Cięcie piłą taśmową. Posuw
|
|
|
- Krystian Socha
- 10 lat temu
- Przeglądów:
Transkrypt
1 Cięcie piłą taśmową Posuw Posuw to głębokość, na jaką zęby wchodzą w materiał w danym momencie. Aby ciąć wydajnie, korzysta się z największego posuwu, na jaki pozwala urządzenie. Jednak posuw ograniczony jest przez właściwości materiału i żywotność ostrza. Szybszy posuw nie pozwala też na duży kąt cięcia. Samo cięcie jest szybsze, ale ostrze o wiele szybciej się zużywa. Mały posuw pozwala na większy kąt cięcia, ale wydłuża też jego czas. Skąd więc wiadomo, czy stosowany przez nas posuw jest prawidłowy? Sprawdzaj wióry i oceniaj ją na podstawie ich kształtu i koloru (patrz również: szybkość taśmy). Dla zwiększenia żywotności ostrza ważne jest również smarowanie i wydajne cięcie. Odpowiednie smarowanie pomaga zredukować temperaturę przy cięciu i sprawić, że wióry będą krócej trzymały się powierzchni zębów piły. Brak smarowania powoduje, że tarcie występujące podczas cięcia skutkuje powstawaniem nadmiernych ilości ciepła, co z kolei sprzyja gromadzeniu się wiórów przy zębach. W rezultacie jakość cięcia spada, zwiększa się za to konsumpcja energii, co może spowodować uszkodzenie zębów. Częstość smarowania zależna jest od zaleceń producenta maszyny. Miej zawsze w warsztacie zapas odpowiednio wymieszanego oleju do smarowania. Nie smaruj urządzenia samą wodą, ponieważ pozbędziesz się wtedy resztek oleju, co spowoduje przedwczesne stępienie się zębów piły. Aby sprawdzić proporcje, użyj refraktometru. Sprawdź każde wyjście systemu smarowania, aby mieć pewność, że wszystkie części, które wymagają smarowania, zostaną rzeczywiście nasmarowane. Optymalny posuw >>> zakręcone, srebrzyste wióry Zbyt wolny posuw >>> bardzo cienkie wióry Zbyt szybki posuw >>> sine, ciężkie wióry
. Dla zwiększenia żywotności ostrza ważne jest również smarowanie i wydajne cięcie.")
2 Cięcie piłą taśmową Szybkość Szybkość ostrza definiuje to, jak szybko ostrze przechodzi przez materiał. Większa szybkość ostrza pozwala na większy kąt cięcia, a więc daje lepsze rezultaty. Szybkość ograniczona jest przez właściwości materiału i ciepło powstające podczas cięcia. Cięcie twardego materiału przy dużej szybkości może powodować powstawanie zbyt dużych ilości ciepła, co znacznie skraca żywotność ostrza. Większa szybkość ostrza Mniejsza szybkość ostrza Skąd wiadomo, czy tniemy z odpowiednią szybkością? Wystarczy spojrzeć na wióry: ich kolor i kształt. Chcemy uzyskiwać wióry cienkie, ciasno zwinięte i ciepłe w dotyku. Zmiana koloru ze srebrnego na lekko siny oznacza nadmiar ciepła i prawdopodobnie zbyt duża szybkość. Sine wióry wskazują na zbyt wysoką temperaturę, która skraca żywotność ostrza.

3 Cięcie piłą taśmową Terminologia Docieranie ostrza: (zaokrąglenie czubków zębów piły): Odpowiednia szybkość cięcia i posuw (patrz: tabela) powinny być zredukowane o: 50% (posuw) 30% (szybkość cięcia) Po przecięciu ok 500cm 2 należy stopniowo zwiększać obie wartości do 100%. Ilość wiórów Dla materiału o średnicy max 500mm odpowiednie są następujące wartości: Ilość wiórów na ząb (mm) Stal niskostopowa Stal stopowa Stal narzędziowa Stal nierdzewna Brąz/Miedź Aluminium W = wysokość materiału t = czas cięcia odcinka TPI = podziałka (podziałka kombinowana 3/3 = 3.5)

4 Cięcie piłą taśmową Porady Podziałka (ilość zębów na cal) = TPI Podziałka maksymalną średnicę materiału Jeśli możesz ciąć warstwami albo wiązkami, musisz zsumować średnice Należy wziąć pod uwagę formę materiału, zaciski i właściwości urządzenia Jeśli tniesz profil cienkościenny na lekkiej maszynie warstwami, zsumuj grubości ścianek. Patrz również: tabela doboru ilości zębów na cal.

5 Cięcie piłą taśmową Porady Pojemność wrębu między zębami piły ma duży wpływ na jakość cięcia. Jeśli podczas cięcia wiór dostaje się do wrębu, zwija się ciasno i wypada z niego tuż za materiałem. Jeśli wiór jest gruby, może zapchać wrąb i zostać wyciągniętym przy kolejnym wejściu w materiał. Może wtedy dojść do wykruszania zębów albo powstawania szczerb w rzazie.

6 Cięcie piłą taśmową Porady Jak doradzić klientowi: 1. Określ typ materiału i sprawdź w tabeli poprawną szybkość cięcia i posuw. 2. Spróbuj dowiedzieć się, co jest dla klienta najważniejsze: Żywotność ostrza Wykończenie powierzchni Czas cięcia Pamiętaj, że osiągnięcie wszystkich trzech celów jednocześnie jest niemożliwe. 3. Sprawdź stan urządzenia Szczotki do wiórów Kostek prowadzących 4. Sprawdź smarowanie (ilość oleju: ok. 8 12%). Przy cięciu stali nierdzewnej albo stali narzędziowych, należy zwiększyć tę ilość do max 15% albo korzystać z oleju do cięcia. 5. Dotrzyj ostrze, chyba że używasz ostrza powlekanego. 6. Wybierz odpowiednią podziałkę (patrz: tabela). 7. Na początku procesu cięcia sprawdź wióry i postaraj się uniknąć wibracji, regulując posuw i szybkość cięcia. 8. Wykonaj pełną dokumentację do późniejszego użycia.

7 Typowe defekty ostrzy pił taśmowych i ich możliwe przyczyny

8 1. Duże, równomierne zużycie na czubkach i w rogach zębów Gładkie zużycie zębów na czubkach i w rogach, bądź zaokrąglenie set teeth. Nieodpowiednia procedura dotarcia. Rozwiązanie: Dotrzyj taśmę na ok 500cm 2 powierzchni przy 70% normalnej szybkości cięcia i 50% posuwu (patrz: tabele na końcu tego przewodnika). Zbyt duża szybkość cięcia dla typu ciętego materiału. Powoduje to wysoką temperaturę czubków zębów, co zwiększa szybkość zużycia taśmy. Rozwiązanie: Sprawdź w tabeli, jak dokładnie dopasować szybkość cięcia. Mały posuw powoduje, że zęby ocierają się o materiał, zamiast w niego wchodzić. Jest to najczęściej spotykane w materiałach work hardened, jak stal nierdzewna albo stale narzędziowe. Rozwiązanie: Sprawdź w tabeli dokładny posuw i szybkość cięcia. WAŻNE: Stal nierdzewną tnij zawsze piłą o dodatnim kącie nachylenia zębów! Twarde materiały cięte, jak flame cut edge albo materiały ścierne, jak kompozyty umacniane włóknami Niewystarczająca ilość chłodziwa, spowodowana przez niewystarczającą objętość, częstość dolewania i/albo nieodpowiednią aplikację. Rozwiązanie: Sprawdź ilość chłodziwa przy pomocy refraktometru. Zagwarantuj wystarczające chłodzenie.

9 2. Zużycie po obu stronach zębów Boki zębów po obu stronach taśmy tnącej są widocznie zużyte. Zepsute, zużyte albo nieobecne prowadnice wspierające, przez co zęby dotykają bocznych kostek prowadzących. Rozwiązanie: Wymień kostki prowadzące Boczne kostki prowadzące nieodpowiednie dla szerokości taśmy tnącej. Rozwiązanie: Wymień kostki prowadzące Wyciąganie taśmy z materiału przed zakończeniem cięcia. Rozwiązanie: Unikaj tego

10 3. Zużycie po jednej stronie zębów Silne zużycie widać tylko po jednej stronie zębów. Wskutek tego cięcie nie jest równoległe. Zużyty kołnierz koła, przez co bok zębów dotyka powierzchni koła; możliwe nieodpowiednie ustawienie koła bez wieńca. Rozwiązanie: Wyreguluj wspierające kostki prowadzące Obluzowane albo nieodpowiednio ustawione boczne kostki prowadzące Rozwiązanie: Wyreguluj boczne kostki prowadzące! Ostrze nie jest równoległe do rzazu Rozwiązanie: Wyreguluj boczną kostkę prowadzącą Ostrze ociera się o ciętą powierzchnię, kiedy głowica urządzenia zawraca Zęby ocierają się o część urządzenia, np. o podstawę szczotki, osłony itp. Rozwiązanie: Zajmij się konserwacją urządzenia!

11 4. Zęby wyszczerbione albo połamane Nierównomiernie rozłożone złamania na końcówkach i w rogach zębów Nieodpowiednia procedura dotarcia Rozwiązanie: Dotrzyj taśmę na powierzchni ok 500cm 2 materiału ciętego przy 70% normalnej szybkości taśmy i 50% posuwu (patrz: tabele na końcu tego przewodnika). Nieodpowiednie ostrze dla ciętego materiału Uszkodzenie robocze powstałe wskutek nieodpowiedniego otwarcia albo pogiętej taśmy Rozwiązanie: Zdejmij osłonę zębów dopiero po instalacji ostrza na urządzeniu Nieodpowiednie umiejscowienie albo zaciśnięcie materiału Rozwiązanie: Trzymaj się instrukcji zaciskania materiału Nadmierna szybkość albo nacisk posuwu Rozwiązanie: Patrz tabela parametrów cięcia. Materiał jest miejscami twardszy

12 5. Odbarwienie się czubków zębów wskutek nadmiernego ciepła wynikającego z tarcia Powierzchnia czubków zębów jest odbarwiona wskutek nadmiernego rozgrzania wynikającego z tarcia podczas użycia. Nieodpowiednia ilość chłodziwa (zbyt niski poziom, zbyt rzadkie dolewanie i/lub nieodpowiednia aplikacja) Rozwiązanie: Sprawdź poziom chłodziwa przy pomocy refraktometru. Upewnij się, że poziom chłodziwa jest wystarczający. Nadmierna szybkość taśmy tnącej Rozwiązanie: Patrz tabela parametrów Nieodpowiednia szybkość posuwu Rozwiązanie: Patrz tabela parametrów Taśma zainstalowana w odwrotną stronę

13 6. Ubytki w zębach Część albo części zębów wyłamane z taśmy. Nieodpowiednia procedura dotarcia albo jej brak Rozwiązanie: Dotrzyj taśmę na powierzchni ok 500cm 2 materiału ciętego przy 70% normalnej szybkości taśmy i 50% posuwu (patrz: tabele na końcu tego przewodnika). Zużyta, brakująca albo nieodpowiednio zainstalowana szczotka do wiórów Rozwiązanie: Dopasuj albo wymień szczotkę Nadmierna szybkość albo nacisk posuwu Rozwiązanie: Patrz tabela parametrów Ruch albo wibracja ciętego materiału Rozwiązanie: Sprawdź jednostkę zaciskania Nieodpowiednie pozycjonowanie ciętego materiału Rozwiązanie: Sprawdź jednostkę zaciskania Niewystarczająca ilość chłodziwa Rozwiązanie: Sprawdź poziom chłodziwa przy pomocy refraktometru. Upewnij się, że poziom chłodziwa jest wystarczający. Materiał jest miejscami twardszy Podziałka nieodpowiednia dla przekroju ciętego materiału Rozwiązanie: Patrz tabela doboru ilości zębów na cal Szybkość taśmy zbyt niska dla rodzaju ciętego materiału Rozwiązanie: Patrz tabela parametrów

14 7. Wióry wtopione w końce zębów Wysoka temperatura albo ciśnienie powstające podczas cięcia wtapia wióry w końce i brzegi zębów piły. Często dzieje się tak przy cięciu aluminium z prędkością mniejszą niż 300m/min. Ważne: Tnąc aluminium, zawsze pracuj z piłą, której zęby mają dodatni kąt nachylenia. Kąt zerowy prawdopodobnie doprowadzi do wtapiania się wiórów w zęby piły. Niewystarczająca ilość chłodziwa, spowodowana przez niewystarczającą objętość, częstość dolewania i/albo nieodpowiednią aplikację. Rozwiązanie: Sprawdź ilość chłodziwa przy pomocy refraktometru. Zagwarantuj wystarczające chłodzenie. Zużyta, niepoprawnie zainstalowana albo niezainstalowana w ogóle szczotka do wiórów. Rozwiązanie: Wyreguluj albo wymień szczotkę. Nieodpowiedni (nadmierny) posuw i/lub nieodpowiednia (zbyt niska) szybkość ostrza. Rozwiązanie: Patrz tabela parametrów.

15 8. Rowki między zębami zapychają się materiałem Rowki zapchały się ciętym materiałem. Możliwa przyczyna (jak w wtapianiu się wiórów): Zbyt mała podziałka zbyt mała pojemność rowka. Rozwiązanie: Wybierz odpowiednią podziałkę albo skorzystaj z tabeli doboru ilości zębów na cal w katalogu Roentgen. Nadmierny posuw, skutkujący zbyt dużą ilością wiórów. Rozwiązanie: Patrz tabela parametrów. Zużyta, niepoprawnie zainstalowana albo niezainstalowana w ogóle szczotka do wiórów. Rozwiązanie: Wyreguluj albo wymień szczotkę. Niewystarczająca ilość chłodziwa, spowodowana przez niewystarczającą objętość, częstość dolewania i/albo nieodpowiednią aplikację. Rozwiązanie: Sprawdź ilość chłodziwa przy pomocy refraktometru. Zagwarantuj wystarczające chłodzenie.

16 9. Silne zużycie po obu stronach taśmy tnącej Po obu stronach taśmy tnącej widać ślady silnego zużycia. W tych miejscach taśma często pęka. Możliwa przprzyczyna: Wyszczerbione albo zepsute boczne kostki prowadzące. Rozwiązanie: Wymień boczne kostki prowadzące. Zbyt mocno dokręcone boczne kostki prowadzące. Rozwiązanie: Wyreguluj boczne kostki prowadzące. Nieodpowiedni przepływ chłodziwa przez boczne kostki prowadzące. Rozwiązanie: Zajmij się konserwacją urządzenia. Niewystarczająca ilość chłodziwa, spowodowana przez niewystarczającą objętość, częstość dolewania i/albo nieodpowiednią aplikację. Rozwiązanie: Sprawdź ilość chłodziwa przy pomocy refraktometru. Zagwarantuj wystarczające chłodzenie.

17 10.Nierównomierne zużycie albo rowki po bokach taśmy tnącej Ślady zużycia widoczne przy rowkach po jednej stronie i blisko tylnej krawędzi po drugiej stronie taśmy. Obluzowane boczne kostki prowadzące. Rozwiązanie: Wyreguluj boczne kostki prowadzące. Wyszczerbione albo zepsute boczne kostki prowadzące. Rozwiązanie: Wymień boczne kostki prowadzące. Taśma ociera się w jakimś miejscu o urządzenie. Rozwiązanie: Zajmij się konserwacją urządzenia. Ramiona prowadzące otwarte na maksymalną szerokość. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Gromadzenie się wiórów w bocznych kostkach prowadzących. Rozwiązanie: Odpowiednio pozbywaj się wiórów.

18 11.Pękanie taśmy albo pęknięcia w rowkach między zębami Źródło pęknięcia widać na płaskiej powierzchni pęknięcia. Nadmierne obciążenie wstępne wspierającej kostki prowadzącej. Rozwiązanie: Patrz instrukcja urządzenia albo skontaktuj się w producentem urządzenia. Nieodpowiedni naciąg taśmy. Rozwiązanie: Zalecany naciąg taśmy to 300N/mm 2. Wyreguluj go przy pomocy tensometru. Ramiona prowadzące otwarte na maksymalną szerokość. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Nieodpowiednie wyrównanie beam bar. Rozwiązanie: Skontaktuj się z producentem urządzenia. Zbyt mocno dokręcone boczne kostki prowadzące. Rozwiązanie: Wyreguluj boczne kostki prowadzące. Nadmierne zużycie zębów. Rozwiązanie: Taśma była tępa i przez to zbyt mocno obciążona. Wymień ją na nową.

19 12.Pęknięcie paska łukowa szczerba Pęknięcie zaczyna się w rowku między zębami i natychmiast skręca łukiem do środka taśmy. Nadmierny nacisk o charakterze skręcającym. Rozwiązanie: Skontaktuj się w producentem urządzenia. Ramiona prowadzące otwarte na szerokość powodującą nadmierne skręcenie się od koła do prowadnicy. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Jeśli musisz skorzystać z maksymalnej szerokości, w miarę możliwości skorzystaj z maszyny o większej szerokości zacisku. Ramiona prowadzące otwarte zbyt szeroko dla cięcia materiału o małym polu przekroju. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Nadmierne obciążenie wstępne wspierającej kostki prowadzącej. Rozwiązanie: Skontaktuj się w producentem urządzenia.

20 13.Pękanie taśmy albo pęknięcia od tylnej krawędzi Pęknięcie powstaje na tylnej krawędzi taśmy. Początek pęknięcia widać po płaskim miejscu na powierzchni pęknięcia. Nadmierne obciążenie wstępne prowadnicy wspierającej, co sprawia, że tylna krawędź blokuje materiał, a to z kolei skutkuje pęknięciem. Rozwiązanie: Wyreguluj bloczek dociskający albo skontaktuj się w producentem urządzenia. Nieodpowiedni posuw. Rozwiązanie: Zmniejsz szybkość albo nacisk posuwu zgodnie z tabelą parametrów. Nieodpowiednie ustawienie taśmy jej tylna krawędź silnie ociera się o kołnierz koła. Powoduje to odkładanie się martenzytu (bardzo twardej warstwy), która prowadzi do pękania taśmy. Rozwiązanie: Wyreguluj wspierające kostki prowadzące i koło. Zużyte albo wadliwe wspierające kostki prowadzące. Rozwiązanie: Wymień je. Nieodpowiedni naciąg taśmy. Rozwiązanie: Zalecany naciąg taśmy to 300N/mm 2. Wyreguluj go przy pomocy tensometru. Wcięcia w tylnej krawędzi spowodowane uszkodzeniami Rozwiązanie: Ostrożnie obchodź się z taśmami. Unikaj ocierania się zębów jednej taśmy o tylną krawędź drugiej.
, która prowadzi do pękania taśmy.")
21 14.Silne zużycie i/lub swaging na tylnej krawędzi taśmy Silne uszkodzenia na tylnej krawędzi będą wyglądały jakby powierzchnia była wypolerowana albo jakby miała dodatkowe rowki. Może się też pojawić swaging w rogach. Nieodpowiednia szybkość posuwu. Rozwiązanie: Patrz tabela parametrów. Nadmierne obciążenie wstępne prowadnicy wspierającej. Rozwiązanie: Skontaktuj się w producentem urządzenia. Nieodpowiednie ustawienie taśmy jej tylna krawędź silnie ociera się o kołnierz koła. Rozwiązanie: Wyreguluj wspierające kostki prowadzące i koło. Zużyte albo wadliwe wspierające kostki prowadzące. Rozwiązanie: Wymień je.
22 15.Pęknięcie tylnego spawu Każdy czynnik powodujący pękanie taśmy może również wywoływać pęknięcie na spawie. Zwróć uwagę, że jest to najsłabsza część taśmy. Patrz też uwagi nr 11-13!
23 16.Używana taśma jest wydłużona na krawędzi zębów Wydłużenie na krawędzi zębów jest terminem określającym wyprostowanie taśmy. Zęby wystają na zewnątrz łuku, kiedy taśma leży na płaskiej powierzchni. Boczne kostki prowadzące są zbyt ciasno dokręcone ocierają się w pobliżu rowków. Rozwiązanie: Wyreguluj boczne kostki prowadzące. Nadmierne obciążenie wstępne - taśma mocno ociera się o wspierające kostki prowadzące. Rozwiązanie: Patrz instrukcja urządzenia albo skontaktuj się w producentem urządzenia. Zużyte koła taśmy, co powoduje nierównomierny naciąg. Rozwiązanie: Skontaktuj się w producentem urządzenia. Ramiona prowadzące otwarte na maksymalną szerokość. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Nadmierny posuw. Rozwiązanie: Patrz tabela parametrów.
24 17.Używana taśma jest skrócona na krawędzi zębów Wydłużenie na krawędzi zębów jest terminem określającym wyprostowanie taśmy. Zęby są wewnątrz łuku, kiedy taśma leży na płaskiej powierzchni. Boczne kostki prowadzące są zbyt ciasno dokręcone ocierają się w pobliżu tylnej krawędzi. Rozwiązanie: Wyreguluj boczne kostki prowadzące. Zużyte koła taśmy, co powoduje nierównomierny naciąg. Rozwiązanie: Skontaktuj się w producentem urządzenia. Ramiona prowadzące otwarte na maksymalną szerokość, za daleko od ciętego materiału. Rozwiązanie: Zawsze ustawiaj ramiona odpowiednio do wymiarów materiału. Nadmierny posuw. Rozwiązanie: Patrz tabela parametrów.
25 18.Taśma jest skręcona Nieodpowiedni naciąg taśmy. Rozwiązanie: Zalecany naciąg taśmy to 300N/mm 2. Wyreguluj go przy pomocy tensometru. Którakolwiek z przyczyn w punktach 16 i 17. Rozwiązanie: Patrz powyżej. Zbyt mały promień cięcia. Rozwiązanie: Sprawdź w tabeli maksymalny promień cięcia dla danej szerokości taśmy.
26 19.Pęknięta taśma skręca się Nieodpowiedni naciąg taśmy. Rozwiązanie: Zalecany naciąg taśmy to 300N/mm 2. Wyreguluj go przy pomocy tensometru. Którakolwiek z przyczyn w punktach 16 i 17. Rozwiązanie: Patrz powyżej. Zbyt mały promień cięcia. Rozwiązanie: Sprawdź w tabeli maksymalny promień cięcia dla danej szerokości taśmy.
27 20.Silne zużycie tyko w najmniejszych rowkach Silne zużycie tylko przy najmniejszych rowkach wskazuje na to, że pojemność rowków jest zbyt mała, żeby mogła pomieścić powstające wióry. Zwróć uwagę na to, że pojemność najmniejszego rowka określa pojemność taśmy. Zbyt duży posuw. Rozwiązanie: Patrz tabela parametrów. Zbyt mały posuw. Rozwiązanie: Patrz tabela parametrów. Podziałka zbyt mała dla ciętego materiału. Rozwiązanie: Patrz tabela wyboru ilości zębów na cal albo skontaktuj się ze swoim dostawcą ostrzy.
28 Auf dem Knapp 44 D Remscheid Germany Telefax: +49-(0) Nazwa firmy:... Data:... Mieszanka smarująca Naciąg taśmy Szybkość taśmy / Aktualne ustawienia urządzenia Rolki tłumiące wlot Prowadnice boczne wlot Prowadnice wspierające wlot Rolki tłumiące wylot Prowadnice boczne - wylot Prowadnica wspierająca - wylot Taśma ociera się o kołnierz koła? Koło napędzane runs intrue Koło prowadnicy runs untrue Stan/montaż szczotki nie nie nie Komentarze:
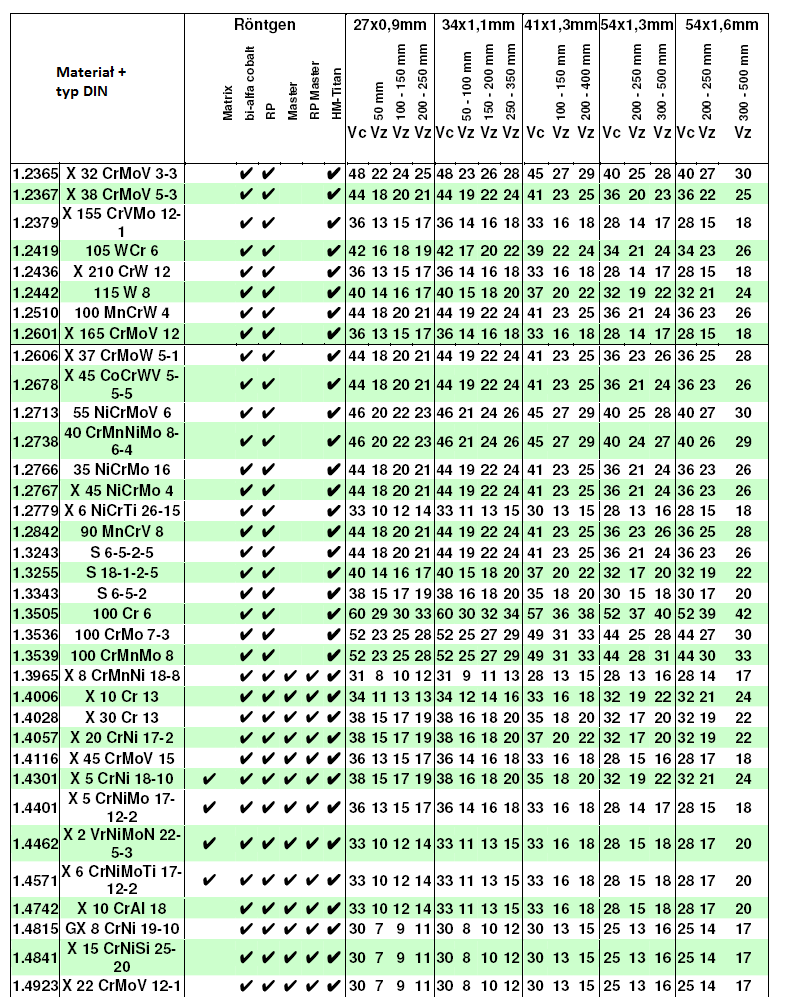
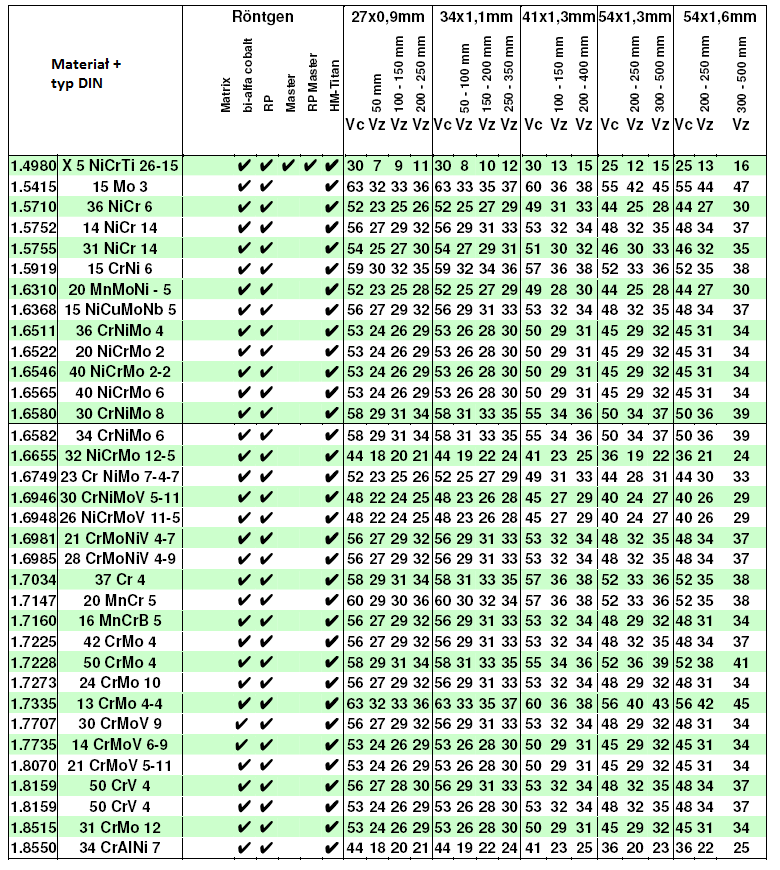
29 Rekomendowane parametry cięcia dla ostrzy firmy Röntgen

30 Tabela 1: Parametry cięcia dla ostrzy bimetalowych Należy mieć na uwadze, że poniższe zalecenia podają tylko niektóre parametry cięcia. Jeśli nie ma tutaj Twojego materiału i/lub szerokości Twojej taśmy, skontaktuj się z firmą Röntgen w celu uzyskania dalszych informacji. Vc = szybkość taśmy w m/min Vz = wydajność cięcia w cm 2 /min
31
32
33 Tabela 2: Dobór podziałki Dla twardych materiałów Podziałka kombinowana sprawia, że ostrze jest bardziej uniwersalne i podczas cięcia powstaje mniej wibracji. Przy cięciu rur i profili W wypadku rur cienkich (do 8mm grubości ścianki) zaleca się stosowanie zębów o nachyleniu 0º. Sprawdź też nasze nowe produkty: bi-alf cobalt profile P i Q!
34 Tabela 3: Odległość skręcenia w piłach taśmowych Aby wydłużyć żywotność piły, ważne, żeby zachować odpowiednią odległość między ostrzem a kołem prowadzącym/kołem prowadzonym a bocznymi kostkami prowadzącymi tak, żeby ostrze mogło się skręcić. Tabela poniżej zawiera dane pochodzące od American Sawing Association. Wszystkie wartości zostały podane w mm! Należy pamiętać, że dane poniżej nie odnoszą się do cięcia z dużą szybkością, np. cięcia aluminium przy szybkościach taśmy powyżej 1500m/min! Tabela 4: Cięcie kształtowe Przy cięciu kształtowym na maszynach pionowych, należy uwzględniać następujące kąty.
BRZESZCZOTY MASZYNOWE BAHCO
 BRZESZCZOY MASZYNOE BAHCO 49 BAHCO BRZESZCZOY MASZYNOE Uwagi dotyczące cięcia brzeszczotami maszynowymi Sandflex Naciąg brzeszczotu powinien być wyższy niż w przypadku brzeszczotów HSS. Co jakiś czas brzeszczot
BRZESZCZOY MASZYNOE BAHCO 49 BAHCO BRZESZCZOY MASZYNOE Uwagi dotyczące cięcia brzeszczotami maszynowymi Sandflex Naciąg brzeszczotu powinien być wyższy niż w przypadku brzeszczotów HSS. Co jakiś czas brzeszczot
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
BRZESZCZOTY DO METALU
 BRZESZCZOTY DO METALU 4proste KROKI KROK1 JAKOŚĆ brzeszczotu METALFLEX M42 METALFLEX M51 METALFLEX EXTREME METALFLEX CARBIDE BRZESZCZOTY BRZESZCZOTY BRZESZCZOTY BRZESZCZOTY ogólnego zastosowania do cięcia
BRZESZCZOTY DO METALU 4proste KROKI KROK1 JAKOŚĆ brzeszczotu METALFLEX M42 METALFLEX M51 METALFLEX EXTREME METALFLEX CARBIDE BRZESZCZOTY BRZESZCZOTY BRZESZCZOTY BRZESZCZOTY ogólnego zastosowania do cięcia
Jak poprawić jakość cięcia plazmą
 Jak poprawić jakość cięcia plazmą Poniższe porady wskazują kilka rozwiązań pomagających poprawić jakość cięcia. Jest ważne, aby wykonywać próby pracy zgodnie z zaleceniami ponieważ często występuje wiele
Jak poprawić jakość cięcia plazmą Poniższe porady wskazują kilka rozwiązań pomagających poprawić jakość cięcia. Jest ważne, aby wykonywać próby pracy zgodnie z zaleceniami ponieważ często występuje wiele
Sandflex TOP Fabricator DINSTAL
 3853 - Sandflex TOP Fabricator Do cięcia profili konstrukcyjnych i rur Zastosowanie: Do cięcia: Profili konstrukcyjnych (kątowniki, ceowniki, dwuteowniki) Profili zamkniętych Rur Pakietów profili lub rur
3853 - Sandflex TOP Fabricator Do cięcia profili konstrukcyjnych i rur Zastosowanie: Do cięcia: Profili konstrukcyjnych (kątowniki, ceowniki, dwuteowniki) Profili zamkniętych Rur Pakietów profili lub rur
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
PIŁY TAŚMOWE DO DREWNA
 PIŁY TAŚMOWE DO DREWNA HISTORIA HISTORIA Ponad 1 lat tradycji Grupa Bahco AB rozpoczęła produkcję pił pod marką ryby i haczyka już w 1886 roku. J.P. Johansson, jako jeden z założycieli firmy, opracował
PIŁY TAŚMOWE DO DREWNA HISTORIA HISTORIA Ponad 1 lat tradycji Grupa Bahco AB rozpoczęła produkcję pił pod marką ryby i haczyka już w 1886 roku. J.P. Johansson, jako jeden z założycieli firmy, opracował
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
POWRÓT DO STRONY GŁÓWNEJ
 24 PIŁY DO METALU PIŁY DO METALU Nie pękające brzeszczoty Firma Bahco rozpoczęła produkcję bimetalicznych brzeszczotów już w 99 roku. Rozwój technologii obróbki stali pozwolił na połączenie dwóch materiałów
24 PIŁY DO METALU PIŁY DO METALU Nie pękające brzeszczoty Firma Bahco rozpoczęła produkcję bimetalicznych brzeszczotów już w 99 roku. Rozwój technologii obróbki stali pozwolił na połączenie dwóch materiałów
PIŁY TAŚMOWE DO DREWNA
 PIŁY TAŚMOWE DO DREWNA HISTORIA HISTORIA Ponad 1 lat tradycji Grupa Bahco AB rozpoczęła produkcję pił pod marką ryby i haczyka już w 1886 roku. J.P. Johansson, jako jeden z założycieli firmy, opracował
PIŁY TAŚMOWE DO DREWNA HISTORIA HISTORIA Ponad 1 lat tradycji Grupa Bahco AB rozpoczęła produkcję pił pod marką ryby i haczyka już w 1886 roku. J.P. Johansson, jako jeden z założycieli firmy, opracował
SANDFLEX. Piły taśmowe BAHCO
 SANDFLEX Piły taśmowe BAHCO cennik 2013 M42-SANDFLEX Multi-Cut 13 0,6 6/10, 8/12, 10/14, 14/18 20,05 20 0,9 4/6, 5/8, 6/10, 8/12, 10/14, R-14 20,69 27 0,9 2/3, 3/4, 4/6, 5/8, 6/10, 8/12, 10/14 23,99 34
SANDFLEX Piły taśmowe BAHCO cennik 2013 M42-SANDFLEX Multi-Cut 13 0,6 6/10, 8/12, 10/14, 14/18 20,05 20 0,9 4/6, 5/8, 6/10, 8/12, 10/14, R-14 20,69 27 0,9 2/3, 3/4, 4/6, 5/8, 6/10, 8/12, 10/14 23,99 34
The Orange Book. Podręcznik pił taśmowych Bahco
 The Orange Book Podręcznik pił taśmowych Bahco Witamy w Podręczniku pił taśmowych Bahco Jesteśmy dumni mogąc przedstawić Państwu ten podręcznik użytkownika, który może pomóc Państwu najniższy koszt cięcia.
The Orange Book Podręcznik pił taśmowych Bahco Witamy w Podręczniku pił taśmowych Bahco Jesteśmy dumni mogąc przedstawić Państwu ten podręcznik użytkownika, który może pomóc Państwu najniższy koszt cięcia.
Cennik 2015 SANDFLEX. Piły taśmowe Bahco do cięcia stali. cennik ważny od 1 lutego 2015 r.
 Cennik 2015 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 1 lutego 2015 r. M42-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego zastosowania, przeznaczona do
Cennik 2015 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 1 lutego 2015 r. M42-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego zastosowania, przeznaczona do
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Gilotyna Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO RUCHOWA
 Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO Stron 7 Strona 1 Spis treści 1. Rysunek poglądowy maszyny 2 2. Podstawowe dane techniczne
Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO Stron 7 Strona 1 Spis treści 1. Rysunek poglądowy maszyny 2 2. Podstawowe dane techniczne
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
SMAROWANIE PRZEKŁADNI
 SMAROWANIE PRZEKŁADNI Dla zmniejszenia strat energii i oporów ruchu, ale również i zmniejszenia intensywności zużycia ściernego powierzchni trących, zabezpieczenia od zatarcia, korozji oraz lepszego odprowadzania
SMAROWANIE PRZEKŁADNI Dla zmniejszenia strat energii i oporów ruchu, ale również i zmniejszenia intensywności zużycia ściernego powierzchni trących, zabezpieczenia od zatarcia, korozji oraz lepszego odprowadzania
Prędkość skrawania Posuw Kąt lini śrubowej Czas obróbki. fn = vf (mm/obr.) n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)
 n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)") Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
Piły tarczowe 4 290, ,- Obrabiarki. Piła tarczowa PKS-255L. Piła tarczowa PKS-250P. (3 516,- bez VAT) nr kat
 nr kat") Piły tarczowe 92 Piła tarczowa PKS-255L nr kat. 25002325 Wyposażenie dodatkowe PKS-255L: tarcza SK 255 x 25,4 x 3 mm (40 z) nr kat. 25002326 79,- tarcza SK 255 x 25,4 x 3 mm (60 z) nr kat. 25050251 46,-
Piły tarczowe 92 Piła tarczowa PKS-255L nr kat. 25002325 Wyposażenie dodatkowe PKS-255L: tarcza SK 255 x 25,4 x 3 mm (40 z) nr kat. 25002326 79,- tarcza SK 255 x 25,4 x 3 mm (60 z) nr kat. 25050251 46,-
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
Szkolenie www.silky-europe.com
 Szkolenie www.silky-europe.com podstawy Miękki metal: + Większa odporność w drewnie + Przyjemniejszy w cięciu - Szybciej się zużywa Twardy metal: -Miniejsza odporność w drewnie -Mniej przyjemny w cięciu
Szkolenie www.silky-europe.com podstawy Miękki metal: + Większa odporność w drewnie + Przyjemniejszy w cięciu - Szybciej się zużywa Twardy metal: -Miniejsza odporność w drewnie -Mniej przyjemny w cięciu
Wysokojakościowe bimetalowe piły walcowe
 milwaukeetool.pl Wysokojakościowe bimetalowe piły walcowe Nowe bimetalowe kobaltowe piły walcowe Milwaukee Hole Dozer, zapewniają doskonałe osiągi, nawet w najcięższych zastosowaniach. Ø 19 37 mm Ø 38
milwaukeetool.pl Wysokojakościowe bimetalowe piły walcowe Nowe bimetalowe kobaltowe piły walcowe Milwaukee Hole Dozer, zapewniają doskonałe osiągi, nawet w najcięższych zastosowaniach. Ø 19 37 mm Ø 38
Można także bez problemu zamocować brzeszczoty większe niż 160 i mniejsze niż 130mm.
 Opis brzeszotów stosowanych na wyrzynarce Harthie Wybór odpowiedniego brzeszczotu Przy wyborze odpowiedniego rzeszotu należy uwzględnić następujące punkty: Drewno: 1. Gatunek drewna 2. Grubość drewna 3.
Opis brzeszotów stosowanych na wyrzynarce Harthie Wybór odpowiedniego brzeszczotu Przy wyborze odpowiedniego rzeszotu należy uwzględnić następujące punkty: Drewno: 1. Gatunek drewna 2. Grubość drewna 3.
OTWORNICE. profiline
 OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
OTWORNICE profiline z węglika spiekanego, skrawanie płaskie Otwornica uniwersalna z węglika spiekanego bimetal HSS / HSS Co 8 RUKO z węglika spiekanego mogą być stosowane w wiertarkach ręcznych i stojakowych.
Instrukcja wykonywania połączeń metodą zgrzewania taśm dylatacyjnych Sika-Waterbar w systemach wodoszczelnych. Sika Services AG
 Instrukcja wykonywania połączeń metodą zgrzewania taśm dylatacyjnych Sika-Waterbar w systemach wodoszczelnych Informacje, a w szczególności zalecenia dotyczące działania i końcowego zastosowania produktów
Instrukcja wykonywania połączeń metodą zgrzewania taśm dylatacyjnych Sika-Waterbar w systemach wodoszczelnych Informacje, a w szczególności zalecenia dotyczące działania i końcowego zastosowania produktów
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
INFORMACJE TECHNICZNE
 INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
INFORMACJE TECHNICZNE PIŁY TARCZOWE Z WĘGLIKAMI SPIEKANYMI Kształt i geometrię stosowanych rodzajów uzębienia przedstawiono w poniższej tabeli. Nazwa Rysunek Oznaczenie Nazwa Rysunek Oznaczenie UWAGA:
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa
 PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa PIŁY TAŚMOWE BIMETALOWE DOBÓR PIŁ BIMETALOWYCH ALUMINUM NISKOWĘGLOWE WYSOKOWĘGLOWE STOPOWE ŁOŻYSKOWE MATRYCOWE NIERDZEWNE NARZĘDZIOWE STOPY TYTANU STOPY NIKLU
PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa PIŁY TAŚMOWE BIMETALOWE DOBÓR PIŁ BIMETALOWYCH ALUMINUM NISKOWĘGLOWE WYSOKOWĘGLOWE STOPOWE ŁOŻYSKOWE MATRYCOWE NIERDZEWNE NARZĘDZIOWE STOPY TYTANU STOPY NIKLU
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU
 NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
NARZĘDZIA ŚCIERNE KLASY PREMIUM DO OBRÓBKI METALU WYJĄTKOWA SZYBKOŚĆ SZLIFOWANIA DOSKONAŁE USUWANIE NADDATKU DO NAJTRUDNIEJSZYCH PRAC REWELACYJNE RÓWNIEŻ DO STALI NIERDZEWNEJ ZWIĘKSZ WYDAJNOŚĆ, OGRANICZ
Obróbka zgrubna. Obróbka wykańczająca/ kształtowa. Aluminium. Wskazówki odnośnie wykorzystania. FREZOWANIE CoroMill dla każdego zastosowania
 FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
FREZOWAIE Coroill dla każdego zastosowania Wskazówki odnośnie wykorzystania Coroill 245 Coroill 200 Obróbka zgrubna Coroill 390 Coroill 245 Obróbka wykańczająca/ kształtowa Coroill 210 Coroill 300 Coroill
Gatunki stali. Podziałka zęba. Kąt natarciaa. Kąt przyłożenia. Grubość piły
 Frezy piłkowo-tarczowe HSS Gatunki stali HSS-DMo5 (M2) - DIN 1.3343 - JIS SKH51 Wysokostopowa stal szybkotnąca z dodatkami wolframu, wanadu i molibdenu HSS-Co5 (M41) - DIN 1.43 - JIS SKH55 Stal szybkotnąca
Frezy piłkowo-tarczowe HSS Gatunki stali HSS-DMo5 (M2) - DIN 1.3343 - JIS SKH51 Wysokostopowa stal szybkotnąca z dodatkami wolframu, wanadu i molibdenu HSS-Co5 (M41) - DIN 1.43 - JIS SKH55 Stal szybkotnąca
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
RÖNTGEN Jakość i innowacyjność z tradycjami
 Ro?ntgen Katalog 2011:_Layout 1 04.08.2011 13:58 Uhr Seite 3 Katalog pił taśmowych RÖNTGEN Jakość i innowacyjność z tradycjami Metallsägen Ro?ntgen Katalog 2011:_Layout 1 04.08.2011 13:58 Uhr Seite 2 2
Ro?ntgen Katalog 2011:_Layout 1 04.08.2011 13:58 Uhr Seite 3 Katalog pił taśmowych RÖNTGEN Jakość i innowacyjność z tradycjami Metallsägen Ro?ntgen Katalog 2011:_Layout 1 04.08.2011 13:58 Uhr Seite 2 2
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
KOMPETENCJI W PRECYZJI I JAKOSC ŁUSZCZENIOWE DO BLACHY WIERTŁA
 KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
KOMPETENCJI W PRECYZJI I JAKOSC WIERTŁA ŁUSZCZENIOWE DO BLACHY Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN
Parametry skrawania i warstwy skrawanej przy cięciu 376
 GARANT Poradnik obróbki skrawaniem Cięcie Spis treści Wykaz tabel - wytyczne technologiczne do cięcia 374 1 2 3 4 5 6 7 8 Metoda 375 Dokładności uzyskiwane przy cięciu 375 Parametry skrawania i warstwy
GARANT Poradnik obróbki skrawaniem Cięcie Spis treści Wykaz tabel - wytyczne technologiczne do cięcia 374 1 2 3 4 5 6 7 8 Metoda 375 Dokładności uzyskiwane przy cięciu 375 Parametry skrawania i warstwy
Narzędzia do toczenia poprzecznego
 Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
Dragonskin 1335 / HCN1345 - toczenie stali 1335 i HCN1345 to nowe rodzaje powłok Dragonskin, jakie WNT wprowadza na rynek. Powłoka 1335 różni się od konkurencji nie tylko optycznie. Także jej wydajność
UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie Stół załadowczy
 FOR ALL YOUR SAWING NEEDS! Automatyczne i półautomatyczne przecinarki taśmowe UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie
FOR ALL YOUR SAWING NEEDS! Automatyczne i półautomatyczne przecinarki taśmowe UTILITYLINE W komplecie Dzielone imadło frontowe W komplecie Transporter wiórów W komplecie Lampa oświetleniowa W komplecie
T2 R2 HS. www.randdtech.pl
 T2 R2 HS PL www.randdtech.pl Precision to elektroniczna dwugłowicowa piła z pięcioma kontrolowanymi osiami przeznaczona do cięcia profili aluminiowych, PCV i stopów lekkich z automatycznym posuwem ruchomej
T2 R2 HS PL www.randdtech.pl Precision to elektroniczna dwugłowicowa piła z pięcioma kontrolowanymi osiami przeznaczona do cięcia profili aluminiowych, PCV i stopów lekkich z automatycznym posuwem ruchomej
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO WOLFRAMU 1500 HV PRZEZNACZONE DO PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH SPECJALNA GEOMETRIA UZĘBIENIA SILNE POŁĄCZENIE GŁÓWKI Z TRZPIENIEM WĘGLIK SPIEKANY NAJWYŻSZEGO
TMS System frezowania gwintów Zastosowanie i informacje techniczne
 Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
w w w. r a n d d t e c h. p l
 PL www.randdtech.pl EASY WAY Maksimum ochrony, tylko tam, gdzie wymagane. Do aluminium lub PVC. Linia pił Precision zapewnia najwyższą swobodę pod względem konfiguracji. Wyposażona w integralne zabezpieczenie,
PL www.randdtech.pl EASY WAY Maksimum ochrony, tylko tam, gdzie wymagane. Do aluminium lub PVC. Linia pił Precision zapewnia najwyższą swobodę pod względem konfiguracji. Wyposażona w integralne zabezpieczenie,
OPIS PRZEDMIOTU ZAMÓWIENIA
 Załącznik nr 1 do zapytania ofertowego nr 12/2018 na dostawę i montaż fabrycznie nowej czopiarki do ram okien dachowych OPIS PRZEDMIOTU ZAMÓWIENIA Przedmiotem zamówienia jest dostawa i fabrycznie nowej
Załącznik nr 1 do zapytania ofertowego nr 12/2018 na dostawę i montaż fabrycznie nowej czopiarki do ram okien dachowych OPIS PRZEDMIOTU ZAMÓWIENIA Przedmiotem zamówienia jest dostawa i fabrycznie nowej
NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU
 NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU NORTON BEVELSYSTEMS Nowe urządzenia z serii NorBevel-6 oraz NorBevel-2 marki Norton to rewolucja w ukosowaniu i zaokrąglaniu krawędzi metalowych!
NORTON BEVELSYSTEMS REWOLUCJA W UKOSOWANIU I ZAOKRĄGLANIU NORTON BEVELSYSTEMS Nowe urządzenia z serii NorBevel-6 oraz NorBevel-2 marki Norton to rewolucja w ukosowaniu i zaokrąglaniu krawędzi metalowych!
Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. Długość całkowita (L)
") Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
Budowa rozwiertaka Należy skorzystać z tego schematu przy opisywaniu wymiarów rozwiertaka monolitycznego z węglika. (D1) chwytu (D) Długość ostrzy (L1) Długość chwytu (LS) Maks. głębokość rozwiercania
MATURI H jest to automatyczna wiązarka pozioma do wiązania ładunków paletowych, za pomocą taśm poliestrowych lub polipropylenowych.
 ul. Gdyńska 42 80-209 Chwaszczyno, Polska T. +48 58 554 10 45 Fx. +48 58 345 08 33 info@izipak.pl www.izipak.pl MATURI H jest to automatyczna wiązarka pozioma do wiązania ładunków paletowych, za pomocą
ul. Gdyńska 42 80-209 Chwaszczyno, Polska T. +48 58 554 10 45 Fx. +48 58 345 08 33 info@izipak.pl www.izipak.pl MATURI H jest to automatyczna wiązarka pozioma do wiązania ładunków paletowych, za pomocą
WIERCENIE I ROZWIERCANIE
 WAŻNE DO 31.12.2019 WIERCENIE I ROZWIERCANIE ATORN NOWY PROGRAM WIERTEŁ UNI STRONA 4 21 ATORN WIERTŁA STRONA 26 27 ATORN UNI/VA STRONA 37 39 ROZWIERCANIE OD STRONY 52 WWW.HAHN-KOLB.PL PODSTAWĄ PAŃSTWA
WAŻNE DO 31.12.2019 WIERCENIE I ROZWIERCANIE ATORN NOWY PROGRAM WIERTEŁ UNI STRONA 4 21 ATORN WIERTŁA STRONA 26 27 ATORN UNI/VA STRONA 37 39 ROZWIERCANIE OD STRONY 52 WWW.HAHN-KOLB.PL PODSTAWĄ PAŃSTWA
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności. Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra
 Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Analiza zużycia narzędzi w linii zgrzewania rur ocena niezawodności Stanisław Nowak, Krzysztof Żaba, Grzegorz Sikorski, Marcin Szota, Paweł Góra Dlaczego narzędzia są takie ważne 1. Udział kosztów narzędzi
Nowe rozwiązania obróbka otworów
 P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
Nowy KASTOwin. Dzieło sztuki dla produkcji seryjnej. www.kastowin.com
 Nowy KASTOwin. Dzieło sztuki dla produkcji seryjnej. www.kastowin.com Więcej niż wyjątkowy: Nowy KASTOwin. Istotą dochodowych zautomatyzowanych przecinarek są dwa elementy: wysoka wydajność cięcia oraz
Nowy KASTOwin. Dzieło sztuki dla produkcji seryjnej. www.kastowin.com Więcej niż wyjątkowy: Nowy KASTOwin. Istotą dochodowych zautomatyzowanych przecinarek są dwa elementy: wysoka wydajność cięcia oraz
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa
 PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa DOBÓR PIŁ BIMETALOWYCH NISKOWĘGLOWE WYSOKOWĘGLOWE ALUMINUM STOPOWE ŁOŻYSKOWE ŁATWE MATRYCOWE NIERDZEWNE NARZĘDZIOWE STOPY TYTANU SKRAWALNOŚĆ TRUDNE Qxp Długa
PIŁY TAŚMOWE Węglikowe Bimetalowe Chłodziwa DOBÓR PIŁ BIMETALOWYCH NISKOWĘGLOWE WYSOKOWĘGLOWE ALUMINUM STOPOWE ŁOŻYSKOWE ŁATWE MATRYCOWE NIERDZEWNE NARZĘDZIOWE STOPY TYTANU SKRAWALNOŚĆ TRUDNE Qxp Długa
Dobór nożyc w zależności od rodzaju zastosowania
 NOŻYCE DO BACHY Dobór nożyc w zależności od rodzaju zastosowania Rodzaje zastosowań Nożyce MA 5 MA 5 R MA 5 MA 35 MR 6 MR 7 R MR 7 MR 340 MR 76 M M 6 M 30 M 7 R M 7 M 3 R M 330 M 56 M 77 M 76 M 730 583
NOŻYCE DO BACHY Dobór nożyc w zależności od rodzaju zastosowania Rodzaje zastosowań Nożyce MA 5 MA 5 R MA 5 MA 35 MR 6 MR 7 R MR 7 MR 340 MR 76 M M 6 M 30 M 7 R M 7 M 3 R M 330 M 56 M 77 M 76 M 730 583
CENNIK 2019 ważny od 1 kwietnia 2019 r. SANDFLEX. Piły taśmowe Bahco do cięcia stali
 CENNIK 2019 ważny od 1 kwietnia 2019 r. SANDFLEX Piły taśmowe Bahco do cięcia stali Cennik pił taśmowych do cięcia stali 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego
CENNIK 2019 ważny od 1 kwietnia 2019 r. SANDFLEX Piły taśmowe Bahco do cięcia stali Cennik pił taśmowych do cięcia stali 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego
ESP-150. ZmEchaniZowany, wielogazowy SyStEm PlaZmowy.
 ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
ESP-150. Zmechanizowany, wielogazowy system plazmowy. Ekonomiczny i wysokowydajny. ESP-150. Różnorodne kombinacje gazów dla ekonomicznego, wysokowydajnego cięcia. System ESP-150 jest łatwy w obsłudze i
Katalog powstał w oparciu o materiały dostarczone przez Marangoni Group.
 Przedsiębiorstwo Przemysłowo-Handlowe "TOR" Sp. z o.o. ul. Legnicka 2 57-200 ZĄBKOWICE ŚLĄSKIE Bank Spółdzielczy w Ząbkowicach Śl. nr konta: 59 9533 0004 2001 0006 4510 0001 NIP: 887-000-04-71 Katalog
Przedsiębiorstwo Przemysłowo-Handlowe "TOR" Sp. z o.o. ul. Legnicka 2 57-200 ZĄBKOWICE ŚLĄSKIE Bank Spółdzielczy w Ząbkowicach Śl. nr konta: 59 9533 0004 2001 0006 4510 0001 NIP: 887-000-04-71 Katalog
OBLICZANIE KÓŁK ZĘBATYCH
 OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
OBLICZANIE KÓŁK ZĘBATYCH koło podziałowe linia przyporu P R P N P O koło podziałowe Najsilniejsze zginanie zęba następuje wówczas, gdy siła P N jest przyłożona u wierzchołka zęba. Siłę P N można rozłożyć
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
SE400 PILARKI FORMATOWE Lider dzięki projektowi
 SE400 PILARKI FORMATOWE Lider dzięki projektowi LEPSZY POMYSŁ Cechy zwykle spotykane tylko w najdroższych pilarkach Najlepszy system stołu przesuwnego, zderzaków i przykładnic Innowacyjny i dopracowany
SE400 PILARKI FORMATOWE Lider dzięki projektowi LEPSZY POMYSŁ Cechy zwykle spotykane tylko w najdroższych pilarkach Najlepszy system stołu przesuwnego, zderzaków i przykładnic Innowacyjny i dopracowany
TARCZE DO CIĘCIA I SZLIFOWANIA
 8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
8 I NARZĘDZIA I AKCESORIA NARZĘDZIA I AKCESORIA SPAWALNICZE SPAWALNICZE Tarcze do cięcia i szlifowania... 96-98 Akcesoria do szlifowania.... 99 95 I 8 I I Weldline oferuje szeroką gamę tarcz tnących i
WIERTŁA ŁUSZCZENIOWE DO BLACHY. profiline
 WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
WIERTŁA ŁUSZCZENIOWE DO BLACHY profiline Charakterystyka produktu W przypadku wysokowydajnych wierteł łuszczeniowych do blachy RUKO rowek wiórowy śrubowy jest szlifowany metodą CBN w zahartowanym materiale.
pag_30.indd 12 08.04.13 14:29
 CIĘCIE I PRASOWANIE pag_30.indd 12 08.04.13 14:29 4 MECHANICZNE NARZĘDZIA TNĄCE Nożyczki dla elektryków Ergonomiczne i bardzo wytrzymałe Precyzyjny i wytrzymały zawias Ostrze Nożyczki z etui 1601 3 proste
CIĘCIE I PRASOWANIE pag_30.indd 12 08.04.13 14:29 4 MECHANICZNE NARZĘDZIA TNĄCE Nożyczki dla elektryków Ergonomiczne i bardzo wytrzymałe Precyzyjny i wytrzymały zawias Ostrze Nożyczki z etui 1601 3 proste
10 zwojów 20 zwojów Wał M 1 M 2 M 1 M 2 t b A B D i Nmm Nmm Nr kat. D i Nmm Nmm Nr kat.
 SPRĘŻYNY NAPĘDOWE SF-DVF Stal nierdzewna B Wszystkie wymiary podano w mm t = Grubość materiału b = Szerokość taśmy M 1 = Moment przy wstępnym naprężaniu o 1,5 i 2,5 zwojów dla odpowiednio 10 i 20 zwojów
SPRĘŻYNY NAPĘDOWE SF-DVF Stal nierdzewna B Wszystkie wymiary podano w mm t = Grubość materiału b = Szerokość taśmy M 1 = Moment przy wstępnym naprężaniu o 1,5 i 2,5 zwojów dla odpowiednio 10 i 20 zwojów
PIŁA ELEKTRYCZNA DO METALU
 PIŁA ELEKTRYCZNA DO METALU INSTRUKCJA OBSŁUGI 2 SPIS TREŚCI I. ZASTOSOWANIE... 2 II. WYMIARY I PARAMETRY TECHNICZNE... 2 III. KONSTRUKCJA PIŁY... 3 IV. SMAROWANIE... 4 V. PRZEGLĄD I KONSERWACJA... 4 VI.
PIŁA ELEKTRYCZNA DO METALU INSTRUKCJA OBSŁUGI 2 SPIS TREŚCI I. ZASTOSOWANIE... 2 II. WYMIARY I PARAMETRY TECHNICZNE... 2 III. KONSTRUKCJA PIŁY... 3 IV. SMAROWANIE... 4 V. PRZEGLĄD I KONSERWACJA... 4 VI.
SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 1 lutego 2018 r.
 Cennik 2018 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 1 lutego 2018 r. ø 30 H. Piły taśmowe do cięcia stali 2 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma
Cennik 2018 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 1 lutego 2018 r. ø 30 H. Piły taśmowe do cięcia stali 2 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma
CIEKAWOSTKI ZWIĄZANE Z WALCARKĄ DO PROFILI
 Giętarka jest przeznaczona do gięcia prętów, rur oraz profili sposobem na zimno. Dzięki możliwości położenia maszyny na tylnej ścianie, półfabrykaty można wyginać również w linii poziomej. Giętarka składa
Giętarka jest przeznaczona do gięcia prętów, rur oraz profili sposobem na zimno. Dzięki możliwości położenia maszyny na tylnej ścianie, półfabrykaty można wyginać również w linii poziomej. Giętarka składa
System szaf VX25. Dokumentacja techniczna Obciążalność
 Dokumentacja techniczna Obciążalność Spis treści/wskazówki ogólne Spis treści 1. Wskazówki ogólne... 2 2. Warianty transportu... 3 2.1 Transport dźwigiem... 3 z użyciem uchwytów transportowych... 3 z użyciem
Dokumentacja techniczna Obciążalność Spis treści/wskazówki ogólne Spis treści 1. Wskazówki ogólne... 2 2. Warianty transportu... 3 2.1 Transport dźwigiem... 3 z użyciem uchwytów transportowych... 3 z użyciem
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
TARCZE DIAMENTOWE O ŚREDNICACH DO 500 MM SPAWANE LASEROWO
 TARCZE DIAMENTOWE O ŚREDNICACH DO 500 MM SPAWANE LASEROWO Pol Bruk (Construction Universal) 230. Kombi 125-450 Twarde materiały 230 Twarde materiały Premium 230 500 Asfalt Standard 300 500 Asphalt Premium
TARCZE DIAMENTOWE O ŚREDNICACH DO 500 MM SPAWANE LASEROWO Pol Bruk (Construction Universal) 230. Kombi 125-450 Twarde materiały 230 Twarde materiały Premium 230 500 Asfalt Standard 300 500 Asphalt Premium
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 6 lutego 2017 r.
 Cennik 2017 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 6 lutego 2017 r. 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego zastosowania, przeznaczona do
Cennik 2017 SANDFLEX Piły taśmowe Bahco do cięcia stali cennik ważny od 6 lutego 2017 r. 3850-SANDFLEX Multi-Cut Sandflex MultiCut - frezowana, bimetaliczna, taśma ogólnego zastosowania, przeznaczona do
KARTA PRODUKTU "RC 69"
 KARTA PRODUKTU "RC 69" CX-80 RC69 OPIS PRODUKTU CX-80 RC69 jest jednoskładnikowym, anaerobowym szczeliwem do rur o średnio niskiej wytrzymałości. RC69 utwardza się przy braku powietrza, pomiędzy ciasno
KARTA PRODUKTU "RC 69" CX-80 RC69 OPIS PRODUKTU CX-80 RC69 jest jednoskładnikowym, anaerobowym szczeliwem do rur o średnio niskiej wytrzymałości. RC69 utwardza się przy braku powietrza, pomiędzy ciasno
Cechy: ::WSZYSTKO DLA SZKLARZY :: KRS ; REGON ; NIP ; Kap. Zakł PLN
 Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Polver spółka z ograniczoną odpowiedzialnością spółka komandytowa ul. Fredry 2, 30-605 Kraków tel. +48 (12) 260-14-10; +48 (12) 260-33-00 fax.+48 (12) 260-14-11 e-mail - polver@polver.pl www.polver.pl
Smarowanie łańcucha.
 Smarowanie łańcucha. Wszystkie łańcuchy powinny być smarowane w celu uniknięcia dużych kosztów związanych z ich szybszym zużyciem. Głównym celem smarowania łańcucha jest zapewnienie filmu olejowego we
Smarowanie łańcucha. Wszystkie łańcuchy powinny być smarowane w celu uniknięcia dużych kosztów związanych z ich szybszym zużyciem. Głównym celem smarowania łańcucha jest zapewnienie filmu olejowego we
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
Ermeto Original Rury / Łuki rurowe
 Ermeto Original Rury / Łuki rurowe R2 Parametry rur EO 1. Gatunki stali, własności mechaniczne, wykonanie Rury stalowe EO Rodzaj stali Wytrzymałość na Granica Wydłużenie przy zerwaniu rozciąganie Rm plastyczności
Ermeto Original Rury / Łuki rurowe R2 Parametry rur EO 1. Gatunki stali, własności mechaniczne, wykonanie Rury stalowe EO Rodzaj stali Wytrzymałość na Granica Wydłużenie przy zerwaniu rozciąganie Rm plastyczności
Pełna wydajność Nowy FORMAT GT
 Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
Pełna wydajność Nowy FORMAT GT Obowiązuje do dn. 30.0.2019 _00_0001-0016_GT_PL 1 UNIVERSAL Frezy wysokiej wydajności Szybsze postępy od zaraz Narzędzie przeznaczone do obróbki uniwersalnej różnicowany
DRA DRA. MagicDrill. Doskonała precyzja otworu dzięki małej sile skrawania. Wysoko wydajne wiertło modułowe
 Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia ogranicza wyginanie. Drobny wiór i gładkie wiercenie głębokich otworów.
Wysoko wydajne wiertło modułowe DRA MagicDrill DRA Doskonała precyzja otworu dzięki małej sile skrawania Optymalna grubość rdzenia ogranicza wyginanie. Drobny wiór i gładkie wiercenie głębokich otworów.
Maszyna do cięcia rur
 Maszyna do cięcia rur REMS Cento REMS Cento RF for Professionals 5 Patent EP 1 782 904 Superszybka. Cięcie prostopadłe, bez wiórów i gratu zewnętrznego. Na sucho. 1 Niemiecka jakość 12 3 6 4 9 13 2 14
Maszyna do cięcia rur REMS Cento REMS Cento RF for Professionals 5 Patent EP 1 782 904 Superszybka. Cięcie prostopadłe, bez wiórów i gratu zewnętrznego. Na sucho. 1 Niemiecka jakość 12 3 6 4 9 13 2 14
Maszyna do cięcia rur
 Maszyna do cięcia rur REMS Cento REMS Cento RF for Professionals 5 Patent EP 1 782 904 Superszybka. Cięcie prostopadłe, bez wiórów i gratu zewnętrznego. Na sucho. Niemiecka jakość 1 12 3 6 4 9 13 2 14
Maszyna do cięcia rur REMS Cento REMS Cento RF for Professionals 5 Patent EP 1 782 904 Superszybka. Cięcie prostopadłe, bez wiórów i gratu zewnętrznego. Na sucho. Niemiecka jakość 1 12 3 6 4 9 13 2 14
Narzędzia ścierne spojone
 Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania
 Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania Tarcze do szlifowania Kronenflex charakteryzują się długotrwałą, wysoką agresywnością oraz maksymalną wydajnością szlifowania. Utrzymanie optymalnej
Tarcze do szlifowania Kronenflex Wskazówki dot. zastosowania Tarcze do szlifowania Kronenflex charakteryzują się długotrwałą, wysoką agresywnością oraz maksymalną wydajnością szlifowania. Utrzymanie optymalnej
INSTRUKCJA OBSŁUGI
 11639937 Urządzenie do ostrzenia łańcucha piły łańcuchowej Art. Nr 11639937 INSTRUKCJA OBSŁUGI Dziękujemy, że zdecydowali się Państwo na zakup tego produktu. Przed skorzystaniem z produktu, należy zapoznać
11639937 Urządzenie do ostrzenia łańcucha piły łańcuchowej Art. Nr 11639937 INSTRUKCJA OBSŁUGI Dziękujemy, że zdecydowali się Państwo na zakup tego produktu. Przed skorzystaniem z produktu, należy zapoznać
S 200. Maszyna do ostrzenia i polerowania na mokro
 S 200 Maszyna do ostrzenia i polerowania na mokro S 200 Maszyna do ostrzenia i polerowania na mokro HV 203 uniwersalne ramię do szlifowania ostrzy liniowych i sierpowych HV 262 uniwersalny moduł dla taśm
S 200 Maszyna do ostrzenia i polerowania na mokro S 200 Maszyna do ostrzenia i polerowania na mokro HV 203 uniwersalne ramię do szlifowania ostrzy liniowych i sierpowych HV 262 uniwersalny moduł dla taśm
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
KARTA PRODUKTU "RC 74 CX-80 RC74
 KARTA PRODUKTU "RC 74 CX-80 RC74 OPIS PRODUKTU CX-80 RC74 jest jedno składnikowym, anaerobowym, uszczelniaczem powierzchni płaskich o średnio niskiej wytrzymałości. CX-80 RC74 jest tiksotropowym produktem,
KARTA PRODUKTU "RC 74 CX-80 RC74 OPIS PRODUKTU CX-80 RC74 jest jedno składnikowym, anaerobowym, uszczelniaczem powierzchni płaskich o średnio niskiej wytrzymałości. CX-80 RC74 jest tiksotropowym produktem,
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
NORMA ZAKŁADOWA. 2.2 Grubość szkła szlifowanego oraz jego wymiary
 NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
NORMA ZAKŁADOWA I. CEL: Niniejsza Norma Zakładowa Diversa Diversa Sp. z o.o. Sp.k. stworzona została w oparciu o Polskie Normy: PN-EN 572-2 Szkło float. PN-EN 12150-1 Szkło w budownictwie Norma Zakładowa
Instalacja. Poziomowanie i osiowość
 Instalacja Poziomowanie i osiowość Wszystkie elementy przenośnika lańcuchowego/taśmowego powinny być właściwie spoziomowane i ustawione względem siebie aby zagwarantować maksymalna żywotnośc zębatek i
Instalacja Poziomowanie i osiowość Wszystkie elementy przenośnika lańcuchowego/taśmowego powinny być właściwie spoziomowane i ustawione względem siebie aby zagwarantować maksymalna żywotnośc zębatek i