TECHNOLOGIA BUDOWY MASZYN
|
|
|
- Dorota Olszewska
- 8 lat temu
- Przeglądów:
Transkrypt
1 POLITECHNIKA WARSZAWSKA Wydział Samochodów i Maszyn Roboczych TECHNOLOGIA BUDOWY MASZYN dr inż. Piotr Skawiński PW SiMR pok tel. uczelnia: psk@simr.pw.edu.pl

2 Literatura 1. Podstawy projektowania procesów technologicznych typowych części maszyn. Mieczysław Feld, WNT Projektowanie technologii maszyn. S. Kapiński, P. Skawiński, J. Sobieszczański, J. Sobolewski. Oficyna Wyd. Politechniki Warszawskiej, Warszawa Inżynieria produkcji. Tadeusz Karpiński, WNT 2004.

3 Definicje Przedmiot obrabiany (w skrócie PO) Proces produkcyjny to niezbędne działania podjęte do wytworzenia określonych wyrobów w danym zakładzie. Proces technologiczny (w skrócie p.t.) część procesu produkcyjnego związanego ze zmianą kształtu, wymiarów, jakości powierzchni i właściwości fizykochemicznych PO. [Stopniowe nadawanie kształtu, dokładności i właściwości użytkowych].

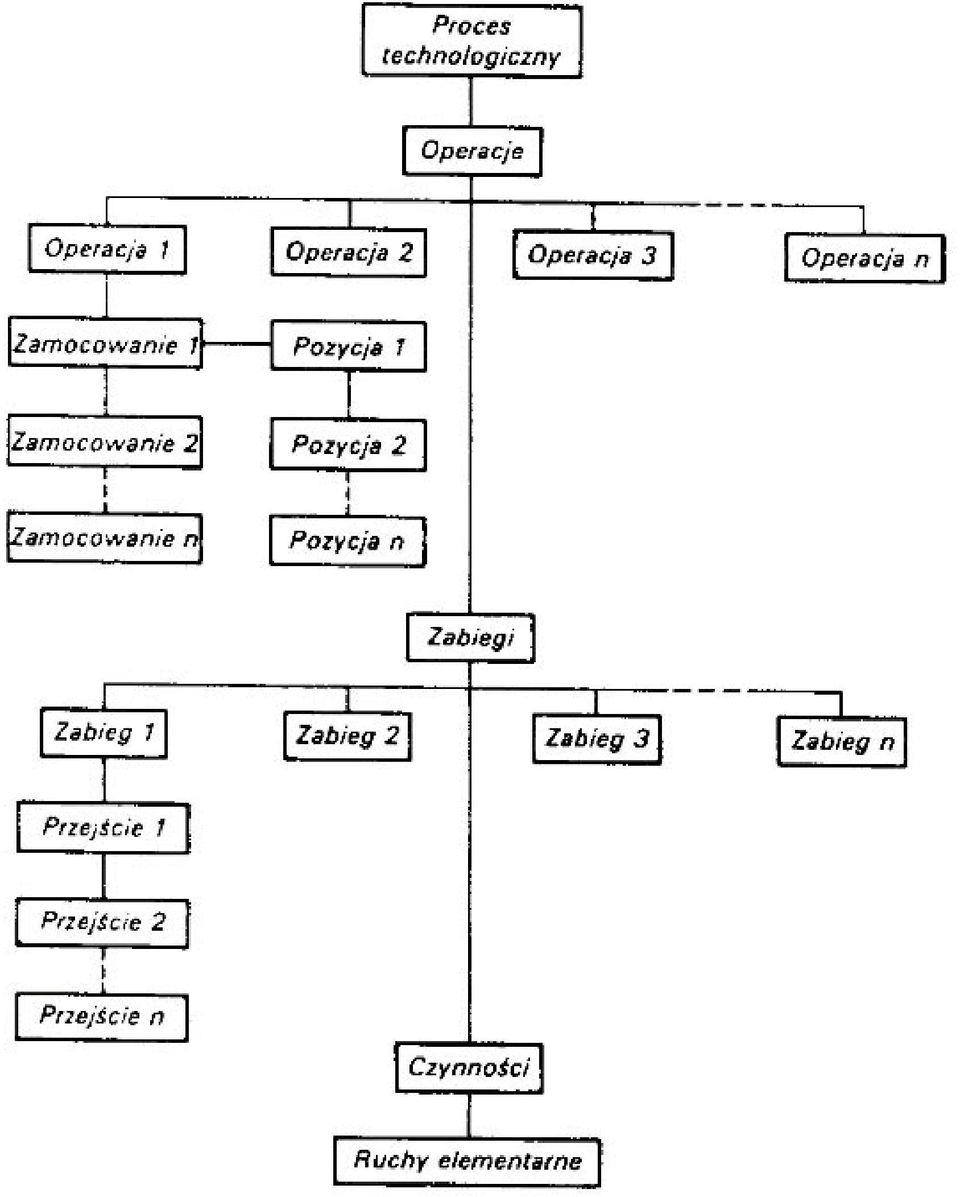
4 Struktura procesu technologicznego Proces technologiczny (p.t.) składa się z: Operacja Zamocowanie Pozycja Operacja (o.p.) to część p.t. wykonana na jednym stanowisku roboczym przez pracownika na jednym przedmiocie bez przerwy na inną pracę Zabieg Przejście Zabieg to część operacji wykonywany za pomocą tych samych narzędzi, nie zmienionych parametrach obróbki, zamocowaniu i pozycji Czynność Czynność to część op. lub zabiegu np. zamocowanie P.O., dosunięcie narzędzia, ustawienie na określony wymiar, wł. maszyny,...itp. Ruch elementarny Ruch elementarny to część czynności np. wł. obrotów na tokarce: uchwycenie dźwigni i przestawienie,... itp.

5
6 Operacja toczenia Obróbka wału w jednej operacji i dwóch zamocowaniach

7 Obróbka wału w dwóch operacjach i dwóch zamocowaniach R a 5 Ra 0,16 Operacja 1 - toczenie Operacja 2 toczenie wykańczajace

8 Obróbka w jednej operacji i w kilku pozycjach:

9 Obróbka wału w kolejnych zabiegach:

10

11
12

13
14
15 Rodzaje obróbki Obróbka zgrubna Obróbka kształtująca (półwykańczająca) Obróbka wykańczająca Obróbka bardzo dokładna W procesach technologicznych obowiązuje zasada stosowania poszczególnych rodzajów obróbki w oddzielnych operacjach.

16 Obróbka zgrubna Obróbka zgrubna zapewnia w zależności od PO: odlewy, odkuwki: usunięcie zewn. warstw materiału, materiały prętowe: zapewnienie możliwie równomiernego naddatku na dalszą obróbkę. Celem obróbki zgrubnej jest maksymalna wydajność: duża głębokość skrawania, duży posuw. Oznacza to duże siły skrawania i wydzielanie dużej ilości ciepła, czasami drgania. Jest to mało dokładna obróbka: 14 kl. dokładności, Chropowatość: R a = µm, najczęściej R a =20µm.

