MIG 205 L SPAWANIE LUTOSPAWANIE
|
|
|
- Wanda Kwiecień
- 9 lat temu
- Przeglądów:
Transkrypt
1 INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1


2 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać tylko po dokładnym zapoznaniu się z niniejszą instrukcją obsługi. Nieprzestrzeganie zaleceń zawartych w tej instrukcji może narazić użytkownika na poważne obrażenia ciała, śmierć, lub uszkodzenia samego urządzenia. Nie można dopuszczać dzieci w pobliże miejsca pracy urządzenia. Osoby z wszczepionym rozrusznikiem serca zanim podejmą pracę z tym urządzeniem, powinny skonsultować się ze swoim lekarzem. Obsługa serwisowa i naprawa tego urządzenia może być prowadzona przez wykwalifikowany personel, z zachowaniem warunków bezpieczeństwa pracy, obowiązujących dla urządzeń elektrycznych. Przeróbki we własnym zakresie mogą spowodować zmianę cech użytkowych urządzenia, lub pogorszenie parametrów spawalniczych. Wszelkie przeróbki urządzenia, we własnym zakresie, powodują nie tylko utratę gwarancji, ale mogą być przyczyną pogorszenia się warunków bezpieczeństwa użytkowania i narażenia użytkownika na niebezpieczeństwo porażenia prądem. Niewłaściwe warunki pracy mogą spowodować uszkodzenie urządzenia, a jego niewłaściwa obsługa, powoduje utratę gwarancji. UWAGA: Urządzenie oparte na podzespołach elektronicznych. Szlifowanie i cięcie metali w pobliżu może powodować zanieczyszczenie opiłkami wnętrza urządzenia, doprowadzając tym samym do jego uszkodzenia. Wyżej wymienione uszkodzenie nie podlega naprawie gwarancyjnej! W przypadku konieczności pracy w takim środowisku należy dokonywać czyszczenia urządzenia przez przedmuchanie wnętrza spawarki sprężonym powietrzem. INFORMACJE DOTYCZĄCE USUWANIA ZUŻYTEGO SPRZĘTU ELEKTRYCZNEGO I ELEKTRONICZNEGO Powyższy znak umieszczony na urządzeniu informuje, że jest to sprzęt elektryczny lub elektroniczny, którego po zużyciu nie wolno umieszczać z innymi odpadami. Zużyty sprzęt elektryczny i elektroniczny zawiera substancje szkodliwe dla środowiska naturalnego. Nie wolno takiego sprzętu składować na wysypiskach śmieci, musi zostać on poddany recyklingowi. Informacje na temat systemu zbiórki zużytego sprzętu elektrycznego i elektronicznego można uzyskać w punkcie sprzedaży urządzeń, oraz u producenta lub importera. Zakaz umieszczania wraz z innymi odpadami zużytego sprzętu elektrycznego i elektronicznego narzuca na użytkownika dyrektywa europejska 2007/96/WE. 2. Lutospawanie Olbrzymi wzrost zużycia w przemyśle blach galwanizowanych cynkiem, nastręcza wykonawcom dużo problemów przy zastosowaniu tradycyjnych metod spawania. W procesie spawania parujący cynk jest przyczyną porowatości spoin, ponieważ wysokie temperatury powstające w tym obszarze niszczą warstwę ochronną, a elementy łączone tracą swoją odporność korozyjną. Mechaniczne usuwanie cynku przed spawaniem, jak i ponowne nakładanie z miejsc, w których nastąpiło odparowanie jest procesem bardzo kosztownym. Natomiast 2

3 uzupełnianie ubytków preparatami typu "cynk spray" niedostatecznie zabezpiecza konstrukcję przed korozją. Ponadto należy zwrócić uwagę, że przy spawaniu blach ocynkowanych następuje bardzo duża emisja szkodliwych dla zdrowia oparów cynku. Wszystkich tych niedogodności można uniknąć przy zastosowaniu technologii lutospawania metodą zbliżoną do MIG/MAG. Lutospawanie - to proces łączenia metali pośredni pomiędzy lutowaniem twardym a spawaniem. Połączenie uzyskuje się wyłącznie przez stopienie specjalnego spoiwa-lutu, bez nadtapiania łączonych metali, natomiast technika procesu i sposób przygotowania krawędzi łączonych przedmiotów są podobne jak przy spawaniu. Jako materiał dodatkowy stosuje się spoiwa na bazie miedzi. Najczęściej są to druty o oznaczeniu wg DIN SG-CuSi3, SG-CuSn6 lub SG-CuAl8 przy czym za względu na znacząco większe zastosowanie blach ocynkowanych niż aluminiowanych, drut o symbolu Sg-CuSi3 jest w powszechnym użyciu. Skład chemiczny tego drutu jest następujący: Cu>95%, Si 3%, Mn 1%, inne dodatki max 0,3%. 3. Opis urządzenia Urządzenie MIG 205 L to inwerterowe, lekkie, przenośne i źródło prądu do spawania metodą MMA, MIG/MAG i Lutospawania. Charakteryzuje się dużą sprawnością, precyzyjną nastawą parametrów spawania, stosunkowo małym poborem prądu. Dla uzyskania jak najlepszych osiągów i niezawodności urządzenie wytwarzane jest zgodnie z najbardziej wymagającymi standardami, co zapewnia znakomite parametry spawalnicze. MIG 205 L jest profesjonalnym półautomatem spawalniczym przeznaczonym do lutospawania, spawania stali niskowęglowej, niskostopowej, stali stopowych, aluminium i jego stopów. Urządzenie to znajduje zastosowanie w warunkach produkcyjnych (przemysłowych), jak i w warsztatach naprawczych. Przystosowane jest do zasilania z sieci 230V, 50 Hz. MIG 205 L posiada profesjonalny podajniki drutu i gniazdo eurozłacze, co umożliwia zastosowanie różnych typów uchwytów spawalniczych. 4. Parametry urządzenia TYP URZĄDZENIA MIG 205 L Napięcie zasilania 230 [V] / 50 [Hz] Zabezpieczenie zasilania 20 [A] Napięcie wtórne (biegu jałowego) 42 [V] MMA Prąd spawania / sprawność [A] / 60 % MIG-MAG Prąd spawania / napięcie 40 [A] /16 [V] 200 [A] / 23 [V] Sprawność znamionowa 100 % 60 % 139 [A] 200 [A] Prędkość podawania drutu 1 20 [m/min] Stosowane średnice i masy szpul drutu 0.6; 0.8; 1.0 [mm] / max 5 [kg] Zabezpieczenie obudowy IP 23 Chłodzenie wentylator Masa 9 [kg] 3

4 5. Opis panelu 1. Pokrętło regulacji prądu spawania MIG-MAG. 2. Pokrętło regulacji prędkości podawania drutu dla MIG-MAG. Pokrętło regulacji prądu spawania dla MMA. 3. Pokrętło regulacji indukcyjności dla MIG-MAG. 4. Wyłącznik główny urządzenia. 6. Przełącznik prędkości podawania drutu. 7. Przełącznik metody spawania MIG-MAG/MMA 8. Gniazdo euro do podłączenia uchwytu roboczego MIG-MAG 5. Gniazda prądowe. Dla metody MMA są to gniazda do podłączenia przewodów z zaciskiem masowym i uchwytem elektrodowym. Dla metody MIG_MAG jedno z tych gniazd jest do podłączenia przewodu z zaciskiem masowym. W drugie gniazdo musi być wpięty wtyk wychodzący ze spawarki. Urządzenie wymienione w tej instrukcji ma możliwość zmiany biegunowości (plus lub minus na drucie elektrodowym) dokonywaną poprzez przepięcie zamontowanego na stałe wtyku w żądane gniazdo (ten który wisi na kawałku kabla). Nie wpięcie wtyku do gniazda powoduje że spawarka nie będzie spawać. Aby spawarka spawała to oba gniazda muszą być zajęte. Przy spawaniu drutem w osłonie z CO2, mieszanki lub czystego argonu kabel masowy ma być wpięty w gniazdo - a wiszący wtyk w gniazdo +. W przypadku drutu samo-osłonowego dokonuje się zmiany polaryzacji. Kabel masowy ma być wpięty w gniazdo + a wtyk wiszący do gniazda -. Z tyłu urządzenia znajduje się króciec do podłączenia gazu osłonowego, oraz gniazdo 36 [V] do podłączenia podgrzewacza gazu. 4

5 6. Przygotowanie do pracy Aby przedłużyć żywotność i niezawodną pracę urządzenia, należy przestrzegać kilku zasad: Urządzenie powinno być umieszczone w dobrze wentylowanym pomieszczeniu, gdzie występuję swobodna cyrkulacja powietrza. Nie umieszczać urządzenia na mokrym podłożu. Używać drutu o średnicy i ciężarze szpuli zgodnej z umieszczoną w tabelce. Butlę z gazem ochronnym ustawić na półce znajdującej się z tyłu półautomatu i zabezpieczyć przy pomocy łańcucha przed możliwością wywrócenia. Sprawdzić stan techniczny urządzenia, przewodów spawalniczych. Usunąć wszelkie łatwopalne materiały z obszaru spawania. Do spawania używać odpowiedniej odzieży ochronnej: rękawice, fartuch, buty robocze, maskę lub przyłbicę. 6.1 Podłączanie do sieci Przed załączeniem tego urządzenia do sieci zasilającej należy sprawdzić wielkość napięcia i częstotliwość. Parametry napięcia zasilającego podane są w rozdziale z danymi technicznymi tej instrukcji i na tabliczce znamionowej urządzenia. Skontrolować połączenia przewodów uziemiających urządzenia z siecią zasilającą. Upewnić się czy sieć zasilająca może zapewnić pokrycie zapotrzebowanie mocy wejściowej dla tego urządzenia w warunkach jego normalnej pracy. Wielkość bezpiecznika i parametry przewodu zasilającego podane są w danych technicznych tej instrukcji. Podłączenie i wymiany przewodu zasilania oraz wtyczki powinien dokonać wykwalifikowany elektryk. 6.2 Zakładanie przewodów spawalniczych 1. Upewnić się że urządzenie nie jest podłączone do sieci zasilającej. 2. Sprawdzić czy przewód masowy jest zakończony zaciskiem kleszczowym lub śrubowym. 3. Wtyk przewodu masowego podłączyć w znajdujące się na przednim panelu źródła właściwe gniazdo - wcisnąć i przekręcić. Zbyt luźne podłączenie wtyku powoduje przedwczesne wypalenie wtyku i gniazda prądowego. Przewód masowy podłączamy zazwyczaj do gniazda, w przypadku stosowania drutu samo-osłonowego przewód masowy podłączamy do gniazda +. W drugie gniazdo prądowe wtykamy wtyk zwisający na kablu. Jest to konieczne do zamknięcia obwodu prądu. 4. Przed założeniem przewodu spawalniczego upewnić się czy założony jest odpowiedni pancerz prowadzący do odpowiedniej średnicy i gatunku drutu elektrodowego. Dla ułatwienia producenci pancerzy prowadzących, znakują je odpowiednimi kolorami. Dla drutu o średnicy do 0, 8 mm, posiada kolor niebieski, dla drutu o średnicy 1,0 1,2 mm, kolor czerwony, a dla drutu elektrodowego o średnicy 1,6 mm, kolor żółty. Do spawania stali stopowych i aluminium, stosujemy pancerze teflonowe. Do spawania stali niskowęglowej, niskostopowej, miedzi, brązów itp., stosuje się pancerze ze spirali metalowej. Pamiętać należy o wyposażeniu uchwytu spawalniczego w końcówkę prądową właściwą do gatunku i średnicy drutu elektrodowego. 5. Wtyk przewodu spawalniczego wprowadzić do gniazda znajdującego się na przednim panelu spawarki 8, następnie dokręcić nakrętkę ręką do oporu. 5

6 6.3 Zakładanie drutu elektrodowego 1. Upewnić się czy rolki zamontowane w zespole napędowym odpowiadają rodzajowi i średnicy wprowadzonego drutu. W razie różnicy rowka rolki ze średnicą drutu elektrodowego dopasować rowek, poprzez odwrócenia lub wymianę rolki. Dla drutów stalowych należy używać rolek z rowkami w kształcie V, zaś dla drutów aluminiowych z rowkami w kształcie U. 2. Nałożyć szpulę z drutem elektrodowym na mechanizm mocowania szpuli, zwracając uwagę by kierunek odwijania drutu był zgodny z kierunkiem wejścia drutu do zespołu napędowego. 3. Zablokować szpulę przed spadnięciem, dokręcając nakrętkę na korpusie szpuli. 4. Koniec drutu nawiniętego na szpuli, należy wyprostować lub odciąć zagięty odcinek, następnie spiłować, tak żeby nie był ostry. 5. Dla umożliwienia wprowadzenia drutu do podajnika, należy zwolnić docisk rolek podających. 6. Koniec drutu wsunąć do prowadnicy znajdującej się w tylniej części podajnika i przeprowadzić go nad rolkami napędowymi i wetknąć do króćca prowadzącego do uchwytu spawalniczego. 7. Docisnąć drut w rowki rolek napędowych poprzez dokręcenie docisku. 8. Zdjąć dyszę gazową i odkręcić końcówkę prądową. 9. Włączyć urządzenie, następnie pokrętło regulacji posuwu drutu ustawić w położeniu środkowym. 10. Uchwyt rozwinąć tak aby był w prostej linii, następnie nacisnąć przycisk na uchwycie aż do momentu pojawienia się drutu w wylocie (ok. 20 mm), zwolnić przycisk. 11. Nakręcić końcówkę prądową, założyć dyszę gazową. 12. Wyregulować siłę docisku poprzez obrót pokrętła dociskowego. Zbyt mała siła docisku, powodować będzie ślizganie się rolki napędowej. Zbyt duża siła docisku, powoduje zwiększenie oporu podawania i odkształcanie drutu co w efekcie może powodować jego skrawanie. 6.4 Podłączenie gazu ochronnego 1. Butlę z odpowiednim gazem ochronnym należy zabezpieczyć przed przewróceniem się. 2. Zdjąć zabezpieczający ją kołpak i na moment odkręcić zawór butli w celu usunięcia ewentualnych zanieczyszczeń. 3. Zamontować reduktor tak aby manometry były w pozycji pionowej. 4. Połączyć półautomat z butlą (wylot z reduktora) odpowiednim wężem. Króciec do podłączenia gazu ochronnego umieszczony jest z tyłu urządzenia. 5. Odkręcić zawór reduktora tylko przed przystąpieniem do spawania. Po zakończeniu spawania, zawór butli należy zakręcić. 6. Należy unikać spawania na otwartej przestrzeni lub w przeciągu podmuch powietrza może zakłócić strumień gazu osłonowego i pozbawić płynny metal ochrony. 7. Dobór parametrów spawania dla MIG/MAG Podstawowymi parametrami procesu spawania metodą MIG/MAG są: prąd spawania i prędkość podawania drutu elektrodowego. Zwiększenie prądu spawania powoduje zwiększenie przetopu (głębokości wtopienia) i wydłużenie łuku. Zwiększenie prędkości podawania drutu elektrodowego powoduje, że uchwyt zostaje odpychany ku górze od spawanych elementów. Spowodowane jest to zbyt małym prądem spawania. Gdy prędkość podawania drutu elektrodowego jest zbyt mała albo prąd spawania jest za wysoki, na końcu drutu elektrodowego tworzą się duże krople. Zbyt duże rozpryski, świadczą o zbyt małym prądzie spawania lub zbyt dużej prędkości podawania drutu elektrodowego. Przy spawaniu w pozycjach naściennych i pułapowych, można zmniejszyć prąd spawania o ok. 1 4 V. Przy wykonywaniu spoin wypełniających, dla uzyskania gładkiego lica, można zwiększyć prąd spawania. 6

7 8. Spawanie metodą MMA Urządzenie MIG 205 L ma możliwość spawania otulonymi elektrodami topliwymi. Aby spawać metodą MMA należy ustawić przycisk 7 w pozycji oznaczonej znaczkiem uchwytu elektrodowego. W gniazda prądowe 5 (plus i minus) wpiąć odpowiednie kable. Pokrętłem 2 ustawić odpowiedni prąd spawania. Zalecany prąd spawania, biegunowość, wymagania odnośnie suszenia, podawane są przez producentów elektrod na opakowaniu. 9. Orientacyjne ustawienia dla lutospawania MIG 205 L posiada regulację dławika. Ma ona wpływ na twardość łuku. Pokrętło skręcone w lewo łuk twardy, w prawo - łuk miękki. Przy prądach minimalnych potencjometr indukcyjności powinien być maksymalnie skręcony w prawo (ok.10). W miarę zwiększania prądu przekręcamy go w lewo, przy prądzie maksymalnym skręcamy na minimum. Wyjątek od tej reguły stanowi lutospawanie. Wówczas przy minimalnym prądzie dławik skręcamy na minimum. Orientacyjne ustawienia dla lutospawania. Orientacyjne nastawy MIGA 205 L przy zastosowaniu drutu CuSi3 o średnicy 0,8 to: - prąd spawania skręcony na minimum - dławik skręcony na minimum - podawanie drutu na szybkim zakresie, potencjometr ustawiony na początku skali (2 4). Zalecany gaz ochronny który należy zastosować to mieszanka ArCo2 (np. 80% Co2 i 20% Ar) Jak wykazały testy praktyczne na jakość lutospoiny ma wpływ rodzaj ocynku. Znacznie lepsze wyniki uzyskano na blachach ocynkowanych elektrolitycznie (ocynk galwaniczny) np. blachy karoseryjne, niż na blachach ocynkowanych ogniowo - np. blachy dachowe. 7
.")
8 10. Konserwacja Planując konserwację urządzenia należy brać pod uwagę intensywność i warunki eksploatacji. Prawidłowe korzystanie z urządzenia i regularna jego konserwacja pozwolą uniknąć zbędnych zakłóceń i przerw w pracy. Codziennie: Oczyścić uchwyt masy oraz dyszę gazową z odprysków, smarować środkami przeciw odpryskowymi. Sprawdzić, czy kabel spawalniczy i kabel masy są dokładnie podłączone. Sprawdzić stan kabli spawalniczych i przewodu zasilającego. Wymienić uszkodzone przewody. Upewnić się, że wokół urządzenia zapewniony jest swobodny przepływ powietrza. Wymienić lub naprawić uszkodzone lub zużyte części. Co miesiąc: Sprawdzić stan połączeń elektrycznych wewnątrz źródła. Utlenione powierzchnie należy oczyścić, a poluzowane części dokręcić. Oczyścić wnętrze urządzenia za pomocą sprężonego powietrza. UWAGA: Urządzenie oparte na podzespołach elektronicznych. Używanie urządzenia w środowisku zapylonym (np. pył węglowy), zawilgoconym, szlifowanie w pobliżu urządzenia (opiłki metalu), mogą być powodem awarii lub całkowitego zniszczenia urządzenia, oraz może doprowadzić do porażenia prądem osób znajdujących się w pobliżu. Nie przestrzeganie wyżej wymienionych zaleceń skutkuje utratą gwarancji, a ewentualne uszkodzenia nie podlegają naprawie gwarancyjnej! W przypadku konieczności pracy w takim środowisku, należy dokonywać czyszczenia urządzenia przez przedmuchanie wnętrza spawarki sprężonym powietrzem. 8

9 11. Zakłócenia w pracy spawarki Objawy Przyczyna Postępowanie Brak podawania drutu elektrodowego (silnik podajnika pracuje) Brak podawania drutu elektrodowego (silnik podajnika nie pracuje) Nieregularny posuw drutu elektrodowego Łuk nie zajarza się Łuk zbyt długi i nieregularny Łuk zbyt krótki Po włączeniu zasilania lampka sygnalizacji nie świeci się Za słabo dokręcony docisk Zanieczyszczona, lub zagnieciona prowadnica drutu w uchwycie Rowek założonej rolki nie odpowiada średnicy drutu Zablokowany drut elektrodowy w końcówce prądowej Uszkodzony silnik Uszkodzony układ sterowania Uszkodzona końcówka prądowa Rowek rolki podającej jest brudny, jest uszkodzony lub nie odpowiada średnicy drutu Zanieczyszczona lub zagięta prowadnica drutu w uchwycie Brak właściwego styku zacisku przewodu powrotnego Napięcie spawania za wysokie Prędkość podawania drutu za mała Napięcie spawania za niskie Prędkość podawania drutu za duża Brak napięcia zasilania Uszkodzony bezpiecznik w zasilaniu sieciowym Uszkodzony wyłącznik Uszkodzona sygnalizacja Uszkodzony bezpiecznik w urządzeniu Dokręcić docisk prawidłowo Wymienić prowadnice drutu Doprowadzić do zgodności rolki ze średnicą drutu Wymienić końcówkę prądową Przekazać półautomat do serwisu Przekazać półautomat do serwisu Wymienić końcówkę na nową Wymienić końcówkę na nową Wymienić rolkę lub dobrać rolkę do średnicy stosowanego drutu Wymienić prowadnice drutu Poprawić styk zacisku Zmniejszyć napięcie spawania Zwiększyć prędkość podawania drutu Zwiększyć napięcie spawania Zmniejszyć prędkość podawania drutu Podłączyć zasilanie Wymienić bezpiecznik na taki sam sprawny Wymienić wyłącznik główny Wymienić lampkę Wymienić bezpiecznik na taki sam sprawny 9

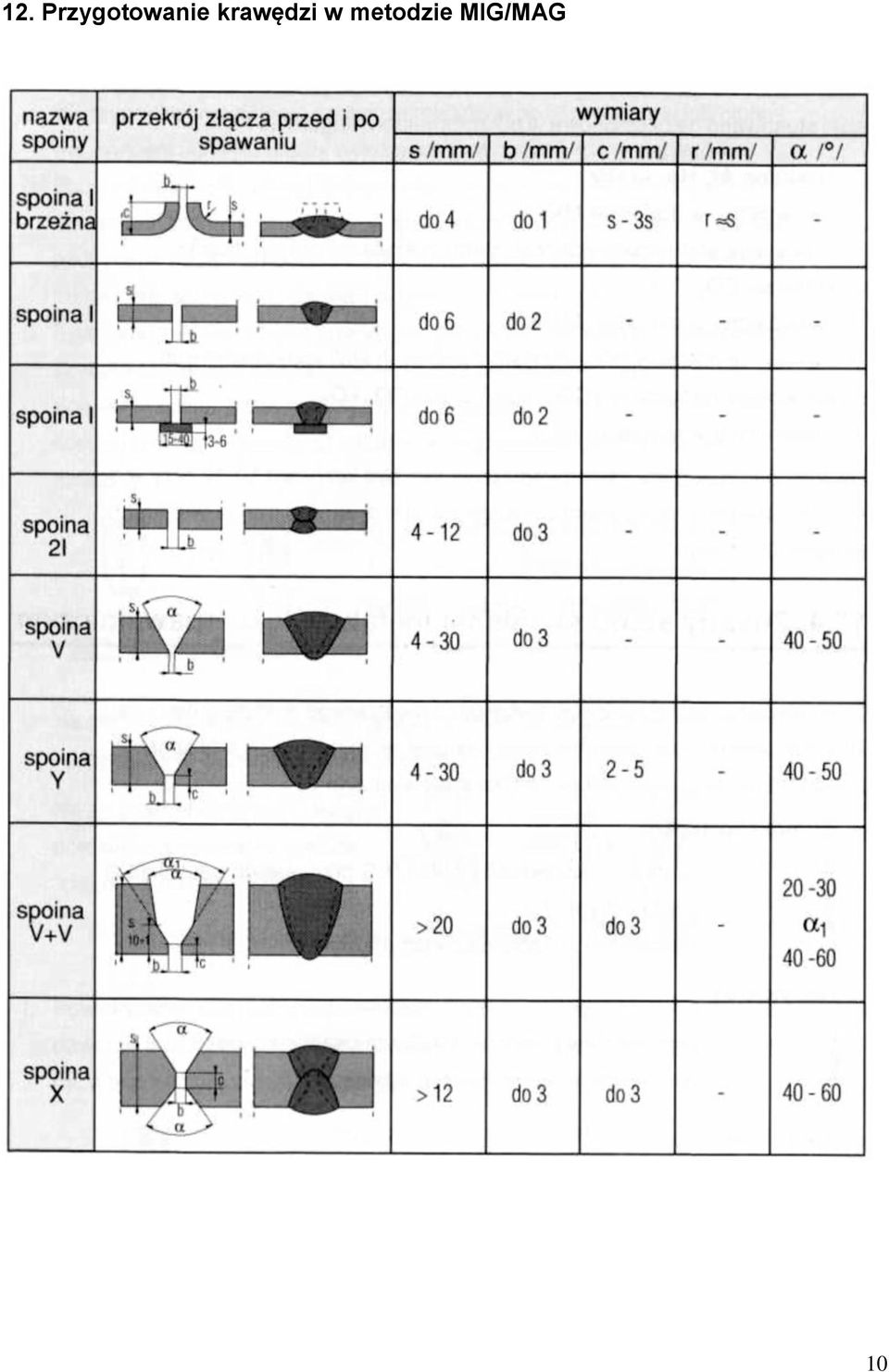
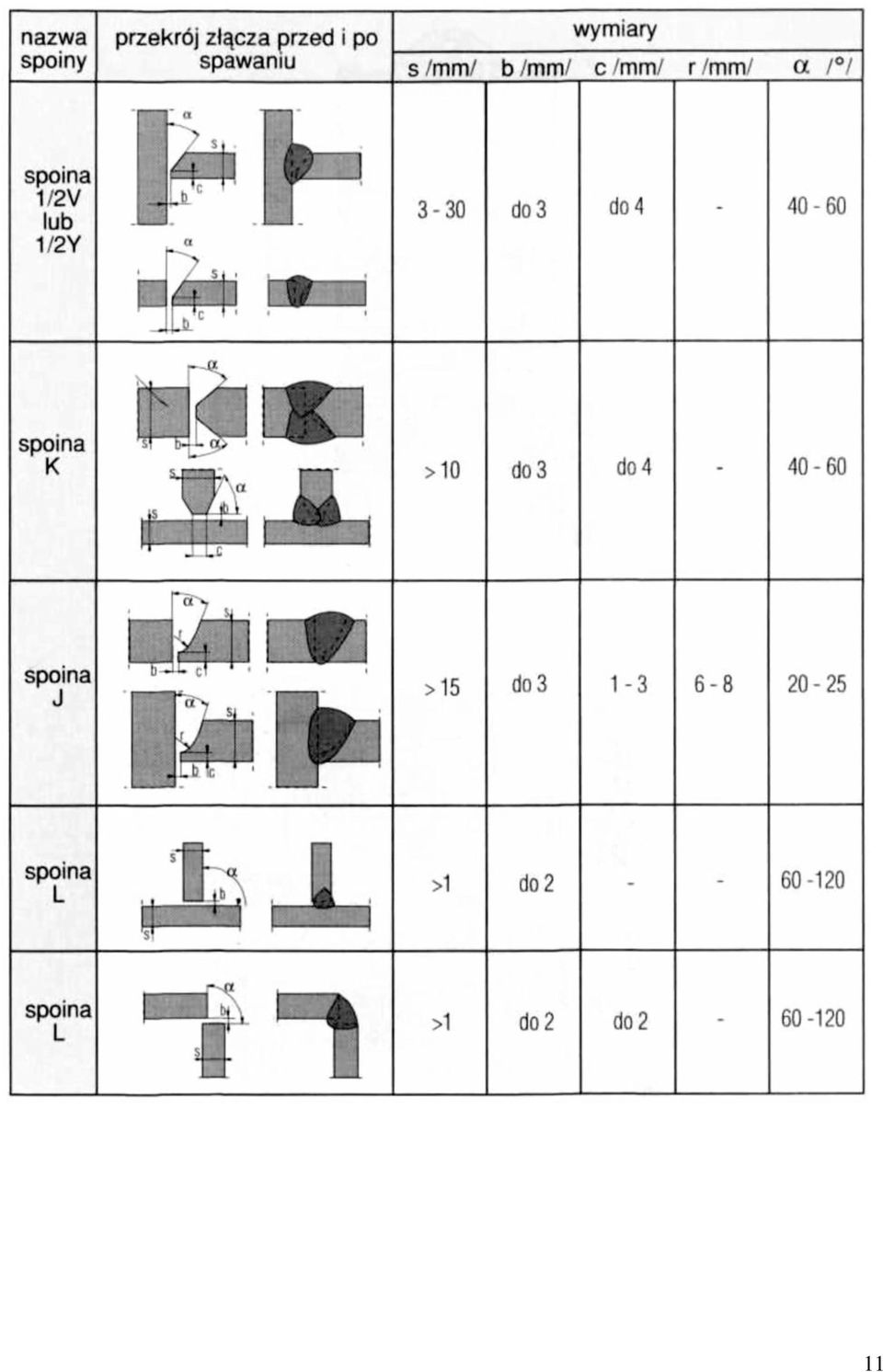
10 12. Przygotowanie krawędzi w metodzie MIG/MAG 10
11 11
12 13. Bezpieczeństwo użytkowania PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału spawalniczego, gdy urządzenie jest włączone do sieci. Wszystkie elementy tworzące obwód prądu spawania mogą powodować porażenie elektryczne, dlatego powinno unikać się dotykania ich gołą ręką, przez wilgotne lub uszkodzone ubranie ochronne. Nie wolno pracować na mokrym podłożu, ani korzystać z uszkodzonych przewodów spawalniczych. UWAGA: Zdejmowanie osłon zewnętrznych w czasie, kiedy urządzenie jest podłączone do sieci, jak również użytkowanie urządzenia ze zdjętymi osłonami jest zabronione! Kable spawalnicze, przewody masowe, zaciski uziemiające i urządzenia spawalnicze powinny być utrzymywane w dobrym stanie technicznym, zapewniającym bezpieczeństwo pracy. OPARY I GAZY MOGĄ BYĆ NIEBEZPIECZNE: W procesie spawania wytwarzane są szkodliwe opary i gazy niebezpieczne dla zdrowia. Stanowisko pracy powinno być odpowiednio wentylowane i wyposażone w wyciąg wentylacyjny. Nie spawać w zamkniętych pomieszczeniach. Należy unikać wdychania oparów i gazów. Powierzchnie elementów przeznaczonych do spawania powinny być wolne od zanieczyszczeń chemicznych, takich jak substancje odtłuszczające (rozpuszczalniki), które ulegają rozkładowi podczas spawania wytwarzając toksyczne gazy. PROMIENIE ŁUKU MOGĄ POPARZYĆ: Niedozwolone jest bezpośrednie patrzenie nieosłoniętymi oczami na łuk spawalniczy. Zawsze stosować maskę, lub przyłbice ochroną z odpowiednim filtrem. Osoby postronne, znajdujące się w pobliżu, chronić przy pomocy niepalnych, pochłaniających promieniowanie ekranów1. Chronić nieosłonięte części ciała odpowiednią odzieżą ochronną wykonaną z niepalnego materiału. POLE ELEKTROMAGNETYCZNE MOŻE BYĆ NIEBEZPIECZNE: Prąd elektryczny płynący przez przewody spawalnicze, wytwarza wokół niego pole elektromagnetyczne. Pole elektromagnetyczne może zakłócać pracę rozruszników serca. Przewody spawalnicze powinny być ułożone równolegle, jak najbliżej siebie. ISKRY MOGĄ SPOWODOWAĆ POŻAR: Iskry powstające podczas spawania mogą powodować pożar, wybuch i oparzenia nieosłoniętej skóry. Podczas spawania należy mieć na sobie rękawice spawalnicze i ubranie ochronne. Usuwać lub zabezpieczać wszelkie łatwopalne materiały i substancje z miejsca pracy. Nie wolno spawać zamkniętych pojemników lub zbiorników w których znajdowały się łatwopalne ciecze. Pojemniki lub zbiorniki takie winny być przepłukane przed spawaniem w celu usunięcia łatwopalnych cieczy. Nie spawać w pobliżu łatwopalnych gazów, oparów lub cieczy. Sprzęt przeciwpożarowy (koce gaśnicze i gaśnice proszkowe lub śniegowe) powinien być usytuowany w pobliżu stanowiska pracy w widocznym i łatwo dostępnym miejscu. ZASILANIE ELEKTRYCZNE: Odłączyć zasilanie sieciowe przed przystąpieniem do jakichkolwiek napraw przy urządzeniu. Regularnie sprawdzać przewody spawalnicze. Jeżeli zostaną zauważone jakiekolwiek uszkodzenie przewodu czy izolacji, bezzwłocznie powinny być wymienione. Przewody spawalnicze nie mogą być przygniatane, dotykać ostrych krawędzi ani gorących przedmiotów. 12

13 BUTLA MOŻE WYBUCHNĄC: Stosować tylko atestowane butle i poprawnie działający reduktor. Butla powinna być transportowana i stać w pozycji pionowej. Chronić butle przed działaniem gorących źródeł ciepła, przewróceniem i uszkodzeń mechanicznych. Utrzymywać w dobrym stanie wszystkie elementy instalacji gazowej: butla, wąż, złączki, reduktor. SPAWANE MATERIAŁY MOGĄ POPARZYĆ: Nigdy nie dotykać spawanych elementów niezabezpieczonymi częściami ciała. Podczas dotykania i przemieszczania spawanego materiału, należy zawsze stosować rękawice spawalnicze i szczypce. ZGODNOŚĆ Z CE: Urządzenie to spełnia zalecenia Europejskiego Komitetu CE. 13

MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
Urządzenie do odprowadzania spalin
 Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 -
 INSTRUKCJA OBS UGI TRANSFORMATOROWYCH PÓ AUTOMATÓW SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji urz dze
INSTRUKCJA OBS UGI TRANSFORMATOROWYCH PÓ AUTOMATÓW SPAWALNICZYCH INDUSTRIE SUPERMIG 200S SUPERMIG 250S SUPERMIG 300S SUPERMIG 350S - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji urz dze
Instrukcja obsługi Wyświetlacz wielkogabarytowy
 KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
INSTRUKCJA OBSŁUGI CUTTER. Mod. C-3 C-5 C-8
 INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
INSTRUKCJA OBSŁUGI MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO
 MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT
 PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ
 INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI
 CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
Instrukcja obsługi. www.versapers.com
 Instrukcja obsługi www.versapers.com 20 Zasady bezpieczeństwa Prosimy zachować powyższe zasady bezpieczeństwa! Informacje dla użytkowników wyciskarki soków Versapers Spis treści 21 22 23 26 27 30 31 32
Instrukcja obsługi www.versapers.com 20 Zasady bezpieczeństwa Prosimy zachować powyższe zasady bezpieczeństwa! Informacje dla użytkowników wyciskarki soków Versapers Spis treści 21 22 23 26 27 30 31 32
INSTRUKCJA OBSŁUGI URZĄDZENIA: 0101872HC8201
 INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
1. UWAGI OGÓLNE 2. PRZED ROZPOCZĘCIEM PRACY:
 1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
Sterownik Silnika Krokowego GS 600
 Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Uzdatniacz wody. Instrukcja obsługi 231258, 231364, 231357
 Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K
 INSTRUKCJA OBSŁUGI Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K Nr produktu 109986 Strona 1 z 5 Termometr Bagnetowy 1. Przeznaczenie Termometr ten nadaje się do pomiarów temperatury
INSTRUKCJA OBSŁUGI Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K Nr produktu 109986 Strona 1 z 5 Termometr Bagnetowy 1. Przeznaczenie Termometr ten nadaje się do pomiarów temperatury
INSTRUKCJA NAPĘDÓW SERII 45, 55, 59, 64 M
 Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO
 INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
Spawarki TIG DC: THF 200 A, THF 201 P, THF 220P DC
 INSTRUKCJA OBS UGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 220P DC - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, mo na dokona tylko
INSTRUKCJA OBS UGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: THF 200 A, THF 201 P, THF 220P DC - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, mo na dokona tylko
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK. 10 kva. Wersja U/CES_GXR_10.0/J/v01. Praca równoległa
 Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
Śrubka zamykająca Uchwyt ścienny Przycisk kontrolny Lampka kontrolna
 Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
INSTRUKCJA OBSŁUGI WD2250A. WATOMIERZ 0.3W-2250W firmy MCP
 INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
RO ИНСТРУКЦИИ ЗА УПОТРЕБА BG ةيب رعلا AR DH2
 Manual de Instrucciones Bedienungsanleitung Instruction Manual Manuel d instructions Manual de Instruções ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ Kullaným Kýlavuzu Instrukcja obsługi Használati utasítás Инструкция по эксплуатации
Manual de Instrucciones Bedienungsanleitung Instruction Manual Manuel d instructions Manual de Instruções ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ Kullaným Kýlavuzu Instrukcja obsługi Használati utasítás Инструкция по эксплуатации
INFORMATOR TECHNICZNY. Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive UWAGA!
 INFORMATOR TECHNICZNY Informator techniczny nr ASTRAADA/09/09/22 -- grudzień 2009 Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive Niniejszy dokument zawiera informacje dotyczące przemienników
INFORMATOR TECHNICZNY Informator techniczny nr ASTRAADA/09/09/22 -- grudzień 2009 Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive Niniejszy dokument zawiera informacje dotyczące przemienników
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH
 UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych
 PI 15/NNI33/2014 ZAŁĄCZNIK NR 2. PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych Podstawa prawna Art. 62 ust. 1 pkt 1 c ustawy z dnia 7 lipca 1994 roku Prawo budowlane (Dz. U. z 2010
PI 15/NNI33/2014 ZAŁĄCZNIK NR 2. PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych Podstawa prawna Art. 62 ust. 1 pkt 1 c ustawy z dnia 7 lipca 1994 roku Prawo budowlane (Dz. U. z 2010
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI
 CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
INSTRUKCJA OBSŁUGI. KONWERTER GIGABITOWY 1000 Mbps RJ-45/slot SFP TP-LINK
 INSTRUKCJA OBSŁUGI KONWERTER GIGABITOWY 1000 Mbps RJ-45/slot SFP TP-LINK MC220L #06425 wersja 1.1 Wstęp Gigabitowe konwertery MC220L firmy TP-LINK umoŝliwiają zmianę medium przewodzącego strumień danych
INSTRUKCJA OBSŁUGI KONWERTER GIGABITOWY 1000 Mbps RJ-45/slot SFP TP-LINK MC220L #06425 wersja 1.1 Wstęp Gigabitowe konwertery MC220L firmy TP-LINK umoŝliwiają zmianę medium przewodzącego strumień danych
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001
 INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
Grupa bezpieczeństwa kotła KSG / KSG mini
 Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
INSTRUKCJA OBSŁUGI PIROMETR
 INSTRUKCJA OBSŁUGI PIROMETR VA6510 wersja 1.0 Wprowadzenie Urządzenie VA6510 to prosty w uŝyciu przyrząd pomiarowy słuŝący do zdalnego pomiaru temperatury. Funkcjonuje w oparciu o analizę promieniowania
INSTRUKCJA OBSŁUGI PIROMETR VA6510 wersja 1.0 Wprowadzenie Urządzenie VA6510 to prosty w uŝyciu przyrząd pomiarowy słuŝący do zdalnego pomiaru temperatury. Funkcjonuje w oparciu o analizę promieniowania
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI
 BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
888 A 888 V 1. ZASTOSOWANIE 2. BUDOWA GENERATOR NAPIĘCIA 3-FAZOWEGO L2 L3 N PE
 1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
PX319. Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI
 PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
TH2-9 INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH. Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia.
 INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH TH2-9 Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia. Na podstawie oryginału z 1998 1 Spis treści Spis treści... 2 1. Wstęp...
INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH TH2-9 Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia. Na podstawie oryginału z 1998 1 Spis treści Spis treści... 2 1. Wstęp...
INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B
 INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B Wydanie LS 13/07 Elektroniczny miernik rezystancji uziemienia jest nowoczesnym zamiennikiem konwencjonalnego ręcznego miernika.
INSTRUKCJA OBSŁUGI ELEKTRONICZNY MIERNIK REZYSTANCJI UZIEMIENIA DT-5300B Wydanie LS 13/07 Elektroniczny miernik rezystancji uziemienia jest nowoczesnym zamiennikiem konwencjonalnego ręcznego miernika.
TRANSFORMATORY I ZASILACZE
 TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
UŜytkownik ma obowiązek zlecenia autoryzowanemu specjalistycznemu personelowi w wyznaczonych terminach poniŝszych prac konserwacyjnych.
 Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
Rysunek montażu. Krok 4 Koniec. Krok 2 Krok 2. Krok 3
 2 3 Rysunek montażu Krok 3 Krok 2 Krok 2 Krok 4 Koniec 4 Montaż York SB-301V Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę
2 3 Rysunek montażu Krok 3 Krok 2 Krok 2 Krok 4 Koniec 4 Montaż York SB-301V Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę
OSTRZEŻENIA DANE TECHNICZNE. Wbudowana bateria słoneczna oraz alkaliczna bateria manganowa (1,5 V LR44)
") KALKULATOR ELEKTRONICZNY EL-M711E INSTRUKCJA OBSŁUGI OSTRZEŻENIA Nie wolno wywierać nadmiernego nacisku na wyświetlacz ciekłokrystaliczny, ponieważ jest on wykonany ze szkła. W żadnym wypadku nie wolno
KALKULATOR ELEKTRONICZNY EL-M711E INSTRUKCJA OBSŁUGI OSTRZEŻENIA Nie wolno wywierać nadmiernego nacisku na wyświetlacz ciekłokrystaliczny, ponieważ jest on wykonany ze szkła. W żadnym wypadku nie wolno
INSTRUKCJA OBS UGI. Stabilizowane zasilacze pr du sta ego. modele: DF173003C DF173005C
 D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
Obudowa metalowa ME-5 i ME-5-S v1.0
 Roger Access Control System Obudowa metalowa ME-5 i ME-5-S v1.0 Wersja dokumentu: Rev. C 1. PRZEZNACZENIE I DANE TECHNICZNE Obudowa metalowa ME-5 jest przeznaczona do instalacji urządzeń oraz modułów elektronicznych
Roger Access Control System Obudowa metalowa ME-5 i ME-5-S v1.0 Wersja dokumentu: Rev. C 1. PRZEZNACZENIE I DANE TECHNICZNE Obudowa metalowa ME-5 jest przeznaczona do instalacji urządzeń oraz modułów elektronicznych
AERIS CA 350 VV EASE Zalety Informacje ogólne
 AERIS CA 350 VV EASE Centrala wentylacyjna najnowszej generacji wyposażona w wymiennik przeciwprądowy o wysokiej sprawności oraz unikatowe wentylatory prądu stałego wyposażone w wirniki o konstrukcji zapewniające
AERIS CA 350 VV EASE Centrala wentylacyjna najnowszej generacji wyposażona w wymiennik przeciwprądowy o wysokiej sprawności oraz unikatowe wentylatory prądu stałego wyposażone w wirniki o konstrukcji zapewniające
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @
 Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251 Sherman 1 OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251 Sherman 1 OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505
 INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
ENel Sp. z o. o. - WROCŁAW
 ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa
 Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa Wytwórnia Kotłów Grzewczych Gierałtowice 118 34-122 Wieprz www.protech-wkg.pl tel.0338755187 fax 0338755284 1 Dokumentacja Techniczno Ruchowa
Wymiennik kotła Ekonomik Bio Kowa Dokumentacja Techniczno Ruchowa Wytwórnia Kotłów Grzewczych Gierałtowice 118 34-122 Wieprz www.protech-wkg.pl tel.0338755187 fax 0338755284 1 Dokumentacja Techniczno Ruchowa
mgr inż. Stanisław Mazur RP-Upr.194/93 MAP/IE/2167/01
 INWESTOR: MAŁOPOLSKI ODDZIAŁ WOJEWÓDZKI NARODOWEGO FUNDUSZU ZDROWIA 31-053 Kraków, ul. Ciemna 6 OBIEKT: Budynek biurowy Małopolskiego Oddziału Wojewódzkiego Narodowego Funduszu Zdrowia Kraków, ul. Sokołowskiego
INWESTOR: MAŁOPOLSKI ODDZIAŁ WOJEWÓDZKI NARODOWEGO FUNDUSZU ZDROWIA 31-053 Kraków, ul. Ciemna 6 OBIEKT: Budynek biurowy Małopolskiego Oddziału Wojewódzkiego Narodowego Funduszu Zdrowia Kraków, ul. Sokołowskiego
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. d2)opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL
opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
Interfejs RS485-TTL KOD: INTR. v.1.0. Wydanie: 2 z dnia 19.12.2012. Zastępuje wydanie: 1 z dnia 07.09.2012
 Interfejs RS485-TTL v.1.0 KOD: PL Wydanie: 2 z dnia 19.12.2012 Zastępuje wydanie: 1 z dnia 07.09.2012 SPIS TREŚCI 1. Opis ogólny...3 2. Rozmieszczenie elementów....3 3. Przyłączenie do magistrali RS485....4
Interfejs RS485-TTL v.1.0 KOD: PL Wydanie: 2 z dnia 19.12.2012 Zastępuje wydanie: 1 z dnia 07.09.2012 SPIS TREŚCI 1. Opis ogólny...3 2. Rozmieszczenie elementów....3 3. Przyłączenie do magistrali RS485....4
Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu:
 Art. Nr 13 21 52 Tester przewodów i przewodzenia DUTEST www.conrad.pl INSTRUKCJA OBSŁUGI Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu: Uwaga! Przestrzegać dokumentacji
Art. Nr 13 21 52 Tester przewodów i przewodzenia DUTEST www.conrad.pl INSTRUKCJA OBSŁUGI Na urządzeniu umieszczone zostały międzynarodowe symbole o następującym znaczeniu: Uwaga! Przestrzegać dokumentacji
Instrukcja montażu i obsługi kabiny prysznicowej Azur. Kod produktu: AZUR 1200X1400
 Instrukcja montażu i obsługi kabiny prysznicowej Azur Kod produktu: AZUR 1200X1400 Spis treści 1. Przed rozpoczęciem montażu 3 Ważne informacje 3 2.Konserwacja, użytkowania i czyszczenia 4 Usuwanie materiałów
Instrukcja montażu i obsługi kabiny prysznicowej Azur Kod produktu: AZUR 1200X1400 Spis treści 1. Przed rozpoczęciem montażu 3 Ważne informacje 3 2.Konserwacja, użytkowania i czyszczenia 4 Usuwanie materiałów
Zasilacz Stabilizowany LZS61 model 24002
 Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1
 INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1 Importer: GDE POLSKA Ul. Koniecznego 46 32-040 Świątniki Górne tel. +48 12 256 50 25(35) GSM: +48 697 777 519 biuro@gde.pl www.gde.pl
INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1 Importer: GDE POLSKA Ul. Koniecznego 46 32-040 Świątniki Górne tel. +48 12 256 50 25(35) GSM: +48 697 777 519 biuro@gde.pl www.gde.pl
Przepływomierz MFM 1.0 Nr produktu 503594
 INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
ROZPORZĄDZENIE KOMISJI (UE) NR
 NR") L 160/8 Dziennik Urzędowy Unii Europejskiej 21.6.2012 ROZPORZĄDZENIA ROZPORZĄDZENIE KOMISJI (UE) NR 523/2012 z dnia 20 czerwca 2012 r. zmieniające rozporządzenie Parlamentu Europejskiego i Rady (WE) nr
L 160/8 Dziennik Urzędowy Unii Europejskiej 21.6.2012 ROZPORZĄDZENIA ROZPORZĄDZENIE KOMISJI (UE) NR 523/2012 z dnia 20 czerwca 2012 r. zmieniające rozporządzenie Parlamentu Europejskiego i Rady (WE) nr
Instrukcja obsługi. polska wersja
 Instrukcja obsługi CV, KV, RS, LPK, RK, rkb, rkbi IRE, IFK, IFA, RF, RB, DF, CAU polska wersja POLSKA Instrukcja obsługi następujących produktόw: CV, KV, RS, LPK, RK, rkb, rkbi, IRE, IFK, IFA, RF, RB,
Instrukcja obsługi CV, KV, RS, LPK, RK, rkb, rkbi IRE, IFK, IFA, RF, RB, DF, CAU polska wersja POLSKA Instrukcja obsługi następujących produktόw: CV, KV, RS, LPK, RK, rkb, rkbi, IRE, IFK, IFA, RF, RB,
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4
 1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
Demontaż. Uwaga: Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku.
 Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
Demontaż Regulacja napięcia paska zębatego może być wykonywana tylko przy zimnym silniku. Zdemontować dźwiękochłonną osłonę silnika wyciągając ją do góry -strzałki-. Odłączyć elastyczny przewód cieczy
Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK. opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego
 Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie
Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie
Instrukcja obsługi. Mikroskopy serii XTX-5 XTX-6, XTX-7
 Instrukcja obsługi Mikroskopy serii XTX-5 XTX-6, XTX-7 Proszę przeczytać instrukcję obsługi przed przystąpieniem do korzystania z mikroskopu. Zawartość instrukcji: I. Zastosowania II. Nazwy elementów i
Instrukcja obsługi Mikroskopy serii XTX-5 XTX-6, XTX-7 Proszę przeczytać instrukcję obsługi przed przystąpieniem do korzystania z mikroskopu. Zawartość instrukcji: I. Zastosowania II. Nazwy elementów i
REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H W POZNANIU. IV. INFORMACJA BIOZ
 IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
PROFIBUS - zalecenia odnośnie montażu i okablowania instalcji sieciowych Profibus PNO Polska
 PROFIBUS - zalecenia odnośnie montażu i okablowania instalcji sieciowych Profibus PNO Polska Część 1 - kable miedziane w sieci PROFIBUS Informacje ogólne o kablach dla sieci Profibus Bardzo często spotykamy
PROFIBUS - zalecenia odnośnie montażu i okablowania instalcji sieciowych Profibus PNO Polska Część 1 - kable miedziane w sieci PROFIBUS Informacje ogólne o kablach dla sieci Profibus Bardzo często spotykamy
Badanie skuteczności ochrony przeciwporażeniowej
 Szkoła Główna Służby Pożarniczej Katedra Techniki Pożarniczej Zakład Elektroenergetyki Badanie skuteczności ochrony przeciwporażeniowej Opracował: mł. bryg. dr inż. Ryszard Chybowski mł. bryg. dr inż.
Szkoła Główna Służby Pożarniczej Katedra Techniki Pożarniczej Zakład Elektroenergetyki Badanie skuteczności ochrony przeciwporażeniowej Opracował: mł. bryg. dr inż. Ryszard Chybowski mł. bryg. dr inż.
Załącznik nr 8. Warunki i obsługa gwarancyjna
 Załącznik nr 8 Warunki i obsługa gwarancyjna 1. Definicje. Dla potrzeb określenia zakresów Usług gwarancyjnych, przyjmuje się że określenia podane poniżej, będą miały następujące znaczenie: Usterka Zdarzenie,
Załącznik nr 8 Warunki i obsługa gwarancyjna 1. Definicje. Dla potrzeb określenia zakresów Usług gwarancyjnych, przyjmuje się że określenia podane poniżej, będą miały następujące znaczenie: Usterka Zdarzenie,
SIEMENS 1 SCALANCE W786 SIMATIC NET. Instrukcja obsługi. Wyświetlacz LED. Przycisk Reset. Demontaż / montaż obudowy. Specyfikacja techniczna
 SIEMENS SIMATIC NET Wyświetlacz LED 1 SCALANCE W786 Instrukcja obsługi Przycisk Reset 2 3 Demontaż / montaż obudowy Specyfikacja techniczna 4 SPIS TREŚCI 1.Wyświetlacz LED... 3 2.Przycisk Reset... 6 3.Demontaż
SIEMENS SIMATIC NET Wyświetlacz LED 1 SCALANCE W786 Instrukcja obsługi Przycisk Reset 2 3 Demontaż / montaż obudowy Specyfikacja techniczna 4 SPIS TREŚCI 1.Wyświetlacz LED... 3 2.Przycisk Reset... 6 3.Demontaż
BEARING-MATE Narzędzie montażowe i transportowe Instrukcja obsługi
 BEARING-MATE Narzędzie montażowe i transportowe Instrukcja obsługi Symbole ostrzegawcze i symbole zagrożeń Definicja symboli ostrzegawczych i symboli zagrożeń zgodnie z ANSI Z535.6 2006. Użyte wskazówki
BEARING-MATE Narzędzie montażowe i transportowe Instrukcja obsługi Symbole ostrzegawcze i symbole zagrożeń Definicja symboli ostrzegawczych i symboli zagrożeń zgodnie z ANSI Z535.6 2006. Użyte wskazówki
KEW 2433 MODELE KEW 2432 CYFROWE CĘGOWE MIERNIKI PRĄDU UPLYWU AC INSTRUKCJA OBSLUGI. Otwieranie szczęk Przełącznik zmiany zakresów pomiarowych
 INSTRUKCJA OBSLUGI CYFROWE CĘGOWE MIERNIKI PRĄDU UPLYWU AC MODELE KEW 2432 KEW 2433 Otwieranie szczęk Przełącznik zmiany zakresów pomiarowych Wyświetlacz Wybór filtru wejściowego 50Hz / WIDE Szczęki pomiarowe
INSTRUKCJA OBSLUGI CYFROWE CĘGOWE MIERNIKI PRĄDU UPLYWU AC MODELE KEW 2432 KEW 2433 Otwieranie szczęk Przełącznik zmiany zakresów pomiarowych Wyświetlacz Wybór filtru wejściowego 50Hz / WIDE Szczęki pomiarowe
Pojazd podstawowy AT. łączników w automatycznych. Wymaganie to nie dotyczy następuj. łączników. w: - od akumulatora do układu zimnego startu i wyłą
 POJAZD AT Średnice przewodów w powinny być na tyle duże, aby nie dochodziło o do ich przegrzewania. Przewody powinny być należycie izolowane. Wszystkie obwody elektryczne powinny być zabezpieczone za pomocą
POJAZD AT Średnice przewodów w powinny być na tyle duże, aby nie dochodziło o do ich przegrzewania. Przewody powinny być należycie izolowane. Wszystkie obwody elektryczne powinny być zabezpieczone za pomocą
REJESTRATOR RES800 INSTRUKCJA OBSŁUGI
 AEK Zakład Projektowy Os. Wł. Jagiełły 7/25 60-694 POZNAŃ tel/fax (061) 4256534, kom. 601 593650 www.aek.com.pl biuro@aek.com.pl REJESTRATOR RES800 INSTRUKCJA OBSŁUGI Wersja 1 Poznań 2011 REJESTRATOR RES800
AEK Zakład Projektowy Os. Wł. Jagiełły 7/25 60-694 POZNAŃ tel/fax (061) 4256534, kom. 601 593650 www.aek.com.pl biuro@aek.com.pl REJESTRATOR RES800 INSTRUKCJA OBSŁUGI Wersja 1 Poznań 2011 REJESTRATOR RES800
Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych
 Radosław GONET Okręgowy Inspektorat Pracy, Rzeszów Paweł ZAHUTA EL Automatyka, Rzeszów Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych 1. WSTĘP 2. WYMAGANIA MINIMALNE
Radosław GONET Okręgowy Inspektorat Pracy, Rzeszów Paweł ZAHUTA EL Automatyka, Rzeszów Dostosowanie piły wzdłużnej do wymagań minimalnych propozycje rozwiązań aplikacyjnych 1. WSTĘP 2. WYMAGANIA MINIMALNE
SYNTEX typ SK (synchroniczny) Instrukcja eksploatacji. SYNTEX typ SK
 Instrukcja eksploatacji. SYNTEX typ SK") D-4840 Rheine 1 z 8 typ SK piasta 1.0 piasta 4.5 Sprzęgło przeciążeniowe jest elementem chroniącym następujące po nim elementy przed zniszczeniem. Bezluzowe przeniesienie napędu zapewnione jest przez kulki
D-4840 Rheine 1 z 8 typ SK piasta 1.0 piasta 4.5 Sprzęgło przeciążeniowe jest elementem chroniącym następujące po nim elementy przed zniszczeniem. Bezluzowe przeniesienie napędu zapewnione jest przez kulki
Czujnik ruchu i obecności PIR
 Czujnik ruchu i obecności PIR MD-48B2 zewnętrzny Instrukcja obs³ugi i specyfikacja techniczna UWAGI WSTĘPNE Przed podłączeniem i użytkowaniem urządzenia prosimy o dokładne zapoznanie się z niniejszą instrukcją
Czujnik ruchu i obecności PIR MD-48B2 zewnętrzny Instrukcja obs³ugi i specyfikacja techniczna UWAGI WSTĘPNE Przed podłączeniem i użytkowaniem urządzenia prosimy o dokładne zapoznanie się z niniejszą instrukcją
SERI A 93 S E RI A 93 O FLUSH GRID WITHOUT EDGE TAB
 SERIA E93 CONIC FRINCTION CONIC 2 SERIA 93 SERIA 93 O FLUSH GRID WITHOUT EDGE TAB Podziałka Powierzchnia 30 mm Flush Grid Prześwit 47% Grubość Minimalny promień skrętu taśmy Układ napędowy Szerokość taśmy
SERIA E93 CONIC FRINCTION CONIC 2 SERIA 93 SERIA 93 O FLUSH GRID WITHOUT EDGE TAB Podziałka Powierzchnia 30 mm Flush Grid Prześwit 47% Grubość Minimalny promień skrętu taśmy Układ napędowy Szerokość taśmy
INSTRUKCJA SERWISOWA. Wprowadzenie nowego filtra paliwa PN 874060 w silnikach ROTAX typ 912 is oraz 912 is Sport OPCJONALNY
 Wprowadzenie nowego filtra paliwa PN 874060 w silnikach ROTAX typ 912 is oraz 912 is Sport ATA System: Układ paliwowy OPCJONALNY 1) Zastosowanie Aby osiągnąć zadowalające efekty, procedury zawarte w niniejszym
Wprowadzenie nowego filtra paliwa PN 874060 w silnikach ROTAX typ 912 is oraz 912 is Sport ATA System: Układ paliwowy OPCJONALNY 1) Zastosowanie Aby osiągnąć zadowalające efekty, procedury zawarte w niniejszym
Lekcja 173, 174. Temat: Silniki indukcyjne i pierścieniowe.
 Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
Lekcja 173, 174 Temat: Silniki indukcyjne i pierścieniowe. Silnik elektryczny asynchroniczny jest maszyną elektryczną zmieniającą energię elektryczną w energię mechaniczną, w której wirnik obraca się z
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA)
") DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
WHIPPER 5L EXCLUSIVE INSTRUKCJA OBSŁUGI
 WHIPPER 5L EXCLUSIVE INSTRUKCJA OBSŁUGI SPIS TREŚCI: 1. SPECYFIKACJA URZĄDZENIA...3 2. PODŁĄCZENIE PRĄDU...6 3. WŁĄCZANIE URZĄDZENIA...6 4. USTAWIENIA KONSYSTENCJI ŚMIETANY...6 5. REGULATOR TEMPERATURY
WHIPPER 5L EXCLUSIVE INSTRUKCJA OBSŁUGI SPIS TREŚCI: 1. SPECYFIKACJA URZĄDZENIA...3 2. PODŁĄCZENIE PRĄDU...6 3. WŁĄCZANIE URZĄDZENIA...6 4. USTAWIENIA KONSYSTENCJI ŚMIETANY...6 5. REGULATOR TEMPERATURY
SPRZĄTACZKA pracownik gospodarczy
 Szkolenie wstępne InstruktaŜ stanowiskowy SPRZĄTACZKA pracownik gospodarczy pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie szkolenia
Szkolenie wstępne InstruktaŜ stanowiskowy SPRZĄTACZKA pracownik gospodarczy pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie szkolenia
Udoskonalona wentylacja komory suszenia
 Udoskonalona wentylacja komory suszenia Komora suszenia Kratka wentylacyjna Zalety: Szybkie usuwanie wilgoci z przestrzeni nad próbką Ograniczenie emisji ciepła z komory suszenia do modułu wagowego W znacznym
Udoskonalona wentylacja komory suszenia Komora suszenia Kratka wentylacyjna Zalety: Szybkie usuwanie wilgoci z przestrzeni nad próbką Ograniczenie emisji ciepła z komory suszenia do modułu wagowego W znacznym
SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE. Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27
 SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27 Informowanie pracowników Pracodawca ma obowiązek poinformowania
SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27 Informowanie pracowników Pracodawca ma obowiązek poinformowania
HiTiN Sp. z o. o. Przekaźnik kontroli temperatury RTT 4/2 DTR. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31. www.hitin.
 353 41 31. www.hitin.") HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ.
 INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ. I. UWAGI OGÓLNE. 1. Dostarczanie posiłków, ich przechowywanie i dystrybucja musza odbywać się w warunkach zapewniających
INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ. I. UWAGI OGÓLNE. 1. Dostarczanie posiłków, ich przechowywanie i dystrybucja musza odbywać się w warunkach zapewniających
Quickster Chrono Foot G10-212 Instrukcja obsługi
 Quickster Chrono Foot G-212 Instrukcja obsługi 6 7 13 4 4 1 1 3 2 1 3 2 Wskazania i funkcje 4 Wskazówka godzinowa Wskazówka minutowa Wskazówka sekundowa (sekundnik) Kalendarz Licznik 4-minutowy Licznik
Quickster Chrono Foot G-212 Instrukcja obsługi 6 7 13 4 4 1 1 3 2 1 3 2 Wskazania i funkcje 4 Wskazówka godzinowa Wskazówka minutowa Wskazówka sekundowa (sekundnik) Kalendarz Licznik 4-minutowy Licznik
INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY. typu REL
 www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
BAKS Kazimierz Sielski. 05-480 Karczew ul. Jagodne 5. Tel./ fax (022) 7108100 fax (022) 7108101 NIP 532-010-20-41. Zapytanie ofertowe.
 7108100 fax (022) 7108101 NIP 532-010-20-41. Zapytanie ofertowe.") BAKS Kazimierz Sielski 05-480 Karczew ul. Jagodne 5 Tel./ fax (022) 7108100 fax (022) 7108101 Internet www.baks.com.pl e-mail baks@baks.com.pl NIP 532-010-20-41 Karczew dnia 2015-06-22 ZAPYTANIE OFERTOWE
BAKS Kazimierz Sielski 05-480 Karczew ul. Jagodne 5 Tel./ fax (022) 7108100 fax (022) 7108101 Internet www.baks.com.pl e-mail baks@baks.com.pl NIP 532-010-20-41 Karczew dnia 2015-06-22 ZAPYTANIE OFERTOWE
ZASADY BEZPIECZEŃSTWA W PROJEKTOWANIU I UTRZYMANIU KOMINÓW W ŚWIETLE PRZEPISÓW USTAWY PRAWO BUDOWLANE
 ZASADY BEZPIECZEŃSTWA W PROJEKTOWANIU I UTRZYMANIU KOMINÓW W ŚWIETLE PRZEPISÓW USTAWY PRAWO BUDOWLANE art. 62 ust.1 ustawy Prawo budowlane stanowi: Obiekty powinny być w czasie ich użytkowania poddawane
ZASADY BEZPIECZEŃSTWA W PROJEKTOWANIU I UTRZYMANIU KOMINÓW W ŚWIETLE PRZEPISÓW USTAWY PRAWO BUDOWLANE art. 62 ust.1 ustawy Prawo budowlane stanowi: Obiekty powinny być w czasie ich użytkowania poddawane
Instrukcja użytkowania zawiesi
 Instrukcja użytkowania zawiesi 1. Operator przed podniesieniem ładunku musi się upewnić, że zastosowane zawiesie lub zawiesia są prawidłowo dobrane do wyznaczonego celu z uwzględnieniem poniżej podanych
Instrukcja użytkowania zawiesi 1. Operator przed podniesieniem ładunku musi się upewnić, że zastosowane zawiesie lub zawiesia są prawidłowo dobrane do wyznaczonego celu z uwzględnieniem poniżej podanych
Fig 1. Fig 3. 1. Silnik
 BEZPIECZEŃSTWO 1. Sprawdź motocykl przed jazdą by uniknąć wypadków, uszkodzeń ciała oraz pojazdu. 2. Musisz posiadać odpowiednie uprawnienia do prowadzenia pojazdu wydane przez lokalne władze. 3. By uniknąć
BEZPIECZEŃSTWO 1. Sprawdź motocykl przed jazdą by uniknąć wypadków, uszkodzeń ciała oraz pojazdu. 2. Musisz posiadać odpowiednie uprawnienia do prowadzenia pojazdu wydane przez lokalne władze. 3. By uniknąć
MAKSYMALNA WYDAJNOŚĆ MŁOTY HYDRAULICZNE TYPU TXH
 MAKSYMALNA WYDAJNOŚĆ MŁOTY HYDRAULICZNE TYPU TXH MŁOTY HYDRAULICZNE TYPU TXH SKONCENTROWANA MOC Solidność i precyzja Wysokowydajne młoty hydrauliczne Terex, poszerzające wszechstronność koparko-ładowarek,
MAKSYMALNA WYDAJNOŚĆ MŁOTY HYDRAULICZNE TYPU TXH MŁOTY HYDRAULICZNE TYPU TXH SKONCENTROWANA MOC Solidność i precyzja Wysokowydajne młoty hydrauliczne Terex, poszerzające wszechstronność koparko-ładowarek,
INSTRUKCJA OBS UGI www.elstat.pl
 INSTRUKCJA OBS UGI 1. CHARAKTERYSTYKA REGULATORA Regulator temperatury przeznaczony do wspó pracy z czujnikami rezystancyjnymi PTC, Pt100, Pt1000 oraz termoparami J lub K. Wybór zakresu i typu czujnika
INSTRUKCJA OBS UGI 1. CHARAKTERYSTYKA REGULATORA Regulator temperatury przeznaczony do wspó pracy z czujnikami rezystancyjnymi PTC, Pt100, Pt1000 oraz termoparami J lub K. Wybór zakresu i typu czujnika
Inteligentna formuła
 Inteligentna formuła Szeroki zakres zastosowań Nowy olej serwisowy F1 jest produktem opracowanym przez firmę W&H. Jego skład jest rezultatem rozwoju nowoczesnej technologii produkcji instrumentów stomatologicznych.
Inteligentna formuła Szeroki zakres zastosowań Nowy olej serwisowy F1 jest produktem opracowanym przez firmę W&H. Jego skład jest rezultatem rozwoju nowoczesnej technologii produkcji instrumentów stomatologicznych.
LEVELAUTOMATIC EVOLUTION
 LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
Montaż oświetlenia punktowego w sufitach. podwieszanych
 Montaż oświetlenia punktowego w sufitach podwieszanych Środki ostrożności Aby bezpiecznie wykonać pracę należy: - przed rozpoczęciem pracy wyłączyć zasilanie prądu, wykręcając bezpieczniki albo odłączając
Montaż oświetlenia punktowego w sufitach podwieszanych Środki ostrożności Aby bezpiecznie wykonać pracę należy: - przed rozpoczęciem pracy wyłączyć zasilanie prądu, wykręcając bezpieczniki albo odłączając
Regulamin lodowiska BIAŁY ORLIK przy Zespole Szkół nr 1 w Nowym Dworze Mazowieckim
 Regulamin lodowiska BIAŁY ORLIK przy Zespole Szkół nr 1 w Nowym Dworze Mazowieckim I. Część ogólna 1. Lodowisko jest obiektem sportowym ogólnodostępnym, którego właścicielem jest Miasto Nowy Dwór Mazowiecki,
Regulamin lodowiska BIAŁY ORLIK przy Zespole Szkół nr 1 w Nowym Dworze Mazowieckim I. Część ogólna 1. Lodowisko jest obiektem sportowym ogólnodostępnym, którego właścicielem jest Miasto Nowy Dwór Mazowiecki,
PROCEDURA OCENY RYZYKA ZAWODOWEGO. w Urzędzie Gminy Mściwojów
 I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
INSTRUKCJA MONTAŻU, UŻYTKOWANIA. i KONSERWACJI. Sp. z o.o. System mocowań: Uwaga: ul. Ziejkowa 5, 09 500 Gostynin,
 Sp. z o.o. ul. Ziejkowa 5, 09 500 Gostynin, www.energy5.pl INSTRUKCJA MONTAŻU, UŻYTKOWANIA i KONSERWACJI System mocowań: Dach płaski układ paneli poziomo, system mocowań AERO S wykonania: Aluminium 6005
Sp. z o.o. ul. Ziejkowa 5, 09 500 Gostynin, www.energy5.pl INSTRUKCJA MONTAŻU, UŻYTKOWANIA i KONSERWACJI System mocowań: Dach płaski układ paneli poziomo, system mocowań AERO S wykonania: Aluminium 6005
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A
 INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail:
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail: