Spawanie szyn Błędy spawalnicze i ich przyczyny. M. Palka Warszawa
|
|
|
- Miłosz Domański
- 8 lat temu
- Przeglądów:
Transkrypt
1 Spawanie szyn Błędy spawalnicze i ich przyczyny
2 Przyczyny błędów spawalniczych są zróżnicowane. Najczęściej jest to kilka różnych błędów występujących w jednym procesie (spoinie) Przyczyny można podzielić na kilka kategorii głównych związanych z : Podgrzewaniem wstępnym Przesunięciem formy Obcinanie nadlewów Wilgotnością (powietrza, materiałów) Kombinacje różnych przyczyn M. Palka

 uległa zbyt dużemu powiększeniu, co wskazuje na dużą siłę uderzenia podczas odrywania.")
3 Podgrzewanie wstępne Powyższe fotografie przedstawiają połączenie spawane metodą SkV z okrągłym nadlewem technologicznym (wąsy) i odłamaną częścią stopki w miejscu nadlewów (wąsów) spełniających rolę radiatorów. Połączenie spawane podczas podgrzewania wstępnego było bardzo mocno przegrzane. Na spodniej stronie można zauważyć, że piasek formierski jest już zeszklony. Wprawdzie nie jest to błąd, ale przesłanka zbyt silnego podgrzewania wstępnego. W skutek tego powierzchnia oderwania na stopce (nadlewu) uległa zbyt dużemu powiększeniu, co wskazuje na dużą siłę uderzenia podczas odrywania. Energia skumulowana w sile uderzenia i nieprawidłowy sposób uderzenia w kierunku osi podłużnej szyny, spowodował wyłamanie stopki.

4 Podgrzewanie wstępne - Tworzenie się jam skurczowych Pęknięcie dokładnie nad środkiem (w osi) spoiny spawalniczej. Widzimy klasyczną jamę skurczową, która była przyczyną pęknięcia. Jama skurczowa ma swoje ujście w nadlewach technologicznych stopki oraz w przejściu ze stopki do szyjki. Rozciąga się aż do główki. Jamy skurczowe powstają powstaje w wyniku zmniejszenia się objętości właściwej przy przejściu odlewanego metalu ze stanu ciekłego w stały. Są one rezultatem zmniejszania się objętości ciekłego metalu i braku możliwości uzupełnienia jego niedoboru..


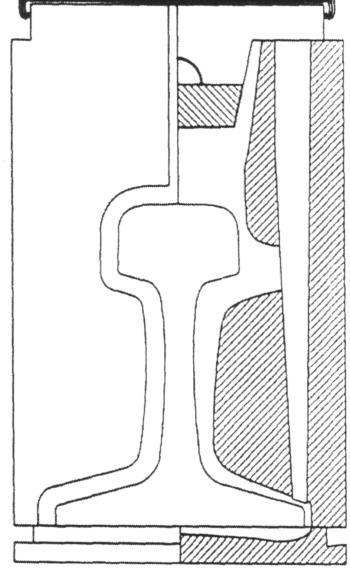
5 Przesunięcie formy W przypadku tego połączenia, forma spawalnicza została przesunięta o 13 mm. Ani płomień podgrzewający ani wpływająca stal nie mogły dotrzeć do stopki szyny. Stanowi to powód braku połączenia zespawania (wtopienia )


6 Przesunięcie formy Widoczne znaczne przesunięcie formy spawalniczej względem luzu spawalniczego Brak wtopienia w stopce.
7 Przesunięcie formy Duża liczba pęknięć złączy spawanych spowodowanych jest przesunięciem formy, tzn. sytuacji, gdzie formy spawalnicze nie są zamontowane centralnie względem luzu spawalniczego. Najczęstsze przyczyny omówione są poniżej. 1. Stopień zużycia szyn jest różny, tzn. (szyjka, obszar pod główką i nad stopką) podlegających spawaniu, znajdują się na różnej wysokości. Dlatego też formy spawalnicze musza być dopasowywane za pomocą pilnika. Proces ten wymaga dużego nakładu pracy i doświadczenia. 2. Problemy z osprzętem tzn. ( dość mocno zużyty sprzęt spawalniczy obejmy uchwyt uniwerslany. 3. Przesunięcia powstałe przez warunki pogodowe np. pod wpływem silnych promieni słonecznych i nagłych silnych opadów deszczu

8 Przesunięcie formy Wiedza na temat możliwych błędów doprowadziła do kolejnych modyfikacji i rozwoju m. in. kształtu form, szczególnie w zakresie wewnętrznym. Zróżnicowanie powierzchni, kształtu i zużycia szyn doprowadziły do zmian nadlewów technologicznych Wąsów. Które teraz mają kształt kwadratu o szerokości 35 mm spawacz może jeszcze po założeniu formy widzieć końce szyny i ewentualnie skorygować pozycję formy spawalniczej.

9 Obcinanie nadlewu technologicznego Zbyt wczesne!!!!!

10 Obcinanie nadlewu technologicznego Zbyt wczesne!!!!! Efekt!!!!!!! Zbyt wczesne obcinanie nadlewu zakłóca (wewnętrzną) strukturę połączenia spawanego. Ważność czynności obcinania nadlewu bywa bardzo często niedoceniana. Aby wyznaczyć właściwy moment na obcinanie, spawacz potrzebuje sporego doświadczenia. Należy uwzględnić warunki pogodowe (ciepło lub zimno), dużą rolę odgrywa luz spawalniczy i rodzaj przyrządu obcinarki oraz napęd: pompa ręczna lub agregat hydrauliczny.


11 Wilgotność Widoczne na zdjęciach pęknięcia są wynikiem wilgotności, która wpływa na reakcję materiału spawalniczego. Taka wilgotność jest skutkiem albo z niewłaściwie podgrzanego tygla wielokrotnego użytku albo z mokrego materiału. Rezultaty są jednakowe. Taka sytuacja się prawie nie zdarza przy używaniu tygli jednorazowych.