17 Obróbka kształtująca (półwykańczająca) służy do kształtowania P.O., do nadania mu kształtu zgodnego z rysunkiem. Niewielkie naddatki pozostawia się na powierzchniach, które będą dalej obrabiane. Kl. dokł. 9 11, chropowatość R a = 2,5 5 µm. Obróbka wykańczająca ostateczne usunięcie pozostawionych naddatków z poprzednich obróbek. Prowadzi się tylko za pomocą niektórych sposobów obróbki: dokładne toczenie, frezowanie, wytaczanie, szlifowanie, przeciąganie, docieranie, gładzenie, dogładzanie. Kl. dokł. 5 8, chropowatość R a = 0,63 µm. Obróbkę bardzo dokładną stosuje się tylko do tych powierzchni dla których konstruktor żąda wysokich klas dokładności (3 5 kl.) oraz minimalnych chropowatości R a = 0,01 0,16 µm.

18 Najczęściej stosowane techniki wytwarzania: techniki bezubytkowe (odlewanie, obr.plastyczna, spiekanie), technika ubytkowa (skrawanie, obr. elektroiskrowa), obróbka skoncentrowanymi strumieniami energii (obr. laserowa, jonowa, strumieniem wody).
, obróbka skoncentrowanymi strumieniami")
19 Dane wejściowe do projektowania procesu technologicznego Dokumentacja konstrukcyjna: rys. ofertowy, rys. złożeniowy wyrobu, rys. złożeniowe zespołów, podzespołów, rys. wykonawcze części, warunki techniczne, dokumentacja techniczno-ruchowa, ewentualnie dokumentacja uzupełniająca jak np. schematy kinematyczne, elektryczne, hydrauliczne, itd.

20 Tradycyjny sposób projektowania procesu technologicznego Współczesne podejście do projektowania procesu technologicznego: - projektowanie współbieżne (concurrent engineering) z wykorzystaniem systemów CAD, CAD/CAM, CAD/CAM/CAE. - CAP, CAPP, CAPP&C, PPS - CIM (ang. Computer Integrated Manufacturing) - JIT (just in time) - Szybkie prototypowanie (Rapid Prototyping/Rapid Tooling)
 - JIT (just in time) - Szybkie prototypowanie (Rapid")
21 CIM Komputerowo Zintegrowane Wytwarzanie (CIM - Computer Integrated Manufacturing) - obejmuje wszystkie aspekty wytwarzania wspomaganego przez komputer, systemy wspomagania logistyki i technologii produkcji. Wyróżnia się: CAD - Komputerowo Wspomagane Projektowanie (Computer Aided Design) CAE - Komputerowo Wspomagane Konstruowanie (Computer Aided Engineering) CAP - Komputerowo Wspomagane Planowanie (Computer Aided Planning) CAM - Komputerowo Wspomagane Wytwarzanie (Computer Aided Manufacturing) CAQ - Komputerowo Wspomagana Kontrola Jakości (Computer Aided Quality Control)
22 CAP Systemy CAP (ang. Computer Aided Planning) - systemy komputerowo wspomaganego planowania procesów - to oprogramowanie stosowane w zarządzaniu przedsiębiorstwem, część składowa CIM. Na komputerowo wspomagane planowanie składają się narzędzia, które wspomagają realizację zadań związanych z planowaniem pracy (realizacji procesów). Służą one integracji działań ludzi i środków produkcji, w celu wypełnienia zadań produkcyjnych zgodnie z kryteriami ekonomicznymi. Do zakresu komputerowo wspomaganego planowania pracy zaliczane są następujące dziedziny: planowanie montażu, sporządzanie planu pracy, programowanie obrabiarek sterowanych numerycznie, programowanie robotów przemysłowych, programowanie pomiarowych maszyn koordynacyjnych, planowanie kontroli. Planowanie procesów zajmuje centralne miejsce w ramach technicznej realizacji zlecenia między konstrukcją a produkcją.
23 CAPP Systemy CAPP (ang. Computer Aided Process Planning) - Systemy Komputerowego Wspomagania Projektowania Procesów Technologicznych są elementem łączącym systemy CAD i CAM. W celu zilustrowania miejsca systemów CAPP w procesie przygotowania produkcji wyrobu, poniżej podano kolejność wykorzystywania tych systemów, wraz z głównymi funkcjami: 1.CAD: konstruowanie wyrobu, m.in. tworzenie modeli 3D i rysunków 2D 2.CAPP: projektowanie procesu technologicznego obróbki, np. dobór obrabiarki, narzędzi, oprzyrządowania przedmiotowego, kolejności operacji, treści operacji, itp. 3.CAM: programowanie obrabiarek sterowanych numerycznie (OSN), zgodnie z danymi, otrzymanymi z systemu CAPP. Systemy CAPP znajdują się obecnie w fazie rozwoju, czym należy tłumaczyć brak komercyjnych rozwiązań.
24 Program produkcyjny Wyróżnia się rodzaje produkcji: jednostkowa, małoseryjna, seryjna, wielkoseryjna, masowa. Produkcja jednostkowa - charakteryzuje się wykonywaniem pojedynczych przedmiotów lub niewielką ich liczbą, Produkcja seryjna - charakteryzuje się seriami zawierającymi określoną liczbę wyrobów, powtarzalnością serii. Produkcja masowa - charakteryzuje się dużą liczbą wyrobów produkowanych przez dłuższy czas w sposób ciągły.
25 Dokumentacja technologiczna Dokumentacja technologiczna powinna zawierać wszystkie dane niezbędne do zapewnienia prawidłowego przebiegu poszczególnych operacji. Zakres i szczegółowość dokumentacji technologicznej są funkcją: rodzaju wyrobu, wielkości produkcji np. dla produkcji wielkoseryjnej dokumentacja musi być bardzo szczegółowa, dla jednostkowej, małoseryjnej uproszczona (niekiedy z uwagi na trudną technologię wykonania sporządzić trzeba obszerniejszą), doświadczenia pracowników.
26 Dokumentacja technologiczna Dokumentacja technologiczna składa się z: - karty technologicznej, - karty instrukcyjnej (instrukcji obróbki), - karty kalkulacyjnej (czasy, koszty), - spisu pomocy warsztatowych.
27 Karta technologiczna Zawiera spis operacji + wyszczególnienie wydziału i stanowiska + spis pomocy warsztatowych (oprzyrządowanie) + tpz + tj Karta instrukcyjna Zawiera rys. i opis przebiegu operacji: - stanowisko robocze, - liczba i kolejność zabiegów, - warunki obróbki, - niezbędne pomoce (uchwyty, oprawki, narzędzia, sprawdziany)
28 Instrukcja uzbrojenia obrabiarki Sporządza się dla obrabiarek, które stanowią dużą trudność w uzbrojeniu np. automaty i półautomaty tokarskie, tok. wielonożowe, centra obróbkowe itd. Instrukcja obróbki cieplnej Sporządza się w przypadku wymaganych szczegółowych warunków obróbki cieplnej. Instrukcja kontroli jakości Sporządza się dla op. kontrolnych na końcu procesu i dla ważniejszych operacji.
29 Karta normowania czasu (kalkulacyjna) Sporządza się dla prod. seryjnej i wielkoseryjnej.(chronometraż). Dla prod. jedn.i małoseryjnej nie dołącza się takiej karty. Spis pomocy warsztatowych Sporządza się dla dz. gospodarki narzędziowej w celu przygotowania i wykonania pomocy (uchwyty, oprawki, narzędzia skrawające, narzędzia pomiarowe).
30 Półfabrykaty Półfabrykat niewykończony przedmiot pracy, z którego przez dalszą obróbkę wykonuje się daną część. Rodzaje półfabrykatów - materiały hutnicze, - odlewy, - odkuwki - spawane, - wykroje i półfabr. z obr. plast. na zimno, - tworzywa sztuczne, - spiekane proszki metali.
