INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251. Sherman
|
|
|
- Karol Wójcik
- 9 lat temu
- Przeglądów:
Transkrypt
1 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251 Sherman 1

2 OSTRZEŻENIE! Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Ze względu na ciągły rozwój techniczny urządzenia, pewne jego funkcje mogą ulegać modyfikacji i ich działanie może różnić się szczegółami od opisów w instrukcji. Nie jest to błędem urządzenia, lecz wynikiem postępu i ciągłych prac modyfikacyjnych urządzenia. Uszkodzenie urządzenia spowodowane niewłaściwą obsługą powoduje utratę uprawnień z tytułu gwarancji. Wszelkie przeróbki prostownika są zabronione i powodują utratę gwarancji. 2. BEZPIECZEŃSTWO Pracownicy obsługujący urządzenie powinni posiadać niezbędne kwalifikacje uprawniające ich do wykonywania prac spawalniczych: powinni posiadać uprawnienia spawacza elektrycznego w zakresie spawania elektrodami otulonymi oraz w osłonach gazowych, znać zasady BHP przy eksploatacji urządzeń elektroenergetycznych jakimi są urządzenia spawalnicze i osprzęt pomocniczy zasilany energią elektryczną, znać zasady BHP przy obsłudze butli i instalacji ze sprężonym gazem (argonem), znać treść niniejszej instrukcji i eksploatować urządzenie zgodnie z jego przeznaczeniem. OSTRZEŻENIE Spawanie może zagrażać bezpieczeństwu operatora i pozostałych osób przebywających w pobliżu. Dlatego podczas spawania należy zachować szczególne środki ostrożności. Przed przystąpieniem do spawania należy zapoznać się z przepisami BHP obowiązującym na stanowisku pracy. W czasie spawania elektrycznego istnieją następujące zagrożenia: PORAŻENIE PRĄDEM ELEKTRYCZNYM NEGATYWNE ODDZIAŁYWANIE ŁUKU NA OCZY I SKÓRĘ CZŁOWIEKA ZATRUCIE PARAMI I GAZAMI OPARZENIA ZAGROŻENIA WYBUCHEM I POŻAREM HAŁAS Zapobieganie porażeniu prądem elektrycznym: podłączać urządzenie do technicznie sprawnej instalacji elektrycznej o właściwym zabezpieczeniu i skuteczności zerowania (dodatkowej ochrony przeciwporażeniowej); należy sprawdzić i poprawnie podłączyć do sieci także inne urządzenia na stanowisku pracy spawacza, przewody prądowe montować przy wyłączonym urządzeniu, nie dotykać jednocześnie nieizolowanych części uchwytu elektrodowego, elektrody i przedmiotu spawanego, w tym obudowy urządzenia, nie używać uchwytów i przewodów prądowych o uszkodzonej izolacji, w warunkach szczególnego zagrożenia porażeniem prądem elektrycznym (praca w środowiskach o dużej wilgotności i zbiornikach zamkniętych) pracować z pomocnikiem wspomagającym pracę spawacza i czuwającym nad bezpieczeństwem, stosować ubranie i rękawice o dobrych właściwościach izolacyjnych, w razie zauważenia jakichkolwiek nieprawidłowości, należy zwrócić się do kompetentnych osób w celu ich usunięcia, Zabroniona jest eksploatacja urządzenia ze zdjętymi osłonami. Zapobieganie negatywnemu oddziaływaniu łuku elektrycznego na oczy i skórę człowieka: Stosować ubrania ochronne (rękawice, fartuch, buty skórzane), Stosować tarcze lub przyłbice ochronne z właściwie dobranym filtrem, 2

3 Stosować zasłony ochronne z niepalnych materiałów oraz właściwie dobierać kolorystykę ścian absorbujących szkodliwe promieniowanie. Zapobieganie zatruciom parami i gazami wydzielanymi w czasie spawania z otuliny elektrod i parowania metali: Stosować urządzenia wentylacyjne i odciągi instalowane na stanowiskach o ograniczonej wymianie powietrza, Przedmuchiwać świeżym powietrzem przy pracach w przestrzeni zamkniętej (zbiorniki), Stosować maski i respiratory. Zapobieganie oparzeniom: Stosować odpowiednią odzież ochronną i obuwie chroniące od oparzeń pochodzących od promieniowania łuku i odprysków, Unikać zabrudzeń odzieży smarami i olejami mogącymi doprowadzić do jej zapalenia Zapobieganie wybuchowi i pożarom: Zabrania się eksploatacji urządzenia i spawania w pomieszczeniach zagrożonych wybuchem lub pożarem, Stanowisko spawalnicze powinno być wyposażone w sprzęt gaśniczy, Stanowisko spawalnicze powinno znajdować się w bezpiecznej odległości od materiałów łatwopalnych. Zapobieganie negatywnemu oddziaływaniu hałasu: Stosować zatyczki do uszu lub inne środki ochrony przed hałasem, Ostrzegać o niebezpieczeństwie osób znajdujących się w pobliżu. OSTRZEŻENIE! Nie wolno używać źródła prądu do rozmrażania zamarzniętych rur. Przed uruchomieniem urządzenia należy: Sprawdzić stan połączeń elektrycznych i mechanicznych. Zabrania się używać uchwytów i przewodów prądowych o uszkodzonej izolacji. Niewłaściwa izolacja uchwytów i przewodów prądowych grozi porażeniem prądem elektrycznym Zadbać o właściwe warunki pracy, tj. zapewnić właściwą temperaturę, wilgotność i wentylację w miejscu pracy. Poza pomieszczeniami zamkniętymi chronić przed opadami atmosferycznymi Umieścić prostownik w miejscu umożliwiającym jego łatwą obsługę. Osoby obsługujące spawarkę powinny: posiadać uprawnienia do spawania elektrycznego elektrodami otulonymi oraz metodą TIG i MIG/MAG znać i przestrzegać przepisy BHP obowiązujące przy wykonywaniu prac spawalniczych używać właściwego, specjalistycznego sprzętu ochronnego: rękawic, fartucha, butów gumowych, tarczy lub przyłbicy spawalniczej z odpowiednio dobranym filtrem znać treść niniejszej instrukcji obsługi i eksploatować spawarkę zgodnie z jej przeznaczeniem. Wszelkie naprawy urządzenia mogą być dokonywane wyłącznie po odłączeniu wtyczki z gniazdka zasilającego. Gdy urządzenie jest podłączone do sieci niedozwolone jest dotykanie gołą ręką ani przez wilgotną odzież żadnych elementów tworzących obwód prądu spawania. Zabronione jest zdejmowanie osłon zewnętrznych przy urządzeniu włączonym do sieci. Wszelkie przeróbki prostownika we własnym zakresie są zabronione i mogą stanowić pogorszenie warunków bezpieczeństwa. Wszelkie prace konserwacyjne i remontowe mogą być przeprowadzane wyłącznie przez uprawnione osoby z zachowaniem warunków bezpieczeństwa pracy obowiązujących dla urządzeń elektrycznych. Zabrania się eksploatacji spawarki w pomieszczeniach zagrożonych wybuchem lub pożarem! Stanowisko spawalnicze wyposażone powinno być w sprzęt gaśniczy Po zakończeniu pracy przewód zasilający urządzenie należy odłączyć od sieci. Przedstawione powyżej zagrożenia i ogólne zasady BHP nie wyczerpują zagadnienia bezpieczeństwa pracy spawacza, gdyż nie uwzględniają specyfiki miejsca pracy. Ważnym ich uzupełnieniem są stanowiskowe instrukcje BHP oraz szkolenia i instruktaże udzielane przez pracowników nadzoru. 3

4 3. OPIS OGÓLNY Spawarka MTM 251 to kompaktowe uniwersalne urządzenie inwertorowe wykonane w technologii MOSFET. Służy do spawania ręcznego stali konstrukcyjnych niskowęglowych i stopowych oraz metali kolorowych elektrodą otuloną (metoda MMA), metodą TIG, a także metodą MIG/MAG przy użyciu standardowego uchwytu spawalniczego MIG/MAG oraz uchwytu typu Spool Gun (opcja). Umożliwia spawanie metodą MIG/MAG z zastosowaniem zarówno standardowych drutów w osłonie gazów ochronnych jak i samoosłonowych drutów proszkowych. Urządzenie wyposażone jest w profesjonalny 4-rolkowy podajnik drutu z płynną regulacją prędkości posuwu, płynną regulację napięcia spawania przy spawaniu metodą MIG/MAG, oraz prądu spawania przy metodzie MMA i TIG, a także bezstykowe jonizacyjne zajarzanie łuku w metodzie TIG. Posiada regulację narastania i opadania prądu oraz opóźnienia gazu. Posiada również przełącznik dwutakt/czterotakt, wyświetlacze prądu/napięcia spawania i regulację indukcyjności do spawania cienkich i grubych elementów oraz lutospawania. Współpracuje ze szpulami drutu D200 (5kg) oraz D300 (15) kg. Opcja MIG/MAG uchwytu Spool Gun (SG) umożliwia równoległe podłączenie drugiego uchwytu typu SG z zamontowanym w nim mini podajnikiem drutu i szpulą D100 drutu stalowego lub kolorowego, dzięki czemu można spawać dwoma różnymi drutami bez konieczności przezbrajania spawarki. Wybór uchwytu następuje poprzez przełącznik trybu pracy. Rozwiązanie oszczędzające czas w przypadku konieczności spawania różnych materiałów lub dorywczego wykorzystywania różnych grubości drutów. 4. PARAMETRY TECHNICZNE 4.1 Spawarka Napięcie zasilania: AC 3x400V 50Hz Maksymalny pobór mocy: 10,2 kva Znamionowy prąd spawania / cykl pracy 250 A / 60% Zakres regulacji prądu spawania (MIG): A Zakres regulacji prądu spawania (MMA/TIG): A Max prąd spawania dla uchwytu Spool Gun: 150 A Sposób regulacji prądu spawania: Płynny Znamionowe napięcie w stanie bez obciążenia (MMA, TIG) 70 V Średnice szpuli z drutem: 200mm, 300 mm Sposób regulacji prędkości podawania drutu: Płynny Zakres regulacji prędkości podawania drutu 2,4 24 m/min Maksymalny pobór prądu: 15,5 A Masa: 48 kg Wymiary: 850 x 450 x 750 mm Stopień ochrony IP Uchwyt MIG Typ uchwytu TW-25 Maksymalna obciążalność prądowa 250 A (CO 2 ) Rodzaj chłodzenia gazem Przepływ gazu chłodzącego l/min Długość 3 m 4.3 Uchwyt Spool Gun (opcja) Typ uchwytu Maksymalna obciążalność prądowa Zalecana średnica drutu spawalniczego Prędkość podawania drutu Długość Spool Gun M-15 (MTMSG3M) 150 A 0,6-1,0 mm 1-13 m/min 3 m 4

5 Uchwyt Spool Gun Cykl pracy Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 60% oznacza, że po 6 minutach pracy urządzenia jest wymagana 4-minutowa przerwa. Cykl pracy 100% oznacza, że urządzenie może pracować w sposób ciągły, bez przerw. Uwaga! Badania nagrzewania zostały przeprowadzone w temperaturze otaczającego powietrza. Cykl pracy przy 40ºC został wyznaczony przez symulację. Stopień ochrony IP określa w jakim stopniu urządzenie jest odporne na przedostawanie się do wewnątrz zanieczyszczeń stałych i wodnych. IP21 oznacza, że urządzenie jest przystosowane do pracy w pomieszczeniach zamkniętych i nie nadaje się do stosowania na deszczu lub śniegu. Klasa zastosowania Klasa zastosowania oznacza, że urządzenie jest przystosowane do użytkowania w miejscach o zwiększonym niebezpieczeństwie porażenia prądem elektrycznym. Widok ogólny urządzenia 5

6 5. OPIS FUNKCJI PRZEŁĄCZNIKÓW I POKRĘTEŁ Panel czołowy: Ścianka przednia: 1. Dioda zabezpieczenia termicznego 2. Diody sygnalizujące wybór metody spawania 3. Wyświetlacz napięcia spawania 4. Wyświetlacz prądu spawania 5. Przełącznik zmiany indukcyjności 6. Pokrętło regulacji indukcyjności 7. Przełącznik dwutakt/czterotakt 8. Pokrętło regulacji opóźnienia wypływu gazu 9. Pokrętło regulacji opadania prądu 10. Pokrętło regulacji narastania prądu 11. Pokrętło regulacji prądu (MMA, TIG) / prędkości podawania drutu (MIG/MAG) 12. Pokrętło regulacji napięcia spawania (MIG/MAG) 13. Przełącznik metody spawania 14. Przełącznik rodzaju uchwytu (MIG/MAG) 15. Przełącznik zdalnego sterowania 16. Gniazdo uchwytu MIG/MAG 17. Gniazdo sterowania uchwytem 18. Gniazdo szybkozłącza gazu osłonowego (TIG) 19. Gniazdo Gniazdo + Ścianka tylna: 21. Wyłącznik główny 22. Króciec gazu osłonowego (MIG/MAG) 23. Króciec gazu osłonowego (TIG) 24. Gniazdo zasilania AC 36V 6
 13. Przełącznik metody spawania 14. Przełącznik rodzaju uchwytu (MIG/MAG) 15. Przełącznik zdalnego sterowania 16. Gniazdo uchwytu MIG/MAG 17.")
7 Komora szpulowa: 25. Przycisk uruchamiania podajnika QUICK FEED Regulacja indukcyjności (reluktancji łuku) Regulacja indukcyjności umożliwia optymalizację charakterystyki łuku w zależności od grubości spawanego elementu oraz metody i warunków spawania. Funkcja przydatna jest podczas spawania met.mig/mag cienkich elementów, zapobiegając ich przepaleniu. Im cieńszy element spawany met MIG/MAG tym indukcyjność powinna być wyższa (miękki łuk - mniejsze wtopienie), dla elementów grubych odwrotnie (łuk twardy - większe wtopienie). Standardowe, neutralne ustawienie indukcyjności mieści się na środku skali. Zmiana wartości indukcyjności wpływa również na zmniejszenie ilości odprysków spawalniczych podczas spawania w osłonie CO2. Optymalne ustawienie wartości indukcyjności zależy od kilku czynników i może różnić się od standardowych zaleceń, należy ją dobrać podczas prób spawania manipulując pokrętłem potencjometru. 6. TRYBY STEROWANIA ŹRÓDŁEM W METODZIE MIG/MAG ORAZ TIG Spawarka MTM 251 podczas spawania metodą MIG może być sterowana w trybie dwutaktu oraz czterotaktu. W trybie dwutaktu po wciśnięciu przycisku w uchwycie i zajarzeniu łuku spawanie należy prowadzić z naciśniętym przyciskiem. Zwolnienie przycisku na uchwycie spowoduje zakończenie procesu spawania. W trybie czterotaktu należy wcisnąć przycisk na uchwycie palnika i zajarzyć łuk. Po poprawnym zajarzeniu łuku można zwolnić przycisk i spawanie prowadzić ze zwolnionym przyciskiem. Aby zakończyć spawanie należy nacisnąć i zwolnić przycisk w uchwycie. 7. ZABEZPIECZENIE PRZED PRZEGRZANIEM Źródło prądu wyposażone jest w termiczny, samoczynny wyłącznik przeciążeniowy. Gdy temperatura spawarki będzie zbyt wysoka, zabezpieczenie odłączy prąd spawania i zapali się dioda sygnalizująca przegrzanie (1). Po opadnięciu temperatury nastąpi automatyczny reset wyłącznika. 8. PRZYGOTOWANIE URZĄDZENIA DO PRACY 8.1 PRZYŁĄCZENIE GAZU OSŁONOWEGO 1. Zamocować butlę i zabezpieczyć ją przed wywróceniem 2. Odkręcić na moment zawór butli aby usunąć ewentualne zanieczyszczenia 3. Zamontować reduktor na butli 4. Połączyć wężem reduktor z króćcem (22) dla metody MIG/MAG lub (23) dla metody TIG 5. Odkręcić zawór butli i reduktora. Urządzenie przystosowane jest do współpracy z reduktorem z elektrycznym podgrzewaczem zasilanym napięciem AC 36V. Gniazdo zasilania podgrzewacza znajduje się w górnej części tylnej ścianki urządzenia (24). 7
, dla elementów grubych odwrotnie (łuk twardy - większe wtopienie).")
8 8.2 PRZYŁĄCZENIE DO SIECI ZASILAJĄCEJ 1. Urządzenie powinno być użytkowane wyłącznie w układzie zasilania trójfazowym, czteroprzewodowym, z uziemionym punktem zerowym. 2. Półautomat spawalniczy MTM 251 jest przystosowany do współpracy z siecią 3x400V 50 Hz. zabezpieczoną bezpiecznikami 16A o działaniu zwłocznym. 3. Urządzenie wyposażone jest w przewód i wtyk zasilający. Przed podłączeniem zasilania należy upewnić się, czy przełącznik zasilania (21) jest w pozycji OFF (wyłączony) Podłączenie przewodów zasilających do wtyku sieciowego Przewód żółto-zielony (przewód ochronny) należy podłączyć do wtyku sieciowego w miejsce oznaczone symbolem PE bądź N. Przewody czarny, czerwony, niebieski są przewodami doprowadzającymi zasilanie do urządzenia (fazowymi) i należy podłączyć do wtyku sieciowego w miejsca oznaczone symbolami L1, L2, L3 bądź R1, S2, T3. Kolejność podłączenia przewodów fazowych do wtyku w oznaczone miejsca jest dowolna i nie powoduje zmian w pracy urządzenia. 8.3 ZAKŁADANIE SZPULI Z DRUTEM ELEKTRODOWYM 1. Otworzyć boczną pokrywę obudowy. 2. Sprawdzić, czy rolki napędowe są odpowiednie do rodzaju i średnicy drutu. 3. Założyć szpulę z drutem elektrodowym na trzpień. 4. Zabezpieczyć szpulę przed spadnięciem. 5. Zwolnić docisk rolek podających. 6. Stępić końcówkę drutu elektrodowego. 7. Wprowadzić drut poprzez rolkę napędową podajnika do uchwytu. 8. Docisnąć drut w rowki rolki napędowej. 9. Wykręcić z uchwytu końcówkę prądową, włączyć zasilanie spawarki i przyciskiem QUICK FEED (25) znajdującym się wewnątrz komory szpulowej wprowadzić drut do uchwytu. 10. Po pojawieniu się drutu elektrodowego w wylocie uchwytu zwolnić przycisk i nakręcić końcówkę prądową. 8.4 PRZYGOTOWANIE UCHWYTU MIG DO PRACY W zależności od rodzaju spawanego materiału i średnicy drutu elektrodowego założyć do uchwytu MIG odpowiedną końcówkę prądową oraz wkład prowadzący drut. Do spawania stali stosować końcówki prądowe do spawania stali oraz wkład stalowy. W przypadku spawania aluminium stosować końcówki prądowe do spawania aluminium oraz wkład teflonowy. 8
 jest w pozycji OFF (wyłączony). 8.2.")
9 Średnica drutu elektrodowego Średnica końcówki prądowej Wkład prowadzący drut 0,8 0,8 Niebieski 1,0 1,0 Niebieski / Czerwony 1,2 1,2 Czerwony 1,6 1,6 Żółty 8.5 PODŁĄCZENIE REDUKTORA Z PODGRZEWACZEM (OPCJA) Zamontować reduktor na butli. Połączyć wężem reduktor ze spawarką montując jeden koniec węża gazowego na króćcu reduktora, a drugi na króćcu gazowym (22) znajdującym się na tylnej ściance spawarki. Wtyczkę podgrzewacza umieścić w gnieździe 36V AC (24) znajdującym się na tylnej ściance urządzenia. 9. PROWADZENIE PROCESU SPAWANIA 9.1 METODA MMA 1. Upewnić się, że wyłącznik zasilania na tylnej ściance urządzenia (21) jest w pozycji OFF (wyłączony). 2. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale. 3. Umieścić przewody masowy oraz elektrodowy w gniazdach + (20) oraz - (19) spawarki. Biegunowość podłączenia przewodów spawalniczych zależy od typu użytej elektrody i podawana jest na opakowaniu elektrod. 4. Sprawdzić poprawność uziemienia urządzenia. 5. Włączyć zasilanie urządzenia przełącznikiem (21) na tylnej ściance urządzenia. 6. Przełącznik metody spawania (13) ustawić w pozycji MMA. 7. Przełącznik zdalnego sterowania (15) ustawić w położeniu OFF. 8. Pokrętłem (11) ustawić odpowiedni prąd spawania. 9. Rozpocząć spawanie. 9.2 METODA TIG (OPCJA) 1. Upewnić się, że wyłącznik zasilania (21) na tylnej ściance urządzenia jest w pozycji OFF (wyłączony). 2. Podłączyć gaz osłonowy do króćca (23). 3. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale. 4. Umieścić przewód masowy w gnieździe + (20) spawarki. 5. Wtyk prądowy uchwytu do spawania metodą TIG umieścić w gnieździe - (19). 6. Wtyk sterowania uchwytem umieścić w gnieździe (17). 7. Wtyk przewodu gazowego umieścić w gnieździe (18). 8. Sprawdzić poprawność uziemienia urządzenia. 9. Włączyć zasilanie urządzenia przełącznikiem (21). 10. Przełącznik metody spawania (13) ustawić w pozycji TIG. 11. Przełącznik zdalnego sterowania (15) ustawić w położeniu OFF. 12. Pokrętłem (11) ustawić odpowiedni prąd spawania. 13. Pokrętłem (8) ustawić opóźnienie wypływu gazu po zakończeniu spawania. 14. Pokrętłem (9) ustawić opadanie prądu przy zakończeniu spawania. 15. Pokrętłem (10) ustawić narastanie prądu przy rozpoczęciu spawania. 16. Przełącznikiem (7) ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt). 17. Rozpocząć spawanie. 9.3 METODA MIG/MAG Spawanie w osłonie gazów ochronnych Spawanie uchwytem standardowym 1. Upewnić się, że wyłącznik zasilania (21) na tylnej ściance urządzenia jest w pozycji OFF (wyłączony). 2. Podłączyć butlę z gazem osłonowym do króćca (22). 3. Założyć szpulę z odpowiednim drutem spawalniczym. 4. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale. 5. Drugi koniec przewodu masowego umieścić w gnieździe - (19) spawarki. 6. Wtyk uchwytu spawalniczego umieścić w gnieździe (16) i dokręcić nakrętką. 9
 znajdującym się na tylnej ściance urządzenia. 9. PROWADZENIE PROCESU SPAWANIA 9.1 METODA MMA 1.")
10 7. Złącze prądowe gniazda uchwytu umieścić w gnieździe + (20) spawarki. 8. Włączyć zasilanie urządzenia. 9. Przełącznik metody spawania (13) ustawić w pozycji MIG/MAG. 10. Przełącznik (14) ustawić w pozycji WIRE FEED. 11. Przełącznik zdalnego sterowania (15) ustawić w położeniu OFF. 12. Pokrętłem (12) ustawić odpowiednie napięcie spawania. 13. Pokrętłem (11) ustawić odpowiednią prędkość podawania drutu. 14. Przełącznikiem (5) oraz pokrętłem (6) ustawić odpowiednią indukcyjność w zależności od grubości spawanego materiału (patrz pkt 5). 15. Przełącznikiem (7) ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt). 16. Rozpocząć spawanie Spawanie uchwytem typu Spool Gun (opcja) 1. Upewnić się, że wyłącznik zasilania (21) na tylnej ściance urządzenia jest w pozycji OFF (wyłączony). 2. Podłączyć butlę z gazem osłonowym do króćca (22). 3. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale. 4. Drugi koniec przewodu masowego umieścić w gnieździe - (19) spawarki. 5. Wtyk uchwytu Spool Gun umieścić w gnieździe (16) i dokręcić nakrętką. 6. Założyć szpulę z drutem do uchwytu Spool Gun. 7. Złącze prądowe gniazda uchwytu umieścić w gnieździe + (20) spawarki. 8. Wtyk sterowania uchwytem umieścić w gnieździe (17). 9. Włączyć zasilanie urządzenia. 10. Przełącznik metody spawania (13) ustawić w pozycji MIG/MAG. 11. Przełącznik (14) ustawić w pozycji SPOOL GUN. 12. Pokrętłem (12) ustawić odpowiednie napięcie spawania. 13. Jeżeli przełącznik zdalnego sterowania (15) ustawiony jest w pozycji OFF, ustawić odpowiednią prędkość podawania drutu pokrętłem (11). Jeżeli przełącznik (15) ustawiony jest w pozycji ON, ustawić prędkość podawania drutu pokrętłem w rękojeści uchwytu. 14. Przełącznikiem (7) ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt). 15. Rozpocząć spawanie. Uwaga! Uchwyt Spool Gun przeznaczony jest do spawania cienkich blach drutem 0,6-0,9mm. Maksymalny prąd spawania dla tego uchwytu został elektronicznie ograniczony do 150A Spawanie stalowym drutem samoosłonowym Spawanie uchwytem standardowym 1. Upewnić się, że wyłącznik zasilania (21) na tylnej ściance urządzenia jest w pozycji OFF (wyłączony). 2. Założyć szpulę z drutem samoosłonowym 3. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale 4. Drugi koniec przewodu masowego umieścić w gnieździe + (20) spawarki 5. Wtyk uchwytu spawalniczego umieścić w gnieździe (16) i dokręcić nakrętką 6. Złącze prądowe gniazda uchwytu umieścić w gnieździe - (19) spawarki 7. Włączyć zasilanie urządzenia 8. Przełącznik metody spawania (13) ustawić w pozycji MIG/MAG 9. Przełącznik (14) ustawić w pozycji WIRE FEED 10. Pokrętłem (12) ustawić odpowiednie napięcie spawania 11. Pokrętłem (11) ustawić odpowiednią prędkość podawania drutu 12. Przełącznikiem (5) oraz pokrętłem (6) ustawić odpowiednią indukcyjność w zależności od grubości spawanego materiału 13. Przełącznikiem (7) ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt) 14. Rozpocząć spawanie Spawanie uchwytem typu Spool Gun (opcja) 1. Upewnić się, że wyłącznik zasilania (21) na tylnej ściance urządzenia jest w pozycji OFF (wyłączony). 2. Zacisk kleszczowy przewodu masowego pewnie umocować na spawanym materiale. 3. Drugi koniec przewodu masowego umieścić w gnieździe + (20) spawarki. 10
 ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt). 16. Rozpocząć spawanie. 9.3.1.2 Spawanie uchwytem typu Spool Gun (opcja) 1.")
11 4. Wtyk uchwytu Spool Gun umieścić w gnieździe (16) i dokręcić nakrętką. 5. Założyć szpulę z drutem samoosłonowym do uchwytu Spool Gun. 6. Złącze prądowe gniazda uchwytu umieścić w gnieździe - (19) spawarki. 7. Wtyk sterowania uchwytem umieścić w gnieździe (17). 8. Włączyć zasilanie urządzenia. 9. Przełącznik metody spawania (13) ustawić w pozycji MIG/MAG. 10. Przełącznik (14) ustawić w pozycji SPOOL GUN. 11. Pokrętłem (12) ustawić odpowiednie napięcie spawania. 12. Jeżeli przełącznik zdalnego sterowania (15) ustawiony jest w pozycji OFF, ustawić odpowiednią prędkość podawania drutu pokrętłem (11). Jeżeli przełącznik (15) ustawiony jest w pozycji ON, ustawić prędkość podawania drutu pokrętłem w rękojeści uchwytu. 13. Przełącznikiem (7) ustawić sposób sterowania pracą urządzenia (dwutakt/czterotakt). 14. Rozpocząć spawanie. Uwaga! Uchwyt Spool Gun przeznaczony jest do spawania cienkich blach drutem 0,6-0,9mm. Maksymalny prąd spawania dla tego uchwytu został elektronicznie ograniczony do 150A. 10. ZANIM WEZWIESZ SERWIS W przypadku nieprawidłowego funkcjonowania urządzenia, przed wysłaniem spawarki do serwisu należy sprawdzić listę podstawowych awarii i spróbować samodzielnie je usunąć. Wszelkie naprawy urządzenia mogą być dokonywane wyłącznie po odłączeniu wtyczki z gniazdka zasilającego. Uwaga! Urządzenie nie jest plombowane i użytkownik może zdjąć obudowę spawarki w celu usunięcia drobnych awarii. Objawy Przyczyna Postępowanie Brak zasilania, sygnał awarii lub wadliwa praca urządzenia Brak połączenia lub luźna wtyczka wewnątrz urządzenia Sprawdzić i poprawić połączenia wszystkich wtyczek elektrycznych wewnątrz urządzenia Brak podawania drutu Za słaby docisk rolki Ustawić prawidłowy docisk elektrodowego (silnik podajnika Niewłaściwa średnica rowka rolki Założyć właściwą rolkę prowadzącą pracuje) prowadzącej Zanieczyszczony prowadnik drutu w uchwycie Wyczyścić prowadnik drutu elektrodowego Zablokowany drut elektrodowy w końcówce Wymienić końcówkę prądową prądowej Nieregularny posuw drutu Uszkodzona końcówka prądowa Wymienić końcówkę prądową elektrodowego Rowek rolki podającej jest brudny lub Wyczyścić rowek rolki lub wymienić rolkę uszkodzony Szpula z drutem ociera o ścianki pokrywy Zamocować poprawnie szpulę z drutem spawarki Łuk nie zajarza się Brak właściwego styku zacisku przewodu Poprawić styk zacisku masowego masowego Uszkodzony przełącznik w uchwycie MIG Wymienić przełącznik Niewłaściwe podłączenie uchwytu MIG do urządzenia Sprawdzić stan połączeń elektrycznych uchwytu, sprawdzić czy piny w gnieździe nie są wyłamane lub nie zakleszczają się Łuk zbyt długi i nieregularny Napięcie spawania za wysokie Zmniejszyć napięcie spawania Prędkość podawania drutu za mała Zwiększyć prędkość podawania drutu Łuk zbyt krótki Napięcie spawania zbyt niskie Zwiększyć napięcie spawania Po włączeniu zasilania lampka sygnalizacji załączenia zasilania nie świeci się Prędkość podawania drutu za duża Brak napięcia zasilania Zmniejszyć prędkość podawania drutu Sprawdzić bezpieczniki na przyłączu sieciowym Świeci się dioda przegrzania Urządzenie zostało przegrzane. Odczekać kilka minut aż dioda zgaśnie i kontynuować spawanie. Wentylator nie pracuje Wentylator został zablokowany zagiętą Wyprostować osłonę wentylatora osłoną Niezadowalająca jakość spoiny przy spawaniu metodą MIG Nieodpowiednie lub złej jakości użyte materiały lub części eksploatacyjne, Wymienić części eksploatacyjne. Zmienić drut spawalniczy lub butlę z gazem na materiały Gaz osłonowy wypływa z nieodpowiednią intensywnością. Złe ustawienie indukcyjności. odpowiednie lub wyższej jakości Sprawdzić wąż doprowadzający gaz, poprawić połączenie węża ze złączkami oraz stan szybkozłączy Sprawdzić reduktor butlowy, wyregulować indukcyjność. 11
 ustawiony jest w pozycji OFF, ustawić odpowiednią prędkość podawania drutu pokrętłem (11).")
12 Niezadowalająca jakość spoiny przy spawaniu metodą MMA, elektroda klei się do spawanego materiału Niezadowalająca jakość spoiny przy spawaniu metodą TIG Niewłaściwa biegunowość podłączenia przewodów spawalniczych Wilgotna elektroda. Spawarka jest zasilana z agregatu prądotwórczego lub poprzez długi przedłużacz o zbyt małym przekroju kabla Sprawdzić jakość użytych materiałów i części eksploatacyjnych, szczególnie elektrody wolframowej i gazu osłonowego Gaz osłonowy nie wypływa lub wypływa z niewystarczającą intensywnością Podłączyć prawidłowo przewody spawalnicze Wymienić elektrodę Podłączyć urządzenie bezpośrednio do sieci zasilającej Wymienić części eksploatacyjne, wymienić gaz osłonowy na wyższej jakości Sprawdzić reduktor butlowy, wąż doprowadzający gaz, poprawić połączenie węża ze złączkami oraz stan szybkozłączy 11. INSTRUKCJA EKSPLOATACJI Eksploatacja spawarki półautomatycznej MTM 251 powinna odbywać się w atmosferze wolnej od składników żrących i dużego zapylenia. Nie należy ustawiać urządzenia w miejscach zakurzonych, w pobliżu pracujących szlifierek itp. Należy unikać eksploatacji w środowiskach o dużej wilgotności, a w szczególności w sytuacjach występowania rosy na elementach metalowych. W przypadku wystąpienia rosy na elementach metalowych np. po wprowadzeniu zimnego urządzenia do ciepłego pomieszczenia należy poczekać do jej całkowitego wysuszenia i ogrzania urządzenia do temperatury otoczenia. Uruchomienie w tych warunkach zimnej spawarki może spowodować jej uszkodzenie. Zaleca się w razie eksploatacji spawarki na wolnym powietrzu umieszczenie jej pod dachem w celu zabezpieczenia przed niekorzystnymi warunkami atmosferycznymi. Urządzenie MTM 251 powinno być eksploatowane w następujących warunkach: - zmiany wartości skutecznej napięcia zasilania nie większe niż 10% - temperatura otoczenia od 10 C do +40 C - ciśnienie atmosferyczne 860 do 1060 hpa - wilgotność względna powietrza atmosferycznego nie większa niż 80% - wysokość nad poziomem morza do 1000m Wykaz części eksploatacyjnych przy spawaniu metodą MIG/MAG: Lp Dla drutów stalowych Dla drutów aluminiowych 1 Rolka podajnika 40x32x10mm Rolka podajnika Al 40x32x10mm 2 Końcówka prądowa TW-25 M6x28 Końcówka prądowa Al TW-25 M6x28 3 Łącznik prądowy TW-25 4 Dysza gazowa TW-25 5 Wkład stalowy 3m Wkład teflonowy 3m Wykaz części eksploatacyjnych uchwytu TIG T-26: Lp Nazwa 1 Elektroda wolframowa 2 Tulejka zaciskowa T-26 3 Łącznik prądowy T-26 4 Dysza gazowa T-26 Pełny wykaz części eksploatacyjnych oraz części zamiennych dostępny jest na stronie internetowej oraz w firmie TECWELD. Istnieje możliwość bezpośredniego zakupu tych części. 12

13 12. INSTRUKCJA KONSERWACJI W ramach codziennej obsługi należy utrzymywać spawarkę w czystości oraz sprawdzać stan połączeń zewnętrznych. Regularnie wymieniać części eksploatacyjne. Okresowo czyścić urządzenie wewnątrz poprzez przedmuch sprężonym powietrzem. Nie mniej niż raz na pół roku należy dokonać ogólnego przeglądu oraz stanu połączeń elektrycznych, a w szczególności: - stanu ochrony przeciwporażeniowej - stanu izolacji - stanu układu zabezpieczeń - poprawności działania układu chłodzenia 13. INSTRUKCJA PRZECHOWYWANIA I TRANSPORTU Urządzenie należy przechowywać w temperaturze 10 C do +40 C i wilgotności względnej do 80% wolnych od żrących wyziewów i pyłów. Transport opakowanych urządzeń powinien odbywać się krytymi środkami transportowymi. Na czas transportu opakowane urządzenie należy zabezpieczyć przed przesuwaniem się oraz zapewnić im właściwą pozycję. 14. SPECYFIKACJA KOMPLETU 1. Źródło inwertorowe MTM szt. 2. Uchwyt spawalniczy MIG/MAG TW-25 1 szt. 3. Przewód elektrodowy 1 szt. 4. Przewód masowy z zaciskiem kleszczowym 1 szt. 5. Gniazdo zasilające 3-fazowe 1 szt. 6. Tarcza spawalnicza i młotek 1 kpl 7. Instrukcja obsługi 1 szt. 8. Opakowanie 1 szt. 13

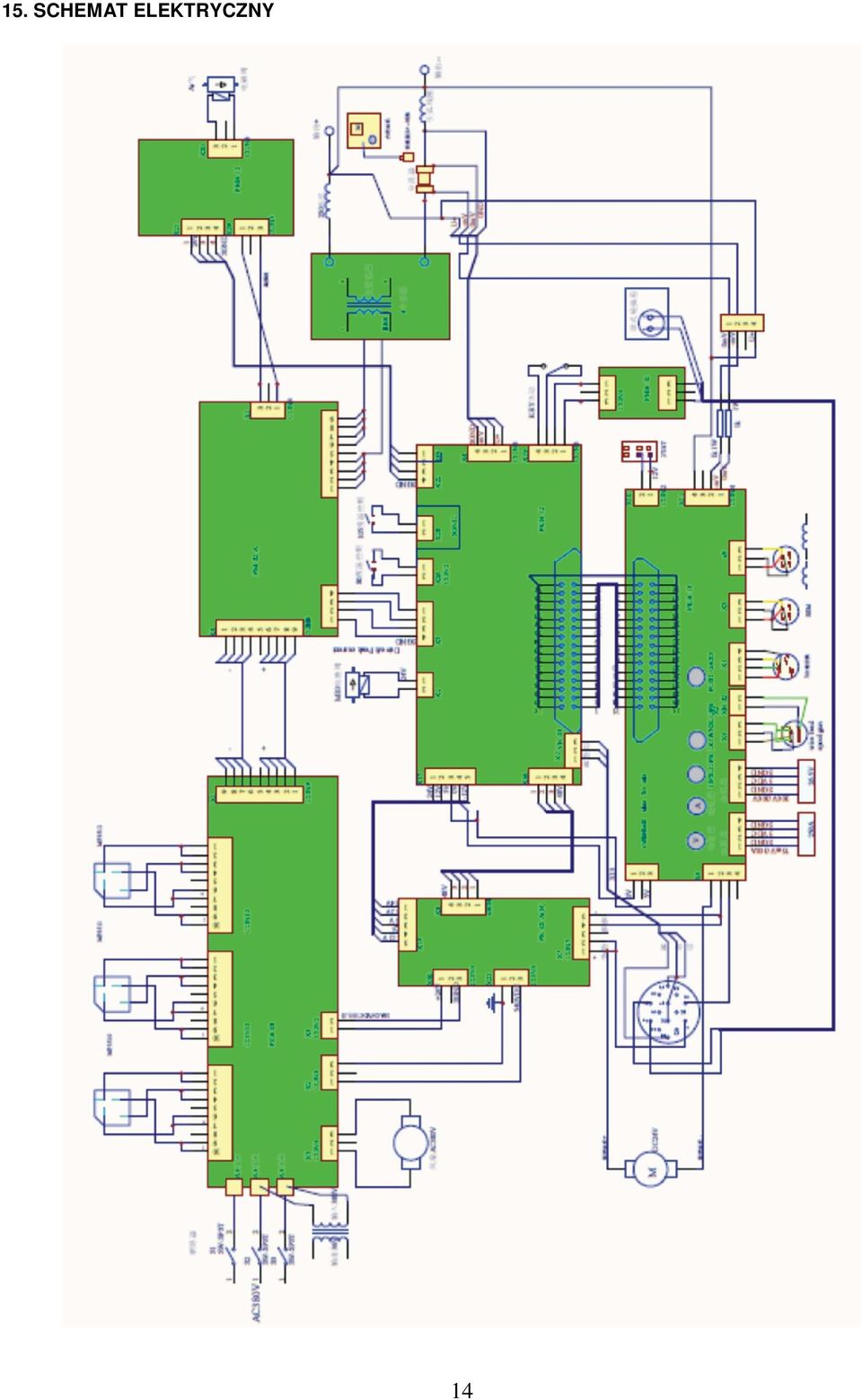
14 15. SCHEMAT ELEKTRYCZNY 14
15 16. GWARANCJA Gwarancji udziela się na okres 12 miesięcy od daty sprzedaży umieszczonej na karcie gwarancyjnej. Gwarancja będzie respektowana po przedstawieniu przez reklamującego dowodu zakupu (paragon lub faktura) oraz karty gwarancyjnej z wpisaną nazwą produktu, numerem fabrycznym, datą sprzedaży oraz opatrzonej pieczątką punktu sprzedaży. W przypadku naprawy gwarancyjnej reklamowane urządzenie należy wysyłać do firmy TECWELD firmą spedycyjną UPS. Przesyłki wysyłane na koszt firmy TECWELD za pośrednictwem innych firm spedycyjnych nie będą przyjmowane!! Spawarkę należy dostarczyć wraz z uchwytem spawalniczym. Reklamacje urządzenia bez uchwytu spawalniczego nie będą rozpatrywane. Urządzenie przesyłane do reklamacji musi być zapakowane w oryginalny karton oraz zabezpieczone oryginalnymi kształtkami styropianowymi. Firma TECWELD nie ponosi odpowiedzialności za uszkodzenia spawarki wynikłe podczas transportu. Jeżeli zamierzasz pozbyć się tego produktu, nie wyrzucaj go razem ze zwykłymi domowymi odpadkami. Według dyrektywy WEEE (Dyrektywa 2002/96/EC) obowiązującej w Unii Europejskiej dla używanego sprzętu elektrycznego i elektronicznego należy stosować oddzielne sposoby utylizacji. W Polsce zgodnie z przepisami ustawy z dnia 1 lipca 2005r. o zużytym sprzęcie elektrycznym i elektronicznym zabronione jest umieszczanie łącznie z innymi odpadami zużytego sprzętu oznakowanego symbolem przekreślonego kosza. Użytkownik, który zamierza pozbyć się tego produktu, jest zobowiązany do oddania zużytego sprzętu elektrycznego i elektronicznego do punktu zbierania zużytego sprzętu. Punkty zbierania prowadzone są m.in. przez sprzedawców hurtowych i detalicznych tego sprzętu oraz przez gminne jednostki organizacyjne prowadzące działalność w zakresie odbierania odpadów. Powyższe obowiązki ustawowe wprowadzone zostały w celu ograniczenia ilości odpadów powstałych ze zużytego sprzętu elektrycznego i elektronicznego oraz zapewnienia odpowiedniego poziomu zbierania, odzysku i recyklingu zużytego sprzętu. Prawidłowa realizacja tych obowiązków ma znaczenie zwłaszcza w przypadku, gdy w zużytym sprzęcie znajdują się składniki niebezpieczne, które mają szczególnie negatywny wpływ na środowisko i zdrowie ludzi. Masa sprzętu 47,64kg TECWELD Piotr Polak Piekary Śląskie ul. Szmaragdowa 21/3/6 oddział: Bytom ul. Krzyżowa 3 Tel. (+48 32) , fax (+48 32) , info@tecweld.pl 15


16 DEKLARACJA ZGODNOŚCI 01/MTM251/2015 Upoważniony przedstawiciel producenta: TECWELD Piotr Polak Piekary Śląskie ul. Szmaragdowa 21/3/6 oddział: Bytom ul. Krzyżowa 3 POLSKA Deklarujemy, że niżej wymieniony wyrób: Spawarka inwertorowa Nazwa handlowa: MTM 251 Typ: MTM 251 Znak towarowy producenta: do którego odnosi się niniejsza deklaracja spełnia wymogi następujących dyrektyw Unii Europejskiej oraz przepisów krajowych wprowadzających te dyrektywy: Dyrektywy Niskonapięciowej LVD 2006/95/EC Dyrektywy Kompatybilności Elektromagnetycznej EMC 2004/108/EC Dyrektywy RoHS II 2011/65/UE oraz jest zgodny z następującymi normami: PN-EN : sprzęt do spawania łukowego -- Część 1: Spawalnicze źródła energii, PN-EN :2010 sprzęt do spawania łukowego -- Część 10: Wymagania dotyczące kompatybilności elektromagnetycznej (EMC), PN-EN 50581: Dokumentacja techniczna oceny wyrobów elektrycznych i elektronicznych z uwzględnieniem ograniczenia stosowania substancji niebezpiecznych. Rok umieszczenia znaku CE na urządzeniu: 2012 Bytom, dn Piotr Polak (podpis osoby upoważnionej)

INSTRUKCJA OBSŁUGI URZĄDZENIA: 0101872HC8201
 INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
INSTRUKCJA OBSŁUGI URZĄDZENIA: PZ-41SLB-E PL 0101872HC8201 2 Dziękujemy za zakup urządzeń Lossnay. Aby uŝytkowanie systemu Lossnay było prawidłowe i bezpieczne, przed pierwszym uŝyciem przeczytaj niniejszą
INSTRUKCJA NAPĘDÓW SERII 45, 55, 59, 64 M
 Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
Dane techniczne Napędy typu M przeznaczone są do zautomatyzowania pracy rolet zewnętrznych i bram rolowanych. Posiadają głowicę awaryjnego otwierania, pozwalającą na zwinięcie lub rozwinięcie bramy bądź
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA)
") DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
DTR.ZL-24-08 APLISENS PRODUKCJA PRZETWORNIKÓW CIŚNIENIA I APARATURY POMIAROWEJ INSTRUKCJA OBSŁUGI (DOKUMENTACJA TECHNICZNO-RUCHOWA) ZASILACZ SIECIOWY TYPU ZL-24-08 WARSZAWA, KWIECIEŃ 2008. APLISENS S.A.,
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI
 CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
CYFROWY MIERNIK REZYSTANCJI UZIEMIENIA KRT 1520 INSTRUKCJA OBSŁUGI Cyfrowy miernik rezystancji uziemienia SPIS TREŚCI 1 WSTĘP...3 2 BEZPIECZEŃSTWO UŻYTKOWANIA...3 3 CECHY UŻYTKOWE...4 4 DANE TECHNICZNE...4
Urządzenie do odprowadzania spalin
 Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Urządzenie do odprowadzania spalin Nr. Art. 158930 INSTRUKCJA OBSŁUGI Informacje wstępne: Po otrzymaniu urządzenia należy sprawdzić czy opakowanie jest w stanie nienaruszonym. Jeśli po dostarczeniu produktu
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK. 10 kva. Wersja U/CES_GXR_10.0/J/v01. Praca równoległa
 Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
Urządzenia do bezprzerwowego zasilania UPS CES GX RACK 10 kva Centrum Elektroniki Stosowanej CES sp. z o. o. 30-732 Kraków, ul. Biskupińska 14 tel.: (012) 269-00-11 fax: (012) 267-37-28 e-mail: ces@ces.com.pl,
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI
 CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
CENTRALE WENTYLACYJNE NAWIEWNO WYWIEWNE Z ODZYSKIEM CIEPŁA ORAZ WILGOCI DOKUMENTACJA TECHNICZNO RUCHOWA B3B-WX 20, B3B-WX 30, B3B-WX 40, B3B-WX 60 http://www.hakom.pl SPIS TREŚCI 1. CHARAKTERYSTYKA OGÓLNA.
Śrubka zamykająca Uchwyt ścienny Przycisk kontrolny Lampka kontrolna
 Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
Modem GSM do sterowania ogrzewaniem 1 Przegląd W połączeniu z radiowym regulatorem temperatury pokojowej X2D modem ten umożliwia zdalne sterowanie ogrzewaniem. Zdalne sterowanie odbywa się za pomocą komunikatów
Instrukcja obsługi Wyświetlacz wielkogabarytowy
 KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
KERN & Sohn GmbH Ziegelei 1 D-72336 Balingen E-mail: info@kern-sohn.com Tel.: +49-[0]7433-9933-0 Faks: +49-[0]7433-9933-149 Internet: www.kern-sohn.com Instrukcja obsługi Wyświetlacz wielkogabarytowy KERN
Grupa bezpieczeństwa kotła KSG / KSG mini
 Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
Grupa bezpieczeństwa kotła KSG / KSG mini Instrukcja obsługi i montażu 77 938: Grupa bezpieczeństwa kotła KSG 77 623: Grupa bezpieczeństwa kotła KSG mini AFRISO sp. z o.o. Szałsza, ul. Kościelna 7, 42-677
1. UWAGI OGÓLNE 2. PRZED ROZPOCZĘCIEM PRACY:
 1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
1. UWAGI OGÓLNE Do samodzielnej pracy przy na stanowisku sprzątaczki może przystąpić pracownik który uzyskał dopuszczenie do pracy przez bezpośredniego przełożonego oraz: posiada ważne przeszkolenie BHP
LEVELAUTOMATIC EVOLUTION
 LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
LEVELAUTOMATIC EVOLUTION Instrukcja obsługi dolewki akwarystycznej Przed przystąpieniem do użytkowania, należy uważnie przeczytać poniższą instrukcję. Spis treści: 1. Wprowadzenie 2. Podłączenie 3. Uruchomienie
OSTRZEŻENIA DANE TECHNICZNE. Wbudowana bateria słoneczna oraz alkaliczna bateria manganowa (1,5 V LR44)
") KALKULATOR ELEKTRONICZNY EL-M711E INSTRUKCJA OBSŁUGI OSTRZEŻENIA Nie wolno wywierać nadmiernego nacisku na wyświetlacz ciekłokrystaliczny, ponieważ jest on wykonany ze szkła. W żadnym wypadku nie wolno
KALKULATOR ELEKTRONICZNY EL-M711E INSTRUKCJA OBSŁUGI OSTRZEŻENIA Nie wolno wywierać nadmiernego nacisku na wyświetlacz ciekłokrystaliczny, ponieważ jest on wykonany ze szkła. W żadnym wypadku nie wolno
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ
 INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
INSTRUKCJA OBSŁUGI AUTOMATYCZNEJ PRZYŁBICY SPAWALNICZEJ BASIC II 1 UWAGA: Przeczytaj uważnie poniższą instrukcję. Zwróć uwagę na wymagania bezpieczeństwa i obsługi, ostrzeżenia i ograniczenia. Używaj tego
REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H W POZNANIU. IV. INFORMACJA BIOZ
 IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
IV. INFORMACJA BIOZ Inwestor: SĄD REJONOWY POZNAŃ STARE MIASTO ul. Młyńska 1a 61-729 Poznań Projekt budowy dla inwestycji : REMONT POMIESZCZEŃ SĄDU REJONOWEGO POZNAŃ STARE MIASTO PRZY UL. DOŻYNKOWEJ 9H
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001
 INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
INSTRUKCJA OBSŁUGI STEROWNIK PASZOCIĄGU DALTEC 1001 Wszelkie prace elektryczne powinien wykonywać tylko uprawniony elektryk. Niewłaściwe podłączenie urządzenia do sieci elektrycznej może doprowadzić do
INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1
 INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1 Importer: GDE POLSKA Ul. Koniecznego 46 32-040 Świątniki Górne tel. +48 12 256 50 25(35) GSM: +48 697 777 519 biuro@gde.pl www.gde.pl
INSTRUKCJA MONTAśU / OBSŁUGI ZESTAW VIDEODOMOFONOWY MT 200B-K1 / SAC5B-K1 Importer: GDE POLSKA Ul. Koniecznego 46 32-040 Świątniki Górne tel. +48 12 256 50 25(35) GSM: +48 697 777 519 biuro@gde.pl www.gde.pl
WZORU UŻYTKOWEGO EGZEMPLARZ ARCHIWALNY. d2)opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL
opis OCHRONNY. (19) PL (n)62894. Centralny Instytut Ochrony Pracy, Warszawa, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 112772 (22) Data zgłoszenia: 29.11.2001 EGZEMPLARZ ARCHIWALNY (19) PL (n)62894 (13)
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT
 PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
PAKOWARKA PRÓŻNIOWA VAC-10 DT, VAC-20 DT, VAC-20 DT L, VAC-20 DT L 2A VAC-40 DT, VAC-63 DT, VAC-100 DT Modele elektroniczne z cyfrowym panelem Czasowa regulacja próżni INSTRUKCJA OBSŁUGI, INSTALACJI I
INSTRUKCJA OBSŁUGI MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO
 MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
MC-2810 CYFROWY SYSTEM GŁOŚNIKOWY 5.1 KANAŁÓW DO KINA DOMOWEGO GRATULUJEMY UDANEGO ZAKUPU ZESTAWU GŁOŚNIKOWEGO MC-2810 Z AKTYWNYM SUBWOOFEREM I GŁOŚNIKAMI SATELITARNYMI. ZESTAW ZOSTAŁ STARANNIE ZAPROJEKTOWANY
SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA
 ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
ZP/UR/ 160 /2014 Załącznik nr 2 do SIWZ SZCZEGÓŁOWY OPIS PRZEDMIOTU ZAMÓWIENIA 1. Prostownik spawalniczy Inwertorowy prostownik spawalniczy do spawania metodą TIG, prądem zmiennym (AC) i stałym (DC) z
Interfejs RS485-TTL KOD: INTR. v.1.0. Wydanie: 2 z dnia 19.12.2012. Zastępuje wydanie: 1 z dnia 07.09.2012
 Interfejs RS485-TTL v.1.0 KOD: PL Wydanie: 2 z dnia 19.12.2012 Zastępuje wydanie: 1 z dnia 07.09.2012 SPIS TREŚCI 1. Opis ogólny...3 2. Rozmieszczenie elementów....3 3. Przyłączenie do magistrali RS485....4
Interfejs RS485-TTL v.1.0 KOD: PL Wydanie: 2 z dnia 19.12.2012 Zastępuje wydanie: 1 z dnia 07.09.2012 SPIS TREŚCI 1. Opis ogólny...3 2. Rozmieszczenie elementów....3 3. Przyłączenie do magistrali RS485....4
I. Ważne zalecenia - przeczytaj zanim włączysz
 I. Ważne zalecenia - przeczytaj zanim włączysz urządzenie. Aparat telefoniczny przewodowy Leon 1 Nie używaj produktu w miejscach wilgotnych oraz w pobliżu wody. 2 Urządzenie należy ustawić z dala od źródeł
I. Ważne zalecenia - przeczytaj zanim włączysz urządzenie. Aparat telefoniczny przewodowy Leon 1 Nie używaj produktu w miejscach wilgotnych oraz w pobliżu wody. 2 Urządzenie należy ustawić z dala od źródeł
Rodzaj środka technicznego. Stan techniczny obiektu. Opis działania, przeznaczenie środka technicznego. Podstawa metodologiczna wyceny.
 UWAGA: DEKRA - Centrala 02-284 Warszawa, al. Krakowska 2A tel. (022) 577 36 13, faks (022) 577 36 36 Rzeczoznawca: Grzegorz Charko Ze względu na przeznaczenie dokumentu usunięto w nim wszelkie informacje
UWAGA: DEKRA - Centrala 02-284 Warszawa, al. Krakowska 2A tel. (022) 577 36 13, faks (022) 577 36 36 Rzeczoznawca: Grzegorz Charko Ze względu na przeznaczenie dokumentu usunięto w nim wszelkie informacje
INSTRUKCJA OBSŁUGI ST 631 PIROMETR DUO
 INSTRUKCJA OBSŁUGI ST 631 PIROMETR DUO SENTRY OPTRONICS Co., LTD., TAIWAN -2- Spis treści Strona 1. BEZPIECZEŃSTWO POMIARÓW...4 2. SPECYFIKACJA...5 2.1. Cechy konstrukcyjne i użytkowe...5 2.2. Dane techniczne...5
INSTRUKCJA OBSŁUGI ST 631 PIROMETR DUO SENTRY OPTRONICS Co., LTD., TAIWAN -2- Spis treści Strona 1. BEZPIECZEŃSTWO POMIARÓW...4 2. SPECYFIKACJA...5 2.1. Cechy konstrukcyjne i użytkowe...5 2.2. Dane techniczne...5
INSTRUKCJA OBSŁUGI CUTTER. Mod. C-3 C-5 C-8
 INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
INSTRUKCJA OBSŁUGI CUTTER Mod. C-3 C-5 C-8 1 Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. W celu ograniczenia liczby wypadków (porażeniem
PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych
 PI 15/NNI33/2014 ZAŁĄCZNIK NR 2. PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych Podstawa prawna Art. 62 ust. 1 pkt 1 c ustawy z dnia 7 lipca 1994 roku Prawo budowlane (Dz. U. z 2010
PI 15/NNI33/2014 ZAŁĄCZNIK NR 2. PROTOKÓŁ z okresowej kontroli stanu technicznego przewodów kominowych Podstawa prawna Art. 62 ust. 1 pkt 1 c ustawy z dnia 7 lipca 1994 roku Prawo budowlane (Dz. U. z 2010
HiTiN Sp. z o. o. Przekaźnik kontroli temperatury RTT 4/2 DTR. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31. www.hitin.
 353 41 31. www.hitin.") HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
HiTiN Sp. z o. o. 40 432 Katowice, ul. Szopienicka 62 C tel/fax.: + 48 (32) 353 41 31 www.hitin.pl Przekaźnik kontroli temperatury RTT 4/2 DTR Katowice, 1999 r. 1 1. Wstęp. Przekaźnik elektroniczny RTT-4/2
INFORMATOR TECHNICZNY. Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive UWAGA!
 INFORMATOR TECHNICZNY Informator techniczny nr ASTRAADA/09/09/22 -- grudzień 2009 Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive Niniejszy dokument zawiera informacje dotyczące przemienników
INFORMATOR TECHNICZNY Informator techniczny nr ASTRAADA/09/09/22 -- grudzień 2009 Pierwsze uruchomienie przemiennika częstotliwości Astraada Drive Niniejszy dokument zawiera informacje dotyczące przemienników
CITOTIG 240 & 310 AC/DC
 CITOTIG 20 & 310 AC/DC Urządzenia do spawania metodą TIG prądem AC/DC dla bardzo wymagających specjalistów www.airliquidewelding.pl CITOTIG AC/DC CITOTIG AC/DC gwarantuje poprawę jakości i wydajności spawania.
CITOTIG 20 & 310 AC/DC Urządzenia do spawania metodą TIG prądem AC/DC dla bardzo wymagających specjalistów www.airliquidewelding.pl CITOTIG AC/DC CITOTIG AC/DC gwarantuje poprawę jakości i wydajności spawania.
MIG 205 L SPAWANIE LUTOSPAWANIE
 INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
1.5. Program szkolenia wstępnego. Lp. Temat szkolenia Liczba godzin
 Załącznik Nr 7 do Zarządzenia Nr 101/2014 Burmistrza Ornety z dnia 26.08.2014 r. PROGRAM SZKOLENIA WSTĘPNEGO I INSTRUKTAśU STANOWISKOWEGO dla pracowników Urzędu Miejskiego w Ornecie opracowany na podstawie
Załącznik Nr 7 do Zarządzenia Nr 101/2014 Burmistrza Ornety z dnia 26.08.2014 r. PROGRAM SZKOLENIA WSTĘPNEGO I INSTRUKTAśU STANOWISKOWEGO dla pracowników Urzędu Miejskiego w Ornecie opracowany na podstawie
INSTRUKCJA OBSŁUGI WD2250A. WATOMIERZ 0.3W-2250W firmy MCP
 INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
INSTRUKCJA OBSŁUGI WD2250A WATOMIERZ 0.3W-2250W firmy MCP 1. CHARAKTERYSTYKA TECHNICZNA Zakresy prądowe: 0,1A, 0,5A, 1A, 5A. Zakresy napięciowe: 3V, 15V, 30V, 240V, 450V. Pomiar mocy: nominalnie od 0.3
z dnia 6 lutego 2009 r.
 Pieczęć podłuŝna o treści Burmistrz Lądka Zdroju ZARZĄDZENIE NR 19 /09 Burmistrza Lądka Zdroju z dnia 6 lutego 2009 r. w sprawie ustalenia programu przeprowadzania szkoleń pracowników Urzędu Miasta i Gminy
Pieczęć podłuŝna o treści Burmistrz Lądka Zdroju ZARZĄDZENIE NR 19 /09 Burmistrza Lądka Zdroju z dnia 6 lutego 2009 r. w sprawie ustalenia programu przeprowadzania szkoleń pracowników Urzędu Miasta i Gminy
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO
 INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
INSTRUKCJA MONTAŻU I OBSŁUGI BATERIE SERII SENSO 1 9 7 2 www.loge.com.pl instrukcja Senso marzec 21 2 marca 21 11:8:4 1 9 7 2 instrukcja Senso marzec 21 2 marca 21 11:8:4 INSTRUKCJA MONTAŻU Dziękujemy
INSTRUKCJA OBS UGI. Stabilizowane zasilacze pr du sta ego. modele: DF173003C DF173005C
 D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
D INSTRUKCJA OBS UGI Stabilizowane zasilacze pr du sta ego modele: DF173003C DF173005C WPRO WA DZ ENI E Przyrz dy serii DF17300XC s precyzyjnymi zasilaczami DC o jednym wyjciu i napi ciu regulowanym w
PROCEDURA OCENY RYZYKA ZAWODOWEGO. w Urzędzie Gminy Mściwojów
 I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
I. Postanowienia ogólne 1.Cel PROCEDURA OCENY RYZYKA ZAWODOWEGO w Urzędzie Gminy Mściwojów Przeprowadzenie oceny ryzyka zawodowego ma na celu: Załącznik A Zarządzenia oceny ryzyka zawodowego monitorowanie
TRANSFORMATORY I ZASILACZE
 TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
TRANSFORMATORY I ZASILACZE TOP TECHNIKA TOP JAKOŚĆ 66 TRANSFORMATORY STERUJĄCE JEDNO- I TRÓJFAZOWE ZASILACZE STABILIZOWANE I NIESTABILIZOWANE TOP ROZWIĄZANIE TOP TECHNIKA ZASILACZE IMPULSOWE TRANSFORMATORY
MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI INWERTEROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
UŜytkownik ma obowiązek zlecenia autoryzowanemu specjalistycznemu personelowi w wyznaczonych terminach poniŝszych prac konserwacyjnych.
 Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
Pos : 1 /T B/Wartungs anl eitung/wartungsanlei tunggüteraufz ug @ 0\mod_1246011358638_11773.doc @ 11972 @ 11.6 Instrukcja konserwacji Prac konserwacyjnych i napraw moŝe podejmować się wyłącznie autoryzowany
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A
 INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail:
INSTRUKCJA OBSŁUGI TERMOMETR CYFROWY TES-1312A PRZEDSIĘBIORSTWO AUTOMATYZACJI I POMIARÓW INTROL Sp. z o.o. ul. Kościuszki 112, 40-519 Katowice tel. 032/ 205 33 44, 78 90 056, fax 032/ 205 33 77 e-mail:
INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ.
 INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ. I. UWAGI OGÓLNE. 1. Dostarczanie posiłków, ich przechowywanie i dystrybucja musza odbywać się w warunkach zapewniających
INSTRUKCJA BHP PRZY RECZNYCH PRACACH TRANSPORTOWYCH DLA PRACOWNIKÓW KUCHENKI ODDZIAŁOWEJ. I. UWAGI OGÓLNE. 1. Dostarczanie posiłków, ich przechowywanie i dystrybucja musza odbywać się w warunkach zapewniających
Uzdatniacz wody. Instrukcja obsługi 231258, 231364, 231357
 Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
Uzdatniacz wody 231258, 231364, 231357 Instrukcja obsługi I Przed uruchomieniem urządzenia naleŝy koniecznie dokładnie przeczytać niniejszą instrukcję obsługi. INSTRUKCJA OBSŁUGI I INSTALACJI Aby poprawnie
Obudowa metalowa ME-5 i ME-5-S v1.0
 Roger Access Control System Obudowa metalowa ME-5 i ME-5-S v1.0 Wersja dokumentu: Rev. C 1. PRZEZNACZENIE I DANE TECHNICZNE Obudowa metalowa ME-5 jest przeznaczona do instalacji urządzeń oraz modułów elektronicznych
Roger Access Control System Obudowa metalowa ME-5 i ME-5-S v1.0 Wersja dokumentu: Rev. C 1. PRZEZNACZENIE I DANE TECHNICZNE Obudowa metalowa ME-5 jest przeznaczona do instalacji urządzeń oraz modułów elektronicznych
INSTRUKCJA OBSŁUGI PIROMETR
 INSTRUKCJA OBSŁUGI PIROMETR VA6510 wersja 1.0 Wprowadzenie Urządzenie VA6510 to prosty w uŝyciu przyrząd pomiarowy słuŝący do zdalnego pomiaru temperatury. Funkcjonuje w oparciu o analizę promieniowania
INSTRUKCJA OBSŁUGI PIROMETR VA6510 wersja 1.0 Wprowadzenie Urządzenie VA6510 to prosty w uŝyciu przyrząd pomiarowy słuŝący do zdalnego pomiaru temperatury. Funkcjonuje w oparciu o analizę promieniowania
Karta charakterystyki Zgodnie z 1907/2006/WE, Artykuł 31 Data druku: 29.08.2008 Data aktualizacji: 29.08.2008. Smarowanie. jak wyżej.
 1. Identyfikacja preparatu i nazwa firmy Informacje o produkcie: Nazwa handlowa: Zastosowanie preparatu: Dostawca: Infolinia: Informacja o nagłych przypadkach: Smar litowy uniwersalny 7022 Smarowanie Siebert
1. Identyfikacja preparatu i nazwa firmy Informacje o produkcie: Nazwa handlowa: Zastosowanie preparatu: Dostawca: Infolinia: Informacja o nagłych przypadkach: Smar litowy uniwersalny 7022 Smarowanie Siebert
PX319. Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI
 PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
PX319 Driver LED 1x2A/48V INSTRUKCJA OBSŁUGI R SPIS TREŚCI 1. Opis ogólny... 3 2. Warunki bezpieczeństwa... 3 3. Opis złączy i elementów sterowania... 4 4. Ustawianie adresu DMX... 5 4.1. Ustawienia funkcji
NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA
 NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA Kraków 31.01.2014 Dział Techniczny: ul. Pasternik 76, 31-354 Kraków tel. +48 12 379 37 90~91 fax +48 12 378 94 78 tel. kom. +48 665 001 613
NACZYNIE WZBIORCZE INSTRUKCJA OBSŁUGI INSTRUKCJA INSTALOWANIA Kraków 31.01.2014 Dział Techniczny: ul. Pasternik 76, 31-354 Kraków tel. +48 12 379 37 90~91 fax +48 12 378 94 78 tel. kom. +48 665 001 613
Sterownik Silnika Krokowego GS 600
 Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Sterownik Silnika Krokowego GS 600 Spis Treści 1. Informacje podstawowe... 3 2. Pierwsze uruchomienie... 5 2.1. Podłączenie zasilania... 5 2.2. Podłączenie silnika... 6 2.3. Złącza sterujące... 8 2.4.
Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r.
 Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r. Tczew. w sprawie wprowadzenia zasad utrzymania placów zabaw stanowiących własność Gminy Na podstawie art.30 ust. 2 pkt 3 ustawy z dnia 8 marca
Zarządzenie Nr 144/2015 Wójta Gminy Tczew z dnia 27.08.2015 r. Tczew. w sprawie wprowadzenia zasad utrzymania placów zabaw stanowiących własność Gminy Na podstawie art.30 ust. 2 pkt 3 ustawy z dnia 8 marca
ENel Sp. z o. o. - WROCŁAW
 ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
ENel Sp. z o. o. - WROCŁAW PROJEKTOWANIE I PRODUKCJA URZĄDZEŃ ENERGOELEKTRONICZNYCH SPAWARKA INWERTOROWA ENEL50A INSTRUKCJA OBSŁUGI DYSTRYBUTOR : . WSTĘP Niniejsza instrukcja zawiera informacje, które
INSTRUKCJA postępowania w sytuacji naruszenia ochrony danych osobowych w Urzędzie Miasta Ustroń. I. Postanowienia ogólne
 Załącznik Nr 5 do Instrukcji zarządzania systemami informatycznymi, słuŝącymi do przetwarzania danych osobowych INSTRUKCJA postępowania w sytuacji naruszenia ochrony danych osobowych w Urzędzie Miasta
Załącznik Nr 5 do Instrukcji zarządzania systemami informatycznymi, słuŝącymi do przetwarzania danych osobowych INSTRUKCJA postępowania w sytuacji naruszenia ochrony danych osobowych w Urzędzie Miasta
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH
 PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
PRZEPISY KLASYFIKACJI I BUDOWY STATKÓW MORSKICH ZMIANY NR 2/2010 do CZĘŚCI VIII INSTALACJE ELEKTRYCZNE I SYSTEMY STEROWANIA 2007 GDAŃSK Zmiany Nr 2/2010 do Części VIII Instalacje elektryczne i systemy
SPIS TREŚCI. Przedmowa... 11. 1. Wybrane zagadnienia z fizyki i chemii gazów... 13
 SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
SPIS TREŚCI Spis treści Przedmowa... 11 1. Wybrane zagadnienia z fizyki i chemii gazów... 13 1.1. Charakterystyka termodynamiczna gazów... 13 1.1.1. Stany skupienia materii... 13 1.1.2. Charakterystyka
TH2-9 INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH. Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia.
 INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH TH2-9 Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia. Na podstawie oryginału z 1998 1 Spis treści Spis treści... 2 1. Wstęp...
INSTRUKCJA OBSŁUGI URZĄDZENIA DO SKÓROWANIA WĘŻY HYDRAULICZNYCH TH2-9 Dane techniczne mogą ulec zmianie bez wcześniejszego uprzedzenia. Na podstawie oryginału z 1998 1 Spis treści Spis treści... 2 1. Wstęp...
INSTRUKCJA OBSŁUGI JL269. Przenośny detektor gazów
 INSTRUKCJA OBSŁUGI JL269 Przenośny detektor gazów Aby zapewnić maksymalną ochronę, przed przystąpieniem do pomiarów naleŝy uwaŝnie przeczytać niniejszą instrukcję. 1. Detektor gazu JL269 jest urządzeniem,
INSTRUKCJA OBSŁUGI JL269 Przenośny detektor gazów Aby zapewnić maksymalną ochronę, przed przystąpieniem do pomiarów naleŝy uwaŝnie przeczytać niniejszą instrukcję. 1. Detektor gazu JL269 jest urządzeniem,
BAKS Kazimierz Sielski. 05-480 Karczew ul. Jagodne 5. Tel./ fax (022) 7108100 fax (022) 7108101 NIP 532-010-20-41. Zapytanie ofertowe.
 7108100 fax (022) 7108101 NIP 532-010-20-41. Zapytanie ofertowe.") BAKS Kazimierz Sielski 05-480 Karczew ul. Jagodne 5 Tel./ fax (022) 7108100 fax (022) 7108101 Internet www.baks.com.pl e-mail baks@baks.com.pl NIP 532-010-20-41 Karczew dnia 2015-06-22 ZAPYTANIE OFERTOWE
BAKS Kazimierz Sielski 05-480 Karczew ul. Jagodne 5 Tel./ fax (022) 7108100 fax (022) 7108101 Internet www.baks.com.pl e-mail baks@baks.com.pl NIP 532-010-20-41 Karczew dnia 2015-06-22 ZAPYTANIE OFERTOWE
Czujnik ruchu i obecności PIR
 Czujnik ruchu i obecności PIR MD-48B2 zewnętrzny Instrukcja obs³ugi i specyfikacja techniczna UWAGI WSTĘPNE Przed podłączeniem i użytkowaniem urządzenia prosimy o dokładne zapoznanie się z niniejszą instrukcją
Czujnik ruchu i obecności PIR MD-48B2 zewnętrzny Instrukcja obs³ugi i specyfikacja techniczna UWAGI WSTĘPNE Przed podłączeniem i użytkowaniem urządzenia prosimy o dokładne zapoznanie się z niniejszą instrukcją
RO ИНСТРУКЦИИ ЗА УПОТРЕБА BG ةيب رعلا AR DH2
 Manual de Instrucciones Bedienungsanleitung Instruction Manual Manuel d instructions Manual de Instruções ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ Kullaným Kýlavuzu Instrukcja obsługi Használati utasítás Инструкция по эксплуатации
Manual de Instrucciones Bedienungsanleitung Instruction Manual Manuel d instructions Manual de Instruções ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ Kullaným Kýlavuzu Instrukcja obsługi Használati utasítás Инструкция по эксплуатации
Spis zawarto ci : 1. Podstawa opracowania 2. Zakres robót dla całego zamierzenia inwestycyjnego oraz kolejno realizacji poszczególnych obiektów 3.
 Spis zawarto ci : 1. Podstawa opracowania 2. Zakres robót dla całego zamierzenia inwestycyjnego oraz kolejno realizacji poszczególnych obiektów 3. Wykaz istniej cych obiektów budowlanych 4. Wskazanie elementów
Spis zawarto ci : 1. Podstawa opracowania 2. Zakres robót dla całego zamierzenia inwestycyjnego oraz kolejno realizacji poszczególnych obiektów 3. Wykaz istniej cych obiektów budowlanych 4. Wskazanie elementów
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505
 INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
INSTRUKCJA OBSŁUGI CYFROWY MIERNIK REZYSTANCJI IZOLACJI DT-5505 Wydanie LS 13/07 Bezpieczeństwo DTR.CMRI-01 Międzynarodowe Znaki Bezpieczeństwa: Symbol ten oznacza konieczność zapoznania się z instrukcja
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH
 UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
UKŁAD ROZRUCHU SILNIKÓW SPALINOWYCH We współczesnych samochodach osobowych są stosowane wyłącznie rozruszniki elektryczne składające się z trzech zasadniczych podzespołów: silnika elektrycznego; mechanizmu
WYKRYWANIE BŁĘDÓW W UKŁADACH OCHRONY PRZECIWPORAŻENIOWEJ Z WYŁĄCZNIKAMI RÓŻNOCOWO PRĄDOWYMI
 Ćwiczenie S 25 WYKRYWANIE BŁĘDÓW W UKŁADACH OCHRONY PRZECIWPORAŻENIOWEJ Z WYŁĄCZNIKAMI RÓŻNOCOWO PRĄDOWYMI 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się ze sposobami wykrywania błędów w układach
Ćwiczenie S 25 WYKRYWANIE BŁĘDÓW W UKŁADACH OCHRONY PRZECIWPORAŻENIOWEJ Z WYŁĄCZNIKAMI RÓŻNOCOWO PRĄDOWYMI 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się ze sposobami wykrywania błędów w układach
2. Charakterystyka gazów atmosferycznych stosowanych w spawalnictwie
 Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
Przedmowa 1. Wybrane zagadnienia z fizyki i chemii gazów 1.1. Charakterystyka termodynamiczna gazów 1.1.1. Stany skupienia materii 1.1.2. Charakterystyka gazów 1.1.3. Charakterystyka plazmy 1.1.4. Stan
SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE. Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27
 SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27 Informowanie pracowników Pracodawca ma obowiązek poinformowania
SZKOLENIE PRACOWNIKÓW NARAśONYCH NA SZKODLIWE CZYNNIKI CHEMICZNE Szkolenia bhp w firmie szkolenie pracowników naraŝonych na czynniki szkodliwe 27 Informowanie pracowników Pracodawca ma obowiązek poinformowania
CHARAKTERYSTYKA. Zawartość zestawu
 SPIS TREŚCI Charakterystyka... 3 Zawartość zestawu... 3 Budowa i opis... 4 Montaż baterii... 5 Praca... 5 Wyposażenie dodatkowe Detektor RC 9... 5 Dane techniczne... 6 Ważne informacje... 7 Uwagi i ostrzeżenia...
SPIS TREŚCI Charakterystyka... 3 Zawartość zestawu... 3 Budowa i opis... 4 Montaż baterii... 5 Praca... 5 Wyposażenie dodatkowe Detektor RC 9... 5 Dane techniczne... 6 Ważne informacje... 7 Uwagi i ostrzeżenia...
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI
 BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
BANK ENERGII I AWARYJNY STARTER SAMOCHODU INSTRUKCJA OBSŁUGI ZASADY BEZPIECZEŃSTWA I OSTRZEŻENIA Naładuj do końca ENERJUMP przed użyciem pierwszym użyciem. UWAGA: Trzymaj urządzenie z dala od ognia i wody.
Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K
 INSTRUKCJA OBSŁUGI Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K Nr produktu 109986 Strona 1 z 5 Termometr Bagnetowy 1. Przeznaczenie Termometr ten nadaje się do pomiarów temperatury
INSTRUKCJA OBSŁUGI Termometr bagnetowy gastronomiczny Voltcraft DET1R, -10 do+200 C, typ K Nr produktu 109986 Strona 1 z 5 Termometr Bagnetowy 1. Przeznaczenie Termometr ten nadaje się do pomiarów temperatury
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @
 Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
Pos : 1 /T B/M ontag eanlei tung/montageanleitung KGA @ 0\mod_1244010250697_11773.doc @ 11777 @ 11.2 Instrukcja montaŝu Instalacji, rozruchu i kontroli moŝe podejmować się wyłącznie autoryzowany specjalistyczny
Wprowadzenie elementów bezobsługowego systemu parkingowego przy ul. Wigury w Piekarach Śląskich.
 Znak Postępowania: ZGM/OZ-343-187/2015. Załącznik nr 1a Wprowadzenie elementów bezobsługowego systemu parkingowego przy ul. Wigury w Piekarach Śląskich. FORMULARZ CENOWY Przedmiotem zamówienia jest wprowadzenie
Znak Postępowania: ZGM/OZ-343-187/2015. Załącznik nr 1a Wprowadzenie elementów bezobsługowego systemu parkingowego przy ul. Wigury w Piekarach Śląskich. FORMULARZ CENOWY Przedmiotem zamówienia jest wprowadzenie
INFORMATOR dotyczący wprowadzania do obrotu urządzeń elektrycznych i elektronicznych aparatury, telekomunikacyjnych urządzeń końcowych i urządzeń
 INFORMATOR dotyczący wprowadzania do obrotu urządzeń elektrycznych i elektronicznych aparatury, telekomunikacyjnych urządzeń końcowych i urządzeń radiowych oraz wyrobów wykorzystujących energię podlegających
INFORMATOR dotyczący wprowadzania do obrotu urządzeń elektrycznych i elektronicznych aparatury, telekomunikacyjnych urządzeń końcowych i urządzeń radiowych oraz wyrobów wykorzystujących energię podlegających
MUP.PK.III.SG.371-74/08 Lublin, dnia 30.05.2008 r.
 MUP.PK.III.SG.371-74/08 Lublin, dnia 30.05.2008 r. Zaproszenie do składania informacji dotyczących organizacji szkolenia Spawanie metodą 111 (ręczne spawanie łukowe) i spawanie metodą 311 (spawanie acetylenowo-tlenowe)
MUP.PK.III.SG.371-74/08 Lublin, dnia 30.05.2008 r. Zaproszenie do składania informacji dotyczących organizacji szkolenia Spawanie metodą 111 (ręczne spawanie łukowe) i spawanie metodą 311 (spawanie acetylenowo-tlenowe)
mgr inż. Stanisław Mazur RP-Upr.194/93 MAP/IE/2167/01
 INWESTOR: MAŁOPOLSKI ODDZIAŁ WOJEWÓDZKI NARODOWEGO FUNDUSZU ZDROWIA 31-053 Kraków, ul. Ciemna 6 OBIEKT: Budynek biurowy Małopolskiego Oddziału Wojewódzkiego Narodowego Funduszu Zdrowia Kraków, ul. Sokołowskiego
INWESTOR: MAŁOPOLSKI ODDZIAŁ WOJEWÓDZKI NARODOWEGO FUNDUSZU ZDROWIA 31-053 Kraków, ul. Ciemna 6 OBIEKT: Budynek biurowy Małopolskiego Oddziału Wojewódzkiego Narodowego Funduszu Zdrowia Kraków, ul. Sokołowskiego
INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY. typu REL
 www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
www.ecocaloria.com INSTRUKCJA OBSŁUGI ORAZ MONTAŻU PANELOWY PROMIENNIK ELEKTRYCZNY typu REL Dziękujemy, że wybrali Państwo produkt firmy!!! Cieszymy się, że możemy zaliczyć Państwa do grona naszych Klientów
Type ETO2 Controller for ice and snow melting
 Type ETO2 Controller for ice and snow melting 57652 06/08 (BJ) English page 2 Deutsch page 14 page 26 Russian page 38 SPIS TREŚCI Wyjaśnienie pojęć.................... Strona 26 Wprowadzenie.....................
Type ETO2 Controller for ice and snow melting 57652 06/08 (BJ) English page 2 Deutsch page 14 page 26 Russian page 38 SPIS TREŚCI Wyjaśnienie pojęć.................... Strona 26 Wprowadzenie.....................
Moduł 2 Planowanie prac z zakresu eksploatacji maszyn i urządzeń elektrycznych
 Moduł 2 Planowanie prac z zakresu eksploatacji maszyn i urządzeń elektrycznych 1. Obowiązki osób, które eksploatują maszyny i urządzenia elektryczne 2. Wykonywanie prac przy urządzeniach elektrycznych
Moduł 2 Planowanie prac z zakresu eksploatacji maszyn i urządzeń elektrycznych 1. Obowiązki osób, które eksploatują maszyny i urządzenia elektryczne 2. Wykonywanie prac przy urządzeniach elektrycznych
Spis zawartości Lp. Str. Zastosowanie Budowa wzmacniacza RS485 Dane techniczne Schemat elektryczny
 Spis zawartości Lp. Str. 1. Zastosowanie 2 2. Budowa wzmacniacza RS485 3 3. Dane techniczne 4 4. Schemat elektryczny 5 5. Konfiguracja sieci z wykorzystaniem wzmacniacza RS485 6 6. Montaż i demontaż wzmacniacza
Spis zawartości Lp. Str. 1. Zastosowanie 2 2. Budowa wzmacniacza RS485 3 3. Dane techniczne 4 4. Schemat elektryczny 5 5. Konfiguracja sieci z wykorzystaniem wzmacniacza RS485 6 6. Montaż i demontaż wzmacniacza
UMOWA NR w sprawie: przyznania środków Krajowego Funduszu Szkoleniowego (KFS)
") UMOWA NR w sprawie: przyznania środków Krajowego Funduszu Szkoleniowego (KFS) zawarta w dniu. r. pomiędzy : Powiatowym Urzędem Pracy w Gdyni reprezentowanym przez.., działającą na podstawie upoważnienia
UMOWA NR w sprawie: przyznania środków Krajowego Funduszu Szkoleniowego (KFS) zawarta w dniu. r. pomiędzy : Powiatowym Urzędem Pracy w Gdyni reprezentowanym przez.., działającą na podstawie upoważnienia
Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK. opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego
 Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie
Szkolenie wstępne InstruktaŜ stanowiskowy ELEKTRYK opracowanie: Henryk Batarowski pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie
CENTRALI PRZEWIETRZANIA typ: CP-03
 PRODUCENT ELEKTRONICZNYCH ZABEZPIECZEŃ PRZECIWPOŻAROWYCH, STEROWNIKÓW I CENTRAL MIKROPROCESOROWYCH INSTRUKCJA OBSŁUGI CENTRALI PRZEWIETRZANIA typ: CP-03 Producent: AFG ELEKTRONIKA PRZEMYSŁOWA MACIEJ GARCZAREK
PRODUCENT ELEKTRONICZNYCH ZABEZPIECZEŃ PRZECIWPOŻAROWYCH, STEROWNIKÓW I CENTRAL MIKROPROCESOROWYCH INSTRUKCJA OBSŁUGI CENTRALI PRZEWIETRZANIA typ: CP-03 Producent: AFG ELEKTRONIKA PRZEMYSŁOWA MACIEJ GARCZAREK
888 A 888 V 1. ZASTOSOWANIE 2. BUDOWA GENERATOR NAPIĘCIA 3-FAZOWEGO L2 L3 N PE
 1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
1. ZASTOSOWANIE Walizka serwisowa typu W-28 została zaprojektowana i wyprodukowana na specjalne życzenie grup zajmujących się uruchamianiem obiektów energetycznych. Przeznaczona jest przede wszystkim do
digilux 1.0 I N S T R U K C J A O B S Ł U G I
 digilux 1.0 I N S T R U K C J A O B S Ł U G I Rabbit Sp. z o.o. ul. Wyb. Wyspiańskiego 19, PL 50-370 Wrocław tel./fax: +4871 328 5065 e-mail: rabbit@rabbit.pl, http: www.rabbit.pl Rabbit @ 2008 Drogi Kliencie!
digilux 1.0 I N S T R U K C J A O B S Ł U G I Rabbit Sp. z o.o. ul. Wyb. Wyspiańskiego 19, PL 50-370 Wrocław tel./fax: +4871 328 5065 e-mail: rabbit@rabbit.pl, http: www.rabbit.pl Rabbit @ 2008 Drogi Kliencie!
PROGRAM SZKOLENIA W ZAKRESIE BEZPIECZEŃSTWA I HIGIENY PRACY
 Załącznik Nr do Regulaminu Pracy Urzędu Gminy Stromiec PROGRAM SZKOLENIA W ZAKRESIE BEZPIECZEŃSTWA I HIGIENY PRACY. Szkolenie w dziedzinie bezpieczeństwa i higieny pracy prowadzone jest jako: / szkolenie
Załącznik Nr do Regulaminu Pracy Urzędu Gminy Stromiec PROGRAM SZKOLENIA W ZAKRESIE BEZPIECZEŃSTWA I HIGIENY PRACY. Szkolenie w dziedzinie bezpieczeństwa i higieny pracy prowadzone jest jako: / szkolenie
SIEMENS 1 SCALANCE W786 SIMATIC NET. Instrukcja obsługi. Wyświetlacz LED. Przycisk Reset. Demontaż / montaż obudowy. Specyfikacja techniczna
 SIEMENS SIMATIC NET Wyświetlacz LED 1 SCALANCE W786 Instrukcja obsługi Przycisk Reset 2 3 Demontaż / montaż obudowy Specyfikacja techniczna 4 SPIS TREŚCI 1.Wyświetlacz LED... 3 2.Przycisk Reset... 6 3.Demontaż
SIEMENS SIMATIC NET Wyświetlacz LED 1 SCALANCE W786 Instrukcja obsługi Przycisk Reset 2 3 Demontaż / montaż obudowy Specyfikacja techniczna 4 SPIS TREŚCI 1.Wyświetlacz LED... 3 2.Przycisk Reset... 6 3.Demontaż
TERMOSTAT PROGRAMOWALNY typ 093
 TERMOSTAT PROGRAMOWALNY typ 093 Cyfrowy termostat z możliwością programowania pracy urządzenia grzewczego w ciągu dni roboczych i w dni wolne od pracy. PARAMETRY TECHNICZNE Zakres pomiaru temperatury 0
TERMOSTAT PROGRAMOWALNY typ 093 Cyfrowy termostat z możliwością programowania pracy urządzenia grzewczego w ciągu dni roboczych i w dni wolne od pracy. PARAMETRY TECHNICZNE Zakres pomiaru temperatury 0
Badanie skuteczności ochrony przeciwporażeniowej
 Szkoła Główna Służby Pożarniczej Katedra Techniki Pożarniczej Zakład Elektroenergetyki Badanie skuteczności ochrony przeciwporażeniowej Opracował: mł. bryg. dr inż. Ryszard Chybowski mł. bryg. dr inż.
Szkoła Główna Służby Pożarniczej Katedra Techniki Pożarniczej Zakład Elektroenergetyki Badanie skuteczności ochrony przeciwporażeniowej Opracował: mł. bryg. dr inż. Ryszard Chybowski mł. bryg. dr inż.
Zasilacz Stabilizowany LZS61 model 24002
 Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
Zasilacz Stabilizowany LZS61 model 24002 IOT - Instrukcja Obsługi - Informacja Techniczna Aktualizacja 2014-04-14 11:45 www.lep.pl biuro@lep.pl 32-300 Olkusz, ul. Wspólna 9, tel/fax (32) 754 54 54, 754
Detektor przenośny typ GD-7
 URZĄDZENIA DO MIERZENIA I WYKRYWANIA STĘŻEŃ GAZÓW Detektor przenośny typ GD-7 INSTRUKCJA OBSŁUGI PRODUCENT: 62-080 TARNOWO PODGÓRNE k/poznania ul. Pocztowa 13 tel./fax +48 (061) 814-6557, 814-6290, 814-7149
URZĄDZENIA DO MIERZENIA I WYKRYWANIA STĘŻEŃ GAZÓW Detektor przenośny typ GD-7 INSTRUKCJA OBSŁUGI PRODUCENT: 62-080 TARNOWO PODGÓRNE k/poznania ul. Pocztowa 13 tel./fax +48 (061) 814-6557, 814-6290, 814-7149
Wymiana nawierzchni chodników oraz dróg dojazdowych wokół budynku, rozbiórka i ponowny montaż prefabrykowanego muru oporowego
 Istotne postanowienia umowy ------------------------------------------------- W dniu. r w Jastrzębiu Zdroju pomiędzy ZLO dla Dzieci BETLEJEM zwanym dalej Zamawiającym w imieniu którego działa s. Jadwiga
Istotne postanowienia umowy ------------------------------------------------- W dniu. r w Jastrzębiu Zdroju pomiędzy ZLO dla Dzieci BETLEJEM zwanym dalej Zamawiającym w imieniu którego działa s. Jadwiga
Instrukcja obsługi i montażu radiowego czujnika zewnętrznego i analogowego radiowego układu zdalnej obsługi
 Instrukcja obsługi i mtażu radiowego czujnika zewnętrznego Możliwość mtażu: 1. Radiowy czujnik zewnętrzny i odbiornik 2. Radiowy układ zdalnej obsługi (max. 7) i odbiornik 3. Radiowy czujnik zewnętrzny,
Instrukcja obsługi i mtażu radiowego czujnika zewnętrznego Możliwość mtażu: 1. Radiowy czujnik zewnętrzny i odbiornik 2. Radiowy układ zdalnej obsługi (max. 7) i odbiornik 3. Radiowy czujnik zewnętrzny,
Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia..
 W związku z wystawieniem przez Wykonawcę: faktury nr z dnia..") Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia.. wskazuję, iż w ramach robót objętych fakturą wykonywałem,
Załącznik nr 7 do Umowy Nr...2013 z dnia...06.2013 r. Oświadczenie Podwykonawcy (WZÓR) W związku z wystawieniem przez Wykonawcę: faktury nr z dnia.. wskazuję, iż w ramach robót objętych fakturą wykonywałem,
SPRZĄTACZKA pracownik gospodarczy
 Szkolenie wstępne InstruktaŜ stanowiskowy SPRZĄTACZKA pracownik gospodarczy pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie szkolenia
Szkolenie wstępne InstruktaŜ stanowiskowy SPRZĄTACZKA pracownik gospodarczy pod red. Bogdana Rączkowskiego Zgodnie z rozporządzeniem Ministra Gospodarki i Pracy z dnia 27 lipca 2004 r. w sprawie szkolenia
Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4
 1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
1 Czteropompowy zestaw do podnoszenia ciśnienia ZKA35/3-6/4 2 Spis treści 1. Wstęp... 3 2. Konstrukcja zestawu ZKA35/3-6/4... 4 3. Zastosowanie... 7 4. Regulacja pracy pompy w zestawie... 7 5. Montaż zestawu
Jabra Link 850. Podręcznik użytkownika. www.jabra.com
 Jabra Link 850 Podręcznik użytkownika www.jabra.com SPIS treści 1. Prezentacja produktu...3 1.1 Jabra LINK 850...3 1.2 Akcesoria dodatkowe...4 2. PODŁĄCZENIE URZĄDZENIA Jabra LINK 850...5 2.1 PODŁĄCZENIE
Jabra Link 850 Podręcznik użytkownika www.jabra.com SPIS treści 1. Prezentacja produktu...3 1.1 Jabra LINK 850...3 1.2 Akcesoria dodatkowe...4 2. PODŁĄCZENIE URZĄDZENIA Jabra LINK 850...5 2.1 PODŁĄCZENIE
Zarządzenie Nr 339/2011 Prezydenta Miasta Nowego Sącza z dnia 17 października 2011r.
 Zarządzenie Nr 339/2011 Prezydenta Miasta Nowego Sącza z dnia 17 października 2011r. w sprawie: ustalenia instrukcji dotyczącej sposobu i trybu przetwarzania informacji niejawnych oznaczonych klauzulą
Zarządzenie Nr 339/2011 Prezydenta Miasta Nowego Sącza z dnia 17 października 2011r. w sprawie: ustalenia instrukcji dotyczącej sposobu i trybu przetwarzania informacji niejawnych oznaczonych klauzulą
Przepływomierz MFM 1.0 Nr produktu 503594
 INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
INSTRUKCJA OBSŁUGI Przepływomierz MFM 1.0 Nr produktu 503594 Strona 1 z 5 Świat pomiaru przepływu Miernik zużycia Muti-Fow-Midi (MFM 1.0) Numer produktu 503594 Muti-Fow-Midi MFM 1.0 jest eektronicznym
Instalacja elektryczna KOD CPV 45311000-0; 45311100; 45311200
 Specyfikacja Techniczna Instalacja elektryczna KOD CPV 45311000-0; 45311100; 45311200 1. Wstęp 1.1. Przedmiot SST Przedmiotem niniejszej szczegółowej specyfikacji technicznej są wymagania dotyczące wymiany
Specyfikacja Techniczna Instalacja elektryczna KOD CPV 45311000-0; 45311100; 45311200 1. Wstęp 1.1. Przedmiot SST Przedmiotem niniejszej szczegółowej specyfikacji technicznej są wymagania dotyczące wymiany
Załącznik Nr 1 do zarządzenia Burmistrza Gminy Brwinów nr 32.2011 z dnia 29 marca 2011 roku
 Załącznik Nr 1 do zarządzenia Burmistrza Gminy Brwinów nr 32.2011 z dnia 29 marca 2011 roku Instrukcja dotycząca sposobu i trybu przetwarzania informacji niejawnych oznaczonych klauzulą zastrzeżone oraz
Załącznik Nr 1 do zarządzenia Burmistrza Gminy Brwinów nr 32.2011 z dnia 29 marca 2011 roku Instrukcja dotycząca sposobu i trybu przetwarzania informacji niejawnych oznaczonych klauzulą zastrzeżone oraz
INSTRUKCJA OBSŁUGI. Czujnik opadu deszczu RAIN SENSOR RS500
 INSTRUKCJA OBSŁUGI Czujnik opadu deszczu RAIN SENSOR RS500 WPROWADZENIE Wyłącznik Rain Sensor RS500 może pracować jako normalnie otwarty (NO) lub jako normalnie zamknięty (NC). Wyłącznik może być używany
INSTRUKCJA OBSŁUGI Czujnik opadu deszczu RAIN SENSOR RS500 WPROWADZENIE Wyłącznik Rain Sensor RS500 może pracować jako normalnie otwarty (NO) lub jako normalnie zamknięty (NC). Wyłącznik może być używany
!!! Protokół z okresowej kontroli rocznej / pięcioletniej * stanu technicznego elewacji budynku mieszkalnego. Informacje ogólne o budynku: Wysokość:
 Data kontroli: Protokół z okresowej kontroli rocznej / pięcioletniej * stanu technicznego elewacji budynku mieszkalnego Data następnej kontroli: Informacje ogólne o budynku: Nazwa, funkcja: Adres: Właściciel
Data kontroli: Protokół z okresowej kontroli rocznej / pięcioletniej * stanu technicznego elewacji budynku mieszkalnego Data następnej kontroli: Informacje ogólne o budynku: Nazwa, funkcja: Adres: Właściciel