INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
|
|
|
- Jadwiga Ostrowska
- 8 lat temu
- Przeglądów:
Transkrypt

1 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z odmianami toczenia, budową i zasadą działania tokarki konwencjonalnej oraz oprzyrządowaniem i narzędziami tokarskimi. 2. Wyposażenie stanowiska - Tokarka konwencjonalna - Oprzyrządowanie dodatkowe (zabierak, tarcza zabierakowa, uchwyt 3-szczękowy, podtrzymka, ) - Narzędzia tokarskie (jednolite (zdzierak, wykańczak, wytaczak, ), składane,.) - Instrukcja szczepowa do ćwiczeń 3. Przebieg ćwiczenia - Zapoznanie się z budową i zasada działania tokarki konwencjonalnej - Omówienie i zastosowanie oprzyrządowanie dodatkowego do ustalania i mocowania przedmiotu obrabianego. - Omówienie narzędzia obróbkowych oraz sposoby ustalania i mocowania w suporcie narzędziowym tokarki uniwersalnej - wykonanie części poprzez zastosowanie różnych odmian toczenia. Literatura: - Duduk K., Gorski E. Poradnik tokarza WNT Warszawa 2000 r. - Poradnik inżyniera Obróbka skrawaniem tom I WNT Warszawa 1991 r. - Poradnik Sandvik Coromant - Dul Korzyńska B. Obróbka skrawaniem i narzędzia OWPR Rzeszów - Burek J. Maszyny technologiczne OWPR Rzeszów 2000 r. -Cichosz P. Techniki wytwarzania obróbka ubytkowa OWPW Wrocław 2002 r. Opracował: Uwagi: Załącznikiem jest instrukcja szczegółowa
 - Narzędzia tokarskie (jednolite (zdzierak, wykańczak,")
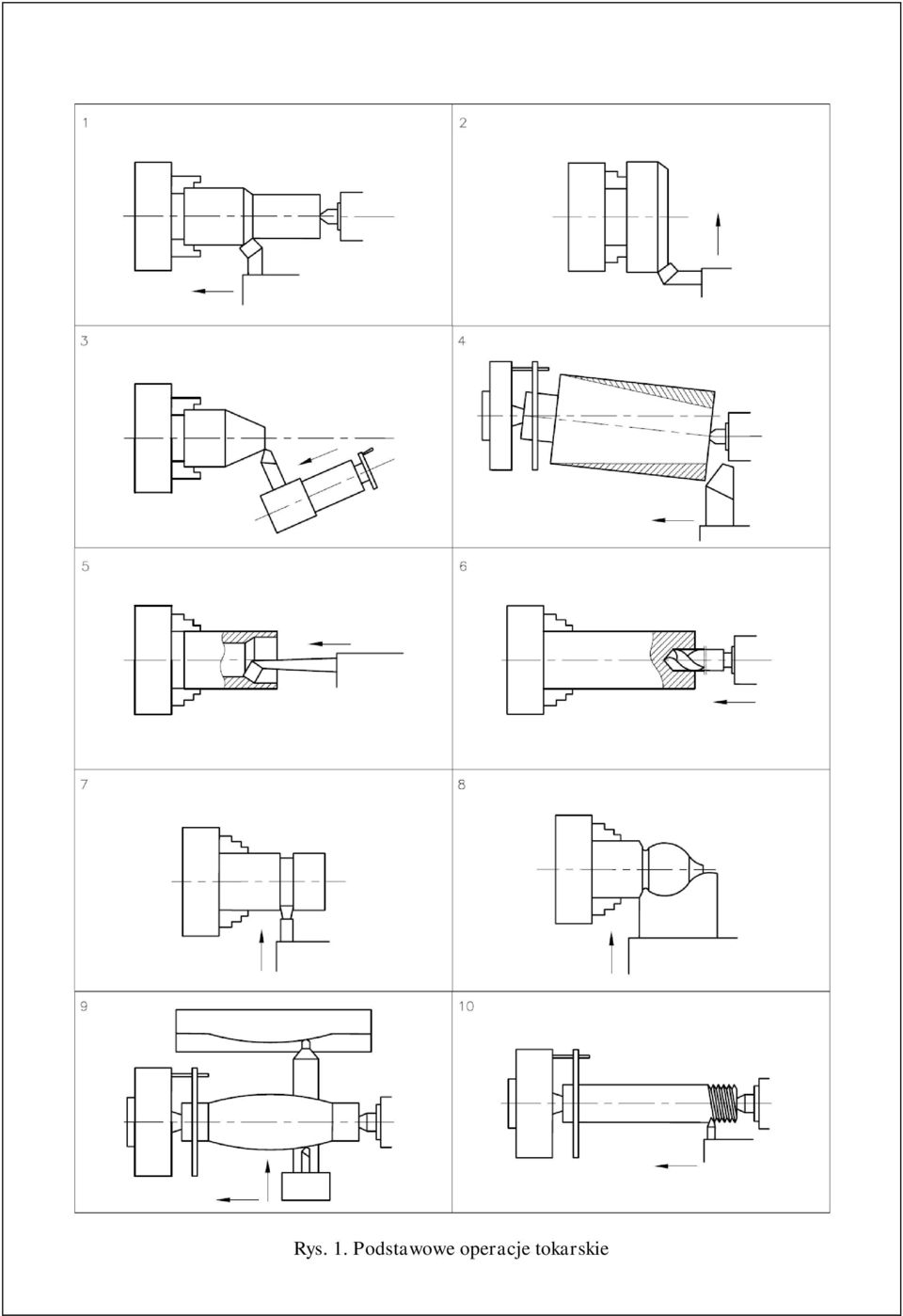
2 1. Wprowadzenie Toczeniem nazywamy taki rodzaj obróbki skrawaniem, w którym ruch główny obrotowy wykonuje przedmiot obrabiany napędzany poprzez wrzeciono tokarki (lub stołu w przypadku tokarek karuzelowych), natomiast ruch pomocniczy posuwowy wykonuje narzędzie. Ze złożenia tych ruchów otrzymuje się względne przemieszczenie narzędzia w odniesieniu do powierzchni obrabianej. Dla powierzchni cylindrycznej i stożkowej ruch ten jest realizowany po linii śrubowej, natomiast dla powierzchni czołowej ruch realizowany jest po torze spiralnym. 2. Klasyfikacja odmian toczenia. Toczenie można podzielić na następujące odmiany, które różnią się kierunkiem realizacji ruchu posuwowego narzędzia oraz kształtem powierzchni obrobionej: a. Ze względu na położenie osi obrotowej: Toczenie osiowe (wzdłużne) rys. 1-1 Toczenie promieniowe (poprzeczne) rys. 1-2 b. W zależności od toczonej powierzchni: Toczenie powierzchni zewnętrznych rys. 1-1 Toczenie powierzchni wewnętrznych rys. 1-5 c. W zależności od usytuowania ruchu pomocniczego względem osi obrotu: Toczenie wzdłużne zewnętrzne i wewnętrzne (rys. 1-1 i 1-5) ruch pomocniczy wykonywany jest równolegle do osi wrzeciona. Toczenie poprzeczne zewnętrzne i wewnętrzne (rys. 1-2) ruch pomocniczy wykonywany jest prostopadle do osi wrzeciona. Można tu wyodrębnić toczenie wcinające: kształtowe, przecinanie, toczenie rowków (rys. 1-7 i 1-8). Toczenie stożków zewnętrznych i wewnętrznych (rys. 1-3), gdy kierunek ruch posuwowego przecina się z osią wrzeciona. d. W zależności od ilości narzędzi (ostrzy) biorących jednocześnie udział w kształtowaniu powierzchni: Toczenie jednonożowe Toczenie wielonożowe - wyróżniamy z podziałem posuwu i podziałem głębokości. e. Toczenie kształtowe: Toczenie gwintów zewnętrznych i wewnętrznych (rys. 1-10) Toczenie kształtowe nożem kształtowym (rys. 1-8) Toczenie kopiowe (rys. 1-9)

3 Rys. 1. Podstawowe operacje tokarskie
4 3. Budowa i zasada działania tokarki uniwersalnej KNUTH Turn 410. Tokarki stanowią podstawową grupę obrabiarek przeznaczonych do obróbki powierzchni osiowo symetrycznych (obrotowych). Kształtowanie powierzchni obrotowych realizowane jest przez sprzężenie dwóch ruchów. Ruchu główny (ruch obrotowy) wykonywany przez przedmiot obrabiany oraz ruch prostoliniowy (ruch posuwowy) realizowany przez narzędzie. Ze względu na różnorodną konstrukcję, sposób pracy, kształt powierzchni obrabianej, sposób mocowania, tokarki możemy podzielić na: a) Tokarki kłowe b) Tokarki uchwytowe c) Tokarki wielonożowe i rewolwerowe d) Automaty i półautomaty e) Tokarki karuzelowe f) Tokarki kopiarki g) Tokarki do gwintów h) Tokarki specjalizowane Ogólną budowę tokarki uniwersalnej KNUTH Turn 410 przedstawiono na rys. 2. Rys. 2. Tokarka uniwersalna KNUT V-Turn korpus, 2-skrzynka posuwów, 3 skrzynka prędkości, 4 wyświetlacz cyfrowy położenia, 5 wrzeciono przedmiotowe, 6 imak nożowy, 7 prowadnice, 8 konik, 9 śruba pociągowa, 10 wałek pociągowy, 11 wałek sterujący (włączenie prędkości obrotowej wrzeciona), 12 skrzynka suportowa z dźwigniami sterującymi (załączenie/wyłączenie mechanicznego posuwu wzdłużnego i poprzecznego), 13 przekładania pasowa, 14 przekładania gitarowa Kształtowanie materiału będzie się odbywać, jeżeli wprowadzimy ruch obrotowy wrzeciona i ruch posuwowy narzędzia. Wrzeciono (5) otrzymuje napęd od silnika umieszczonego w korpusie tokarki za pośrednictwem przekładni pasowej (13) i skrzynki prędkości (3). Posuw mechaniczny narzędzia realizowany jest od wrzeciona za pośrednictwem przekładni gitarowej (14), skrzynki posuwów (2) poprzez wałek pociągowy (10) oraz skrzynkę suportową (12). W skrzynce suportowej napęd zostaje rozdzielony na realizację posuwu wzdłużnego lub poprzecznego.