31 Materiały hutnicze: - pręty stalowe walcowane mm (dokł.: Z, P, W) IT pręty stalowe walcowane płaskie szer mm i gr mm - pręty stalowe walcowane kwadratowe mm Długości 3 6 m, stan surowy lub obr. cieplnie
32 - pręty ciągnione (do 65 mm) IT druty (do 24 mm) IT pręty i druty płaskie szer mm i gr. 1,6-32 mm IT pręty kwadratowe (5-60 mm) IT druty kwadratowe (2-16 mm) IT pręty (6-60mm) i druty (3-16 mm) sześciokątne. IT Długości 2-6 m. Mogą być szlifowane (nawet polerowane). Pręty łuszczone mm, IT (mogą być nagniatane).
33 V/VII klas dokładności Rury bez szwu mm Rury ze szwem ,5 mm Blachy (walcowane najczęściej na gorąco arkusze); gr.5 40 mm Odlewy: - odl. w formach piaskowych z formowaniem ręcznym, - odl. w formach piaskowych z formowaniem maszynowym, - kokilowe, - otrzymywane met. odśrodkową, - otrzymywane met. traconego wosku.
34 Odkuwki: swobodne (wały, kostki, krążki, płyty, tarcze, tuleje, cylindry, odkuwki odsadzane) i matrycowe (prod.seryjna ): kl. dokł.:z,p,d,bd. Wykroje: (max. do 15 mm) - można wycinać za pomocą obr. wiórowej, - met. termicznymi, - nożyce - wykrojniki. Półfabrykaty otrzymane met. obr. plast. na zimno: tłoczenie, ciągnienie, wyciskanie, prasowanie, wyoblanie.
35 Tworzywa sztuczne: Met.: prasowanie, tłoczenie, wtryskiwanie, rozdmuchiwanie, obtryskiwanie Czynniki wpływające na dobór półfabrykatu: wielkość produkcji, kształt przedmiotu, mat. przedmiotu lub zalecenia WT.
36 PRZYGOTOWANIE PÓŁFABRYKATÓW DO OBRÓBKI Wyroby hutnicze: np. pręty walcowane, ciągnione, kształtowniki, blachy. Przecinanie: -na piłach: ramowych, tarczowych, taśmowych. - na tokarkach ( do 180 mm, szer. do 6 mm). - ściernicami (przecinakami). - bezodpadowe: nożyce i przecinanie udarowe. - met. termicznymi: acetylenowo-tlenowe, plazmowe (skoncentrowany łuk elektryczny), laserowe (cięcie z utlenianiem, stapianiem i odparowywaniem) do ok. 10 mm - strumieniem wody (tworzywa sztuczne) -struną (najczęściej mat. niemetalowe: półprzewodniki, ceramika)
37 Prostowanie: - na prostarkach - na prasach - (na tokarce w kłach tokarki tok. wycofana z produkcji) Nakiełkowanie: nakiełki zwykłe (odmiana A), chronione (odmiana B), łukowe (odmiana R) Blachy, kształtowniki, rury obróbka stumieniowo-ścierna na sucho (piasek) i na mokro (elektokorund, SiC). Piaskowanie i śrutowanie również dla odlewów i odkuwek. Wyżarzanie (odlewy) i wyżarzanie zmiękczające (odkuwki).
38
39
40 STRUKTURA PROCESU TECHNOLOGICZNEGO (Dane wejściowe do procesu technologicznego: rys. części, półfabrykat, wielkość produkcji) Jest to określona kolejność poszczególnych operacji. Charakteryzuje ją: - nieciągłość procesu - stopniowe nadawanie kształtu, dokładności wykonania oraz właściwości poszczególnym powierzchniom.
41 Struktura procesu: - op. wstępne np. cięcie, nakiełkowanie, prostowanie - wykonywanie bazy obróbkowej do dalszych operacji - wyk. op. obróbki zgrubnej i kształtującej - wyk. op. obróbki cieplnej (cieplno-chemicznej) - wyk. op. obróbki wykańczającej i b. dokładnej wyk. op. kontroli jakości.
42 Wpływ wymagań stawianych powierzchni na rodzaj i liczbę operacji.
43 Realizacja procesu opierająca się o koncentrację (duża liczba zabiegów w 1-nej op., obróbka kilku powierzchni, realizacja różnych rodzajów obróbki np. zgrubnej i wykańczającej): - technologiczną (jednoczesna obróbka kilku powierzchni) - mechaniczna (zastąpienie kilku zamocowań jednym z zastosowaniem kilku pozycji) - organizacyjną (uproszczenie prac związanych z organizacją produkcji jednak bez zmiany procesu np. ESP (FMS) ale projektowanym dla określonej klasy części).
44 Przykłady op. tokarskich w produkcji: a)jednostkowej, b)seryjnej, c)masowej
45 Przykład rys. umieszczonego w uzup. instrukcji technologicznej (Obróbka koła zębatego na rewolwerówce)
46 Toczenie wałka na wielonożówce
47 Przykłady op. wiertarskich w produkcji: a)jednostkowej, b)seryjnej, c)masowej
48 BAZOWANIE Baza jest to element P.O. punkt, linia lub powierzchnia względem którego określono położenie innego elementu P.O. Bazy Konstrukcyjne Produkcyjne [ właściwe zastępcze] Technologiczne Kontrolne Montażowe Obróbkowe [ wyjściowe do 1- wszej i dalszych operacji ] Stykowe Nastawcze Sprzężone
49 Ustalenie nadanie P.O. położenia mającego wpływ na wynik obróbki. Ustawienie ustalenie + odebranie kolejnego stopnia swobody jednoznacznie określającego położenie P.O. Zamocowanie - zapewnienie położenie P.O. zgodnie z ustawieniem (ustaleniem) i przeciwdziałanie siłom skrawania. Zasady wyboru baz do 1-wszej op.: - pow. powinny być równe i czyste, najdokładniejsze ( możliwie duże), i takie, które nie zostaną obrobione. - do dalszych operacji: musi być to pow. obrobiona, nie zmieniana w dalszej części procesu.
