tolerancje»» Średnia jakość powierzchni»» Bez łamacza, wolny spływ wióra Pozytywna R/L (płytka) D385 D386 Niskie siły skrawania»» Cienkościenne lub niestabilne przedmioty»» Przyzwoite tolerancje»» Średnia jakość powierzchni»» Wysokie głębokości skrawania»» Bez łamacza, wolny spływ wióra A-10
![Parametry skrawania zakres zastosowań łamaczy wióra Dodatnia geometria do obróbki wykańczającej oraz super wykańczającej, ap: 0,05-1,5 [mm].](/docs-images/91/106376564/images/11-0.jpg "Znajduje zastosowanie przy niskich tolerancjach przy najniższych siłach skrawania. Zastosowanie: elementy cienkościenne oraz niestabilne.")
![Lekko negatywna krawędź przystosowana do obróbki zgrubnej, średniej, wykańczającej oraz super wykańczającej, ap: 0.5-2 [mm]. Ze względu na zwiększone siły skrawania oraz niskie tolerancje.](/docs-images/91/106376564/images/11-1.jpg "Istnieje możliwość uzyskania powierzchni bardzo dobrej jakości. Zastosowanie: elementy grubościenne w stabilnych warunkach.")

11 Parametry skrawania zakres zastosowań łamaczy wióra Dodatnia geometria do obróbki wykańczającej oraz super wykańczającej, ap: 0,05-1,5 [mm]. Znajduje zastosowanie przy niskich tolerancjach przy najniższych siłach skrawania. Zastosowanie: elementy cienkościenne oraz niestabilne. Lekko negatywna krawędź przystosowana do obróbki zgrubnej, średniej, wykańczającej oraz super wykańczającej, ap: [mm]. Ze względu na zwiększone siły skrawania oraz niskie tolerancje. Istnieje możliwość uzyskania powierzchni bardzo dobrej jakości. Zastosowanie: elementy grubościenne w stabilnych warunkach. C429: Toczenie z dużą prędkością - obróbka zgrubna w NOWYM wymiarze Solidny diament bez spoiwa. Krawędź tnąca jest niezwykle ostra i bez mikropęknięć nie wytwarza ciśnienia skrawania, co pozwala uzyskać wyniki bez zadziorów z tolerancjami bliskimi zeru. Wyjątkowo odporny na zużycie z maksymalną przewodnością cieplną i dobrą wytrzymałością. Zastosowanie: obróbka zgrubna wszystkich wszystkich metali nieżelaznych i niemetalicznych ze wzmocnieniem ściernym lub silikonem. Promień cięcia 3D - parametry łamacza wiórów,, C429 Geometria Geometria Geometria C429 ap (mm) fz (mm/r) ap (mm) fz (mm/r) ap (mm) fz (mm/r) min. max. min. max. min. max. min. max. min. max. min. max. Promień cięcia 0,1 mm 0,05 0,30 0,02 0,05 0,1 mm 0,2 mm 0,06 0,40 0,03 0,08 0,50 0,80 0,08 0,12 0,2 mm 0,4 mm 0,10 0,80 0,04 0,15 0,60 1,50 0,08 0,20 1,01 3,04 0,20 0,35 0,4 mm 0,8 mm 0,15 1,00 0,08 0,20 0,70 1,50 0,15 0,30 1,01 3,04 0,20 0,35 0,8 mm 1,2 mm 0,30 1,50 0,12 0,25 0,80 2,00 0,20 0,40 1,01 3,04 0,20 0,35 1,2 mm Wartości wynikające z łamacza wiórów oraz : w przypadku zastosowania płytek D385 oraz D386 nie zaleca się stosowania chłodziwa. Podczas korzystania z C429 wymagany jest środek chłodzący lub minimalne smarowanie ilościowe (MQL). Aby uzyskać najlepsze wyniki łamania wiórów, zaleca się minimalną głębokość cięcia 0,8mm. Materiał do cięcia D387 (diament z grubym ziarnem (20-35 μm)) i małą porcją spoiwa dla wysokiej twardości i maksymalnej żywotności narzędzia. Bez łamacza wióra. Wióry ciągłe. A-11 Z łamaczem wióra. Drobne wióry.
12 Geometria Naroża Płytki Wiper i Wykończenie Powieszchni Teoretyczna wartość chropowatości Rt może być określona przez promień naroża oraz przez posuw ręczny. Wymagana dokładność wykonania powierzchni może być obliczona dokładnie, pod warunkiem, że wszystkie istotne warunki są podane. Przykładowo niestabilna maszyna i/lub niewłaściwe mocowanie przedmiotu obrabianego, uszkodzony lub niewłaściwy system narzędziowy, źle dobrana prędkość skrawania i głębokość skrawania itp. będą wpływały na pogorszenie wyników. Teoretyczna chropowatość powierzchni Promień narożnika Posuw na obrót (f = mm / obr) Ra Rt r = 0,2 r = 0,4 r = 0,8 r = 1,2 r = 1,6 0,6 1,6 f = 0,05 f = 0,07 f = 0,10 f = 0,12 f = 0,14 1,6 4 f = 0,08 f = 0,11 f = 0,15 f = 0,19 f = 0,23 3,2 10 f = 0,12 f = 0,17 f = 0,24 f = 0,29 f = 0,36 6,3 16 f = 0,16 f = 0,22 f = 0,30 f = 0,37 f = 0,45 Używając technologii Wiper występuje wyraźna poprawa jakości powierzchni poprzez zmniejszenie chropowatości. Do cięcia ze zwiększoną wydajnością we wszystkich aspektach skrawania opracowaliśmy różną geometrie Wiper. Do toczenia wewnętrznego, zewnętrznego i frezowania. Zwiększona powierzchnia styku z przedmiotem obrabianym w technologii Wiper zastępuje małą powierzchnię styku w przeciętnej płytce zmniejszając chropowatość powierzchni od 2 do 4 razy. Wszytskie wartość w μ Rt = f 2 8 r f 2 r = f = 8 Rt 8 r Rt W praktyce są dwie możliwości wykorzystania skrawania: z wysoką wydajnością lub z lepszym wykończeniem powierzchni: 1) 2-4 razy wyższy posuw = taka sama chropowatość powierzchni 2) taki sam posuw = 2-4x poprawiona chropowatość powierzchni A-12
13 Zalecane parametry skrawania Toczenie i frezowanie 5000 Prędkość skrawania Vc (m/min-1) % Aluminium i jego stopy % Tworzywa sztuczne Metale nieżelazne Brąz Mosiądz Miedz MMC 500 CFRP (80%) Grafit 80% Żeliwo szare wermikularne Zalecane wartości dla toczenia Gatunek diamentu Posuw roboczy Głebokość skrawania 0,005-0,3 0,005-1,5 D384 0,01-0,4 0,01-2,5 D385 0,05-0,5 0,05-3,5 D387 0,08-0,8 0,12-5,5 D387 0,08-0,8 0,12-5,5 A-13
 1 Kształty 2 Kąt przyłożenia Tolerancje w mm ) Dokładna tolerancja")
 6")

 6 Jeżeli mniej niż 10 3,18mm = 03) 20 A-14")
14 Toczenie ogólne Oznaczenie płytek do toczenia według ISO 3 Tolerancja (mm) 1 Kształty 2 Kąt przyłożenia Tolerancje w mm ) Dokładna tolerancja jest określona przez wielkość płytki C N G A Typ wykonania Długość ostrza (mm) 6 Grubość (mm 01 s = 1,59 T1 s = 1,98 02 s = 2,38 03 s = 3,18 T3 s = 3,97 04 s = 4,76 05 s = 5,56 06 s = 6,35 model specjalny Jeżeli mniej niż 10 użyj 0 na pierwszej pozycji, część dziesiętna zaokrąglona (Przykład: 9,525 mm = 09) 6 Jeżeli mniej niż 10 użyj 0 na pierwszej pozycji, część dziesiętna zaokrąglona (Przykład: 3,18mm = 03) 20 A-14





 M0 =")
15 Toczenie ogólne Oznaczenie płytek do toczenia według ISO Materiał skrawania charakterystyka dla najlepszych powierzchni we wszystkich aplikacjach D384 Zawartość 8% Si lub obróbka bez zadziorów Toczenie płytek Ostrze Wiper Konfiguracja narożnika W = Wiper ostrze - lewa i prawa strona WR = Wiper ostrze - prawa strona WL = Wiper ostrze - lewa strona D385 D386 D % Si zawartość podczas ciągłego cięcia 1-7% Si zawartość podczas przerywanego cięcia Do obróbki zgrubnej i frezowania wysoce ściernych materiałów W D385 GS Promień naroża Model łamacza Odmiana Radius 02 = 0,2 mm 04 = 0,4 mm 08 = 0,8 mm 12 = 1,2 mm 16 = 1,6 mm 00 = okrągłe płytki (inch) M0 = okrągłe płytki (metr.) VM GS A-15

16 Toczenie ogólne CCGT W s l r D385 CCGT ,1 3,5 2,6 CCGT ,2 3,4 2,4 CCGT ,4 3,2 2,2 CCGT ,35 2,8 2,38 6,5 0,8 3,0 2,0 CCGT W* 0,1 3,4 2,5 CCGT W* 0,2 3,3 2,3 CCGT W* 0,4 3,1 2,1 CCGT 09T302 0,2 4,5 2,4 CCGT 09T304 0,4 4,3 2,2 CCGT 09T308 0,8 4,1 2,0 9,52 4,4 3,97 9,7 CCGT 09T301W* 0,1 4,5 2,5 CCGT 09T302W* 0,2 4,4 2,3 CCGT 09T304W* 0,4 4,2 2,1 CCGT ,4 4,3 2,2 CCGT ,8 4,1 2,1 12,70 5,5 4,76 12,9 CCGT W* 0,2 4,4 2,3 CCGT W* 0,4 4,2 2,1 D384 * Wiper = 95 uchwyt CCGT s r CCGT R/L-GS 0,4 6,45 º 6,35 2,8 2,38 CCGT R/L-GS 0,8 6,45 º º CCGT 09T308R/L-GS 0,8 9,70 º 9,52 4,4 3,97 CCGT 09T312R/L-GS 1,2 9,70 CCGT R/L-GS 12,70 5,5 4,76 1,2 12,90 A-16
17 Toczenie ogólne CCGW W s l r D385 D384 CCGW ,1 3,5 2,6 CCGW ,2 3,4 2,4 º CCGW ,4 3,2 2,2 º CCGW ,35 2,8 2,38 6,5 0,8 3,0 2,0 º CCGW W* 0,1 3,4 2,5 º CCGW W* 0,2 3,3 2,3 º CCGW W* 0,4 3,1 2,1 º CCGW 09T302 0,2 4,5 2,4 º CCGW 09T304 0,4 4,3 2,2 º CCGW 09T308 0,8 4,1 2,0 9,52 4,4 3,97 9,7 º CCGW 09T301W* 0,1 4,5 2,5 CCGW 09T302W* 0,2 4,4 2,3 CCGW 09T304W* 0,4 4,2 2,1 CCGW ,4 4,3 2,2 CCGW ,8 4,1 2,1 12,70 5,5 4,76 12,9 CCGW W* 0,2 4,4 2,3 CCGW W* 0,4 4,2 2,1 * Wiper = 95 uchwyt CCGW s r CCGW R/L-GS 0,4 6,45 6,35 2,8 2,38 CCGW R/L-GS 0,8 6,45 CCGW 09T308R/L-GS 0,8 9,70 9,52 4,4 3,97 CCGW 09T312R/L-GS 1,2 9,70 CCGT R/L-GS 12,70 5,5 4,76 1,2 12,90 A-17

18 Toczenie ogólne CNGA s l r CNGA CNGA ,70 5,13 4,76 12,9 0,8 6,0 0,4 6,3 CNGA ,2 5,7 Informacje CPGT s l r CPGT CPGT ,35 2,8 2,38 6,5 0,4 3,2 CPGT ,8 3,0 0,2 3,4 A-18
19 Toczenie ogólne CPGW W s l r CPGW 05T102 5,56 2,2 1,98 5,6 CPGW 05T104 0,4 2,2 CPGW 05T102-W* 0,2 2,4 5,56 2,2 1,98 5,5 CPGW 05T104-W* 0,4 2,1 CPGW ,2 2,4 5,56 2,5 2,38 5,6 CPGW ,4 2,2 CPGW W* 0,2 2,4 5,56 2,5 2,38 5,5 CPGW W* 0,4 2,1 CPGW ,2 3,4 CPGW ,35 2,8 2,38 6,5 0,4 3,2 CPGW ,8 3,0 CPGW W* 0,2 3,3 6,35 2,8 2,38 6,5 CPGW W* 0,4 3,1 CPGW 09T304 0,4 4,3 9,52 4,4 3,97 9,7 CPGW 09T308 0,8 4,1 CPGW 09T302-W* 0,2 4,4 9,52 4,4 3,97 9,7 CPGW 09T304-W* 0,4 4,2 CPGW ,4 4,3 12,70 5,5 4,76 12,9 0,2 2,4 CPGW ,8 4,1 CPGW W* 12,70 5,5 4,76 12,9 0,4 4,4 CPGW s r CPGW R/L-GS 6,35 2,8 2,38 0,4 6,5 CPGW 09T308R/L-GS 9,52 4,4 3,97 0,8 9,7 CPGW R/L-GS 12,70 5,5 4,76 0,8 12,9 CPGW R/L-GS 12,70 5,5 4,76 1,2 12,9 A-19
20 Toczenie ogólne DCGT W s l r D385 D384 DCGT ,1 3,8 DCGT ,2 3,7 2,6 6,35 2,8 2,38 7,75 º DCGT ,4 3,4 2,3 DCGT ,8 3,0 2,0 DCGT LW * 0,1 3,0 2,0 º DCGT RW * 0,1 3,0 2,0 º DCGT LW * 0,2 3,0 2,0 6,35 2,8 2,38 7,75 º DCGT RW * 0,2 3,0 2,0 º DCGT LW * 0,4 3,0 2,0 º DCGT RW * 0,4 3,0 2,0 º DCGT 11T301 0,1 4,8 DCGT 11T302 0,2 4,7 2,6 DCGT 11T304 9,52 4,4 3,97 11,6 0,4 4,3 2,3 DCGT 11T308 0,8 4,0 2,0 DCGT 11T312 1,2 3,5 DCGT 11T301-LW * 0,1 4,0 2,0 DCGT 11T301-RW * 0,1 4,0 2,0 DCGT 11T302-LW * 0,2 4,0 2,0 º 9,52 4,4 3,97 11,6 DCGT 11T302-RW * 0,2 4,0 2,0 º DCGT 11T304-LW * 0,4 4,0 2,0 º DCGT 11T304-RW * 0,4 4,0 2,0 º * Wiper = 95 holder DCGT s l r DCGT R/L 0,4 5,5 6,35 2,8 2,38 7,8 DCGT R/L 0,8 5,0 DCGT 11T304R/L 0,4 7,5 DCGT 11T308R/L 9,52 4,4 3,97 11,6 0,8 7,0 DCGT 11T312R/L 1,2 6,5 A-20
21 Toczenie ogólne DCGW W s l r D385 D384 DCGW ,1 3,8 2,7 º DCGW ,2 3,7 2,6 6,35 2,8 2,38 7,75 º DCGW ,4 3,4 2,3 DCGW ,8 3,0 2,0 DCGW ,2 4,7 DCGW ,52 4,4 3,18 11,6 0,4 4,3 DCGW ,8 4,0 DCGW 11T301 0,1 4,8 2,7 DCGW 11T302 0,2 4,7 2,6 DCGW 11T304 9,52 4,4 3,97 11,6 0,4 4,3 2,3 DCGW 11T308 0,8 4,0 2,0 DCGW 11T312 1,2 3,6 1,8 DCGW 11T302-LW* 0,2 4,0 2,0 DCGW 11T302-RW* 0,2 4,0 2,0 9,52 4,4 3,97 11,6 DCGW 11T304-LW* 0,4 4,0 2,0 º DCGW 11T304-RW* 0,4 4,0 2,0 º DCGW ,4 4,3 2,3 º 12,70 5,5 4,76 15,5 DCGW ,8 4,0 2,0 º * Wiper = 95 holder DNGA s l r DNGA ,4 6,4 DNGA ,70 5,13 4,76 15,5 0,8 6,0 DNGA ,2 5,6 DNGA ,4 6,4 DNGA ,70 5,13 6,35 15,5 0,8 6,0 DNGA ,2 5,6 A-21

