Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Inżynieria powierzchni i metody spawalnicze w inżynierii powierzchni Wydział Inżynierii
|
|
|
- Justyna Matysiak
- 9 lat temu
- Przeglądów:
Transkrypt
1 Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Inżynieria powierzchni i metody spawalnicze w inżynierii powierzchni Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracował: Zatwierdził: Michał Kawiak prof. Jerzy Nowacki Szczecin 2010

2 SPIS TREŚCI Przedmowa... 3 Wstęp... 3 Wskazówki metodyczne... 4 Bezpieczeństwo i higiena pracy w procesach spawalniczych... 5 Zużycie części maszyn i urządzeń... 6 Materiały stosowane na powłoki napawane i natryskiwane cieplnie... 7 Podstawowe technologie spawalnicze nakładania powłok podział Napawanie Natryskiwanie Przykładowe procesy napawania i natryskiwania cieplnego Ćwiczenie nr 1 Napawanie elektrodą otuloną, drutem litym i drutem proszkowym Ćwiczenie nr 2 Badanie przyczyn zniszczenia wału napędowego katamaranu po napawaniu Ćwiczenie nr 3 Badanie próbek stalowych z natryskiwaną cieplnie powłoką ochronną z WC i AL 2 O Ćwiczenie nr 4 Badanie próbki inconelu z naniesioną powłoką ochronną Ćwiczenie nr 5 Regeneracja części zużytych mechanicznie

3 PRZEDMOWA Niniejszy skrypt przeznaczony jest dla studentów drugiego roku studiów Wydziału Inżynierii Mechanicznej i Mechatroniki Zachodniopomorskiego Uniwersytetu Technologicznego w Szczecinie kierunku Mechanika i Budowa Maszyn specjalności Inżynieria Spawalnictwa. Skrypt stanowi pomoc dydaktyczną do ćwiczeń laboratoryjnych z przedmiotu Inżynieria powierzchni i metody spawalnicze w inżynierii powierzchni. Zajęcia laboratoryjne, poprzez praktyczne zilustrowanie podstawowych zagadnień komputerowego wspomagania w spawalnictwie, mają na celu zapoznanie: 1 Z metodami spawalniczymi w inżynierii powierzchni 2 Z możliwościami metod nanoszenia warstw 3 Z przyczynami zużycia części maszyn i urządzeń. 4 Z materiałami do nanoszenia warstw 5 Oceną uzyskiwanych powierzchni 6 Z technologią procesów spawalniczych w inżynierii powierzchni. Autorzy wyrażają nadzieję, że niniejszy skrypt będzie pomocny w przygotowaniu się do poszczególnych ćwiczeń laboratoryjnych, ich prawidłowym wykonaniu i przez to przyczyni się do wypełnienia przedstawionego celu. Skrypt składa się z czterech zasadniczych części: wskazówek metodycznych, zestawu tematycznych instrukcji ćwiczeń laboratoryjnych, wytycznych do sporządzenia sprawozdania oraz materiałów pomocniczych w postaci załączników. Każda instrukcja posiada jednolity układ, zawierający następujące dane: 1. Cel ćwiczenia. 2. Przygotowanie do ćwiczenia. 3. Przebieg ćwiczenia. 4. Zagadnienia do samodzielnego opracowania 5. Uwagi do sprawozdania 6. Literatura. Niniejszy skrypt nie zawiera wiadomości podstawowych z zakresu tematyki ćwiczeń laboratoryjnych

4 WSKAZÓWKI METODYCZNE Ćwiczenia laboratoryjne ze spawalnictwa wyróżniają się w sposób szczególny tym, że organizacja ćwiczeń stanowi kompromis pomiędzy wymaganiami procesu dydaktycznego, a warunkami i przepisami bezpieczeństwa pracy w procesach spawalniczych. Osiągnięcie celu zajęć dydaktycznych wymaga ich realizacji na rzeczywistych, przemysłowych stanowiskach spawalniczych. Praca na takich stanowiskach, ze względu na szczególne zagrożenia dla życia i zdrowia człowieka uwarunkowana jest szeregiem przepisów BHP. Wspomniany kompromis polega na takiej realizacji zajęć dydaktycznych, które z jednej strony spełniają wymagania BHP dotyczące spawalni i szkolenia zawodowego spawaczy, a z drugiej wymagania wynikające z programu nauczania przedmiotu "Spawalnictwo" w szkole wyższej. Ogół przedsięwziętych środków, które zawiera niniejszy skrypt oraz REGULAMIN ZAJĘĆ LABORATORYJNYCH ZE SPAWALNICTWA, każdorazowo wywieszany na tablicy informacyjnej Zakładu Spawalnictwa, pozwala na bezpieczną realizację ćwiczeń laboratoryjnych, pod warunkiem przestrzegania przez studenta zasad bezpieczeństwa i higieny pracy podczas zajęć. Ćwiczenia laboratoryjne prowadzone są w oparciu o "Regulamin zajęć laboratoryjnych ze spawalnictwa", który ustalają studenci z Kierownikiem Zakładu Spawalnictwa na początku każdego semestru, zgodnie z zapisem "Regulaminu studiów Zachodniopomorskiego Uniwersytetu Technologicznego w Szczecinie", który głosi, że... "Zasady zaliczenia danego zajęcia ustala ze studentami prowadzący te zajęcia na początku semestru. Ustalenia te obowiązują obie umawiające się strony"... Do ćwiczenia student przygotowuje się na podstawie zamieszczonych w niniejszym skrypcie instrukcji, korzystając z zalecanej literatury. Literatura uzupełniająca wykorzystywana jest przy wykonywaniu ćwiczenia (normy), sporządzaniu sprawozdania z ćwiczeń oraz pogłębieniu wiedzy. Zaleca się również do korzystania z "Poradnika Inżyniera. Spawalnictwo." Przygotowanie się do ćwiczenia polega na zapoznaniu się z materiałem literaturowym w zakresie wyznaczonym przez temat i cel ćwiczenia. Dla udogodnienia, każda instrukcja zawiera pakiet zagadnień, które student powinien obowiązkowo opanować, aby zostać dopuszczony do wykonania ćwiczenia. Student powinien zwrócić szczególną uwagę na pojęcia nowe, wynikające z terminologii spawalniczej, oraz te zagadnienia, które pojawiają się w instrukcji, a są mu niezrozumiałe np. zasada działania transformatora. Braki w przygotowaniu nie pozwalają na czynne uczestniczenie w przebiegu ćwiczenia i są przyczyną błędów w notatkach, a w konsekwencji, błędnej analizy przebiegu i wniosków z ćwiczenia. Prawidłowe wykonanie notatek z ćwiczenia (sprawozdanie wykonuje się po zajęciach) wymaga wcześniejszego zapoznania się z "Wytycznymi do sporządzania sprawozdania z ćwiczeń laboratoryjnych ze spawalnictwa". Sprawozdanie z wykonanego ćwiczenia sporządza każdy student indywidualnie według zamieszczonych w niniejszym skrypcie "Wytycznych do sporządzenia sprawozdania z ćwiczeń laboratoryjnych ze spawalnictwa"

5 BEZPIECZEŃSTWO I HIGIENA PRACY W PROCESACH SPAWALNICZYCH Ze względu na zagrożenia występujące podczas wykonywania ćwiczeń laboratoryjnych ze Spawalnictwa szczególnego znaczenia nabiera znajomość i przestrzeganie przepisów "BHP podczas prac spawalniczych". Znajomość przepisów BHP i odpowiedniego zachowania się podczas ćwiczeń laboratoryjnych ze spawalnictwa obowiązuje studenta zawsze i w każdym przypadku. Nieprzestrzeganie zasad BHP podczas zajęć traktowane jest jako niezdyscyplinowanie w czasie trwania ćwiczeń i podlega rygorom regulaminowym. Z tego względu każdy student przed przystąpieniem do ćwiczenia przechodzi podstawowe przeszkolenie w zakresie BHP i podpisuje własnoręcznie oświadczenie na formularzu zakładowym i "Karcie ćwiczeń laboratoryjnych" następującej treści "Oświadczam, że zostałem pouczony o zasadach bezpieczeństwa i higieny pracy w procesach spawalniczych w zakresie ujętym w książce Kłosowska D.,Kłosowski S., "Bezpieczeństwo i higiena pracy w procesach spawalniczych." Wydawnictwo Uczelniane Politechniki Szczecińskiej, Szczecin, 1977". Zasady te obejmują: zagrożenia przy spawaniu elektrycznym łukowym; zagrożenia przy spawaniu i cięciu gazowym; porażenie prądem elektrycznym; warunki użytkowania butli z gazami spawalniczymi; wybuchowość acetylenu; ochronę osobistą spawacza podczas spawania ręcznego łukowego oraz spawania i cięcia gazowego; wymagania dotyczące spawalnia i stanowisk spawalniczych

6 ZUŻYCIE CZĘŚCI MASZYN I URZĄDZEŃ Zużycie powierzchni roboczej przedmiotu pociąga za sobą pogorszenie jego własności użytkowych. Może być ono spowodowane wieloma różnymi procesami fizycznymi i chemicznymi występującymi w czasie eksploatacji, a wynikającymi głównie z warunków pracy. Mechanizmy zużycia są bardzo złożone i zawierają wiele powiązanych wzajemnie czynników, z których najważniejsze to: rodzaj i wielkość obciążenia mechanicznego, prędkość poślizgu trących powierzchni roboczych temperatura pracy konstrukcji, twardość i struktura trących powierzchni roboczych, stan powierzchni roboczej, środowisko korozyjne, rodzaj materiału ściernego, współczynnik tarcia powierzchni roboczych, czas trwania procesu zużycia Najprostszym wskaźnikiem zużycia jest ubytek materiału warstwy roboczej przedmiotu, wynikający głównie z odkształcenia plastycznego, tarcia, korozji lub pękania warstwy wierzchniej. Analiza przyczyn zużycia części maszyn wskazuje, że ok. 50 % części ulega zużyciu ściernemu, 15% - zużyciu adhezyjnemu, 8% - erozji, 8% - frettingowi, 5% - w wyniku korozji i ok. 14% - łącznemu oddziaływaniu np. korozji, erozji i ścierania. W celu racjonalnego doboru materiałów dodatkowych i ustalenia warunków technologicznych nakładania powłok, zapewniającego maksymalną trwałość napawanego lub natryskiwanego elementu przy minimalnych kosztach, jest niezbędne zrozumienie poszczególnych zjawisk towarzyszących każdemu z tych procesów zużycia. Do takich procesów zaliczamy: zużycie ścierne (przez rysowanie lub bruzdowanie, mikroskrawanie, żłobienie dużymi cząsteczkami), zużycie adhezyjne (przez utlenianie, scuffing, zużycie zmęczeniowe, przez łuszczenie, pitting, fretting), zużycie pod wpływem obciążeń udarowych, zużycie pod wpływem wysokich temperatur, zużycie erozyjne zużycie kawitacyjne zużycie korozyjne [poradnik, klimpel] Przykłady modeli procesów zużycia zamieszczono na poniższych rysunkach - 6 -


7 MATERIAŁY STOSOWANE NA POWŁOKI NAPAWANE I NATRYSKIWANE CIEPLNIE Rozwój technologii napawania i natryskiwania cieplnego umożliwił wykonywanie powłok z praktycznie wszystkich znanych materiałów konstrukcyjnych o dowolnych grubościach, na przedmiotach o dowolnych kształtach i wymiarach, wytworzonych z dowolnych materiałów konstrukcyjnych. Podstawowym zadaniem spawalniczych technologii napawania i natryskiwania cieplnego jest zapewnienie możliwie najlepszych własności eksploatacyjnych powłoki, przy możliwie najmniejszych kosztach. Stosowane obecnie materiały dodatkowe na powłoki nakładane za pomocą technologii spawalniczych są następujące: materiały metalowe, materiały ceramiczne, cermetale, tworzywa sztuczne

8 W analizie doboru materiału dodatkowego, bez uwzględnienia kosztów procesu spawalniczego, należy wziąć pod uwagę następujące parametry: wymagane właściwości eksploatacyjne powłoki: twardość, odporność na ścieranie, na obciążenia udarowe, cieplne, żaroodporność odporność na korozję, dostępną postać materiału dodatkowego, własności spawalnicze materiału dodatkowego, koszt materiału dodatkowego. Wyżej wymienione grupy materiałów można podzielić bardziej szczegółowo, i tak do grupy materiałów metalowych (na osnowie żelaza i innych) stosowanych na powłoki napawane i natryskiwane zalicza się: powłoki z czystych metali, stale węglowe i niskostopowe, stale stopowe i niskostopowe do obróbki cieplnej stale wysokowęglowe, stale średniowęglowe obrabiane cieplnie, stale narzędziowe i szybkotnące stale o strukturze częściowo austenitycznej, stale wysokostopowe martenzytyczne odporne na korozję, stale manganowe austenityczne, stale wysokostopowe austenityczne i austenityczno-ferrytczne, - 8 -
 stosowanych na powłoki napawane i natryskiwane zalicza się:")
9 stale na osnowie żelaza o dużej zawartości węglików, czysty nikiel i stopy niklu z miedzią, stopy na osnowie kobaltu, stopy miedzi Materiały ceramiczne: węgliki (W, Cr, Ti, Mo, Zr, Hf, V, Nb, Ta), azotki (Ti, V, Zr, Nb, Hf, Ta, W, Cr, Mo), borki (Ti, Zr), krzemki (Mo, W), i ich różne mieszaniny. Cermetale kompozyty metalowo-ceramiczne Tworzywa sztuczne - 9 -
, i ich różne mieszaniny.")
10 PODSTAWOWE TECHNOLOGIE SPAWALNICZE NAKŁADANIA POWŁOK PODZIAŁ NAPAWANIE Do podstawowych metod napawania stosowanych w praktyce produkcyjnej należy napawanie: elektrodami otulonymi, drutem proszkowym samoosłonowym, łukiem krytym drutem elektrodowym lub taśmą elektrodową, metodą MIG drutem litym lub drutem proszkowym, metodą MAG drutem litym lub drutem proszkowym, metodą TIG, plazmowo, elektrożużlowo, acetylenowo-tlenowo oraz laserowo. Wiele z tych metod ma swoje odmiany zależne np. od ilości elektrod, rodzaju prądu, stopnia mechanizacji procesu. Poniżej zamieszczono kryteria decydujące o wyborze technologii regeneracji elementów maszyn przy napawaniu ręcznym i zmechanizowanym



11 Na rysunkach poniżej przedstawiono charakterystyki kilku podstawowych procesów napawania w celu porównania ich podstawowych orientacyjnych wartości. NATRYSKIWANIE Natryskiwanie cieplne jest to proces w którym materiał powłokowy jest nagrzewany do stanu plastycznego lub ciekłego wewnątrz lub na zewnątrz urządzenia do natryskiwania, a następnie rozpylany i nanoszony na przygotowana powierzchnię. Specjalne właściwości powłok można uzyskiwać przez dodatkowa obróbkę mechaniczną lub cieplną bądź przez uszczelnianie. Natryskiwana powłoka jest połączona z podłożem adhezyjnie, dyfuzyjnie lub mechanicznie. Źródłem ciepła stapiającym materiał dodatkowy w postaci drutu, pręta, żyłki, proszku lub stopionego materiału może być płomień gazowy, łuk elektryczny, łuk plazmowy, wiązka lasera lub sam stopiony materiał powłokowy. W zależności od użytej technologii natryskiwania i urządzenia, które jest do dyspozycji, nałożone powłoki mogą mieć grubość 0,01-2,0 mm w jednym przejściu z wydajnością do 50 kg/h. Cecha powłok natryskiwanych cieplnie jest ich porowatość (do 10%) i częściowe utlenianie. Ze względu na metodę otrzymywania oraz użyty materiał dodatkowy uzyskiwane powłoki mogą być odporne na korozje, na wysokie temperatury, na zużycie erozyjne i ścierne, izolacyjne. Podstawowe materiały dodatkowe stosowane do natryskiwania oraz porównanie danych techniczno-ekonomicznych metod natryskiwania przedstawiono w tabeli poniżej

12 Zaletą technologii natryskiwania cieplnego jest to, że w procesie tym nie występuje przegrzanie warstwy podłoża co obserwuje się w warstwach przetapianych. Twarde, odporne na ścieranie i korozje warstwy można nanosić na elementy, których nie można przegrzać ze względu na skomplikowany kształt lub są z materiału o niskiej temperaturze topnienia. Pewnego rodzaju wadą tego procesu jest stosunkowo duża porowatość warstwy, niewielka przyczepność warstwy oraz utlenianie cząsteczek czego można uniknąć przez: natryskiwanie plazmowe w próżni natryskiwanie naddźwiękowe stosowanie warstw pośrednich stosowanie natryskiwania płomieniowego proszkowego z przetapianiem natryskanej warstwy. Podstawowe metody natryskiwania powłok to: natryskiwanie płomieniowe (drutem, prętami ceramicznymi, proszkiem poddźwiękowe, naddźwiękowe) natryskiwanie łukowe natryskiwanie plazmowe natryskiwanie laserowe natryskiwanie stopionym materiałem inne metody nanoszenia warstw napawanie indukcyjne, metoda przygrzewania rezystancyjnego, platerowanie wybuchowe, napawanie tarciowe, napawanie termitowe, napawanie łukowe z użyciem past. Natryskiwanie cieplne ma wiele zastosowań, główne dziedziny przedstawiono na poniższym rysunku

. Więcej informacji przedstawiają pozycje literaturowe, np.: Klimpel A., Napawanie i natryskiwanie cieplne, WNT, Warszawa 2000.")
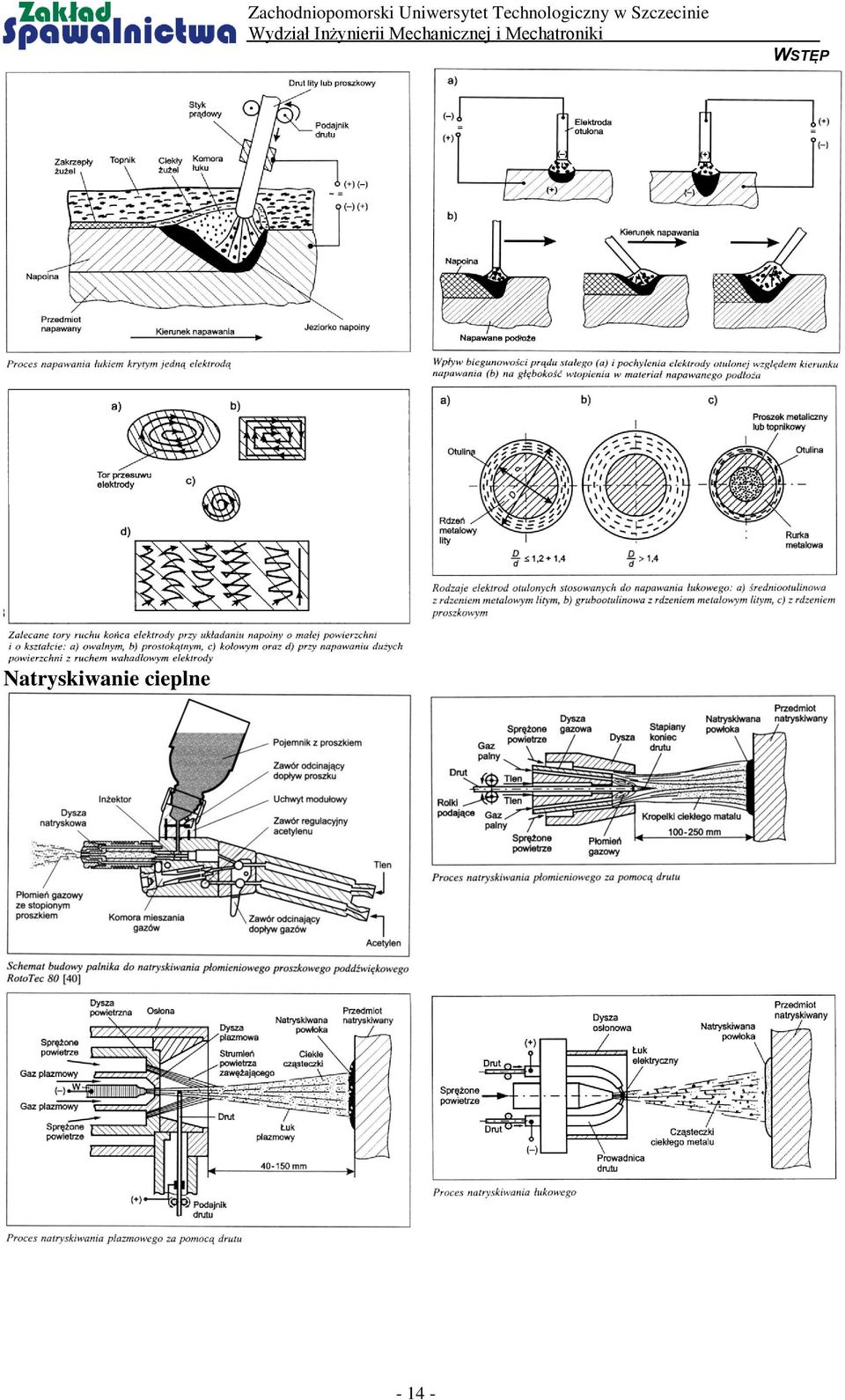
13 PRZYKŁADOWE PROCESY NAPAWANIA I NATRYSKIWANIA CIEPLNEGO Poniżej zamieszczono przykładowe schematy procesów napawania i natryskiwania cieplnego wraz z parametrami (biegunowość, rodzaje elektrod, ruch końca elektrody, przygotowanie powierzchni, możliwości zastosowań). Więcej informacji przedstawiają pozycje literaturowe, np.: Klimpel A., Napawanie i natryskiwanie cieplne, WNT, Warszawa Tablica 1 Napawanie


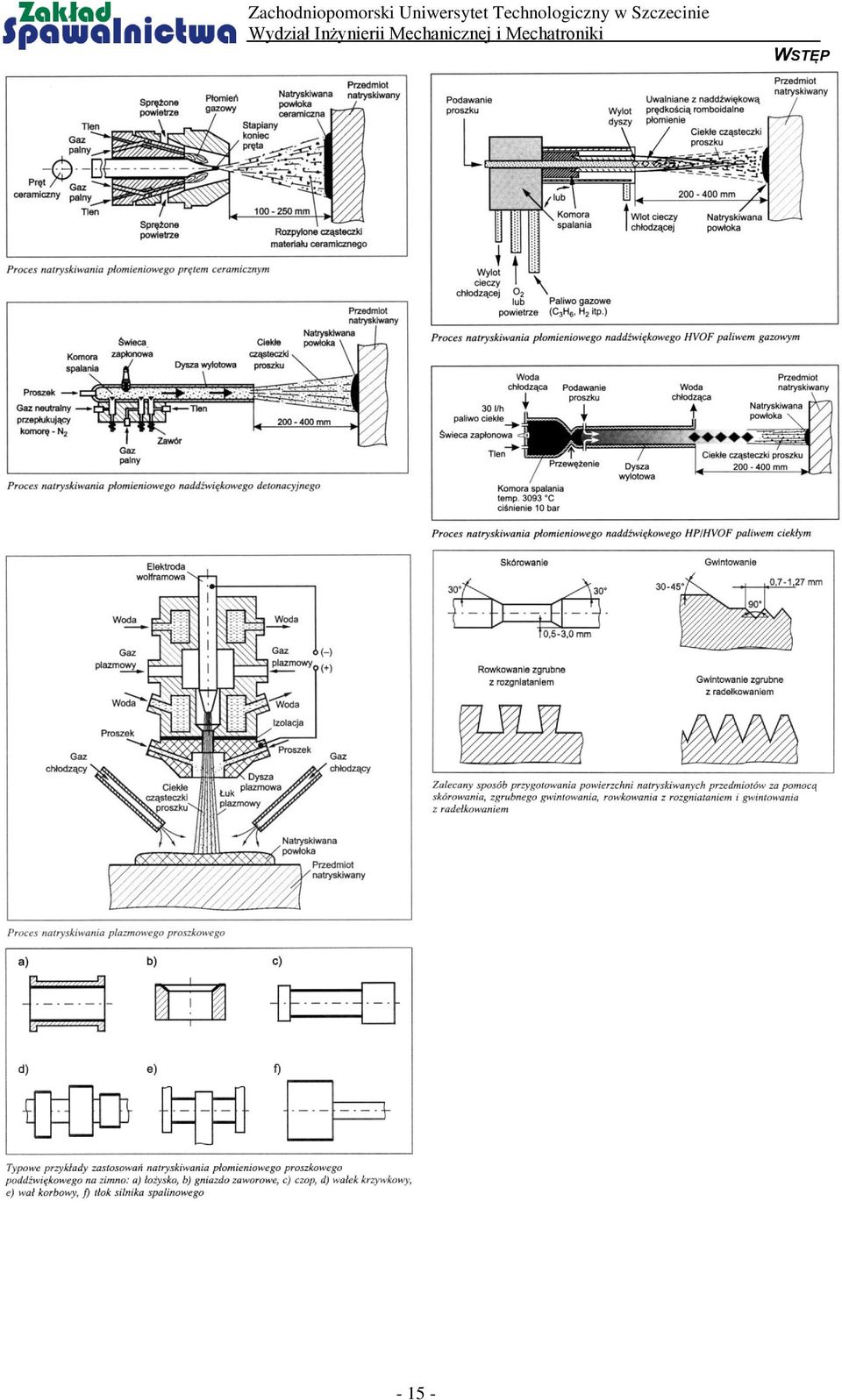
14 Natryskiwanie cieplne
15 - 15 -
16 Napawanie elektrodą otuloną, drutem litym i drutem proszkowym Ćwiczenie nr 1 NAPAWANIE ELEKTRODĄ OTULONĄ, DRUTEM LITYM I DRUTEM PROSZKOWYM 1. Cel ćwiczenia Celem ćwiczenia jest: zapoznanie się z podstawowymi metodami napawania różnymi materiałami dodatkowymi (elektroda, drut lity i proszkowy); przeprowadzenie procesów napawania (EO, MAG); wykonanie zgładów do badań makroskopowych wcześniej wykonanych próbek; wykonanie pomiaru twardości na przekroju poprzecznym uzyskanych napoin; określenie udziału materiału napoiny w materiale podstawowym i jej własności (twardość) w zależności od parametrów. 2. Przygotowanie do ćwiczenia Do ćwiczenia należy opanować następujące zagadnienia: kryteria doboru materiałów dodatkowych w zależności od napawanego elementu; wpływ parametrów i ilości ściegów na właściwości napoin i głębokość wtopienia; zasady wykonywania napoin. 3. Przebieg ćwiczenia Ćwiczenie składa się z następujących etapów: wybranie materiału podstawowego; dobór materiałów dodatkowych; określenie geometrii złącza (grubość materiału, długość złącza); wykonanie napoin: elektroda otulona EN i stelitopodobna (dwie średnice 3,25 mm i 5,0 mm), drut lity i proszkowy; dla średnich i wysokich parametrów prądowych (zgodnie z danymi producenta na opakowaniu); napoiny wykonać w kolejności: 1 ścieg, 2 ściegi i 3 ściegi dla każdego podanego powyżej materiału dodatkowego; wykonać próbki do badań makroskopowych (cięcie, szlifowanie, trawienie) i zdjęć makroskopowych; dokonać pomiarów twardości w skali HRC lub HV na przekrojach uzyskanych próbek EN-ISO :1997- Metale -- Pomiar twardości sposobem Vickersa -- Metoda badań. 4. Zagadnienia do samodzielnego opracowania charakterystyka metod (zalety, zastosowania i ograniczenia); zasady doboru materiałów dodatkowych
 w zależności od parametrów. 2.")
17 Napawanie elektrodą otuloną, drutem litym i drutem proszkowym 5. Uwagi do sprawozdania W sprawozdaniu podać: temat, numer ćwiczenia i datę; imię, nazwisko i grupę osoby wykonującej sprawozdanie; parametry złącza i materiałów; opis badań makroskopowych uzyskanych napoin; zdjęcia (szkice) napoin; wyniki pomiarów twardości HRC lub HV; wyczerpujące wnioski. 6. Literatura 1. Tasak E., Spawalność stali, FOTOBIT, Kraków, Klimpel A., Napawanie i natryskiwanie cieplne, WNT, Warszawa Poradnik inżyniera Spawalnictwo, WNT, Warszawa , pod redakcją J. Pilarczyka

18 Badanie przyczyn zniszczenia wału napędowego katamaranu po napawaniu Ćwiczenie nr 2 BADANIE PRZYCZYN ZNISZCZENIA WAŁU NAPĘDOWEGO KATAMARANU PO NAPAWANIU 1. Cel ćwiczenia Celem ćwiczenia jest: zapoznanie się z podstawowymi metodami napawania różnymi materiałami dodatkowymi (elektroda, drut lity i proszkowy); ocena zniszczenia wału katamaranu i podanie przyczyn(y) ukręcenia wału; wykonanie zgładów do badań makroskopowych; wykonanie pomiaru twardości na przekroju poprzecznym części wału wraz z napoiną; wykonanie zdjęć mikrostruktury zniszczonej części wału (napoina, SWC, materiał rodzimy); opis przełomu części zniszczonego wału; 2. Przygotowanie do ćwiczenia Do ćwiczenia należy opanować następujące zagadnienia: kryteria doboru materiałów dodatkowych w zależności od napawanego elementu; powstawanie przełomów, opisy przełomów; zjawisko korozji międzykrystalicznej; zasady wykonywania napoin; zasada trawienia chemicznego; badania mikroskopowe; zasada pomiaru mikro i makrotwardości 3. Przebieg ćwiczenia Ćwiczenie składa się z następujących etapów zagadnienia dotyczące wału i zamocowania go w katamaranie; materiały dodatkowe do napawania; ocena zniszczenia i opis przełomu wału; wykonanie pomiarów mikro bądź makrotwardości na przekroju poprzecznym próbki - EN-ISO :1997- Metale -- Pomiar twardości sposobem Vickersa -- Metoda badań.; wykonanie zdjęć mikrostruktury na przekroju poprzecznym próbki części wału dla różnych powiększeń 200, 400, 800 razy; wykonać zdjęcia makroskopowe dla części wału (napoina-swc-materiał rodzimy); 4. Zagadnienia do samodzielnego opracowania charakterystyka metod (zalety, zastosowania i ograniczenia); zasady doboru materiałów dodatkowych do napawania
; opis przełomu części zniszczonego wału; 2.")
19 Badanie przyczyn zniszczenia wału napędowego katamaranu po napawaniu wpływ różnych warunków otoczenia na właściwości stali nierdzewnych i kwasoodpornych 5. Uwagi do sprawozdania W sprawozdaniu podać: temat, numer ćwiczenia i datę; imię, nazwisko i grupę osoby wykonującej sprawozdanie; parametry złącza i materiałów; opis badań makroskopowych badanej próbki; zdjęcia (szkice) napoin; opis przełomu części wału katamaranu wyniki pomiarów twardości HV; zdjęcia mikrostruktury dla powiększeń x200, 400, 800 wyczerpujące wnioski podanie przyczyn zniszczenia wału, określenie mikro i makrostruktury jakościowe, wyniki makro lub mikortwardości. 6. Literatura 1. Tasak E., Spawalność stali, FOTOBIT, Kraków, Klimpel A., Technologia spawania i cięcia metali, WPŚ, Gliwice Dokumentacja programu MatSpaw Expert

20 Badanie próbek stalowych z natryskiwaną cieplnie powłoką ochronną z WC i AL 2 O 3 Ćwiczenie nr 3 BADANIE PRÓBEK STALOWYCH Z NATRYSKIWANĄ CIEPLNIE POWŁOKĄ OCHRONNĄ Z WC I AL 2 O 3 1. Cel ćwiczenia Celem ćwiczenia jest: zapoznanie się z podstawowymi metodami natryskiwania różnymi materiałami dodatkowymi; porównanie powłok z WC i Al 2 O 3 ; wykonanie zgładów do badań makroskopowych; wykonanie pomiaru mikrotwardości na przekroju poprzecznym badanych próbek; wykonanie zdjęć makrostruktury badanych próbek; opis przełomu części zniszczonego wału; 2. Przygotowanie do ćwiczenia Do ćwiczenia należy opanować następujące zagadnienia: kryteria doboru materiałów dodatkowych w zależności od natryskiwanego elementu; zasada wykonywania powłok natryskiwanych cieplnie; zasada trawienia chemicznego; badania mikroskopowe; zasada pomiaru mikro i makrotwardości; badania makroskopowe; przygotowanie części przed natryskiwaniem cieplnym; właściwości warstw uzyskanych po natryskiwaniu cieplnym. 3. Przebieg ćwiczenia Ćwiczenie składa się z następujących etapów materiały dodatkowe do natryskiwania; opis metod natryskiwania cieplnego; wykonanie zgładów metalograficznych; wykonanie zdjęć mikrostruktury na przekroju poprzecznym próbek dla różnych powiększeń 200, 400, 800 razy; wykonanie pomiarów mikrotwardości na przekroju poprzecznym próbek - EN-ISO :1997- Metale -- Pomiar twardości sposobem Vickersa - - Metoda badań.; wykonać zdjęcia makroskopowe dla dwóch badanych próbek (napoina- SWC-materiał rodzimy); ocena jakościowa mikrostruktur uzyskanych warstw; wnioski z przeprowadzonych badań 4. Zagadnienia do samodzielnego opracowania charakterystyka metod (zalety, zastosowania i ograniczenia);

21 Badanie próbek stalowych z natryskiwaną cieplnie powłoką ochronną z WC i AL 2 O 3 zasady doboru materiałów dodatkowych do natryskiwania; cel stosowania warstw natryskiwanych; 5. Uwagi do sprawozdania W sprawozdaniu podać: temat, numer ćwiczenia i datę; imię, nazwisko i grupę osoby wykonującej sprawozdanie; parametry złącza i materiałów; metodykę badań; opis badań makroskopowych; zdjęcia (szkice) naniesionych warstw; wyniki pomiarów mikrotwardości HV; zdjęcia mikrostruktury dla powiększeń x200, 400, 800 wyczerpujące wnioski 6. Literatura 1. Dobrowolski Z., "Podręcznik spawalnictwa", WNT, Warszawa, (Literatura uzupełniająca) 2. Pierożek B., Lassociński J., "Spawanie łukowe stali w osłonach gazowych", WNT, Warszawa, Polska Norma. PN-77/M "Spawalnictwo. Spoiwo stalowe do spawania i napawania."
22 Badanie próbki inconelu z naniesioną powłoką ochronną Ćwiczenie nr 4 BADANIE PRÓBKI INCONELU Z NANIESIONĄ POWŁOKĄ OCHRONNĄ 1. Cel ćwiczenia Celem ćwiczenia jest: zapoznanie się z podstawowymi metodami natryskiwania cieplnego (natryskiwanie wybuchowe); zastosowanie Inconelu na powłoki natryskiwane; wykonanie badań makroskopowych; wykonanie pomiaru mikrotwardości na przekroju poprzecznym próbki; wykonanie zdjęć mikrostruktury badanej próbki 2. Przygotowanie do ćwiczenia Do ćwiczenia należy opanować następujące zagadnienia: kryteria doboru materiałów dodatkowych w zależności od natryskiwanego elementu; zasada wykonywania powłok natryskiwanych cieplnie; zasada trawienia chemicznego; badania mikroskopowe; zasada pomiaru mikro i mikrotwardości; badania makroskopowe; przygotowanie części przed natryskiwaniem cieplnym; właściwości warstw uzyskanych po natryskiwaniu cieplnym. 3. Przebieg ćwiczenia Ćwiczenie składa się z następujących etapów materiały dodatkowe do natryskiwania; opis metod natryskiwania cieplnego; wykonanie pomiarów mikrotwardości na przekroju poprzecznym próbek - EN-ISO :1997- Metale -- Pomiar twardości sposobem Vickersa - - Metoda badań.; wykonanie zdjęć mikrostruktury na przekroju poprzecznym próbek dla różnych powiększeń 200, 400, 800 razy; wykonać zdjęcia makroskopowe próbek (napoina-swc-materiał rodzimy); ocena jakościowa mikrostruktur uzyskanych warstw; wnioski z przeprowadzonych badań. 4. Zagadnienia do samodzielnego opracowania charakterystyka metod (zalety, zastosowania i ograniczenia); zasady doboru materiałów dodatkowych do natryskiwania; cel stosowania warstw natryskiwanych;
23 Badanie próbki inconelu z naniesioną powłoką ochronną 5. Uwagi do sprawozdania W sprawozdaniu podać: temat, numer ćwiczenia i datę; imię, nazwisko i grupę osoby wykonującej sprawozdanie; parametry złącza i materiałów; metodykę badań; opis badań makroskopowych; zdjęcia (szkice) naniesionych warstw; wyniki pomiarów mikrotwardości HV; zdjęcia mikrostruktury dla powiększeń x200, 400, 800 wyczerpujące wnioski 6. Literatura 1. Tasak E., Spawalność stali, FOTOBIT, Kraków, Klimpel A., Napawanie i natryskiwanie cieplne, WNT, Warszawa Poradnik inżyniera Spawalnictwo, WNT, Warszawa , pod redakcją J. Pilarczyka
24 Regeneracja części zużytych mechanicznie Ćwiczenie nr 5 REGENERACJA CZĘŚCI ZUŻYTYCH MECHANICZNIE 1. Cel ćwiczenia Celem ćwiczenia jest: zapoznanie się z podstawowymi metodami regeneracji części maszyn przez natryskiwanie i napawanie różnymi materiałami dodatkowymi; cel i złożoność metod służących do regenerowania; możliwości zastosowań natryskiwania i napawania w różnych gałęziach przemysłu; ocena zniszczeń elementów kół zębatych, dobór metody naprawczej (jeżeli jest uzasadnione wykonanie naprawy elementu); opracowanie przykładowej technologii napawania lub natryskiwania dla danego elementu 2. Przygotowanie do ćwiczenia Do ćwiczenia należy opanować następujące zagadnienia: kryteria doboru materiałów dodatkowych w zależności od natryskiwanego lub napawanego elementu; zasada wykonywania powłok napawanych i natryskiwanych cieplnie; części maszyn poddawane różnym metodą naprawczym; przygotowanie części przed natryskiwaniem cieplnym i przed napawaniem; właściwości warstw uzyskanych po napawaniu i natryskiwaniu cieplnym; 3. Przebieg ćwiczenia Ćwiczenie składa się z następujących etapów materiały dodatkowe do natryskiwania i napawania; opis metod natryskiwania cieplnego i napawania; opis wad, uszkodzeń badanych elementów; możliwości zastosowań badanych elementów; opracowanie technologii naprawczej. 4. Zagadnienia do samodzielnego opracowania charakterystyka metod (zalety, zastosowania i ograniczenia); zasady doboru materiałów dodatkowych do natryskiwania i napawania; cel stosowania warstw natryskiwanych i napawanych; 5. Uwagi do sprawozdania W sprawozdaniu podać: temat, numer ćwiczenia i datę; imię, nazwisko i grupę osoby wykonującej sprawozdanie; opisać uszkodzenia badanych elementów; wykonać zdjęcia makroskopowe badanych elementów;
25 Regeneracja części zużytych mechanicznie podać przykładowe technologie regeneracje części maszyn; podać zasadność stosowania metod naprawczych do tego typu części wnioski 6. Literatura 1. Tasak E., Spawalność stali, FOTOBIT, Kraków, Klimpel A., Napawanie i natryskiwanie cieplne, WNT, Warszawa Poradnik inżyniera Spawalnictwo, WNT, Warszawa , pod redakcją J. Pilarczyka
26 Szczecin (data:r.m.d) WZÓR strony tytułowej SPRAWOZDANIE Z ĆWICZEŃ LABORATORYJNYCH ZE SPAWALNICTWA ĆWICZENIE NR: (wg tematyki ćwiczeń laboratoryjnych) TEMAT: (wg tematyki ćwiczeń laboratoryjnych) WYDZIAŁ: GRUPA DZIEKAŃSKA: ZESPÓŁ: Nazwisko i Imię
Opracowali: Adam Sajek Zbigniew Szefner
 Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Komputerowe wspomaganie prac spawalniczych Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracowali: Adam Sajek Zbigniew Szefner
Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Komputerowe wspomaganie prac spawalniczych Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracowali: Adam Sajek Zbigniew Szefner
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Kompozytów Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obieralny Kod przedmiotu:
Inżynieria Materiałowa
 Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Karta (sylabus) modułu/przedmiotu Inżynieria Materiałowa Studia 2 stopnia Specjalność: Inżynieria Powierzchni Przedmiot: Technologie cieplnego nakładania powłok Rodzaj przedmiotu: Obowiązkowy Kod przedmiotu:
Opracowali: Adam Sajek Zbigniew Szefner
 Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Urządzenia, automatyzacja i robotyzacja Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracowali: Adam Sajek Zbigniew Szefner
Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Urządzenia, automatyzacja i robotyzacja Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracowali: Adam Sajek Zbigniew Szefner
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Spawalnictwo Welding technology
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Spawalnictwo. Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Spawalnictwo Nazwa modułu w języku angielskim Welding technology Obowiązuje
TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY. Liczba godzin/tydzień: 2W E, 2L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY Forma studiów:
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium TECHNOLOGIA SPAWANIA WELDING TECHNOLOGY Forma studiów:
Technologia spawalnictwa Welding technology
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
... Definicja procesu spawania łukowego ręcznego elektrodą otuloną (MMA):... Definicja - spawalniczy łuk elektryczny:...
:... Definicja - spawalniczy łuk elektryczny:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-2 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie łukowe ręczne elektrodą otuloną Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Karta (sylabus) przedmiotu
 przedmiotu") WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Spajalnictwo i odlewnictwo Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 48-0_0 Język wykładowy:
WM Karta (sylabus) przedmiotu Mechanika i budowa maszyn Studia I stopnia o profilu: A P Przedmiot: Spajalnictwo i odlewnictwo Kod przedmiotu Status przedmiotu: obowiązkowy MBM 1 S 0 4 48-0_0 Język wykładowy:
EN 450B. EN 14700: E Z Fe3. zasadowa
 EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
EN 450B EN 14700: E Z Fe3 Grubootulona elektroda do regeneracji zużytych części maszyn o wymaganej twardości napawanej powierzchni w stanie surowym minimum 40 HRC. UDT C Si Mn Mo 0,06 0,40 0,75 0,50 Twardość
... Definicja procesu spawania łukowego elektrodą topliwą w osłonie gazu obojętnego (MIG), aktywnego (MAG):...
, aktywnego (MAG):...") Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
Student: KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-3 LABORATORIUM SPAJALNICTWA Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe elektrodą topliwą w osłonach gazowych, GMAW Data
... Definicja procesu spawania gazowego:... Definicja procesu napawania:... C D
 KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-1.1 LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) Student: Grupa lab.: Prowadzący: Data wykonania ćwicz.: Ocena:
Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Maszyny i urządzenia spawalnicze Nazwa modułu w języku angielskim Welding
The project "TEMPUS - MMATENG"
 The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
The project "TEMPUS - MMATENG" MAT SPAW PROGRAM WSPOMAGAJĄCY ANALIZĘ SPAWALNOŚCI STALI I OPRACOWANIE TECHNOLOGII SPAWANIA Janusz Mikuła, Dr.-eng. Hab., Professor, Director of Institute Material Engineering
Metalurgia spawania Welding metallurgy
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Metalurgia
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Metalurgia
 www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
www.puds.pl Praktyka obróbki stali nierdzewnych 12 czerwca 2007 INSTYTUT SPAWALNICTWA w Gliwicach Metody spawania stali nierdzewnych i ich wpływ na jakość spoin i powierzchni złączy spawanych dr inż..
ĆWICZENIE SP-2. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE SP-2 Opracowali: dr inż. Mirosław Szala
Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu
 INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
INSTYTUT SPAWALNICTWA w Gliwicach Rozwój metod spawania łukowego stali nierdzewnych w kierunku rozszerzenia możliwości technologicznych i zwiększenia wydajności procesu dr inż. Jerzy Niagaj Podstawowe
SPRAWOZDANIE ĆWICZENIE SP-1. LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie tlenowe. I.
 i cięcie tlenowe. I.") SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
SPRAWOZDANIE ĆWICZENIE SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Prowadzący: Temat ćwiczenia: Spawanie gazowe (acetylenowo-tlenowe) i cięcie
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO. Spawacz metodą MAG Termin realizacji:
 KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
KURS SPAWANIA HARMONOGRAM ZAJĘĆ SZKOLENIA PODSTAWOWEGO Spawacz metodą MAG - 35 Termin realizacji:.03.09 5.05.09 Miejsce realizacji zajęć teoretycznych: Zduńska Wola, Miejsce realizacji zajęć praktycznych:
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002
 Zastępuje: PN-EN 1708-1:2002") PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PN-EN 1708-1:2010 Spawanie. Szczegóły podstawowych złączy spawanych w stali. Część 1: Elementy ciśnieniowe (oryg.) Zastępuje: PN-EN 1708-1:2002 PN-EN 10028-1+A1:2010 Wyroby płaskie ze stali na urządzenia
PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU NORMOWANIE PRAC SPAWALNICZYCH
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU NORMOWANIE PRAC SPAWALNICZYCH
OK Tubrodur Typ wypełnienia: specjalny
 OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
OK Tubrodur 14.70 EN 14700: T Z Fe14 Drut rdzeniowy do napawania wytwarzający stopiwo o dużej zawartości węglików chromu, niezwykle odporne na zużycie przez ścieranie drobnoziarnistymi materiałami, takimi
Inżynieria Bezpieczeństwa I stopień Ogólnoakademicki. Studia stacjonarne. inny. obowiązkowy polski Semestr V. Semestr Zimowy
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Bezpieczeństwo w obróbce materiałów Safety in materials treatment A.
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Bezpieczeństwo w obróbce materiałów Safety in materials treatment A.
Ekspertyza materiałowa Materials expertise
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Ekspertyza
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Ekspertyza
LABORATORIUM NAUKI O MATERIAŁACH
 Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Politechnika Łódzka Wydział Mechaniczny Instytut Inżynierii Materiałowej LABORATORIUM NAUKI O MATERIAŁACH Ćwiczenie nr 5 Temat: Stale stopowe, konstrukcyjne, narzędziowe i specjalne. Łódź 2010 1 S t r
Termiczne Nanoszenie Powłok Thermal Deposition of Coatings. Mechanika i Budowa Maszyn II stopień Ogólnoakademicki. Studia stacjonarne
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Termiczne Nanoszenie Powłok Thermal Deposition of Coatings A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Termiczne Nanoszenie Powłok Thermal Deposition of Coatings A. USYTUOWANIE
ZAŁĄCZNIK NR 2 - LISTA KONTROLNA SPAJANIE
 Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
Stosowane procesy spajania: Wypełnia zakład Wypełnia PAJ 111 Spawanie łukowe elektrodą otuloną 114 Spawanie łukowe drutem proszkowym samoosłonowym 121 Spawanie łukiem krytym jednym drutem elektrodowym
... Definicja procesu spawania łukowego w osłonie gazu obojętnego elektrodą nietopliwą (TIG):...
:...") KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
KATEDRA INŻYNIERII MATERIAŁOWEJ SPRAWOZDANIE ĆWICZENIE SP-5.1 LABORATORIUM SPAJALNICTWA Student: Grupa lab.: Prowadzący: Temat ćwiczenia: Spawanie łukowe w osłonie gazu obojętnego elektrodą nietopliwą,
Mechanika i Budowa Maszyn II stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 A. USYTUOWANIE
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH
 EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
EFEKTY KSZTAŁCENIA DLA STUDIÓW PODYPLOMOWYCH Wydział: Mechaniczny Nazwa studiów podyplomowych: Procesy spajania, projektowanie i wytwarzanie struktur spawanych (PPS) Wymagania stawiane kandydatom na studia
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342
 ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ZAKRES AKREDYTACJI LABORATORIUM BADAWCZEGO Nr AB 342 wydany przez POLSKIE CENTRUM AKREDYTACJI 01-382 Warszawa ul. Szczotkarska 42 Wydanie nr 13, Data wydania: 22 kwietnia 2015 r. Nazwa i adres INSTYTUT
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Leszek
Konstrukcje spawane Welded constructions
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Rok akademicki: 2013/2014 Kod: MIM IS-s Punkty ECTS: 5. Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria spajania
 Nazwa modułu: Spawalność stali Rok akademicki: 2013/2014 Kod: MIM-2-202-IS-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria
Nazwa modułu: Spawalność stali Rok akademicki: 2013/2014 Kod: MIM-2-202-IS-s Punkty ECTS: 5 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Inżynieria
Kontrola jakości materiałów i wyrobów Quality control of materials and products. Liczba godzin/tydzień: 2W, 2L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z MATERIAŁÓW KONSTRUKCYJNYCH I EKSPLOATACYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z MATERIAŁÓW KONSTRUKCYJNYCH I EKSPLOATACYJNYCH MATERIAŁY REGENERACYJNE Opracował: Dr inż.
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Z MATERIAŁÓW KONSTRUKCYJNYCH I EKSPLOATACYJNYCH MATERIAŁY REGENERACYJNE Opracował: Dr inż.
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Firma Doradztwo techniczne i kontrola Firma Elkrem powstała w 1995 roku. Misję firmy stanowi osiągnięcie pełnej satysfakcji Klienta poprzez
1. Harmonogram. Data realizacji. Godziny realizacji zajęć od-do. Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali)
") Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Harmonogram 1. Harmonogram Data realizacji Godziny realizacji zajęć od-do Temat zajęć Wykładowca Miejsce realizacji zajęć/nazwa instytucji (miejscowość, ulica, nr lokalu, nr sali) 16.05.2017 15:00-15:45
Logistyka I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-LOG-1082 Podstawy nauki o materiałach Fundamentals of Material Science
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-LOG-1082 Podstawy nauki o materiałach Fundamentals of Material Science
Konstrukcje spawane. Mechanika i Budowa Maszyn I stopień (I stopień / II stopień) Ogólnoakademicki (ogólno akademicki / praktyczny)
 Ogólnoakademicki (ogólno akademicki / praktyczny)") Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Konstrukcje spawane Nazwa modułu w języku angielskim Welded constructions Obowiązuje
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Konstrukcje spawane Nazwa modułu w języku angielskim Welded constructions Obowiązuje
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG
 HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
HARMONOGRAM ZAJĘĆ NA KURSIE SPAWANIE PACHWINOWE BLACH I RUR METODĄ MAG Miejsce zajęć: - teoria: Sale wykładowe ZDZ, ul. Furmańska 5, 27-400 Ostrowiec Św. - praktyka: Centrum Kształcenia i Weryfikacji Spawaczy,
PRZEPISY I DOKUMENTACJA PRAC SPAWALNICZYCH REGULATIONS AND DOCUMENTATION OF WELDING. Liczba godzin/tydzień: 1W, 1S PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, seminarium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE.
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, seminarium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE.
DIPLOMA SEMINAR Forma studiów: stacjonarne Poziom kwalifikacji: I stopnia. Liczba godzin/tydzień: 1S PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Seminarium SEMINARIUM DYPLOMOWE DIPLOMA SEMINAR Forma studiów: stacjonarne
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Seminarium SEMINARIUM DYPLOMOWE DIPLOMA SEMINAR Forma studiów: stacjonarne
Mechanizacja procesów spawalniczych The mechanization of welding processes. Liczba godzin/tydzień: 1W, 2L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE
LABORATORIUM NAUKI O MATERIAŁACH
 Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW2 Podpis prowadzącego Politechnika Łódzka Wydział
Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW2 Podpis prowadzącego Politechnika Łódzka Wydział
Materiałoznawstwo i obróbka cieplna w spawalnictwie Material science and heat treatment in welding. Liczba godzin/tydzień: 2W E, 2L,1C
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium, ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium, ćwiczenia I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK
Obróbka laserowa i plazmowa Laser and plasma processing
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka laserowa i plazmowa Laser and plasma processing A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka laserowa i plazmowa Laser and plasma processing A. USYTUOWANIE
TECHNOLOGIE ZABEZPIECZANIA POWIERZCHNI Technologies for protecting the surface Kod przedmiotu: IM.D1F.45
 Nazwa przedmiotu: Kierunek: Inżynieria Materiałowa Rodzaj przedmiotu: Kierunkowy do wyboru Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
Nazwa przedmiotu: Kierunek: Inżynieria Materiałowa Rodzaj przedmiotu: Kierunkowy do wyboru Rodzaj zajęć: wykład, laboratorium I KARTA PRZEDMIOTU CEL PRZEDMIOTU PRZEWODNIK PO PRZEDMIOCIE C1. Zapoznanie
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN I PN-EN ISO
 OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
OZNACZENIE EGZAMINU KWALIFIKACYJNEGO SPAWACZA WEDŁUG PN-EN 287-1 I PN-EN ISO 9606-2 Przykład : PN-EN 287-1 135 P FW 3.3 S t8.0 PB sl 1. 2. 3. 4. 5. 6. 7. 8. 9. 1. NUMER NORMY : PN-EN 287-1 - Egzamin kwalifikacyjny
BHP w spawalnictwie Health and safety in welding. Liczba godzin/tydzień: 1S PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Seminarium BHP w spawalnictwie Health and safety in welding Forma studiów:
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Seminarium BHP w spawalnictwie Health and safety in welding Forma studiów:
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
Forma studiów: Kierunek studiów: Specjalność/Profil: Katedra//Zespół Stacjonarne, I stopnia Mechanika i Budowa Maszyn Technologia maszyn i materiałów konstrukcyjnych Katedra Inżynierii Materiałowej i Spajania,
SPRAWOZDANIE ĆWICZENIE NR SP
 SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
SPRAWOZDANIE ĆWICZENIE NR SP-1 Student: Grupa lab.: Data wykonania ćwicz.: KATEDRA INŻYNIERII MATERIAŁOWEJ LABORATORIUM SPAJALNICTWA Temat ćwiczenia: Spawanie gazowe acetylenowo-tlenowe i cięcie tlenowe
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
Z-ZIP-1009 Techniki wytwarzania I Manufacturing Techniques
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1009 Techniki wytwarzania I Manufacturing Techniques A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-1009 Techniki wytwarzania I Manufacturing Techniques A. USYTUOWANIE
dr inż. Cezary SENDEROWSKI
 Wojskowa Akademia Techniczna Wydział Nowych Technologii i Chemii Katedra Zaawansowanych Materiałów i Technologii Rodzaj studiów: studia inżynierskie Kierunek: mechanika i budowa maszyn Specjalność: wszystkie
Wojskowa Akademia Techniczna Wydział Nowych Technologii i Chemii Katedra Zaawansowanych Materiałów i Technologii Rodzaj studiów: studia inżynierskie Kierunek: mechanika i budowa maszyn Specjalność: wszystkie
Transport I stopień Ogólnoakademicki. Studia stacjonarne. Kierunkowy. Obowiązkowy Polski Semestr VII. Semestr zimowy
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Technologie naprawy i regeneracji Repair and regeneration technologies
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Technologie naprawy i regeneracji Repair and regeneration technologies
OK SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1. rutylowa. Otulina:
 OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
OK 61.20 SFA/AWS A5.4: E308L-16 EN 1600: E 19 9 L R 1 1 Rutylowa elektroda do spawania stali typu 19%r 10%Ni. Odpowiednia także do spawania stali stabilizowanych o podobnym składzie chemicznym, z wyjątkiem
Produkcja Regeneracja Napawanie
 Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
Produkcja Regeneracja Napawanie przed regeneracją po regeneracji Doradztwo techniczne i kontrola Firma Firma Elkrem powstała w 1995 roku. Misję firmy stanowi Oferujemy dla Przetwórstwa Tworzyw Sztucznych:
KONSTRUKCJE SPAWANE WELDMENTS. Liczba godzin/tydzień: 2W, 2C PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Projekt KONSTRUKCJE SPAWANE WELDMENTS Forma studiów: stacjonarne
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Projekt KONSTRUKCJE SPAWANE WELDMENTS Forma studiów: stacjonarne
Stale konstrukcyjne Construktional steels
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Nazwa przedmiotu INSTRUMENTARIUM BADAWCZE W INŻYNIERII MATERIAŁOWEJ Instrumentation of research in material engineering
 Nazwa przedmiotu INSTRUMENTARIUM BADAWCZE W INŻYNIERII MATERIAŁOWEJ Instrumentation of research in material engineering Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: kierunkowy obowiązkowy Rodzaj
Nazwa przedmiotu INSTRUMENTARIUM BADAWCZE W INŻYNIERII MATERIAŁOWEJ Instrumentation of research in material engineering Kierunek: Inżynieria materiałowa Rodzaj przedmiotu: kierunkowy obowiązkowy Rodzaj
Z-LOG-1009I Techniki wytwarzania I Manufacturing Techniques - I
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-LOG-1009I Techniki wytwarzania I Manufacturing Techniques - I A. USYTUOWANIE
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-LOG-1009I Techniki wytwarzania I Manufacturing Techniques - I A. USYTUOWANIE
Stale konstrukcyjne Construktional steels
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Stale
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Stale
PS-02 Programy szkoleń spawaczy
 PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
PS-02 Programy szkoleń spawaczy TRANSPORTOWY DOZÓR TECHNICZNY UL. CHAŁUBIŃSKIEGO 8, 00-613 WARSZAWA tel. +48 22 490 29 02, fax. +48 22 830 00 62, e-mail: info@tdt.pl Żadna część niniejszej publikacji nie
Opis efektów kształcenia dla modułu zajęć
 Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Nazwa modułu: Podstawy obróbki cieplnej Rok akademicki: 2013/2014 Kod: MIM-1-505-s Punkty ECTS: 4 Wydział: Inżynierii Metali i Informatyki Przemysłowej Kierunek: Inżynieria Materiałowa Specjalność: Poziom
Przedmowa 19 O zespole autorskim 21. Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23. Literatura... 35
 Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Spis treści Przedmowa 19 O zespole autorskim 21 1 Klasyfikacja i charakterystyka procesów spawania i pokrewnych 23 Literatura... 35 2 Przetwarzanie energii do celów spawalniczych [1] 37 2.0. Wstęp... 37
Teoria procesów spawalniczych Theory of welding processes Forma studiów: Stacjonarne Poziom kwalifikacji: I stopnia. Liczba godzin/tydzień: 2W E, 1C
 Nazwa przedmiotu : Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: Obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia Teoria procesów spawalniczych Theory of welding processes
Nazwa przedmiotu : Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: Obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: Wykład, Ćwiczenia Teoria procesów spawalniczych Theory of welding processes
POLITECHNIKA GDAŃSKA WYDZIAŁ MECHANICZNY PROJEKT DYPLOMOWY INŻYNIERSKI
 Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
Temat pracy: Charakterystyka materiałów ceramicznych o strukturze typu perowskitu ABO 3 1. Określenie celu pracy. 2. Studia literaturowe w zakresie tematyki pracy. 3. Przedstawienie wybranych zagadnień
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 2016/2017 Przedmiot: Podstawy Nauki o Materiałach II
 Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
Kierunek studiów: Mechanika i Budowa Maszyn semestr II, 201/2017 plan zajęć dla grupy M1 11 (wtorek 8.30-10.00) grupa temat osoba prowadząca sala 1 28.02.2017 Zajęcia organizacyjne dr inż. Paweł Figiel
Mechanika i Budowa Maszyn II stopień Ogólnoakademicki. Studia stacjonarne. inny. do wyboru polski Semestr pierwszy. Semestr Letni
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Eksploatacja urządzeń do obróbki plazmowej Operation of Systems for Plasma
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Eksploatacja urządzeń do obróbki plazmowej Operation of Systems for Plasma
PROCESY POKREWNE SPAWANIA RELATED WELDING PROCESSES. Liczba godzin/tydzień: 1W E, 2L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium PROCESY POKREWNE SPAWANIA RELATED WELDING PROCESSES
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: Spawalnictwo Rodzaj zajęć: wykład, laboratorium PROCESY POKREWNE SPAWANIA RELATED WELDING PROCESSES
Inżynieria bezpieczeństwa I stopień (I stopień / II stopień) ogólnoakademicki (ogólnoakademicki / praktyczny)
 ogólnoakademicki (ogólnoakademicki / praktyczny)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 013/014 A. USYTUOWANIE MODUŁU W SYSTEMIE STUDIÓW Bezpieczeństwo prac z urządzeniami
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 013/014 A. USYTUOWANIE MODUŁU W SYSTEMIE STUDIÓW Bezpieczeństwo prac z urządzeniami
Wymagania wg PN-EN
 dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
dr inż. Jerzy Niagaj, prof. nzw. Pełnomocnik ds. Energetyki Jądrowej Osłona strefy spawania podczas łączenia stali nierdzewnych: wymagania, procedury oraz wpływ na jakość Poznań, 8 czerwca 2016 Wymagania
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
ĆWICZENIE Nr SP-5. Laboratorium Spajalnictwa. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska
 Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Akceptował: Kierownik Katedry prof. dr hab. B. Surowska POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Laboratorium Spajalnictwa ĆWICZENIE Nr SP-5 Opracowali: dr inż. Mirosław
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję
 Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
Emisja substancji o działaniu rakotwórczym przy spawaniu niskoenergetycznymi metodami łukowymi stali odpornych na korozję dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Chrom występuje w pyle powstającym
www.lasertec.pl www.lasertec.pl Materiały do hartowania: Spawane materiały: OPIS TECHNOLOGII:
 LaserTec Sp. z o. o. intensywnie działa i rozwija się od 1998 roku. Dzięki zdobytemu doświadczeniu, a także wykwalifi kowanej i kompetentnej kadrze inżynierskiej oraz menadżerskiej staliśmy się liderem
LaserTec Sp. z o. o. intensywnie działa i rozwija się od 1998 roku. Dzięki zdobytemu doświadczeniu, a także wykwalifi kowanej i kompetentnej kadrze inżynierskiej oraz menadżerskiej staliśmy się liderem
Mechanika i Budowa Maszyn I stopień ogólnoakademicki
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Procesy spawalnicze PN-EN 16771: wersja angielska Kolejnictwo -- Infrastruktura -- Spawanie termitowe szyn rowkowych
 25.160.10 Procesy spawalnicze PN-EN 16771:2017-01- wersja angielska Kolejnictwo -- Infrastruktura -- Spawanie termitowe szyn rowkowych Data publikacji: 2017-01-10 25.160.30 Urządzenia do spawania PN-EN
25.160.10 Procesy spawalnicze PN-EN 16771:2017-01- wersja angielska Kolejnictwo -- Infrastruktura -- Spawanie termitowe szyn rowkowych Data publikacji: 2017-01-10 25.160.30 Urządzenia do spawania PN-EN
TECHNIKI WYTWARZANIA
 TECHNIKI WYTWARZANIA Metalurgia i odlewnictwo TW-01 V W1, L2 (3 pkt.) Semestr V WYKŁADY: Ogólna charakterystyka technologii odlewów. Charakterystyka surowców i materiałów niemetalowych. Surowce podstawowe
TECHNIKI WYTWARZANIA Metalurgia i odlewnictwo TW-01 V W1, L2 (3 pkt.) Semestr V WYKŁADY: Ogólna charakterystyka technologii odlewów. Charakterystyka surowców i materiałów niemetalowych. Surowce podstawowe
Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Podstawy spawalnictwa
 Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Podstawy spawalnictwa Wydział Inżynierii Mechanicznej i Mechatroniki Kierunek: Inżynieria Materiałowa Opracowali: Michał Kawiak Aleksander Łukojć Ryszard
Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Podstawy spawalnictwa Wydział Inżynierii Mechanicznej i Mechatroniki Kierunek: Inżynieria Materiałowa Opracowali: Michał Kawiak Aleksander Łukojć Ryszard
Zespół Szkół Samochodowych
 Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
Zespół Szkół Samochodowych Podstawy Konstrukcji Maszyn Materiały Konstrukcyjne i Eksploatacyjne Temat: CHARAKTERYSTYKA I OZNACZENIE STALIW. 2016-01-24 1 1. Staliwo powtórzenie. 2. Właściwości staliw. 3.
PLAZMOWE NATRYSKIWANIE POWŁOK
 PLAZMOWE NATRYSKIWANIE POWŁOK Od blisko 40 lat w Katedrze Pieców Przemysłowych i Ochrony Środowiska prowadzi się badania w zakresie wytwarzania i stosowania powłok natryskiwanych plazmowo dla potrzeb gospodarki:
PLAZMOWE NATRYSKIWANIE POWŁOK Od blisko 40 lat w Katedrze Pieców Przemysłowych i Ochrony Środowiska prowadzi się badania w zakresie wytwarzania i stosowania powłok natryskiwanych plazmowo dla potrzeb gospodarki:
Badania mechaniczne PN-EN ISO : Wersja angielska Data publikacji: Zastępuje:
 19.060 Badania mechaniczne PN-EN ISO 7500-1:2016-02 Wersja angielska Metale - Wzorcowanie i sprawdzanie statycznych jednoosiowych maszyn wytrzymałościowych - Część 1: Maszyny wytrzymałościowe rozciągające/ściskające
19.060 Badania mechaniczne PN-EN ISO 7500-1:2016-02 Wersja angielska Metale - Wzorcowanie i sprawdzanie statycznych jednoosiowych maszyn wytrzymałościowych - Część 1: Maszyny wytrzymałościowe rozciągające/ściskające
2.1.M.07: Wpływ warunków zużycia na własności powierzchni materiałów inżynierskich
 2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
2nd Workshop on Foresight of surface properties formation leading technologies of engineering materials and biomaterials in Białka Tatrzańska, Poland 29th-30th November 2009 1 Panel nt. Procesy wytwarzania
MONITOROWANIE PROCESÓW SPAWALNICZYCH MONITORING OF WELDING PROCESSES. Liczba godzin/tydzień: 1W, 1S, 1L PRZEWODNIK PO PRZEDMIOCIE
 Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: spawalnictwo Rodzaj zajęć: wykład, seminarium, laboratorium MONITOROWANIE PROCESÓW SPAWALNICZYCH MONITORING
Nazwa przedmiotu: Kierunek: Mechanika i Budowa Maszyn Rodzaj przedmiotu: obowiązkowy na specjalności: spawalnictwo Rodzaj zajęć: wykład, seminarium, laboratorium MONITOROWANIE PROCESÓW SPAWALNICZYCH MONITORING
Mechanika i Budowa Maszyn II stopień Ogólnoakademicki. Studia stacjonarne. inny. obowiązkowy polski Semestr drugi. Semestr Zimowy
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Nowoczesne technologie i maszyny produkcyjne State-of-the-art manufacturing
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Nowoczesne technologie i maszyny produkcyjne State-of-the-art manufacturing
Wysokowydajne systemy laserowe produkcji ALPHA LASER. Autoryzowany Dystrybutor. LaserTech
 Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
Wysokowydajne systemy laserowe produkcji ALPHA LASER Autoryzowany Dystrybutor LaserTech ALPHA LASER & Messer Eutectic Castolin Współpraca W 2019 roku firma Messer Eutectic Castolin sp. z o.o. stała się
PRZEWODNIK PO PRZEDMIOCIE
 PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
PRZEWODNIK PO PRZEDMIOCIE Nazwa przedmiotu Kierunek Rodzaj studiów Poziom kwalifikacji TECHNIKI WYTWARZANIA I Bezpieczeństwo i Higiena Pracy Stacjonarne I stopnia Rok Semestr Jednostka prowadząca Osoba
Rys. 1 Zasada spawania łukiem krytym
 CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
CHARAKTERYSTYKA SPAWANIA ŁUKIEM KRYTYM (SAW) Spawanie łukiem krytym (ang. submerged arc welding; SAW) jest procesem, w czasie którego łuk spawalniczy jarzy się między podawanym w sposób ciągły drutem elektrodowym
Z-LOGN1-021 Materials Science Materiałoznastwo
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Z-LOGN-02 Materials Science Materiałoznastwo Obowiązuje od roku akademickiego 207/208 Materiałoznawstwo Nazwa modułu
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Z-LOGN-02 Materials Science Materiałoznastwo Obowiązuje od roku akademickiego 207/208 Materiałoznawstwo Nazwa modułu
LABORATORIUM NAUKI O MATERIAŁACH
 Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW1 Podpis prowadzącego Politechnika Łódzka Wydział
Imię i Nazwisko Grupa dziekańska Indeks Ocena (kol.wejściowe) Ocena (sprawozdanie)........................................................... Ćwiczenie: MISW1 Podpis prowadzącego Politechnika Łódzka Wydział
OPIS PRZEDMIOTU ZAMÓWIENIA 3. CPV Wymogi techniczne Zgodnie z załącznikiem nr 1
 Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
Załącznik nr 1 do umowy OPIS PRZEDMIOTU ZAMÓWIENIA Lp. Wyszczególnienie 1. Przedmiot zamówienia Dane Wykonanie dokumentacji umożliwiającej przeprowadzenie procesu uprawnienia Warsztatów Technicznych w
ĆWICZENIE Nr 7. Laboratorium Inżynierii Materiałowej. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska. Opracował: dr inż.
 POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 7 Opracował: dr inż.
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 7 Opracował: dr inż.
Inżynieria warstwy wierzchniej Engineering of surface layer
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014