12 Rożne Kombinacje Tak duża ilość piasku uszczelniającego, która zalega w stopce, pozwala wyciągnąć wniosek o braku staranności!


13 Rożne Pęknięcie spowodowane 2 błędami. Luz spawalniczy za mały plus przesunięcie formy efekt brak wtopienia

14 Rózne Masa uszczelniająca To klasyczny błąd popełniany podczas spawania z uszczelnianiem piaskiem. Ziarno piasku o średnicy 4 mm wpada podczas uszczelniania do formy lub zostaje wdmuchane przez płomień palnika do martwego rogu stopki. Zaleganie piasku i wydzielony przez piasek gaz były przyczyną tego pęknięcia.



15 Rożne Spawanie bez mostka Żużel Stal H 2 H
16 Dziękuje za uwagę! Pytania?
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie Warszawa (Miedzeszyn Hotel BOSS), maja 2016 r.
, maja 2016 r.") Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
Zarządca narodowej sieci linii kolejowych. SPAWANIE TERMITOWE METODĄ SkV. POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A.
 POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A. KRAKÓW, 15 17.05.2013 r. Mgr inż. /EWE,IWE/ Władysław Grzechowiak PKP PLK S. A. CENTRUM DIAGNOSTYKI Dział Spawalnictwa, Badań i Odbiorów Nawierzchni
POSTĘP W SPAWALNICTWIE NAWIERZCHNIOWYM PKP PLK S.A. KRAKÓW, 15 17.05.2013 r. Mgr inż. /EWE,IWE/ Władysław Grzechowiak PKP PLK S. A. CENTRUM DIAGNOSTYKI Dział Spawalnictwa, Badań i Odbiorów Nawierzchni
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Naprężenia i odkształcenia spawalnicze
 Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Naprężenia i odkształcenia spawalnicze Cieplno-mechaniczne właściwości metali i stopów Parametrami, które określają stan mechaniczny metalu w różnych temperaturach, są: - moduł sprężystości podłużnej E,
Centrum Zaopatrzenia Technicznego Utworzono : 05 luty 2017
 Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Zarządca narodowej sieci linii kolejowych. Łukasz WILCZYŃSKI* Mariusz MASTALERZ*
 Łukasz WILCZYŃSKI* Mariusz MASTALERZ* Wpływ urządzeń pomiarowych na jakość połączeń szynowych wykonywanych w *mgr inż. Łukasz WILCZYŃSKI PKP PLK S.A - Centrum Diagnostyki *mgr inż. Mariusz MASTALERZ PKP
Łukasz WILCZYŃSKI* Mariusz MASTALERZ* Wpływ urządzeń pomiarowych na jakość połączeń szynowych wykonywanych w *mgr inż. Łukasz WILCZYŃSKI PKP PLK S.A - Centrum Diagnostyki *mgr inż. Mariusz MASTALERZ PKP
PORADNIK. Łączenie tworzyw sztucznych w systemie CHEMOWENT
 PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN
 ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN Janusz KAŁUŻA Ostrożność nie jest tchórzostwem lekkomyślność nie jest bohaterstwem www.plk-sa.pl Kraków, 15 17 maj 2013 r. 1 Spis treści:
ZAGROŻENIA WYPADKOWE PRACOWNIKÓW PODCZAS SPAWANIA TERMITOWEGO SZYN Janusz KAŁUŻA Ostrożność nie jest tchórzostwem lekkomyślność nie jest bohaterstwem www.plk-sa.pl Kraków, 15 17 maj 2013 r. 1 Spis treści:
SPOTKANIE członków kół SITK RP w Klubie SITK RP przy PKP PLK S.A. Centrum Diagnostyki
 Cel prezentacji: przedstawienie zadań Działu Spawalnictwa, Odbiorów i Badań Nawierzchni Kolejowej w zakresie badań laboratoryjnych spawalniczych złączy szynowych wykonywanych w torach PKP PLK S.A. Badania
Cel prezentacji: przedstawienie zadań Działu Spawalnictwa, Odbiorów i Badań Nawierzchni Kolejowej w zakresie badań laboratoryjnych spawalniczych złączy szynowych wykonywanych w torach PKP PLK S.A. Badania
PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE WYMAGAŃ NORM EUROPEJSKICH
 W ŚWIETLE WYMAGAŃ NORM EUROPEJSKICH") III Ogólnopolska Konferencja Naukowo-Techniczna SPAWALNICTWO DRÓG SZYNOWYCH oraz MATERIAŁY, WYKONAWSTWO, ODBIORY Warszawa Bochnia, 21 23 marca 2007r. PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE
III Ogólnopolska Konferencja Naukowo-Techniczna SPAWALNICTWO DRÓG SZYNOWYCH oraz MATERIAŁY, WYKONAWSTWO, ODBIORY Warszawa Bochnia, 21 23 marca 2007r. PROPOZYCJA NOWELIZACJI INSTRUKCJI Id-5 (D-7) W ŚWIETLE
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Instrukcja spawania szyn termitem. Id-5 (D-7)
") Załącznik do zarządzenia Nr 4/2005 Zarządu PKP Polskie Linie Kolejowe S.A. z dnia 10 marca 2005 r. Instrukcja spawania szyn termitem Id-5 (D-7) Tekst ujednolicony uwzględniający: 1) tekst instrukcji przyjętej
Załącznik do zarządzenia Nr 4/2005 Zarządu PKP Polskie Linie Kolejowe S.A. z dnia 10 marca 2005 r. Instrukcja spawania szyn termitem Id-5 (D-7) Tekst ujednolicony uwzględniający: 1) tekst instrukcji przyjętej
Właściwa jakość i wydajność. CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych.
 CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
Ogólne zasady stosowania podkładek ceramicznych
 Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Przygotowanie złączy dla spoin
 złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM ELEKTRODAMI ZASADOWYMI - PROJEKT
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TYMCZASOWE WARUNKI TECHNICZNE WYKONANIA I ODBIORU ZŁĄCZY SZYNOWYCH SPAWANYCH ŁUKIEM ELEKTRYCZNYM
TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE
 TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE 1 CZYNNIKAMI, KTÓRE OBNIŻAJĄ WARTOŚĆ LUB NISZCZĄ PODŁOŻE I POWŁOKI MALARSKIE, SĄ ODDZIAŁYWANIA: - FIZYCZNE: ściskanie, rozciąganie, zginanie, ścieranie,
TEMAT 11: CZYNNIKI NISZCZĄCE PODŁOŻA I POWŁOKI MALARSKIE 1 CZYNNIKAMI, KTÓRE OBNIŻAJĄ WARTOŚĆ LUB NISZCZĄ PODŁOŻE I POWŁOKI MALARSKIE, SĄ ODDZIAŁYWANIA: - FIZYCZNE: ściskanie, rozciąganie, zginanie, ścieranie,
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Napawanie szyn tramwajowych 60R2 w torach szlakowych, węzłach oraz na pętlach tramwajowych w mieście Bydgoszcz I. Przedmiot zamówienia. Przedmiotem zamówienia jest
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Napawanie szyn tramwajowych 60R2 w torach szlakowych, węzłach oraz na pętlach tramwajowych w mieście Bydgoszcz I. Przedmiot zamówienia. Przedmiotem zamówienia jest
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
STANDARDY WYKONANIA POWŁOKI CYNKOWEJ
 STANDARDY WYKONANIA POWŁOKI CYNKOWEJ W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru
STANDARDY WYKONANIA POWŁOKI CYNKOWEJ W celu sprostania Państwa wymaganiom wprowadziliśmy standardy wykonania powłoki antykorozyjnej metodą cynkowania ogniowego. Standardy dzielą się na: A Wariant odbioru
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
ORZECZENIE Nr ZT/281/10
 INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
Połączenia nitowe Przemysław Gackowski kl. Ie Rok szkolny: 2010/2011
 Połączenia nitowe Przemysław Gackowski kl. Ie Rok szkolny: 2010/2011 Połączenie nitowe - niero ozłączne połączenie pośrednie elementów przy pomocy nitów zwykle w postaci trzpieni walcowych z łbami. Nitowanie
Połączenia nitowe Przemysław Gackowski kl. Ie Rok szkolny: 2010/2011 Połączenie nitowe - niero ozłączne połączenie pośrednie elementów przy pomocy nitów zwykle w postaci trzpieni walcowych z łbami. Nitowanie
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
PROJEKT - ODLEWNICTWO
 W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
W celu wprowadzenia do produkcji nowego wyrobu konieczne jest opracowanie dokumentacji technologicznej, w której skład wchodzą : rysunek konstrukcyjny gotowego wyrobu, rysunek koncepcyjny sposobu odlewania,
Plastech 2013, Serock 11-12.04.2013r. Optymalna produkcja na wtryskarkach
 Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
Plastech 2013, Serock 11-12.04.2013r Optymalna produkcja na wtryskarkach Czynniki wpływające na jakość wyprasek i efektywność produkcji Wiedza i umiejętności System jakości wtryskarka I peryferia wyrób
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 18 Nazwa kwalifikacji: Organizacja i nadzorowanie procesu odlewniczego Oznaczenie kwalifikacji: M.37 Numer
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 18 Nazwa kwalifikacji: Organizacja i nadzorowanie procesu odlewniczego Oznaczenie kwalifikacji: M.37 Numer
Katalog powstał w oparciu o materiały dostarczone przez Marangoni Group.
 Przedsiębiorstwo Przemysłowo-Handlowe "TOR" Sp. z o.o. ul. Legnicka 2 57-200 ZĄBKOWICE ŚLĄSKIE Bank Spółdzielczy w Ząbkowicach Śl. nr konta: 59 9533 0004 2001 0006 4510 0001 NIP: 887-000-04-71 Katalog
Przedsiębiorstwo Przemysłowo-Handlowe "TOR" Sp. z o.o. ul. Legnicka 2 57-200 ZĄBKOWICE ŚLĄSKIE Bank Spółdzielczy w Ząbkowicach Śl. nr konta: 59 9533 0004 2001 0006 4510 0001 NIP: 887-000-04-71 Katalog
JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH
 CENTRUM DIAGNOSTYKI w WARSZAWIE V KONFERENCJĘ NAUKOWO TECHNICZNĄ SPAWALNICTWO DRÓG SZYNOWYCH - CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz KRAKÓW
CENTRUM DIAGNOSTYKI w WARSZAWIE V KONFERENCJĘ NAUKOWO TECHNICZNĄ SPAWALNICTWO DRÓG SZYNOWYCH - CERTYFIKACJA JEST GWARANCJĄ BEZPIECZEŃSTWA JAKOŚĆ BEZSTYKOWYCH ZŁĄCZY SZYNOWYCH Roman Olgierd Wielgosz KRAKÓW
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166501 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294586 (22) Data zgłoszenia: 14.05.1992 (51) IntCl6: B22D 27/13 B22D
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166501 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 294586 (22) Data zgłoszenia: 14.05.1992 (51) IntCl6: B22D 27/13 B22D
Proces spawania POLETYLENU
 Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
Proces spawania POLETYLENU Wytwarzania jednostek pływających z polietylenu (termoplastów) metodą spawania ręcznego i ekstruzyjnego oraz zgrzewania jest znamienna tym, iż powstała konstrukcja jednostki
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2018 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i nadzorowanie procesu odlewniczego Oznaczenie kwalifikacji: M.37 Numer
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2017 Nazwa kwalifikacji: Organizacja i nadzorowanie procesu odlewniczego Oznaczenie kwalifikacji: M.37 Numer
Komentarz technik budownictwa 311[04]-01 Czerwiec 2009
![Komentarz technik budownictwa 311[04]-01 Czerwiec 2009](/thumbs/39/18410506.jpg "Komentarz technik budownictwa 311[04]-01 Czerwiec 2009") Strona 1 z 19 Strona 2 z 19 Strona 3 z 19 Strona 4 z 19 Strona 5 z 19 W pracy egzaminacyjnej oceniane były następujące elementy: I. Tytuł odnoszący się do zakresu opracowania. II. Dane wynikające z treści
Strona 1 z 19 Strona 2 z 19 Strona 3 z 19 Strona 4 z 19 Strona 5 z 19 W pracy egzaminacyjnej oceniane były następujące elementy: I. Tytuł odnoszący się do zakresu opracowania. II. Dane wynikające z treści
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG
 Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW
 INSTYTUT MASZYN I URZĄZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA O ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW TECH OLOGICZ A PRÓBA ZGI A IA Zasada wykonania próby. Próba polega
INSTYTUT MASZYN I URZĄZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA O ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW TECH OLOGICZ A PRÓBA ZGI A IA Zasada wykonania próby. Próba polega
Bezpieczeństwo bezstykowych złączy szynowych
 VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Bezpieczeństwo bezstykowych złączy szynowych Roman Olgierd Wielgosz Warszawa 11-13 maja
VI OGÓLNOPOLSKA KONFERENCJA TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH technologie spajania konstrukcji bezstykowych Bezpieczeństwo bezstykowych złączy szynowych Roman Olgierd Wielgosz Warszawa 11-13 maja
ISO-CONNECT Vario SD. Folia przyłączana do okien z elastyczną wartością-sd
 1 p r o d u k t d l a 2 z a s t o s ow a ń ISO-CONNECT Vario SD ISO-CONNECT Vario SD znacznie ułatwia prace budowlane. Niezamierzone pomylenie folii wewnętrznej z folią zewnętrzną jest teraz wykluczone.
1 p r o d u k t d l a 2 z a s t o s ow a ń ISO-CONNECT Vario SD ISO-CONNECT Vario SD znacznie ułatwia prace budowlane. Niezamierzone pomylenie folii wewnętrznej z folią zewnętrzną jest teraz wykluczone.
TERMITOWE SPAWANIE RYS HISTORYCZNY, ZMIANY, POSTĘP. Andrzej Kądziołka *
 ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TERMITOWE SPAWANIE RYS HISTORYCZNY, ZMIANY, POSTĘP Andrzej Kądziołka * STRESZCZENIE: Złącze
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO TECHNICZNA SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO TERMITOWE SPAWANIE RYS HISTORYCZNY, ZMIANY, POSTĘP Andrzej Kądziołka * STRESZCZENIE: Złącze
WSTĘP OBRÓBKA CIEPLNA KORPUSÓW TURBIN PAROWYCH PRZEPROWADZANA JEST W FAZIE PRODUKCJI ORAZ, JEŚLI ISTNIEJE TAKA POTRZEBA, PODCZAS REMONTU
 TurboCare Sp. z o.o. Problemy obróbki cieplnej korpusów turbin parowych Jerzy Laska WSTĘP OBRÓBKA CIEPLNA KORPUSÓW TURBIN PAROWYCH PRZEPROWADZANA JEST W FAZIE PRODUKCJI ORAZ, JEŚLI ISTNIEJE TAKA POTRZEBA,
TurboCare Sp. z o.o. Problemy obróbki cieplnej korpusów turbin parowych Jerzy Laska WSTĘP OBRÓBKA CIEPLNA KORPUSÓW TURBIN PAROWYCH PRZEPROWADZANA JEST W FAZIE PRODUKCJI ORAZ, JEŚLI ISTNIEJE TAKA POTRZEBA,
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2)
") TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
TERMITOWA SPAWALNOŚĆ BAINITYCZNYCH STALI SZYNOWYCH (NA PRZYKŁADZIE CRB1400, PROFIL 60E1/2) Robert Plötz 2016 Czym właściwie jest bainit? Struktura bainitu składa się podobnie jak perlit z ferrytu oraz
RMD Boats, Robert Draszyński Tel: ,
 Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Aktualnie jesteśmy na końcowym etapie projektowania pierwszej prototypowej jednostki o następujących parametrach: Długość jednostki 8,5 m Szerokość maksymalna 3,2 m Prędkość projektowa V 15 km/h Ilość
Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO
 Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO Miedzeszyn, 13.05.2016 Autor: PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie mgr inż. Mariusz
Przegląd klasyfikacji niezgodności spawalniczych w branży kolejowej w odniesieniu do norm ISO Miedzeszyn, 13.05.2016 Autor: PKP Polskie Linie Kolejowe S.A. Centrum Diagnostyki w Warszawie mgr inż. Mariusz
Nowoczesne metody metalurgii proszków. Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III
 Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Nowoczesne metody metalurgii proszków Dr inż. Hanna Smoleńska Materiały edukacyjne DO UŻYTKU WEWNĘTRZNEGO Część III Metal injection moulding (MIM)- formowanie wtryskowe Metoda ta pozwala na wytwarzanie
Dobór materiałów konstrukcyjnych cz. 9
 Dobór materiałów konstrukcyjnych cz. 9 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska Materiały edukacyjne Materiały na uszczelki Ashby M.F.:
Dobór materiałów konstrukcyjnych cz. 9 dr inż. Hanna Smoleńska Katedra Inżynierii Materiałowej i Spajania Wydział Mechaniczny, Politechnika Gdańska Materiały edukacyjne Materiały na uszczelki Ashby M.F.:
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
Spawanie szyn technologia, spawacze, uznanie spawów wymagania w świetle standaryzacji europejskiej
 Jerzy Cejmer Spawanie szyn technologia, spawacze, uznanie spawów wymagania w świetle standaryzacji europejskiej W artykule przedstawiono zasadnicze wymagania, zawarte w projekcie normy europejskiej pren
Jerzy Cejmer Spawanie szyn technologia, spawacze, uznanie spawów wymagania w świetle standaryzacji europejskiej W artykule przedstawiono zasadnicze wymagania, zawarte w projekcie normy europejskiej pren
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Napawanie szyn tramwajowych 60R2 w torach szlakowych, węzłach oraz na pętlach tramwajowych w mieście Bydgoszcz I. Przedmiot zamówienia. Przedmiotem zamówienia jest
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA Napawanie szyn tramwajowych 60R2 w torach szlakowych, węzłach oraz na pętlach tramwajowych w mieście Bydgoszcz I. Przedmiot zamówienia. Przedmiotem zamówienia jest
PL B1. DOLNOŚLĄSKIE PRZEDSIĘBIORSTWO NAPRAW INFRASTRUKTURY KOMUNIKACYJNEJ DOLKOM SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Wrocław, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207429 (13) B1 (21) Numer zgłoszenia: 370620 (51) Int.Cl. B23P 21/00 (2006.01) E01B 29/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 207429 (13) B1 (21) Numer zgłoszenia: 370620 (51) Int.Cl. B23P 21/00 (2006.01) E01B 29/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
THERMIT 2.0 INNOWACJA W SPAWANIU THERMIT -OWYM WYSOCE WYTRZYMAŁYCH PERLITYCZNYCH STALI SZYNOWYCH
 THERMIT 2.0 INNOWACJA W SPAWANIU THERMIT -OWYM WYSOCE WYTRZYMAŁYCH PERLITYCZNYCH STALI SZYNOWYCH Daniel Liebenthal 29. Februar 2016 Thermit 2.0 Komentarze po pierwszych wynikach testów Dr. Jörg Keichel
THERMIT 2.0 INNOWACJA W SPAWANIU THERMIT -OWYM WYSOCE WYTRZYMAŁYCH PERLITYCZNYCH STALI SZYNOWYCH Daniel Liebenthal 29. Februar 2016 Thermit 2.0 Komentarze po pierwszych wynikach testów Dr. Jörg Keichel
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Wytwarzanie i przetwórstwo polimerów!
 Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
3. Przejścia fazowe pomiędzy trzema stanami skupienia materii:
 Temat: Zmiany stanu skupienia. 1. Energia sieci krystalicznej- wielkość dzięki której można oszacować siły przyciągania w krysztale 2. Energia wiązania sieci krystalicznej- ilość energii potrzebnej do
Temat: Zmiany stanu skupienia. 1. Energia sieci krystalicznej- wielkość dzięki której można oszacować siły przyciągania w krysztale 2. Energia wiązania sieci krystalicznej- ilość energii potrzebnej do
Przykład ŹLE WYKONANEJ INSTALACJI WYSOKOTEMPERATUROWYCH PRZEWODÓW O MAŁYM ZWISIE Z POLIMEROWYM RDZENIEM KOMPOZYTOWYM na linii 110 kv
 Przykład ŹLE WYKONANEJ INSTALACJI WYSOKOTEMPERATUROWYCH PRZEWODÓW O MAŁYM ZWISIE Z POLIMEROWYM RDZENIEM KOMPOZYTOWYM na linii 110 kv Podczas wizytacji instalacji wykonanej bez nadzoru firmy CTC Global
Przykład ŹLE WYKONANEJ INSTALACJI WYSOKOTEMPERATUROWYCH PRZEWODÓW O MAŁYM ZWISIE Z POLIMEROWYM RDZENIEM KOMPOZYTOWYM na linii 110 kv Podczas wizytacji instalacji wykonanej bez nadzoru firmy CTC Global
Ćwiczenie 425. Wyznaczanie ciepła właściwego ciał stałych. Woda. Ciało stałe Masa kalorymetru z ciałem stałym m 2 Masa ciała stałego m 0
 2014 Katedra Fizyki Nazwisko... Data... Nr na liście... Imię... Wydział... Dzień tyg... Godzina... Ćwiczenie 425 Wyznaczanie ciepła właściwego ciał stałych Masa suchego kalorymetru m k = kg Opór grzałki
2014 Katedra Fizyki Nazwisko... Data... Nr na liście... Imię... Wydział... Dzień tyg... Godzina... Ćwiczenie 425 Wyznaczanie ciepła właściwego ciał stałych Masa suchego kalorymetru m k = kg Opór grzałki
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
OPIS PATENTOWY C22B 7/00 ( ) C22B 15/02 ( ) Sposób przetwarzania złomów i surowców miedzionośnych
 C22B 15/02 ( ) Sposób przetwarzania złomów i surowców miedzionośnych") PL 220923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220923 (13) B1 (21) Numer zgłoszenia: 391431 (51) Int.Cl. C22B 7/00 (2006.01) C22B 15/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 220923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220923 (13) B1 (21) Numer zgłoszenia: 391431 (51) Int.Cl. C22B 7/00 (2006.01) C22B 15/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Specyfikacja TSI CR INF
 Specyfikacja TSI CR INF Wymagania dla składników interoperacyjności wchodzących w skład drogi kolejowej Grzegorz Stencel Zakład Dróg Kolejowych i Przewozów CNTK Plan prezentacji Kryteria doboru składników
Specyfikacja TSI CR INF Wymagania dla składników interoperacyjności wchodzących w skład drogi kolejowej Grzegorz Stencel Zakład Dróg Kolejowych i Przewozów CNTK Plan prezentacji Kryteria doboru składników
OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA AB
 OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA AB Deski w klasie AB charakteryzują się w miarę możliwości jednolicie gładką powierzchnią. Wszystkie deski klasyfikowane są na jedną, lepszą
OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA AB Deski w klasie AB charakteryzują się w miarę możliwości jednolicie gładką powierzchnią. Wszystkie deski klasyfikowane są na jedną, lepszą
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
Oznaczanie składu ziarnowego kruszyw z wykorzystaniem próbek zredukowanych
 dr inż. Zdzisław Naziemiec ISCOiB, OB Kraków Oznaczanie składu ziarnowego kruszyw z wykorzystaniem próbek zredukowanych Przesiewanie kruszyw i oznaczenie ich składu ziarnowego to podstawowe badanie, jakie
dr inż. Zdzisław Naziemiec ISCOiB, OB Kraków Oznaczanie składu ziarnowego kruszyw z wykorzystaniem próbek zredukowanych Przesiewanie kruszyw i oznaczenie ich składu ziarnowego to podstawowe badanie, jakie
Dlaczego wywrotki powinny być ze stali HARDOX?
 Dlaczego wywrotki powinny być ze stali HARDOX? 1. Większe limity plastyczności i pękania 2. Większa wytrzymałość (większa odporność na odkształcenie, ścieranie i rysowanie) 3. Doskonała wytrzymałość na
Dlaczego wywrotki powinny być ze stali HARDOX? 1. Większe limity plastyczności i pękania 2. Większa wytrzymałość (większa odporność na odkształcenie, ścieranie i rysowanie) 3. Doskonała wytrzymałość na
OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA PREMIUM
 OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA PREMIUM Deski w klasie Premium charakteryzują się w miarę możliwości jednolicie gładką i bezsęczną powierzchnią. Wszystkie deski klasyfikowane
OPIS SORTOWANIA I CHARAKTERYSTYKI MODRZEWIA SYBERYJSKIEGO KLASA PREMIUM Deski w klasie Premium charakteryzują się w miarę możliwości jednolicie gładką i bezsęczną powierzchnią. Wszystkie deski klasyfikowane
KARTA KATALOGOWA. infolinia: 801-005-885 info@egsystem-sklep.pl www.egsystem-sklep.pl. Nazwa: Półmaska jednorazowego użytku NEOSEC Typ: EG-NEOSEC
 KARTA KATALOGOWA Nazwa: Półmaska jednorazowego użytku NEOSEC Typ: EG-NEOSEC Półmaski we wszystkich wariantach: bez zaworów wydechowych Półmaski o największym rozwinięciu powierzchni filtracyjnej, zapewniające
KARTA KATALOGOWA Nazwa: Półmaska jednorazowego użytku NEOSEC Typ: EG-NEOSEC Półmaski we wszystkich wariantach: bez zaworów wydechowych Półmaski o największym rozwinięciu powierzchni filtracyjnej, zapewniające
ISO-CONNECT Vario SD. Folia przyłączana do okien z elastyczną wartością-sd
 ISO-CONNECT Vario SD Folia przyłączana do okien z elastyczną wartością-sd Wybitnie energo s k u t e c z n a Pozytywny bilans energetyczny dzięki ISO-CONNECT Vario SD Na przyłącza okien i drzwi działa wiele
ISO-CONNECT Vario SD Folia przyłączana do okien z elastyczną wartością-sd Wybitnie energo s k u t e c z n a Pozytywny bilans energetyczny dzięki ISO-CONNECT Vario SD Na przyłącza okien i drzwi działa wiele
Bezkrytycznie podchodząc do tej tabeli, możemy stwierdzić, że węgiel jest najtańszym paliwem, ale nie jest to do końca prawdą.
 Taryfa dla ciepła Popatrzmy na tabelkę poniżej. Przedstawiam w niej ceny energii przeliczone na 1GJ różnych paliw. Metodyka jest tu prosta; musimy znać cenę danej jednostki paliwa (tona, kg, litr, m3)
Taryfa dla ciepła Popatrzmy na tabelkę poniżej. Przedstawiam w niej ceny energii przeliczone na 1GJ różnych paliw. Metodyka jest tu prosta; musimy znać cenę danej jednostki paliwa (tona, kg, litr, m3)
KRYSTALIZACJA METALI I STOPÓW. Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
 KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
KRYSTALIZACJA METALI I STOPÓW Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Krzepnięcie przemiana fazy ciekłej w fazę stałą Krystalizacja przemiana
WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium CSe
 WYśSZA SZKOŁA INśYNIERII DENTYSTYCZNEJ im. prof. Meissnera w Ustroniu WYDZIAŁ INśYNIERII DENTYSTYCZNEJ WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium
WYśSZA SZKOŁA INśYNIERII DENTYSTYCZNEJ im. prof. Meissnera w Ustroniu WYDZIAŁ INśYNIERII DENTYSTYCZNEJ WPŁYW RODZAJU MASY OSŁANIAJĄCEJ NA STRUKTURĘ, WŁAŚCIWOŚCI MECHANICZNE I ODLEWNICZE STOPU Remanium
Stacja pogodowa. Model THB197S INSTRUKCJA OBSŁUGI. Nr produktu
 Stacja pogodowa Model THB197S INSTRUKCJA OBSŁUGI Nr produktu 641904 Strona 1 z 5 Dziękujemy za wybór stacji pogodowej SUNARTIS. Stacja ta oferuje precyzyjne pomiary wystarczające dla zastosowań domowych.
Stacja pogodowa Model THB197S INSTRUKCJA OBSŁUGI Nr produktu 641904 Strona 1 z 5 Dziękujemy za wybór stacji pogodowej SUNARTIS. Stacja ta oferuje precyzyjne pomiary wystarczające dla zastosowań domowych.
ENERGOCHŁONNOŚĆW TRANSPORCIE LĄDOWYM
 ENERGOCHŁONNOŚĆW TRANSPORCIE LĄDOWYM Przez oszczędność energii w transporcie lądowym należy rozumieć zmniejszenie energochłonności skumulowanej jak i energii w procesie wytwarzania i eksploatacji. Jednostki
ENERGOCHŁONNOŚĆW TRANSPORCIE LĄDOWYM Przez oszczędność energii w transporcie lądowym należy rozumieć zmniejszenie energochłonności skumulowanej jak i energii w procesie wytwarzania i eksploatacji. Jednostki
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
Międzynarodowe Targi Spawalnicze ExpoWELDING października 2012 NOWOŚCI TARGOWE
 Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: Fronius Polska Sp. z o.o. Ul. Gustawa Eiffel`a 8 44-109 Gliwice Tel. 32 621 07 10 Fax. 32 621 07 01 www.fronius.pl
Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: Fronius Polska Sp. z o.o. Ul. Gustawa Eiffel`a 8 44-109 Gliwice Tel. 32 621 07 10 Fax. 32 621 07 01 www.fronius.pl
Przedmiot Zgłoszenia Patentowego
 Projekt współfinansowany ze środków publicznych przez Narodowe Centrum Badań i Rozwoju w ramach programu Patent Plus na podstawie umowy nr PP4/W-33/D2480/2015 z Anwipharma sp. z o.o., pt. Wsparcie ochrony
Projekt współfinansowany ze środków publicznych przez Narodowe Centrum Badań i Rozwoju w ramach programu Patent Plus na podstawie umowy nr PP4/W-33/D2480/2015 z Anwipharma sp. z o.o., pt. Wsparcie ochrony
Wykorzystanie ciepła a odpadowego cukrowni dla celów w technologicznych i grzewczych
 Wykorzystanie ciepła a odpadowego cukrowni dla celów w technologicznych i grzewczych STC - Zakopane 21-22.05.2007 22.05.2007 Podstawowe: Źródła a ciepła a odpadowego Opary warnikowe Kondensaty Opary saturacji
Wykorzystanie ciepła a odpadowego cukrowni dla celów w technologicznych i grzewczych STC - Zakopane 21-22.05.2007 22.05.2007 Podstawowe: Źródła a ciepła a odpadowego Opary warnikowe Kondensaty Opary saturacji
RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG
 RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG MIG/ MAG www.merkle.de PODSTAWOWY MIG/MAG W OKAZYJNEJ CENIE! RedMIG 1600 K /2000 K RedMIG 2800 K Funkcjonalność i komfort obsługi Precyzyjne ustawienie
RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG MIG/ MAG www.merkle.de PODSTAWOWY MIG/MAG W OKAZYJNEJ CENIE! RedMIG 1600 K /2000 K RedMIG 2800 K Funkcjonalność i komfort obsługi Precyzyjne ustawienie
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW PRÓBA UDARNOŚCI METALI Opracował: Dr inż. Grzegorz Nowak Gliwice
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z WYTRZYMAŁOŚCI MATERIAŁÓW PRÓBA UDARNOŚCI METALI Opracował: Dr inż. Grzegorz Nowak Gliwice
Typ ramy F700 F800 F950 F957 F958 Szerokość ramy i tolerancja (mm) ,5 R11 R11
 ,5 R11 R11") Ramy podwozia firmy Scania Ramy podwozia firmy Scania Asortyment ram podwozia obejmuje następujące typy ram: Typ ramy F700 F800 F950 F957 F958 Szerokość ramy i tolerancja (mm) 766 +1 768 +1 771 +1 768
Ramy podwozia firmy Scania Ramy podwozia firmy Scania Asortyment ram podwozia obejmuje następujące typy ram: Typ ramy F700 F800 F950 F957 F958 Szerokość ramy i tolerancja (mm) 766 +1 768 +1 771 +1 768
KURS LUTOWACZY LUTAMI TWARDYMI I MIĘKKIMI WEDŁUG NORMY PN EN ISO 13585:2012
 KURS LUTOWACZY LUTAMI TWARDYMI I MIĘKKIMI WEDŁUG NORMY PN EN ISO 13585:2012 GŁÓWNA ZASADA KURSU Kurs lutowania jest przeprowadzany według aktualnie obowiązujących norm europejskich a także obowiązujących
KURS LUTOWACZY LUTAMI TWARDYMI I MIĘKKIMI WEDŁUG NORMY PN EN ISO 13585:2012 GŁÓWNA ZASADA KURSU Kurs lutowania jest przeprowadzany według aktualnie obowiązujących norm europejskich a także obowiązujących
Techniki wytwarzania - odlewnictwo
 Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
Techniki wytwarzania - odlewnictwo Główne elementy układu wlewowego Układy wlewowe Struga metalu Przekrój minimalny Produkcja odlewów na świecie Odbieranie ciepła od odlewów przez formę Krystalizacja Schematyczne
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
Przy montażu należy uwzględnić wszystkie elementy krajobrazu które mogą powodować zacienienie instalacji
 Czy kolektorami słonecznymi można ogrzewać dom? Sama instalacja solarna nie jest w stanie samodzielnie zapewnić ogrzewania budynku. Kolektory słoneczne, w naszej szerokości geograficznej, głównie wykorzystywane
Czy kolektorami słonecznymi można ogrzewać dom? Sama instalacja solarna nie jest w stanie samodzielnie zapewnić ogrzewania budynku. Kolektory słoneczne, w naszej szerokości geograficznej, głównie wykorzystywane
Niepewność pomiaru. Wynik pomiaru X jest znany z możliwa do określenia niepewnością. jest bledem bezwzględnym pomiaru
 iepewność pomiaru dokładność pomiaru Wynik pomiaru X jest znany z możliwa do określenia niepewnością X p X X X X X jest bledem bezwzględnym pomiaru [ X, X X ] p Przedział p p nazywany jest przedziałem
iepewność pomiaru dokładność pomiaru Wynik pomiaru X jest znany z możliwa do określenia niepewnością X p X X X X X jest bledem bezwzględnym pomiaru [ X, X X ] p Przedział p p nazywany jest przedziałem
Zadanie egzaminacyjne
 Zadanie egzaminacyjne Przygotuj uproszczoną dokumentację technologiczną wykonania odlewu łącznika przedstawionego na rysunku 1 (oznaczenie rysunku WP-48-2011/3). Dokumentacja składa się z: tabeli obliczeń
Zadanie egzaminacyjne Przygotuj uproszczoną dokumentację technologiczną wykonania odlewu łącznika przedstawionego na rysunku 1 (oznaczenie rysunku WP-48-2011/3). Dokumentacja składa się z: tabeli obliczeń
Research & Development. Zespół R&D
 Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
Zespół R&D Główne zadania Nowe produkty i technologie Symulacje procesów Dobór technologii Testy Konsultacje Wsparcie techniczne Zespół R&D Piotr Marszałek Technolog procesów wytwarzania Paweł Przybyszewski
Dopuszczalne fluktuacje temperatury i wilgotności powietrza w otoczeniu zabytkowego drewna pomiary i modelowanie numeryczne
 Dopuszczalne fluktuacje temperatury i wilgotności powietrza w otoczeniu zabytkowego drewna pomiary i modelowanie numeryczne Łukasz Bratasz Sławomir Jakieła Roman Kozłowski Polska Akademia Nauk, Kraków
Dopuszczalne fluktuacje temperatury i wilgotności powietrza w otoczeniu zabytkowego drewna pomiary i modelowanie numeryczne Łukasz Bratasz Sławomir Jakieła Roman Kozłowski Polska Akademia Nauk, Kraków
Pierścień tłumiący Instrukcja eksploatacji (typ D, zamknięty)
") 1 z 6 służy do wytłumienia hałasu powstającego na łączeniu pompy oraz łącznika pompa-silnik, poprzez odseparowanie tych dwóch elementów. Spis treści 1 Dane techniczne Wskazówki 3.1 Wskazówki ogólne 3.
1 z 6 służy do wytłumienia hałasu powstającego na łączeniu pompy oraz łącznika pompa-silnik, poprzez odseparowanie tych dwóch elementów. Spis treści 1 Dane techniczne Wskazówki 3.1 Wskazówki ogólne 3.
SPRAWDZIAN NR 1. Szpilka krawiecka, położona delikatnie na powierzchni wody, nie tonie dzięki występowaniu zjawiska.
 SRAWDZIAN NR 1 AGNIESZKA JASTRZĘBSKA IMIĘ I NAZWISKO: KLASA: GRUA A 1. Stalowy prostopadłościan ustawiano na powierzchni stołu w trzech różnych położeniach, przedstawionych na rysunku. Zaznacz poprawne
SRAWDZIAN NR 1 AGNIESZKA JASTRZĘBSKA IMIĘ I NAZWISKO: KLASA: GRUA A 1. Stalowy prostopadłościan ustawiano na powierzchni stołu w trzech różnych położeniach, przedstawionych na rysunku. Zaznacz poprawne
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA M - 18.02.01. DYLATACJE PIONOWE I POZIOME W KONSTRUKCJI 135 M.18.02.01. Dylatacje pionowe i poziome w konstrukcji. 1. Wstęp 1.1. Przedmiot Specyfikacji Technicznej (ST)
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA M - 18.02.01. DYLATACJE PIONOWE I POZIOME W KONSTRUKCJI 135 M.18.02.01. Dylatacje pionowe i poziome w konstrukcji. 1. Wstęp 1.1. Przedmiot Specyfikacji Technicznej (ST)
Frezy trzpieniowe z węglików spiekanych
 Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
Frezy z węglików spiekanych Frezy z węglików spiekanych Flexovit produkowane są na najnowocześniejszych obrabiarkach numerycznych, dzięki czemu osiągają wysoką powtarzalność i jakość. Frezy z węglików
Przegląd asortymentu nitonakrętek GESIPA
 Przegląd asortymentu nitonakrętek GESIPA 20 191 191 Aluminium 192 194 194 Moletowane Stal Częściowym czworokątem Stal Częściowo sześciokątne Stal 195 196 197 198 Stal nierdzewna A2 Częściowo sześciokątne
Przegląd asortymentu nitonakrętek GESIPA 20 191 191 Aluminium 192 194 194 Moletowane Stal Częściowym czworokątem Stal Częściowo sześciokątne Stal 195 196 197 198 Stal nierdzewna A2 Częściowo sześciokątne
ZABEZPIECZENIE PĘKNIĘTEJ LUB USZKODZONEJ SZYNY
 Załącznik nr 16 ZABEZPECZENE PĘKNĘTEJ LUB USZKODZONEJ SZYNY 1. Sposoby zabezpieczania pękniętych lub uszkodzonych szyn w torze klasycznym i bezstykowym, zależnie od rodzaju zaistniałego uszkodzenia, przedstawiono
Załącznik nr 16 ZABEZPECZENE PĘKNĘTEJ LUB USZKODZONEJ SZYNY 1. Sposoby zabezpieczania pękniętych lub uszkodzonych szyn w torze klasycznym i bezstykowym, zależnie od rodzaju zaistniałego uszkodzenia, przedstawiono
OBRÓBKA PLASTYCZNA METALI
 OBRÓBKA PLASTYCZNA METALI Plastyczność: zdolność metali i stopów do trwałego odkształcania się bez naruszenia spójności Obróbka plastyczna: walcowanie, kucie, prasowanie, ciągnienie Produkty i półprodukty
OBRÓBKA PLASTYCZNA METALI Plastyczność: zdolność metali i stopów do trwałego odkształcania się bez naruszenia spójności Obróbka plastyczna: walcowanie, kucie, prasowanie, ciągnienie Produkty i półprodukty
TECHNOLOGIE DROGOWE EUROPEJSKI PRODUCENT MASZYN DO BUDOWY I REMONTU DRÓG
 TECHNOLOGIE DROGOWE EUROPEJSKI PRODUCENT MASZYN DO BUDOWY I REMONTU DRÓG AUSTRIACKA TECHNOLOGIA 60 LAT DOŚWIADCZENIA ROZWÓJ TECHNOLOGICZNY I WSPÓŁPRACA Z LIDERAMI RYNKU MASZYN POZYCJA W CZOŁÓWCE EUROPEJSKICH
TECHNOLOGIE DROGOWE EUROPEJSKI PRODUCENT MASZYN DO BUDOWY I REMONTU DRÓG AUSTRIACKA TECHNOLOGIA 60 LAT DOŚWIADCZENIA ROZWÓJ TECHNOLOGICZNY I WSPÓŁPRACA Z LIDERAMI RYNKU MASZYN POZYCJA W CZOŁÓWCE EUROPEJSKICH