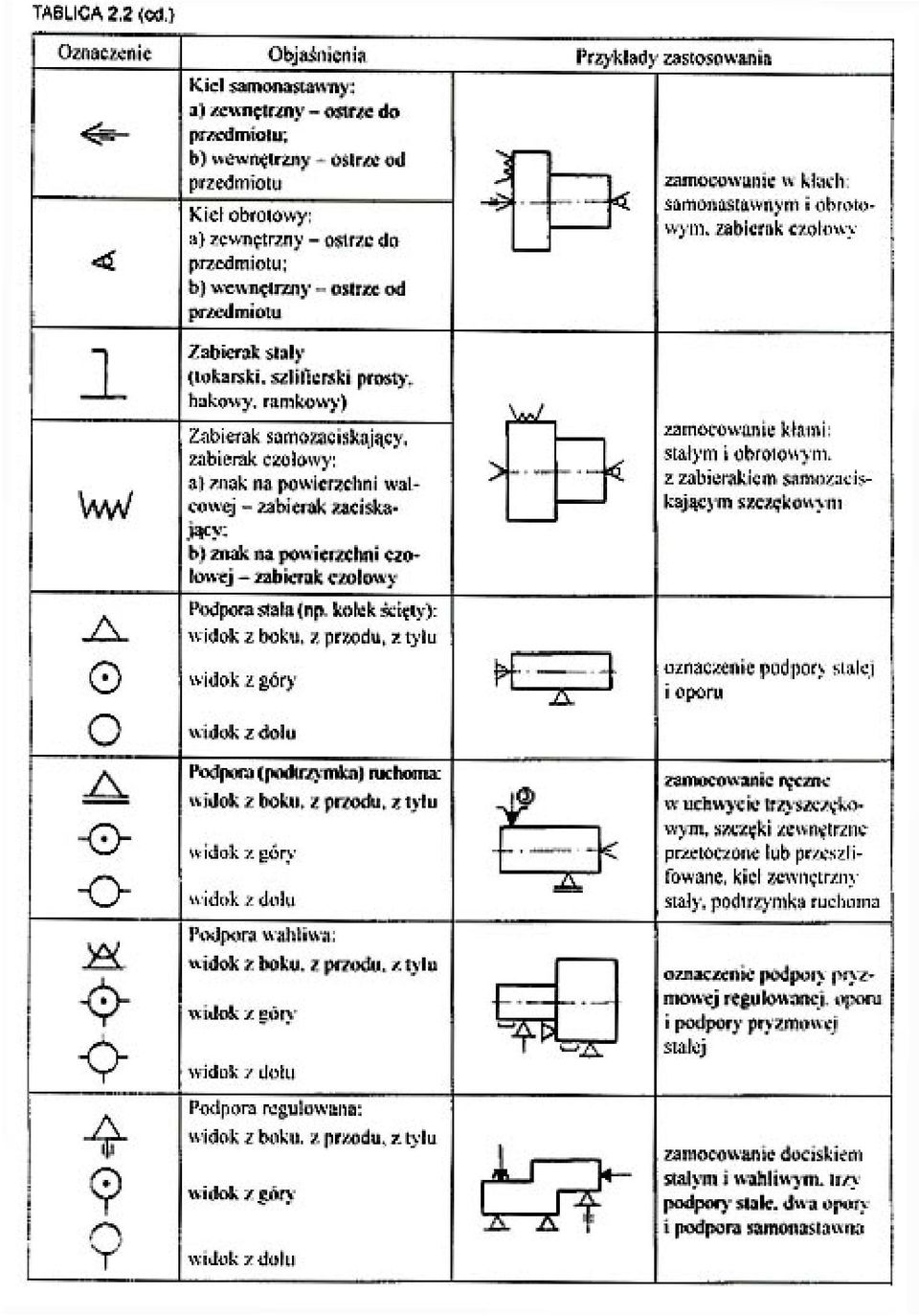
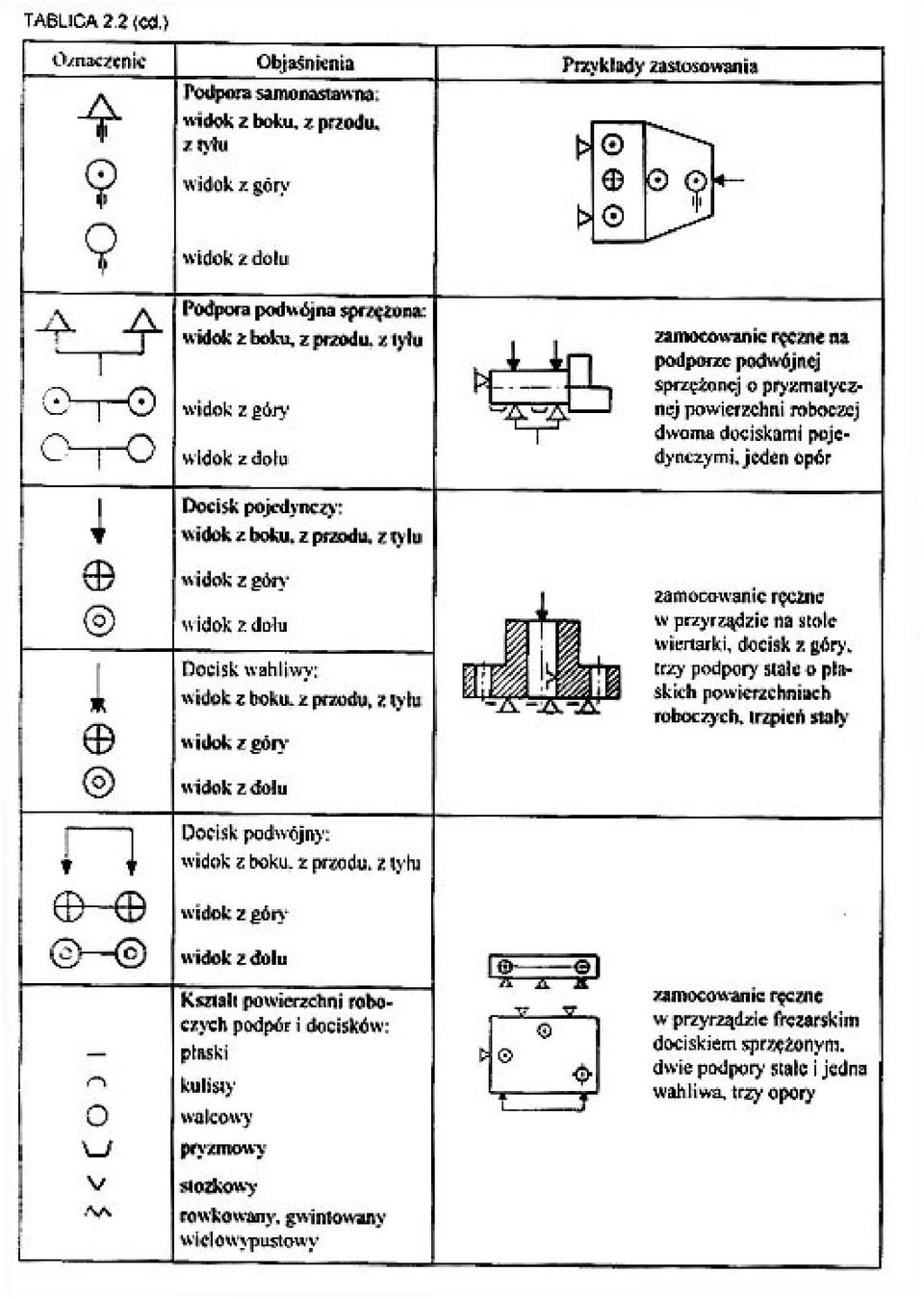
50 Ustalenie i symbolika przy oznaczeniu baz
51 Bazy właściwe (a i b) oraz zastępcze
52
53
54
55
56
57
58 Mocowanie w uchwycie samocentrującym: a)schemat; b-d)symbol Symbolika ustalenia i zamocowania w uchwycie specjalnym
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106 Ramowy proces wału stopniowanego bez O.C. 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie 4. obróbka zgrubna 5. obróbka kształtująca 6. obr. pow. stożkowych i kształtowych 7. frezowanie rowków wpustowych 8. frezowanie wielowypustów 9. wyk. gwintów na zewn. pow. walcowych 10. wyk. otworów poprzecznych 11. obróbka wykańczająca 12. obróbka b. dokł. 13. kontrola jakości wyk. otworu (otworów) osiowego.