 Tokarki kłowe b) Tokarki uchwytowe c) Tokarki wielonożowe i")
5 4. Oprzyrządowanie tokarki. a. Elementy ustalająco mocujące przedmiot obrabiany. Jako elementy ustalająco mocujące najczęściej są stosowane w tokarkach uchwyty samocentrujące 3- lub 4-szczękowe. Uchwyty tokarskie służą do szybkiego mocowania małych i średnich przedmiotów (elementy obrotowe) ustalonych współosiowo z wrzecionem tokarki. Najczęściej spotykanym uchwytem samocentrującym jest uchwyt spiralny. Składa się on z koła stożkowego napędzającego i koła talerzowego, w którym wykonany jest rowek spiralny, zwany spiralą Archimedesa. Każda ze szczęk ma od wewnątrz występy, które wchodzą w kolejne zwoje rowka spiralnego. Przy przekręcaniu kluczem koła stożkowego szczeki przemieszczają się promieniowo w kadłubie uchwytu, mocując przedmiot. a) b) c) d) Spirala Archimedesa Szczęka Koło zębate tależowe Koło stożkowe Rys. 3. Oprzyrządowanie ustalająco mocujące : a) uchwyt czteroszczękowy samocentrujący i uchwyt czteroszczękowy z niezależnym ustawieniem szczęk, b) uchwyt trzyszczękowy samocentrujący, c) budowa uchwytu trzyszczękowego z spiralą Archimedesa, d) uchwyt dwuszczękowy samocentrujący. Innym sposobem ustalania i mocowania przedmiotu obrabianego jaki stosuje się do przedmiotów o małej sztywności, jest zastosowanie kłów oraz tarczy zabierakowej z zabierakiem. Przedmiot obrabiany po uprzednim wykonaniu nakiełków jest ustalony w osi tokarki pomiędzy konikiem z kłem obrotowym, a drugim kłem usytuowanym we wrzecionie obrabiarki. Napęd obrotowy przenoszony jest z wrzeciona tokarki poprzez tarczę zabierakową na zabierak zamocowany na przedmiocie obrabianym. Na rys. 4 przedstawiono sposób ustalania i mocowania w kłach.

6 b. Elementy podpierające Rys. 4. Mocowanie przedmiotu w kłach Konik jest zespołem tokarki, który pełni dwie funkcje. Po pierwsze służy jako element podpierający przedmiot obrabiany podczas procesu skrawania, po drugie do mocowania narzędzi do obróbki otworów takich jak wiertła, rozwiertaki, itd. Podtrzymka stała jest mocowana na prowadnicach łoża i obejmuje przedmiot obrabiany za pomocą trzech kamieni lub rolek tocznych łożyskowanych podtrzymując podczas obróbki i zapobiegając nadmiernemu ugięciu. Podtrzymka stanowi dodatkowy punkt podparcia i zmniejsza jego swobodną długość. Podtrzymka ruchoma jest mocowana na suporcie wzdłużnym tokarki. Podpiera powierzchnie już wcześniej przetoczoną. W tego rodzaju podtrzymce należy regulować wysuniecie elementów podpierających każdorazowo po przejściu obróbczym. Rys. 5. Budowa konika

7 Rys. 6. Podtrzymka stała budowa i usytuowanie na tokarce. Rys. 7. Podtrzymka ruchoma budowa i usytuowanie na tokarce c. Narzędzia tokarskie. Narzędzia tokarskie możemy podzielić na: Narzędzia jednolite. Narzędzia z trwale przymocowaną częścią skrawającą. Narzędzia składane. Narzędzie do radełkowania. Narzędzia jednolite są to narzędzia gdzie część chwytowa jak i część robocza są wykonane z tego samego materiału. Na rys.8 przedstawiono widok narzędzia tokarskiego monolitycznego. Rys. 9. Zestaw narzędzi tokarskich


, płytki narzędziowej i płytki podporowej.")
8 Narzędzia z trwale przymocowaną częścią skrawającą są to narzędzia gdzie część chwytowa wykonana jest z materiału konstrukcyjnego natomiast część robocza lub tylko skrawająca są wykonane materiału narzędziowego i trwale przymocowane do narzędzia poprzez klejenie, zgrzewanie, lutowanie lub spawanie. Na rys. 9 przedstawiono zestaw narzędzi tokarskich do obróbki powierzchni zewnętrznych oraz wewnętrznych z trwale przymocowana częścią skrawającą w postaci węglikowej płytki skrawającej. Rys. 9. Zestaw narzędzi tokarskich Narzędzia składane są to najczęściej używane narzędzia do obróbki w przemyśle. Budowa narzędzia składa się z korpusu (oprawki), płytki narzędziowej i płytki podporowej. W zależności od budowy rozróżniamy różne mocowania płytki skrawającej w korpusie (mocowanie sztywne, mocowanie dźwigniowe, mocowanie klinowe, mocowanie śrubą). Płytka skrawająca najczęściej wykonana jest z węglika spiekanego z dodatkowym pokryciem ochronnym. Kształt i sposób mocowania płytki w znaczący sposób decyduje o jej przeznaczeniu, np. płytka typu C wykorzystywana jest do obróbki zgrubnej, natomiast płytka typu V do obróbki wykończeniowej (profilowej). Wymiary i kształty płytek skrawających są ujednolicone w międzynarodowych normach ISO (rys. 10.). Rys. 10. Kształt płytek wg. ISO Rys. 11 Zestaw składanych narzędzi tokarskich
, płytki narzędziowej i płytki podporowej.")
9 Na rys. 12 przedstawiono klasyfikację narzędzi tokarskich ze względu na budowę, możliwości kształtowania powierzchni oraz położenie głównej krawędzi skrawającej. Rys. 12 Klasyfikacja narzędzi tokarskich Narzędzia do radełkowania stosuje się w celu wygniecenia na powierzchni przedmiotu obrabianego drobnych rowków. Wykonuje się je najczęściej na powierzchniach chwytowych części przyrządów, łbach śrub, itd. Do radełkowania używa się jako narzędzi hartowanych rolek ze stali narzędziowej, które na obwodzie mają nacięte rowki o kącie rozwarcia 90. Na rys. 13 przedstawiono zestaw do radełkowania zawierający dwa trzonki (obustronny i jednostronny), zestaw hartowanych rolek do radełkowania o różnych kątach nachylenia rowków oraz trzpienie mocujące rolki.

10 Rys. 13 Zestaw do radełkowania d. Oprzyrządowanie ustalająco mocujące narzędzia obróbkowe. Najczęstszym sposobem mocowania narzędzi na tokarce jest zastosowanie imaka nożowego. Na rysunku poniżej pokazano cztero pozycyjny imak narzędziowy do mocowania czterech narzędzi. Imak nożowy najczęściej wyposażony jest w mechanizm zatrzaskowy, co pozwala na szybką zmianę narzędzia i jego pewne ustalenie. Rys. 14. Imak narzędziowy 4-pozycyjny. Innym sposobem ustalania i mocowania narzędzia jest zastosowanie imaka jedno nożowego z mechanizmem szybkiego mocowania. Dodatkowym atutem tego mocowania jest możliwość kątowego ustalenia narzędzia względem przedmiotu obrabianego, co za tym idzie zmianę kąta przystawienia narzędzia i obróbkę powierzchni stożkowej. Budowa tego typu imaka składa się z oprawki, w której mocowane jest narzędzie oraz imak z wykonanym uzębieniem do wstępnego ustalania położenia narzędzia.

11 Rys. 15. Imak jednonożowy z mechanizmem szybkiego mocowania i od mocowania 5. Wykonanie modelu z zastosowaniem różnych odmian toczenia. Lista operacji do wykonania: 1. Planowanie 2. Toczenie wzdłużne 3. Wiercenie otworu 4. Toczenie rowka wewnętrznego 5. Toczenie wzdłużne pow. wewnętrznych 6. Toczenie pow. stożka wewnętrznego 7. Toczenie gwintu wewnętrznego 8. Toczenie wzdłużne pow. Zewnętrznej 9. Toczenie pow. stożka zewnętrznego 10. Toczenie rowków zewnętrznych 11. Toczenie rowka kształtowe 12. Toczenie gwintu zewnętrznego 13. Radełkowanie


12 Planowanie Toczenie wzdłużne Wiercenie Toczenie rowka wew. Toczenie wzdłużne wew. Toczenie pow. stożka wewnętrznego Toczenie gwintu wewnętrznego Toczenie wzdłużne zew.


13 Toczenie pow. Stożka zewnętrznego Toczenie rowków zew. Toczenie rowka kształtowego Toczenie gwintu zewnętrznego Radełkowanie powierzchni chwytowej 6. Pytania kontrolne a. Charakterystyka procesu toczenia. b. Podział toczenia w zależności od usytuowania ruchu posuwowego względem osi obrotu. c. Narysować schemat: toczenie wzdłużne wewnętrzne i zewnętrzne. d. Narysować schemat: toczenie wcinające kształtowe. e. Wymienić elementy podpierające i krótko je opisać. f. Wymienić elementy ustalająco mocujące przedmiot obrabiany i krótko je opisać. g. Opisać budowę narzędzi składnych. h. Charakterystyka procesu radełkowania i budowa narzędzi do radełkowania.

INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Tokarka uniwersalna SPC-900PA
 Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Wiercenie, pogłębianie, rozwiercanie, gwintowanie Nr ćwiczenia : 5 Kierunek:
BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
![Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]](/thumbs/29/13741237.jpg "Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]") Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Geometria ostrzy narzędzi skrawających KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 1 Kierunek: Mechanika
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 4
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Frezowanie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 4 Kierunek: Mechanika i Budowa Maszyn 1. Cel
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Frezowanie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 4 Kierunek: Mechanika i Budowa Maszyn 1. Cel
WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia:
 RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki
 Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki Gappa SERIA-SJ S J - 3 5 6 x 10 0 0 G / 14 4 0 G Firma ECOCA zajmuje się produkcją tokarek od 1980r. Wszystkie maszyny - tokarki
Gappa PPH WYSOKA JAKOŚĆ I NIEZAWODNOŚĆ! Wysokoobrotowe precyzyjne tokarki Gappa SERIA-SJ S J - 3 5 6 x 10 0 0 G / 14 4 0 G Firma ECOCA zajmuje się produkcją tokarek od 1980r. Wszystkie maszyny - tokarki
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
Obróbka ubytkowa i spajanie 1
 Procesy obróbki ubytkowej Obróbka ubytkowa to taki sposób nadawania kształtów i wymiarów przedmiotu, w wyniku którego usunięty zostaje nadmiar materiału w postaci tzw. naddatku. rodzaje: - obróbka skrawaniem,
Procesy obróbki ubytkowej Obróbka ubytkowa to taki sposób nadawania kształtów i wymiarów przedmiotu, w wyniku którego usunięty zostaje nadmiar materiału w postaci tzw. naddatku. rodzaje: - obróbka skrawaniem,
Ćwiczenie OB-1A POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Temat: Opracowali: dr inż. W. Froncki i mgr inż. R.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 9
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Ostrzenie narzędzi skrawających. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 9 Kierunek: Mechanika
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Ostrzenie narzędzi skrawających. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 9 Kierunek: Mechanika
Nazwa Jedn. TBI FT 550 TBI FT 650
 Cechy maszyny ręczne przesuwanie suportów za pomocą pokręteł elektronicznych stopniowe dołączanie nowych cykli roboczych do posiadanego programu graficzna symulacja przebiegu cyklu roboczego natychmiast
Cechy maszyny ręczne przesuwanie suportów za pomocą pokręteł elektronicznych stopniowe dołączanie nowych cykli roboczych do posiadanego programu graficzna symulacja przebiegu cyklu roboczego natychmiast
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie AP-4 BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie AP-4 Temat: BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO Opracowanie: mgr. inż. J. Jaworski Opracowanie elektroniczne: dr inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie AP-4 Temat: BADANIE CYKLU PRACY AUTOMATU REWOLWEROWEGO Opracowanie: mgr. inż. J. Jaworski Opracowanie elektroniczne: dr inż.
