Wytwarzanie rur ze szwem
|
|
|
- Stanisław Sobczak
- 9 lat temu
- Przeglądów:
Transkrypt
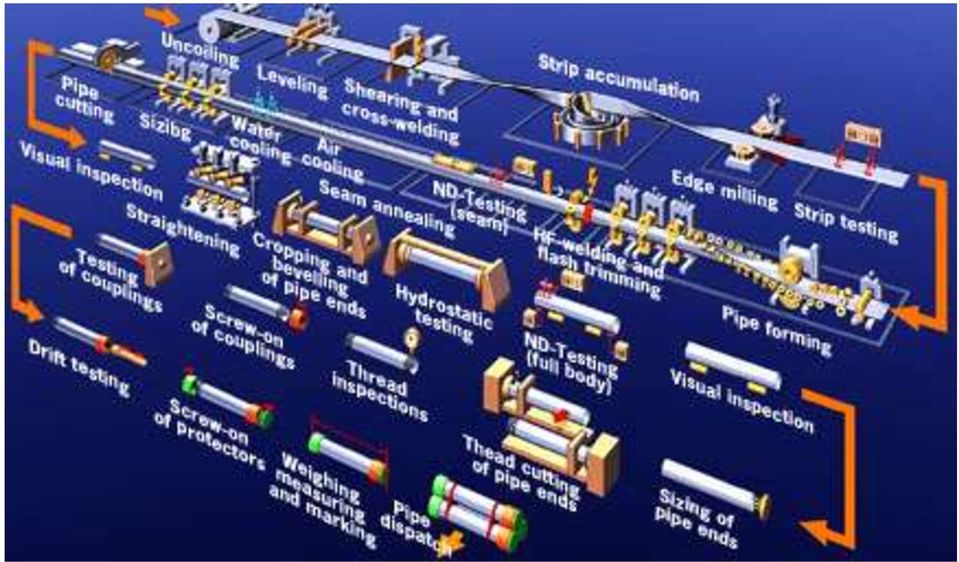
1 Wytwarzanie rur ze szwem

2
3 Wsad Kręgi blachy przeznaczone do rozcinania

4 Wsad Kręgi blachy przeznaczone do rozcinania

5 Rozcinanie szerokiej taśmy Rozcinania dokonuje się na nożycy krążkowej wyposażonej w komputerowe oprogramowanie do planowania optymalnego rozkładu szerokości i zestawu narzędzi. Maksymalna prędkość robocza: 120m/min Linia technologiczna do wzdłużnego rozcinania taśmy stalowej obejmuje następujące podzespoły i elementy: - wózek do transportu kręgów taśmy - rozwijarka - zespół do otwierania kręgu taśmy - zespół odginający - nożyca gilotynowa do obcinania końców taśmy - dwugłowicowa nożyca do cięcia wzdłużnego - stół prowadzący - zwijarka odpadu taśmy - zespół osłon dołu - prasa dociskająca taśmę Schemat linii rozcinania taśmy - nawijarka taśmy pociętej - wózek do odbioru pociętej taśmy - dwuramienny zespół odbioru pociętej taśmy - agregat hydrauliczny - centralny panel sterowania - orurowanie i okablowanie niezbędne dla zmontowania w/w podzespołów

6 Rozcinanie szerokiej taśmy Zestaw narzędzi do rozcinania taśmy

7 Taśma po rozcinaniu Rozcinanie szerokiej taśmy

8 Rozcinanie szerokiej taśmy Zadzior Taśma po rozcinaniu

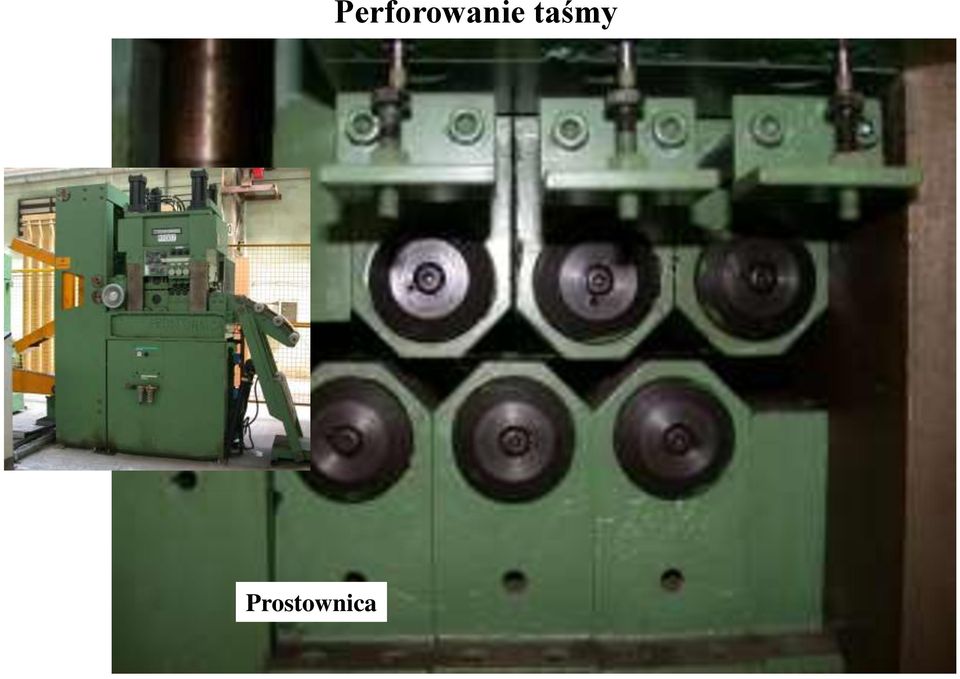
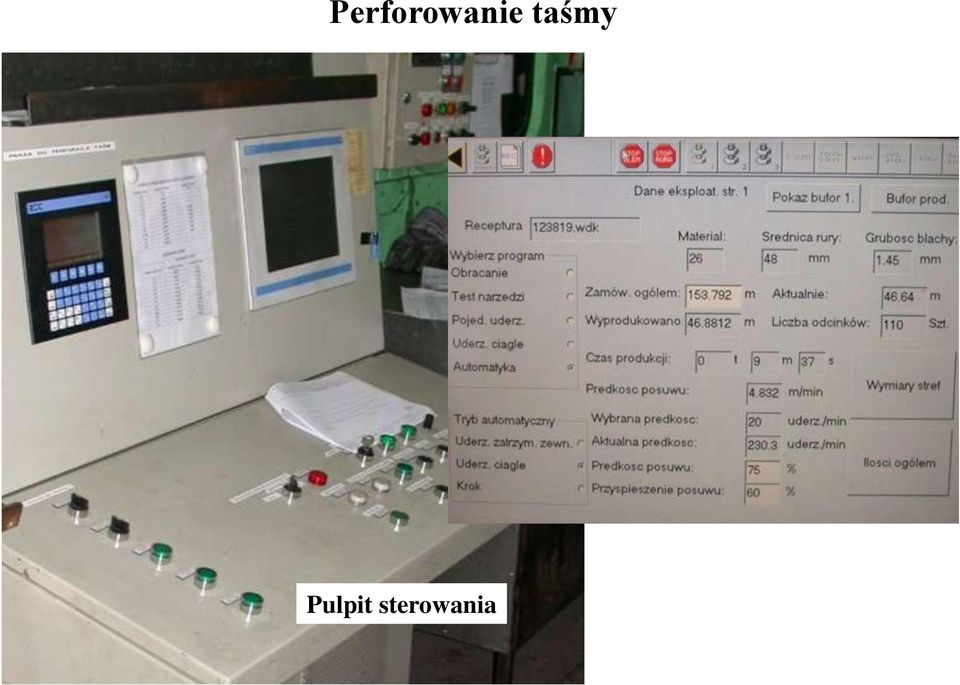
9 Perforowanie taśmy Rozciętą taśmę poddaje się ewentualnie zabiegowi perforacji przez wykrawanie otworów na specjalnych, komputerowo sterowanych prasach z możliwością zmiany rozkładu perforacji. Prędkość perforacji taśmy wynosi od 5-18m/min. w zależności od rodzaju perforacji Linia perforowania obejmuje: -rozwijak taśmy, -prostownica, -prasa do perforacji (przebijaki: ø 3,5mm i ø 8mm), -urządzenie z rolkami do prostowania i prowadzenia taśmy, -nawijak taśmy wraz rolką dociskową.
, -urządzenie z rolkami do prostowania i prowadzenia taśmy, -nawijak taśmy wraz rolką")
10 Rozwijak taśmy Perforowanie taśmy

11 Prostownica Perforowanie taśmy
12 Prasa do perforacji Perforowanie taśmy

13 Prasa do perforacji Perforowanie taśmy

14 Prasa do perforacji Perforowanie taśmy

15 Perforowanie taśmy Pulpit sterowania
16 Wyprowadzenie taśmy z prasy Perforowanie taśmy

17 Perforowanie taśmy Urządzenie z rolkami do prostowania i prowadzenia taśmy

18 Perforowanie taśmy Nawijak taśmy z rolką dociskową

19 Perforowanie taśmy Skład kręgów taśmy po rozcinaniu Taśma po rozcinaniu

20 Perforowanie taśmy Stemple f3,5 i 8 mm Płyta tnąca Narzędzia do perforacji

21 Perforowanie taśmy Krawędź tnąca i powierzchnia boczna stempla nowego
22 Krawędź tnąca stempla nowego Perforowanie taśmy
23 Perforowanie taśmy Krawędź tnąca i powierzchnia boczna stempla zużytego
24 Krawędź tnąca stempla zużytego Perforowanie taśmy
25 Perforowanie taśmy
26 Perforowanie taśmy
27 Perforowanie taśmy
28 Linia formowania, zgrzewania i kalibrowania rur Rurę szczelinową formuje się w układzie ciągłym w walcach kształtujących o poziomych - napędzanych i pionowych - nie napędzanych osiach. Linia zgrzewania rur widok ogólny
29 Linia formowania, zgrzewania i kalibrowania rur 1-rozwijarka, 2-rolki prowadzące, 3-nożyca gilotynowa i zgrzewarka końców taśmy, 4-akumulator (magazynuje taśmę w celu utrzymania ciągłości produkcji podczas zakładania nowego kręgu taśmy na rozwijak), 5-rolki prowadzące, 6-głowica drukująca, 7-rolki prowadzące, 8-układ usuwania powłoki z krawędzi taśmy, 9 i 10-zespół walców formujących napędzanych i nienapędzanych, 11 i 12-układ zgrzewania i usuwania wypływki, 13-układ chłodzenia, 14 i 15-walce kalibrujące nienapędzane i napędzane, 16-defektoskop, 17-głowica kalibrująca, 18-czujnik drogi, 19-piła.
30 Linia formowania, zgrzewania i kalibrowania rur Skład taśmy przed linią zgrzewania
31 Linia formowania, zgrzewania i kalibrowania rur Rozwijanie taśmy z wprowadzeniem do modułu zgrzewania końców taśmy
32 Linia formowania, zgrzewania i kalibrowania rur Gilotyna do obcinania końców taśmy
33 Linia formowania, zgrzewania i kalibrowania rur Spawarka (zgrzewarka) doczołowa końców taśmy
34 Linia formowania, zgrzewania i kalibrowania rur Rolki wprowadzające taśmę do akumulatora
35 Linia formowania, zgrzewania i kalibrowania rur Akumulator spiralny o osi pionowej służy do zmagazynowania taśmy w formie zwojów na czas potrzebny do załadowania nowego kręgu i połączenie początku nowego kręgu z końcem poprzedniego kręgu. Unika się przez to zatrzymywania agregatu zgrzewającego. Akumulator taśmy
36 Linia formowania, zgrzewania i kalibrowania rur Wyprowadzenie taśmy z akumulatora oraz urządzenie do znakowania
37 Linia formowania, zgrzewania i kalibrowania rur Układ wprowadzający taśmę do układu formującego
38 Linia formowania, zgrzewania i kalibrowania rur Zespół skrawający krawędzie taśmy
39 Linia formowania, zgrzewania i kalibrowania rur Zespół noży skrawających
40 Linia formowania, zgrzewania i kalibrowania rur Formowanie rur Taśma z akumulatora spiralnego kierowana jest przez odpowiedni zestaw rolek prowadzących do układu walców formujących (poziomych napędzanych i pionowych nienapędzanych), gdzie podlega zwinięciu w rurę szczelinową. Układ formowania rury przypominający klasyczne ciągadło z bruzdą wg US z 1928r. Klasyczny układ formujący rurę wykorzystujący układ rolek profilujących wg US z 1951r. Układ formujący rurę oparty na rolkach wg koncepcji trójpunktowego gięcia wg US z 2001r.
41 Formowanie rur
42 Formowanie rur
43 Formowanie rur
44 Formowanie rur
45 Formowanie rur Formowanie spiralne Formowanie brzegów blachy w prasie Formowanie blachy za pomocą maszyny trójwalcowej Formowanie blachy do kształtu rury o dużej średnicy w prasie U
46 Formowanie rur Formowanie blachy do kształtu rury w prasie C Formowanie liniowe metodą kształtowania kwiatowego
47 Formowanie rur
48 Formowanie rur Układ walców formujących rurę szczelinową
49 Formowanie rur
50 Formowanie rur
51 Formowanie rur
52 Formowanie rur
53 Formowanie rur Narzędzia formujące
54
55 Zgrzewanie Zadaniem zespołu zgrzewającego jest nagrzanie krawędzi taśmy do temperatury zgrzewania (około 1400 C) oraz dociśnięcie tych krawędzi do siebie, aby nastąpiło trwale ich zgrzanie. Zasada zgrzewania jest następująca: Do generatora wielkiej częstotliwości przyłączony jest induktor (rodzaj cewki) opasujący rurę szczelinową. W rurze indukuje się prąd a wielka częstotliwość sprawia, że prąd ten koncentruje się na krawędziach tworzących szczelinę rury (połączone efekty naskórkowości" oraz wpływu wzajemnego zbliżenia przewodów). Zjawisko to zostaje dodatkowo wzmocnione przez umieszczenie we wnętrzu rury szczelinowej impedera (tj. wiązki prętów o dużej przenikalności magnetycznej). Skupiony w ten sposób prąd nagrzewa krawędzie szczeliny do temperatury zgrzewania, po czym krawędzie te zostają silnie dociśnięte przy pomocy rolek i powstaje spęczona zgrzeina z wypływem na zewnątrz i do wnętrza rury.
56 Zgrzewanie Schemat jednego z pierwszych przemysłowych układów do zgrzewania rur wg patentu US z 1921r. Układ do ciągłego zgrzewania rur wg patentu US z 1930r
57 Zgrzewanie Rozwiązanie impedera wg patentu US z 1966r Klasyczny układ zgrzewania rury z widocznym układem impedera wg patentu US z 1973r
58 Zgrzewanie Zgrzewanie ogniowe metodą Fretz Moon
59 Zgrzewanie Zgrzewanie oporowe prądami niskiej częstotliwości Standard Tool Company
60 Zgrzewanie Zgrzewanie prądami średniej częstotliwości
61 Zgrzewanie Zgrzewanie prądami wysokiej częstotliwości metodą HF Thermatool
62 Zgrzewanie Zgrzewanie prądami wysokiej częstotliwości metodą HF Induweld
63 Zgrzewanie
64 Zgrzewanie
65 Zgrzewanie >1 336 C 1 336,2 676, ,0 600,0 400,0 200,0 <145,6 C 1 336,2 Min. Max. 676,31 336,2 >584,2 C 500,0 400,0 300,0 200,0 100,0 Spot 1 523,4 <54,5 C
66 Usuwanie wypływki zewnętrznej Wypływka zewnętrzna jest skrawana przy pomocy specjalnego noża.
67 Usuwanie wypływki wewnętrznej Wypływka wewnętrzna może być albo usuwana nożem umieszczonym na wysięgniku impedera albo zawalcowana specjalnym narzędziem rolkowym
68 Napylanie powłoki na zgrzew Drut przesuwa się ruchem jednostajnym wewnątrz pistoletu. Podczas ruchu koniec drutu stapia się w płomieniu. Drut stapiany w sposób ciągły jest rozpylany, a cząstki są rzucane na natryskiwaną powierzchnię. Korzystne jest dla procesu, gdy gaz rozpylający otacza natryskiwany metal, gdyż wówczas gaz oddziałuje na niego ssąco. W rozwiązaniu przedstawionym na rys. zastosowano trzy koncentrycznie rozmieszczone rurki z zachowaniem niewielkich szczelin między nimi. Otwór b służy do prowadzenia drutu a. Kanałem d między b i c przepływa mieszanina paliwa gazowego i tlenu, która po zapaleniu daje płomień stapiający drut, który ciągle wysuwa się otworem b. Przez otwór f między rurkami c i e przepływa sprężone powietrze, rozpylając je na natryskiwaną powierzchnię. Koncentryczny zespół topiący i rozpylający: a drut, b rura, c rura, d kanał, e rura, f otwór
69 Napylanie powłoki na zgrzew SKŁAD CHEMICZNY RODZAJ DRUTU Al Fe Si Cu Zn Ti V Cr Mn Mg EN AW 1070A 99,8 0,12 0,07 0,002 0,008 0,001 0,001 0,001 0,002 0,002
70 Chłodzenie rury po zgrzewaniu W procesie zgrzewania rura nagrzewa się jednostronnie w obrębie zgrzeiny. Jeśliby rurę w takim stanie skalibrować na gotowo to po ostygnięciu wykrzywiłaby się w łuk. Aby temu przeciwdziałać, rurę po zgrzaniu, ale przed końcowym kalibrowaniem, poddaje się intensywnemu chłodzeniu (układ chłodzenia strumieniowego), przez co temperatura rury zostaje na obwodzie wyrównana. Emulsja z głównego obiegu wykorzystywana jest również do chłodzenia induktora i impedera oraz do smarowania i chłodzenia wszystkich walców i rolek zgrzewarki
71 Kalibrowanie Ostatnim etapem kształtowania rury jest kalibrowanie (walcowanie w układzie ciągłym walcarek duo, na przemian o osiach poziomych i pionowych oraz w układach czterowalcowych), którego zadaniem jest przede wszystkim nadanie kołowego kształtu. Prowadzi ono również do niewielkiej zmiany średnicy.
72 Kalibrowanie
73 Badanie szczelności rur w linii Dla kontroli jakości rur stosuje się metodę prądów wirowych. W skład urządzenia wchodzi jarzmo magnesujące, w którym zbudowane są układy cewek pierwotnych i wtórnych, aparatura pomiarowa, demagnetyzator oraz aparatura sterująca. W przypadku wystąpienia wady różnica potencjałów w cewce wtórnej przekazywana jest do szafy sterowniczej gdzie zostaje przetworzona na odpowiedni impuls, który można zapisać na taśmie albo oglądać na monitorze. Urządzenie elektroniczne włącza pistolet do zaznaczania lakierem miejsca wadliwego
74 Cięcie rur na wymiar Piła nożowa typu ALPHA przeznaczona jest do cięcia rur na długości określone w zamówieniu przez klienta Prędkość cięcia dobierana jest automatycznie w zależności od prędkości walcowania.
75 Pakowanie
76 Pakowanie
77 Badania
78 Wady Pęknięcia poza złączem Pęknięcia w złaczu
79 Wyroby
80 Rozwiązania linii technologicznych
81
82
83
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności. Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra
 Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 03/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
Automatyzacja w produkcji stolarki otworowej. Mirosław Krzemioski
 Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
Automatyzacja w produkcji stolarki otworowej Mirosław Krzemioski Okno 12 szt profili Wielkoseryjna automatyczna Wielkoseryjna produkcja automatyczna produkcja Powyżej 100 Średniozautomatyzowane zakłady
m OPIS OCHRONNY t!2) PL 59684 WZORU UŻYTKOWEGO
 PL 59684 WZORU UŻYTKOWEGO") mm. RZECZPOSPOLITA POLSKA m OPIS OCHRONNY t!2) PL 59684 WZORU UŻYTKOWEGO 13) Y1 (2T) Numer zgłoszenia: 109579 5?) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 30.04.1999 B29C 65/74
mm. RZECZPOSPOLITA POLSKA m OPIS OCHRONNY t!2) PL 59684 WZORU UŻYTKOWEGO 13) Y1 (2T) Numer zgłoszenia: 109579 5?) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 30.04.1999 B29C 65/74
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 11/15. STANISŁAW PŁASKA, Lublin, PL RADOSŁAW CECHOWICZ, Lublin, PL
 PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
Przetwórstwo tworzyw sztucznych i gumy
 Przetwórstwo tworzyw sztucznych i gumy Lab.7. Wpływ parametrów wytłaczania na właściwości mechaniczne folii rękawowej Spis treści 1. Cel ćwiczenia i zakres pracy.. 2 2. Definicje i pojęcia podstawowe 2
Przetwórstwo tworzyw sztucznych i gumy Lab.7. Wpływ parametrów wytłaczania na właściwości mechaniczne folii rękawowej Spis treści 1. Cel ćwiczenia i zakres pracy.. 2 2. Definicje i pojęcia podstawowe 2
UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie Stół załadowczy
 FOR ALL YOUR SAWING NEEDS! Automatyczne i półautomatyczne przecinarki taśmowe UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie
FOR ALL YOUR SAWING NEEDS! Automatyczne i półautomatyczne przecinarki taśmowe UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
MASZYNY MASZYNY. - prasa hydrauliczna 20 t. -prasa hydrauliczna 40 t - giętarka do rur
 MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
MASZYNY - prasa hydrauliczna 20 t S MASZYNY -prasa hydrauliczna 40 t - giętarka do rur 41 Prasa hydrauliczna 20T Prasa hydrauliczna do 20 T Nr. kat. SCT31-20 Uniwersalna prasa hydrauliczna SCT31-20 o nacisku
strugarki czterostronne profiset strugarki czterostronne
 strugarki czterostronne profiset strugarki czterostronne profiset 60 wszechstronny, bezpieczny i wydajny Solidna strugarka czterostronna wysokiej jakości, wyposażona w podzespoły zapewniające najlepszą
strugarki czterostronne profiset strugarki czterostronne profiset 60 wszechstronny, bezpieczny i wydajny Solidna strugarka czterostronna wysokiej jakości, wyposażona w podzespoły zapewniające najlepszą
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH
 CENTRUM DIAGNOSTYKI w WARSZAWIE V KONFERENCJĘ NAUKOWO TECHNICZNĄ SPAWALNICTWO DRÓG SZYNOWYCH - CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz KRAKÓW
CENTRUM DIAGNOSTYKI w WARSZAWIE V KONFERENCJĘ NAUKOWO TECHNICZNĄ SPAWALNICTWO DRÓG SZYNOWYCH - CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz KRAKÓW
PL B1. Sposób walcowania poprzecznego dwoma walcami wyrobów typu kula metodą wgłębną. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 218597 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218597 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 394836 (22) Data zgłoszenia: 11.05.2011 (51) Int.Cl.
PL 218597 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218597 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 394836 (22) Data zgłoszenia: 11.05.2011 (51) Int.Cl.
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. Wywiórka Andrzej, Piotrowice Małe, PL. Andrzej Wywiórka, Piotrowice Małe, PL. (21) Numer zgłoszenia:
 Numer zgłoszenia:") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113919 (22) Data zgłoszenia: 05.03.2003 (19) PL rl (11)62456
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113919 (22) Data zgłoszenia: 05.03.2003 (19) PL rl (11)62456
Producent maszyn do obróbki plastycznej metali POLAND. prasy walcarki wykrawarki.
 Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
Syndyk VISTALEX S.A.
 Przeznaczenie nieruchomości w Miejscowym Planie Zagospodarowania Przestrzennego: 4PU Obiekty produkcyjne Bazy Składy, magazyny Zabudowa usługowa Kompleks przemysłowy w Myszkowie Łączna powierzchnia terenu
Przeznaczenie nieruchomości w Miejscowym Planie Zagospodarowania Przestrzennego: 4PU Obiekty produkcyjne Bazy Składy, magazyny Zabudowa usługowa Kompleks przemysłowy w Myszkowie Łączna powierzchnia terenu
Lp. Operacja Maszyna Ilość Producent Typ Dane technologiczne
 Lp. Operacja Maszyna Ilość Producent Typ Dane technologiczne 1. Malowanie proszkowe 2. Wylewanie uszczelki PU 3. Cięcie gilotynowe Linia do malowania proszkowego Maszyna do wylewania uszczelki Nożyce gilotynowe
Lp. Operacja Maszyna Ilość Producent Typ Dane technologiczne 1. Malowanie proszkowe 2. Wylewanie uszczelki PU 3. Cięcie gilotynowe Linia do malowania proszkowego Maszyna do wylewania uszczelki Nożyce gilotynowe
INSTYTUT BUDOWY MASZYN
 1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
1 IBM INSTYTUT BUDOWY MASZYN LABORATORIUM (z przedmiotu) TECHNIKI WYTWARZANIA Wykrawanie i tłocznictwo Temat ćwiczenia: Kucie i wyciskanie 1. Cel i zakres ćwiczenia: - poznanie procesów wykrawania i tłoczenia;
KV 90-1 INSTRUKCJA MONTAŻU I OBSŁUGI OKAPU KUCHENNEGO
 SPIS TREŚCI: STRONY: 1. REKOMENDACJE I ZALECENIA 3-4 2. UŻYTKOWANIE 4 3. KONSERWACJA 4 5 4. ELEKTRYCZNE 5 5. SYSTEMY DZIAŁANIA 5 6. RYSUNKI TECHNICZNE 6-7 INSTRUKCJA MONTAŻU I OBSŁUGI OKAPU KUCHENNEGO
SPIS TREŚCI: STRONY: 1. REKOMENDACJE I ZALECENIA 3-4 2. UŻYTKOWANIE 4 3. KONSERWACJA 4 5 4. ELEKTRYCZNE 5 5. SYSTEMY DZIAŁANIA 5 6. RYSUNKI TECHNICZNE 6-7 INSTRUKCJA MONTAŻU I OBSŁUGI OKAPU KUCHENNEGO
TMALASER Teresa Malinowska
 TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
1.Stacja transformatorowa: - montaż głowic kablowych. 2. Zasilanie stacji
 Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe OPAK-MET Stanisław Barański ul. Marcinkowskiego 110, 88-100 Inowrocław Projekt Nr RPKP.05.02.02-04-005/14 lp. Nazwa/Kategoria Specyfikacja sprzętu/ Zakres/rodzaj
Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe OPAK-MET Stanisław Barański ul. Marcinkowskiego 110, 88-100 Inowrocław Projekt Nr RPKP.05.02.02-04-005/14 lp. Nazwa/Kategoria Specyfikacja sprzętu/ Zakres/rodzaj
WZORU UŻYTKOWEGO PL Y1. JURKIEWICZ WOJCIECH ZAKŁAD URZĄDZEŃ GRZEWCZYCH ELEKTROMET, Gołuszowice, PL BUP 24/
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119041 (22) Data zgłoszenia: 19.05.2010 (19) PL (11) 66144 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119041 (22) Data zgłoszenia: 19.05.2010 (19) PL (11) 66144 (13) Y1 (51) Int.Cl.
Dane kontaktowe: Włodzimierz Janowski Rafał Borkowski Agnieszka Borkowska
 Dane kontaktowe: Włodzimierz Janowski Tel. 605 357 843 biuro@jan tech.pl Rafał Borkowski Tel. 697 499 799 r.borkowski@jan tech.pl Agnieszka Borkowska 1 Tel. 661 244 900 a.borkowska@jan tech.pl Szanowni
Dane kontaktowe: Włodzimierz Janowski Tel. 605 357 843 biuro@jan tech.pl Rafał Borkowski Tel. 697 499 799 r.borkowski@jan tech.pl Agnieszka Borkowska 1 Tel. 661 244 900 a.borkowska@jan tech.pl Szanowni
(12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694. (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.
 TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694. (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.") RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.0
RZECZPOSPOLITA POLSKA (12) TŁUMACZENIE PATENTU EUROPEJSKIEGO (19) PL (11) PL/EP 2695694 Urząd Patentowy Rzeczypospolitej Polskiej (96) Data i numer zgłoszenia patentu europejskiego: 28.08.2012 12460056.0
PL 200888 B1. Sposób dokładnego wykrawania elementów z blach i otworów oraz wykrojnik do realizacji tego sposobu
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
Maszyna do fakturowania prętów i profili TYH-60
 Maszyna do fakturowania prętów i profili TYH-60 Urządzenie służące do wykonywania wzorów na płaskownikach, prętach i profilach. Posiada ono napęd elektryczny(380v/50hz), o mocy zespołu napędowego 7,5kW.
Maszyna do fakturowania prętów i profili TYH-60 Urządzenie służące do wykonywania wzorów na płaskownikach, prętach i profilach. Posiada ono napęd elektryczny(380v/50hz), o mocy zespołu napędowego 7,5kW.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 17/16
 PL 225356 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225356 (13) B1 (21) Numer zgłoszenia: 413407 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 225356 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225356 (13) B1 (21) Numer zgłoszenia: 413407 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
m OPIS OCHRONNY PL 60191
 RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY m OPIS OCHRONNY PL 60191 WZORU UŻYTKOWEGO 13) Y1 (21J Numer zgłoszenia: 109865 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej Data zgłoszenia: 15.07.1999
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHIWALNY m OPIS OCHRONNY PL 60191 WZORU UŻYTKOWEGO 13) Y1 (21J Numer zgłoszenia: 109865 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej Data zgłoszenia: 15.07.1999
SPIRAL SE i SP- automaty do produkcji zbrojenia w postaci ciągłej spirali
 SPIRAL SE i SP- automaty do produkcji zbrojenia w postaci ciągłej spirali Stół odbiorczy zsynchronizowany z podzespołami posuwu oraz gięcia, podąża za ruchem produkowanej spirali co umożliwia precyzyjną
SPIRAL SE i SP- automaty do produkcji zbrojenia w postaci ciągłej spirali Stół odbiorczy zsynchronizowany z podzespołami posuwu oraz gięcia, podąża za ruchem produkowanej spirali co umożliwia precyzyjną
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 11/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL ANDRZEJ GONTARZ, Lublin, PL
 PL 222923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222923 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401559 (22) Data zgłoszenia: 12.11.2012 (51) Int.Cl.
PL 222923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222923 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401559 (22) Data zgłoszenia: 12.11.2012 (51) Int.Cl.
precyzyjne rury spawane ze stali węglowej metrów
 Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
EWELCON-S. 1 z 5 PRE. PREMANT - rura ciepłownicza. instrukcja montażu F E. rys. 1. Elementy zestawu mufy EWELCON-S. Taśma grzewcza
 MNT - rura ciepłownicza 1 z 5 rys. 1 Elementy zestawu mufy. Taśma grzewcza Mufa termokurczliwa zapakowana w folię ochronną: mufę nasuwa się na rurę płaszczową jednego z ruociągów przed spawaniem rur przewodowych;
MNT - rura ciepłownicza 1 z 5 rys. 1 Elementy zestawu mufy. Taśma grzewcza Mufa termokurczliwa zapakowana w folię ochronną: mufę nasuwa się na rurę płaszczową jednego z ruociągów przed spawaniem rur przewodowych;
precyzyjne rury spawane ze stali węglowej 80000 metrów
 Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
Kluczbork plant Marcegaglia Poland Zakład produkcyjny Marcegaglia w Kluczborku, Polska, został uruchomiony w 2010 r. i wytwarza precyzyjne rury spawane ze stali węglowej do szerokiego zakresu zastosowań.
4. Program produkcji: Wyposażenie wnętrz hoteli, sklepów biur itp. wg indywidualnych projektów Indywidualne projekty mebli kuchennych i mieszkalnych.
 Zamawiający: Fabryka Mebli Ryś Sp. z o.o. Krzywaczka 487 32-442 Krzywaczka Krzywaczka, 08.12.2013 ZAPYTANIE OFERTOWE W związku z przystąpieniem do realizacji projektu pt Uruchomienie linii produkcyjnej
Zamawiający: Fabryka Mebli Ryś Sp. z o.o. Krzywaczka 487 32-442 Krzywaczka Krzywaczka, 08.12.2013 ZAPYTANIE OFERTOWE W związku z przystąpieniem do realizacji projektu pt Uruchomienie linii produkcyjnej
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
Metoda prądów wirowych
 Metoda prądów wirowych Idea Umieszczeniu obiektów, wykonanych z materiałów przewodzących prąd elektryczny, w obszarze oddziaływania zmiennego w czasie pola magnetycznego, wytwarzane przez przetworniki
Metoda prądów wirowych Idea Umieszczeniu obiektów, wykonanych z materiałów przewodzących prąd elektryczny, w obszarze oddziaływania zmiennego w czasie pola magnetycznego, wytwarzane przez przetworniki
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Nożyce gilotynowe Hezinger CutLine B
 Hezinger Maschinen GmbH Max-Planck-Str. 1 70806 Kornwestheim BLECHBEARBEITUNGS- MASCHINEN 2 Nasza wszechstronność jest Waszą przewagą Z pasją i zaangażowaniem wspieramy naszych Klientów w doskonaleniu
Hezinger Maschinen GmbH Max-Planck-Str. 1 70806 Kornwestheim BLECHBEARBEITUNGS- MASCHINEN 2 Nasza wszechstronność jest Waszą przewagą Z pasją i zaangażowaniem wspieramy naszych Klientów w doskonaleniu
IBMO Katarzyna Michalak Wronki. Prezentacja firmy 2015r.
 IBMO Katarzyna Michalak Wronki Prezentacja firmy 2015r. krótko o nas Firma IBMO Katarzyna Michalak została założona w 2005 roku, zatem działamy już na rynku branży metalowej 10 lat. Początki naszej działalności
IBMO Katarzyna Michalak Wronki Prezentacja firmy 2015r. krótko o nas Firma IBMO Katarzyna Michalak została założona w 2005 roku, zatem działamy już na rynku branży metalowej 10 lat. Początki naszej działalności
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 17/16
 PL 225357 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225357 (13) B1 (21) Numer zgłoszenia: 413408 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 225357 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225357 (13) B1 (21) Numer zgłoszenia: 413408 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Informacje dotyczące urządzenia
 TR1 Informacje dotyczące urządzenia SPIS TREŚCI: OPIS I PODSTAWOWE CECHY SCHEMAT ROZMIESZCZENIOWY DANE TECHNICZNE ZNAMIONOWE KONFIGURACJA Sealed Air Polska Sp. z o.o. Duchnice; ul. Ożarowska 40/42 05-850
TR1 Informacje dotyczące urządzenia SPIS TREŚCI: OPIS I PODSTAWOWE CECHY SCHEMAT ROZMIESZCZENIOWY DANE TECHNICZNE ZNAMIONOWE KONFIGURACJA Sealed Air Polska Sp. z o.o. Duchnice; ul. Ożarowska 40/42 05-850
Producent maszyn do obróbki plastycznej metali POLAND. prasy walcarki wykrawarki.
 Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
(12) OPIS PATENTOWY (19)PL
 OPIS PATENTOWY (19)PL") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)187420 (21) Numer zgłoszenia. 324360 (13)B3 (22) Data zgłoszenia: 17.01.1998 (51) IntCl7 B07B 1/22 Urząd Patentowy Rzeczypospolitej Polskiej (6 1) Patent
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)187420 (21) Numer zgłoszenia. 324360 (13)B3 (22) Data zgłoszenia: 17.01.1998 (51) IntCl7 B07B 1/22 Urząd Patentowy Rzeczypospolitej Polskiej (6 1) Patent
PL B1. AIC SPÓŁKA AKCYJNA, Gdynia, PL BUP 01/16. TOMASZ SIEMIEŃCZUK, Gdańsk, PL WUP 10/17. rzecz. pat.
 PL 227064 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 227064 (21) Numer zgłoszenia: 417926 (22) Data zgłoszenia: 02.07.2014 (62) Numer zgłoszenia,
PL 227064 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 227064 (21) Numer zgłoszenia: 417926 (22) Data zgłoszenia: 02.07.2014 (62) Numer zgłoszenia,
PL B1. WEBA SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Sławków, PL BUP 24/14. CHRISTOPH BAN, Wiesen am Rosaliengebirge, AT
 PL 222158 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222158 (13) B1 (21) Numer zgłoszenia: 403870 (51) Int.Cl. B29D 12/00 (2006.01) B29C 37/04 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 222158 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222158 (13) B1 (21) Numer zgłoszenia: 403870 (51) Int.Cl. B29D 12/00 (2006.01) B29C 37/04 (2006.01) Urząd Patentowy Rzeczypospolitej
ZAPYTANIE OFERTOWE LICZBA SZT. NAZWA SPRZĘTU OPIS. Stare Babice, dnia 03.04.2015 r. Szanowni Państwo!
 Stare Babice, dnia 03.04.2015 r. ZAPYTANIE OFERTOWE Szanowni Państwo! Airwent-System Spółka z ograniczoną odpowiedzialnością realizując projekt pt. Wzrost innowacyjności i konkurencyjności przedsiębiorstwa
Stare Babice, dnia 03.04.2015 r. ZAPYTANIE OFERTOWE Szanowni Państwo! Airwent-System Spółka z ograniczoną odpowiedzialnością realizując projekt pt. Wzrost innowacyjności i konkurencyjności przedsiębiorstwa
Wycinarka laserowa model T230A
 Wycinarka laserowa model T230A Maszyna spełnia wymagania dotyczące obróbki elementów dla większości branż, zachowuje stabilną precyzję działania. Dzięki doborowi optymalnej siły i konstrukcji wspierającej,
Wycinarka laserowa model T230A Maszyna spełnia wymagania dotyczące obróbki elementów dla większości branż, zachowuje stabilną precyzję działania. Dzięki doborowi optymalnej siły i konstrukcji wspierającej,
(12) OPIS PATENTOWY (19) PL
 OPIS PATENTOWY (19) PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (2 1) Numer zgłoszenia: 304031 (22) Data zgłoszenia: 17.12.1992 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (2 1) Numer zgłoszenia: 304031 (22) Data zgłoszenia: 17.12.1992 (86) Data i numer zgłoszenia międzynarodowego:
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do obróbki plastycznej metali Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do obróbki plastycznej metali Oznaczenie kwalifikacji:
Automatyczna linia pakująca w folii tłoczonej. know-how packaging
 Automatyczna linia pakująca w folii tłoczonej know-how packaging VARIOVAC Multipower specjalna maszyna stworzona dla zaspokojenia wysokich oczekiwań Dzięki zastosowaniu modułowej budowy oraz specjalnych
Automatyczna linia pakująca w folii tłoczonej know-how packaging VARIOVAC Multipower specjalna maszyna stworzona dla zaspokojenia wysokich oczekiwań Dzięki zastosowaniu modułowej budowy oraz specjalnych
PL B1. Urządzenie wentylatorowe do recyrkulacji gazów w wysokotemperaturowym ogniwie paliwowym. POLITECHNIKA WARSZAWSKA, Warszawa, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210278 (13) B1 (21) Numer zgłoszenia: 383069 (51) Int.Cl. F23L 1/02 (2006.01) F23L 5/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 210278 (13) B1 (21) Numer zgłoszenia: 383069 (51) Int.Cl. F23L 1/02 (2006.01) F23L 5/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 01/14. TOMASZ KLEPKA, Lublin, PL JAROSŁAW LATALSKI, Lublin, PL
 PL 222323 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222323 (13) B1 (21) Numer zgłoszenia: 399707 (51) Int.Cl. B29C 43/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 222323 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222323 (13) B1 (21) Numer zgłoszenia: 399707 (51) Int.Cl. B29C 43/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
Centrum wiertarsko-frezarskie MAKA PE 75
 Centrum wiertarsko-frezarskie MAKA PE 75 NOWA OPCJA W STANDARDZIE Portalna zabudowa maszyny Agregat frezujący: - 5-cio osiowy - chłodzony cieczą - moc 11 kw Agregat wiertarski: - 7 + 10 + 2 x 1 wierteł
Centrum wiertarsko-frezarskie MAKA PE 75 NOWA OPCJA W STANDARDZIE Portalna zabudowa maszyny Agregat frezujący: - 5-cio osiowy - chłodzony cieczą - moc 11 kw Agregat wiertarski: - 7 + 10 + 2 x 1 wierteł
CENTRUM OBRÓBKI I CIĘCIA PROFILI PCV
 CENTRUM OBRÓBKI I CIĘCIA PROFILI PCV SBA 2 Wydajność: 120 jednostek/8godzin SBA 4 Highspeed Wydajność: 240 jednostek/8godzin Centrum obróbki i cięcia profili PCV Haffner SBA 2 Wydajność 120-140 jednostek
CENTRUM OBRÓBKI I CIĘCIA PROFILI PCV SBA 2 Wydajność: 120 jednostek/8godzin SBA 4 Highspeed Wydajność: 240 jednostek/8godzin Centrum obróbki i cięcia profili PCV Haffner SBA 2 Wydajność 120-140 jednostek
prasy poziome euromac bending machines
 prasy poziome 1 Każdy warsztat zajmujący się obróbką stali i miedzi może skorzystać z maszyny Digibend Czy używasz do gięcia małych, grubych elementów tradycyjnej prasy krawędziowej? Maszyna Digibend to
prasy poziome 1 Każdy warsztat zajmujący się obróbką stali i miedzi może skorzystać z maszyny Digibend Czy używasz do gięcia małych, grubych elementów tradycyjnej prasy krawędziowej? Maszyna Digibend to
PRODUCENT TYP DANE TECHNOLOGICZNE
 PARK MASZYNOWY FIRMY BAS (stan: październik 2008) LP. OPERACJA MASZYNA ILOŚĆ 1 Cięcie gilotynowe 2 Cięcie laserowe 3 Wykrawanie kombi laser-cnc Nożyce gilotynowe CNC Zespół do cięcia laserowego Centrum
PARK MASZYNOWY FIRMY BAS (stan: październik 2008) LP. OPERACJA MASZYNA ILOŚĆ 1 Cięcie gilotynowe 2 Cięcie laserowe 3 Wykrawanie kombi laser-cnc Nożyce gilotynowe CNC Zespół do cięcia laserowego Centrum
OLIMPIC K 500 JEDNOSTRONNA AUTOMATYCZNA OKLEINIARKA WĄSKICH PŁASZCZYZN
 OLIMPIC K 500 JEDNOSTRONNA AUTOMATYCZNA OKLEINIARKA WĄSKICH PŁASZCZYZN Oferta specjalna dla Grupy Zakupowej: 145 000 zł wraz z transportem i montażem CHARAKTERYSTYKA OGÓLNA: - tubusowy korpus stalowy,
OLIMPIC K 500 JEDNOSTRONNA AUTOMATYCZNA OKLEINIARKA WĄSKICH PŁASZCZYZN Oferta specjalna dla Grupy Zakupowej: 145 000 zł wraz z transportem i montażem CHARAKTERYSTYKA OGÓLNA: - tubusowy korpus stalowy,
Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej
 Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej Przedmioty realizowane przez Jednostkę: Podstawy metalurgii; Podstawy teoretyczne obróbki plastycznej; Technologia i maszyny do obróbki
Katedra Komputerowego Modelowania i Technologii Obróbki Plastycznej Przedmioty realizowane przez Jednostkę: Podstawy metalurgii; Podstawy teoretyczne obróbki plastycznej; Technologia i maszyny do obróbki
EMA Ultima (aluminium) Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima
 Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima") Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima Automat do frezowania, piłowania do profili aluminiowych EMA Ultima Centrum obróbcze CNC do frezowania z integrowaną piłą do profili
Automat do frezowania, piłowania dla profili aluminiowych EMA Ultima Automat do frezowania, piłowania do profili aluminiowych EMA Ultima Centrum obróbcze CNC do frezowania z integrowaną piłą do profili
CIEKAWOSTKI ZWIĄZANE Z WALCARKĄ DO PROFILI
 Giętarka jest przeznaczona do gięcia prętów, rur oraz profili sposobem na zimno. Dzięki możliwości położenia maszyny na tylnej ścianie, półfabrykaty można wyginać również w linii poziomej. Giętarka składa
Giętarka jest przeznaczona do gięcia prętów, rur oraz profili sposobem na zimno. Dzięki możliwości położenia maszyny na tylnej ścianie, półfabrykaty można wyginać również w linii poziomej. Giętarka składa
Centrum obróbcze MAKA PE 80
 Centrum obróbcze MAKA PE 80 Maszyna wyposażona w dwa agregaty agregaty obróbcze : 5 oraz 3 osiowy MAKA CNC centrum frezarsko wiertarskie PE 80 - Budowa maszyny: portalna - Sterowanie Siemens 840D z procesorem
Centrum obróbcze MAKA PE 80 Maszyna wyposażona w dwa agregaty agregaty obróbcze : 5 oraz 3 osiowy MAKA CNC centrum frezarsko wiertarskie PE 80 - Budowa maszyny: portalna - Sterowanie Siemens 840D z procesorem
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/15
 PL 224339 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224339 (13) B1 (21) Numer zgłoszenia: 408181 (51) Int.Cl. B23D 19/04 (2006.01) B23D 21/02 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 224339 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224339 (13) B1 (21) Numer zgłoszenia: 408181 (51) Int.Cl. B23D 19/04 (2006.01) B23D 21/02 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 08/13
 PL 220503 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220503 (13) B1 (21) Numer zgłoszenia: 396595 (51) Int.Cl. B21D 19/00 (2006.01) B21D 28/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 220503 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220503 (13) B1 (21) Numer zgłoszenia: 396595 (51) Int.Cl. B21D 19/00 (2006.01) B21D 28/28 (2006.01) Urząd Patentowy Rzeczypospolitej
ESG-1640TD. Szlifierka do płaszczyzn. Oferta. POLTRA Sp. z o.o. Centra obróbcze CNC FEELER Narzędzia skrawające Korloy Tyrolit Regeneracja narzędzi
 Centra obróbcze CNC FEELE Narzędzia skrawające Korloy Tyrolit egeneracja narzędzi POLTA Sp. z o.o. ul. Przemysłowa 29, 37-450 Stalowa Wola tel. 15 844 27 71, fax 15 844 27 70 e-mail: obrabiarki@poltra.pl
Centra obróbcze CNC FEELE Narzędzia skrawające Korloy Tyrolit egeneracja narzędzi POLTA Sp. z o.o. ul. Przemysłowa 29, 37-450 Stalowa Wola tel. 15 844 27 71, fax 15 844 27 70 e-mail: obrabiarki@poltra.pl
PL B1. Taczalski Józef,Siedlce,PL BUP 12/ WUP 02/10. Molendowski Witold RZECZPOSPOLITA POLSKA
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204988 (13) B1 (21) Numer zgłoszenia: 371566 (51) Int.Cl. B23K 11/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 06.12.2004
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204988 (13) B1 (21) Numer zgłoszenia: 371566 (51) Int.Cl. B23K 11/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 06.12.2004
MASZYNY DO OBRÓBKI DREWNA PŁYTY MEBLOWEJ ORAZ AKCESORIA
 JE WW MCHEY-SCE 1921 JE W PLSCE 2-2 Maszkienice k/brzeska MŁPLS el: +4 50 45 05 el: +4 660 262 642 E-mail: wrobel@rojek.cz E-mail: wkmaszyny@wp.pl www.wkmaszyny.pl MSZYY BÓB EW PŁYY MEBLWEJ Z CES Magazyn
JE WW MCHEY-SCE 1921 JE W PLSCE 2-2 Maszkienice k/brzeska MŁPLS el: +4 50 45 05 el: +4 660 262 642 E-mail: wrobel@rojek.cz E-mail: wkmaszyny@wp.pl www.wkmaszyny.pl MSZYY BÓB EW PŁYY MEBLWEJ Z CES Magazyn
...J O O. Sposób i narzędzia do cięcia wzdłużnego szyn. POLITECHNIKA LUBELSKA, Lublin, PL. 19.08.2013 BUP 17/13 (72) Twórca(y) wynalazku
 Twórca(y) wynalazku") RZECZPOSPOLTA POLSKA (12) OPS PATENTOWY (19) PL (11) 216900 (13) 81 Urząd Patentowy RzeczypospolTej Polskiej (21) Numer zgłoszenia 401567 (22) Data zgłoszenia 13.11.2012 (51) nt.c 823D 21/00 (2006.01)
RZECZPOSPOLTA POLSKA (12) OPS PATENTOWY (19) PL (11) 216900 (13) 81 Urząd Patentowy RzeczypospolTej Polskiej (21) Numer zgłoszenia 401567 (22) Data zgłoszenia 13.11.2012 (51) nt.c 823D 21/00 (2006.01)
CIĘCIE, SPAWANIE, CYNKOWANIE, ŚRUTOWANIE, MALOWANIE, GIĘCIE, WYKRAWANIE. KATALOG USŁUG. www.weldon.pl
 CIĘCIE, SPAWANIE, CYNKOWANIE, ŚRUTOWANIE, MALOWANIE, GIĘCIE, WYKRAWANIE. KATALOG USŁUG SPIS TREŚCI: O FIRMIE... 3 USŁUGI OBRÓBKA STALI Cięcie i wiercenie...4 Cięcie plazmowo - gazowe... 11 Spawanie...
CIĘCIE, SPAWANIE, CYNKOWANIE, ŚRUTOWANIE, MALOWANIE, GIĘCIE, WYKRAWANIE. KATALOG USŁUG SPIS TREŚCI: O FIRMIE... 3 USŁUGI OBRÓBKA STALI Cięcie i wiercenie...4 Cięcie plazmowo - gazowe... 11 Spawanie...
Frezarka bramowa TBI SDV-H 5224
 Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN TOOLS TO REMOVE WELDING FLASH WHILE JOINING JOINTLESS RAILS
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN Roman Wielgosz * STRESZCZENIE:
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN Roman Wielgosz * STRESZCZENIE:
Urządzenie do perforacji PM5 Kompletne rozwiązania perforowania folii z tworzyw sztucznych
 Urządzenie do perforacji PM5 Kompletne rozwiązania perforowania folii z tworzyw sztucznych Możliwość zintegrowania z każdym procesem produkcyjnym. PM5 jest rozwiązaniem wprowadzonym przez firmę AFS do
Urządzenie do perforacji PM5 Kompletne rozwiązania perforowania folii z tworzyw sztucznych Możliwość zintegrowania z każdym procesem produkcyjnym. PM5 jest rozwiązaniem wprowadzonym przez firmę AFS do
w w w. r a n d d t e c h. p l
 PL www.randdtech.pl EASY WAY Maksimum ochrony, tylko tam, gdzie wymagane. Do aluminium lub PVC. Linia pił Precision zapewnia najwyższą swobodę pod względem konfiguracji. Wyposażona w integralne zabezpieczenie,
PL www.randdtech.pl EASY WAY Maksimum ochrony, tylko tam, gdzie wymagane. Do aluminium lub PVC. Linia pił Precision zapewnia najwyższą swobodę pod względem konfiguracji. Wyposażona w integralne zabezpieczenie,
dotyczy ZAPYTANIA OFERTOWEGO nr. 01/IV/2014
 Zielona Góra, 06.10.2014 r. FORMULARZ OFERTY Nazwa i siedziba Wykonawcy...... Osoba uprawniona do kontaktu z Zamawiającym (imię, nazwisko, stanowisko):... Nr tel:... Fax:... e-mail:... REGON:. NIP:.. dotyczy
Zielona Góra, 06.10.2014 r. FORMULARZ OFERTY Nazwa i siedziba Wykonawcy...... Osoba uprawniona do kontaktu z Zamawiającym (imię, nazwisko, stanowisko):... Nr tel:... Fax:... e-mail:... REGON:. NIP:.. dotyczy
Maszyny do obróbki czopów kulowych
 Maszyny do obróbki czopów kulowych TOS KUŘIM OS, a.s. produkuje i dostarcza do linii technologicznych do produkcji czopów kulowych o średnicach 19-35 (alternatywnie 32-100) mm dwa typy specjalnych maszyn.
Maszyny do obróbki czopów kulowych TOS KUŘIM OS, a.s. produkuje i dostarcza do linii technologicznych do produkcji czopów kulowych o średnicach 19-35 (alternatywnie 32-100) mm dwa typy specjalnych maszyn.
PL 212462 B1. KAŹMIERCZAK GRZEGORZ DRACO, Poznań, PL 21.07.2008 BUP 15/08. GRZEGORZ KAŹMIERCZAK, Kościan, PL 31.10.2012 WUP 10/12
 PL 212462 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212462 (13) B1 (21) Numer zgłoszenia: 381515 (51) Int.Cl. B26D 1/15 (2006.01) D06H 7/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 212462 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212462 (13) B1 (21) Numer zgłoszenia: 381515 (51) Int.Cl. B26D 1/15 (2006.01) D06H 7/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA
 Układ graficzny CKE 2019 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
Układ graficzny CKE 2019 EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 ZASADY OCENIANIA Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Nazwa kwalifikacji: Użytkowanie
KASETONY ELEWACYJNE INSTRUKCJA MONTAŻU
 KASETONY ELEWACYJNE INSTRUKCJA MONTAŻU INSTRUKCJA MONTAŻU KASETONU ELEWACYJNEGO 1. Przeznaczenie Kasetony elewacyjne produkcji BLACHPROFIL 2 Sp. z o.o. mogą być stosowane jako obudowy ścian zewnętrznych
KASETONY ELEWACYJNE INSTRUKCJA MONTAŻU INSTRUKCJA MONTAŻU KASETONU ELEWACYJNEGO 1. Przeznaczenie Kasetony elewacyjne produkcji BLACHPROFIL 2 Sp. z o.o. mogą być stosowane jako obudowy ścian zewnętrznych
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak
 Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
Laserowe technologie wielowiązkowe oraz dynamiczne formowanie wiązki 25 październik 2017 Grzegorz Chrobak Nasdaq: IPG Photonics(IPGP) Zasada działania laserów włóknowych Modułowość laserów włóknowych IPG
ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F
 ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F Wstęp Roboty przemysłowe FANUC Robotics przeznaczone są dla szerokiej gamy zastosowań, takich jak spawanie ( Spawanie to jedno z najczęstszych zastosowań robotów.
ROBOTY PRZEMYSŁOWE LABORATORIUM FANUC S-420F Wstęp Roboty przemysłowe FANUC Robotics przeznaczone są dla szerokiej gamy zastosowań, takich jak spawanie ( Spawanie to jedno z najczęstszych zastosowań robotów.
PL B1. FOBOS INVEST SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Sztum, PL BUP 11/09
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 208819 (13) B1 (21) Numer zgłoszenia: 383774 (51) Int.Cl. B65B 29/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 15.11.2007
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 208819 (13) B1 (21) Numer zgłoszenia: 383774 (51) Int.Cl. B65B 29/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 15.11.2007
P R O D U K C J A - 2014
 F O L D E R M A S Z Y N P R O D U K C J A - 2014 ZGRZEWARKI LINIOWE SERIA ZGL Optima Zgrzewarki liniowe z serii ZGL Optima, przeznaczone do zamykania opakowao termozgrzewalnych ( folia, foliopapiery, opakowania
F O L D E R M A S Z Y N P R O D U K C J A - 2014 ZGRZEWARKI LINIOWE SERIA ZGL Optima Zgrzewarki liniowe z serii ZGL Optima, przeznaczone do zamykania opakowao termozgrzewalnych ( folia, foliopapiery, opakowania
WZORU UŻYTKOWEGO PL Y BUP 18/12. IKER MIROSŁAW F.P.H.U. IKER, Żary, PL WUP 10/13. MIROSŁAW IKER, Żary, PL
 PL 66769 Y1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119780 (22) Data zgłoszenia: 22.02.2011 (19) PL (11) 66769 (13) Y1
PL 66769 Y1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119780 (22) Data zgłoszenia: 22.02.2011 (19) PL (11) 66769 (13) Y1
Zgrzewanie oporowe.
 Zgrzewanie oporowe www.pawlak-automatyka.pl wersja dokumentu: 1.0 data publikacji: 17 lutego 2014 Wstęp Zgrzewanie oporowe jest najpopularniejszą, najtańszą i najwydajniejszą metodą nierozłącznego spajania
Zgrzewanie oporowe www.pawlak-automatyka.pl wersja dokumentu: 1.0 data publikacji: 17 lutego 2014 Wstęp Zgrzewanie oporowe jest najpopularniejszą, najtańszą i najwydajniejszą metodą nierozłącznego spajania
Poziom kleju poniżej rolki klejowej, zabezpieczony przed wypłynięciem. Możliwe również zastosowanie kleju poliurytanowego.
 WWW..PL Typ: Jednostronna okleiniarka wąskich płaszczyzn w "prawym" wykonaniu. Producent: BRANDT Model: OPTIMAT KDF 660 C Rok produkcji: 2003 1. CECHY MASZYNY Poziom kleju poniżej rolki klejowej, zabezpieczony
WWW..PL Typ: Jednostronna okleiniarka wąskich płaszczyzn w "prawym" wykonaniu. Producent: BRANDT Model: OPTIMAT KDF 660 C Rok produkcji: 2003 1. CECHY MASZYNY Poziom kleju poniżej rolki klejowej, zabezpieczony
Załącznik nr 1. Formularz oferty FORMULARZ OFERTY
 Załącznik nr 1. Formularz oferty FORMULARZ OFERTY W odpowiedzi na Zapytanie ofertowe nr 1/2017 z dnia 20 stycznia 2017 r. na potrzeby realizacji projektu pn. "Wprowadzenie nowej generacji maszyn do recyklingu
Załącznik nr 1. Formularz oferty FORMULARZ OFERTY W odpowiedzi na Zapytanie ofertowe nr 1/2017 z dnia 20 stycznia 2017 r. na potrzeby realizacji projektu pn. "Wprowadzenie nowej generacji maszyn do recyklingu
Zapytanie ofertowe ZAPRASZA DO SKŁADANIA OFERT
 Karczew, dnia 12.05.2015 r. Zapytanie ofertowe z siedzibą przy, ubiega się o dofinansowanie w ramach Programu Regionalnego Programu Operacyjnego Województwa Mazowieckiego 2007-2013 1.5 Rozwój przedsiębiorczości
Karczew, dnia 12.05.2015 r. Zapytanie ofertowe z siedzibą przy, ubiega się o dofinansowanie w ramach Programu Regionalnego Programu Operacyjnego Województwa Mazowieckiego 2007-2013 1.5 Rozwój przedsiębiorczości
PL 217636 B1. ECKERT TADEUSZ, Kunice, PL 21.11.2011 BUP 24/11. TADEUSZ ECKERT, Kunice, PL 29.08.2014 WUP 08/14 RZECZPOSPOLITA POLSKA
 PL 217636 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217636 (13) B1 (21) Numer zgłoszenia: 391165 (51) Int.Cl. B23Q 35/12 (2006.01) B23K 10/00 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 217636 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217636 (13) B1 (21) Numer zgłoszenia: 391165 (51) Int.Cl. B23Q 35/12 (2006.01) B23K 10/00 (2006.01) Urząd Patentowy Rzeczypospolitej
Laboratorium Dużych Odkształceń Plastycznych CWS
 Laboratorium Dużych Odkształceń Plastycznych CWS W Katedrze Przeróbki Plastycznej i Metaloznawstwa Metali Nieżelaznych AGH utworzono nowoczesne laboratorium, które wyposażono w oryginalną w skali światowej
Laboratorium Dużych Odkształceń Plastycznych CWS W Katedrze Przeróbki Plastycznej i Metaloznawstwa Metali Nieżelaznych AGH utworzono nowoczesne laboratorium, które wyposażono w oryginalną w skali światowej
PL B1. MAGNETO SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Częstochowa, PL BUP 10/12
 PL 220740 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220740 (13) B1 (21) Numer zgłoszenia: 396093 (51) Int.Cl. B21D 28/14 (2006.01) B26F 1/44 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 220740 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220740 (13) B1 (21) Numer zgłoszenia: 396093 (51) Int.Cl. B21D 28/14 (2006.01) B26F 1/44 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
DEFECTOTHERM System czujnikowy T 60 2.863
 DEFECTOTHERM System czujnikowy T 60 2.863 System czujnikowy T 60 z prowadnicami System czujnikowy do testowania drutu na gorąco do temperatury 1200 C Do drutu lub prętów o średnicy od około 5 mm do 60
DEFECTOTHERM System czujnikowy T 60 2.863 System czujnikowy T 60 z prowadnicami System czujnikowy do testowania drutu na gorąco do temperatury 1200 C Do drutu lub prętów o średnicy od około 5 mm do 60
Prosimy o zapoznanie się z zapytaniami umieszczonymi na stronach 2-10 niniejszego dokumentu.
 INFORMACJE O PRZETARGACH z siedz., ogłasza informacje o przetargach. Prosimy o zapoznanie się z zapytaniami umieszczonymi na stronach 2-10 niniejszego dokumentu.,, Strona 1 z 10 Wieleń, 07.11.2016 r. Zapytanie
INFORMACJE O PRZETARGACH z siedz., ogłasza informacje o przetargach. Prosimy o zapoznanie się z zapytaniami umieszczonymi na stronach 2-10 niniejszego dokumentu.,, Strona 1 z 10 Wieleń, 07.11.2016 r. Zapytanie
ZAPYTANIE OFERTOWE W SPRAWIE ZAMÓWIENIA NA
 ZAPYTANIE OFERTOWE W SPRAWIE ZAMÓWIENIA NA kompleksową dostawę, montaż i uruchomienie zestawu maszyn i urządzeń do wytwarzania ościeżnic okiennych z tworzywa sztucznego Grajewo 22.06.2012 1. Nazwa i adres
ZAPYTANIE OFERTOWE W SPRAWIE ZAMÓWIENIA NA kompleksową dostawę, montaż i uruchomienie zestawu maszyn i urządzeń do wytwarzania ościeżnic okiennych z tworzywa sztucznego Grajewo 22.06.2012 1. Nazwa i adres
Urządzenia do produkcji kanałów i kształtek okrągłych
 MASZYNY BLACHARSKIE Urządzenia do produkcji kanałów i kształtek okrągłych since 1956 Maszyny blacharskie SPIRO INTERNATIONAL. Gwarancja najwyższej jakości. Centrum dobrego klimatu www.centrumklima.pl Spiro
MASZYNY BLACHARSKIE Urządzenia do produkcji kanałów i kształtek okrągłych since 1956 Maszyny blacharskie SPIRO INTERNATIONAL. Gwarancja najwyższej jakości. Centrum dobrego klimatu www.centrumklima.pl Spiro
Akumulatorowe układy zapłonowe
 Akumulatorowe układy zapłonowe 1 Akumulatorowe układy zapłonowe Układy zapłonowe silników spalinowych w silnikach ZI służą do wytworzenia wyładowania iskrowego wewnątrz komory spalania silnika. Stosowane
Akumulatorowe układy zapłonowe 1 Akumulatorowe układy zapłonowe Układy zapłonowe silników spalinowych w silnikach ZI służą do wytworzenia wyładowania iskrowego wewnątrz komory spalania silnika. Stosowane
PROSTOWANIE NACIĄGOWE DLA LINII GALWANIZUJĄCYCH
 DLA LINII GALWANIZUJĄCYCH 1 2 Wprowadzenie: naciągowe stanowisko prostownicze ZH-MR Walcarka wykańczająca serii ZH Naciągowa prostownica do blach serii MR Zespół napędowy z dyferencjałami mechanicznymi
DLA LINII GALWANIZUJĄCYCH 1 2 Wprowadzenie: naciągowe stanowisko prostownicze ZH-MR Walcarka wykańczająca serii ZH Naciągowa prostownica do blach serii MR Zespół napędowy z dyferencjałami mechanicznymi
Informacje dotyczące urządzenia
 Triumph 2 Informacje dotyczące urządzenia SPIS TREŚCI: OPIS I PODSTAWOWE CECHY SCHEMAT ROZMIESZCZENIOWY DANE TECHNICZNE ZNAMIONOWE KONFIGURACJA Sealed Air Polska Sp.zo.o. Duchnice, ul. Ożarowska 28A 05-850
Triumph 2 Informacje dotyczące urządzenia SPIS TREŚCI: OPIS I PODSTAWOWE CECHY SCHEMAT ROZMIESZCZENIOWY DANE TECHNICZNE ZNAMIONOWE KONFIGURACJA Sealed Air Polska Sp.zo.o. Duchnice, ul. Ożarowska 28A 05-850