107 Sposoby ustalenia i zamocowania: - w uchwycie tok. samocentrującym 3-szczękowym - w uchwycie tok. samocentrującym 3-szczękowym + kieł w kłach z zabierakiem
108 Ad. 4, 5 tok. uniwersalne, produkcyjne, wielonarzędziowe, kopiarki, automaty i półautomaty tok. wzdłużne, centra tokarskie. Parametry skrawania: najczęściej głębokość = naddatkowi (zgr.) możliwie największy posuw, V skr. w odniesieniu do T i mocy tokarki. Toczenie kształtujące: małe g, posuw w funkcji chropowatości, możliwie największe V skr. (chropowatość). Ograniczenie to T i ewent. drgania układu OUPN. Frezotoczenie. Obróbka w stanie twardym. Obróbka na sucho.
109 Ad. 6 Sposoby obróbki powierzchni stożkowych: - toczenie przez skręcenie suportu, - toczenie przez przestawienie osi konika, - toczenie wg liniału, - toczenie na tokarkach kopiarkach i OSN, - toczenie nożem ksztaltowym.
110 Ad. 7 Rowki wykonuje się metodą frezowania frezem do rowków na frezarce pionowej lub frezem tarczowym na frezarce poziomej. 9 kl. dokładności ISO/PN.
111 Ad. 8 - Wielowypusty: - prostokątne, ewolwentowe i trójkątne obr. skrawaniem i plastyczna Obr. skrawaniem: frezowanie obwiedniowe, frezami tarczowymi i tarczowymi kształtowymi na frezarce poziomej (prod. małoseryjna i jednostkowa). Obr. wykańczająca (6-7 kl.) przez szlifowanie: pow. walcowa zewn. na szlifierkach do wałków, pow. wewn. na szlifierkach do wielowypustów bądź na szlifierkach do płaszczyzn z wykorzystaniem specjalnego oprzyrządowania. Obr. plastyczna walcowanie profilowo-mimośrodowe (metodą WPM), walcowanie na walcarkach planetarnych (m. f-my Grob), walcowanie dwiema przeciwbieżnymi szczękami (m. Roto-Flow).
112
113
114 Ad. 9 Obróbka gwintów skrawaniem: - nacinanie gwintów narzynkami (gwinty średniodokł. i zgrubne) - nacinanie gwintów głowicami gwinciarskimi (gł. z nożami promieniowymi, słupkowymi, krążkowymi), - nacinanie gwintów nożami, - frezowanie gwintów (na frezarkach do gwintów krótkich frezami wielokrotnymi i na frezarkach do gwintów długich za pomocą frezów pojedyńczych),
115 - frezowanie obrotowe gwintów (dla gwintów długich najbardziej wydajny sposób nacinania 4 do 6 razy skrócenie czasu obróbki w stosunku do toczenia, ok. 3 razy w stosunku do frezowania pojedyńczym frezem); Frezowanie odbywa się na tokarce przy pomocy specjalnej głowicy zamontowanej na suporcie tokarki. Liczba ostrzy od Vskr.= m/minn., posuwy na ostrze 0,6-0,8 mm/ostrze, Ra=1,25-0,63.
116 - szlifowanie gwintów: z posuwem wzdłużnym (ściernicą o profilu pojedyńczym lub wielokrotnym i szlifowanie dwukierunkowe: zgr. + wyk.) i poprzecznym (najbardziej wydajny sposób 1,25 obr. PO + przesunięcie o wielkość skoku; ograniczenia to dł. gwintu mm i skok 0,75<p<4,0. Gwinty drobnozwojne ściernica o 2-krotnie większym skoku i wtedy PO wykona 2,25 obrotu. Gwinty wielokrotne ściernica pojedyńcza + podział lub ściernica wielokrotna. Ściernice przygotowuje się: pojedyńcze metodą obciągania, wielokrotne metodą wygniatania.
117 - Obróbka plastyczna gwintów: walcowanie gwintów na walcarce szczękowej, walcowanie gwintów na walcarce rolkowej, walcowanie gwintów za pomocą głowic (najczęściej stosowane na tokarkach kłowych wielonożowych i automatach tokarskich jako głowice samootwierające się), wygniatanie gwintu za pomocą rolki (rolka w oprawce na suporcie poprzecznym tokarki). O jakości gwintów w obróbkach plastycznych decyduje poprawny dobór mat. wejściowego (średnica) i przygotowanie materiału.
118 Wykonywanie otworów poprzecznych Na wiertarkach w przyrządach wiertarskich z prowadzeniem narzędzia w tulejach wiertarskich. Czasami bez uchwytu pod trasę.
119 Ad Jeśli wymaga się 5 8 kl.dokł. i Ra = 0,63 0,325 µm. Obróbkę prowadzi się z reguły na szlifierkach; czasami zastępuje się szlifowanie toczeniem.
120 Szlifowanie wyk. zewn. powierzchni walcowych: - kłowe z posuwem wzdłużnym. Zmiana ugięcia wału wzdłuż osi i zużycie obwodowe ściernicy. W efekcie uzyskanie wysokiej dokł. geometrycznej jest możliwe przy małej głębokości i małym posuwie. W prod. seryjnej należy stosować oddzielne operacje. Jedynie szlifowanie na szlifierkach CNC pozwala na obróbkę w 1-nej operacji. Szlifowanie z posuwem wzdłużnym może odbywać się jako szlifowanie wielokrotne z małym dosuwem ściernicy (duży posuw wzdłużny od ½ do 2/3 szerokości ściernicy i dosuwie 2 3 µm + wyiskrzanie) i jako szlifowanie głębokie (mały posuw wzdłużny 1-5mm/obr. + wyiskrzanie).
121 Szlifowanie kłowe punktowe duża wydajność, V skr. ok. 140 m/s przy obrotach PO ok diamentowe i z CBN o szer. max 10 mm. obr/min. Ściernice Szlifowanie wysokowydajne (szybkościowe) - Vskr. 0d m/s. Wydajność może być porównywalna do toczenia. Szlifowanie kłowe z posuwem poprzecznym stosowane do pow. krótkich (szer. ściernicy>od dł. pow. szlifowanej).
122
123 - Szlifowanie bezkłowe stosuje się do tzw. wałów gładkich. Szlifowanie z posuwem wzdłużnym skręcenie ściernicy prowadzącej ok. 1 5 st. przy odpowiednim ukształtowaniu tej ściernicy (hiperboloida obrotowa). Szlifowanie bezkłowe z posuwem poprzecznym. Ściernica prowadząca może być skręcona o kąt ok. 0,5 st. - Szlifowanie bezkłowe taśmą ścierną. Parametry procesu szlifowania: Vskr = m/s, prędkość obwodowa PO m/min., dosuw ściernicy 2 3 µm, prędkość posuwu ½ - 2/3 szer. ściernicy, liczba przejść wyiskrzających.
124 - Toczenie wyk. zewn. pow. walcowych dot. mat. miękkich jak i ulepszonych cieplnie max. HRC = 36 a także mat. twardych HRC. Gł. zalety (w stosunku do szlifowania): zmn. kosztów inwestycyjnych, zmn. kosztów narzędziowych, eliminacja wad szlifierskich, energii i Tpz. zmn. ilości odpadów,
125 Toczenie wykańczające materiałów miękkich dla wymagań Ra = 0,32 0,08 µm i 8-7 kl. dokładności obróbkę można prowadzić na tokarkach CNC z uwagi na możliwość dysponowania dużymi Vskr. ( WS pokryte TiC, TiN, TiC/Al2O3/TiN; spieki ceramiczne) i małymi posuwami. Toczenie wyk. materiałów twardych parametry skrawania: znacznie mniejsze Vskr. niż dla poprzedniego toczenia, te same posuwy, głębokości skrawania odpowiadają naddatkom na szlifowanie.