Automaty tokarskie wzdłużne swiss type
 Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
(13) B1 PL B1 RZECZPOSPOLITA (12) OPIS PATENTOWY (19) P L (11) POLSKA. (21) Numer zgłoszenia: (51) IntCl.
 B1 PL B1 RZECZPOSPOLITA (12) OPIS PATENTOWY (19) P L (11) POLSKA. (21) Numer zgłoszenia: (51) IntCl.") RZECZPOSPOLITA (12) OPIS PATENTOWY (19) P L (11) 156985 POLSKA (13) B1 (21) Numer zgłoszenia: 270952 Urząd P atentow y (22) Data zgłoszenia: 29.02.1988 R zeczypospolitej Polskiej (51) IntCl.5: B23B 39/02
RZECZPOSPOLITA (12) OPIS PATENTOWY (19) P L (11) 156985 POLSKA (13) B1 (21) Numer zgłoszenia: 270952 Urząd P atentow y (22) Data zgłoszenia: 29.02.1988 R zeczypospolitej Polskiej (51) IntCl.5: B23B 39/02
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-2 BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: www.oke.lomza.com/informacje_o_egz/egz_zawodowy/zadania_technikum/pliki/tech.mech_rozw.pdf
VI. Normowanie czasu robót na tokarkach rewolwerowych
 VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
VI, Normowanie czasu robót na tokarkach rewolwerowych 211 Zabieg 9: a) obrócić imak 4-nożowy, zmienić posuw na p =» 1,9 i prędkość obrotową na n = 10 obr/min. - 0,20 min b) czynności związane z zabiegiem
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TC3-200 CNC TC3-250 CNC
 TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
Obróbka wiórowa elementów maszyn i urządzeń
 Obróbka wiórowa elementów maszyn i urządzeń wprowadzenie do toczenia, noże tokarskie, budowa i podstawowe wyposażenie tokarki uniwersalnej, podstawowe operacje tokarskie, obróbka otworów, wykonywanie gwintów,
Obróbka wiórowa elementów maszyn i urządzeń wprowadzenie do toczenia, noże tokarskie, budowa i podstawowe wyposażenie tokarki uniwersalnej, podstawowe operacje tokarskie, obróbka otworów, wykonywanie gwintów,
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-1B PRZEGLĄD OBRABIAREK. Redagował: dr inż. W.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
1. Tokarka pociągowa uniwersalna TUG-48
 . Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
. Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 OR.272.8.2017 www.powiat.turek.pl P O W I A T T U R E C K I Powiat Innowacji i Nowoczesnych Technologii Załącznik nr 1 do SIWZ Dostawa wyposażenia pracowni obrabiarek skrawających dla Zespołu Szkół Technicznych
OR.272.8.2017 www.powiat.turek.pl P O W I A T T U R E C K I Powiat Innowacji i Nowoczesnych Technologii Załącznik nr 1 do SIWZ Dostawa wyposażenia pracowni obrabiarek skrawających dla Zespołu Szkół Technicznych
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124. Obróbka skrawaniem
 865-1124. Obróbka skrawaniem") Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Obróbka skrawaniem Obróbka skrawaniem Polega na oddzieleniu z obrabianej bryły za pomocą narzędzia
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Obróbka skrawaniem Obróbka skrawaniem Polega na oddzieleniu z obrabianej bryły za pomocą narzędzia
TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T9D-115/135 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach Długość toczenia 300/420 mm 9 ton 2-4 m Transporter wiórów w standardzie
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T CNC T CNC T CNC T CNC T CNC T CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Frezarki ,- Obrabiarki. Frezarka narzędziowa FNS-55PD. (40 902,- bez VAT)
") Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
OPIS OFEROWANEGO PRZEDMIOTU ZAMÓWIENIA CZĘŚĆ A 1. FREZARKA KONWENCJONALNA
 OPIS OFEROWANEGO PRZEDMIOTU ZAMÓWIENIA CZĘŚĆ A 1. FREZARKA KONWENCJONALNA W MIEJSCACH OZNACZONYCH ZAZNACZYĆ WŁAŚCIWE Załącznik nr 2a do SIWZ Lp. Wymagane parametry Wymagany zakres 1 Wymiary robocze stołu
OPIS OFEROWANEGO PRZEDMIOTU ZAMÓWIENIA CZĘŚĆ A 1. FREZARKA KONWENCJONALNA W MIEJSCACH OZNACZONYCH ZAZNACZYĆ WŁAŚCIWE Załącznik nr 2a do SIWZ Lp. Wymagane parametry Wymagany zakres 1 Wymiary robocze stołu
Poradnik GARANT OBRÓBKA SKRAWANIEM wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie
 Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Poradnik OBRÓBKA SKRAWANIEM ROZWIERCANIE DOKŁADNE POGŁĘBIANIE GWINTOWANIE WIERCENIE PODSTAWY MATERIAŁY wiercenie gwintowanie pogłębianie rozwiercanie dokładne cięcie frezowanie toczenie mocowanie INFO
Powiat Ostrowiecki WYKAZ WYPOSAŻENIA
 1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
Szczegółowy opis przedmiotu zamówienia
 Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
Mechanika i Budowa Maszyn Studia pierwszego stopnia. Studia stacjonarne Rodzaj zajęć i liczba godzin w semestrze: Zaliczenie Język wykładowy:
 Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Mechanika i Budowa Maszyn Studia pierwszego stopnia Przedmiot: Oprzyrządowanie technologiczne Rodzaj przedmiotu: obowiązkowy Kod przedmiotu: MBM S 0 7 57-3_0 Rok: IV Semestr: 7 Forma studiów: Studia stacjonarne
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
PL 213921 B1. Sposób odzyskowego toczenia odpadowych wałków metalowych i zestaw noży tnących do realizacji tego sposobu. WYSOCKI RYSZARD, Rogoźno, PL
 PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Tokarka CNC ze skośnym łożem TBI VT 480
 Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Narzędzia skrawające firmy Sandvik Coromant. Narzędzia obrotowe FREZOWANIE WIERCENIE WYTACZANIE SYSTEMY NARZĘDZIOWE
 Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Narzędzia skrawające firmy Sandvik Coromant Narzędzia obrotowe RZOWANI WIRCNI WYTACZANI SYSTMY NARZĘDZIOW 2012 WIRCNI ak dobrać odpowiednie wiertło ak dobrać odpowiednie wiertło 1 Określenie średnicy i
Centra. tokarskie DUGARD 100. ze skośnym łożem. www.jafo.com.pl DUGARD
 Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
PL B1. Przenośna obrabiarka do obróbki powierzchni cylindrycznych wałów i walców wielkogabarytowych
 PL 217821 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217821 (13) B1 (21) Numer zgłoszenia: 392857 (51) Int.Cl. B23B 5/08 (2006.01) B23Q 9/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 217821 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217821 (13) B1 (21) Numer zgłoszenia: 392857 (51) Int.Cl. B23B 5/08 (2006.01) B23Q 9/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.)
") FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
FABRYKA OBRABIAREK PRECYZYJNYCH AVIA S.A. ul. Siedlecka 47, 03-768 Warszawa WYKAZ MASZYN I URZĄDZEŃ DO UPŁYNNIENIA (stan na dzień 04.04.2014 r.) Lp. Nazwa maszyny / urządzenia Typ Nr inw. Nr fabr. Rok
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
BISON-BIAL S. A. ISO BISON
 -IAL S. A. UCHWYTY TOKARSKIE Z MOCOWANIEM RĘCZNYM ISO 9001 www.bison-bial.pl SPIS TREŚCI Typ Str Końcówki wrzecion obrabiarek wg DIN i ANSI 6-7 Zalecenia dotyczące użytkowania uchwytów 8-9 Uchwyty samocentrujące
-IAL S. A. UCHWYTY TOKARSKIE Z MOCOWANIEM RĘCZNYM ISO 9001 www.bison-bial.pl SPIS TREŚCI Typ Str Końcówki wrzecion obrabiarek wg DIN i ANSI 6-7 Zalecenia dotyczące użytkowania uchwytów 8-9 Uchwyty samocentrujące
Obrabiarki sterowane numerycznie i centra obróbkowe
 Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 19/13. JANUSZ TOMCZAK, Lublin, PL ZBIGNIEW PATER, Turka, PL
 PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
strony UCHWYTY TOKARSKIE Z MOCOWANIEM RĘCZNYM strony UCHWYTY TOKARSKIE Z MOCOWANIEM MECHANICZNYM strony
 SPIS TEREŚCI UCHWYTY TOKRSKIE Z MOCOWNIEM RĘCZNYM strony 09-94 1 UCHWYTY TOKRSKIE Z MOCOWNIEM MECHNICZNYM strony 95-146 2 IMDŁ MSZYNOWE I ŚLUSRSKIE strony 147-194 3 PRZYRZĄDY FREZRSKIE strony 195-214 4
SPIS TEREŚCI UCHWYTY TOKRSKIE Z MOCOWNIEM RĘCZNYM strony 09-94 1 UCHWYTY TOKRSKIE Z MOCOWNIEM MECHNICZNYM strony 95-146 2 IMDŁ MSZYNOWE I ŚLUSRSKIE strony 147-194 3 PRZYRZĄDY FREZRSKIE strony 195-214 4
Spis treści płyt DVD. Systemu ZERO-OSN do wersji 1.82. Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia
 Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
PRZYRZĄDY FREZARSKIE
 PRZYRZĄY RZRSKI PRZYRZĄY RZRSKI 195 PRZYRZĄY RZRSKI Wszystkie produkty z grupy przyrządów i stołów podziałowych oraz pozostałego oprzyrządowania do operacji frezarskich poddawane są dokładnej kontroli
PRZYRZĄY RZRSKI PRZYRZĄY RZRSKI 195 PRZYRZĄY RZRSKI Wszystkie produkty z grupy przyrządów i stołów podziałowych oraz pozostałego oprzyrządowania do operacji frezarskich poddawane są dokładnej kontroli
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski
 modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski") Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
Tokarka CNC ze skośnym łożem TBI VT 990
 Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Tokarka CNC ze skośnym łożem TBI VT / 4000
 Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Nazwa obrabiarki. 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2
... 2") Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Nazwa obrabiarki Strona 1 Centrum poziome 4-osiowe H6B ze stołem obrotowym, sterowanie Fanuc 0iMC (Mitsui Seiki Japonia)... 2 2 Frezarka CNC pionowa FYJ-40RN, stół 400 x 2000 mm, sterowanie Pronum 640FC
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200
 WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
WIERTARKA POZIOMA DO GŁĘBOKICH WIERCEŃ W30-160 W30-200 Obrabiarka wyposażona w urządzenia umożliwiające wykonywanie wiercenia i obróbki otworów do długości 8000 mm z wykorzystaniem wysokowydajnych specjalistycznych
Oferta Promocyjna. Nr Na tokarkę sterowaną numerycznie Venus 200. Wszystkie załączone zdjęcia mają charakter poglądowy.
 Oferta Promocyjna Na tokarkę sterowaną numerycznie Venus 200 Nr 3041 Wszystkie załączone zdjęcia mają charakter poglądowy. Andrychowska Fabryka Maszyn DEFUM Spółka Akcyjna ul. Stefana Batorego 35 34-120
Oferta Promocyjna Na tokarkę sterowaną numerycznie Venus 200 Nr 3041 Wszystkie załączone zdjęcia mają charakter poglądowy. Andrychowska Fabryka Maszyn DEFUM Spółka Akcyjna ul. Stefana Batorego 35 34-120
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I stopnia o profilu: A P Przedmiot: Oprzyrządowanie technologiczne Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0 7 57-3_0 Język wykładowy:
Zestawy noży tokarskich
 Zestawy noży tokarskich Zestaw noży tokarskich HM 8 mm Narzędzia tokarskie HM 8 mm 344 1011 109.00 7 szt. Powlekane tytanem(1-5) Wszystkie ceny podane zostały w netto 1 2 3 4 5 6 7 Zestaw noży tokarskich
Zestawy noży tokarskich Zestaw noży tokarskich HM 8 mm Narzędzia tokarskie HM 8 mm 344 1011 109.00 7 szt. Powlekane tytanem(1-5) Wszystkie ceny podane zostały w netto 1 2 3 4 5 6 7 Zestaw noży tokarskich
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Centrum tokarskie TBI VT 410
 TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48 32 777 43 60 e-mail: biuro@tbitech.pl NIP: 639-192-88-08 KRS 0000298743 Centrum tokarskie TBI VT 410 TBI VT 630/2000 S t r o n a 2 Dbamy
TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48 32 777 43 60 e-mail: biuro@tbitech.pl NIP: 639-192-88-08 KRS 0000298743 Centrum tokarskie TBI VT 410 TBI VT 630/2000 S t r o n a 2 Dbamy
EGZEMPLARZ ARfflfWiLNY
 RZECZPOSPOLITA POLSKA (9 OPIS OCHRONNY ^ WZORU UŻYTKOWEGO (2V) Numer zgłoszenia: 106059 EGZEMPLARZ ARfflfWiLNY PL 58788 Y1 (TT) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 14.02.1997
RZECZPOSPOLITA POLSKA (9 OPIS OCHRONNY ^ WZORU UŻYTKOWEGO (2V) Numer zgłoszenia: 106059 EGZEMPLARZ ARfflfWiLNY PL 58788 Y1 (TT) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 14.02.1997
Modułowe systemy narzędziowe. typu Coromant Capto, Coromant EH i CoroTurn SL
 Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne
Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne