JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH
|
|
|
- Edward Góra
- 6 lat temu
- Przeglądów:
Transkrypt


1 CENTRUM DIAGNOSTYKI w WARSZAWIE V KONFERENCJĘ NAUKOWO TECHNICZNĄ SPAWALNICTWO DRÓG SZYNOWYCH - CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz KRAKÓW maja 2013 r. 1
2 Trudności techniczne i technologiczne spajania szyn metodami spawalniczymi wynikają głównie z następujących powodów: -składu chemicznego stali stosowanych do wytwarzania szyn, -wielkości przekroju poprzecznego i profilu szyn, - wysokich wymagań stawianych złączom łączącym szyny, -wymagania dużej powtarzalności parametrów procesu spajania, gwarantującej powtarzalność właściwości złączy. W praktyce łączenie szyn sprowadza się do dwu metod: elektrycznego zgrzewania doczołowego iskrowego, spawania termitowego, spawania łukowego (metoda stosowana doraźnie ). 2


3 Zgrzewanie iskrowe doczołowe Proces zgrzewania prowadzi się na zgrzewarkach stacjonarnych lub zgrzewarkach samojezdnych w torze. Procesy zgrzewania są zautomatyzowane i składają się z następujących etapów : Nagrzewanie składające się z dwu faz : zasadnicze podgrzewanie impulsowe (prąd podawany jest w postaci impulsów), nagrzewanie ciągłe, przez wyiskrzanie Spęczanie; polega na dociśnięciu nagrzanych szyn. Początkowo proces ten odbywa się przy przepływie prądu i z dużą prędkością dosuwu, a następnie bez prądu z malejącą prędkością dosuwu, 3





4 Obcinanie wypływki ze złącza odbywa się na zgrzewarce. Obcinanie wypływki jest zabiegiem bardzo ważnym w procesie zgrzewania szyn 4



5 5




6 Twardość HV 30 Linia zgrzania ,7 8,5 12,7 16,3 20,1 24,3 29,9 40,1 49,8 Odległość od linii zgrzania [mm] Spawanie termitowe 6




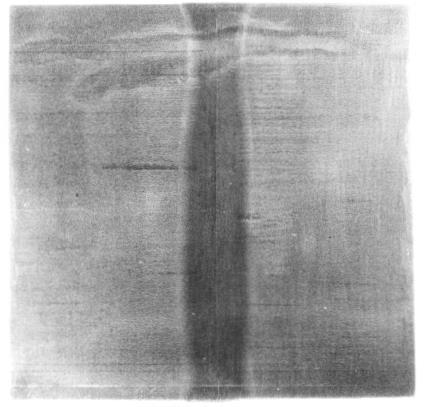
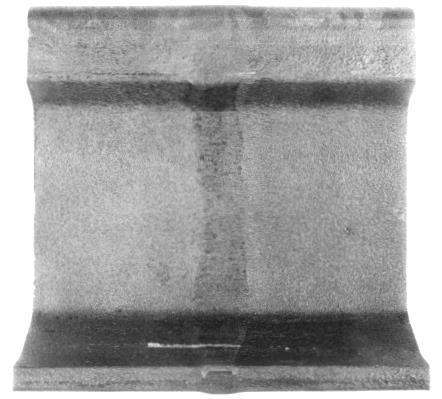
7 Przy spawaniu termitowym stosuje się dwa rodzaje form dostosowanych do odstępu pomiędzy łączonymi szynami. W praktyce stosuje się odstęp 10 mm i 75 mm. Obcinanie wypływów spawalniczych przeprowadza się przy pomocy specjalnych obcinarek. 7


8 Materiał C Mn Si P S zawartość pierwiastków w % szyna 0,77 0,93 0,34 0,027 0,025 Spoina termitowa 0,56 0,89 0,28 0,023 0,006 Rozkład twardości w złączu spawanym termitowo przy odstępie końców szyn 75 mm 8
9 Twardość HV 30 Oś spoiny Linia wtopu Twardości w złączu spawanym termitowo przy odstępie końców szyn 24 mm ,3 12,6 21,9 25,4 28,9 34, ,8 57,4 64,8 72,1 241 Odległość od osi spoiny [mm] 0 3,5 9,2 13,8 17,8 26,6 30,2 37,7 45 Odległość od linii wtopu [mm] Warunkiem uzyskania poprawnego złącza zgrzewanego jest ścisłe przestrzeganie technologii procesu zgrzewania i utrzymywanie wszystkich urządzeń technologicznych w pełnej sprawności. Istotną zaletą tej metody łączenia szyn jest maksymalne wyeliminowanie chwilowej dyspozycji oraz indywidualnych umiejętności manualnych pracowników bezpośrednio realizujących proces zgrzewania, a także możliwość ograniczenia badań kontrolnych i odbiorczych do niezbędnego minimum dzięki ciągłemu monitorowaniu procesu i rejestracji parametrów. 9
.")
10 Spawanie elektryczne stosuje się głównie do trwałego łączenia elementów nawierzchni szynowej w miejscach trudnodostępnych gdzie nie jest możliwe spawanie termitowe lub zgrzewanie. Spoina wykonana elektrycznie półautomatem, drutem proszkowym (przed obróbką). W oparciu o przeprowadzoną analizę i wyniki badań złączy bezstykowych szyn można stwierdzić, że badane metody łączenia szyn, mimo zasygnalizowanych ograniczeń, pozwalają uzyskiwać złącza, których SWC nie stanowi karbu strukturalnego obniżającego ich właściwości; Metody łączenia szyn są opanowane przez krajowych wykonawców pracujących dla potrzeb PKP, którzy dysponują odpowiednim wyposażeniem na poziomie światowym oraz posiadają wieloletnie doświadczenie. 10
11 Złącza szyn zgrzewane elektrycznie oporowo iskrowo stanowią pełnowartościowy odcinek szyny i nie obniżają właściwości użytkowych toru kolejowego. W przypadku łączenia szyn metodą zgrzewania o jakości złącza decyduje przede wszystkim zastosowane urządzenie wraz z oprzyrządowaniem. W mniejszym stopniu na jakość połączenia ma wpływ człowiek. Złącza szyn spawane termitowo, nawet przy powiększonym (do 75 mm) odstępie końców szyn nie wykazują niekorzystnych zmian struktury w SWC, które mogłyby być przyczyną obniżenia właściwości użytkowych toru kolejowego. 11
12 Warunkiem uzyskania poprawnie wykonanego złącza spawanego termitowo jest ścisłe przestrzeganie technologii procesu oraz stosowanie odpowiednich materiałów i oprzyrządowania, które są obecnie łatwo dostępne w kraju. Łączenie termitowe szyn poza właściwym zastosowanie odpowiednich materiałów dodatkowych wykorzystywanych podczas wykonywania spoiny w znacznym stopniu zależy od umiejętności spawacza i jego doświadczenia. Dużą zaletą technologii spawania termitowego jest mała ilość sprzętu niezbędna do wykonania złącza spawanego oraz możliwość dostarczenia tego sprzętu i materiałów na miejsce robót nie koniecznie pojazdem szynowym (wózek motorowy z przyczepami) lecz również samochodem drogą dojazdową lub innym środkiem transportu nie poruszającym się po torach. 12
13 Sytuacja taka pozwala na wykonanie spoiny termitowej bez konieczności zamykania toru dla ruchu, podczas gdy inne metody łączenia szyn przy pomocy maszyn poruszających się po torach wymagają zamknięć toru (zwłaszcza zgrzewarka torowa) w celu wykonania złącza szynowego. Obecnie stosowane metody termitowego spawania z krótkim czasem podgrzewania pozwalają na wykonanie złącza w czasie od 12 do 15 min., co z reguły nie wymaga zamknięcia torowego. Spawanie elektryczne stosuje się głównie do trwałego łączenia elementów nawierzchni szynowej w miejscach trudnodostępnych gdzie nie jest możliwe spawanie termitowe lub zgrzewanie. Technologia ta wymaga posiadania przez spawaczy bardzo wysokich kwalifikacji i odpowiedniego przeszkolenia do wykonywania tego typu prac spawalniczych 13
14 Można więc stwierdzić, że wysoka jakość bezstykowych połączeń szyn gwarantująca bezpieczeństwo ruchu pociągów wymaga stosowania przy wykonywaniu złączy sprawnych urządzeń, właściwego doboru materiałów pomocniczych i wysoko wykwalifikowanych operatorów. Spełnienie tych wymagań można uzyskać przez certyfikowanie zarówno urządzeń, materiałów pomocniczych jak też operatorów i spawaczy. 14



15 Dziękuję za uwagę 15
JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH
 JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz 1 1. WSTĘP Zasadniczym elementem nowoczesnej nawierzchni kolejowej jest tor bezstykowy, który stanowi dowolna ilość szyn trwale i nierozłącznie
JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz 1 1. WSTĘP Zasadniczym elementem nowoczesnej nawierzchni kolejowej jest tor bezstykowy, który stanowi dowolna ilość szyn trwale i nierozłącznie
NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN TOOLS TO REMOVE WELDING FLASH WHILE JOINING JOINTLESS RAILS
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN Roman Wielgosz * STRESZCZENIE:
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO NARZĘDZIA DO USUWANIA WYPŁYWÓW SPAWALNICZYCH PRZY ŁĄCZENIU SZYN Roman Wielgosz * STRESZCZENIE:
Badania laboratoryjne próbek złączy szynowych, z gatunku stali R350HT
 Badania laboratoryjne próbek złączy szynowych, z gatunku stali R350HT Zenon NEGOWSKI PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie www.plk-sa.pl Warszawa - Kraków, 15-17 maja 2013 r.
Badania laboratoryjne próbek złączy szynowych, z gatunku stali R350HT Zenon NEGOWSKI PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie www.plk-sa.pl Warszawa - Kraków, 15-17 maja 2013 r.
Zarządca narodowej sieci linii kolejowych. SPAWANIE TERMITOWE METODĄ SkV. POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A.
 POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A. KRAKÓW, 15 17.05.2013 r. Mgr inż. /EWE,IWE/ Władysław Grzechowiak PKP PLK S. A. CENTRUM DIAGNOSTYKI Dział Spawalnictwa, Badań i Odbiorów Nawierzchni
POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A. KRAKÓW, 15 17.05.2013 r. Mgr inż. /EWE,IWE/ Władysław Grzechowiak PKP PLK S. A. CENTRUM DIAGNOSTYKI Dział Spawalnictwa, Badań i Odbiorów Nawierzchni
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie Warszawa (Miedzeszyn Hotel BOSS), maja 2016 r.
, maja 2016 r.") Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
V OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH CZY CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA?
 V OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH CZY CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA? ROZWAŻANIA NA TEMAT PRZEWODNI KONFERENCJI CZY CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA?
V OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH CZY CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA? ROZWAŻANIA NA TEMAT PRZEWODNI KONFERENCJI CZY CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA?
VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych. Warszawa, maja 2016 r.
 VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Warszawa, 11-13 maja 2016 r. ZARZĄD SPÓŁKI ANTONI JASIŃSKI CZŁONEK ZARZĄDU DYREKTOR DS.
VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Warszawa, 11-13 maja 2016 r. ZARZĄD SPÓŁKI ANTONI JASIŃSKI CZŁONEK ZARZĄDU DYREKTOR DS.
TYTUŁ: Zgrzewanie szyn kolejowych Vignole`a i szyn tramwajowych zgrzewarką dwudrogową z głowicą AMS 100.
 TYTUŁ: Zgrzewanie szyn kolejowych Vignole`a i szyn tramwajowych zgrzewarką dwudrogową z głowicą AMS 100. AUTOR: Władysław Grzechowiak PKP PLK S.A. Centrum Diagnostyki Warszawa STRESZCZENIE: W artykule
TYTUŁ: Zgrzewanie szyn kolejowych Vignole`a i szyn tramwajowych zgrzewarką dwudrogową z głowicą AMS 100. AUTOR: Władysław Grzechowiak PKP PLK S.A. Centrum Diagnostyki Warszawa STRESZCZENIE: W artykule
Zarządca narodowej sieci linii kolejowych. Łukasz WILCZYŃSKI* Mariusz MASTALERZ*
 Łukasz WILCZYŃSKI* Mariusz MASTALERZ* Wpływ urządzeń pomiarowych na jakość połączeń szynowych wykonywanych w *mgr inż. Łukasz WILCZYŃSKI PKP PLK S.A - Centrum Diagnostyki *mgr inż. Mariusz MASTALERZ PKP
Łukasz WILCZYŃSKI* Mariusz MASTALERZ* Wpływ urządzeń pomiarowych na jakość połączeń szynowych wykonywanych w *mgr inż. Łukasz WILCZYŃSKI PKP PLK S.A - Centrum Diagnostyki *mgr inż. Mariusz MASTALERZ PKP
Procedura: Dopuszczenia wykonawców prac spawalniczych na sieci kolejowej zarządzanej przez PKP Polskie Linie Kolejowe S.A.
 Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
CONTACTLESS JOINING OF RAILWAY RAILS
 ROMAN WIELGOSZ ŁĄCZENIE BEZSTYKOWYCH SZYN KOLEJOWYCH CONTACTLESS JOINING OF RAILWAY RAILS S t r e s z c z e n i e A b s t r a c t W artykule podano metody bezstykowego łączenia szyn kolejowych. Przedstawiono
ROMAN WIELGOSZ ŁĄCZENIE BEZSTYKOWYCH SZYN KOLEJOWYCH CONTACTLESS JOINING OF RAILWAY RAILS S t r e s z c z e n i e A b s t r a c t W artykule podano metody bezstykowego łączenia szyn kolejowych. Przedstawiono
Bezpieczeństwo bezstykowych złączy szynowych
 VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Bezpieczeństwo bezstykowych złączy szynowych Roman Olgierd Wielgosz Warszawa 11-13 maja
VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Bezpieczeństwo bezstykowych złączy szynowych Roman Olgierd Wielgosz Warszawa 11-13 maja
CERTYFIKACJA ZAKŁADÓW WYKONUJĄCYCH PRACE SPAWALNICZE W ZAKRESIE NAWIERZCHNI KOLEJOWYCH W NIEMCZECH
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO CERTYFIKACJA ZAKŁADÓW WYKONUJĄCYCH PRACE SPAWALNICZE W ZAKRESIE NAWIERZCHNI KOLEJOWYCH
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO CERTYFIKACJA ZAKŁADÓW WYKONUJĄCYCH PRACE SPAWALNICZE W ZAKRESIE NAWIERZCHNI KOLEJOWYCH
ZGRZEWANIE SZYN NOWYCH ZGRZEWARKAMI TOROWYMI ZGODNIE Z WYMAGANIAMI NORMY PN-EN 14587-2:2009
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO ZGRZEWANIE SZYN NOWYCH ZGRZEWARKAMI TOROWYMI ZGODNIE Z WYMAGANIAMI NORMY PN-EN 14587-2:2009
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO ZGRZEWANIE SZYN NOWYCH ZGRZEWARKAMI TOROWYMI ZGODNIE Z WYMAGANIAMI NORMY PN-EN 14587-2:2009
SPOTKANIE członków kół SITK RP w Klubie SITK RP przy PKP PLK S.A. Centrum Diagnostyki
 Cel prezentacji: przedstawienie zadań Działu Spawalnictwa, Odbiorów i Badań Nawierzchni Kolejowej w zakresie badań laboratoryjnych spawalniczych złączy szynowych wykonywanych w torach PKP PLK S.A. Badania
Cel prezentacji: przedstawienie zadań Działu Spawalnictwa, Odbiorów i Badań Nawierzchni Kolejowej w zakresie badań laboratoryjnych spawalniczych złączy szynowych wykonywanych w torach PKP PLK S.A. Badania
Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO
 Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO Miedzeszyn, 13.05.2016 Autor: PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie mgr inż. Mariusz
Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO Miedzeszyn, 13.05.2016 Autor: PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie mgr inż. Mariusz
24 września 2007 r r. 1 marca 2005 r. 1 czerwca 2005 r. 4 czerwca 2012 r. 15 grudnia r. 6 kwietnia 2009 r. 1 stycznia r.
 WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 24 września Przepis
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 24 września Przepis
Normy przywołane do norm zharmonizowanych do. Dyrektywa 97/23/WE
 Normy przywołane do norm zharmonizowanych do Dyrektywa 97/23/WE PN-EN 473:2002 Numer: PN-EN ISO/IEC 17024:2004 Tytuł: Ocena zgodności -- Ogólne wymagania dotyczące jednostek certyfikujących osoby Data
Normy przywołane do norm zharmonizowanych do Dyrektywa 97/23/WE PN-EN 473:2002 Numer: PN-EN ISO/IEC 17024:2004 Tytuł: Ocena zgodności -- Ogólne wymagania dotyczące jednostek certyfikujących osoby Data
Procedura: Dopuszczenia wykonawców prac spawalniczych na sieci kolejowej zarządzanej przez PKP Polskie Linie Kolejowe S.A.
 Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
Normy przywołane do norm zharmonizowanych do. Dyrektywa 87/404/EWG
 Normy przywołane do norm zharmonizowanych do Dyrektywa 87/404/EWG PN-EN 1011-1:2001 Numer: PN-EN 287-1:2007 Tytuł: Egzamin kwalifikacyjny spawaczy -- Spawanie -- Część 1: Stale Data zatwierdzenia: 2007-02-16
Normy przywołane do norm zharmonizowanych do Dyrektywa 87/404/EWG PN-EN 1011-1:2001 Numer: PN-EN 287-1:2007 Tytuł: Egzamin kwalifikacyjny spawaczy -- Spawanie -- Część 1: Stale Data zatwierdzenia: 2007-02-16
ZGRZEWANIE SZYN ZGRZEWARKAMI DWUDROGOWYMI
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO ZGRZEWANIE SZYN ZGRZEWARKAMI DWUDROGOWYMI Władysław Grzechowiak, Piotr Wróblewski STRESZCZENIE:
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO ZGRZEWANIE SZYN ZGRZEWARKAMI DWUDROGOWYMI Władysław Grzechowiak, Piotr Wróblewski STRESZCZENIE:
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH
 EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
24 września 2007 r r. 14 czerwca 2015 r. 31 marca 2015 r. 1 marca 2005 r. 1 czerwca 2005 r. 4 czerwca 2012 r. 09 marca 2015 r.
 WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 24 września 2007
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 24 września 2007
r r r r r r r.
 WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 Przepis
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 Przepis
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Czy certyfikacja jest gwarancją bezpieczeństwa? Kraków, 16 maja 2013 r.
 Czy certyfikacja jest gwarancją bezpieczeństwa? Kraków, 16 maja 2013 r. Strona 2 Nasze motto na dziś: czy certyfikacja jest gwarancją bezpieczeństwa? Bezpieczeństwo w ruchu kolejowym oznacza dla nas jako
Czy certyfikacja jest gwarancją bezpieczeństwa? Kraków, 16 maja 2013 r. Strona 2 Nasze motto na dziś: czy certyfikacja jest gwarancją bezpieczeństwa? Bezpieczeństwo w ruchu kolejowym oznacza dla nas jako
01 września 2015 r r. 14 czerwca 2015 r. 31 marca 2015 r. 1 marca 2005 r. 1 czerwca 2005 r. 4 czerwca 2012 r. 09 marca 2015 r.
 WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 01 września Przepis
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 01 września Przepis
ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN
 ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN Janusz KAŁUŻA Ostrożność nie jest tchórzostwem lekkomyślność nie jest bohaterstwem www.plk-sa.pl Kraków, 15 17 maj 2013 r. 1 Spis treści:
ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN Janusz KAŁUŻA Ostrożność nie jest tchórzostwem lekkomyślność nie jest bohaterstwem www.plk-sa.pl Kraków, 15 17 maj 2013 r. 1 Spis treści:
PL B1. DOLNOŚLĄSKIE PRZEDSIĘBIORSTWO NAPRAW INFRASTRUKTURY KOMUNIKACYJNEJ DOLKOM SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Wrocław, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207429 (13) B1 (21) Numer zgłoszenia: 370620 (51) Int.Cl. B23P 21/00 (2006.01) E01B 29/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207429 (13) B1 (21) Numer zgłoszenia: 370620 (51) Int.Cl. B23P 21/00 (2006.01) E01B 29/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
Porządek spotkania: 1.Klub się przedstawia, czyli garść informacji o działalności Klubu, 2.Nakreślenie krótkiej charakterystyki MIĘDZYZAKŁADOWY
 STOWARZYSZENIE INŻYNIERÓW I TECHNIKÓW KOMUNIKACJI RP ODDZIAŁ w WARSZAWIE KLUB MIĘDZYZAKŁADOWY przy PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie 01-221 WARSZAWA, ul. Tunelowa 2 Spotkania
STOWARZYSZENIE INŻYNIERÓW I TECHNIKÓW KOMUNIKACJI RP ODDZIAŁ w WARSZAWIE KLUB MIĘDZYZAKŁADOWY przy PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie 01-221 WARSZAWA, ul. Tunelowa 2 Spotkania
Procedura: Dopuszczenia wykonawców prac spawalniczych na sieci kolejowej zarządzanej przez PKP Polskie Linie Kolejowe S.A.
 Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
Spis treści 1. Cel i zakres procedury... 3 2. Zobowiązania wykonawcy... 3 3. Wymagania dla personelu spawalniczego oraz nadzorującego prace spawalnicze... 5 4. Procedura uzyskiwania dopuszczenia... 5 5.
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
Roboty kolejowe. Park maszynowy. Zgrzewarka dwudrogowa szyn DAF XF 95 Welderliner
 Skanska S.A. www.skanska.pl Więcej informacji: Michał Tichy Kierownik Bazy tel. +48 797 019 146 michal.tichy@skanska.pl Data aktualizacji: 01-06-2017 Roboty kolejowe Park maszynowy Zgrzewarka dwudrogowa
Skanska S.A. www.skanska.pl Więcej informacji: Michał Tichy Kierownik Bazy tel. +48 797 019 146 michal.tichy@skanska.pl Data aktualizacji: 01-06-2017 Roboty kolejowe Park maszynowy Zgrzewarka dwudrogowa
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE r r r r.
 WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 Przepis
WYKAZ INSTRUKCJI WEWNĘTRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. ZAMIESZCZONYCH W INTERNECIE L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 Przepis
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Określenie warunków umowy poprzez:
 PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Wniosek podmiotu zainteresowanego zawarciem umowy licencyjnej (np. użytkownika bocznicy, przewoźnika kolejowego,etc.)
PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Wniosek podmiotu zainteresowanego zawarciem umowy licencyjnej (np. użytkownika bocznicy, przewoźnika kolejowego,etc.)
CZYNNIKI WPŁYWAJĄCE NA POTRZEBĘ PROFILOWANIA SZYN W UTRZYMANIU NAWIERZCHNI KOLEJOWEJ. Grzegorz Stencel
 CZYNNIKI WPŁYWAJĄCE NA POTRZEBĘ PROFILOWANIA SZYN W UTRZYMANIU NAWIERZCHNI KOLEJOWEJ Grzegorz Stencel Dlaczego wykonuje się profilowanie szyn? Czynniki wpływające na potrzebę profilowania: Czynniki wpływające
CZYNNIKI WPŁYWAJĄCE NA POTRZEBĘ PROFILOWANIA SZYN W UTRZYMANIU NAWIERZCHNI KOLEJOWEJ Grzegorz Stencel Dlaczego wykonuje się profilowanie szyn? Czynniki wpływające na potrzebę profilowania: Czynniki wpływające
KRZYŻOWNICE STAŁE ZE STALIWA MANGANOWEGO
 ZE STAŁE 01-04 SWITCH TO THE RIGHT TRACK VAE GmbH Alpinestraße 1, 8740 Zeltweg Austria telefon: 00 43 (3577) 750-306 sprawy finansowe, dotyczace nadzoru, sprawy miedzynarodowe telefaks: 00 43 3577 751-209
ZE STAŁE 01-04 SWITCH TO THE RIGHT TRACK VAE GmbH Alpinestraße 1, 8740 Zeltweg Austria telefon: 00 43 (3577) 750-306 sprawy finansowe, dotyczace nadzoru, sprawy miedzynarodowe telefaks: 00 43 3577 751-209
Konstrukcje spawane Welded constructions
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Przepis wewnętrzny wprowadzajacy. Nazwa przepisu Zarządzenie Zarządu Nr 52/ r. możliwy wydruk
 L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 r. Przepis wewnętrzny wprowadzajacy Nazwa przepisu Nr 52/2015 Data Uwagi 1.12.2015 r. możliwy
L.p. Symbol Nazwa instrukcji Obowiązuje od 1. Ir-1 (R-1) Instrukcja o prowadzeniu ruchu pociągów 13.12.2015 r. Przepis wewnętrzny wprowadzajacy Nazwa przepisu Nr 52/2015 Data Uwagi 1.12.2015 r. możliwy
Materiałoznawstwo i obróbka cieplna w spawalnictwie Material science and heat treatment in welding. Liczba godzin/tydzień: 2W E, 2L,1C
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium, ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium, ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
OPIS PRZEDMIOTU ZAMÓWIENIA 3. CPV Wymogi techniczne Zgodnie z załącznikiem nr 1
 Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Konstrukcje spawane. Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Konstrukcje spawane Nazwa modułu w języku angielskim Welded constructions Obowiązuje
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Konstrukcje spawane Nazwa modułu w języku angielskim Welded constructions Obowiązuje
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Wykonywanie i badanie kolejowych złączy szynowych
 Problemy Kolejnictwa Zeszyt 158 (2013) 35 Wykonywanie i badanie kolejowych złączy szynowych Ireneusz MIKŁASZEWICZ 1 Streszczenie W artykule dokonano przeglądu sposobów wykonywania kolejowych złączy szynowych.
Problemy Kolejnictwa Zeszyt 158 (2013) 35 Wykonywanie i badanie kolejowych złączy szynowych Ireneusz MIKŁASZEWICZ 1 Streszczenie W artykule dokonano przeglądu sposobów wykonywania kolejowych złączy szynowych.
TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM ELEKTRODAMI ZASADOWYMI - PROJEKT
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
1. Harmonogram. Data realizacji. Godziny realizacji zajęć od-do. Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali)
") Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
Proces spawania POLETYLENU
 Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
ZAŁĄCZNIK NR 2 - LISTA KONTROLNA SPAJANIE
 Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Centrum Badań i Rozwoju Nowoczesnych Technologii
 Centrum Badań i Rozwoju Nowoczesnych Technologii GMINA NEKLA GMINA WRZEŚNIA POZNAŃ GMINA KOŁACZKOWO KONIN współpraca na linii nauka - przemysł GMINA MIŁOSŁAW GMINA PYZDRY Września, 24 marca 2017 rok Zmiany
Centrum Badań i Rozwoju Nowoczesnych Technologii GMINA NEKLA GMINA WRZEŚNIA POZNAŃ GMINA KOŁACZKOWO KONIN współpraca na linii nauka - przemysł GMINA MIŁOSŁAW GMINA PYZDRY Września, 24 marca 2017 rok Zmiany
3 OPIS OCHRONNY PL 59247
 EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA 3 OPIS OCHRONNY PL 59247 WZORU UŻYTKOWEGO [2V\ Numer zgłoszenia: 107323 Y1 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej Data zgłoszenia: 24.11.1997
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA 3 OPIS OCHRONNY PL 59247 WZORU UŻYTKOWEGO [2V\ Numer zgłoszenia: 107323 Y1 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej Data zgłoszenia: 24.11.1997
ZAPEWNIENIE JAKO CI W SPAWALNICTWIE NAWIERZCHNI SZYNOWEJ W WIETLE USTANOWIONYCH ORAZ PROJEKTOWANYCH NORM EUROPEJSKICH
 ZAPEWNIENIE JAKO CI W SPAWALNICTWIE NAWIERZCHNI SZYNOWEJ W WIETLE USTANOWIONYCH ORAZ PROJEKTOWANYCH NORM EUROPEJSKICH Hanna OPOLSKA IGA SKA, Andrzej K DZIOŁKA STRESZCZENIE: W niniejszej publikacji przedstawiamy
ZAPEWNIENIE JAKO CI W SPAWALNICTWIE NAWIERZCHNI SZYNOWEJ W WIETLE USTANOWIONYCH ORAZ PROJEKTOWANYCH NORM EUROPEJSKICH Hanna OPOLSKA IGA SKA, Andrzej K DZIOŁKA STRESZCZENIE: W niniejszej publikacji przedstawiamy
Spawalnictwo Welding technology
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
TECHNOLOGIA ZGRZEWANIA RUROWEGO POWIETRZNEGO GRUNTOWEGO WYMIENNIKA CIEPŁA. FIRMY ECOPLASTOL Sp. z o.o.
 TECHNOLOGIA ZGRZEWANIA RUROWEGO POWIETRZNEGO GRUNTOWEGO WYMIENNIKA CIEPŁA FIRMY ECOPLASTOL Sp. z o.o. SYSTEM 1. WSTĘP Produkty firmy ECOPLASTOL Sp. z o.o. są najwyższej jakości i wykonane są z najlepszych
TECHNOLOGIA ZGRZEWANIA RUROWEGO POWIETRZNEGO GRUNTOWEGO WYMIENNIKA CIEPŁA FIRMY ECOPLASTOL Sp. z o.o. SYSTEM 1. WSTĘP Produkty firmy ECOPLASTOL Sp. z o.o. są najwyższej jakości i wykonane są z najlepszych
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU NORMOWANIE PRAC SPAWALNICZYCH
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU NORMOWANIE PRAC SPAWALNICZYCH
Usługi dla przemysłu INSTYTUT SPAWALNICTWA. Polskie Spawalnicze Centrum Doskonałości
 INSTYTUT SPAWALNICTWA Polskie Spawalnicze Centrum Doskonałości Usługi dla przemysłu W Instytucie Spawalnictwa są prowadzone prace mające na celu pomoc przedsiębiorcom w stosowaniu technologii spawalniczych
INSTYTUT SPAWALNICTWA Polskie Spawalnicze Centrum Doskonałości Usługi dla przemysłu W Instytucie Spawalnictwa są prowadzone prace mające na celu pomoc przedsiębiorcom w stosowaniu technologii spawalniczych
Spawalnictwo. Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA
 KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
KURSY I SZKOLENIA Z ZAKRESU OBRÓBKI MECHANICZNEJ, ZGRZEWANIA I SPAWANIA Nowoczesne wyposażenie Laboratorium obróbki metali daje nam możliwość organizacji kursów z zakresu obróbki mechanicznej, zgrzewania
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Określenie warunków umowy poprzez:
 PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Wniosek podmiotu zainteresowanego zawarciem umowy licencyjnej (np. użytkownika bocznicy, przewoźnika kolejowego,etc.)
PODSTAWOWE ZASADY LICENCYJNE INSTRUKCJI WEWNETRZNYCH PKP POLSKIE LINIE KOLEJOWE S.A. Wniosek podmiotu zainteresowanego zawarciem umowy licencyjnej (np. użytkownika bocznicy, przewoźnika kolejowego,etc.)
ELEKTRO-THERMIT GmbH & Co. KG. Najwyższy poziom spawania termitowego i rozwiązań utrzymaniowych dla nowoczesnych kolei
 ELEKTRO-THERMIT GmbH & Co. KG Najwyższy poziom spawania termitowego i rozwiązań utrzymaniowych dla nowoczesnych kolei Kraków, 16.05.2013 Strona 2 Grupa Goldschmidt Thermit Strona 3 Elektro-Thermit, członek
ELEKTRO-THERMIT GmbH & Co. KG Najwyższy poziom spawania termitowego i rozwiązań utrzymaniowych dla nowoczesnych kolei Kraków, 16.05.2013 Strona 2 Grupa Goldschmidt Thermit Strona 3 Elektro-Thermit, członek
METODY SPAWANIA TERMITOWEGO ZE SKRÓCONYM CZASEM PODGRZEWANIA DO Ł CZENIA SZYN W TORACH SZYBKICH KOLEI
 METODY SPAWANIA TERMITOWEGO ZE SKRÓCONYM CZASEM PODGRZEWANIA DO Ł CZENIA SZYN W TORACH SZYBKICH KOLEI Władysław GRZECHOWIAK, Piotr WRÓBLEWSKI STRESZCZENIE: Przedstawiono kierunki rozwoju metod spawania
METODY SPAWANIA TERMITOWEGO ZE SKRÓCONYM CZASEM PODGRZEWANIA DO Ł CZENIA SZYN W TORACH SZYBKICH KOLEI Władysław GRZECHOWIAK, Piotr WRÓBLEWSKI STRESZCZENIE: Przedstawiono kierunki rozwoju metod spawania
PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE WYMAGAŃ NORM EUROPEJSKICH
 W ŚWIETLE WYMAGAŃ NORM EUROPEJSKICH") III Ogólnopolska Konferencja Naukowo-Techniczna SPAWALNICTWO DRÓG SZYNOWYCH oraz MATERIAŁY, WYKONAWSTWO, ODBIORY Warszawa Bochnia, 21 23 marca 2007r. PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE
III Ogólnopolska Konferencja Naukowo-Techniczna SPAWALNICTWO DRÓG SZYNOWYCH oraz MATERIAŁY, WYKONAWSTWO, ODBIORY Warszawa Bochnia, 21 23 marca 2007r. PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE
WYBRANE ASPEKTY DZIEDZINY SPAWALNICTWA. Chosen issues of the field of welding
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO WYBRANE ASPEKTY DZIEDZINY SPAWALNICTWA. Ireneusz Jasiński * STRESZCZENIE: Procesy spawalnicze
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO WYBRANE ASPEKTY DZIEDZINY SPAWALNICTWA. Ireneusz Jasiński * STRESZCZENIE: Procesy spawalnicze
ANALIZA CZYNNIKÓW WPŁYWAJĄCYCH NA ROZWÓJ WAD 227 SQUAT
 V Ogólnopolska Konferencja Techniczna SPAWALNICTWO DRÓG SZYNOWYCH 15 17.05.2013 Kraków ANALIZA CZYNNIKÓW WPŁYWAJĄCYCH NA ROZWÓJ WAD 227 SQUAT Mgr inż. Jerzy Zariczny Dr inż. Sławomir Grulkowski This presentation
V Ogólnopolska Konferencja Techniczna SPAWALNICTWO DRÓG SZYNOWYCH 15 17.05.2013 Kraków ANALIZA CZYNNIKÓW WPŁYWAJĄCYCH NA ROZWÓJ WAD 227 SQUAT Mgr inż. Jerzy Zariczny Dr inż. Sławomir Grulkowski This presentation
WŁASNO CI I STRUKTURA ZŁ CZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM
 WŁASNO CI I STRUKTURA ZŁ CZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM Roman WIELGOSZ, Hanna OPOLSKA - IGA SKA STRESZCZENIE: W pracy przedstawiono problemy zwi zane z ł czeniem szyn metod spawania łukiem
WŁASNO CI I STRUKTURA ZŁ CZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM Roman WIELGOSZ, Hanna OPOLSKA - IGA SKA STRESZCZENIE: W pracy przedstawiono problemy zwi zane z ł czeniem szyn metod spawania łukiem
ZAPYTANIE OFERTOWE - ZAŁĄCZNIK NR 1 Polska Akademia Jakości Cert Sp. z o.o.
 ZAPYTA OFERTOWE - ZAŁĄCZNIK NR 1 POZOSTAŁE DANE DOTYCZĄCE SYSTEMU ZARZĄDZANIA JAKOŚCIĄ W SPAWALNICTWIE NORMA PN-EN ISO 3834:2007 Której części normy PN-EN ISO 3834:2007 dotyczy certyfikacja? PN-EN ISO
ZAPYTA OFERTOWE - ZAŁĄCZNIK NR 1 POZOSTAŁE DANE DOTYCZĄCE SYSTEMU ZARZĄDZANIA JAKOŚCIĄ W SPAWALNICTWIE NORMA PN-EN ISO 3834:2007 Której części normy PN-EN ISO 3834:2007 dotyczy certyfikacja? PN-EN ISO
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Kryteria odbiorowe złączy spawanych w gazociągach przesyłowych
 Kryteria odbiorowe złączy spawanych w gazociągach przesyłowych Bożena Krawczyk PGNiG S.A. w Warszawie Regionalny Oddział Przesyłu w Poznaniu WSTĘP Budowane sieci gazowe w obszarze działania nie tylko Regionalnego
Kryteria odbiorowe złączy spawanych w gazociągach przesyłowych Bożena Krawczyk PGNiG S.A. w Warszawie Regionalny Oddział Przesyłu w Poznaniu WSTĘP Budowane sieci gazowe w obszarze działania nie tylko Regionalnego
SPRZĘT DO ROBÓT TOROWYCH
 Katedra Mostów i Kolei dr inż. Jacek Makuch WYKŁAD 3 i 4 SPRZĘT DO ROBÓT TOROWYCH TECHNOLOGIA ROBÓT KOLEJOWYCH studia I stopnia, specjalność ILB / DK, semestr 7 rok akademicki 2018/19 DEFINICJE sprzęt
Katedra Mostów i Kolei dr inż. Jacek Makuch WYKŁAD 3 i 4 SPRZĘT DO ROBÓT TOROWYCH TECHNOLOGIA ROBÓT KOLEJOWYCH studia I stopnia, specjalność ILB / DK, semestr 7 rok akademicki 2018/19 DEFINICJE sprzęt
NIEKTÓRE WŁASNOŚCI SPAWANYCH ZŁĄCZY MIESZANYCH STALI P91 ZE STALĄ 13HMF W STANIE NOWYM I PO DŁUGOTRWAŁEJ EKSPLOATACJI
 PL0000383 NEKTÓRE WŁASNOŚC SWANYCH ZŁĄCZY MESZANYCH STAL P91 ZE STALĄ W STANE NOWYM PO DŁUGOTRWAŁEJ EKSPLOATACJ MROSŁAW ŁOMOZK nstytut Spawalnictwa, Zakład Badań Spawalności i Konstrukcji Spawanych, Gliwice
PL0000383 NEKTÓRE WŁASNOŚC SWANYCH ZŁĄCZY MESZANYCH STAL P91 ZE STALĄ W STANE NOWYM PO DŁUGOTRWAŁEJ EKSPLOATACJ MROSŁAW ŁOMOZK nstytut Spawalnictwa, Zakład Badań Spawalności i Konstrukcji Spawanych, Gliwice
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
i nastawiaczy zgrzewania oporowego PS-03 Programy szkoleń operatorów urządzeń spawalniczych
 PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
WYKŁAD WPROWADZAJĄCY
 Katedra Mostów i Kolei dr inż. Jacek Makuch WYKŁAD WPROWADZAJĄCY TECHNOLOGIA ROBÓT KOLEJOWYCH studia I stopnia, specjalność ILB / DK, semestr 7 rok akademicki 2018/19 dr inż. Jacek Makuch budynek H3, pokój
Katedra Mostów i Kolei dr inż. Jacek Makuch WYKŁAD WPROWADZAJĄCY TECHNOLOGIA ROBÓT KOLEJOWYCH studia I stopnia, specjalność ILB / DK, semestr 7 rok akademicki 2018/19 dr inż. Jacek Makuch budynek H3, pokój
Zgrzewanie
 Zgrzewanie I LUTOWANIE Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła oraz docisku i z podgrzaniem materiału rodzimego dotemperatury mięknięcia. ZGRZEWANIE ZGRZEWANIE OPOROWE OPOROWE
Zgrzewanie I LUTOWANIE Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła oraz docisku i z podgrzaniem materiału rodzimego dotemperatury mięknięcia. ZGRZEWANIE ZGRZEWANIE OPOROWE OPOROWE
Procedura: Dopuszczenia wykonawców prac spawalniczych na sieci kolejowej zarządzanej przez PKP Polskie Linie Kolejowe S.A.
 /2019 Spis treści 1 Wstęp... 3 2. Cel i zakres procedury... 3 3 Zobowiązania Wykonawców w zakresie organizacji i utrzymywania grupy spawalniczej... 4 4 Ogólne wymagania dla personelu spawalniczego oraz
/2019 Spis treści 1 Wstęp... 3 2. Cel i zakres procedury... 3 3 Zobowiązania Wykonawców w zakresie organizacji i utrzymywania grupy spawalniczej... 4 4 Ogólne wymagania dla personelu spawalniczego oraz
Id-121. Warunki techniczne wykonania i odbioru połączeń elektrycznych do szyn elementów sieci powrotnej i urządzeń sterowania ruchem kolejowym
 Załącznik do uchwały Nr 909/2017 Zarządu PKP Polskie Linie Kolejowe S.A. z dnia 5 września 2017 r. Warunki techniczne wykonania i odbioru połączeń elektrycznych do szyn elementów sieci powrotnej i urządzeń
Załącznik do uchwały Nr 909/2017 Zarządu PKP Polskie Linie Kolejowe S.A. z dnia 5 września 2017 r. Warunki techniczne wykonania i odbioru połączeń elektrycznych do szyn elementów sieci powrotnej i urządzeń
Lepsza jakościowo stal szynowa właściwości i spawalność. Dr. Jörg Keichel / Elektro-Thermit GmbH et al
 Lepsza jakościowo stal szynowa właściwości i spawalność Dr. Jörg Keichel / Elektro-Thermit GmbH et al Strona 2 Warunki na torze obciążenia osiowe, prędkość i przemieszczanie się pociągu wzrost zużycia
Lepsza jakościowo stal szynowa właściwości i spawalność Dr. Jörg Keichel / Elektro-Thermit GmbH et al Strona 2 Warunki na torze obciążenia osiowe, prędkość i przemieszczanie się pociągu wzrost zużycia
Problemy diagnostyki szyn kolejowych w torach i rozjazdach
 Problemy diagnostyki szyn kolejowych w torach i rozjazdach Dr inż. Sławomir Grulkowski, dr inż. Zbigniew Kędra, mgr inż. Jerzy Zariczny Politechnika Gdańska, Wydział Inżynierii Lądowej i Środowiska Wady
Problemy diagnostyki szyn kolejowych w torach i rozjazdach Dr inż. Sławomir Grulkowski, dr inż. Zbigniew Kędra, mgr inż. Jerzy Zariczny Politechnika Gdańska, Wydział Inżynierii Lądowej i Środowiska Wady
PORADNIK. Łączenie tworzyw sztucznych w systemie CHEMOWENT
 PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
wymagania techniczne?
 (T, A1, FB16), Stan 0.0.006 - jakościowych wg - E ) 1 5 SPRAWDZENIE WYMAGAŃ I KON- TROLA TECHNICZNA 1 5. Czy uwzględnione są następujące aspekty ogólne? Normy na produkt Wymagania przepisów Wymagania określone
(T, A1, FB16), Stan 0.0.006 - jakościowych wg - E ) 1 5 SPRAWDZENIE WYMAGAŃ I KON- TROLA TECHNICZNA 1 5. Czy uwzględnione są następujące aspekty ogólne? Normy na produkt Wymagania przepisów Wymagania określone
ZABEZPIECZENIE PĘKNIĘTEJ LUB USZKODZONEJ SZYNY
 Załącznik nr 16 ZABEZPECZENE PĘKNĘTEJ LUB USZKODZONEJ SZYNY 1. Sposoby zabezpieczania pękniętych lub uszkodzonych szyn w torze klasycznym i bezstykowym, zależnie od rodzaju zaistniałego uszkodzenia, przedstawiono
Załącznik nr 16 ZABEZPECZENE PĘKNĘTEJ LUB USZKODZONEJ SZYNY 1. Sposoby zabezpieczania pękniętych lub uszkodzonych szyn w torze klasycznym i bezstykowym, zależnie od rodzaju zaistniałego uszkodzenia, przedstawiono
SPAWANIE ELEKTRONOWE I SPAWANIE TIG BLACH Z TYTANU TECHNICZNEGO
 DOI: 10.2478/v10077-008-0022-5 K. Szymlek Centrum Techniki Okrętowej S.A., Zakład Badawczo Rozwojowy, Ośrodek Materiałoznawstwa, Korozji i Ochrony Środowiska, Al. Rzeczypospolitej 8, 80-369 Gdańsk SPAWANIE
DOI: 10.2478/v10077-008-0022-5 K. Szymlek Centrum Techniki Okrętowej S.A., Zakład Badawczo Rozwojowy, Ośrodek Materiałoznawstwa, Korozji i Ochrony Środowiska, Al. Rzeczypospolitej 8, 80-369 Gdańsk SPAWANIE
Research & Development. Zespół R&D
 Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH
 SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH ZAWARTOŚĆ OPRACOWANIA SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH 1. Specyfikacja techniczna 2. Przedmiot specyfikacji 3.
SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH ZAWARTOŚĆ OPRACOWANIA SPECYFIKACJA TECHNICZNA WYKONANIA I ODBIORU ROBÓT BUDOWLANYCH 1. Specyfikacja techniczna 2. Przedmiot specyfikacji 3.
Komentarz Technik dróg i mostów kolejowych 311[06] Czerwiec [06] strona 1 z 14
![Komentarz Technik dróg i mostów kolejowych 311[06] Czerwiec [06] strona 1 z 14](/thumbs/60/44945118.jpg "Komentarz Technik dróg i mostów kolejowych 311[06] Czerwiec [06] strona 1 z 14") 311[06]-01-122 strona 1 z 14 strona 2 z 14 strona 3 z 14 strona 4 z 14 strona 5 z 14 strona 6 z 14 W pracy egzaminacyjnej ocenie podlegały następujące elementy: I. Tytuł pracy egzaminacyjnej. II. Założenia
311[06]-01-122 strona 1 z 14 strona 2 z 14 strona 3 z 14 strona 4 z 14 strona 5 z 14 strona 6 z 14 W pracy egzaminacyjnej ocenie podlegały następujące elementy: I. Tytuł pracy egzaminacyjnej. II. Założenia
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2)
") TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
RMD Boats, Robert Draszyński Tel: ,
 Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Zastosowanie metody Friction Stir Welding do spajania elementów odlewanych z przerobionymi plastycznie
 Zebranie Komisji Metalurgiczno Odlewniczej Polskiej Akademii Nauk 1 grudnia 2010 r. Temat referatu: Zastosowanie metody Friction Stir Welding do spajania elementów odlewanych z przerobionymi plastycznie
Zebranie Komisji Metalurgiczno Odlewniczej Polskiej Akademii Nauk 1 grudnia 2010 r. Temat referatu: Zastosowanie metody Friction Stir Welding do spajania elementów odlewanych z przerobionymi plastycznie
Przedmiotem zamówienia będzie :
 OPIS PRZEDMIOTU ZAMÓWIENIA PKP Intercity S.A. zgłasza potrzebę przeprowadzenia postępowania zakupowego na wyłonienie Wykonawcy, na świadczenie usługi utrzymania infrastruktury kolejowej na okres 24 miesięcy
OPIS PRZEDMIOTU ZAMÓWIENIA PKP Intercity S.A. zgłasza potrzebę przeprowadzenia postępowania zakupowego na wyłonienie Wykonawcy, na świadczenie usługi utrzymania infrastruktury kolejowej na okres 24 miesięcy
Techniczne uwarunkowania zapewnienia bezpieczeństwa na przejazdach kolejowo-drogowych
 Techniczne uwarunkowania zapewnienia bezpieczeństwa na przejazdach kolejowo-drogowych Autorzy: prof. dr hab. inż. Janusz Dyduch mgr inż. Jacek Paś 18.03.2015 Przejazdy Kolejowo Drogowe 2015 Nowe technologie
Techniczne uwarunkowania zapewnienia bezpieczeństwa na przejazdach kolejowo-drogowych Autorzy: prof. dr hab. inż. Janusz Dyduch mgr inż. Jacek Paś 18.03.2015 Przejazdy Kolejowo Drogowe 2015 Nowe technologie
Stal - definicja Stal
 \ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
\ Stal - definicja Stal stop żelaza z węglem,plastycznie obrobiony i obrabialny cieplnie o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali
PL B1. Stanowisko do zautomatyzowanego spawania elementów metalowych o dużych i zmiennych gabarytach
 PL 217454 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217454 (13) B1 (21) Numer zgłoszenia: 393858 (51) Int.Cl. B23K 37/00 (2006.01) B23K 37/04 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 217454 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217454 (13) B1 (21) Numer zgłoszenia: 393858 (51) Int.Cl. B23K 37/00 (2006.01) B23K 37/04 (2006.01) Urząd Patentowy Rzeczypospolitej
Spawanie w osłonie wiedzy
 XV POMORSKIE SYMPOZJUM SPAWALNICTWA XVII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Spawanie w osłonie wiedzy Gdańsk-Sobieszewo, 17 październik 2013 ArcQuality Zaawansowany system wspomagający zarządzanie jakością
XV POMORSKIE SYMPOZJUM SPAWALNICTWA XVII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Spawanie w osłonie wiedzy Gdańsk-Sobieszewo, 17 październik 2013 ArcQuality Zaawansowany system wspomagający zarządzanie jakością
Toromierz Laserowy LASERTOR XTL 2
 Toromierz Laserowy LASERTOR XTL 2 KATOWICE Marzec 2005 TOROMIERZ LASEROWY LASERTOR XTL 2 Toromierz laserowy LASERTOR XTL 2, firmy PROVENTUS Sp. z o.o. jest najnowszym urządzeniem pomiarowym, służącym do
Toromierz Laserowy LASERTOR XTL 2 KATOWICE Marzec 2005 TOROMIERZ LASEROWY LASERTOR XTL 2 Toromierz laserowy LASERTOR XTL 2, firmy PROVENTUS Sp. z o.o. jest najnowszym urządzeniem pomiarowym, służącym do