126 Ad. 12 Ra = 0,16 0,01 µm + wysoka kl. dokładności. Sposoby: obróbki wiórowe - b. dokładne toczenie (Ra=0,32-0,04), Vskr. ok m/min, p=0,01-0,06 mm/obr, CBN i diament. obróbki ścierne: dogładzanie oscylacyjne (Ra=0,8-0,01 µm, f= xskok/min, h=2-5 mm, nacisk narzędzia (pilnik ścierny) ok. 0,15-0,50 N/mm2), docieranie (luźne ziarno ścierne w zawiesinie lub w paście, mikroziarno mikroskrawanie, Ra=0,16-0,01 µm), szlifowanie b. dokładne (z wysokimi Vskr. ok a nawet 300 m/s, ściernicami diamentowymi lub z CBN, Ra=0,16-0,08 µm).
127 obróbki plastyczne nagniatanie (wygładzające Ra=0,32-0,08 µm (przed nagniataniem Ra=5,0-2,5 µm), umacniające; Vskr.=10-80 m/min, p=0,1-0,25 mm/obr, docisk N a dla nagniatania umacniającego N.
128
129 Wykonywanie otworu osiowego Zawsze na końcu procesu z uwagi na wykorzystanie nakiełków! Konieczność chronienia dokładnie obrobionych powierzchni zewnętrznych stanowiących bazę w tej operacji. Obróbka otworu na wiertarkach (prod. seryjna) lub na tokarkach.
130 Ramowy proces wału stopniowanego nawęglanego i hartowanego (usunięcie warstwy nawęglonej) 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie 4. obróbka zgrubna 5. obróbka kształtująca powierzchni, które będą hartowane 6. nawęglanie 7. obróbka kształtująca pozostałych powierzchni 8. hartowanie i odpuszczanie 9. prostowanie 10. poprawianie nakiełków 11. obróbka wykańczająca 12. obróbka wykańczająca bardzo dokładna 13. kontrola jakości
131 Obróbka zgrubna prowadzi się na wszystkich powierzchniach z pozostawieniem naddatku na obr. kształtujące zaś dla powierzchni nawęglanych naddatku umożliwiającego całkowite usunięcie warstwy nawęglonej. Obróbka kształtująca prowadzi się na powierzchniach, które mają być hartowane z postawieniem nieco większych naddatków niż dla wałów miękkich (odkształcenia). Obróbka cieplna nawęglanie + hartowanie i odpuszczanie.
132
133
134
135
136
137
138
139
140 Ramowy proces wału stopniowanego nawęglanego i hartowanego (ochrona pow. nawęglanych pastami/miedziowaniem) 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie 4. obróbka zgrubna 5. obróbka kształtująca powierzchni 6. ochrona pow. nienawęglanych pastą/miedziowaniem 7. nawęglanie 8. hartowanie 9. czyszczenie pow. chronionych pastą/usunięcie miedzi 10. prostowanie 11. poprawianie nakiełków 12. obróbka wykańczająca 13. obróbka wykańczająca bardzo dokładna 14. kontrola jakości
141 Zaletą w stosunku do poprzedniego procesu jest możliwość prowadzenia hartowania bezpośrednio po nawęglaniu co stwarza warunki do planowania OC w piecach przepływowych (tunelowych). Ponadto skraca się cykl OC i zmniejsza odkształcenia w skutek jednokrotnego oddziaływania termicznego. Wadą procesu jest możliwość wystąpienia dużych ilości i wzrostu wielkości ziaren austenitu szczątkowego (jeśli OC została niewłaściwie opracowana) [mat. 18HGT, 30HGT ] powstawanie mikropęknięć. Naw st. i hart st.
142 Ramowy proces wału stopniowanego hartowanego (na całej długości lub na niektórych powierzchniach) [mat. do ulepszania] 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie 4. obróbka zgrubna 5. obróbka kształtująca 6. hartowanie i odpuszczanie 7. prostowanie 8. poprawianie nakiełków 9. obróbka wykańczająca 10. obróbka bardzo dokładna 11. kontrola jakości Rzadko wymaga się by wał był hartowany na całej długości. Najczęściej wybrane powierzchnie np. czopy wtedy hartowanie indukcyjne lub metodą zastępczą - płomieniowe (palnikiem acetylenowo tlenowym).
143 Ramowy proces technologiczny wału stopniowanego, b.dokł. (z obróbką cieplną wyżarzaniem odprężąjącym i stabilizowaniem) 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie 4. obróbka zgrubna 5. wyżarzanie odprężające 6. obróbka kształtująca 7. stabilizowanie (w temp st. przez kilka godzin) 8. obróbka wykańczająca wstępna 9. stabilizowanie 10. obróbka wykańczająca ostateczna 11. obróbka b. dokładna 12. kontrola jakości Typowy ramowy proces dla części maszyn bardzo dokładnych jak np. śruby pociągowe i wrzeciona obrabiarek.
144 Ramowy proces technologiczny wału stopniowanego z otworem osiowym 1. przecinanie materiału 2. prostowanie 3. nakiełkowanie (?) 4. obróbka zgrubna 5. wykonanie otworu osiowego 6. wykonanie baz obrobkowych do wykonania obr. kształtującej 7. obróbka kształtująca 8. obróbka pow. stożkowych i kształtowych 9. frezowanie rowków wpustowych 10. frezowanie wielowypustów 11. wyk. gwintów na zewn. pow. walcowych 12. wyk. otworów poprzecznych 13. obróbka wykańczająca 14. obróbka b. dokł. 15. kontrola jakości
145 Wykonanie otworu osiowego (otw. długie l/d>8) na obrabiarkach do długich otworów: - klasy dokł a nawet 7 9, chropowatość 1,2>Ra>0,16 - odchyłka kołowości do 2 µm, prostoliniowość 0,01 0,05. Narzędzia: wiertła lufowe, wiertła systemu BTA, wiertła płytkowe, wiertła trepanacyjne (rdzeniowe), wiertło do wiercenia ejektorowego.
146 Ramowy proces technologiczny tulei i tarczy z bazowaniem na otworze 1. obróbka zgrubna lub zgr. i kształtująca pow. zewn. i wykonanie otworu wstępnie lub na gotowo, 2. obróbka wykańczająca otworu, 3. obróbka rowka wpustowego lub wielowypustu w otworze, 4. obróbka kształtująca pow. zewn. z bazowaniem na otworze, 5. frezowanie rowków wpustowych na pow. zewnętrznych, 6. wykonanie wielowypustów, 7. wykonanie gwintów, 8. wykonanie otworów poprzecznych, 9. obróbka b. dokł. otworu, 10. obr. wykańczająca pow. zewnetrznej, 11. kontrola jakości
147
148
149
150 Ramowy proces technologiczny tulei i tarczy z OC hartowaniem 1. obróbka zgrubna lub zgr. i kształtująca pow. zewn. oraz obr. zgr. lub zgr. i kształtująca otworu, 2. obr. wielowypustu w otworze z pozostawieniem naddatków na pow. ustalających, 3. obr. kształtująca pow. zewn. z bazowaniem na otworze, 4. hartowanie i odpuszczanie, 5. obr. wyk. otworu lub wielowypustu w otworze, 6. obr. wyk. pow. zewnętrznych z bazowaniem na otworze.
