Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1]
|
|
|
- Jerzy Szymon Klimek
- 8 lat temu
- Przeglądów:
Transkrypt
1 Tablica 1.1 Klasyfikacja metod kształtowania powierzchni w oparciu o sposób tworzenia I i II linii charakterystycznej [1] I Linia charakterystyczna Kształtowa Punktowa Obwiedniowa II Linia charakterystyczna a) IK IIa Kształtowe Toczenie Struganie Przeciąganie b) IK IIb Kształtowe Frezowanie Szlifowanie IP IIa Posuwowe Toczenie Struganie Frezowanie głowicami IP IIb Przestrzenne Frezowanie Szlifowanie IP IIa Obwiedniowe Toczenie Struganie IO IIb Obwiedniowe Frezowanie Szlifowanie
 IK IIb Kształtowe Frezowanie Szlifowanie IP IIa Posuwowe Toczenie Struganie Frezowanie głowicami IP IIb")
2 Ruchy w obrabiarkach Ruchy podstawowe Ruchy pomocnicze Decydujące o kształtach i wymiarach przedmiotu Decydujące o intensywności procesu obróbkowego ZbliŜanie i oddalanie względem siebie N i PO Ruchy kształtowania Ruchy podziałowe Ruchy nastawiania wymiarowego Ruch główny Ruch posuwowy Podawanie i zdejmowanie PO Zamocowanie i zwalnianie PO Podawanie i zdejmowanie N (wymiana N) Usuwanie odpadów PR Kontrola PO i N RóŜne Rys Klasyfikacja ruchów maszyn technologicznych kształtujących metodami ubytkowymi (skrawanie) [5] Układ kształtowania maszyny technologicznej, czyli struktura geometryczno ruchowa (SG R) [5], stanowią: 1. Układ geometryczny MT, określający przestrzenne rozmieszczenie składowych zespołów MT, głównie korpusów i prowadnic, zwany strukturą geometryczną (SG); 2. Układ kinematyczny MT, definiujący ruchy wykonywane przez zespoły robocze (przedmiotowe i narzędziowe), tory ruchów składowych i sprzęŝenia geometryczne, zwany strukturą ruchową (SR). Układ kinematyczny zapewnia uzyskanie złoŝonych ruchów kształtowania. Cechą znamienną tradycyjnych oraz współczesnych MT jest to, Ŝe ruchy kształtowania uzyskuje się w nich w wyniku geometrycznego złoŝenia ruchów elementarnych prostoliniowych i obrotowych. Dzięki temu, mechanizmy do realizacji tych ruchów są proste i przewaŝnie występują w nich mechanizmy płaskie oraz pary kinematyczne postępowe [5].
 [5] Układ kształtowania maszyny technologicznej, czyli struktura geometryczno ruchowa (SG R) [5], stanowią:")
3 a) b) c) d) Rys Ruchy podstawowe w procesach kształtowania powierzchni w warunkach sprzęŝeń technologicznych (a, b) oraz sprzęŝeń geometrycznych (c, d), gdzie: a toczenie [5], b frezowanie kształtowe koła zębatego, c frezowanie obwiedniowe koła zębatego [5], d dłutowanie obwiedniowe koła zębatego [5] a) b) c) d) Rys Przykłady obróbki rzeczywiste: a toczenie (f. Sandvik Coromant), b frezowanie kształtowe koła zębatego frezem modułowym krąŝkowym składanym (f. Ingresoll), c frezowanie obwiedniowe koła zębatego frezem ślimakowym (f. Gleason Pfauter), d dłutowanie obwiedniowe dłutakiem Fellowsa koła zębatego o uzębieniu wewnętrznym (f. Gleason Pfauter)
![frezowanie kształtowe koła zębatego, c frezowanie obwiedniowe koła zębatego [5], d dłutowanie obwiedniowe koła zębatego [5] a) b) c) d) Rys. 1.4.](/docs-images/41/13741237/images/page_3.jpg "Przykłady obróbki rzeczywiste: a toczenie (f. Sandvik Coromant), b frezowanie kształtowe koła zębatego frezem modułowym krąŝkowym składanym (f.")
4 Rys Wpływ sposobu obróbki na kształt zarysu i linii zęba koła zębatego walcowego, gdzie: a frezowanie kształtowe, b frezowanie obwiedniowe frezem ślimakowym, c dłutowanie metoda Fellowsa Dokładność kształtowania powierzchni zęba moŝna ocenić na podstawie jej chropowatości jako efekt odwzorowania kinematyczno sterometrycznego. Ostrza frezu modułowego wykonują względem obrabianej powierzchni ruch cykloidalny i chropowatość teoretyczną R zt moŝna wyrazić zaleŝnością [2]: R zt 2 2 ( 0,25d 0,25 f ) = 0,5d z (1.6) gdzie: d średnica frezu, mm. PowyŜsza zaleŝność (1.6) moŝe zostać uproszczona [2] do zapisu: R zt 2 f z 250 (1.7) d W praktyce [2] z uwagi na występujące bicie wierzchołków ostrzy frezu e będące efektem błędów ostrzenia, błędów mocowania (mimośrodowe zamocowanie frezu na trzpieniu), krzywizny trzpienia i inne, bardziej bliŝsze rzeczywistości dają wyniki uzyskane z równania: R zt ( z f ) 2 2 f z = = (1.8) 4( d + e) 4( d + e)
 = 0,5d z (1.")
5 b) a) c) Rys Kinematyka toczenia (a) (gdzie: Ĉ ruch główny, f posuw na obrót, n prędkość obrotowa, a p głębokość skrawania), toczenie powierzchni zewnętrznych (b) (gdzie: 1 toczenie wzdłuŝne, 2 toczenie poprzeczne planowanie, 3 profilowanie zewnętrzne, 4 obróbka wgłębna, profilowanie kształtowe, 5 profilowanie punktowe) oraz toczenie powierzchni wewnętrznych (c) (gdzie 1 nóŝ wytaczak CoroTurn 107 z płytką rombową do obróbki wykończeniowej, 2 nóŝ wytaczak CoroTurn 111 z płytką trójkątną mocowaną śrubą do obróbki z duŝymi wysięgami, 3 nóŝ wytaczak T-Max P z płytką rombową mocowaną klinem) a) b) Rys Toczenie gwintu: a) kinematyka kształtowania, b) kształtowanie gwintu narzędziem z płytkami wymiennymi, gdzie: P skok nacinanego gwintu [Sandvik Coromant]

6 Rys Tokarka kłowa konwencjonalna TUW50 firmy WAFO, gdzie: 1 noga prawa, 2 suport wzdłuŝny, 3 łoŝe, 4 wałek pociągowy, 5 śruba pociągowa, 6 konik, 7 suport poprzeczny, 8 sanie narzędziowe, 9 imak, 10 podtrzymka dzielona (okular), 11 uchwyt trójszczękowy samocentrujący, 12 wrzeciennik, 13 skrzynka posuwów, 14 noga lewa [
, 11 uchwyt")
7 a) b) c) Rys Tokarka uniwersalna kłowa TNA 300 ze sterowaniem CNC firmy Traub Drehmaschinen GmbH&Co.KG, gdzie: a uproszczona struktura geometryczno - ruchowa, b strefa obróbki, c widok ogólny [

8 a) b) c) Rys Tokarka uniwersalna uchwytowa TNA 600 ze sterowaniem CNC firmy Traub Drehmaschinen GmbH&Co.KG, gdzie: a uproszczona struktura geometryczno - ruchowa, b narzędzia w 12. gniazdowej głowicy rewolwerowej posiadająca wewnętrzny układ logicznego doprowadzenia chłodziwa do aktualnie pracującej oprawki narzędziowej, c widok ogólny (z prawej strony transporter wiórów) [ a) b) Rys Centrum obróbkowe tokarsko frezarskie VMG63 (na bazie dwustojakowej tokarki karuzelowej VT63) ze sterowaniem CNC firmy Sedin Schiess, gdzie: a uproszczona struktura geometryczno - ruchowa, b stół tokarki, w głębi wrzeciennik narzędziowy [
 [www.index-werke.de] a) b) Rys. 6.8.")
9 a) b) c) d) Rys Automatyczna dwuwrzecionowa tokarka C100 do toczenia z pręta firmy INDEX-Werke GmbH & Co. KG Hahn & Tessky, gdzie: a struktura geometryczno ruchowa, b widok ogólny, c widok strefy obróbki z jednoczesna obróbka z wykorzystaniem 3. głowic rewolwerowych, d schemat ideowy układu chłodzenia, WR wrzeciona, GR głowice rewolwerowe, X, Y, Z osie układu współrzednych

10 a) b) Rys Struktury kinematyczne o sześciu stopniach swobody DOF =6: szeregowa (a) i równoległa (b) a) b) c) d) Rys Pionowe centra tokarskie firmy Index INDEX-Werke GmbH & Co. KG Hahn & Tessky: o kinematyce szeregowej V160C (a struktura geometryczno ruchowa, b strefa obróbki wraz z płytą narzędziową i 12. gniazdową głowicą rewolwerową) oraz kinematyce równoległej V100 (c struktura geometryczno ruchowa typu tricept, d strefa obróbki wraz z blokowymi głowicami narzędziowymi oraz wbudowanym przenośnikiem półfabrykatów) [Index]
 oraz kinematyce równoległej V100 (c struktura geometryczno ruchowa typu tricept, d strefa obróbki wraz z")
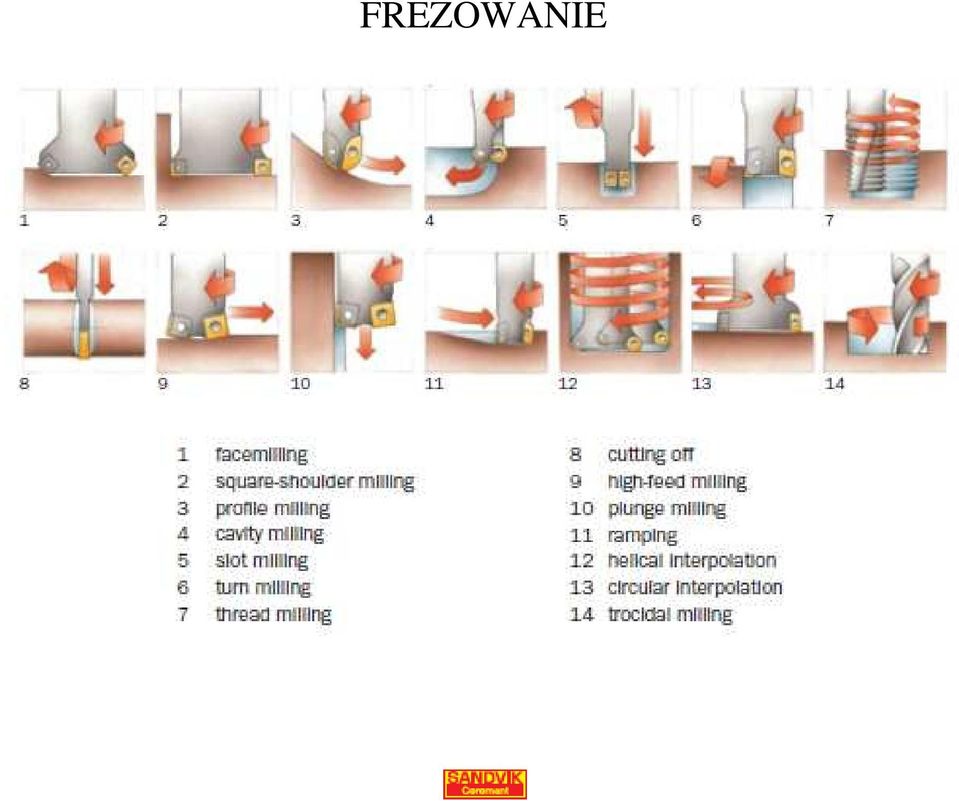
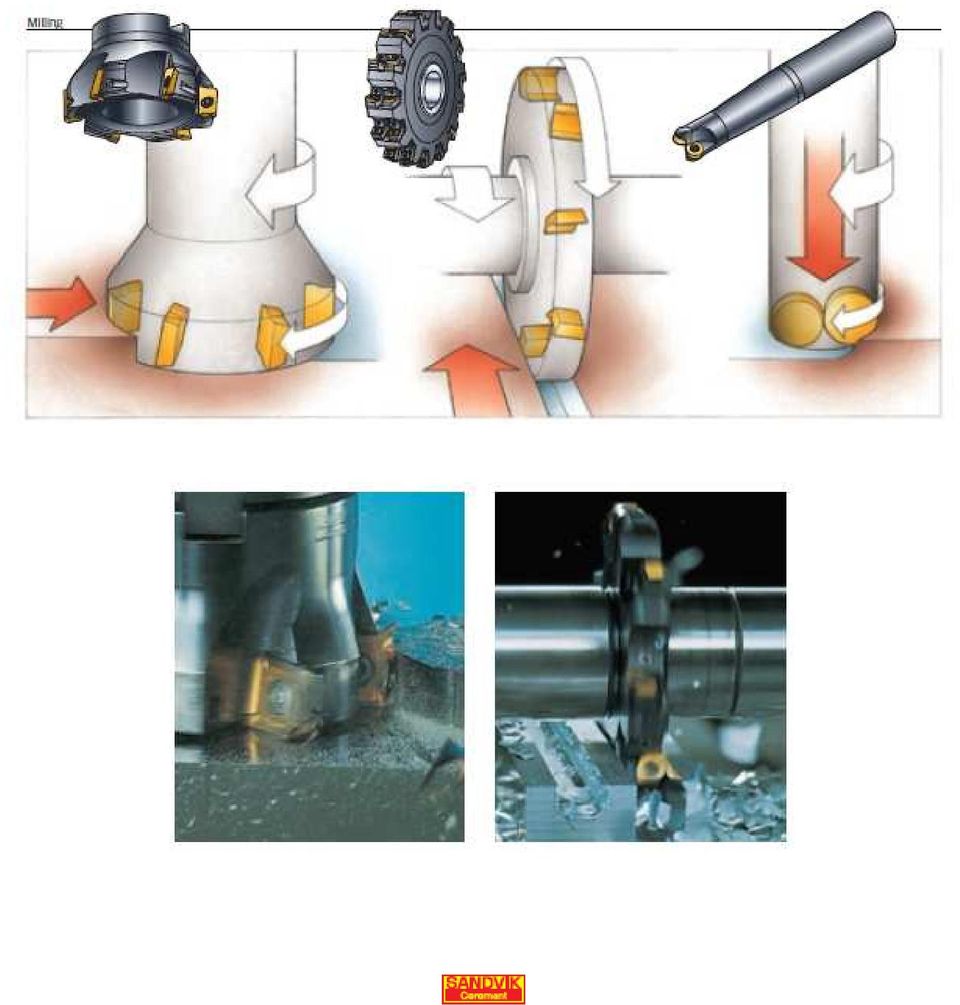
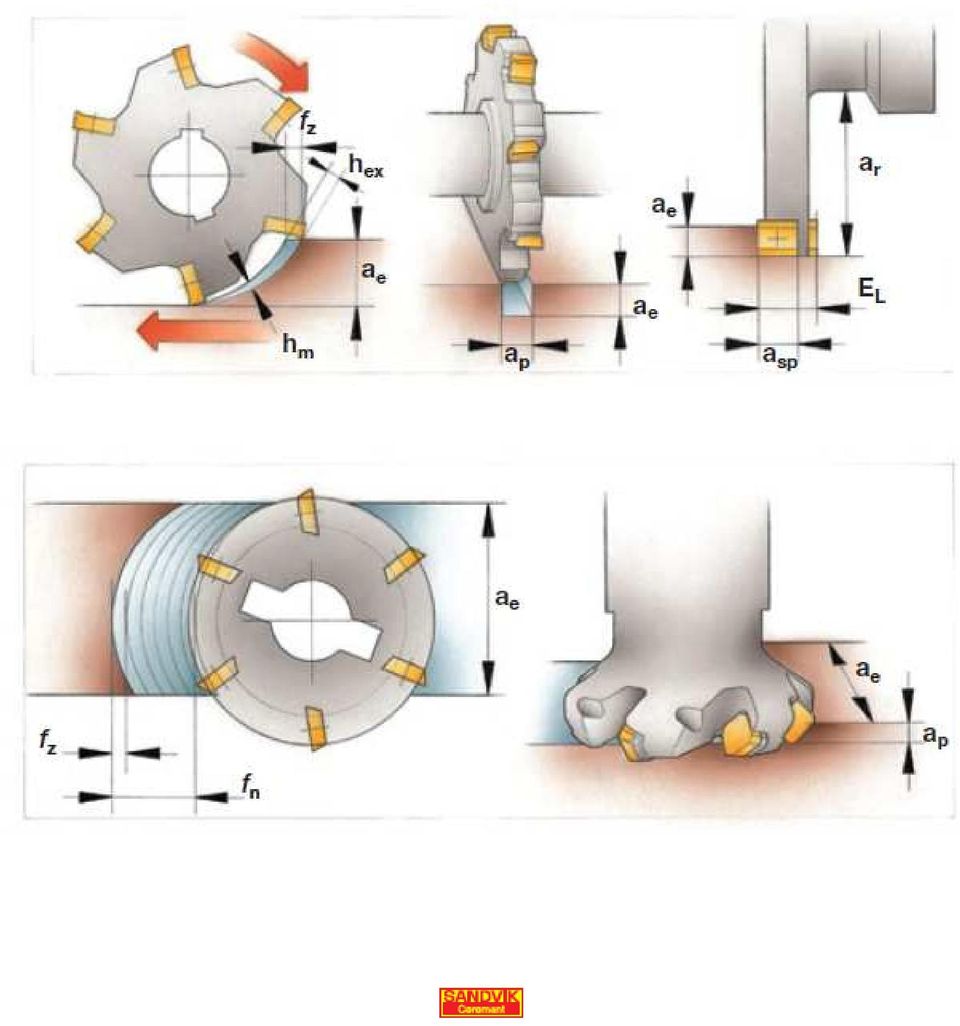
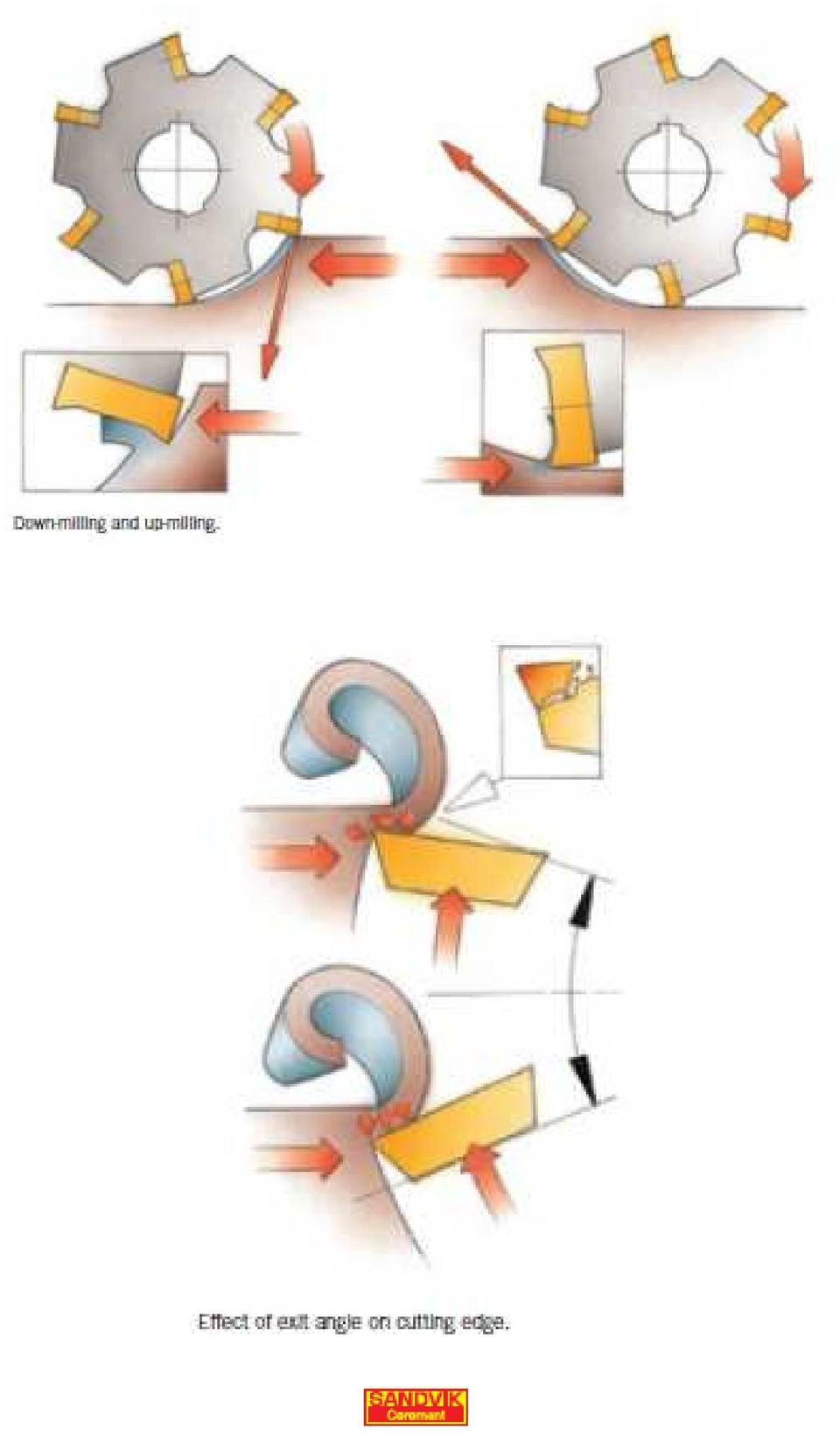
11 FREZOWANIE
12
13
14
15
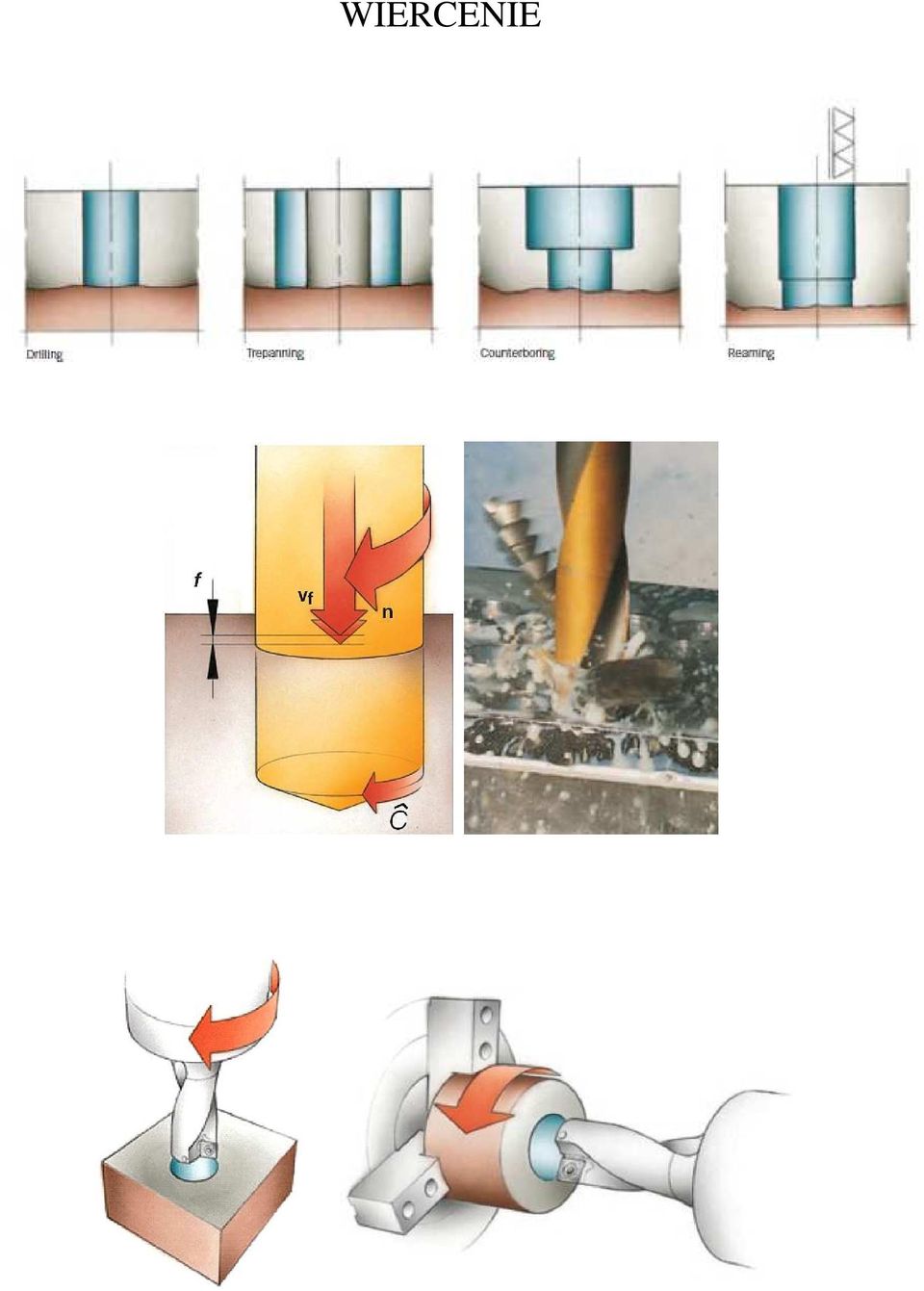
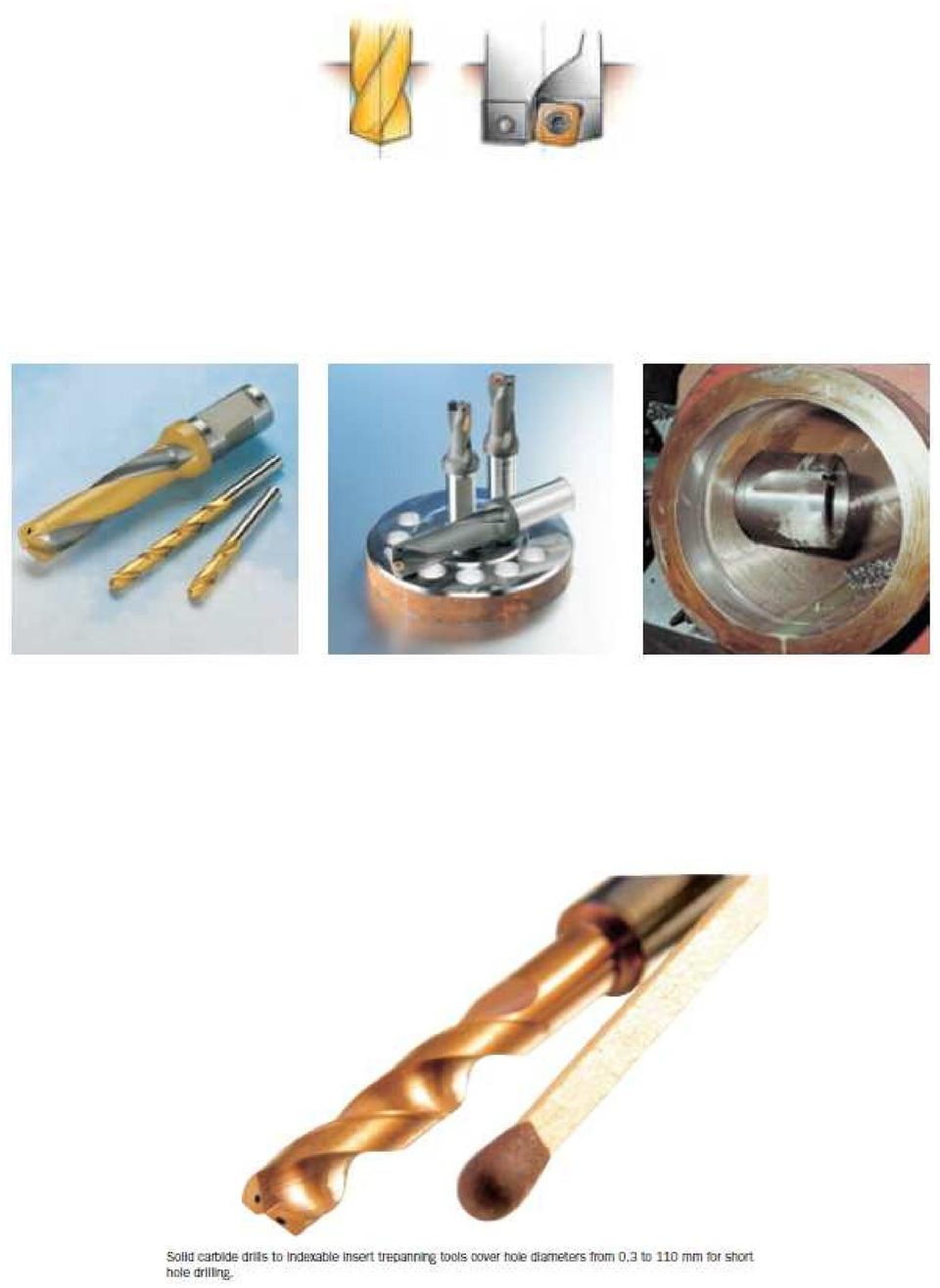
16 WIERCENIE
17
18 WYTACZANIE, ROZWIERCANIE

19
20
21 ZUśYCIE OSTRZY SKRAWAJĄCYCH
22

23 Wykres Koniga
24
25
26 Źródło: Poradnik GARANT
27
28
Tokarka uniwersalna SPA-700P
 Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPA-700P Tokarka uniwersalna SPA-700P Charakterystyka maszyny. Tokarka uniwersalna SPA-700P przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna i wykańczająca
Tokarka uniwersalna SPC-900PA
 Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Tokarka uniwersalna SPC-900PA Tokarka uniwersalna SPC-900PA Charakterystyka maszyny. Tokarka uniwersalna SPC-900PA przeznaczona jest do wszelkiego rodzaju prac tokarskich. MoŜliwa jest obróbka zgrubna
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-2 BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz.i KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn 1.
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Frezarka uniwersalna
 Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Frezarka uniwersalna Dane ogólne 1) uniwersalna frezarka konwencjonalna, wyposażona we wrzeciono poziome i pionowe, 2) przeznaczenie do obróbki żeliwa, stali, brązu, mosiądzu, miedzi, aluminium oraz stopy
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Nacinanie walcowych kół zębatych na frezarce obwiedniowej
 POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inŝ. Krzysztof Netter www.netter.strefa.pl
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inŝ. Krzysztof Netter www.netter.strefa.pl
TOKAREK UNIWERSALNYCH
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
JAROCIŃSKA FABRYKA OBRABIAREK S.A. Oferta TOKAREK UNIWERSALNYCH Jarocińska Fabryka Obrabiarek S.A. Produkcja: frezarek konwencjonalnych frezarek CNC maszyn specjalnych Remonty obrabiarek Usługi przemysłowe
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU
 MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
MOŻLIWOŚCI OBRÓBKI W ZAKŁADZIE PRODUKCYJNYM ZAFAMA W ZAWIERCIU 1. TOKARKI KARUZELOWE STEROWANE NUMERYCZNIE a) KNA 110 CNC Maksymalna średnica zewnętrzna ø1300mm Dokładność wymiarowa: ±0,025mm b) VLC 2000
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2
 Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : Techniki Wytwarzania: Obróbka ubytkowa Temat: Toczenie KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 2 Kierunek: Mechanika i Budowa Maszyn
Spis treści płyt DVD. Systemu ZERO-OSN do wersji 1.82. Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia
 Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Spis treści płyt DVD Systemu ZERO-OSN do wersji 1.82 Płyta DVD - 1 czas 1.58.30 Podstawy obróbki skrawaniem i narzędzia 1. Tworzenie i usuwanie wióra czas 5.52 Fragmenty filmu obrazują (w dużym powiększeniu)
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski
 modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia. Podstawy maszyn technologicznych Rodzaj przedmiotu: Język polski") Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
Karta (sylabus) modułu/przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia Przedmiot: Podstawy maszyn technologicznych Rodzaj przedmiotu: Podstawowy Kod przedmiotu: MBM S 0 4 47-0 0 Rok: 2 Semestr:
1. Tokarka pociągowa uniwersalna TUG-48
 . Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
. Tokarka pociągowa uniwersalna TUG-48.. Charakterystyka techniczna Tokarka pociągowa uniwersalna TUG-48 jest przeznaczona do obróbki zgrubnej i dokładnej przedmiotów stalowych, żeliwnych i ze stopów metali
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE
 JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
JAROCIŃSKA FABRYKA OBRABIAREK S.A. TOKARKI UNIWERSALNE CU325; C400TM; CU400; CU500; CU400M; CU500M; CU580M; C11MT; CU500MT; CU630; CU730; C10T; C10TM; C10TH CU800; CU1000; CU1250; CU1410RD C10T.10; C10T.12;
Spis treści. Wstęp... 9
 Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Podstawy Konstrukcji Maszyn
 Podstawy Konstrukcji Maszyn Część Wykład nr. 1 1. Podstawowe prawo zazębienia I1 przełożenie kinematyczne 1 i 1 = = ω ω r r w w1 1 . Rozkład prędkości w zazębieniu 3 4 3. Zarys cykloidalny i ewolwentowy
Podstawy Konstrukcji Maszyn Część Wykład nr. 1 1. Podstawowe prawo zazębienia I1 przełożenie kinematyczne 1 i 1 = = ω ω r r w w1 1 . Rozkład prędkości w zazębieniu 3 4 3. Zarys cykloidalny i ewolwentowy
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Obróbka wytaczarska: Obróbka frezerska: Obróbka mechaniczna w ZAMET Budowa Maszyn S.A.
 Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Obróbka mechaniczna w ZAMET Budowa Maszyn S.A. Obróbka wytaczarska: Wiertarko-frezarki typu "Skoda" z czytnikiem optycznym maksymalne ciężary: na płycie możliwość obróbki z głowicy kątowej: maksymalny
Ćwiczenie OB-1A POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Temat: Opracowali: dr inż. W. Froncki i mgr inż. R.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1A Temat: PRZEGLĄD OBRABIAREK Opracowali: dr inż. W. Froncki i mgr inż. R. Synajewski Zatwierdził: dr hab. inż. W. Pawłowski
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego
 Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego Przedmiotem wynalazku jest sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
Przekładnie zębate. Klasyfikacja przekładni zębatych. 1. Ze względu na miejsce zazębienia. 2. Ze względu na ruchomość osi
 Przekładnie zębate Klasyfikacja przekładni zębatych 1. Ze względu na miejsce zazębienia O zazębieniu zewnętrznym O zazębieniu wewnętrznym 2. Ze względu na ruchomość osi O osiach stałych Planetarne przynajmniej
Przekładnie zębate Klasyfikacja przekładni zębatych 1. Ze względu na miejsce zazębienia O zazębieniu zewnętrznym O zazębieniu wewnętrznym 2. Ze względu na ruchomość osi O osiach stałych Planetarne przynajmniej
Obrabiarki sterowane numerycznie i centra obróbkowe
 Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Obrabiarki sterowane numerycznie i centra obróbkowe Widok typowej obrabiarki sterowanej numerycznie V0 Cechy obrabiarek NC Duża sztywność i dobre tłumienie drgań oraz napędy bezluzowe Indywidualne napędy
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia o profilu: A P Przedmiot: Podstawy maszyn technologicznych Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 47-0_0 Język
WM Karta (sylabus) przedmiotu Mechanika i Budowa Maszyn Studia I-go stopnia o profilu: A P Przedmiot: Podstawy maszyn technologicznych Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 47-0_0 Język
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Szczegółowy opis przedmiotu zamówienia
 Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
Urząd Marszałkowski Województwa Zachodniopomorskiego Europejski Fundusz Rozwoju Regionalnego Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
 Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
Radzionków 17.01.2017 Załącznik nr 1 do zapytania ofertowego nr ELEKTRON/1/2017 Maszyny do obróbki metali CPV 42630000-1 OBRABIARKI DO OBRÓBKI METALI Pieczęć Oferenta OŚWIADCZENIE O BRAKU PODSTAW DO WYKLUCZENIA.
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
TRB 115 / TRB 135 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Max. moment obrotowy wrzeciona: Max. masa detalu w kłach (bez podtrzymek): Długość toczenia: Transporter wiórów w standardzie
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Nacinanie walcowych kół zębatych na frezarce obwiedniowej
 POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
PL 216311 B1. Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
Centra. tokarskie DUGARD 100. ze skośnym łożem. www.jafo.com.pl DUGARD
 Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Centra tokarskie DUGARD 100 ze skośnym łożem DUGARD www.jafo.com.pl DUGARD 100 Tokarki CNC Szybkie posuwy 30m/min, prowadnice liniowe w osiach X i Z Prowadnice liniowe zapewniają duże prędkości przesuwów
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Obróbka ubytkowa Kod przedmiotu Status przedmiotu: obowiązkowy MBM S 0-0_0 Język wykładowy: polski Rok:
ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH
 POLITECHNIKA GDAŃSKA Wydział Mechaniczny Katedra Technologii Maszyn i Automatyzacji Produkcji ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH (Instrukcja do ćwiczeń laboratoryjnych
POLITECHNIKA GDAŃSKA Wydział Mechaniczny Katedra Technologii Maszyn i Automatyzacji Produkcji ANALIZA ŁAŃCUCHÓW KINEMATYCZNYCH FREZARKI OBWIEDNIOWEJ DO UZĘBIEŃ KÓŁ WALCOWYCH (Instrukcja do ćwiczeń laboratoryjnych
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC. Max. moment obrotowy wrzeciona. Max. długość obrabianego otworu
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT3B-250 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Max. długość obrabianego otworu 130000 Nm 80 ton
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TC2B-160 CNC TC2B-200 CNC TC2B-224 CNC TC2B-250 CNC TC2B-275 CNC TC2B-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu
TC3-200 CNC TC3-250 CNC
 TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
TOKARKA KŁOWA SUPERCIĘŻKA STEROWANA NUMERYCZNIE TC3-200 CNC TC3-250 CNC Podstawowe parametry: Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000 Nm 80
Obrabiarki Specjalizowane II Specialized Machine Tools. MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny)
 akademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Obrabiarki Specjalizowane II Specialized Machine Tools A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Obrabiarki Specjalizowane II Specialized Machine Tools A. USYTUOWANIE
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TR2D-93 CNC Podstawowe parametry: Max. średnica obrabianych rur Max. ciężar detalu w kłach 204/300/370 mm 6 ton Długość toczenia 2-4m Transporter wiórów w standardzie
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T CNC T CNC T CNC T CNC T CNC T CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE T30-160 CNC T30-200 CNC T30-224 CNC T30-250 CNC T30-275 CNC T30-300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/12
 PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE
 TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
TOKARKA KŁOWA SUPERCIĘŻKA PŁYTOWA STEROWANA NUMERYCZNIE TC3L-420 CNC Podstawowe parametry: Łoże pod suport 4-prowadnicowe Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość toczenia 180000
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Maszyny do obróbki czopów kulowych
 Maszyny do obróbki czopów kulowych TOS KUŘIM OS, a.s. produkuje i dostarcza do linii technologicznych do produkcji czopów kulowych o średnicach 19-35 (alternatywnie 32-100) mm dwa typy specjalnych maszyn.
Maszyny do obróbki czopów kulowych TOS KUŘIM OS, a.s. produkuje i dostarcza do linii technologicznych do produkcji czopów kulowych o średnicach 19-35 (alternatywnie 32-100) mm dwa typy specjalnych maszyn.
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124. Obróbka skrawaniem
 865-1124. Obróbka skrawaniem") Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Obróbka skrawaniem Obróbka skrawaniem Polega na oddzieleniu z obrabianej bryły za pomocą narzędzia
Dr inż. Paweł Rokicki Politechnika Rzeszowska Katedra Materiałoznawstwa, Bud. C, pok. 204 Tel: (17) 865-1124 Obróbka skrawaniem Obróbka skrawaniem Polega na oddzieleniu z obrabianej bryły za pomocą narzędzia
Powiat Ostrowiecki WYKAZ WYPOSAŻENIA
 1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
1 Załącznik Nr 1 Powiat Ostrowiecki WYKAZ WYPOSAŻENIA Nowoczesne Warsztaty Szkolne przy Zespole Szkół Nr 4 w Ostrowcu Świętokrzyskim zakup wyposażenia techno dydaktycznego do Pracowni obróbki mechanicznej.
Programowanie obrabiarek CNC. Nr 5
 olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
olitechnika oznańska Instytut Technologii Mechanicznej Laboratorium rogramowanie obrabiarek CNC Nr 5 Obróbka wałka wielostopniowego Opracował: Dr inŝ. Wojciech taszyński oznań, 2008-04-18 1. Układ współrzędnych
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2017 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Frezarki ,- Obrabiarki. Frezarka narzędziowa FNS-55PD. (40 902,- bez VAT)
") Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
Frezarki Frezarka narzędziowa FNS-55PD 2,25 kw/400 V Maks. zalecana wiercenia 45 mm Maks. zalecana frezu 60 mm Maks. zalecana głowicy do frezowania 100 mm ISO 40 Obroty wrzeciona 65-4 500/min. (płynna
Gałęzie przemysłu, w których jesteśmy partnerem
 Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
Katalog kooperacji Gałęzie przemysłu, w których jesteśmy partnerem przemysł metalowy przemysł maszynowy przemysł środków transportu przemysł drzewno-papierniczy WSZECHSTRONNOŚĆ każdy rodzaj stali DOŚWIADCZENIE
WSZECHSTRONNOŚĆ: Nie bazujemy tylko na tradycji. Systematycznie wprowadzamy innowacyjne rozwiązania do naszych produktów, modernizujemy
 Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
Katalog kooperacji DOŚWIADCZENIE: ROZWÓJ: Bydgoska fabryka Obrabiarek do Drewna działa nieprzerwanie od ponad 150 lat. Od ponad wieku dostarcza coraz nowocześniejsze urządzenia, do obróbki drewna i metalu,
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC
 Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
Kurs: Programowanie i obsługa obrabiarek sterowanych numerycznie - CNC Liczba godzin: 40; koszt 1200zł Liczba godzin: 80; koszt 1800zł Cel kursu: Nabycie umiejętności i kwalifikacji operatora obrabiarek
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
Program kształcenia kursu dokształcającego
 Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
Program kształcenia kursu dokształcającego Opis efektów kształcenia kursu dokształcającego Nazwa kursu dokształcającego Tytuł/stopień naukowy/zawodowy imię i nazwisko osoby wnioskującej o utworzenie kursu
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Narzędzia obrotowe FREZOWANIE WIERCENIE GWINTOWANIE WYTACZANIE ROZWIERCANIE ADAPTERY DO ZASTOSOWAŃ OBROTOWYCH
 ARZĘDZIA SRAWAJĄCE FIRY SADVI CRAT arzędzia obrotowe FREZWAIE WIERCEIE GWITWAIE WYTACZAIE RZWIERCAIE ADATERY D ZASTSWAŃ BRTWYCH 2015 RT arzędzia do frezowania czołowego rzegląd narzędzi Coroill 210 Strona
ARZĘDZIA SRAWAJĄCE FIRY SADVI CRAT arzędzia obrotowe FREZWAIE WIERCEIE GWITWAIE WYTACZAIE RZWIERCAIE ADATERY D ZASTSWAŃ BRTWYCH 2015 RT arzędzia do frezowania czołowego rzegląd narzędzi Coroill 210 Strona
Przedmiotowy System Oceniania
 rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
rzedmiotowy System Oceniania ok szkolny 2010/2011 rzedmiot Technologia obróbki skrawaniem i obrabiarki Szkoła/zawód: Technikum Mechaniczne przy Zespole Szkół im.gen. J.ustronia w Lubaczowie/ technik mechanik
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Centra. tokarskie DUGARD 300P / 300MC. ze skośnym łożem DUGARD. www.jafo.com.pl
 Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
Centra tokarskie DUGARD 300P / 300MC ze skośnym łożem DUGARD www.jafo.com.pl Dokładne toczenie i niższe koszty produkcyjne! Tokarka skonstruowana z myślą o produktywności i niezawodności. Teraz można realizować
OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA
 WYDZIAŁ MECHANICZNY OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA Do instrukcji laboratoryjnych z przedmiotu: OBRÓBKA SKRAWANIEM I NARZĘDZIA Kod: Opracował: dr inż. G. Skorulski Białystok 2011-1-
WYDZIAŁ MECHANICZNY OBRÓBKA OBWIEDNIOWA KÓŁ ZĘBATYCH O ŚRUBOWEJ LINII ZĘBA Do instrukcji laboratoryjnych z przedmiotu: OBRÓBKA SKRAWANIEM I NARZĘDZIA Kod: Opracował: dr inż. G. Skorulski Białystok 2011-1-
Tokarka CNC ze skośnym łożem TBI VT 480
 Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Tokarka CNC ze skośnym łożem 480 Ver_052018_02 480 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe we wszystkich
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY
 Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
Tokarka CNC z możliwością frezowania TBI TC 500 SMCY Tokarka przygotowana do pracy z podajnikiem pręta, wyposażona w oś Y, umożliwiająca wysokowydajną produkcję seryjną detali. Ver_042018_04 TBI TC 500
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 06/15
 PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Automaty tokarskie wzdłużne swiss type
 Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Automaty tokarskie wzdłużne swiss type PRZEDSTAWICIEL FIRMY do obróbki dużych serii drobnych detali DIAMOND CS 12/16 2 DIAMOND CSL 12-2Y/16-2Y 4 DIAMOND 20/32 6 DIAMOND CSL 25/32 8 DIAMOND 42/52/60 10
Tokarka CNC ze skośnym łożem TBI VT 990
 Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
Tokarka CNC ze skośnym łożem TBI VT 990 Ver_052018_02 TBI VT 990 S t r o n a 2 Dbamy o solidną podstawę maszyny Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE! Prowadnice ślizgowe
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 201 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB.-3 Temat: BADANIE CYKLU PRACY PÓŁAUTOMATU TOKARSKIEGO Opracowanie: dr inż. Michał Krępski Łódź, 2010r. Temat ćwiczenia:
Ø 130 mm; ISO 50; 10 3 000 min -1 ;
 PATENTUS S.A. zaprasza do składania ofert na dostawę: Obrabiarek cięŝkich CNC. na potrzeby realizacji projektu pod nazwą Mechatroniczny zespół napędowy przenośnika zgrzebłowego duŝej mocy na który złoŝono
PATENTUS S.A. zaprasza do składania ofert na dostawę: Obrabiarek cięŝkich CNC. na potrzeby realizacji projektu pod nazwą Mechatroniczny zespół napędowy przenośnika zgrzebłowego duŝej mocy na który złoŝono
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Tokarka CNC ze skośnym łożem TBI VT / 4000
 Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Tokarka CNC ze skośnym łożem TBI VT 880-131 / 4000 Ver_072018_01 Dbamy o solidną podstawę maszyny TBI VT 860-131/4000 S t r o n a 2 Centralny układ smarowania prowadnic i śrub kulowo-tocznych SERYJNIE!
Modułowe systemy narzędziowe. typu Coromant Capto, Coromant EH i CoroTurn SL
 Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne
Modułowe systemy narzędziowe typu Coromant Capto, Coromant EH i CoroTurn SL Zoptymalizowane zestawy z użyciem standardowych elementów Czy dla każdej obrabiarki, przedmiotu i obrabianej powierzchni konieczne