PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE
|
|
|
- Dawid Chmiel
- 8 lat temu
- Przeglądów:
Transkrypt
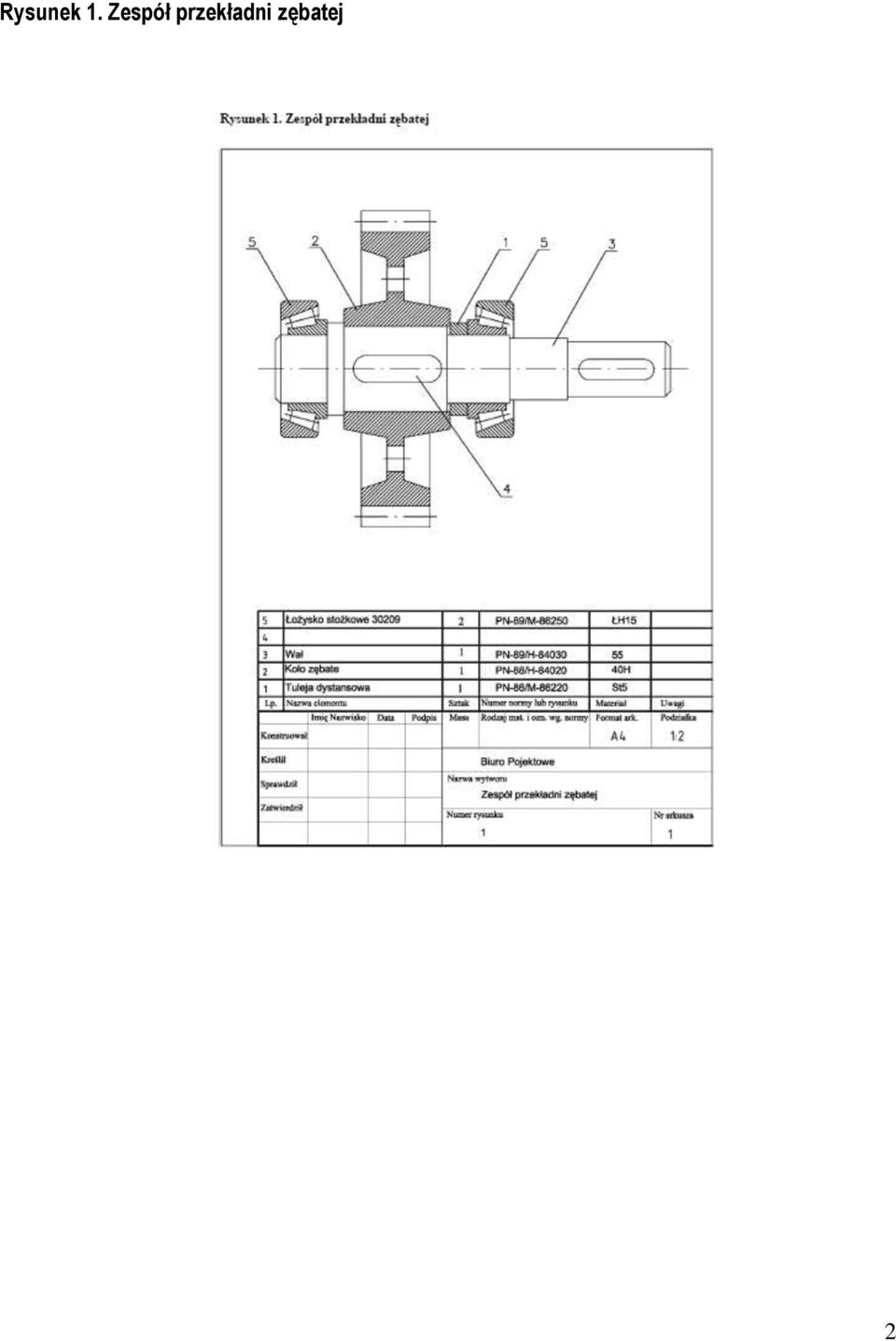
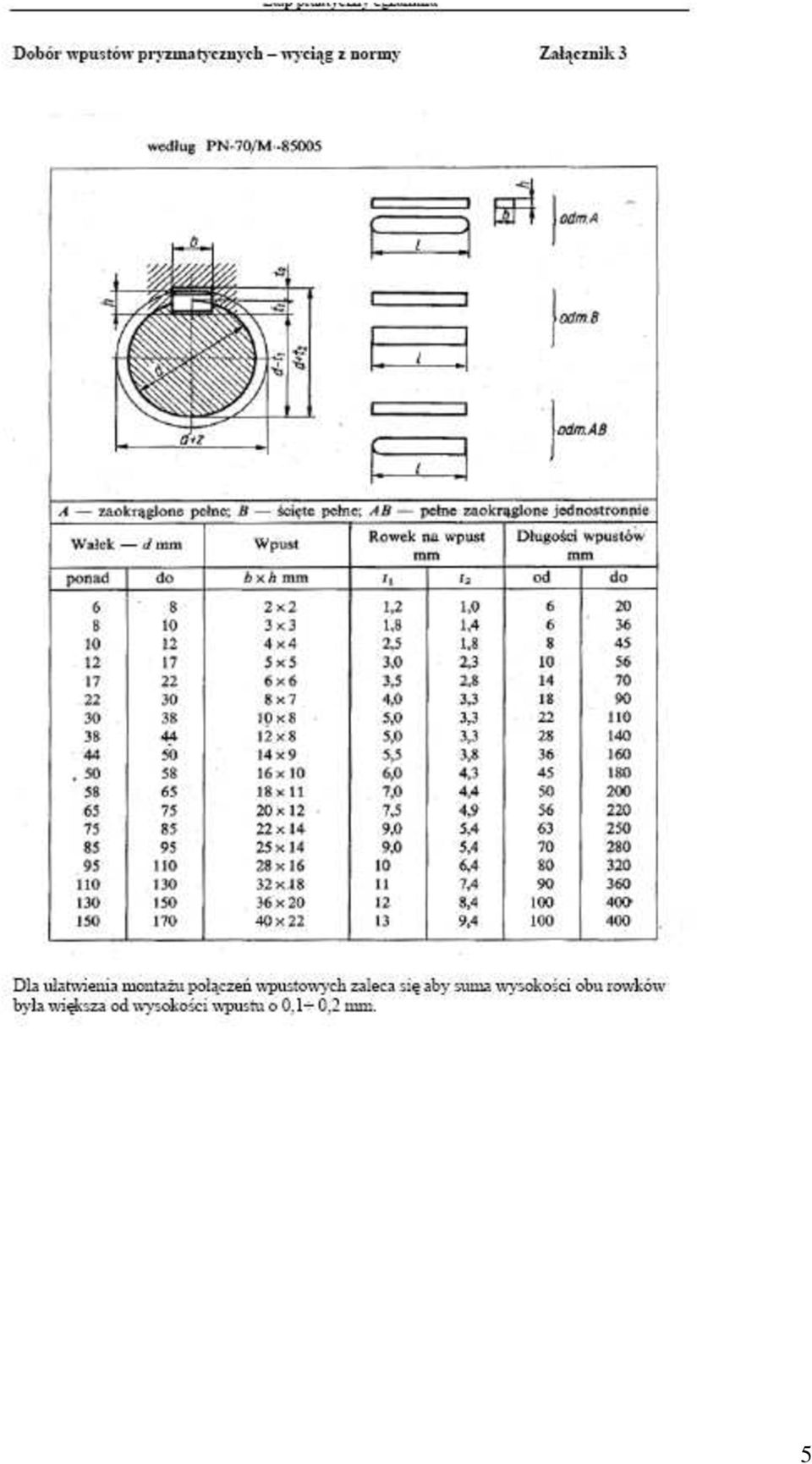
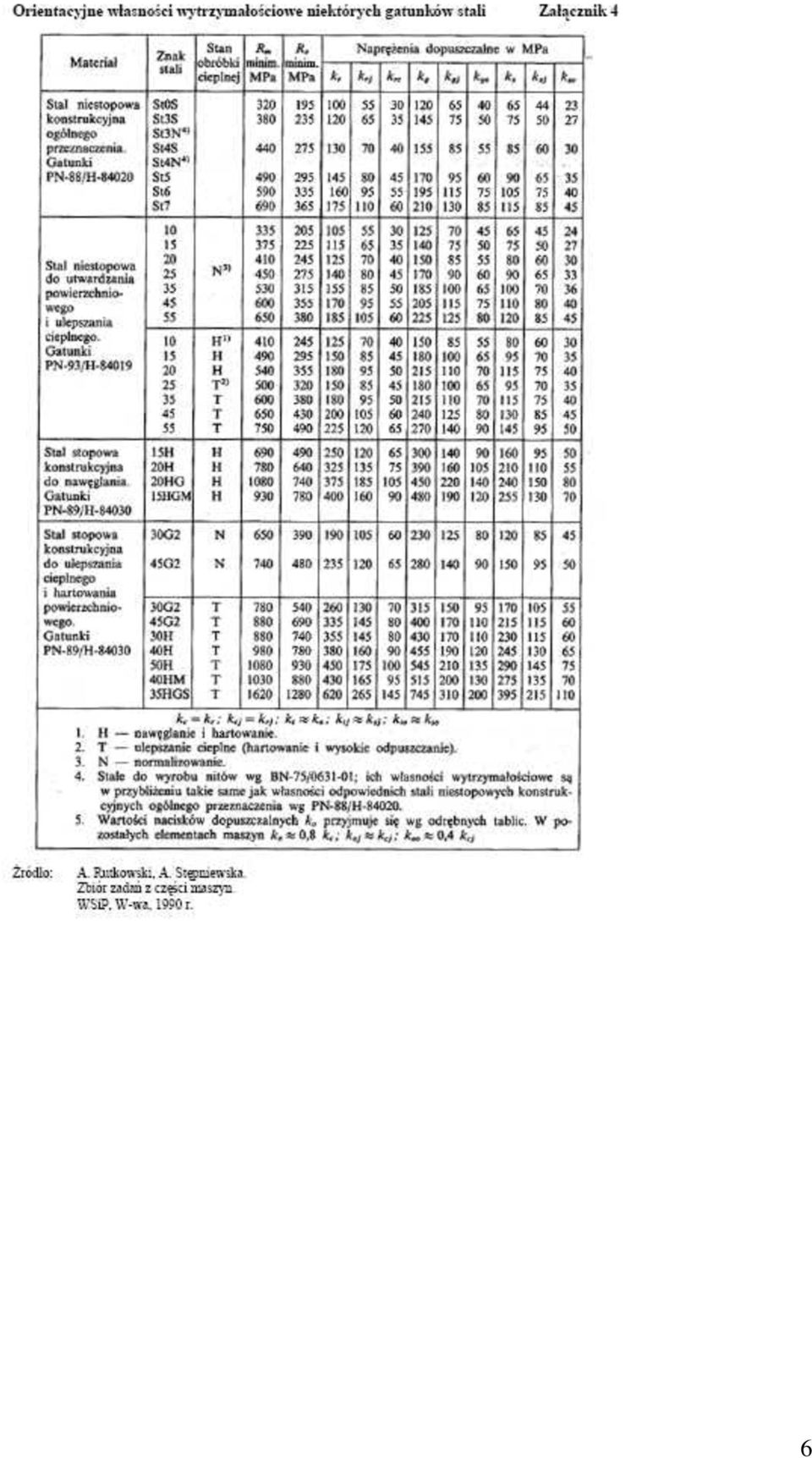
1 PRZYKŁADOWE ROZWIĄZANIE ZADANIA EGZAMINACYJNEGO Z INFORMATORA CKE Materiały zebrał: i opracował : A. Szydłowski Przy opracowaniu wykorzystano materiały z Informatora CKE oraz ze strony: 1. Treść przykładowego zadania praktycznego Zakład mechaniczny wytwarza zespoły przekładni zębatych. Zespół przekładni zębatej przedstawiony jest na Rysunku 1. Wał zespołu przekładni przedstawia Rysunek 2. Przedstaw propozycję rozwiązania konstrukcyjnego dla wpustu pryzmatycznego przenoszącego napęd z wału na koło zębate. Wpust musi zapewnić pracę przekładni zgodnie z jej charakterystyką i warunkami określonymi w Załączniku 1. Opracuj projekt realizacji prac związanych z wytworzeniem zespołu przekładni zębatej w zakładzie mechanicznym. Wyposażenie techniczne zakładu mechanicznego umożliwia przeprowadzenie wszystkich operacji technologicznych związanych z wytworzeniem zespołów i podzespołów mechanicznych w produkcji małoseryjnej. 2. Projekt realizacji prac powinien zawierać: propozycję rozwiązania konstrukcyjnego połączenia wpustowego dla wpustu pryzmatycznego przenoszącego napęd z wału na koło zębate (obejmującą dobór wpustu wraz z obliczeniami prowadzącymi do ustalenia jego parametrów oraz wykonanie uzupełnień na rysunkach zespołu przekładni zębatej i wału w zakresie przyjętego rozwiązania konstrukcyjnego), wykaz narzędzi, maszyn i urządzeń do wytwarzania zespołu przekładni zębatej z uwzględnieniem technologii wytwarzania, wykaz urządzeń i narzędzi kontrolno-pomiarowych do kontroli wielkości parametrów w procesie wytwarzania właściwych dla zespołu przekładni zębatej, przebieg procesu wytwarzania zespołu przekładni zębatej z uwzględnieniem technologii w formie schematu blokowego, przebieg montażu zespołu przekładni zębatej z uwzględnieniem kolejności operacji montażowych w formie schematu blokowego, harmonogram prac związanych z wytworzeniem zespołu przekładni zębatej. 3. Dokumentację do opracowanie projektu realizacji prac stanowią: Zespół przekładni zębatej Rysunek 1. Wał Rysunek 2. Charakterystyka i warunki pracy przekładni zębatej Załącznik 1. Dopuszczalne naciski powierzchniowe w połączeniach wpustowych Załącznik 2. Dobór wpustów pryzmatycznych wyciąg z normy Załącznik 3. Orientacyjne własności wytrzymałościowe, niektórych gatunków stali Załącznik 4. Czas na wykonanie zadania wynosi 180 minut. 1

2 Rysunek 1. Zespół przekładni zębatej 2
3 Rysunek 2. Wał 3

4 4

5 5
6 6
7 4. Komentarz do rozwiązania zadania wraz z kryteriami oceniania Rozwiązanie zadania obejmuje: opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole przekładni zębatej na podstawie dokumentacji technicznej, opracowanie projektu realizacji prac związanych z wytworzeniem zespołu przekładni zębatej w zakładzie mechanicznym o określonych warunkach organizacyjnych i technicznych na podstawie dokumentacji technicznej. Projekt realizacji prac powinien mieć określoną strukturę (budowę). Elementy struktury i ich nazwy odnaleźć można po sformułowaniu Projekt realizacji prac powinien zawierać:. Są one następujące: 1. Propozycja rozwiązania konstrukcyjnego połączenia wpustowego dla wpustu przenoszącego napęd z wału na koło zębate (obejmująca dobór wpustu wraz z obliczeniami prowadzącymi do ustalenia jego parametrów oraz wykonanie uzupełnień na rysunkach zespołu przekładni zębatej i wału w zakresie przyjętego rozwiązania konstrukcyjnego). 2. Wykaz narzędzi, maszyn i urządzeń do wytwarzania zespołu przekładni zębatej z uwzględnieniem technologii wytwarzania. 3. Wykaz urządzeń i narzędzi kontrolno-pomiarowych do kontroli wielkości parametrów właściwych dla zespołu przekładni zębatej. 4. Przebieg procesu wytwarzania zespołu przekładni zębatej z uwzględnieniem technologii w formie schematu blokowego. 5. Przebieg montażu zespołu przekładni zębatej z uwzględnieniem kolejności operacji montażowych w formie schematu blokowego. 6. Harmonogram prac związanych z wytworzeniem zespołu przekładni zębatej. Elementy te powinny też występować w projekcie realizacji prac, np. jako tytuły lub podtytuły rozdziałów. Zawartość merytoryczna projektu musi być odpowiednia do informacji wynikających z treści zadania. Opracowanie projektu realizacji prac musi być, zatem poprzedzone wnikliwą, staranną analizą treści zadania i załączników stanowiących jej uzupełnienie. Do opracowania projektu lub jego elementów można wykorzystać komputer, który znajduje się na stanowisku egzaminacyjnym. Projekt powinien być przejrzysty, logicznie uporządkowany zarówno w swej strukturze jak i w sposobie oraz kolejności przedstawiania treści merytorycznych. Kryteria oceniania projektu realizacji prac, będą uwzględniać: poprawność rozwiązania konstrukcyjnego połączenia wpustowego, w tym poprawność obliczeń prowadzących do ustalenia parametrów wpustu, poprawność doboru parametrów wpustu w odniesieniu do obliczeń, warunków pracy przekładni oraz dokumentacji technicznej, poprawność wykonania uzupełnień na rysunkach zespołu przekładni zębatej i wału w odniesieniu do przyjętego rozwiązania konstrukcyjnego oraz dokumentacji technicznej, poprawność wykazu narzędzi, maszyn i urządzeń do wytwarzania zespołu przekładni zębatej w odniesieniu do technologii wytwarzania oraz dokumentacji technicznej, poprawność wykazu urządzeń i narzędzi kontrolno-pomiarowych do kontroli wielkości parametrów właściwych dla zespołu przekładni zębatej w odniesieniu do dokumentacji technicznej, poprawność przebiegu procesu wytwarzania zespołu przekładni zębatej, przedstawionego w formie schematu blokowego, w odniesieniu do kolejności procesów obróbki, dokumentacji technicznej i wyposażenia przedsiębiorstwa, poprawność przebiegu montażu zespołu przekładni zębatej, przedstawionego w formie schematu blokowego, w odniesieniu do kolejności operacji montażowych i dokumentacji technicznej, poprawność harmonogramu prac związanych z wytworzeniem zespołu przekładni zębatej w odniesieniu do założeń i dokumentacji oraz przejrzystość struktury projektu, 7

8 logikę układu przedstawionych treści, poprawność terminologiczną i merytoryczną, właściwą dla zawodu lub branży, formę i sposób przedstawienia treści w projekcie. 5. Projekt realizacji prac powinien zawierać w swej strukturze ( na podstawie Informatora CKE o egzaminie): 1. Założenia (dane do projektu realizacji prac, które odnaleźć należy w treści zadania i ewentualnie dokumentacji, która stanowi jej uzupełnienie). 2. Wykaz materiałów konstrukcyjnych do wytworzenia określonego podzespołu lub zespołu mechanicznego, opracowanego na podstawie dokumentacji. 3. Propozycję rozwiązania konstrukcyjnego określonego zespołu lub podzespołu mechanicznego wraz z technologią wytwarzania w określonych warunkach organizacyjnych i technicznych, opracowaną na podstawie założeń i dokumentacji. 4. Wykaz narzędzi, maszyn i urządzeń do wytwarzania określonego zespołu lub podzespołu mechanicznego z uwzględnieniem technologii wytwarzania, opracowany na podstawie założeń i dokumentacji technicznej. 5. Wykaz urządzeń i narzędzi kontrolno-pomiarowych do kontroli wielkości parametrów właściwych dla określonego zespołu lub podzespołu mechanicznego opracowany na podstawie dokumentacji technicznej. 6. Propozycję procesu wytwarzania określonego zespołu lub podzespołu mechanicznego z uwzględnieniem kolejności obróbki technologicznej, opracowaną na podstawie dokumentacji technicznej, przedstawioną w formie schematu blokowego. 7. Propozycję przebiegu montażu określonego zespołu lub podzespołu mechanicznego, z uwzględnieniem kolejności operacji montażowych, opracowaną na podstawie dokumentacji, przedstawioną w formie schematu blokowego. 8. Harmonogram prac realizowanych w procesie wytwarzania i montażu określonego zespołu lub podzespołu mechanicznego, z uwzględnieniem warunków technicznych i organizacyjnych wykonawstwa, zasad bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska obowiązujących w przedsiębiorstwach i zakładach produkcyjnych. Struktura projektu realizacji prac, w zależności od zakresu dokumentacji oraz założeń (danych określonych w zadaniu) może być różna od przedstawionej, powyżej co do liczby elementów struktury i ich nazw, z zachowaniem algorytmu rozwiązania zadania. Projekt realizacji prac lub jego elementy mogą być opracowane z wykorzystaniem komputera i oprogramowania wskazanego w standardzie wymagań egzaminacyjnych. Komputer z właściwym oprogramowaniem będzie dostępny na stanowisku egzaminacyjnym. (?) 6. Przystąpienie do rozwiązania zadania. TYTUŁ PRACY EGZAMINACYJNEJ (umieszczamy na pierwszej stronie opracowania) Opracowanie harmonogramu realizacji przedsięwzięć mających na celu wytworzenie zespołów przekładni zębatych w zakładzie mechanicznym o produkcji małoseryjnej oraz propozycji rozwiązania konstrukcyjnego połączenia wpustowego dla wpustu pryzmatycznego przenoszącego napęd z wału na koło zębate (obejmująca dobór wpustu wraz z obliczeniami prowadzącymi do ustalenia jego parametrów oraz wykonanie uzupełnień na rysunkach zespołu przekładni zębatej i wału w zakresie przyjętego rozwiązania konstrukcyjnego). ZAŁOŻENIA I DANE DO PROJEKTU Moc silnika napędzającego wał wejściowy, P = 20 kw Prędkość obrotowa wału napędowego, n 1 = 1000 obr/min Długość wału, l = 250 mm Rodzaj wału i charakter pracy pełny, skręcany jednostronnie Materiał wału stal 55 Materiał koła zębatego 40H Przełożenie przekładni, i = 2 Warunki pracy przekładni lekkie Moment skręcający przenoszony przez wał, M s = 382 Nm Średnica wału pod kołem zębatym, d = 50 mm Szerokość piasty koła zębatego, l p = 60 [mm] 8

9 PROJEKT REALIZACJI PRAC 1. Propozycja rozwiązania konstrukcyjnego połączenia wpustowego dla wpustu przenoszącego napęd z wału na koło zębate (obejmująca dobór wpustu wraz z obliczeniami prowadzącymi do ustalenia jego parametrów oraz wykonanie uzupełnień na rysunkach zespołu przekładni i wału w zakresie przyjętego rozwiązania konstrukcyjnego) Zgodnie z rysunkami konstrukcyjnymi (zestawieniowym, Rys.1 i wykonawczym, Rys.2 ) dla średnicy wału w miejscu osadzenia koła zębatego, zastosuję połączenie za pomocą wpustu pryzmatycznego, odmiany A (zaokrąglony pełny). Do wykonania wpustu, przyjmuję materiał: stal konstrukcyjną niestopową ogólnego przeznaczenia, gatunku St4 (Załącznik 4), o wymiarach (b x h) 14 x 9 mm, zgodnie z normą PN-70/M (Załącznik 3) a) Dla przyjętego materiału obliczam długość obliczeniową wpustu zgodnie z charakterystyką i warunkami pracy przekładni zębatej (Załącznik 1) według wzoru: F d 2 M s lo M s F F t k n 2 1 o d stąd l o 2 M d t k 1 s o n gdzie: M s - moment skręcający, według warunków pracy połączenia: M s = 382 N m, n - liczba wpustów, przyjmuję n =1, d - średnica wału w miejscu osadzenia koła zębatego, z warunków pracy: d = 50 mm, t 1 głębokość rowka na wpust, zgodnie z PN - 70/M dla wałków o średnicach d = 44-50mm, t 1 = 5,5 mm (Załącznik 3), k 0 - dopuszczalne naciski dla przyjętego materiału wpustu, k o = z k c, (w zależności od warunków pracy przekładni - współczynnik z zależy od warunków pracy połączenia. Przyjmuję 0,8) (Załączniki 2 i 4), obliczam: k o = 0,8 kc 0,8 kr, k r - naprężenia dopuszczalne na rozciąganie dla materiału wpustu, dla stali St4 k r = 130MPa, stąd k o 104MPa, A więc l o l N m m 5,5 10 m m 0,0267m 26,7mm N m 2 1 przyjmuję l o = 27 mm. 1.2.b) obliczam długość czynną wpustu, l c = l o + b, gdzie b = przyjęta z PN szerokość wpustu, b = 14 mm, czyli l c = 27mm + 14mm = 41 mm. 9
 dla średnicy wału w miejscu osadzenia koła zębatego, zastosuję połączenie za pomocą wpustu pryzmatycznego, odmiany A (zaokrąglony pełny).")
10 1.3. Do realizacji połączenia zastosuję wpust o długości l c = 45 mm i przekroju 14 mm x 9 mm (Załącznik 3) ze stali gatunku St4, uwzględniając szerokość piasty koła zębatego (60 mm) oraz zalecaną minimalną długość wpustów dla dobranego przekroju, zgodnie z normą (Załącznik 3) 36 mm Przyjmuję pasowanie i tolerancję rowka wpustowego na wale, jako 14N9 (grupa pasowań wciskanych) Uzupełniam dokumentację konstrukcyjną w zakresie: - Rys.1, w tabelce wpisałem nazwę, wymiary, gatunek materiału wpustu oraz numer normy na podstawie, której dokonałem jego doboru : Wpust pryzmatyczny A14x9x45, sztuk 1, PN 70/M , - Rys. 2, zwymiarowałem długość, szerokość, głębokość rowka wpustowego oraz wpisując w tabelkę rodzaj pasowania, uwzględniając zasady wymiarowania stosowane na rysunkach technicznych. 2. Wykaz narzędzi, maszyn i urządzeń do wytworzenia zespołu przekładni zębatej z uwzględnieniem technologii wytwarzania Do wytworzenia elementów zespołu przekładni zębatej w warunkach produkcji małoseryjnej należy zastosować technologię obróbki ubytkowej, wiórowej (obróbka skrawaniem) z wykorzystaniem do realizacji procesu: maszyn technologicznych (obrabiarki skrawające) ogólnego przeznaczenia, urządzenia i oprzyrządowanie ogólnego przeznaczenia, narzędzia skrawające ogólnego przeznaczenia. Szczegółowy wykaz maszyn, urządzeń i narzędzi zawarłem w Tabeli 1. Tabela MASZYNY TECHNOLOGICZNE Przecinarka tarczowa lub piła ramowa Tokarki uniwersalne lub produkcyjne kłowe Frezarka pionowa wspornikowa Przyrząd frezarski lub imadło maszynowe ze szczęką pryzmatyczną URZĄDZENIA TECHNOLOGICZNE NARZĘDZIA WYTWÓRCZE (OBRÓBKOWE) Imadła maszynowe Frez tarczowy lub brzeszczot do piły ramowej Uchwyty tokarskie 3-szczękowe Noże tokarskie imakowe ogólnego samocentrujące, przeznaczenia do toczenia podtrzymki stałe, powierzchni zewnętrznych i zabieraki, wewnętrznych, kły stałe i obrotowe, nawiertaki, tuleje redukcyjne wiertła, rozwiertaki Frez do rowków wpustowych Frezarka obwiedniowa do kół Przyrząd frezarski, Frez ślimakowy do uzębień zębatych trzpień ustalający wielozwojowy monolityczny Dłutownica bezwspornikowa Uchwyt 3 szczękowy Nóż dłutownicy - przecinak Szlifierka do wałków kłowa Kieł stały i obrotowy, Ściernica tarczowa - płaska podtrzymka ruchoma, zabierak Szlifierka obwiedniowa do kół Przyrząd szlifierski, Ściernice talerzowe - kątowe zębatych trzpień ustalający 10

11 3. Wykaz urządzeń i narzędzi kontrolno-pomiarowych do kontroli wielkości parametrów właściwych dla zespołu przekładni zębatej Do kontroli wielkości parametrów w procesie wytwarzania elementów zespołu przekładni zębatej niezbędne są urządzenia i narzędzia kontrolno-pomiarowe wymienione w Tabeli 2. Tabela URZĄDZENIA KONTROLNOPOMIAROWE NARZĘDZIA KONTROLNOPOMIAROWE Urządzenie do kontroli bicia osiowego wałków Urządzenia do kontroli: bicia uzębienia, podziałki uzębienia, zarysu uzębienia. Przymiar kreskowy, o zakresie pomiaru: mm Suwmiarki, o zakresie pomiaru; i mm Mikrometry: zewnętrzne, i mm, wewnętrzne, i mm, Suwmiarka modułowa Czujnik zegarowy Wzorce chropowatości 4. Przebieg procesu wytwarzania zespołu przekładni zębatej z uwzględnieniem technologii w formie schematu blokowego Proces technologiczny wytwarzania (obróbki) wałka napędowego, poz. na Rys.2-03, bez obróbki cieplnej, dostosowany do warunków produkcji małoseryjnej. 1. Przecinanie materiału 2. Toczenie zgrubne średnic zewnętrznych oraz wykonanie nakiełków w 2 zamocowaniach 3. Toczenie kształtujące średnic zewnętrznych oraz fazowanie krawędzi w 2 zamocowaniach 4. Frezowanie rowków wpustowych 5. Szlifowanie średnic zewnętrznych w 2 zamocowaniach 6. Kontrola jakości 11

12 4.2. Proces technologiczny wytwarzania (obróbki) koła zębatego, poz. Na Rys.2-02, bez obróbki cieplnej, dostosowany do warunków produkcji małoseryjnej. 1. Przecinanie materiału 2. Toczenie zgrubne i wykańczające otworu piasty 3. Toczenie zgrubne i wykańczające powierzchni zewnętrznych z bazowaniem na otworze 4. Dłutowanie rowka na wpust 5. Nacięcie uzębienia 6. Szlifowanie uzębienia 7. Kontrola jakości 4.3. Proces technologiczny wytwarzania (obróbki) tulei dystansowej, poz. na Rys.2-01, bez obróbki cieplnej, dostosowany do warunków produkcji małoseryjnej. 1. Przecinanie materiału. 2. Toczenie zgrubne i wykańczające otworu. 3. Toczenie zgrubne i wykańczające powierzchni zewnętrznych z bazowaniem na otworze. 4. Kontrola jakości. 1. Przecinanie materiału 2. Toczenie zgrubne i wykańczające otworu 3. Toczenie zgrubne i wykańczające powierzchni zewnętrznych z bazowaniem na otworze 4. Kontrola jakości 12

13 5. PRZEBIEG MONTAŻU ZESPOŁU PRZEKŁADNI ZĘBATEJ Z UWZGLĘDNIENIEM KOLEJNOŚCI ZABIEGÓW MONTAŻOWYCH W FORMIE SCHEMATU BLOKOWEGO Montaż elementów zespołu proces technologiczny montażu 6. HARMONOGRAM PRAC ZWIĄZANYCH Z WYTWORZENIEM ZESPOŁU PRZEKŁADNI ZĘBATEJ. Harmonogram prac związanych z wytworzeniem zespołu przekładni zębatej w warunkach produkcji małoseryjnej. Etapy prac przedstawiam w sposób opisowy: 6.1. Przygotowanie dokumentacji konstrukcyjnej (uproszczonej) - rysunek zestawieniowy zespołu, - rysunki wykonawcze elementów (nieznormalizowanych), - dobór materiałów konstrukcyjnych, - normalizacja i unifikacja elementów (łożyska, wpusty), - opis warunków technicznych użytkowania Przygotowanie dokumentacji technologicznej (uproszczonej) a) karty technologiczne dla wykonywanych elementów - określenie stanowisk roboczych, - ustalenie kolejności wykonywania operacji, - ustalenie norm czasowych wykonywanych operacji, b) instrukcje technologiczne operacji - szczegółowy opis operacji (obróbki skrawaniem i kontroli jakości), - warunki i parametry procesu wytwarzania, - spis pomocy warsztatowych (uchwyty, przyrządy, narzędzia obróbkowe i kontrolno-pomiarowe), - szkice obróbki elementów, c) karta technologiczna montażu zespołu - ustalenie kolejności operacji montażu, 13
 - rysunek zestawieniowy zespołu, - rysunki wykonawcze elementów (nieznormalizowanych), - dobór materiałów konstrukcyjnych, - normalizacja i")
14 - ustalenie oprzyrządowania do montażu (urządzenia, narzędzia, sprawdziany, materiały pomocnicze) Wytwarzanie elementów zespołu - przygotowanie obrabiarek, - przygotowanie materiałów, - operacje wstępne, - operacje kształtowania powierzchni zewnętrznych i wewnętrznych, - operacje kształtowania (wpustów, rowków, zębów), - operacje obróbki bardzo dokładnej Montaż elementów - przygotowanie oprzyrządowania, - operacje przygotowawcze, - operacje montażowe Kontrola techniczna i jakości wykonania Konserwowanie i przechowywanie. 14

Przykładowe rozwiązanie zadania egzaminacyjnego z informatora
 Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Przykładowe rozwiązanie zadania egzaminacyjnego z informatora Rozwiązanie zadania obejmuje: - opracowanie propozycji rozwiązania konstrukcyjnego dla wpustu przenoszącego napęd z wału na koło zębate w zespole
Centrum Kształcenia Ustawicznego. im. Stanisława Staszica w Koszalinie PRACA KONTROLNA. PRZEDMIOT: Eksploatacja maszyn i urządzeń
 Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
Centrum Kształcenia Ustawicznego im. Stanisława Staszica w Koszalinie Jan Jucha Semestr 4 MUZ PRACA KONTROLNA PRZEDMIOT: Eksploatacja maszyn i urządzeń NAUCZYCIEL: W. Abramowski Temat: Opracować proces
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC 2010
 Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-102 Czas trwania egzaminu: 180 minut ARKUSZ
Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-102 Czas trwania egzaminu: 180 minut ARKUSZ
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
Zadanie egzaminacyjne Dział Utrzymania Ruchu przyjął wewnętrzne zlecenie na wykonanie naprawy zespołu napędowego wchodzącego w skład sprężarki pracującej w wydziale produkcyjnym zakładu. W czasie eksploatacji,
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Numer zadania: 01
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Komentarz do prac egzaminacyjnych w zawodzie technik mechanik 311[20] ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE
![Komentarz do prac egzaminacyjnych w zawodzie technik mechanik 311[20] ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE](/thumbs/32/15536117.jpg "Komentarz do prac egzaminacyjnych w zawodzie technik mechanik 311[20] ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE") Komentarz do prac egzaminacyjnych w zawodzie technik mechanik 311[20] ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE OKE Kraków 2012 2 z 26 3 z 26 4 z 26 5 z 26 6 z 26 7 z 26 8 z 26 W
Komentarz do prac egzaminacyjnych w zawodzie technik mechanik 311[20] ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE OKE Kraków 2012 2 z 26 3 z 26 4 z 26 5 z 26 6 z 26 7 z 26 8 z 26 W
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 217 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 217 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ
 MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
MODUŁ 3. WYMAGANIA EGZAMINACYJNE Z PRZYKŁADAMI ZADAŃ 2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji M.44. Organizacja i nadzorowanie procesów produkcji maszyn
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2013 CZĘŚĆ PRAKTYCZNA
 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Tematy prac dyplomowych inżynierskich kierunek MiBM
 Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
Tematy prac dyplomowych inżynierskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Inż/2013 002/I8/Inż/2013 003/I8/ Inż /2013 Wykonywanie otworów gwintowanych na obrabiarkach CNC. Projekt
ARKUSZ EGZAMINACYJNY
 Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311[20]-01-072 Numer zadania: 1 Czas trwania egzaminu: 10 minut EGZAMINU ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC
Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311[20]-01-072 Numer zadania: 1 Czas trwania egzaminu: 10 minut EGZAMINU ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE STYCZEŃ 2011
 Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-111 Czas trwania egzaminu: 180 minut ARKUSZ
Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-111 Czas trwania egzaminu: 180 minut ARKUSZ
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC 201
 Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-1 2 Czas trwania egzaminu: 180 minut ARKUSZ
Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu 311[20]-01-1 2 Czas trwania egzaminu: 180 minut ARKUSZ
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE CZERWIEC 2009
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Zawód: technik mechanik Symbol cyfrowy zawodu: 311 [20] 311 [20]-01-092 Numer zadania: 1 Czas trwania egzaminu: 180 minut ARKUSZ
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Zawód: technik mechanik Symbol cyfrowy zawodu: 311 [20] 311 [20]-01-092 Numer zadania: 1 Czas trwania egzaminu: 180 minut ARKUSZ
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ĆWICZENIE NR 2 2. OBRÓBKA TARCZY NA TOKARCE 2.1. Zadanie technologiczne Dla zadanej rysunkiem wykonawczym tarczy wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUR-50. -
ARKUSZ EGZAMINACYJNY
 Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311 [20]-01-062 Numer zadania: 1 Czas trwania egzaminu: 180 minut ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE Informacje
Zawód: technik mechanik Symbol cyfrowy: 311 [20] 311 [20]-01-062 Numer zadania: 1 Czas trwania egzaminu: 180 minut ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJĄCEGO KWALIFIKACJE ZAWODOWE Informacje
Projekt nr 1 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
Politechnika Krakowska Wydział Mechaniczny Instytut Technologii Maszyn i Automatyzacji Produkcji Gugała Damian Kępa Marek Gr 401 Rok akademicki 2007/2008 Zakład Procesów Wytwarzania i Systemów Jakości
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJ CEGO KWALIFIKACJE ZAWODOWE STYCZEŃ 2014
 Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu 311[20]-01-141 Czas trwania egzaminu: 180 minut ARKUSZ
Zawód: technik mechanik Symbol cyfrowy zawodu: 311[20] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu 311[20]-01-141 Czas trwania egzaminu: 180 minut ARKUSZ
Przedmowa do wydania czwartego 15. Przedmowa do wydania pierwszego 15. 1. Wiadomości ogólne 17. 2. Dokumentacja technologiczna 43
 Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
Spis treści 5 Spis treści Przedmowa do wydania czwartego 15 Przedmowa do wydania pierwszego 15 1. Wiadomości ogólne 17 1.1. Proces produkcyjny i technologiczny oraz jego podział 17 1.2. Rodzaje obróbki
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ
 ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 6. 6. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA FREZARCE OBWIEDNIOWEJ 6.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
C e n t r u m E d u k a c j i N a u c z y c i e l i w K o s z a l i n i e
 C e n t r u m E d u k a c j i N a u c z y c i e l i w K o s z a l i n i e P r o p o z y c j a p r z y k ł a d o w e g o r o z w iązania u c z n i o w s k i e g o z a d a n i a e g z a m i n a c y j n e
C e n t r u m E d u k a c j i N a u c z y c i e l i w K o s z a l i n i e P r o p o z y c j a p r z y k ł a d o w e g o r o z w iązania u c z n i o w s k i e g o z a d a n i a e g z a m i n a c y j n e
Tematy prac dyplomowych magisterskich kierunek MiBM
 Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
Tematy prac dyplomowych magisterskich kierunek MiBM Nr pracy Temat Cel Zakres Prowadzący 001/I8/Mgr/2013 Badanie sił skrawania i chropowatości powierzchni podczas obróbki stopów niklu 002/I8/ Mgr /2013
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji:
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI
 PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO OBRÓBKI Wprowadzenie do modułu 2 z przedmiotu: Projektowanie Procesów Obróbki i Montażu Opracował: Zespół ZPPW Instytut Technologii Maszyn i Automatyzacji Produkcji
Praca przejściowa technologiczna. Projektowanie operacji
 Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
Praca przejściowa technologiczna Projektowanie operacji MARTA BOGDAN-CHUDY PROJEKTOWANIE OPERACJI plan obróbki wybór sposobu ustalania i mocowania dobór obrabiarki dobór narzędzi skrawających ustalenie
dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy
 9/m Standard wymagań- egzamin mistrzowski dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy Kod z klasyfikacji zawodów szkolnictwa zawodowego
9/m Standard wymagań- egzamin mistrzowski dla zawodu OPERATOR OBRABIAREK SKRAWAJĄCYCH Kod z klasyfikacji zawodów i specjalności dla potrzeb rynku pracy Kod z klasyfikacji zawodów szkolnictwa zawodowego
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2013 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń Oznaczenie kwalifikacji: M.44 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE
 TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
TRP 63 / TRP 72 / TRP 93 / TRP 110 TOKARKI KŁOWE PODSTAWOWE PARAMETRY Maks. moment obrotowy wrzeciona: Maks. masa detalu w kłach: 5.600 Nm 6 ton Długość toczenia: 1.000 16.000 mm W podstawowej wersji tokarki
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2017/18 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Przedmiotowy system oceniania - kwalifikacja M19. Podstawy konstrukcji maszyn. Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń
 Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Przedmiotowy system oceniania - kwalifikacja M19 KL II i III TM Podstawy konstrukcji maszyn nauczyciel Andrzej Maląg Przedmiot: Technologia naprawy elementów maszyn narzędzi i urządzeń CELE PRZEDMIOTOWEGO
Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011
 Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011 1. Pasowania i pola tolerancji 1.1 Łożysk tocznych 1 1.2 Kół zębatych: a) zwykłe:
Materiały pomocnicze do rysunku wał maszynowy na podstawie L. Kurmaz, O. Kurmaz: PROJEKTOWANIE WĘZŁÓW I CZĘŚCI MASZYN, 2011 1. Pasowania i pola tolerancji 1.1 Łożysk tocznych 1 1.2 Kół zębatych: a) zwykłe:
EGZAMIN POTWIERDZAJ CY KWALIFIKACJE W ZAWODZIE Rok 2015 CZ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2015 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2015 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 2 Temat zajęć: Określenie klasy konstrukcyjno-technologicznej przedmiotu. Dobór postaci i metody wykonania
ĆWICZENIE NR OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA
 ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
ĆWICZENIE NR 5. 5. OBRÓBKA UZĘBIENIA W WALCOWYM KOLE ZĘBATYM O UZĘBIENIU ZEWNĘTRZNYM, EWOLWENTOWYM, O ZĘBACH PROSTYCH, NA DŁUTOWNICY FELLOWSA 5.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym
Techniki Wytwarzania II Manufacturing Techniques II
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 201 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, Spis treści
 Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Poradnik narzędziowca / Eugeniusz Górski. wyd. 5 popr. i uzup. - 2 dodr. Warszawa, 2015 Spis treści ROZDZIAŁ I Materiały i półfabrykaty stosowane na narzędzia skrawające 11 1. Materiały narzędziowe 11
Więcej arkuszy znajdziesz na stronie: arkusze.pl
 Zadanie 1. Którą obróbkę wykańczającą należy zastosować do wykonania otworu φ40h7? Wiercenie. Trasowanie. Rozwieranie. Nawiercanie. Zadanie 2. Do wykonania rowków w panewce łożyska ślizgowego stosuje się
Zadanie 1. Którą obróbkę wykańczającą należy zastosować do wykonania otworu φ40h7? Wiercenie. Trasowanie. Rozwieranie. Nawiercanie. Zadanie 2. Do wykonania rowków w panewce łożyska ślizgowego stosuje się
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 201 CZĘŚĆ PRAKTYCZNA
 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Numer PESEL zdającego*
Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Numer zadania: 01 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Numer PESEL zdającego*
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2013 CZĘŚĆ PISEMNA
 Nazwa kwalifikacji: Wykonywanie i naprawa elementów maszyn, urządzeń i narzędzi Oznaczenie kwalifikacji: M.20 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu
Nazwa kwalifikacji: Wykonywanie i naprawa elementów maszyn, urządzeń i narzędzi Oznaczenie kwalifikacji: M.20 Wersja arkusza: X Układ graficzny CKE 2013 Arkusz zawiera informacje prawnie chronione do momentu
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Poradnik tokarza / Karol Dudik, Eugeniusz Górski. wyd. 12 zm., 1 dodr. (PWN). Warszawa, 2016 Spis treści PRZEDMOWA 13 Rozdział 1 PODSTAWY TOKARSTWA 15 1.1. Tolerancje i pasowania 15 1.2. Struktura geometryczna
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Do zakładu optycznego zgłosił się klient z receptą w celu wykonania (pomocy wzrokowej) okularów. Klient do zamówionych okularów wybrał soczewki mineralne i metalową oprawę. Opracuj
Zadanie egzaminacyjne Do zakładu optycznego zgłosił się klient z receptą w celu wykonania (pomocy wzrokowej) okularów. Klient do zamówionych okularów wybrał soczewki mineralne i metalową oprawę. Opracuj
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE ZAWODOWE ETAP PRAKTYCZNY - TECHNIK CZERWIEC 2007 TECHNIK MECHANIK. Symbol cyfrowy 311[20]
![EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE ZAWODOWE ETAP PRAKTYCZNY - TECHNIK CZERWIEC 2007 TECHNIK MECHANIK. Symbol cyfrowy 311[20]](/thumbs/29/13816156.jpg "EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE ZAWODOWE ETAP PRAKTYCZNY - TECHNIK CZERWIEC 2007 TECHNIK MECHANIK. Symbol cyfrowy 311[20]") EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE ZAWODOWE ETAP PRAKTYCZNY - TECHNIK CZERWIEC 2007 TECHNIK MECHANIK Symbol cyfrowy 311[20] Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzem Wydział Egzaminów
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE ZAWODOWE ETAP PRAKTYCZNY - TECHNIK CZERWIEC 2007 TECHNIK MECHANIK Symbol cyfrowy 311[20] Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzem Wydział Egzaminów
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA. PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki
 PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
PRACOWNIA OBRÓBKI RECZNEJ I MONTAŻU PRACOWNIA SPAWALNICTWA PRACOWNIA OBRÓBKI SKRAWANIEM tokarki i frezarki PRACOWNIA OBRÓBKI SKRAWANIEM frezarki,szlifierki, dłutownice STACJA NAPRAW SAMOCHODÓW 1 / 5 STACJA
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
PRZEDMIOTOWY SYSTEM OCENIANIA
 Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Klasa 2 PRZEDMIOTOWY SYSTEM OCENIANIA Przedmiot: Techniki Wytwarzania 1.Celem kształcenia jest zapoznanie uczni z: - podstawowymi pojęciami technologii; - narzędziami i pomiarami warsztatowymi; - obróbką
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-2 BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-2 Temat: BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE FREZARKI OBWIEDNIOWEJ Opracował: mgr inż. St. Sucharzewski Zatwierdził: prof.
Katedra Technik Wytwarzania i Automatyzacji INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH. Nr ćwiczenia: 1. Kierunek: Mechanika i Budowa Maszyn
 Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
Nr ćwiczenia: 1 Rozwiązania konstrukcyjne maszyn CNC oraz ich możliwości technologiczne Celem ćwiczenia jest poznanie przez studentów struktur kinematycznych maszyn sterowanych numerycznie oraz poznanie
KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA
 KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
T E M A T Y Ć W I C Z E Ń
 Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacjonarne I st. Semestr: 1 Kierunek: MiBM Rok akad.: 2016/17 Liczba godzin: 15 LABORATORIUM OBRÓBKI
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Nacinanie walcowych kół zębatych na frezarce obwiedniowej
 POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
POLITECHNIKA POZNAŃSKA Instytut Technologii Mechanicznej Maszyny technologiczne laboratorium Nacinanie walcowych kół zębatych na frezarce obwiedniowej Opracował: dr inż. Krzysztof Netter www.netter.strefa.pl
OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ
 Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Techniki Wytwarzania OPRACOWANIE DOKUMENTACJI TECHNOLOGICZNEJ DLA OBRÓBKI UBYTKOWEJ Cele: - opanowanie zagadnień dotyczących projektowania procesów technologicznych; - praktyczne opanowanie umiejętności
Wymagania edukacyjne
 mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
mgr inż. Bogdan Czach Rzeszów, 6 września 2015 Wymagania edukacyjne z przedmiotu Metody obróbki skrawaniem Technik mechanik Moduł : Z5.01 Metody obróbki skrawaniem, Z5.02 Narzędzia skrawające, Z5.03 Mechanizmy
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2019 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE
 TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TCE 200 / TCE 250 TOKARKA KŁOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
3. Wstępny dobór parametrów przekładni stałej
 4,55 n1= 3500 obr/min n= 1750 obr/min N= 4,55 kw 0,70 1,00 16 37 1,41 1,4 8 30,7 1,41 1. Obliczenie momentu Moment na kole n1 obliczam z zależności: 9550 9550 Moment na kole n obliczam z zależności: 9550
4,55 n1= 3500 obr/min n= 1750 obr/min N= 4,55 kw 0,70 1,00 16 37 1,41 1,4 8 30,7 1,41 1. Obliczenie momentu Moment na kole n1 obliczam z zależności: 9550 9550 Moment na kole n obliczam z zależności: 9550
Podstawy konstruowania węzłów i części maszyn : podręcznik konstruowania / Leonid W. Kurmaz, Oleg L. Kurmaz. Kielce, 2011.
 Podstawy konstruowania węzłów i części maszyn : podręcznik konstruowania / Leonid W. Kurmaz, Oleg L. Kurmaz. Kielce, 2011 Spis treści Przedmowa 6 Wstęp 7 1. Wiadomości ogólne dotyczące procesu projektowania
Podstawy konstruowania węzłów i części maszyn : podręcznik konstruowania / Leonid W. Kurmaz, Oleg L. Kurmaz. Kielce, 2011 Spis treści Przedmowa 6 Wstęp 7 1. Wiadomości ogólne dotyczące procesu projektowania
SPRZĘGŁA MIMOŚRODOWE INKOMA TYP KWK Inkocross
 - 2 - Spis treści 1.1 Sprzęgło mimośrodowe INKOMA Inkocross typ KWK - Informacje ogólne... - 3-1.2 Sprzęgło mimośrodowe INKOMA Inkocross typ KWK - Informacje techniczne... - 4-1.3 Sprzęgło mimośrodowe
- 2 - Spis treści 1.1 Sprzęgło mimośrodowe INKOMA Inkocross typ KWK - Informacje ogólne... - 3-1.2 Sprzęgło mimośrodowe INKOMA Inkocross typ KWK - Informacje techniczne... - 4-1.3 Sprzęgło mimośrodowe
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
EGZAMIN POTWIERDZAJ CY KWALIFIKACJE W ZAWODZIE Rok 2016 CZ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu Uk ad graficzny CKE 2016 Nazwa kwalifikacji: Organizacja i nadzorowanie procesów produkcji maszyn i urz dze Oznaczenie kwalifikacji:
Test kompetencji zawodowej
 Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
Test kompetencji zawodowej Test składa się z 24 pytań. Aby zaliczyć należy uzyskać co najmniej 17 pkt. Za każde rozwiązane zadanie jest 1 pkt. Tylko jedna odpowiedź jest poprawna. Czas na rozwiązanie zadań
TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC
 TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
TOKARKA KŁOWA STEROWANA NUMERYCZNIE TCF 160 CNC TCF 200 CNC TCF 224 CNC TCF 250 CNC TCF 275 CNC TCF 300 CNC Podstawowe parametry: Łoże 3-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 Załącznik nr do SIWZ Znak sprawy: Zarządzenie nr 7/207 Myślenice, dnia 28.06.207 r. Zmiana Załącznika nr do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Zgodnie z art. 38 ust. 4 Prawa zamówień publicznych
Załącznik nr do SIWZ Znak sprawy: Zarządzenie nr 7/207 Myślenice, dnia 28.06.207 r. Zmiana Załącznika nr do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Zgodnie z art. 38 ust. 4 Prawa zamówień publicznych
Inżynieria wytwarzania - obróbka ubytkowa Kod przedmiotu
 Inżynieria wytwarzania - obróbka ubytkowa - opis przedmiotu Informacje ogólne Nazwa przedmiotu Inżynieria wytwarzania - obróbka ubytkowa Kod przedmiotu 06.1-WM-MiBM-P-33_15W_pNadGen2S92I Wydział Kierunek
Inżynieria wytwarzania - obróbka ubytkowa - opis przedmiotu Informacje ogólne Nazwa przedmiotu Inżynieria wytwarzania - obróbka ubytkowa Kod przedmiotu 06.1-WM-MiBM-P-33_15W_pNadGen2S92I Wydział Kierunek
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. I Numer ćwiczenia: 2 1. Cel ćwiczenia Celem ćwiczenia jest poznanie odmian toczenia,
PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH
 Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
Załącznik nr 6 PODSTAWA PROGRAMOWA KSZTAŁCENIA W ZAWODZIE OPERATOR OBRABIAREK SKRAWAJĄCYCH SYMBOL CYFROWY 722[02] I. OPIS ZAWODU 1. W wyniku kształcenia w zawodzie absolwent powinien umieć: 1) posługiwać
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC
 TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
TOKARKO-WIERTARKA DO GŁĘBOKICH WIERCEŃ STEROWANA NUMERYCZNIE WT2B-160 CNC WT2B-200 CNC Podstawowe parametry: Max. moment obrotowy wrzeciona Max. ciężar detalu w kłach Długość obrabianego otworu 40000 Nm
Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1010 Techniki Wytwarzania II Manufacturing Techniques II A. USYTUOWANIE
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik budownictwa okrętowego 311[05]
![Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik budownictwa okrętowego 311[05]](/thumbs/45/23372097.jpg "Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik budownictwa okrętowego 311[05]") Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik budownictwa okrętowego 311[05] Zadanie egzaminacyjne Biuro technologiczne przygotowuje projekt instalacji balastowej dla serii
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik budownictwa okrętowego 311[05] Zadanie egzaminacyjne Biuro technologiczne przygotowuje projekt instalacji balastowej dla serii
CHEMOSERVIS-DWORY S.A.
 USŁUGI Z BRANŻY ELEKTRYCZNEJ: Prace montażowe i modernizacje istniejących instalacji elektrycznych. Wykonywanie remontów i przeglądów instalacji oraz urządzeń elektrycznych w wykonaniu normalnym i przeciwwybuchowym.
USŁUGI Z BRANŻY ELEKTRYCZNEJ: Prace montażowe i modernizacje istniejących instalacji elektrycznych. Wykonywanie remontów i przeglądów instalacji oraz urządzeń elektrycznych w wykonaniu normalnym i przeciwwybuchowym.
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2016 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2016 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA
 WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
WPŁYW USTALENIA I MOCOWANIA KORPUSÓW PRZEKŁADNI TECHNOLOGICZNIE PODOBNYCH NA KSZTAŁT OTWORÓW POD ŁOŻYSKA Ryszard WOJCIK 1, Norbert KEPCZAK 1 1. WPROWADZENIE Procesy symulacyjne pozwalają prześledzić zachowanie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE
 TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
TZL 420 TOKARKA KŁOWA PŁYTOWA STEROWANA NUMERYCZNIE PODSTAWOWE PARAMETRY Łoże 4-prowadnicowe Max. moment obrotowy wrzeciona: Max. masa detalu w kłach: Długość toczenia: Transporter wiórów w standardzie
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 Załącznik nr do SIWZ Znak sprawy: Zarządzenie nr 7/207 Myślenice, dnia 00207 r. Zmiana Załącznika nr do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Zgodnie z art. 38 ust. 4 Prawa zamówień publicznych informujemy
Załącznik nr do SIWZ Znak sprawy: Zarządzenie nr 7/207 Myślenice, dnia 00207 r. Zmiana Załącznika nr do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Zgodnie z art. 38 ust. 4 Prawa zamówień publicznych informujemy
Spis treści. Wstęp... 9
 Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Spis treści Wstęp... 9 1. Narzędzia do obróbki ubytkowej... 11 Stanisław Krawczyk 1.1. Narzędzia do obróbki skrawaniem... 11 1.1.1. Klasyfikacja narzędzi do obróbki wiórowej... 11 1.1.2. Narzędzia nieobrotowe
Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ
 Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ 1. CELE EDUKACYJNE PRZEDMIOTU Celem kształcenia zawodowego jest przygotowanie uczących się do wykonywania pracy zawodowej
Przedmiotowy system oceniania w zawodzie w zawodzie ślusarz klasy I,II i III ZSZ 1. CELE EDUKACYJNE PRZEDMIOTU Celem kształcenia zawodowego jest przygotowanie uczących się do wykonywania pracy zawodowej
Biuletyn techniczny Inventor nr 27
 Biuletyn techniczny Inventor nr 27 Stosowanie kreatorów mechanicznych podczas projektowania w środowisku Autodesk Inventor 2012. Opracowanie: Tomasz Jędrzejczyk 2012, APLIKOM Sp. z o.o. Aplikom Sp. z o.o.
Biuletyn techniczny Inventor nr 27 Stosowanie kreatorów mechanicznych podczas projektowania w środowisku Autodesk Inventor 2012. Opracowanie: Tomasz Jędrzejczyk 2012, APLIKOM Sp. z o.o. Aplikom Sp. z o.o.
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PISEMNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Użytkowanie obrabiarek skrawających Oznaczenie kwalifikacji: M.19 Wersja arkusza:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
KATEDRA TECHIK WYTWARZAIA I AUTOMATYZACJI ISTRUKCJA DO ĆWICZEŃ LABORATORYJYCH Przedmiot: MASZYY TECHOLOGICZE Temat: Frezarka wspornikowa UFM 3 Plus r ćwiczenia: 2 Kierunek: Mechanika i budowa maszyn 1.
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik technologii drewna 311[32]
![Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik technologii drewna 311[32]](/thumbs/51/27877692.jpg "Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik technologii drewna 311[32]") Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik technologii drewna 1[] Zadanie egzaminacyjne Zakład produkcyjno-usługowy otrzymał zamówienie na wykonanie stołu okolicznościowego.
Przykłady wybranych fragmentów prac egzaminacyjnych z komentarzami Technik technologii drewna 1[] Zadanie egzaminacyjne Zakład produkcyjno-usługowy otrzymał zamówienie na wykonanie stołu okolicznościowego.