151 Ad.1 obr. zgr. otworów: - nawiercanie: nawiertak lub sztywne wiertło o kącie wierzchołkowym st. - wiercenie: wiertła kręte kl. dokł. (Niekiedy kl. dokł.)otwory pow. 30 mm wiercenie i powiercanie 1-wsze wiertło 0,6-0,7 średnicy wiertła końcowego, Ra = 20 µm. Wiertła kręte z płytkami z WS: 12-60mm 2-ostrzowe, ostrzowe; zewn. płytka może służyć do wytaczania. - wytaczanie zgrubne - pogłębianie.
152 - Ad.2 obr. kształtująca i wyk. otworów: - rozwiercanie (6-8 kl. dokł.), - wytaczanie/roztaczanie, przeciąganie: IT 5, Ra < 0,32 µm, średnice do mm na przeciągarkach pionowych i do mm na poziomych, - szlifowanie. Ad.3 obr. b.dokł. otworów: IT5-7, Ra 0,01-0,16 µm: - b. dokł. wytaczanie - obróbki ścierne: dogładzanie oscylacyjne, gładzenie, docieranie, - obr. plastyczna nagniataniem.
153 Obróbka rowków wpustowych i wielowypustów: - dłutowanie, przeciąganie Obróbka gwintów wewnętrznych: - - nacinanie gwintownikiem: na tokarkach, wiertarkach i gwinciarkach - głowicami gwinciarskimi: zasada podobna jak dla gwintów zewn. - -nożem: metoda pracochłonna ze wzgl. na dużą liczbę przejść - - frezowanie: tylko gwinty o dużych średnicach - - wygniatanie: głowice i gwintowniki wygniatające. Głowice: zasada podobna jak dla głowic gwinciarskich skrawających zamiast noży- rolki. Gwinty już od M10. Wygniatanie gwintownikami od M2 do M16. Staranny dobór średnicy otworu, eksperymentalnie.
154 Części klasy dźwignia Wyróżnia się: - dźwignie jednostronne (z jedną tuleją) - dźwignie dwustronne (z otworem znacznie większym od drugiego i w przybliżeniu z jednakowymi otworami: krótkie i długie)
155 Ramowy proces technologiczny dźwigni jednostronnej 1. Obróbka pow. czołowych 2. Obróbka otworu na gotowo 3. Wykonanie operacji drugorzędnych 4. Toczenie rękojeści 5. KJ Ramowy proces technologiczny dźwigni dwustronnej 1. Obróbka pow. czołowych 2. Obróbka otworu o większej średnicy z jednoczesną obróbką powierzchni czołowej 3. Obróbka otworu o mniejszej średnicy i powierzchni czołowej z ustaleniem dźwigni na wykonanym otworze 4. Wykonanie operacji drugorzędnych 5. KJ
156
157
158
159
160
161
162
163
164 Przekładnie stożkowe - technologia Dr inż. Piotr Skawiński
165 Przekładnie stożkowe - technologia Struganie obwiedniowe Revacycle Coniflex
166 Dr inż. Piotr Skawiński Przekładnie stożkowe - technologia Zasada obróbki uzębienia kołowo-łukowego epicykloidalnego
167 Przekładnie stożkowe - technologia Dr inż. Piotr Skawiński
168 Przekładnie stożkowe - technologia Dr inż. Piotr Skawiński
169 Przekładnie stożkowe - technologia Dr inż. Piotr Skawiński
170 Przekładnie stożkowe technologia Dr inż. Piotr Skawiński
171 Przekładnie stożkowe technologia Dr inż. Piotr Skawiński
172 Przekładnie stożkowe technologia Dr inż. Piotr Skawiński
173 Dr inż. Piotr Skawiński Maszyny
174
175
176
177
178
179
180
181
182
183
184
185
186
TECHNOLOGIA BUDOWY MASZYN
 TECHNOLOGIA BUDOWY Literatura: MASZYN Dr inż. Piotr Skawiński 1. Podstawy projektowania procesów technologicznych typowych części maszyn. Mieczysław Feld, WNT 2003 2. Projektowanie technologii maszyn S.
TECHNOLOGIA BUDOWY Literatura: MASZYN Dr inż. Piotr Skawiński 1. Podstawy projektowania procesów technologicznych typowych części maszyn. Mieczysław Feld, WNT 2003 2. Projektowanie technologii maszyn S.
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Spis treści. Wstęp... 9
 Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, Spis treści
 Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Projekt nr 1 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
Spis treści tomu I. Część pierwsza. Proces skrawania. Rozdział I Wiadomości ogólne prof. dr hab. inż. Eugeniusz. Rozdział II Materiały narzędziowe
 Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
Spis treści tomu I Część pierwsza Proces skrawania I Wiadomości ogólne prof. dr hab. inż. Eugeniusz Górski 1. Podział obróbki skrawaniem 1 2. Kinematyka skrawania 3 3. Geometria ostrza 5 Literatura 18
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Laboratorium Obróbki Mechanicznej
 Politechnika Poznańska Instytut Technologii Mechanicznej Wydział: BMiZ Studium: stacjonarne Semestr: II Kierunek: ZiIP Rok akad.:2016/17 Liczba godzin - 15 PROCESY I TECHNIKI PRODUKCYJNE Laboratorium Obróbki
Politechnika Poznańska Instytut Technologii Mechanicznej Wydział: BMiZ Studium: stacjonarne Semestr: II Kierunek: ZiIP Rok akad.:2016/17 Liczba godzin - 15 PROCESY I TECHNIKI PRODUKCYJNE Laboratorium Obróbki
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: TECHNOLOGIA BUDOWY MASZYN I MONTAŻU PRINCIPLES OF MACHINES BUILDING TECHNOLOGY AND ASSEMBLY Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: projektowanie systemów
Nazwa przedmiotu: TECHNOLOGIA BUDOWY MASZYN I MONTAŻU PRINCIPLES OF MACHINES BUILDING TECHNOLOGY AND ASSEMBLY Kierunek: Mechatronika Rodzaj przedmiotu: obowiązkowy na specjalności: projektowanie systemów
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
 Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Moduł 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D opracować: strukturę montażową wyrobu graficzny planu montażu,
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Przedmiotowy System Oceniania
 rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
VI. Normowanie czasu robót na tokarkach rewolwerowych
 VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-1B PRZEGLĄD OBRABIAREK. Redagował: dr inż. W.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Poradnik GARANT OBRÓBKA SKRAWANIEM wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie
 Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
Techniki Wytwarzania II Manufacturing Techniques II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 21/13
 PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Inżynieria Produkcji
 Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Inżynieria Produkcji Literatura 1. Chlebus Edward: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwo Naukowo-Techniczne, Warszawa 2000. 2. Karpiński Tadeusz: Inżynieria Produkcji. Wydawnictwo
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
Technologia sprzętu optoelektronicznego. dr inż. Michał Józwik pokój 507a
 Technologia sprzętu optoelektronicznego dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Technologia sprzętu optoelektronicznego dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2016 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU
 MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
![Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]](/thumbs/29/13741237.jpg "Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]") Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
Wyrób W1. Montaż C1 i C38, wiercenie, rozwiercanie i kołkowanie, znakowanie wspólnym numerem
 C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
C1 ZL200 P1: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C1; Stanowisko traserskie S39 CP04 Wiertarka ze stołem WS17 CP06 WR06 WMP20 rasowanie do obróbki zgrubnej
Katalog zbędnych środków produkcji 2012
 Katalog zbędnych środków produkcji 2012 WIERTARKA KADŁUBOWA WKA-40 Zakres prędkości obrotowych wrzeciona:...25-1250 obr/min Zakres posuwów wrzeciona:.0,1-0,9 mm/obr Liczba prędkości obrotowych wrzeciona:...6
Katalog zbędnych środków produkcji 2012 WIERTARKA KADŁUBOWA WKA-40 Zakres prędkości obrotowych wrzeciona:...25-1250 obr/min Zakres posuwów wrzeciona:.0,1-0,9 mm/obr Liczba prędkości obrotowych wrzeciona:...6
Powiat Ostrowiecki WYKAZ WYPOSAŻENIA
 1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego
 Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
Analiza konstrukcyjno technologiczna detalu frezowanego na podstawie rysunku wykonawczego Analiza rysunku wykonawczego pozwoli dobrać prawidłowy plan obróbki detalu, zastosowane narzędzia i parametry ich
KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2013 CZĘŚĆ TEORETYCZNA
 KOD UCZESTNIKA ( NR STANOWISKA)...... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 213 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Stop żelaza
KOD UCZESTNIKA ( NR STANOWISKA)...... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 213 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Stop żelaza
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Katalog zbędnych środków produkcji 2011
 Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
Katalog zbędnych środków produkcji 2011 PRZECIĄGARKA PIONOWA BVE-40/2000/630 Siła rozciągająca 40 T Prędkość robocza 0 + 7,5 m/min Ilość obrabianych jednocześnie detali 3 Moc zainstalowana 50 kw Skok 2000
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
PL 218203 B1. R&D PROJECT SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Łódź, PL 17.12.2012 BUP 26/12
 PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
KWALIFIKACYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKACYJNE DO PRZEDMIOTU ZAJĘCIA PRAKTYCZNE
 KWALIFIKAYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKAYJNE DO PRZEDMIOTU ZAJĘIA PRAKTYZNE 1.Obróbka maszynowa. zorganizować stanowisko pracy w pracowni obróbki skrawaniem
KWALIFIKAYJNY KURS ZAWODOWY M.19 Użytkowanie obrabiarek skrawających WYMAGANIA EDUKAYJNE DO PRZEDMIOTU ZAJĘIA PRAKTYZNE 1.Obróbka maszynowa. zorganizować stanowisko pracy w pracowni obróbki skrawaniem
Gałęzie przemysłu, w których jesteśmy partnerem
 Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Centrum Kształcenia Ustawicznego. im. Stanisława Staszica w Koszalinie PRACA KONTROLNA. PRZEDMIOT: Eksploatacja maszyn i urządzeń
 Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM N 0 4-0_0 Język wykładowy: polski Rok:
KARTA PRZEDMIOTU. 1. Ma podstawową wiedzę w zakresie podstaw inżynierii materiałowej. 2. Ma podstawową wiedzę w zakresie fizyki.
 KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Procesy obróbki ubytkowej 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: Studia pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok studiów II/ semestr 3 5.
KARTA PRZEDMIOTU 1. NAZWA PRZEDMIOTU: Procesy obróbki ubytkowej 2. KIERUNEK: Mechanika i Budowa Maszyn 3. POZIOM STUDIÓW: Studia pierwszego stopnia 4. ROK/ SEMESTR STUDIÓW: rok studiów II/ semestr 3 5.
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH
 Politechnika Białostocka ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Temat ćwiczenia: Badanie wpływu parametrów skrawania na stan obrabianej powierzchni. Numer ćwiczenia
Politechnika Białostocka ZAMIEJSCOWY WYDZIAŁ MECHANICZNY W SUWAŁKACH INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH Temat ćwiczenia: Badanie wpływu parametrów skrawania na stan obrabianej powierzchni. Numer ćwiczenia
PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH
 Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Obróbka Ubytkowa Metal removal process. MiBM I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
Technik mechanik 311504
 Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
Technik mechanik 311504 Absolwent szkoły kształcącej w zawodzie technik mechanik powinien być przygotowany do wykonywania następujących zadań zawodowych: 1) wytwarzania części maszyn i urządzeń; 2) dokonywania
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
Wyrób W2. Montaż C47 i C87, wiercenie, rozwiercanie i kołkowanie, znakowanie wspólnym numerem
 C47 ZL200 P47: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C47; C87 Stanowisko traserskie S39 CP02 CP04 Wiertarka ze stołem WS17 CP06 CP02 WR06 WMP20 rasowanie do
C47 ZL200 P47: Odlew; Odlewnia Zawiercie; czas realizacji dostawy: 3 tyg.; partia dostawy: ## szt C47; C87 Stanowisko traserskie S39 CP02 CP04 Wiertarka ze stołem WS17 CP06 CP02 WR06 WMP20 rasowanie do
rys.nr1 6. Prawidłowość zazębienia sprawdza się tuszem, na którym rysunku jest przedstawione dobre zazębienie:
 KONKURS WOJEWÓDZKI O TYTUŁ NALEPSZEGO ŚLUSARZA ZIEMI LUBUSKIEJ TEST 2015 Nr wylosowany... Zaznacz odpowiedź na teście! 1. Gwint metryczny drobnozwojny lewy będzie oznaczony: a) M20x1. b) S20x1. c) M20x1
KONKURS WOJEWÓDZKI O TYTUŁ NALEPSZEGO ŚLUSARZA ZIEMI LUBUSKIEJ TEST 2015 Nr wylosowany... Zaznacz odpowiedź na teście! 1. Gwint metryczny drobnozwojny lewy będzie oznaczony: a) M20x1. b) S20x1. c) M20x1
KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA
 KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
: Studium: niestacjonarne, II st. : : MCH Rok akad.: 207/8 Liczba godzin - 0 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a torium(hala 20 ZOS) Prowadzący: dr inż. Marek Rybicki pok. 605,
Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ
 Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ 1. CELE EDUKACYJNE PRZEDMIOTU Celem kształcenia zawodowego jest przygotowanie uczących się do wykonywania pracy zawodowej
Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ 1. CELE EDUKACYJNE PRZEDMIOTU Celem kształcenia zawodowego jest przygotowanie uczących się do wykonywania pracy zawodowej
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
 SZCZEGÓŁOWY PLAN NAUCZANIA DLA KWALIFIKACJI: M.. UŻYTKOWANIE OBRABIAREK SKRAWAJĄCYCH W OBRĘBIE ZAWODU: OPERATOR OBRABIAREK SKRAWAJĄCYCH Przedmiot nauczania PEE PKM elektrotechnik i i elektroniki konstrukcji
SZCZEGÓŁOWY PLAN NAUCZANIA DLA KWALIFIKACJI: M.. UŻYTKOWANIE OBRABIAREK SKRAWAJĄCYCH W OBRĘBIE ZAWODU: OPERATOR OBRABIAREK SKRAWAJĄCYCH Przedmiot nauczania PEE PKM elektrotechnik i i elektroniki konstrukcji
Obróbka Ubytkowa Metal removal process. MiBM I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka Ubytkowa Metal removal process A. USYTUOWANIE MODUŁU W SYSTEMIE
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA. PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki
 PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PL 216311 B1. Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Numer zadania: 01
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: