|
|
|
- Maksymilian Sawicki
- 8 lat temu
- Przeglądów:
Transkrypt



1 Praktyka obróbki stali nierdzewnych 12 czerwca 2007

2 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż.. Jerzy Niagaj
3 Osobliwości spawania stali nierdzewnych Spawanie wysokostopowych stali nierdzewnych nie wywołuje na ogół większych trudności pod warunkiem doboru odpowiednich spoiw oraz uwzględnienia zasad ogólnych i osobliwości spawania poszczególnych grup lub gatunków ww. stali.
4 Przygotowanie do spawania stali nierdzewnych cięcie na gilotynie obróbka mechaniczna cięcie termiczne (tlenowe,plazmowe, laserowe) szlifowanie
5 Osobliwości przygotowania stali nierdzewnych do spawania Podczas wykonywania wszystkich czynności związanych z przetwarzaniem austenitycznych stali nierdzewnych należy stosować urządzenia przeznaczone wyłącznie do przetwarzania tej grupy stali. Stale nierdzewne należy chronić przed wszystkimi materiałami, które mogłyby spowodować ich zanieczyszczenie, a w szczególności przed: ołowiem, cynkiem, miedzią, stopami miedzi oraz stalami niestopowymi i niskostopowymi. Do obróbki stali nierdzewnych należy stosować tylko takie narzędzia, które przeznaczone są dla stali nierdzewnych. Dotyczy to przede wszystkim tarcz ściernych i szczotek drucianych. Wszystkie środki smarownicze, użyte w operacjach kształtowania stali austenitycznych powinny być dokładnie usunięte z powierzchni wyrobów.

6 Osobliwości spawania stali nierdzewnych
7 Osobliwości przygotowania stali nierdzewnych do spawania Jeśli podczas cięcia termicznego na powierzchni krawędzi blach lub rur ze stali nierdzewnych powstają tlenki, zażużlenia, sople lub inne zanieczyszczenia, zaleca się usunięcie ich przez obróbkę mechaniczną na dostateczna głębokość od powierzchni cięcia. Z kolei podczas cięcia na gilotynie mogą powstać pęknięcia lub naderwania, które wymagają usunięcia przed spawaniem. Zaleca się unikanie stosowania twardych stempli. Jeżeli jednak zostaną użyte, należy pamiętać o wynikającym w związku z powyższym zagrożeniu w obszarach wysoko obciążonych lub korozyjnych.
8 Mocowanie stali nierdzewnych przed spawaniem Mocowanie stali nierdzewnych przed spawaniem jest operacją niezwykle ważną, ponieważ częściowo ogranicza odkształcenie łączonych elementów podczas spawania, będące skutkiem niskiego współczynnika przewodności cieplnej i dużego współczynnika rozszerzalności liniowej. W związku z powyższym mocowanie w pewnym stopniu zapobiega powstaniu niezgodności spawalniczych. Mocowanie może odbywać się w specjalnych przyrządach lub za pomocą zacisków, jak również spoin sczepnych, które podczas spawania stali nierdzewnych powinny być dłuższe i rozmieszczone gęściej w porównaniu do spawania stali niestopowych lub niskostopowych.
9 Sczepianie stali nierdzewnych przed spawaniem Spoiny sczepne są najczęściej wykonywane z zastosowaniem metod: MMA lub TIG. Spoiny te powinny być przed spawaniem dokładnie oczyszczone i pozbawione wad w postaci: pęknięć, zażużleń, pęcherzy i porów.
10 Osłona grani spoiny podczas spawania stali nierdzewnych Jednym z podstawowych wymagań ogólnych, które należy spełnić podczas łączenia stali nierdzewnych, jest osłona grani spoiny przed utlenianiem, szczególnie podczas spawania metodą TIG (rzadziej MIG).

11 Skutki braku osłony grani spoiny podczas spawania stali nierdzewnych
12 Sposoby osłony grani spoiny podczas spawania stali nierdzewnych gaz formujący substancja chemiczna w postaci pasty podkładka miedziana podkładka ceramiczna podkładka topnikowa
13 Osłona gazowa grani spoiny podczas spawania stali nierdzewnych Jako gazy formujące podczas spawania metodą TIG (rzadziej MIG) stosuje się: Ar i N 2 oraz ich mieszanki z wodorem
14 Osłona grani spoiny podczas spawania stali nierdzewnych Za pomocą topnika-pasty Solar Flux type B
15 Osłona grani spoiny podczas spawania stali nierdzewnych Za pomocą podkładki miedzianej z kanałem dostarczających gaz formującym
16 Podstawowe metody spawania stali nierdzewnych MMA MIG/MAG spawanie drutem proszkowym TIG A-TIG spawanie łukiem krytym spawanie plazmowe spawanie wiązką elektronów spawanie laserowe
17 Spawanie MMA Do ręcznego spawania łukowego MMA stosowane są elektrody o otulinie zasadowej i rutylowej.
18 Spawanie MMA Typowe niedostatki spawania MMA: rozprysk porowatość niska wydajność


19 Spawanie MMA
20 Spawanie MIG/MAG Spawanie MIG w osłonie czystego Ar jest rzadko stosowane do łączenia stali nierdzewnych. Znacznie częściej stale te są spawane za pomocą metody MAG, podczas której stosuje się mieszanki Ar i He z tlenem lub CO 2.

21 Spawanie MIG/MAG MIG MAG
22 Spawanie MIG/MAG Typowe niedostatki spawania MIG/MAG: ograniczona kontrola jeziorka spawalniczego względnie wysokie natężenie prądu możliwość powstania rozprysku

23 Spawanie FCAW Spawanie drutem proszkowym (FCAW) jest co raz częściej stosowaną metodą łączenia stali nierdzewnych.
24 Spawanie FCAW Typowy niedostatek spawania FCAW: względnie wysoka cena drutu proszkowego
25 Spawanie TIG Spawanie TIG jest jedną z podstawowych metod spawania stali nierdzewnych.

26 Spawanie TIG 3 l/min 8 l/min 20 l/min Przepływ gazu osłonowego
27 Spawanie TIG Typowe niedostatki spawania TIG: nieduża głębokość wtopienia niska wydajność

28 Spawanie A-TIG Spawanie A-TIG jest nowoczesną metodą spawania stali nierdzewnych. Metoda ta polega na zastosowaniu topnika aktywującego, który nanosi się na powierzchnie łączonych elementów.
29 Spawanie A-TIG Zastosowanie topnika aktywującego powoduje około dwukrotny wzrost głębokości wtopienia i zwiększenie wydajności spawania. Podczas spawania A-TIG osiąga się istotne zmniejszenie odkształceń spawalniczych.


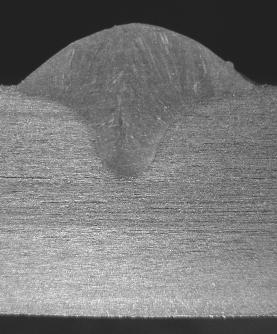
30 Spawanie A-TIG Stal nierdzewna o grubości 6 mm TIG A-TIG
31 P O D S U M O W A N I E Podczas spawania stali nierdzewnych należy dobrać odpowiednie spoiwo oraz przestrzegać ogólne zalecenia i uwzględniać osobliwości spawania poszczególnych grup i gatunków. Podczas spawania stali nierdzewnych należy zapewnić osłonę grani spoiny przed utlenianiem, szczególnie podczas spawania metodą TIG i A-TIG. Zastosowanie metod MIG/MAG oraz FCAW zapewnia wysoką wydajność spawania. Zastosowanie metody tradycyjnej TIG zapewnia doskonałą kontrolę jeziorka spawalniczego, brak rozprysków, wymaganą jakość, ale cechuje się niską wydajnością i małą głębokością wtopienia. Zastosowanie topnika aktywującego BC-31 podczas spawania A-TIG zapewnia około dwukrotny wzrost głębokości wtopienia i istotne zmniejszenie odkształceń spawalniczych.
32 Instytut Spawalnictwa oferuje: Doradztwo techniczne i wszechstronną pomoc przy wdrożeniu, próbach spawania oraz badaniu i kwalifikowaniu technologii spawania stali nierdzewnych z zastosowaniem wszystkich metod, a w szczególności metody A-TIG.
33 INSTYTUT SPAWALNICTWA w Gliwicach DZIĘKUJĘ ZA UWAGĘ dr inż.. Jerzy Niagaj Jerzy.Niagaj@is.gliwice.pl ul. Błogosławionego Czesława 16/ GLIWICE tel.: (032) ; fax: (032)
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
7 czerwca 2008
 www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
www.puds.pl 7 czerwca 2008 INSTYTUT SPAWALNICTWA w Gliwicach Osobliwości spawania ferrytycznych stali nierdzewnych oraz stali typu duplex dr inż.. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję
 Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych. Linde Gas
 Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Zawsze właściwa jakość. Zestawienie Gazów Osłonowych Linde Gas Gazy osłonowe do spawania stali wysokostopowych Struktura Austenityczna MAG Drut pełny CRONIGON 2 CRONIGON S2 CRONIGON He20 CRONIGON He50
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Osłonowe gazy spawalnicze -w ujęciu tabelarycznym Zawarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie orientacyjnych informacji
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG
 HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia
 Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Załącznik nr K-4 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.0.0.0-6-0033/7-00 Nazwa Beneficjenta: ZAKŁAD
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas
 Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
Właściwa jakość i wydajność. Gazy osłonowe do spawania aluminium i jego stopów. Linde Gas Spawanie aluminium i jego stopów to wymagający proces. Umiemy mu sprostać. Właściwy dobór gazu osłonowego jest
Osłonowe gazy spawalnicze. w ujęciu tabelarycznym
 Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Osłonowe gazy spawalnicze w ujęciu tabelarycznym Osłonowe gazy spawalnicze w ujeciu tabelarycznym awarte w niniejszym katalogu skrócone wersje tabel mają na celu dostarczenie podstawowych informacji na
Gazy osłonowe Linx = Niższe koszty spawania
 Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Właściwa jakość i wydajność. CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych.
 CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. Właściwa jakość i wydajność CORGON gazy osłonowe do spawania stali niestopowych i niskostopowych. 2 CORGON gazy osłonowe do spawania
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 5.12.2017 WiseRoot+ WYDAJNOŚĆ I WYSOKA JAKOŚĆ PROCESU SPAWANIA METODĄ MIG WiseRoot+ to zoptymalizowany proces spawania krótkim łukiem, przeznaczony do
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Gazy osłonowe Linx = Niższe koszty spawania
 Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
Gazy osłonowe Linx = Niższe koszty spawania Przy ciągle rosnącej konkurencyjności na rynku, firmy poszukują rozwiązań podnoszących jakość i wydajność produkcji. W odpowiedzi na ten trend wprowadziliśmy
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
WiseRoot+ BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH "Proces WiseRoot+ jest niezwykle przyjazny dla użytkownika i działa tak, jak jest przedstawiany. Pozwala on w prosty sposób uporać się z całym szeregiem
1. Harmonogram. Data realizacji. Godziny realizacji zajęć od-do. Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali)
") Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Ogólne informacje o spawaniu drutami rdzeniowymi
 Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
Ogólne informacje o spawaniu drutami rdzeniowymi Technologia spawania drutami rdzeniowymi (proszkowymi) jest w zasadzie taka sama, jak technologia MIG/MAG. Jedyną różnicą jest materiał dodatkowy. W metodzie
ZAŁĄCZNIK NR 2 - LISTA KONTROLNA SPAJANIE
 Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Ogólne zasady stosowania podkładek ceramicznych
 Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Ogólne zasady stosowania podkładek ceramicznych Zastosowanie podkładek ceramicznych przynosi wiele korzyści przy wykonywaniu jednostronnych złączy, szczególnie w przemyśle stoczniowym, w budowie mostów,
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas
 Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas Wymagający materiał, niezawodny gaz. Właściwy dobór gazu osłonowego ma istotny wpływ na jakość uzyskanych połączeń
Właściwa jakość i wydajność. Gazy osłonowe do spawania stali wysokostopowych. Linde Gas Wymagający materiał, niezawodny gaz. Właściwy dobór gazu osłonowego ma istotny wpływ na jakość uzyskanych połączeń
ORZECZENIE Nr ZT/282/11
 44-100 Gliwice, ul. Bł. Czesława 16-18 tel. 32-231-00-11, fax 32-231-46-52, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/282/11 pt.: OCENA WŁASNOŚCI UśYTKOWYCH PREPARATU HYDROGLISS
44-100 Gliwice, ul. Bł. Czesława 16-18 tel. 32-231-00-11, fax 32-231-46-52, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/282/11 pt.: OCENA WŁASNOŚCI UśYTKOWYCH PREPARATU HYDROGLISS
ORZECZENIE Nr ZT/281/10
 INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
INSTYTUT SPAWALNICTWA 44-101, ul. Bł. Czesława 16/18 tel. 032 2310011, fax 032 2314652, www.is.gliwice.pl Zakład Technologii Spawalniczych ORZECZENIE Nr ZT/281/10 Badanie i rejestracja procesu spawania/napawania
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002
 Zastępuje: PN-EN 1708-1:2002") PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH
 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 6.08.2019 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH WiseRoot is an optimized short arc process for root pass welding without backing. Proces
WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH 6.08.2019 WiseRoot BARDZO WYDAJNE SPAWANIE WARSTW GRANIOWYCH WiseRoot is an optimized short arc process for root pass welding without backing. Proces
Rodzaje połączeń Połączenia
 Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
Połączenia Rozłączne Nierozłączne Bezpośrednie gwintowe, rurowe, wielokątne, plastycznie odkształcane, wielowypustowe, wieloząbkowe czołowe spawane, zgrzewane, bagnetowe, wciskowe lutowane, klejone Pośrednie
OPIS PRZEDMIOTU ZAMÓWIENIA 3. CPV Wymogi techniczne Zgodnie z załącznikiem nr 1
 Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
ĆWICZENIE SP-2. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
WiseThin WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ
 WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ 19.07.2019 WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ to specjalnie opracowany proces niskoenergetyczny do ręcznego i zautomatyzowanego spawania i lutospawania
WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ 19.07.2019 WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ to specjalnie opracowany proces niskoenergetyczny do ręcznego i zautomatyzowanego spawania i lutospawania
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach )
") C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
C E N N I K K U R S Ó W P O D S T A W O W Y C H ( świadectwo spawacza wystawione przez Instytut Spawalnictwa w Gliwicach ) 1. Podstawowy kurs spawania gazowego ( 311 ) grupa materiałowa - 1 2. Podstawowy
Centrum Zaopatrzenia Technicznego Utworzono : 05 luty 2017
 Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
Elektronarzędzia > Spawarki > Model : - Producent : EUROCRAFT Spawarka inwertorowa TIG/MMA 200A Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel,
WiseThin+, Wydajne spawanie blach i w pozycjach wymuszonych. WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH
 WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 1(6) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach oraz materiałów
Części do urządzeń. Części do urządzeń MMA Części do urządzeń TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG
 Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
Katalog produktów Linde.. 8 Części do urządzeń MMA TIG Uchwyty do urządzeń TIG Uchwyty do urządzeń MIG/MAG 88 Katalog produktów Linde.. MMA. Uchwyty MMA Nazwa Obciążalność prądowa w cyklu pracy 60% (A)
PS-02 Programy szkoleń spawaczy
 PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH
 EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
Przygotowanie złączy dla spoin
 złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
złączy dla spoin m brzegów złącza nazywa się operację, która polega na ukształtowaniu brzegów łączonych elementów i odpowiednim ich zestawieniu, w sensie szerszym są to skutki tej operacji. Ukosowanie
Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi. dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik
 Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Dym spawalniczy Dym spawalniczy (aerozol dwufazowy kondensacyjny) jest mieszaniną
Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Dym spawalniczy Dym spawalniczy (aerozol dwufazowy kondensacyjny) jest mieszaniną
Spawalnictwo. Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
Technologia spawalnictwa Welding technology
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
SPIS TREŚCI. Przedmowa... 11. 1. Wybrane zagadnienia z fizyki i chemii gazów... 13
 SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
2. Charakterystyka gazów atmosferycznych stosowanych w spawalnictwie
 Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG
 Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Obsługa i zasada działania półautomatu spawalniczego MIG/MAG Źródło: https://www.google.pl/search?tbm=isch&q=spawacz+mig+mag&spell=1&s a=x&ved=0ahukewjmtidz4tpbahwqzvakhfmvcfgqbqg6kaa&biw=151 7&bih=735&dpr=0.9#imgdii=lEwgx-d-z0CdtM:&imgrc=EdcpwK90AryU3M:
Przedmowa 19 O zespole autorskim 21. Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23. Literatura... 35
 Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE
 SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG....74-7 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne....7 Podkładki
SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG....74-7 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne....7 Podkładki
Spawalnictwo Welding technology
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Badania spoin wykonanych metodą MAg w różnych osłonach gazowych
 nna Pocica Wojciech Popanda Dawid nowak adania spoin wykonanych metodą Mg w różnych osłonach gazowych investigations of welded joints produced by Mag process in shielding gases Streszczenie W artykule
nna Pocica Wojciech Popanda Dawid nowak adania spoin wykonanych metodą Mg w różnych osłonach gazowych investigations of welded joints produced by Mag process in shielding gases Streszczenie W artykule
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, Spis treści
. Warszawa, Spis treści") Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Konstrukcje spawane : połączenia / Kazimierz Ferenc, Jarosław Ferenc. Wydanie 3, 1 dodruk (PWN). Warszawa, 2018 Spis treści Przedmowa 11 Przedmowa do wydania drugiego 12 Wykaz podstawowych oznaczeń 13
Kwartalny Harmonogram przeprowadzonych w ramach projektu form wsparcia INFORMACJE OGÓLNE. Przedmiot/Temat
 Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.01.0.01--00/1-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Tytuł projektu: MŁODZI NA START! Program aktywizacji zawodowej osób młodych do 9r.ż. w województwie świętokrzyskim (II edycja) Nr umowy: POWR.01.0.01--00/1-00 Nazwa Beneficjenta: ZAKŁAD DOSKONALENIA ZAWODOWEGO
Konstrukcje spawane Połączenia
 Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
Ferenc Kazimierz, Ferenc Jarosław Konstrukcje spawane Połączenia 2006, wyd. 3, B5, s. 460, rys. 246, tabl. 67 ISBN 83-204-3229-4 cena 58,00 zł Rabat 10% cena 52,20 W książce w sposób nowatorski przedstawiono
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I
 SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA INSTALACJA GAZOWA I 03.00.00 1 1. INSTALACJA GAZOWA 1.2 Wstęp SZCZEGÓŁOWA SPECYFIKACJA TECHNICZNA 1.1.1 Przedmiot robót Przedmiotem niniejszej Szczegółowej Specyfikacji
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141
 HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
HARMONOGRAM SZKOLENIA: Spawanie metodą TIG 141 Dzień szkolenia Data 1 14.10.2010 2 1.10.2010 3 19.10.2010 4 20.10.2010 21.10.2010 Liczba godzin danego dnia i godziny 10 00 14 00 Temat zajęć Procesy spajania
Stale lean duplex: własności i osobliwości spawania
 INSTYTUT SPAWALNICTWA w Gliwicach Stale lean duplex: własności i osobliwości spawania dr inŝ. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne - stale chromowo-niklowe lub chromowomanganowe,
INSTYTUT SPAWALNICTWA w Gliwicach Stale lean duplex: własności i osobliwości spawania dr inŝ. Jerzy Niagaj Klasyfikacja stali nierdzewnych Austenityczne - stale chromowo-niklowe lub chromowomanganowe,
Airon Investment S.A. kompleksowe usługi związane z obróbką stali.
 Airon Investment S.A. kompleksowe usługi związane z obróbką stali. Nasza firma specjalizuje się w świadczeniu usług kooperacyjnych dla liczących się producentów w Unii Europejskiej. Kompleksowo wykonujemy
Airon Investment S.A. kompleksowe usługi związane z obróbką stali. Nasza firma specjalizuje się w świadczeniu usług kooperacyjnych dla liczących się producentów w Unii Europejskiej. Kompleksowo wykonujemy
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE
 SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG... 82-8 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne... 84 Podkładki
SPAWANIE MIG/MAG SPAWANIE MIG/MAG NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Uchwyty MIG/MAG... 82-8 Końcówki prądowe z dodatkiem cyrkonu / Części eksploatacyjne... 84 Podkładki
Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych
 Ryszard Pakos Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych steel welders qualification requirements acc. to Pn-en 287-1:2011 and international standards Streszczenie W artykule
Ryszard Pakos Kwalifikowanie spawaczy stali wg PN-eN 287-1:2011 i norm międzynarodowych steel welders qualification requirements acc. to Pn-en 287-1:2011 and international standards Streszczenie W artykule
Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE
 Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: SOMAR S.A. ul. Karoliny 4 40-186 Katowice tel. 32 359 71 00 fax. 32 359 71 11 e-mail: biuro@somar.com.pl
Międzynarodowe Targi Spawalnicze ExpoWELDING 2012 16-18 października 2012 NOWOŚCI TARGOWE FIRMA: SOMAR S.A. ul. Karoliny 4 40-186 Katowice tel. 32 359 71 00 fax. 32 359 71 11 e-mail: biuro@somar.com.pl
ODPOWIEDZI NA PYTANIA DO OGŁOSZENIA ORAZ WYJAŚNIENIA DO OPISU PRZEDMIOTU ZAMÓWIENIA
 Zamawiający Żarnowiec, dnia 23.11.2018 r. Zespół Szkół Centrum Kształcenia Rolniczego w Żarnowcu ul. Krakowska 25, 42-439 Żarnowiec Do wszystkich Wykonawców biorących udział w postępowaniu ODPOWIEDZI NA
Zamawiający Żarnowiec, dnia 23.11.2018 r. Zespół Szkół Centrum Kształcenia Rolniczego w Żarnowcu ul. Krakowska 25, 42-439 Żarnowiec Do wszystkich Wykonawców biorących udział w postępowaniu ODPOWIEDZI NA
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE
 DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
Innowacyjny, wieloprocesowy zasilacz łuku do spawania metodą MIG/MAG łukiem impulsowym
 Innowacyjny, wieloprocesowy zasilacz łuku do spawania metodą MIG/MAG łukiem impulsowym Obecne wydanie zawiera informacje dotyczące nowego urządzenia o nazwie AristoMig 4004i Pulse, jest to uzupełnienie
Innowacyjny, wieloprocesowy zasilacz łuku do spawania metodą MIG/MAG łukiem impulsowym Obecne wydanie zawiera informacje dotyczące nowego urządzenia o nazwie AristoMig 4004i Pulse, jest to uzupełnienie
GŁÓWNE ZALETY WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ FASTER NIŻSZE KOSZTY GAZU OSŁONOWEGO MNIEJSZA ILOŚĆ WPROWADZANEGO CIEPŁA
 WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 18.06.2016 1(8) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach
WiseThin+ WYDAJNE SPAWANIE BLACH I W POZYCJACH WYMUSZONYCH 18.06.2016 1(8) WIĘKSZA PRĘDKOŚĆ SPAWANIA I LEPSZA JAKOŚĆ Proces WiseThin+ został opracowany do szybszego i wydajniejszego ręcznego spawania blach
polski Inwertorowe źródła prądu do spawania łukowego i cięcia plazmowego
 polski Inwertorowe źródła prądu do spawania łukowego i cięcia plazmowego www.selcoweld.com www.selcoweld.com Selco producent inwertorowych źródeł prądu od ponad 30 lat Selco to firma, która już od ponad
polski Inwertorowe źródła prądu do spawania łukowego i cięcia plazmowego www.selcoweld.com www.selcoweld.com Selco producent inwertorowych źródeł prądu od ponad 30 lat Selco to firma, która już od ponad
TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY. Liczba godzin/tydzień: 2W E, 2L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY Forma studiów:
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY Forma studiów:
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI. Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH
 KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
KATEDRA WYTRZYMAŁOŚCI MATERIAŁÓW I METOD KOMPUTEROWYCH MECHANIKI Wydział Mechaniczny Technologiczny POLITECHNIKA ŚLĄSKA W GLIWICACH PRACA DYPLOMOWA MAGISTERSKA Obliczenie rozkładu temperatury generującego
Airon Investment S.A. kompleksowe usługi związane z obróbką metali.
 Airon Investment S.A. kompleksowe usługi związane z obróbką metali. Airon Engineering posiada wieloletnie doświadczenie w branży obróbki metalu. Nasze przedsiębiorstwo poprzez nieustanną modernizację parku
Airon Investment S.A. kompleksowe usługi związane z obróbką metali. Airon Engineering posiada wieloletnie doświadczenie w branży obróbki metalu. Nasze przedsiębiorstwo poprzez nieustanną modernizację parku
i nastawiaczy zgrzewania oporowego PS-03 Programy szkoleń operatorów urządzeń spawalniczych
 PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
PS-03 Programy szkoleń operatorów urządzeń spawalniczych i nastawiaczy zgrzewania oporowego TRANSPORTOWY DOZÓR TECHNICZNY ul. Chałubińskiego 8, 00-613 Warszawa Żadna część niniejszej publikacji nie może
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH
 PRZEPISY PUBLIKACJA NR 22/P BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH 1994 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów
PRZEPISY PUBLIKACJA NR 22/P BADANIE WPŁYWU NA SPAWALNOŚĆ, NIE USUWANYCH FARB GRUNTOWYCH 1994 Publikacje P (Przepisowe) wydawane przez Polski Rejestr Statków są uzupełnieniem lub rozszerzeniem Przepisów
I. KARTA PRZEDMIOTU CEL PRZEDMIOTU
 I. KARTA PRZEDMIOTU 1. Nazwa przedmiotu: PRAKTYKA WARSZTATOWA 2. Kod przedmiotu: Xa 3. Jednostka prowadząca: Wydział Mechaniczno-Elektryczny 4. Kierunek: Mechanika i budowa maszyn 5. Specjalność: Eksploatacja
I. KARTA PRZEDMIOTU 1. Nazwa przedmiotu: PRAKTYKA WARSZTATOWA 2. Kod przedmiotu: Xa 3. Jednostka prowadząca: Wydział Mechaniczno-Elektryczny 4. Kierunek: Mechanika i budowa maszyn 5. Specjalność: Eksploatacja
SPAWANIE STRENX. Broszura odnosi się do:
 SPAWANIE STRENX 1 SPAWANIE STRENX Ekstremalna wytrzymałość stali Strenx połączona jest z wyjątkową spawalnością. Spawanie stali Strenx z innymi typami stali spawalnych może odbywać się przy użyciu dowolnej
SPAWANIE STRENX 1 SPAWANIE STRENX Ekstremalna wytrzymałość stali Strenx połączona jest z wyjątkową spawalnością. Spawanie stali Strenx z innymi typami stali spawalnych może odbywać się przy użyciu dowolnej
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
Informacje o firmie. Ponad 10 lat doświadczenia. Zespół inżynierów i specjalistów liczący ponad 40 osób. Własne laboratorium spawalnicze
 Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
Informacje o firmie Ponad 10 lat doświadczenia Zespół inżynierów i specjalistów liczący ponad 40 osób Własne laboratorium spawalnicze Profesjonalny zespół R&D Współpraca z liderami rynku Bogate portfolio
Charakterystyka ogólna
 Przewodnik procesu STT (Surface Tension Transfer) Charakterystyka ogólna Proces STT spawanie warstwy graniowej połączeń rurowych Dwukrotnie szybszy od MMA Czterokrotnie szybszy od TIG Wymaga mniejszych
Przewodnik procesu STT (Surface Tension Transfer) Charakterystyka ogólna Proces STT spawanie warstwy graniowej połączeń rurowych Dwukrotnie szybszy od MMA Czterokrotnie szybszy od TIG Wymaga mniejszych
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU
 METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
METALE LEKKIE W KONSTRUKCJACH SPRZĘTU SPECJALNEGO - STOPY MAGNEZU 1 Gliwice, 2016-03-10 Dlaczego stopy magnezu? 12 10 Gęstość, g/cm 3 8 6 4 2 0 Zalety stopów magnezu: Niska gęstość właściwa stopów; Wysokie
TARCZE DO CIĘCIA I SZLIFOWANIA
 8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
Shield-Bright 308L (OK TUBROD 14.20)*
*") Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Shield-Bright 308L (OK TUBROD 14.20)* SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 T 19 9 L P M 2 Rutylowy drut rdzeniowy do spawania we wszystkich pozycjach stali austenitycznych
Charakterystyka ogólna. 2 Optymalizacja Sterowanie procesem Pulse-on-Pulse
 Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
Przewodnik procesu Pulse-on-Pulse MIG/MAG Charakterystyka ogólna Pulse-on-Pulse wygląd spoiny jak w spawaniu TIG, wydajność jak w spawaniu MIG/MAG Doskonała kontrola ilości wprowadzonego ciepła przy spawaniu
Nie trzeba kupować browaru, żeby napić się piwa
 XVI POMORSKIE SYMPOZJUM SPAWALNICTWA XVIII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Nie trzeba kupować browaru, żeby napić się piwa Prezentacja alternatywnych możliwości uzyskania wysokiej efektywności procesu produkcji
XVI POMORSKIE SYMPOZJUM SPAWALNICTWA XVIII SPOTKANIE SPAWALNIKÓW WYBRZEŻA Nie trzeba kupować browaru, żeby napić się piwa Prezentacja alternatywnych możliwości uzyskania wysokiej efektywności procesu produkcji
FORMULARZ OFERTY HANDLOWEJ WSTĘPNEJ. W odpowiedzi na Zapytanie Ofertowe dotyczące dostawy artykułów spawalniczych, postępowanie nr 03/07/TUT/
 Załącznik nr 3 do Zapytania Ofertowego nr 03/07/TUT/2018 oraz pisma BFZ4d-073-1140/2018 (pieczęć Oferenta) FORMULARZ OFERTY HANDLOWEJ WSTĘPNEJ PKP INTERCITY S.A. Al. Jerozolimskie 142A 02-305 Warszawa
Załącznik nr 3 do Zapytania Ofertowego nr 03/07/TUT/2018 oraz pisma BFZ4d-073-1140/2018 (pieczęć Oferenta) FORMULARZ OFERTY HANDLOWEJ WSTĘPNEJ PKP INTERCITY S.A. Al. Jerozolimskie 142A 02-305 Warszawa
Metody spawania stali nierdzewnych.
 Metody spawania stali nierdzewnych. Procesy spawalnicze są najbardziej rozwiniętą i ugruntowaną technologią łączenia, powszechnie wykorzystywaną przy wytwarzaniu wyrobów ze stali nierdzewnych. Znajomość
Metody spawania stali nierdzewnych. Procesy spawalnicze są najbardziej rozwiniętą i ugruntowaną technologią łączenia, powszechnie wykorzystywaną przy wytwarzaniu wyrobów ze stali nierdzewnych. Znajomość
HARMONOGRAM SZKOLENIA
 HARMONOGRAM SZKOLENIA Tytuł projektu Nazwa Numer grupy Ilość godzin Miejsce organizacji Nowe kwalifikacje w zakresie Inteligentnych Specjalizacji woj. świętokrzyskiego szansą na zatrudnienie! KURS SPAWANIA
HARMONOGRAM SZKOLENIA Tytuł projektu Nazwa Numer grupy Ilość godzin Miejsce organizacji Nowe kwalifikacje w zakresie Inteligentnych Specjalizacji woj. świętokrzyskiego szansą na zatrudnienie! KURS SPAWANIA
HARMONOGRAM SZKOLENIA
 HARMONOGRAM SZKOLENIA Tytuł projektu Nazwa Numer grupy Ilość godzin Miejsce organizacji Nowe kwalifikacje w zakresie Inteligentnych Specjalizacji woj. świętokrzyskiego szansą na zatrudnienie! KURS SPAWANIA
HARMONOGRAM SZKOLENIA Tytuł projektu Nazwa Numer grupy Ilość godzin Miejsce organizacji Nowe kwalifikacje w zakresie Inteligentnych Specjalizacji woj. świętokrzyskiego szansą na zatrudnienie! KURS SPAWANIA
Raport z badań Badania w zakresie zużycia gazu ochronnego dla źródła prądu spawania w osłonie gazów ochronnych Sigma 400 IGC
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH (Instytut edukacyjny i badawczy techniki spawalniczej) Badania w zakresie zużycia gazu ochronnego dla źródła prądu spawania w osłonie gazów ochronnych
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH (Instytut edukacyjny i badawczy techniki spawalniczej) Badania w zakresie zużycia gazu ochronnego dla źródła prądu spawania w osłonie gazów ochronnych
Niektóre narzędzia są po prostu wygodniejsze od innych
 2000/3000/4000 Niektóre narzędzia są po prostu wygodniejsze od innych MasterTig MLS opcje MTL MTX MTM MTZ stanowi dla wielu użytkowników standard dzięki precyzji i wysokiej wydajności oraz lekkiej, przenośnej
2000/3000/4000 Niektóre narzędzia są po prostu wygodniejsze od innych MasterTig MLS opcje MTL MTX MTM MTZ stanowi dla wielu użytkowników standard dzięki precyzji i wysokiej wydajności oraz lekkiej, przenośnej
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE
 PERFEKCYJNE SPAWANIE") TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
TransSynergic i TransPulsSynergic 2700 / 3200 / 4000/ 5000 Metoda MIG / MAG, TIG DC, Elektroda otulona (MMA) PERFEKCYJNE SPAWANIE Rodzina spawarek inwerterowych 100 khz do spawania metodami MIG/MAG, TIG
Urządzenia dostępne są w naszym sklepie internetowym.
 Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
Urządzenia dostępne są w naszym sklepie internetowym. Mamy przyjemność poinformować Państwa, że firma ESAB wraz z firmą MEXPOL wprowadza na rynek zupełnie nową gamę produktów skierowaną głównie do odbiorcy
SPAWANIE HARDOX. Spawanie Hardox
 SPAWANIE HARDOX Spawanie Hardox 1 SPAWANIE JEST ŁATWE Spawanie trudnościeralnej blachy Hardox Blacha trudnościeralna Hardox łączy w sobie unikalną wydajność z wyjątkową spawalnością. Do spawania tych stali
SPAWANIE HARDOX Spawanie Hardox 1 SPAWANIE JEST ŁATWE Spawanie trudnościeralnej blachy Hardox Blacha trudnościeralna Hardox łączy w sobie unikalną wydajność z wyjątkową spawalnością. Do spawania tych stali