22 Toczenie ogólne RCGW s RCGW 0602MO-VM 6,0 2,8 2,38 RCGW 0803MO-VM 8,0 3,4 3,18 RCGW 1003MO-VM 10,0 4,4 3,18 RCGW 10T3MO-VM 10,0 4,4 3,97 RCGW 1204MO-VM 12,0 4,4 4,76 D385 D384 RCGT s RCGT 0602MO-VM 6,0 2,8 2,38 RCGT 10T3MO-VM 10,0 4,4 3,97 D385 RPGW s RPGW 0802MO-VM 8,00 3,4 2,38 RPGW 1204MO-VM 12,00 5,5 4,76 RPGW 1204OO-VM 12,70 4,4 4,76 D385 D384 A-22
23 Toczenie ogólne SCGT s l r SCGT 09T304 0,4 4,4 SCGT 09T308 9,52 4,4 3,97 9,52 0,8 4,3 SCGT 09T312 1,2 4,2 SCGT s r SCGT 09T308-GS 0,8 9,5 9,52 4,4 3,97 SCGT 09T312-GS 1,2 9,5 SCGT GS 0,8 12,7 12,70 5,5 4,76 SCGT GS 1,2 12,0 A-23
24 Toczenie ogólne SCGW s l r D385 D384 SCGW 09T302 0,2 3,0 SCGW 09T304 0,4 4,4 2,8 9,52 4,4 3,97 9,52 SCGW 09T308 0,8 4,3 2,6 º SCGW 09T312 1,2 4,2 2,3 º SCGW ,4 4,4 SCGW ,70 5,5 4,76 12,70 0,8 4,3 2,6 º SCGW ,2 4,2 2,3 º SCGW s r SCGW 09T304-GS 0,4 9,52 9,52 4,4 3,97 SCGW 09T308-GS 0,8 9,52 SCGW GS 0,4 12,70 SCGW GS 12,70 5,5 4,76 0,8 12,70 SCGW GS 1,2 12,70 A-24
25 Toczenie ogólne SNGA s r SNGA ,4 4,3 SNGA ,70 5,13 4,76 0,8 4,2 SNGA ,2 4,0 SNGN d s r SNGN ,4 4,3 12,70 3,18 SNGN ,8 4,2 º SPGT s l r SPGT 09T304 0,4 4,4 SPGT 09T308 9,52 4,4 3,97 9,5 0,8 4,3 SPGT 09T312 1,2 4,2 A-25
26 Toczenie ogólne SPGT s r SPGT 09T308-GS 0,4 9,52 4,4 3,97 9,52 SPGT 09T312-GS 0,8 SPGW s l r D385 0,4 4,4 9,52 4,4 3,97 9,52 D384 SPGW 09T304 SPGW 09T308 0,8 4,3 2,6 º SPGW 09T312 1,2 4,2 TCGT s l r D385 D384 TCGT ,2 3,7 2,6 TCGT ,56 2,5 2,38 9,6 0,4 3,4 2,3 TCGT ,8 3,0 2,0 TCGT ,2 3,7 2,6 TCGT ,35 2,8 2,38 11,0 0,4 3,4 2,3 TCGT ,8 3,0 2,0 TCGT 16T304 0,4 4,6 2,3 9,52 4,4 3,97 16,5 TCGT 16T308 0,8 4,2 2,0 A-26
27 Toczenie ogólne TCGT s r TCGT GS 0,4 5,56 2,5 2,38 9,6 TCGT GS 0,8 TCGT GS 0,4 TCGT GS 6,35 2,8 2,38 0,8 11,0 TCGT GS 1,2 TCGT 16T304-GS 0,4 9,52 4,4 3,97 16,5 TCGT 16T308-GS 0,8 TCGW s l r D385 D384 TCGW ,2 3,7 2,6 º TCGW ,56 2,5 2,38 9,6 0,4 3,4 2,3 TCGW ,8 3,0 2,0 º TCGW ,2 3,7 2,6 º TCGW ,35 2,8 2,38 11,0 0,4 3,4 2,3 TCGW ,8 3,0 2,0 TCGW 16T304 0,4 4,6 2,3 TCGW 16T308 9,52 4,4 3,97 16,5 0,8 4,2 2,0 º TCGW 16T312 1,2 3,8 1,8 º A-27


28 Toczenie ogólne TCGW s r TCGW GS 5,56 2,5 2,38 0,8 9,6 TCGW GS 0,4 6,35 2,8 2,38 11,0 TCGW GS 0,8 TCGW 16T304-GS 0,4 9,52 4,4 3,97 16,5 TCGW 16T308-GS 0,8 TCGW s r TCGW GS 0,2 TCGW GS 6,35 2,8 2,38 0,4 11,0 TCGW GS 0,8 TNGA s l r TNGA ,4 11,0 TNGA ,52 3,81 4,76 16,5 0,8 TNGA ,2 A-28
29 Toczenie ogólne TPGN d s l r D385 D384 TPGN ,2 3,7 2,6 TPGN ,35 3,18 11,0 0,4 3,4 2,3 º TPGN ,8 3,0 2,0 º TPGN ,4 4,6 TPGN ,52 3,18 16,5 0,8 4,2 º TPGN ,2 3,8 TPGN d s r TPGN GS 0,4 6,35 3,18 11,0 TPGN GS 0,8 TPGN GS 0,4 9,52 3,18 16,5 TPGN GS 0,8 A-29
30 Toczenie ogólne TPGW s r TPGW GS 4,76 2,2 2,38 0,4 8,2 TPGW GS 5,56 2,5 2,38 0,4 9,6 TPGW GS 0,4 11,0 6,35 2,8 2,38 TPGW GS 0,4 11,0 TPGW s r l D385 TPGW ,76 2,8 2,38 0,4 8,2 2,7 TPGW ,2 3,7 TPGW ,56 2,5 2,38 0,4 9,6 3,4 TPGW ,8 3,0 TPGW ,2 3,7 TPGW ,35 2,8 2,38 0,4 11,0 3,4 TPGW ,8 3,0 TPGW ,4 3,7 TPGW ,35 2,5 3,18 0,8 11,0 3,4 TPGW ,2 3,0 A-30
31 Toczenie ogólne VBGT s l r D385 D384 VBGT ,1 5,4 VBGT ,2 4,6 6,35 2,8 2,38 11,1 VBGT ,4 3,9 VBGT ,8 3,3 VBGT ,2 5,9 3,0 VBGT ,4 5,5 3,0 º 9,52 4,4 4,76 16,6 VBGT ,8 5,0 3,0 VBGT ,2 4,4 3,0 VBGW s l r D385 D384 VBGW ,2 4,6 VBGW ,4 3,9 º 6,35 2,8 2,38 11,1 VBGW ,8 3,3 VBGW ,2 5,9 3,0 VBGW ,4 5,5 3,0 º VBGW ,52 4,4 4,76 16,6 0,8 5,0 3,0 VBGW ,2 4,4 A-31
32 Toczenie ogólne VCGT s l r D385 D384 VCGT ,1 3,8 VCGT ,97 2,2 2,38 6,9 0,2 3,6 3,0 º VCGT ,4 3,2 2,8 º VCGT ,1 5,4 VCGT ,2 4,6 3,5 º 6,35 2,8 3,18 11,1 VCGT ,4 3,9 3,0 º VCGT ,8 3,3 3,0 º VCGT ,2 5,9 7,94 3,4 3,18 13,3 VCGT ,4 5,5 VCGT ,1 6,0 VCGT ,2 5,9 3,5 º VCGT ,52 4,4 4,76 16,6 0,4 5,5 3,0 º VCGT ,8 5,0 3,0 º VCGT ,2 4,5 3,0 VCGT s l r VCGT R/L 0,4 6,5 6,35 2,8 3,18 11,1 VCGT R/L 0,8 6,0 VCGT R/L 0,4 7,5 VCGT R/L 9,52 4,4 4,76 16,6 0,8 7,0 VCGT R/L 1,2 7,0 A-32
33 Toczenie ogólne VCGW s l r D385 D384 VCGW ,1 3,8 VCGW ,97 2,2 2,38 6,9 0,2 3,6 3,0 VCGW ,4 3,2 2,8 VCGW ,1 5,4 VCGW ,2 4,6 3,5 º 6,35 2,8 3,18 11,1 VCGW ,4 3,9 3,0 º VCGW ,8 3,3 3,0 º VCGW ,2 5,9 7,94 3,4 3,18 13,3 VCGW ,4 5,5 VCGW ,1 6,0 VCGW ,2 5,9 3,5 º VCGW ,52 4,4 4,76 16,6 0,4 5,5 3,0 º VCGW ,8 5,0 3,0 º VCGW ,2 4,5 3,0 º VNMA s l r VNMA ,4 5,5 VNMA ,52 3,81 4,76 16,6 0,8 5,0 VNMA ,2 4,5 A-33
34 Toczenie ogólne WBGW s r WBGW L-VM 0,2 3,97 2,3 1,58 4,8 WBGW L-VM 0,4 WCGW s r WCGW VM 0,2 3,97 2,3 1,58 2,7 WCGW VM 0,4 A-34







35 Przecinanie i rowkowanie TSFA R/L Uchwyt narzędziowy, zewnętrzne rowkowanie promieniowe Uwaga: Dla oprawek z prawej strony używać płytek z prawej strony, dla oprawek z lewej strony używać tylko płytek z lewej strony. prawa strona lewa strona HTH H B WF LU LF TSAF1616R TSAF1616L TSAF2020R TSAF2020L TSAF2525R TSAF2525L TSAF3225R TSAF3225L TSFI R/L - V Uchwyt narzędziowy, wewnętrzne rowkowanie promieniowe Uwaga: Dla oprawek z prawej strony używać płytek lewostronnych, dla oprawek z lewej strony używać tylko płytek prawoskrętnych CDX = 6mm prawa strona lewa strona HTH H B WF LU LF DMIN TSIF1616R TSIF1616L TSIF2020R TSIF2020L TSIF2525R TSIF2525L TSIF3225R TSIF3225L Części zamienne CLA3103 SCR1303 KL2104 VAR5101 A-35

36 Przecinanie i rowkowanie Zewnętrzne rowkowanie Gatunek TFSN S CDX RE RE CN0 TFSN25R TFSN25L TFSN30R TFSN30L TFSN35R TFSN35L TFSN40R TFSN40L TFSN45R TFSN45L TFSN50R TFSN50L Zewnętrzne rowkowanie i toczenie Gatunek TFSV S CDX RE RE CN0 TFSV30R TFSV30L TFSV35R TFSV35L TFSV40R TFSV40L TFSV45R TFSV45L TFSV50R TFSV50L A-36

37 Przecinanie i rowkowanie Wewnętrzne rowkowanie Gatunek TFIN S CDX RE RE CN0 TFIN25R TFIN25L TFIN30R TFIN30L TFIN35R TFIN35L TFIN40R TFIN40L TFIN45R TFIN45L TFIN50R TFIN50L Wewnętrzne rowkowanie i toczenie Gatunek TFIV S CDX RE RE CN0 TFIV30R TFIV30L TFIV35R TFIV35L TFIV40R TFIV40L TFIV45R TFIV45L TFIV50R TFIV50L A-37



38 Przecinanie i rowkowanie Kopiowanie zewnętrzne Gatunek TFRV S CDX RE CN0 TFRV30R TFRV30L TFRV35R TFRV35L TFRV40R TFRV40L TFRV45R TFRV45L TFRV50R TFRV50L Zewnętrzne profilowanie Gatunek TFDV S CDX RE CN0 TFDV02R TFDV02L TFDV04R TFDV04L TFDV08R TFDV08L TFDV12R TFDV12L A-38
39 Przecinanie i rowkowanie Zewnętrzne rowkowanie (profil częściowy) Gatunek TFTV S CDX RE CN0 TFTV010R TFTV010L TFTV014R TFTV014L TFTV018R TFTV018L TFTV021R TFTV021L TFTV025R TFTV025L TFTV028R TFTV028L TFTV036R TFTV036L TFTV043R TFTV043L Rozmiar promienia dla metrycznego gwintu ISO Rozmiar promienia Skok P (max.) Skok P (min.) Skok P (średnio) RE = 0.10 P = 0.80 P = 0.69 P = 0.75 RE = 0.14 P = 1.12 P = 0.97 P = 1.00 RE = 0.18 P = 1.44 P = 1.25 P = 1.35 RE = 0.21 P = 1.68 P = 1.46 P = 1.55 RE = 0.25 P = 2.00 P = 1.74 P = 1.85 RE = 0.28 P = 2.24 P = 1.95 P = 2.10 RE = 0.36 P = 2.99 P = 2.50 P = 2.70 RE = 0.43 P = 3.44 P = 2.99 P = 3.20 A-39



40 System wytaczania Wytaczaki z węglika spiekanego Model E...SEUP-R/L Prawy wytaczak z cylindrycznym trzpieniem z węglika spiekanego i wewnętrznym doprowadzeniem chłodziwa. DMIN DCON WF LF ALP Płytka E06FSEUP-R04 E06FSEUP-L EPH E07FSEUP-R04 E07FSEUP-L EPH E08FSEUP-R04 E08FSEUP-L EPH E10FSEUP-R06 E10FSEUP-L EPH.. 06T1.. E12FSEUP-R06 E12FSEUP-L EPH.. 06T1.. E16FSEUP-R06 E16FSEUP-L EPH.. 06T1.. Prawy wytaczak z cylindrycznym trzpieniem z węglika spiekanego, dwiema powierzchniami zaciskowymi i wewnętrznym doprowadzaniem chłodziwa. DMIN DN WF LF LU DCON H ALP Płytka E1006H-SEUP-R04 E1006H-SEUP-L EPH E1007H-SEUP-R04 E1007H-SEUP-L EPH E1008H-SEUP-R04 E1008H-SEUP-L EPH Części zamienne VAR5101 SCR1101 SCR1102 KL2101 KL2102 odpowiednie dla: EPH0401 EPH06T1 SCR1101 SCR1102 A-40



41 System wytaczania Gatunek EPHT EPHW Typ łamacza IC D1 S L RE L1 CN0 EPHT040101VM EPHT040102VM EPHT040104VM EPHW040101VM EPHW040103VM EPHW040104VM Gatunek EPHT EPHW Typ łamacza IC D1 S L RE L1 CN0 EPHT06T EPHT06T EPHT06T EPHW06T EPHW06T EPHW06T W kontakcie z większością konwencjonalnych systemów narzędziowych korzystamy z pozytywnych płytek wieloostrzowych typu EPHW / EPHT i 06T1.. w stylu 75. Ten przyjęty typ płytki powoduje, że osiągamy najlepsze możliwe wyniki dla wytaczania. Nasze wytaczaki pełnowęglikowe pozwalają na wytaczanie głębokości 7xD z najwyższą precyzją i wykończeniem powierzchni. A-41





42 System wytaczania Uchwyt na narzędzia z chłodzeniem BB-... Tuleje adaptera umożliwiają wszechstronne zastosowanie wytaczaków we wszystkich obszarach. Wprowadzanie chłodziwa odbywa się przez adapter. BD BD1 BD2 H LF odpowiednie dla noży BB BB BB BB A-42
43 System wytaczania Noże tokarskie wewnętrzne X-GE R/L Cylindryczny wytaczak z węglika spiekanego z jedną powierzchnią dociskową, nachyloną krawędzią tnącą i wewnętrznym doprowadzaniem chłodziwa. W przypadku adapterów, patrz strona poprzednia Gatunek Typ łamacza DCON DMIN F LF LU RE CN Wszystkie górne wytaczaki MiniCut składają się z węglika spiekanego ze zintegrowanym podawaniem chłodziwa i pozwalają na głębokość wiercenia do 7xD. Podobnie jak nasze wkładki MiniCut, wytaczaki są zaprojektowane w 75 stylu i zapewniają najwyższą wydajność. A-43







44 Frezowanie Gatunek CPGW Typ łamacza IC D1 S L L1 CPGW1204PDR CPGW1204PDR6 7.5 Gatunek RDHX Typ łamacza IC D1 S L L1 RDHX0501M RDHX0702M RDHX1003M RDHX12T3M Gatunek SDHW Typ łamacza IC D1 S L L1 SDHW1204AEN SDHW1204AEN6 6.0 A-44







45 Frezowanie Gatunek SEHW Typ łamacza IC D1 S L L1 SEHW1204AFN Gatunek SEKN Typ łamacza IC D1 S L L1 SEKN1203AFN SEK1203AFN6 6.0 Gatunek SPGW Typ łamacza IC D1 S L L1 SPGW1204PDR Gatunek TPKN Typ łamacza IC D1 S L L1 TPKN1603PDR4 A-45


46 Frez z dwoma rowkami z chłodzeniem przelotowym TMCS Frezowanie DC RE DCON DC1 Z kąt osiowy OAL LU APMX TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o TMCS o Gatunek D384 Typ łamacza Frez trzpieniowy dwurzędowy z chłodziwem przelotowym TMCK DC RE DCON DC1 Z kąt osiowy OAL LU APMX TMCK o o TMCK o o TMCK o o TMCK o o TMCK o o TMCK o o Gatunek D384 Typ łamacza A-46


47 Dwa rowki Torus End Mill with Through Coolant TMCT Frezowanie DC RE DCON DC1 Z kąt osiowy OAL LU APMX TMCT04R o TMCT05R o TMCT05R o TMCT06R o TMCT06R o TMCT08R o TMCT08R o TMCT08R o TMCT10R o TMCT10R o TMCT10R o TMCT12R o TMCT12R o TMCT12R o Gatunek D384 Typ łamacza Dwa rowki promień frezarki z chłodzeniem przelotowym TMCR DC RE DCON DC1 Z kąt osiowy OAL LU APMX TBMCR o TBMCR o TBMCR o TBMCR o TBMCR o TBMCR o Gatunek D384 Typ łamacza A-47



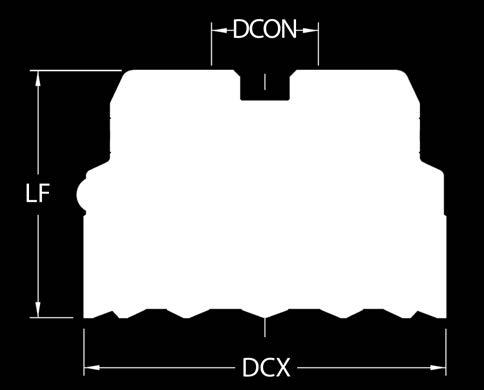
48 Frezowanie Frezy M701 Aluminiowy program frezowania czołowego stworzony do szybkiej obróbki wszystkich materiałów nieżelaznych. Nowy zaawansowany program frezujący przeznaczony do obróbki wysokiej prędkości materiałów nieżelaznych. Wyjątkowo precyzyjne wykończenie dzięki unikalnym płytkom D387 / D384 z promieniem krawędzi i mikroregulowanym płytkom. Korpusy frezów wykonane z lekkiego aluminium lotniczego. Poprzez chłodzenie umożliwia maksymalną ewakuację wiórów i kontrolę temperatury. Nowy gatunek diamentu TD384 zapewniający ekstremalną trwałość narzędzia! DCX DCON LF Z M701A CP CPGM-09T304 M701A CP CPGM-09T304 M701A CP CPGM-09T304 M701A CP CPGM-09T304 M701A CP CPGM-09T304 M701A CP CPGM-09T304 M701A CP CPGM-09T304 Wszystkie frezy są dostarczane z fabrycznie dopasowanymi płytkami. Akcesoria Narzędzie ØD Akcesoria Śruba nakładki chłodziwa Nakładka chłodziwa Śruba mocująca nakładki podkładka blokująca podkładka M CCS125 CC125 CSR04 LWB04 WB CCS160 CC160 CSR05 LWB05 WB CC200 CSR08 LWB08 WB08 A-48



49 Frezowanie CPGM (mm) Gatunek d d1 s l l1 r D387 D384 CPGM09T304W1- CPGM09T304W2- CPGM09T304W3- CPGM09T304W4- CPGM09T304W5- CPGM09T304W6-9,52 4,4 3,97 9,7 4,3 0,4 CPGM09T304W1-C425 CPGM09T304W2-C425 CPGM09T304W3-C425 CPGM09T304W4-C425 CPGM09T304W5-C425 CPGM09T304W6-C425 Geometry Geometria ap mm fz mm Rz μ W1 0,2-0,5 0,05-0, W2 0,1-0,4 0,04-0,4 1-6 W3 0,2-1,5 0,10-0, W4 0,3-1,5 0,15-0, W5 0,5-4,0 0,08-0, W6 0,5-4,5 0,15-0, Parametry obróbki: 100 mm średnica głowicy (Z=10) 8000 RPM chłodzenie przez narzędzie 5420 mm/min posuw ap = 1-2 mm Rz = 1,8 micron Wydłużenie żywotności o 540% dzięki gatunkowi D384. Zastosowanie: Frezowanie płaszczyznowe odlewów aluminium Materiał to stop aluminium składający się z 9% krzemu A-49









50 Bezpieczeństwo Frezowanie Podwójne mocowanie płytki Blokada kasety Odgrodzona śruba mocowania kasety siły odśrodkowe STOP STOP siły odśrodkowe STOP śruba mocowania kasety Dodatkowe mocowanie przeznaczone do działania jako podwójna blokada w połączeniu z stożkową śrubą Kaseta jest dopasowana do korpusu głowicy na bazie nowego projektu. Siły odśrodkowe działające na kasetę są neutralizowane przez profil klinu kasety i kształt dopasowania na głowicy. Unikalna osłona kasety i śruby mocującej kasetę w głowicy Potencjalne złamanie śruby pozostaje w stali kasety - śruba nie ma miejsca, aby się wysunąć Zwiększenie wydajności Mikro regulowana Wewnętrznym doprowadzanie chłodziwa Geometria łamacza Łatwe dopasowanie kaset z mikronową dokładnością. Wszystkie głowice są fabrycznie ustawione wysokości w zakresie +/- 0,01 z płytką wzorcową Porty chłodzące ukierunkowane są na krawędź tnącą aby zwiększyć żywotność narzędzia i poprawić wykończenie powierzchni. Wyjątkowa geometria łamacza przewyższa efektywnością tradycyjnie stosowane. Dzięki głowicy z płytkami posiadającymi naszą geometrię łamacza możliwe jest idealne wykończenie powierzchni. A-50






51 Frezowanie Akcesoria Nakładka chłodziwa Opcjonalna nakładka chłodziwa dostępna przy większych rozmiarach głowic aby zapewnić doprowadzenie chłodziwa do krawędzi skrawających na 360 stopni Wyważona i montowana bezpiecznie aby utrzymać stały dopływ chłodziwa przy maksymalnych obrotach głowicy. Wytworzona z tego samego lekkiego lotniczego aluminium 7075-T6 co głowica aby zapewnić długą żywotność Śruba nakładki chłodziwa Nakładla chłodziwa Śruba mocująca nakładki Podkładka blokująca Podkładka M701A CP09 CCS125 CC125 CSR04 LWB04 WB04 M701A CP09 CCS160 CC160 CSR05 LWB05 WB05 M701A CP09 - CC200 CSR08 LWB08 WB Części Opis EDP 1 Kaseta CR090 2 śruba torx (M4) SR090 3 Śruba do kasety SR770 3 A-51




52 Frezowanie M702 Frez czołowy i ramienny 90 DCX DCON LF Z Płytka M702A BF M702A BF M702A BF M702A BF BF28 Części zamienne Śruba regulująca Klucz sześciokątny do regulacji śruby Śruba mocująca Klucz dynamometryczny do śruby zaciskowej Molykote A-52



53 Frezowanie M115 Frez czołowy i ramienny 90 DCX DCON LF LU Z Płytka M115A025T BF M115A032T BF M115A040T BF M115A050T BF BF28 Części zamienne Śruba regulująca Klucz sześciokątny do regulacji śruby Śruba mocująca Klucz dynamometryczny do śruby zaciskowej Molykote A-53



54 Frezowanie M116 Frez czołowy i ramienny 90 DCX LF LU ADINTMS Z Płytka M116A040T BF HSK-A 63 6 M116A050T BF HSK-A 63 8 M116A063T BF HSK-A M116A080T BF HSK-A M116A040T BF SK 40 6 M116A050T BF SK 40 8 M116A063T BF SK M116A080T BF SK BF28 Frezy tarczowo-czołowe typu M116 są zawsze fabrycznie zrównoważone przy G 2,5 przy maksymalnej prędkości (patrz schematy). Należy pamiętać, że ze względów bezpieczeństwa i jakości absolutnie należy unikać uwalniania i przesuwania ciężarków równoważących. W przypadku konieczności kontynuacji wyważania, proszę pozwolić tylko wykwalifikowanemu personelowi, aby się tym zajmował. A-54





55 Frezowanie M703 Frez czołowy i ramienny 90 DCX DCON LF Z Płytka M703A BF M703A BF M703A BF BF28 Równoważenie wagi Całkowicie sztywne mocowanie A-55


56 Frezowanie Części zamienne opis 1 Klin do zaciskania 2 Wkręt do klina zaciskowego Klucz dynamometryczny do mocowania klina 3 Śruba regulująca Klucz sześciokątny do śruby regulacyjnej 4 masa wyważająca dla średnicy 40 mm - 3 gr masa wyważająca dla średnicy 50 mm - 3 gr. masa wyważająca dla średnicy 63 mm - 6gr masa wyważająca dla średnicy 80 mm - 7gr masa wyważająca dla średnicy 100 mm - 8gr 5 Śruba do wyważania ciężaru Moment dokręcający dla klina: 4 Nm A-56

57 Frezowanie Gatunek BFPL tylko frezowanie czołowe Typ łamacza L L1 RE CN Gatunek BFEK frezowanie czołowe i ramieniowe Typ łamacza L L1 RE CN Gatunek BFEK tylko frezowanie ramieniowe Typ łamacza L L1 RE CN Do naszych systemów frezowania używamy tylko jednego ostrza frezującego. Ostrza z węglika spiekanego wykończone są D387 oraz nowym solidnym diamentem D384. Dogładzanie krawędzi skrawających odbywa się za pomocą technologii laserowej. Całkowicie stabilna konstrukcja głowic skrawających oraz frezów z węglików spiekanych zapewnia bardzo wysoką wydajność usuwania materiału przy ekstremalnie długiej trwałości narzędzia. A-57
58 Frezowanie Problemy z ostrzami diamentowymi Problem Możliwa przyczyna Sugerowane działanie Słabe wykończenie powierzchni Ekstremalne zużycie powierzchni bocznej Krawędź wykruszenia Poluzowana końcówka diamentu Brak łamania wiórów pomimo geometrii łamacza wiórów Wibracja Zbyt wysoki posuw Zły poziom diamentu Zbyt duża prędkość cięcia Zły poziom diamentu Wibracja Błędne dane skrawania Niewłaściwy gatunek Nadmierna temperatura cięcia Nadmierne zużycie boczne Błędne dane skrawania 1. Sprawdzić sztywność uchwytu narzędziowego, systemu mocowania i maszyny 2. Zmniejsz prędkość posuwu, zwiększ promień nosa lub zmień krawędź wycieraczki 3. Użyj gatunku z małym ziarnem lub użyj D384 lub 1. Zmniejsz prędkość zgodnie z tabelami danych skrawania 2. Używać gatunku o grubszym rozmiarze ziarn D386 lub D387 albboużyj D384 lub 1. Sprawdzić sztywność uchwytu narzędziowego, systemu mocowania i maszyny 2. Sprawdź prędkości i posuwy w danych skrawania dla twojej aplikacji 3. Użyj gatunku o grubszym rozmiarze ziarna (D386 lub D387) 1. Zwiększyć chłodziwo do końcówki i uchwytu (powietrze lub płyn chłodzący) 2. Zmniejsz prędkość i głębokość cięcia 3. Użyj klasy D Sprawdź dane skrawania zgodnie z tabelą na stronie 2. Zastosuj płyn chłodzący Oprócz zaleceń podanych w tym katalogu, do ostrzy diamentowych zastosowanie mają następujące ogólne zasady: Sztywna konfiguracja maszyn i narzędzi Zapewnienie możliwie najlepszego doprowadzenia chłodziwa do końcówki ze względu na opór cieplny diamentu do około 700 A-58
59 Notatki
60
Narzędzia PCD/ PCBN. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia PCD/ PCBN Producent światowej klasy narzędzi diamentowych i CBN Narzędzia PCD/ PCBN 3 Informacje podstawowe Dzięki technologii opracowanej wskutek wieloletniego doświadczenia, narzędzia precyzyjne
Narzędzia PCD/ PCBN Producent światowej klasy narzędzi diamentowych i CBN Narzędzia PCD/ PCBN 3 Informacje podstawowe Dzięki technologii opracowanej wskutek wieloletniego doświadczenia, narzędzia precyzyjne
TOOLS. Najnowsza generacja w toczeniu. Specjalne właściwości. NeW NeW. Nr. 226 /2011-PL
 Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
Nr. 226 /2011-PL POLSKA Najnowsza generacja w toczeniu Specjalne właściwości dwie geometrie dla różnych zastosowań polerowana powierzchnia płytki niskie opory skrawania stabilne krawędzie tnące nowy gatunek
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
Skuteczna obróbka zgrubna nowym łamaczem wióra -CB3
 Maj 2017 Selection Proukty wybrane przez Państwa oraców technicznych Największa objętość wiórów w jenostce czasu poczas obróbki aluminium Skuteczna obróbka zgrubna nowym łamaczem wióra -CB3 TOTAL TOOLING
Maj 2017 Selection Proukty wybrane przez Państwa oraców technicznych Największa objętość wiórów w jenostce czasu poczas obróbki aluminium Skuteczna obróbka zgrubna nowym łamaczem wióra -CB3 TOTAL TOOLING
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
7 Płytki do toczenia gwintów 7 8
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów Płytki do toczenia gwintów 8 Narzędzia tokarskie
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
Dear customers and business partners, Drodzy klienci oraz partnerzy biznesowi,,
 Dear customers and business partners, Drodzy klienci oraz partnerzy biznesowi,, The great challenges of future cutting techniques can only be mastered by ultra hard cutting materials. For decades have
Dear customers and business partners, Drodzy klienci oraz partnerzy biznesowi,, The great challenges of future cutting techniques can only be mastered by ultra hard cutting materials. For decades have
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
EcoCut ProfileMaster nowa generacja
 New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
New Nowe Styczeń 2017 produkty dla techników obróbki skrawaniem ProfileMaster nowa generacja Udoskonalony, by być jeszcze lepszym! TOTAL TOOLING = JAKOŚĆ x SERWIS 2 WNT Polska Sp. z o.o. ul. Józefa Marcika
Promocja. CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV
 Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
Promocja CA025P - Seria JCT - MFPN66 - MFSN - DRA - DRV KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl Węglik
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
Double Mill DM4. DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce wieloostrzowej
 Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
Nr. 194/2018-PL Tech-News Double Mill DM4 Najkorzystniejsze rozwiązanie MK 5115 MP 6025 DM4: multifunkcjonalny system narzędzi frezarskich oferuje 4 efektywne ostrza tnące na nowoczesnej dwustronnej płytce
UFA. Obróbka aluminium -węglikowe frezy monolityczne
 UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
UFA Obróbka aluminium -węglikowe frezy monolityczne FREZY UFA przeznaczone są do obróbki szybkościowej (OS) aluminium i jego stopów, miedzi, grafitu (wariant ekonomiczny) oraz materiałów nieżelaznych.
MFK MFK. Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań. Wysoce wydajna wielokrawędziowa obróbka żeliwa
 Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
Wysoce wydajna wielokrawędziowa obróbka żeliwa Dwustronna płytka o geometrii usprawniającej skrawanie w celu wyeliminowania drgań 1 zdatnych krawędzi tnących na płytkę. Mocna krawędź o niskich siłach skrawania.
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
M186. ALUMINIUM oraz METALI NIEŻELAZNYCH -CL40 -C39 -P225 -P224 -P228 -P235. Obróbka M162 M180. ŁAMACZE: GATUNKI:
 M162 M186 M180 Obróbka ALUMINIUM oraz METALI NIEŻELAZNYCH GATUNKI: -P225 -P224 -P228 -P235 ŁAMACZE: -CL40 -C39 Gatunki do Toczenia Aluminium P225 Gatunek PVD do obróbki Aluminium oraz jego stopów (Si 12%).
M162 M186 M180 Obróbka ALUMINIUM oraz METALI NIEŻELAZNYCH GATUNKI: -P225 -P224 -P228 -P235 ŁAMACZE: -CL40 -C39 Gatunki do Toczenia Aluminium P225 Gatunek PVD do obróbki Aluminium oraz jego stopów (Si 12%).
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
SPROSTAMY WSZYSTKIM WYZWANIOM
 SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
SELECTION Grudzień 2018 SPROSTAMY WSZYSTKIM WYZWANIOM CZTERY TYPY WIERTEŁ NA PŁYTKI WYMIENNE - BEZ KOMPROMISÓW TEAM CUTTING TOOLS CERATIZIT to grupa przedsiębiorstw specjalizujących się w zaawansowanych
ProGroove. Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove. Właściwości i zalety: WWW.WIDIA.COM
 Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Toczenie rowków i przecinanie z zastosowaniem systemu ProGroove Właściwości i zalety: Jednoostrzowe płytki do to toczenia rowków i przecinania. Oferowane w formie oprawki lub listwy do przecinania. Możliwość
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
8. Noże, części zamienne
 8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
8. Noże, części zamienne Informacje podstawowe 8 Noże, części zamienne Noże skrawające ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego, noże skrawające z węglika
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
E 198. Storm Mill - Informacja techniczna. Storm Mill. System oznaczeń. Właściwości. Głowica. Mocowanie płytki. Zalecane parametry obróbki
 - Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
- Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
Nowe rozwiązania obróbka otworów
 P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Obwiedniowe narzędzia frezarskie
 1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
1 Obwiedniowe narzędzia frezarskie ostrzami skrawającymi do: rowków rowków do pierścieni Segera gwintów metrycznych ISO gwintów rurowych Whitworth a rowków o pełnym promieniu fazowania i gratowania Gniazdo
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
specjalna oferta DO ekonomicznego frezowania
 specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
specjalna oferta DO ekonomicznego frezowania Szeroki zakres frezów o kącie 90 stopni - TN 10 KUP 10 PŁYTEK NA GNIAZDO I OTRZYMAJ FREZ ZA 1 ZŁ Oferta ważna w terminie: 01.09-31.12.2018 www.dormerpramet.com
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
MonoClamp oprawka promieniowa Mono SX-DC
 Nowe produkty MonoClamp oprawka promieniowa Mono SX-DC DirectCooling podwójne chłodzenie płytki do przecinania nad powierzchnią mocowania i przyłożenia. Do przecinania i wcinania o średnicy do 80 mm. 20
Nowe produkty MonoClamp oprawka promieniowa Mono SX-DC DirectCooling podwójne chłodzenie płytki do przecinania nad powierzchnią mocowania i przyłożenia. Do przecinania i wcinania o średnicy do 80 mm. 20
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Poradnik GARANT OBRÓBKA SKRAWANIEM wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie
 Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Narzędzia do frezowania
 Narzędzia do frezowania atalog 2019 Wyłączny przedstawiciel na olskę. Indeks Strona 3 Opis firmy Opis Liczba ostrzy ąt skrętu okrycie M N H S 4 Frezy VHM uniwersalne 112 03 20 3 30 4 Frezy VHM uniwersalne
Narzędzia do frezowania atalog 2019 Wyłączny przedstawiciel na olskę. Indeks Strona 3 Opis firmy Opis Liczba ostrzy ąt skrętu okrycie M N H S 4 Frezy VHM uniwersalne 112 03 20 3 30 4 Frezy VHM uniwersalne
TOCZENIE Walter Toczenie wg ISO 8 Wcinanie poprzeczne-rowkowanie 19 Oprawka 25. Strony z informacjami zamówieniowymi 262. Załącznik techniczny 96
 TOCZENIE Walter Toczenie wg ISO 8 Wcinanie poprzeczne-rowkowanie 19 Oprawka 25 Strony z informacjami zamówieniowymi 26 Załącznik techniczny 96 WIERCENIE Walter Titex Wiertła VHM 104 Strony z informacjami
TOCZENIE Walter Toczenie wg ISO 8 Wcinanie poprzeczne-rowkowanie 19 Oprawka 25 Strony z informacjami zamówieniowymi 26 Załącznik techniczny 96 WIERCENIE Walter Titex Wiertła VHM 104 Strony z informacjami
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
M090 CPGM DIAMOND TOOLS PCD NARZĘDZIA DIAMENTOWE PCD
 CPGM Aluminium face milling cutter for high speed machining of all non-ferrous materials. Głowica aluminiowa do obróbki płaszczyzn do dużych prędkości obróbki wszystkich materiałów nieżelaznych. NARZĘDZIA
CPGM Aluminium face milling cutter for high speed machining of all non-ferrous materials. Głowica aluminiowa do obróbki płaszczyzn do dużych prędkości obróbki wszystkich materiałów nieżelaznych. NARZĘDZIA
Double Mill DM4. new. Frezy nowej generacji TOOLS. Nr JD-PL.
 Nr. 194-10-JD-PL POLSK A TOOLS Frezy nowej generacji new Double Mill DM4 DM 4, wielofunkcyjny system frezowy oferuje 4 krawędzie tnące dzięki nowoczesnej, dwustronnej, przestawnej płytce wieloostrzowej.
Nr. 194-10-JD-PL POLSK A TOOLS Frezy nowej generacji new Double Mill DM4 DM 4, wielofunkcyjny system frezowy oferuje 4 krawędzie tnące dzięki nowoczesnej, dwustronnej, przestawnej płytce wieloostrzowej.
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
CoroMill QD. Wysoka niezawodność frezowania rowków
 CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
CoroMill QD Wysoka niezawodność frezowania rowków Głównym wyzwaniem przy frezowaniu rowków jest zwykle odprowadzanie wiórów, zwłaszcza podczas obróbki rowków głębokich i wąskich. CoroMill QD jest pierwszym
Tuleje uchwytów hydraulicznych ERICKSON HC
 Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
Tuleje uchwytów hydraulicznych ERICKSON HC Zastosowanie podstawowe Hydrauliczne tuleje redukcyjne ERICKSON zaprojektowano specjalnie do precyzyjnego zaciskania prostych chwytów cylindrycznych narzędzi
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
NARZĘDZIA PEŁNOWĘGLIKOWE. Materiały nieżelazne
 NARZĘDZIA PEŁNOWĘGLIKOWE Materiały nieżelazne LOREM IPSUM DOLOR SIT NARZĘDZIE DEDYKOWANE DO OBRÓBKI ZGRUBNEJ I WYKAŃCZAJĄCEJ STOPÓW ALUMINIUM I MIEDZI 3 FREZY WYKAŃCZAJĄCE 4 FREZY ZGRUBNE 5 FREZY ZGRUBNE
NARZĘDZIA PEŁNOWĘGLIKOWE Materiały nieżelazne LOREM IPSUM DOLOR SIT NARZĘDZIE DEDYKOWANE DO OBRÓBKI ZGRUBNEJ I WYKAŃCZAJĄCEJ STOPÓW ALUMINIUM I MIEDZI 3 FREZY WYKAŃCZAJĄCE 4 FREZY ZGRUBNE 5 FREZY ZGRUBNE
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
NARZĘDZIA ŚCIERNE DIAMENTOWE I Z REGULARNEGO AZOTKU BORU
 NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
12105 Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120. mm mm mm mm
 Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
Inklusive 1215-1217 Pogłębiacze stożkowe - Wieloostrzowe - Prawotnące - Chwyt cylindryczny (Kształt A) Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak:
Promocja. Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI
 Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
Promocja Seria MFH - MFPN - MRX - DRA - DRX - CA3 - KGD - KGDI KYOCERA UNIMERCO Tooling Sp. z o.o ul. Gwiaździsta 66 53-413 Wrocław Tel +48 71 381 12 15 kutde@kyocera-unimerco.com www.kyocera-unimerco.pl
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
ASX400 AKTUALNOŚCI. Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. B023P
 AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
AKTUALNOŚCI 2014.01 Update B023P Głowica do frezowania odsadzeń, z płytkami mocowanymi na wkręty ASX400 Stabilne frezowanie odsadzeń, nawet przy dużym obciążeniu narzędzia. Oferta obejmuje nowe gatunki
TMS System frezowania gwintów Zastosowanie i informacje techniczne
 Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
AKTUALNOŚCI LSE445-E NSE300-E/400-E. Frez czołowy i walcowy ogólnego przeznaczenia. MP103P. Płytka pozytywna 20 do wysokowydajnej obróbki.
 AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w tabeli. 3 Większość wierteł jest oferowanych z różnego rodzaju chwytami.
 pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
pdrilling Content WIRCNI Jak dobrać odpowiednie wiertło Jak dobrać odpowiednie wiertło? Określenie średnicy i głębokości wiercenia 1 Znajdź zakresy średnic i głębokości wiercenia wierteł wymienionych w
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
E 172. Pro-A Mill - Informacja techniczna. Pro-A Mill. Właściwości. Sria Pro-A mill. Zalecane parametry obróbki. System wewnętrznego chłodzenia
 ProA Mill Informacja techniczna ProA Mill Właściwości Wypolerowana powierzchnia górna płytki zapewnia dobrą kontrolę wiór oraz redukuje narost. Mały typ modularny do obróbki. Różne rodzaje systemu modularnego
ProA Mill Informacja techniczna ProA Mill Właściwości Wypolerowana powierzchnia górna płytki zapewnia dobrą kontrolę wiór oraz redukuje narost. Mały typ modularny do obróbki. Różne rodzaje systemu modularnego
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Frezy o mikrośrednicy do obróbki z szybkim posuwem. Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania
 Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
Frezy o mikrośrednicy do obróbki z szybkim posuwem Wysoce wydajna obróbka dzięki małemu oporowi i odporności na drgania Skraca czas obróbki zgrubnej Zastępuje monolityczne frezy walcowo-czołowe w celu
Kompozyty. Rozwiązania do zastosowań w materiałach kompozytowych
 Kompozyty Rozwiązania do zastosowań w materiałach kompozytowych Skrzydło kompozytowe Obróbka powierzchni Skupiając się na kompozytach Wysokie wymagania dotyczące obróbki powierzchni elementów z włókna
Kompozyty Rozwiązania do zastosowań w materiałach kompozytowych Skrzydło kompozytowe Obróbka powierzchni Skupiając się na kompozytach Wysokie wymagania dotyczące obróbki powierzchni elementów z włókna
Narzędzia do obróbki PVC aluminium i stali.
 Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
Narzędzia do obróbki PVC aluminium i stali Z P H F R E Z W I D s p. j u l. P i ł s u d s k i e g o 7 B, 3 2-0 5 0 S k a w i n a Produkujemy narzędzia o983 roku. Frezwid to przede wszystkim różnorodność
12101 Wykonanie DIN 334, kąt wierzchołkowy Wykonanie DIN 335, kąt wierzchołkowy Wykonanie DIN 347, kąt wierzchołkowy 120.
 2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
2-27 Wieloostrzowy, prawotnący, uchwyt cylindryczny (kształt A). Do wygładzania, łamania krawędzi i pogłębiania otworów w materiałach o normalnej skrawalności jak: stal, żeliwo, metale kolorowe i lekkie
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Prędkość skrawania Posuw Kąt lini śrubowej Czas obróbki. fn = vf (mm/obr.) n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)
 n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)") Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów
 Nowe produkty HCR 1325 Dragonskin do toczenia poprzecznego HCR 1325 to wysokowydajne narzędzie skrawające z powłoką Dragonskin do stali i żeliwa zgodne z ISO P25/K30. Stanowi optymalne połączenie odporności
Nowe produkty HCR 1325 Dragonskin do toczenia poprzecznego HCR 1325 to wysokowydajne narzędzie skrawające z powłoką Dragonskin do stali i żeliwa zgodne z ISO P25/K30. Stanowi optymalne połączenie odporności
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
W glik spiekany. Aluminium. Stal
 Ściernice tarczowe Ściernice tarczowe 8006 Wykonanie: Korund zwykły, szary. Zastosowanie: Do prostych prac szlifierskich. Do szlifowania zgrubnego żelaza i stali o średniej twardości, staliwa, do szlifowania
Ściernice tarczowe Ściernice tarczowe 8006 Wykonanie: Korund zwykły, szary. Zastosowanie: Do prostych prac szlifierskich. Do szlifowania zgrubnego żelaza i stali o średniej twardości, staliwa, do szlifowania
1 Wiertła HSS. 2 Wiertła VHM. 3 Wiertła z płytkami wymiennymi. 4 Rozwiertaki i pogłębiacze. 5 Gwintowniki HSS. 7 Płytki do toczenia gwintów 7
 1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
1 Wiertła HSS Wiercenie 2 Wiertła VHM 3 Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki HSS Gwintowanie 6 Frezy cyrkulacyjne do gwintów 8 Narzędzia tokarskie Toczenie 9 EcoCut 10
Mikrowytaczadła. Właściwości BKA, BKB BCF FBH FBC SMB KMB MUP
 Mikrowytaczadła Właściwości Uniwersalny system wytaczania serii DNOX, o szczególnie wysokiej dokładności i dużej sztywności, zapewnia dobre osiągi jak również wytaczanie w przyrządzie ustawczym i jest
Mikrowytaczadła Właściwości Uniwersalny system wytaczania serii DNOX, o szczególnie wysokiej dokładności i dużej sztywności, zapewnia dobre osiągi jak również wytaczanie w przyrządzie ustawczym i jest