Potencjał użytkowy ściernicy obciąganej wieloziarnistym warstwowym obciągaczem stojącym
|
|
|
- Daria Staniszewska
- 6 lat temu
- Przeglądów:
Transkrypt


1 MECHANIK NR 9/ 7 Potencjał użytkowy ściernicy obciąganej wieloziarnistym warstwowym obciągaczem stojącym Grinding wheel properties after dressing with multigrain stationary diamond dresser RYSZARD DĘBKOWSKI* Opisano sposób kształtowania powierzchni ściernicy przez obciągacz wieloziarnisty warstwowy. Przedstawiono propozycję wskaźnika pokrycia przy obciąganiu dla obciągaczy wieloziarnistych. Zaprezentowano ocenę własności eksploatacyjnych i potencjału użytkowego ceramicznej ściernicy elektrokorundowej obciąganej obciągaczem -cio ziarnistym. Ocenę potencjału opracowano na podstawie parametrów funkcji rozkładów statystycznych, opisujących czynną część profilu powierzchni ściernicy. SŁOWA KLUCZOWE: obciągacz wieloziarnisty, wskaźnik pokrycia, obciąganie The paper describes the method of forming a cutting surface of the grinding wheel by multigrain diamond dresser. The proposal of overlap ratio for multigrain diamond dresser is made. Moreover, the article includes evaluation of cutting properties of vitrified grinding wheel dressed with six-grained diamond dresser. Presented assessment of wheel properties is based on parameter of probability density function describing wheel s cutting part. KEYWORDS: Multigrain diamond dresser, overlap ratio, dressing Obszerną grupę narzędzi stosowanych do przywracania właściwości skrawnych oraz nadawania wymaganego kształtu czynnej powierzchni ściernicy stanowią diamentowe obciągacze monokrystaliczne. W grupie tej znajdują się m.in. diamentowe obciągacze wieloziarniste stojące. W ich budowie wykorzystuje się gorszego gatunku, drobniejsze ziarna diamentowe. Tańszy surowiec oraz możliwość jego całkowitego, bezodpadowego zużycia powoduje, że obciągacze wieloziarniste są ekonomiczną alternatywą dla obciągaczy jednoziarnistych. Wśród zalet opisujących korzyści z ich stosowania wymienia się także: mniejsze ryzyko zniszczenia obciągacza w przypadku wystąpienia twardych wtrąceń w materiale ściernicy oraz skrócenie czasu obciągania * dr inż. Ryszard Dębkowski, ryszard.debkowski@p.lodz.pl ściernicy, poprzez możliwość stosowania większych posuwów wzdłużnych []. Jedną z odmian tego rodzaju narzędzi są obciągacze warstwowe z regularnie ułożonymi kryształami diamentów w jednym lub kilku rzędach. Diamenty utwierdzone są w spieku mieszanek proszków i węglików metali (rys. ). Rys.. Obciągacz diamentowy wieloziarnisty warstwowy [] Obciąganie należy prowadzić ustawiając obciągacz prostopadle do czynnej powierzchni ściernicy. W przypadku obciągania ściernicy walcowej obciągacz winien zajmować dokładnie takie samo położenie w kolejnych zabiegach. Powierzchnia, na której leżą wierzchołki diamentów przyjmuje bowiem kształt powierzchni obciąganej i przesunięcie lub obrót tak ukształtowanego obciągacza zmienia warunki pracy ziaren diamentowych. Pracę obciągania z zadanym przez operatora dosuwem wykonują tylko ziarna najbardziej wysunięte w kierunku ściernicy, inne, w skrajnych przypadkach, mogą w ogóle nie brać udziału w kształtowaniu CPS. Dopiero dotarcie obciągacza w nowym położeniu przywraca pełną współpracę wszystkich ziaren diamentowych. Kształtowanie czynnej powierzchni ściernicy przy użyciu wieloziarnistego obciągacza warstwowego przebiega odmiennie w stosunku do operacji wykonywanej obciągaczem jednoziarnistym. Rozłożenie ziaren diamentowych na powierzchni obciągacza powoduje, że wchodzą one w styk ze ściernicą w różnej fazie jej obrotu. W zależności od wartości posuwu obciągania, prędkości obrotowej ściernicy oraz liczby i wzajemnego usytuowania ziaren diamentowych na powierzchni obciągacza, położenie względem siebie torów wierzchołków poszczególnych diamentów na tworzącej
.")
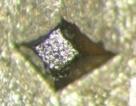
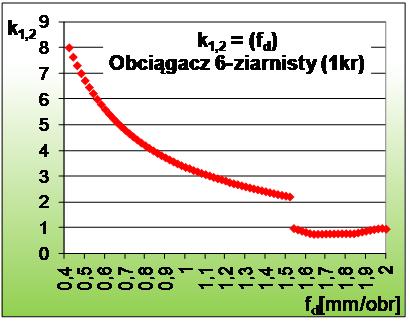
2 MECHANIK NR 9/ ściernicy przyjmuje różne konfiguracje. Mogą zdarzać się zarówno sytuacje wielokrotnego nakładania się śladów jak i sytuacje, w których tory wierzchołków nie przetną w ogóle tworzącej ściernicy na niektórych odcinkach (rys. ). f d v s f d =,5 mm/obr. b d =, mm n = obr./min r =,5 mm Rys.. Symulacja styku ziaren diamentowych wieloziarnistego obciągacza warstwowego z tworzącą ściernicy Kształtowana obciągaczem wieloziarnistym czynna powierzchnia ściernicy składa się z obszarów o różnej krotności styku z ziarnami diamentowymi. Poziome linie na rysunku b wskazują te części tworzącej ściernicy, na których powtórzenie kontaktu z wierzchołkami diamentów obciągacza nastąpiło określoną liczbę razy. Jak można zauważyć na rys. b, charakterystyczną cechą rozkładów śladów ziaren wzdłuż tworzącej ściernicy jest ich periodyczne powtarzanie na tworzącej ściernicy występują odcinki ukształtowane przez obciągacz w jednakowy sposób. Średnią wartość krotności styku tworzącej ściernicy z wierzchoł kami ziaren diamentowych można scharakteryzować średnią ważoną, oddającą udział poszczególnych odcinków w całej tworzącej, wzór () []: kli li k lc () gdzie: k wskaźnik pokrycia przy obciąganiu wieloziarnistym obciągaczem stojącym, k li liczba określająca krotność styku powierzchni ściernicy z ziarnem diamentowym podczas jednego skoku obciągacza, li długość odcinka tworzącej ściernicy stykającej się z ziarnem diamentowym k l razy, l c długość tworzącej ściernicy. Analiza wzoru () wskazuje, że wariant obciągania, w którym może pojawić się część tworzącej nie mającej styku z ziarnami diamentowymi (powstaje wówczas na CPS rowek śrubowy), nie będzie charakteryzowany wartością szczególną (np. < ), jak w przypadku wskaźnika k d, stosowanego do nadzorowania operacji obciągania wykonywanych obciągaczem jednoziarnistym. Dla takiego przypadku właściwym jest posłużenie się wskaźnikiem wyznaczonym wg wzoru () []: k f l Rozkład śladów ziaren,5,5,5 [mm] 5 Krotność styku tworzącej ściernicy z ziarnami diamentowymi,5,5 [mm],5 d () fd gdzie: f d posuw obciągacza na jeden obrót ściernicy,l sumaryczna długość tworzącej ściernicy nie mającej styku z ziarnami diamentowymi, określana w granicach odcinka przemieszczenia obciągacza podczas jednego obrotu ściernicy. Przykładowy wykres wartości wskaźników k, k w funkcji prędkości posuwu obciągacza (dla układu wierzchołków diamentów wskazanych w narożniku wykresu) przedstawiono na rysunku. Wykres wskazuje, że przy posuwie powyżej, mm/obr. nastąpi tworzenie się rowka śrubowego na powierzchni ściernicy. Przy mniejszych wartościach posuwu średnia wartość krotności styku wierzchołków diamentów z powierzchnią ściernicy jest ponad -krotna. k, Rys.. Średnia wartość wskaźnika pokrycia przy zastosowaniu wieloziarnistego obciągacza warstwowego Zmienna krotność styku tworzącej ściernicy z kryształami diamentów obciągacza wieloziarnistego nasuwa przypuszczenie, że jej czynna powierzchnia będzie składała się z obszarów w różny sposób przygotowanych do szlifowania. Przypuszczenie takie wydaje się uprawnione, biorąc pod uwagę znane efekty wpływu wartości wskaźnika k d na stan CPS w przypadku obciągania z użyciem obciągacza jednoziarnistego. W niniejszej pracy opisano wyniki badań stanu czynnej powierzchni ściernicy obciąganej obciągaczem stojącym wieloziarnistym z różnymi wielkościami posuwu tego narzędzia. Badania doświadczalne 9 7 5,,5,,7,,9 k, = f (f d ),,,,,5,,7,,9 Na opisywanym etapie rozważania zagadnienia badania ograniczono do oceny własności skrawnych jednego rodzaju ściernicy (zastosowano ceramiczną ściernicę elektrokorundową o charakterystyce AKVBE). Poddawano ją obciąganiu z różnymi wartościami posuwu f d przy użyciu - ziarnistego obciągacza warstwowego. Obciągacz został specjalnie wykonany do prowadzonych badań. W jego budowie użyto podobnej wielkości, ośmiościennych kryształów diamentu syntetycznego. Ziarna na powierzchni czołowej obciągacza zostały jednakowo zorientowane, by z uwagi na anizotropię twardości diamentów zapewnić jednakową odporność na ścieranie. Osiągnięcie tej cechy przy użyciu diamentów naturalnych, których budowa jest bardzo zróżnicowana, wymagałoby sortowania dużej ilości surowca w celu wyselekcjonowania odpowiedniego kształtu diamentów, podwyższając niepotrzebnie końcową cenę narzędzia. Rysunek c przedstawia powierzchnię czołową stosowanego w badaniach obciągacza. Przed rozpoczęciem badań obciągacz został poddany docieraniu, by w próbach zasadniczych pracował stabilnie, nie ulegał gwałtownemu zużyciu. W kolejnych zabiegach zapewniono jednakowe położenie i zorientowanie obciągacza względem ściernicy oprawka obciągacza pozostawała na stole szlifierki przez cały okres badań a ustawienie stołu kontrolowano układem pomiarowym o rozdzielczości μm. Z układu tego korzystano także w celu oceny wielkości starcia oraz położenia wierzchołków kryształów diamentów. Pomiar wykonywano z użyciem mikroskopu zamocowanego bezpośrednio na osłonie ściernicy. Taki pomiar miał dwie podstawowe zalety: nie zmieniano położenia oprawki na stole oraz zachowano dokładne pokrycie kierunku pomiaru i kierunku posuwu obciągania. Zastosowany w mikroskopie sposób oświetlenia pola obserwacji pozwolił wyodrębnić w obrazie ziaren diamentowych powierzchnie starcia wierzchołków. Zwiększyło to precyzję oceny wielkości czynnej szerokości każdego kryształu diamentu. Na rysunku b przedstawiono widok zestawu pomiarowego i sposób użycia. k k f d [mm/obr]


 Rys.")

















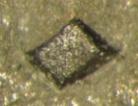
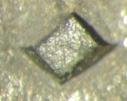
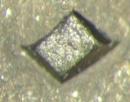
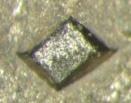
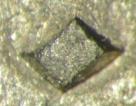
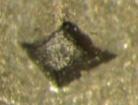

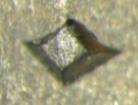
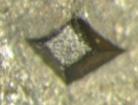
3 MECHANIK NR 9/ 9 a) b ) udział w dekohezji materiału obrabianego. Stosowany zakres pomiarowy był przez to mniejszy od głębokości profilu, wynikiem czego dolna część zarysu nie była odwzorowywana w sygnale pomiarowym. Wyniki badań c) Rys.. Pomiar położenia i starcia wierzchołków ziaren diamentowych obciągacza Wyniki pomiarów położenia i starcia wierzchołków ziaren były niezbędne do wyznaczenia teoretycznych wartości wskaźników pokrycia k, wg wzorów () i (). Do obliczeń zastosowano własny program, który wartości wskaźników wyznaczał na podstawie wyników symulacji kontaktu poszczególnych ziaren diamentowych z tworzącą ściernicy, przy założonej prędkości posuwu obciągania i prędkości obrotowej ściernicy. Badania prowadzono według następującego schematu: pomiar położenia i szerokości czynnej wierzchołków ziaren diamentowych, obciąganie, szlifowanie próbki, pomiar mikrogeometrii CPS, pomiar chropowatości powierzchni szlifowanej. Obciąganie ściernicy i szlifowanie próbki prowadzono na szlifierce SPG x, zgodnie z warunkami przedstawionymi w tabeli. Próbkę o szerokości 5mm z zahartowanej stali H (5HRC) szlifowano wgłębnie. W tabeli zestawiono zdjęcia stanu wierzchołków ziaren diamentowych obciągacza wykonane pomiędzy kolejnymi próbami obciągania. Wykonane pomiary starcia wykazały stabilną wielkość powierzchni wierzchołków ziaren w okresie wykonywanych badań. Można uznać, że zachodzące zużycie nie wpłynęło w istotny sposób na proces rozłupywania ziaren ściernych i spoiwa w procesie obciągania. Zużycie to nie zmieniło też istotnie warunków symulacji torów ruchów ziaren względem tworzącej ściernicy i przebiegu teoretycznego wykresu średniego stopnia pokrycia reprezentowanego wskaźnikiem k,. Tab.. Stan wierzchołków ziaren diamentowych obciągacza przed kolejnymi próbami obciągania f f5 f9 f f Y=, Y=, Y=,5 Y=, Y=, Y=,55 Y=,5 Y=,55 Y=,57 Y=,5 Y=,75 Y=,7 Y=,7 Y=,75 Y=, Y=,55 Y=,5 Y=, Y=,5 Y=, Y=,7 Y=, Y=, Y=, Y=, Tab.. Warunki badań doświadczalnych Charakterystyka ściernicy Obciągacz Parametry obciągania Parametry szlifowania 5x7x A K VBE -ziarnisty stojący warstwowy (kr) a d =, mm/xskok (obciąganie kończone przejściem z dosuwem) f d = (,5;,;.9;,;,5) mm/obr. z zastosowaniem CCS a=, mm/xskok (szlifowanie kończone przejściem z dosuwem) v ft = m/min z zastosowaniem CCS Y=, Y=,5 Y=, Y=, Y=, Na rysunku 5 widoczny jest wykres zmiany wartości k, w funkcji wartości posuwu obciągania wyznaczony dla przyjętego w badaniach ustawienia obciągacza. Pomiar mikrogeometrii CPS wykonano na specjalnym profilometrze z aerostatycznie łożyskowanym wrzecionem o powolnym napędzie i jednostką pomiarową ME. Wykonywano pomiary zarysu obwodowego. W celu archiwizacji sygnał analogowy wzmacniacza ME próbkowano z częstotliwością odpowiadającą przemieszczeniu obwiedni CPS o ok. 5 μm. Wzmocnienie pomiarowe ustawiono na możliwie wysokim poziomie, by osiągnąć wyższą dokładność odwzorowania części wierzchołkowej profilu CPS, która bierze Rys. 5. Średnia wartość wskaźnika pokrycia przy obciąganiu w funkcji posuwu obciągacza stosowanego w badaniach
4 MECHANIK NR 9/ Miejsce przerwania ciągłości linii wykresu wskazuje wartość posuwu (ok.,55 mm/obr.), przy której na tworzącej ściernicy wystąpią odcinki nie mające styku z ziarnami diamentów podczas pojedynczego przejścia obciągającego. Oznacza to możliwość wystąpienia zwoju gwintu na CPS. Mniejsze posuwy winny gwarantować średni stopień pokrycia od do. Ocena mikrogeometrii ściernicy po obciąganiu Po każdym obciągnięciu ściernicy rejestrowano trzy obwodowe zarysy profilu CPS, przesunięte względem siebie wzdłuż tworzącej o odległość nie będącą wartością posuwu obciągania ani jego wielokrotnością. Długość obwodu ściernicy, na którym odwzorowywano profil CPS wynosiła ok. mm. Wyniki wykonanych pomiarów służyły do wyznaczenia metodą symulacji szlifowania (rys.5) zbiorów liczności i głębokości czynnych krawędzi skrawających oraz grubości warstwy skrawanej. Zbiory te przyjmuje się jako parametry oceny potencjału użytkowego ściernic []. Wskaźnik k v (wzór ) [5,], którego wartość odpowiada tangensowi kąta wnikania materiału obrabianego w przestrzeń roboczą ściernicy, przyjęto w symulacji na poziomie,. Wielkość ta odpowiada warunkom szlifowania średniodokładnego. v a ft e k v () v s Deq w którym: v ft prędkość przedmiotu [m/s]; v s prędkość ściernicy; a e dosuw szlifowania; D eq równoważna średnica ściernicy.,5,,,, Wysokość profilu [mm],,5 7 7,5 [mm] Rys.. Przebieg symulacji szlifowania Liczność linia symulacji zarys profilu CPS Czynne krawędzie skrawające Przebieg wykresu wskazuje na odwrotnie proporcjonalną zależność liczby potencjalnie czynnych krawędzi skrawających od prędkości posuwu. Zwiększanie posuwu powoduje ukształtowanie na CPS mniejszej liczby krawędzi czynnych. Zmiana ta w skrajnych przypadkach dochodzi do 5%. Wewnętrzną strukturę poszczególnych zbiorów scharakteryzowano histogramami rozkładów liczności głębokości występowania czynnych krawędzi skrawających oraz grubości warstwy skrawanej. Dla późniejszych porównań i analiz do histogramów dopasowano funkcje prawdopodobieństwa rozkładów. Obliczenia zostały przeprowadzone przy użyciu programu Statistica v.. [7]. Na rysunku przedstawiono przykładowe histogramy zbiorów głębokości CKS oraz grubości warstwy skrawanej wraz z wygenerowanymi wykresami funkcji gęstości prawdopodobieństwa rozkładu: Weibulla (linia czerwona) i normalnego (linia zielona). Na wykresach widoczne są także uproszczone równania przedstawiające parametry funkcji rozkładu: Weibulla parametr skali (określający charakterystyczną wartość zbioru), parametr kształtu (przyjmowany jako wskaźnik zmienności wartości zbioru), normalnego średnia arytmetyczna, odchylenie standardowe (określa przeciętne zróżnicowanie zbioru wartości od średniej arytmetycznej). Jak można zauważyć dopasowanie funkcji prawdopodobieństwa do histogramów nie jest pełne i obliczone parametry obu rozkładów z różnym przybliżeniem charakteryzują rzeczywiste zbiory wartości. Stąd dla możliwości porównania sposobu reprezentowania zbiorów przez wskazane funkcje, dalej przedstawiono wykresy parametrów obu rozkładów. Liczba obs. Liczba obs. Głębokość CKS,,,7,55,7,9 [mm] 5 f9_ = 7*,*weibull(x;,;,7; ) f9_ = 7*,*normal(x;,;,) Grubość warstwy skrawanej f_ = 5*,5*weibull(x;,9;,; ) f_ = 5*,5*normal(x;,;,9) Rys. 7. Liczność zbiorów czynnych krawędzi skrawający na CPS formowanej obciąganiem z różnymi wartościami posuwów Sumaryczną liczbę czynnych krawędzi skrawających otrzymaną w poszczególnych symulacjach przedstawiono na rysunku 7. Oznaczenie kolumn wykresu (co będzie kontynuowane na kolejnych wykresach) składa się z członu charakteryzującego posuw obciągania oraz członu określającego numer wykonanego pomiaru topografii ściernicy.,7e-,,,,, [mm] Rys.. Histogramy parametrów potencjału użytkowego ściernic z wykresami funkcji rozkładu Weibulla i normalnego Rysunek 9 przedstawia wykresy zmian wartości parametrów rozkładu normalnego i Weibulla zbiorów głębokości położenia czynnych krawędzi ziaren względem obwiedni ściernicy oraz grubości warstwy skrawanej, dla przeprowadzonych 5 symulacji szlifowania.
5 MECHANIK NR 9/ Parametry obu funkcji wskazują zróżnicowanie zbiorów otrzymanych w procesie symulacji. Analizując łącznie wyniki dla określonego posuwu obciągania można opisać potencjał użytkowy CPS następująco: Średnia [mm],,,,, a f5 efektem zastosowania najmniejszego posuwu obciągania jest uzyskanie największej liczby krawędzi czynnych, które są skupione na najmniejszej głębokości profilu CPS. Tak obciągnięta ściernica będzie usuwała warstwę bardzo drobnymi wiórami. f nieco większa prędkość posuwu kształtuje mniejszą liczbę CKS o zróżnicowanej i rozproszonej głębokości położenia w przestrzeni CPS. Krawędzie są podobnie obciążone, gdyż grubość warstwy skrawanej zmienia się w niewielkim zakresie. wsp.skali,,,,,,,, wsp.skali,,,,,,, c Głębokość CKS Głębokość CKS Średnia; Odch.std. wsp.kształt f5_ f5_ f5_ f_ f_ f_ f9_ f9_ f9_ f_ f_ f_ f_ f_ f_ Grubość warstwy skrawanej wsp.kształt,5,5,5,5 Grubość warstwy skrawanej Średnia; Odch.std.,,,,, -, -, b d f5_ f5_ f5_ f_ f_ f_ f9_ f9_ f9_ f_ f_ f_ f_ f_ f_,,,,,, Rys. 9. Parametry funkcji rozkładu normalnego (b,d) i Weibulla (a,c) opisane na zbiorach wyników symulacji szlifowania ściernicą obciągniętą z różnym posuwem obciągacza f9 kolejne zwiększenie posuwu w małym stopniu wpływa na powiększenie rozproszenia ale poprzez ukształtowanie mniejszej ich liczby przyczynia się do usuwania warstwy wiórami o większej grubości. f w zależności od miejsca pomiaru profilu CPS wystąpiła istotna różnica liczby CKS, przy większej ich liczbie, średnia wielkość warstwy skrawanej jest mała a krawędzie występują bliżej obwiedni CPS. Mniejsza liczba krawędzi rozprasza się na większej głębokości profilu przez co pojawia się większa grubość skrawanej warstwy. f obciąganie z największą prędkością posuwu powoduje powstanie najmniejszej liczby krawędzi skrawających rozłożonych na największej głębokości profilu. Grubość warstwy skrawanej przez poszczególne krawędzie jest podobna. Opisane zmiany ocenione na podstawie łącznej interpretacji trzech parametrów dla kolejnych wielkości posuwu obciągacza wskazują ogólną tendencję zmiany potencjału użytkowego CPS. Wzrostowi posuwu obciągania towarzyszy zmniejszenie liczby krawędzi skrawających, rozproszenie ich położenia i zróżnicowaniu ich obciążenia. Takiej interpretacji trudno dokonać na podstawie pojedynczych pomiarów i symulacji. Wyniki indywidualnej oceny każdego profilu mogą być do siebie bardzo podobne (np. f5_ i f_). Można więc z tego wnioskować, że CPS kształtowana wieloziarnistym warstwowym składa się z pasm o różnym potencjale użytkowym. Ocena właściwości eksploatacyjnych CPS Właściwości eksploatacyjne ściernicy obciąganej z różnymi wartościami posuwów obciągania oceniono na podstawie wyniku szlifowania wgłębnego płaszczyzny próbki ze stali hartowanej. W każdym z badanych przypadków po wykonaniu przejść szlifujących oceniono stan warstwy wierzchniej na podstawie pomiaru chropowatości powierzchni. Wyniki pomiarów reprezentowane parametrami Ra i Rz obrazują wykresy na rysunku. Otrzymane wartości wykazują wzrost chropowatości szlifowanej powierzchni po użyciu do obróbki ściernicy obciągniętej z wyższym posuwem. Wniosku takiego można było się spodziewać, natomiast zaskakująca jest bardzo wysoka wartość parametrów chropowatości. Na podstawie wyników obliczeń wskaźników k, potencjalnie wysoką chropowatość mogłaby mieć próbka szlifowana ściernicą obciągniętą z posuwem, mm/obr., gdy na CPS powstaje rowek śrubowy. Ra [µm] f5 f f9 f f Rys.. Chropowatość powierzchni szlifowanej ściernicą obciągniętą z określonym posuwem Na rysunku zamieszczono wykresy profilu chropowatości powierzchni próbek. Zwraca uwagę ich okresowość. Niezależnie od zastosowanej prędkości posuwu obciągacza, a co za tym idzie wartości wskaźnika pokrycia przy obciąganiu, kształt profilu chropowatości powtarza się w określonym, stałym odstępie. Na wykresach profili zazna- 5 5 Rz [µm] f5 f f9 f f
 na pozostałych periodyczność zarysu ma wartość stosowanego posuwu.")
6 MECHANIK NR 9/ czono odległości powtarzających się zarysów. Oprócz próbki szlifowanej ściernicą obciągniętą z największym posuwem (f d=, mm/obr.) na pozostałych periodyczność zarysu ma wartość stosowanego posuwu Profil powierzchni szlifowanej, f d =,5mm/obr,5 5 7 Profil powierzchni szlifowanej, f d =,mm/obr,, 5 7 Profil powierzchni szlifowanej, f d =,9mm/obr,,5 5 7 Profil powierzchni szlifowanej, f d =,mm/obr,5, Profil powierzchni szlifowanej, f d =,mm/obr 5 7 Rys.. Profile chropowatości powierzchni próbek szlifowanych ściernicą obciąganą z różnymi posuwami Wytłumaczeniem tego zjawiska może być tylko nierównomierne zużywania się wierzchołków ziaren diamentowych obciągacza. Jeden z kryształów, mając wyższą twardość (poprawne zorientowanie ziaren być może nie wyeliminowało wpływu anizotropowości na szybkość zużycia) lub będąc w mniejszym stopniu obciążony pracą rozłupywania i wykruszania materiału ściernicy, ulegał wolniejszemu zużyciu. Skutkiem tego kryształ ten wystawał powyżej pozostałych i żłobił własny rowek, tworząc na powierzchni ściernicy zwoje o skoku posuwu obciągania. W przypadku wykresu profilu chropowatości próbki szlifowanej ściernicą obciągniętą z najwyższym stosowanym posuwem jego okresowość nie jest jednoznaczna. Profil ma natomiast największą wysokość, zbliżoną do głębokości z jaką była obciągana ściernica (,mm). Świadczy to, że część tworzącej ściernicy w ostatnim przejściu obciągającym nie miała w ogóle styku z wierzchołkami diamentów obciągacza, a więc wyznaczona teoretyczna wartość posuwu, przy której wskaźnik k, ma wartość mniejszą od potwierdzona została w praktyce. Brak wyraźnej okresowości wykresu profilu chropowatości ma dwie przyczyny: ) nałożenia się okresowości wynikającej z nierównego zużywania się wierzchołków kryształów diamentów z okresowością braku styku tworzącej ściernicy z diamentami oraz ) mniejszej głębokości szlifowania od uzyskanej obciąganiem wysokości czynnej chropowatości ściernicy, przez co obserwowany profil chropowatości jest wynikiem dwóch kolejnych przejść szlifujących. Opisane wyżej efekty szlifowania przy użyciu ściernicy obciągniętej wieloziarnistym obciągaczem warstwowym nie były tymi, jakich należało się spodziewać dla tego typu obróbki. Niezależnie od zastosowanej prędkości posuwu obciągacza otrzymano wysoką chropowatość powierzchni szlifowanej oraz okresowość profilu. Wyniki te wymagały skonfrontowania z wynikami innej niezależnej próby, wykonanej z zastosowanie innego egzemplarza obciągacza. W badaniach dodatkowych zastosowano tego samego typu obciągacz, o tej samej liczbie i sposobie rozłożenia ziaren diamentowych ale pochodzenia naturalnego (rys. a). Podobnie jak w badaniach właściwych przeprowadzono na wstępie długotrwałe docieranie obciągacza, wykonując kilkaset przejść obciągających tej samej ściernicy. Po tej operacji obciągnięto ściernicę z posuwem, mm/obr a następnie przeszlifowano powierzchnię próbki. Po przeprowadzeniu pomiaru profilu chropowatości szlifowanej powierzchni (rys. b) okazało się, że efekt obróbki był podobny do otrzymywanych wcześniej. Profil chropowatości miał charakter okresowy a średnie odchylenie profilu od linii średniej (Ra) miało stosunkowo dużą wartość,9 μm. a) b),5,5,5,5 - - Rys.. Obciągacz z naturalnymi kryształami diamentu i profil chropowatości powierzchni próbki szlifowanej ściernicą obciągniętą z posuwem, mm/obr. Podsumowanie Profil powierzchni szlifowanej, f d =,mm/obr,5 Przeprowadzone badania obciągania ceramicznej ściernicy elektrokorundowej diamentowym obciągaczem wieloziarnistym warstwowym wykazały, że w opisanych warunkach: potencjał użytkowy czynnej powierzchni ściernicy zależy od zastosowanej prędkości posuwu obciągacza; większe prędkości powodują powstanie mniejszej liczby czynnych krawędzi skrawających, których rozkład w przestrzeni roboczej ściernicy sięga większych głębokości, wzrasta obciążenie krawędzi wzrastającą grubością warstwy skrawanej, wyniki oceny potencjału użytkowego ściernicy obciągniętej z określonym posuwem na podstawie pojedynczych odwzorowań jej profilu, wykonanych
7 MECHANIK NR 9/ w różnych częściach CPS, mogą się istotnie różnić między sobą a jednocześnie wykazywać podobieństwo do wyników oceny otrzymanych dla ściernicy obciągniętej z innym posuwem. Prognozowanie sposobu pracy CPS na podstawie parametrów statystycznych funkcji rozkładów czynnych krawędzi skrawających należy więc prowadzić, interpretując łącznie wszystkie opracowane charakterystyki otrzymane z kilku miejsc CPS, wskaźnik k jest przydatnym parametrem charakteryzującym zabieg obciągania - poprawnie wskazuje prędkość posuwu obciągacza, przy której część CPS nie ma styku z ziarnami diamentowymi obciągacza w pojedynczym przejściu obciągającym, podczas użytkowania wieloziarnistych obciągaczy warstwowych szczególną uwagę należy zwrócić na właściwą pozycję obciągacza względem ściernicy oraz na proces jego zużycia. Nierównomierne zużycie wierzchołków i najmniejsze wysunięcie jednego powyżej pozostałych powoduje kształtowanie na powierzchni ściernicy rowka, którego skutkiem jest wysoka chropowatość i okresowość profilu szlifowanej powierzchni, niska jakość powierzchni szlifowanej przy użyciu ściernicy obciągniętej z jednokrotnym dosuwem a d warstwowego obciągacza wieloziarnistego na podwójny skok wskazuje, że taki sposób obciągania można stosować tylko do zgrubnego kształtowania powierzchni ściernic. LITERATURA. Oczoś K., Porzycki J., Szlifowanie: podstawy i technika. Warszawa, : Wydawnictwa Naukowo-Techniczne, 9. Dębkowski R., Gołąbczak A., Wskaźnik pokrycia przy obciąganiu wieloziarnistym obciągaczem stojącym. Współczesne problemy obróbki ściernej, Wydawnictwo Uczelniane Politechniki Koszalińskiej 9, s.7. Urbaniak M., System oceny użytkowych właściwości ściernic. Politechnika Łódzka, Zeszyty Naukowe nr 9, s. 9. Łódź. 5. Verkerk J., Peters J., Final Report Concerning CIRP Cooperative Work on the Characterization of Grinding Wheel Topography. Annals of the CIRP, Vol. //977, s König W., Lortz W., Properties of Cutting Edges Related to Chip Formation in Grinding. Annals of the CIRP, Vol. //975. s STATISTICA Opis systemu. StatSoft Polska Sp. z o.o., Kraków
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE
 STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
STANOWISKO BADAWCZE DO SZLIFOWANIA POWIERZCHNI WALCOWYCH ZEWNĘTRZNYCH, KONWENCJONALNIE I INNOWACYJNIE Ryszard WÓJCIK 1 1. WPROWADZENIE Do przeprowadzenia badań porównawczych procesu szlifowania konwencjonalnego
WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH
 WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH Ryszard WÓJCIK 1 1. WPROWADZENIE W procesach szlifowania otworów w zależności od zastosowanej metody szlifowania jednoprzejściowego
WPŁYW MODYFIKACJI ŚCIERNICY NA JAKOŚĆ POWIERZCHNI WALCOWYCH WEWNĘTRZNYCH Ryszard WÓJCIK 1 1. WPROWADZENIE W procesach szlifowania otworów w zależności od zastosowanej metody szlifowania jednoprzejściowego
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM
 Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
Tomasz Dyl Akademia Morska w Gdyni WPŁYW ODKSZTAŁCENIA WZGLĘDNEGO NA WSKAŹNIK ZMNIEJSZENIA CHROPOWATOŚCI I STOPIEŃ UMOCNIENIA WARSTWY POWIERZCHNIOWEJ PO OBRÓBCE NAGNIATANEM W artykule określono wpływ odkształcenia
METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH
 XXXIII NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ Łódź, -1 września 1 r. METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH Wojciech Kacalak *), Katarzyna Tandecka
XXXIII NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ Łódź, -1 września 1 r. METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH Wojciech Kacalak *), Katarzyna Tandecka
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Ocena właściwości użytkowych ściernic supertwardych ze. ze spoiwem metalowym na podstawie stereometrycznych
 MECHANIK NR 8-9/ 7 Ocena właściwości użytkowych ściernic supertwardych ze spoiwem metalowym na podstawie stereometrycznych parametrów CPS Assessment of metal-bonded super-hard grinding wheels performances
MECHANIK NR 8-9/ 7 Ocena właściwości użytkowych ściernic supertwardych ze spoiwem metalowym na podstawie stereometrycznych parametrów CPS Assessment of metal-bonded super-hard grinding wheels performances
(13)B1 PL B1. (54) Sposób oraz urządzenie do pomiaru odchyłek okrągłości BUP 21/ WUP 04/99
B1 PL B1. (54) Sposób oraz urządzenie do pomiaru odchyłek okrągłości BUP 21/ WUP 04/99") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL 176148 (13)B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 307963 (22) Data zgłoszenia: 30.03.1995 (51) IntCl6 G01B 5/20 (54) Sposób
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL 176148 (13)B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 307963 (22) Data zgłoszenia: 30.03.1995 (51) IntCl6 G01B 5/20 (54) Sposób
PORÓWNANIE WPŁYWU GLIKOLU PROPYLENOWEGO PODAWANEGO METODĄ MQL Z EMULGOLEM NA WARSTWĘ WIERZCHNIĄ PODCZAS PROCESU SZLIFOWANIA TYTANU
 PORÓWNANIE WPŁYWU GLIKOLU PROPYLENOWEGO PODAWANEGO METODĄ MQL Z EMULGOLEM NA WARSTWĘ WIERZCHNIĄ PODCZAS PROCESU SZLIFOWANIA TYTANU Radosław ROSIK 1 1. WPROWADZENIE W procesie szlifowania ważnym elementem
PORÓWNANIE WPŁYWU GLIKOLU PROPYLENOWEGO PODAWANEGO METODĄ MQL Z EMULGOLEM NA WARSTWĘ WIERZCHNIĄ PODCZAS PROCESU SZLIFOWANIA TYTANU Radosław ROSIK 1 1. WPROWADZENIE W procesie szlifowania ważnym elementem
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Cechy ściernic diamentowych i z regularnego azotku boru ze spoiwem ceramicznym
 Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
Ściernice diamentowe i CBN ze spoiwem ceramicznym Narzędzia ścierne diamentowe i z regularnego azotku boru ze spoiwami ceramicznymi przeznaczone są do obróbki ściernej ceraminiki specjalnej (tlenkowej,
ĆWICZENIE NR 9. Zakład Budownictwa Ogólnego. Stal - pomiar twardości metali metodą Brinella
 Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
Zakład Budownictwa Ogólnego ĆWICZENIE NR 9 Stal - pomiar twardości metali metodą Brinella Instrukcja z laboratorium: Budownictwo ogólne i materiałoznawstwo Instrukcja do ćwiczenia nr 9 Strona 9.1. Pomiar
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
3. TEMPERATURA W PROCESIE SZLIFOWANIA. 3.1 Cel ćwiczenia. 3.2 Wprowadzenie
 3. TEMPERATURA W PROCESIE SZLIFOWANIA 3.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wpływem wybranych parametrów szlifowania na zmiany temperatury szlifowania oraz ze sposobem jej pomiaru.
3. TEMPERATURA W PROCESIE SZLIFOWANIA 3.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wpływem wybranych parametrów szlifowania na zmiany temperatury szlifowania oraz ze sposobem jej pomiaru.
STATYCZNA PRÓBA ROZCIĄGANIA
 Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
Mechanika i wytrzymałość materiałów - instrukcja do ćwiczenia laboratoryjnego: STATYCZNA PRÓBA ROZCIĄGANIA oprac. dr inż. Jarosław Filipiak Cel ćwiczenia 1. Zapoznanie się ze sposobem przeprowadzania statycznej
OCENA OBCIĄŻENIA CIEPLNEGO ZIARNA DIAMENTOWEGO OBCIĄGACZA JEDNOZIARNISTEGO
 OCENA OBCIĄŻENIA CIEPLNEGO ZIARNA DIAMENTOWEGO OBCIĄGACZA JEDNOZIARNISTEGO Ryszard DĘBKOWSKI 1, Andrzej ROSIAK 2 1. WPROWADZENIE Topografia czynnej powierzchni ściernicy ma istotne znaczenie dla otrzymywanych
OCENA OBCIĄŻENIA CIEPLNEGO ZIARNA DIAMENTOWEGO OBCIĄGACZA JEDNOZIARNISTEGO Ryszard DĘBKOWSKI 1, Andrzej ROSIAK 2 1. WPROWADZENIE Topografia czynnej powierzchni ściernicy ma istotne znaczenie dla otrzymywanych
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium MASZYN I URZĄDZEŃ TECHNOLOGICZNYCH Nr 2 POMIAR I KASOWANIE LUZU W STOLE OBROTOWYM NC Poznań 2008 1. CEL ĆWICZENIA Celem ćwiczenia jest
Technologia szlifowania miniaturowych części na profilowej szlifierce optycznej
 100 MECHANIK NR 8-9/2015 Technologia szlifowania miniaturowych części na profilowej szlifierce optycznej Grinding technology of miniature parts using optical profile grinder ANDRZEJ GOŁĄBCZAK JÓZEF KACZMAREK
100 MECHANIK NR 8-9/2015 Technologia szlifowania miniaturowych części na profilowej szlifierce optycznej Grinding technology of miniature parts using optical profile grinder ANDRZEJ GOŁĄBCZAK JÓZEF KACZMAREK
4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI. 4.1 Cel ćwiczenia. 4.2 Wprowadzenie
 4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI 4.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie studentów z zależnością pomiędzy rodzajem i warunkami obróbki a mikrogeometrią
4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI 4.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie studentów z zależnością pomiędzy rodzajem i warunkami obróbki a mikrogeometrią
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
WPŁYW MATERIAŁU ŚCIERNEGO NA STAN WARSTWY WIERZCHNIEJ PODCZAS SZLIFOWANIA STOPÓW TYTANU
 WPŁYW MATERIAŁU ŚCIERNEGO NA STAN WARSTWY WIERZCHNIEJ PODCZAS SZLIFOWANIA STOPÓW TYTANU Anna GRDULSKA 1, Radosław ROSIK 2 Streszczenie: Badania doświadczalne miały na celu określenie wpływu rodzaju materiału
WPŁYW MATERIAŁU ŚCIERNEGO NA STAN WARSTWY WIERZCHNIEJ PODCZAS SZLIFOWANIA STOPÓW TYTANU Anna GRDULSKA 1, Radosław ROSIK 2 Streszczenie: Badania doświadczalne miały na celu określenie wpływu rodzaju materiału
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie D-3
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie D-3 Temat: Obliczenie częstotliwości własnej drgań swobodnych wrzecion obrabiarek Konsultacje: prof. dr hab. inż. F. Oryński
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie D-3 Temat: Obliczenie częstotliwości własnej drgań swobodnych wrzecion obrabiarek Konsultacje: prof. dr hab. inż. F. Oryński
PORÓWNANIE PRACY POJEDYNCZEGO ZIARNA ŚCIERNEGO I GRUPY ZIAREN W ŚCIERNICACH SUPERTWARDYCH ZE SPOIWEM ŻYWICZNYM
 PORÓWNANIE PRACY POJEDYNCZEGO ZIARNA ŚCIERNEGO I GRUPY ZIAREN W ŚCIERNICACH SUPERTWARDYCH ZE SPOIWEM ŻYWICZNYM Marcin SKOWRON 1, Mirosław URBANIAK 1 1. WSTĘP Procesy obróbki ubytkowej, wykorzystującej
PORÓWNANIE PRACY POJEDYNCZEGO ZIARNA ŚCIERNEGO I GRUPY ZIAREN W ŚCIERNICACH SUPERTWARDYCH ZE SPOIWEM ŻYWICZNYM Marcin SKOWRON 1, Mirosław URBANIAK 1 1. WSTĘP Procesy obróbki ubytkowej, wykorzystującej
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
ANALIZA ROZDRABNIANIA WARSTWOWEGO NA PODSTAWIE EFEKTÓW ROZDRABNIANIA POJEDYNCZYCH ZIAREN
 Akademia Górniczo Hutnicza im. Stanisława Staszica Wydział Górnictwa i Geoinżynierii Katedra Inżynierii Środowiska i Przeróbki Surowców Rozprawa doktorska ANALIZA ROZDRABNIANIA WARSTWOWEGO NA PODSTAWIE
Akademia Górniczo Hutnicza im. Stanisława Staszica Wydział Górnictwa i Geoinżynierii Katedra Inżynierii Środowiska i Przeróbki Surowców Rozprawa doktorska ANALIZA ROZDRABNIANIA WARSTWOWEGO NA PODSTAWIE
Narzędzia ścierne spojone
 Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Narodowe Centrum Badań Jądrowych Dział Edukacji i Szkoleń ul. Andrzeja Sołtana 7, Otwock-Świerk
 Narodowe Centrum Badań Jądrowych Dział Edukacji i Szkoleń ul. Andrzeja Sołtana 7, 05-400 Otwock-Świerk ĆWICZENIE L A B O R A T O R I U M F I Z Y K I A T O M O W E J I J Ą D R O W E J Zastosowanie pojęć
Narodowe Centrum Badań Jądrowych Dział Edukacji i Szkoleń ul. Andrzeja Sołtana 7, 05-400 Otwock-Świerk ĆWICZENIE L A B O R A T O R I U M F I Z Y K I A T O M O W E J I J Ą D R O W E J Zastosowanie pojęć
ANALIZA ZJAWISKA NIECIĄGŁOŚCI TWORZENIA MIKROWIÓRÓW W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI
 NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA
Maszyny technologiczne. dr inż. Michał Dolata
 Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
Maszyny technologiczne 2019 dr inż. Michał Dolata www.mdolata.zut.edu.pl Znaczenie obrabiarek 2 Znaczenie obrabiarek polega przede wszystkim na tym, że służą one do wytwarzania elementy służące do budowy
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Sposób precyzyjnej obróbki płaskich powierzchni, (54) zwłaszcza obróbki drobnych przedmiotów ceramicznych w cyklu automatycznym
 zwłaszcza obróbki drobnych przedmiotów ceramicznych w cyklu automatycznym") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161481 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 287841 (22) Data zgłoszenia: 15.11.1990 (51) Int.C l.5: B24B 7/22
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161481 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 287841 (22) Data zgłoszenia: 15.11.1990 (51) Int.C l.5: B24B 7/22
Systemy Ochrony Powietrza Ćwiczenia Laboratoryjne
 POLITECHNIKA POZNAŃSKA INSTYTUT INŻYNIERII ŚRODOWISKA PROWADZĄCY: mgr inż. Łukasz Amanowicz Systemy Ochrony Powietrza Ćwiczenia Laboratoryjne 3 TEMAT ĆWICZENIA: Badanie składu pyłu za pomocą mikroskopu
POLITECHNIKA POZNAŃSKA INSTYTUT INŻYNIERII ŚRODOWISKA PROWADZĄCY: mgr inż. Łukasz Amanowicz Systemy Ochrony Powietrza Ćwiczenia Laboratoryjne 3 TEMAT ĆWICZENIA: Badanie składu pyłu za pomocą mikroskopu
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Szlifowanie Numer ćwiczenia: 6 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z kinematycznymi
KATEDRA TECNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Szlifowanie Numer ćwiczenia: 6 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z kinematycznymi
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Szkoła z przyszłością. Zastosowanie pojęć analizy statystycznej do opracowania pomiarów promieniowania jonizującego
 Szkoła z przyszłością szkolenie współfinansowane przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Narodowe Centrum Badań Jądrowych, ul. Andrzeja Sołtana 7, 05-400 Otwock-Świerk ĆWICZENIE
Szkoła z przyszłością szkolenie współfinansowane przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Narodowe Centrum Badań Jądrowych, ul. Andrzeja Sołtana 7, 05-400 Otwock-Świerk ĆWICZENIE
Wykład 4: Statystyki opisowe (część 1)
") Wykład 4: Statystyki opisowe (część 1) Wprowadzenie W przypadku danych mających charakter liczbowy do ich charakterystyki można wykorzystać tak zwane STATYSTYKI OPISOWE. Za pomocą statystyk opisowych można
Wykład 4: Statystyki opisowe (część 1) Wprowadzenie W przypadku danych mających charakter liczbowy do ich charakterystyki można wykorzystać tak zwane STATYSTYKI OPISOWE. Za pomocą statystyk opisowych można
WPŁYW ZAKŁÓCEŃ PROCESU WZBOGACANIA WĘGLA W OSADZARCE NA ZMIANY GĘSTOŚCI ROZDZIAŁU BADANIA LABORATORYJNE
 Górnictwo i Geoinżynieria Rok 33 Zeszyt 4 2009 Stanisław Cierpisz*, Daniel Kowol* WPŁYW ZAKŁÓCEŃ PROCESU WZBOGACANIA WĘGLA W OSADZARCE NA ZMIANY GĘSTOŚCI ROZDZIAŁU BADANIA LABORATORYJNE 1. Wstęp Zasadniczym
Górnictwo i Geoinżynieria Rok 33 Zeszyt 4 2009 Stanisław Cierpisz*, Daniel Kowol* WPŁYW ZAKŁÓCEŃ PROCESU WZBOGACANIA WĘGLA W OSADZARCE NA ZMIANY GĘSTOŚCI ROZDZIAŁU BADANIA LABORATORYJNE 1. Wstęp Zasadniczym
LABORATORIUM: ROZDZIELANIE UKŁADÓW HETEROGENICZNYCH ĆWICZENIE 1 - PRZESIEWANIE
 LABORATORIUM: ROZDZIELANIE UKŁADÓW HETEROGENICZNYCH ĆWICZENIE 1 - PRZESIEWANIE CEL ĆWICZENIA Celem ćwiczenia jest wykonanie analizy sitowej materiału ziarnistego poddanego mieleniu w młynie kulowym oraz
LABORATORIUM: ROZDZIELANIE UKŁADÓW HETEROGENICZNYCH ĆWICZENIE 1 - PRZESIEWANIE CEL ĆWICZENIA Celem ćwiczenia jest wykonanie analizy sitowej materiału ziarnistego poddanego mieleniu w młynie kulowym oraz
Temat 2 (2 godziny) : Próba statyczna ściskania metali
 : Próba statyczna ściskania metali") Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
INSTYTUT MASZYN I URZĄDZEŃ ENERGETYCZNYCH Politechnika Śląska w Gliwicach INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH BADANIE TWORZYW SZTUCZNYCH OZNACZENIE WŁASNOŚCI MECHANICZNYCH PRZY STATYCZNYM ROZCIĄGANIU
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
NARZĘDZIA ŚCIERNE DIAMENTOWE I Z REGULARNEGO AZOTKU BORU
 NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU NARZĘZIA ŚCIERNE IAMENTOWE I Z REGULARNEGO AZOTKU BORU.....1 Spis treści... 2 Zastosowanie i zalety ściernic diamentowych i z regularnego azotku boru...
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
PL B1. POLITECHNIKA ŁÓDZKA, Łódź, PL BUP 17/11. RADOSŁAW ROSIK, Łódź, PL WUP 08/12. rzecz. pat. Ewa Kaczur-Kaczyńska
 PL 212206 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212206 (13) B1 (21) Numer zgłoszenia: 390424 (51) Int.Cl. C07C 31/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 212206 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212206 (13) B1 (21) Numer zgłoszenia: 390424 (51) Int.Cl. C07C 31/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
Ćwiczenie 5 POMIARY TWARDOŚCI. 1. Cel ćwiczenia. 2. Wprowadzenie
 Ćwiczenie 5 POMIARY TWARDOŚCI 1. Cel ćwiczenia Celem ćwiczenia jest zaznajomienie studentów ze metodami pomiarów twardości metali, zakresem ich stosowania, zasadami i warunkami wykonywania pomiarów oraz
Ćwiczenie 5 POMIARY TWARDOŚCI 1. Cel ćwiczenia Celem ćwiczenia jest zaznajomienie studentów ze metodami pomiarów twardości metali, zakresem ich stosowania, zasadami i warunkami wykonywania pomiarów oraz
Wpływ drgań oscylacyjnych przedmiotu obrabianego na głębokość szlifowania płaszczyzn
 40 MECHANIK NR 8-9/2015 Wpływ drgań oscylacyjnych przedmiotu obrabianego na głębokość szlifowania płaszczyzn The impact of oscillating vibrations of the work-piece on the depth of the flat grinding GRZEGORZ
40 MECHANIK NR 8-9/2015 Wpływ drgań oscylacyjnych przedmiotu obrabianego na głębokość szlifowania płaszczyzn The impact of oscillating vibrations of the work-piece on the depth of the flat grinding GRZEGORZ
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Do najbardziej rozpowszechnionych metod dynamicznych należą:
 Twardość metali 6.1. Wstęp Twardość jest jedną z cech mechanicznych materiału równie ważną z konstrukcyjnego i technologicznego punktu widzenia, jak wytrzymałość na rozciąganie, wydłużenie, przewężenie,
Twardość metali 6.1. Wstęp Twardość jest jedną z cech mechanicznych materiału równie ważną z konstrukcyjnego i technologicznego punktu widzenia, jak wytrzymałość na rozciąganie, wydłużenie, przewężenie,
Spis treści. Wykaz ważniejszych symboli i akronimów... 11
 Spis treści Wykaz ważniejszych symboli i akronimów... 11 WPROWADZENIE... 15 1. PROBLEMY WYSTĘPUJĄCE W PROCESACH SZLIFOWANIA OTWORÓW ŚCIERNICAMI Z MIKROKRYSTALICZNYM KORUNDEM SPIEKANYM I SPOIWEM CERAMICZNYM...
Spis treści Wykaz ważniejszych symboli i akronimów... 11 WPROWADZENIE... 15 1. PROBLEMY WYSTĘPUJĄCE W PROCESACH SZLIFOWANIA OTWORÓW ŚCIERNICAMI Z MIKROKRYSTALICZNYM KORUNDEM SPIEKANYM I SPOIWEM CERAMICZNYM...
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 21/13
 PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 219296 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219296 (13) B1 (21) Numer zgłoszenia: 398724 (51) Int.Cl. B23G 7/02 (2006.01) B21H 3/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
BADANIE EFEKTYWNOŚCI SZLIFOWANIA ŚCIERNICAMI CBN O PODWYŻSZONEJ POROWATOŚCI Z MIKROZIARNAMI KORUNDU SFERYCZNEGO
 KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 26 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2006 BARBARA STANIEWICZ-BRUDNIK *, JAROSŁAW PLICHTA **, KRZYSZTOF NADOLNY ***, JUSTYNA PLUTA **** BADANIE
KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 26 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2006 BARBARA STANIEWICZ-BRUDNIK *, JAROSŁAW PLICHTA **, KRZYSZTOF NADOLNY ***, JUSTYNA PLUTA **** BADANIE
Pomiar twardości ciał stałych
 Pomiar twardości ciał stałych Twardość jest istotną cechą materiału z konstrukcyjnego i technologicznego punktu widzenia. Twardość, to właściwość ciał stałych polegająca na stawianiu oporu odkształceniom
Pomiar twardości ciał stałych Twardość jest istotną cechą materiału z konstrukcyjnego i technologicznego punktu widzenia. Twardość, to właściwość ciał stałych polegająca na stawianiu oporu odkształceniom
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
NOWA GENERACJA SPOIW METALOWYCH DO ENERGOOSZCZĘDNYCH NARZĘDZI ŚCIERNYCH SUPERTWARDYCH
 NOWA GENERACJA SPOIW METALOWYCH DO ENERGOOSZCZĘDNYCH NARZĘDZI ŚCIERNYCH SUPERTWARDYCH Elżbieta BĄCZEK 1, Barbara STANIEWICZ BRUDNIK 2, Włodzimierz WILK 3 Streszczenie: W artykule przedstawiono badania
NOWA GENERACJA SPOIW METALOWYCH DO ENERGOOSZCZĘDNYCH NARZĘDZI ŚCIERNYCH SUPERTWARDYCH Elżbieta BĄCZEK 1, Barbara STANIEWICZ BRUDNIK 2, Włodzimierz WILK 3 Streszczenie: W artykule przedstawiono badania
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH
 PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
PROCEDURY POMIARÓW PARAMETRÓW KONSTRUKCYJNYCH, MATERIAŁOWYCH I SZYBKOŚCI ZUśYCIA KOMBAJNOWYCH NOśY STYCZNO-OBROTOWYCH Część : Procedura pomiaru parametrów konstrukcyjnych noŝy styczno-obrotowych oraz karta
2... OBCIĄGACZE. POLSKA Pruszków, ul.sadowa 5, tel./fax: , tel.:
 2... OBCIĄGACZE POSKA 0-00 Pruszków, ul.sadowa, tel./fax: 22 2 41, tel.: 22 41 E-Mail dialeks@dialeks.pl KATAOG NR 1/201 OBCIĄGACZE DIAMENTOWE JEDNOZIARNISTE NIESZIFOWANE PROCES OBCIĄGANIA Proces obciągania
2... OBCIĄGACZE POSKA 0-00 Pruszków, ul.sadowa, tel./fax: 22 2 41, tel.: 22 41 E-Mail dialeks@dialeks.pl KATAOG NR 1/201 OBCIĄGACZE DIAMENTOWE JEDNOZIARNISTE NIESZIFOWANE PROCES OBCIĄGANIA Proces obciągania
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Politechnika Politechnika Koszalińska
 Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
TARCZE, OBCIĄGACZE DIAMENTOWE I CBN
 TARCZE, OBCIĄGACZE DIAMENTOWE I CBN KONCENTRACJA MATERIAŁU ŚCIERNEGO Koncentracja zawartości ścierniwa wyraża masę diamentu lub CBN w 1cm 3 warstwy szlifującej zgodnie ze wzorem K = crt. cm 3 lub K = G.
TARCZE, OBCIĄGACZE DIAMENTOWE I CBN KONCENTRACJA MATERIAŁU ŚCIERNEGO Koncentracja zawartości ścierniwa wyraża masę diamentu lub CBN w 1cm 3 warstwy szlifującej zgodnie ze wzorem K = crt. cm 3 lub K = G.
Narzędzia precyzyjne i półprzewodnikowe. Producent światowej klasy narzędzi diamentowych i CBN
 Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
Narzędzia precyzyjne i półprzewodnikowe Producent światowej klasy narzędzi diamentowych i CBN Tarcze ścierne ze spoiwem metalicznym oraz żywicznym Tarcza ze spoiwem metalicznym Tarcza ze spoiwem żywicznym
WSZECHSTRONNOŚĆ T9315 T9325 NOWE GATUNKI DO TOCZENIA SERIA T9300 Z POWŁOKAMI MT-CVD.
 WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ
 ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
ĆWICZENIE NR 4 4. OBRÓBKA ROWKA PROSTOKĄTNEGO NA FREZARCE POZIOMEJ 4.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki rowka prostokątnego, wykonywanego
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
Charakterystyki liczbowe (estymatory i parametry), które pozwalają opisać właściwości rozkładu badanej cechy (zmiennej)
, które pozwalają opisać właściwości rozkładu badanej cechy (zmiennej)") Charakterystyki liczbowe (estymatory i parametry), które pozwalają opisać właściwości rozkładu badanej cechy (zmiennej) 1 Podział ze względu na zakres danych użytych do wyznaczenia miary Miary opisujące
Charakterystyki liczbowe (estymatory i parametry), które pozwalają opisać właściwości rozkładu badanej cechy (zmiennej) 1 Podział ze względu na zakres danych użytych do wyznaczenia miary Miary opisujące
METODA OCENY WYBRANYCH CECH SZLIFOWALNOŚCI MATERIAŁÓW
 METODA OCENY WYBRANYCH CECH SZLIFOWALNOŚCI MATERIAŁÓW Rafał LEONARCIK 1, Mirosław URBANIAK 2 1. WPROWADZENIE W obróbce skrawaniem występuje pojęcie obrabialności materiału, które w stosunku do różnych
METODA OCENY WYBRANYCH CECH SZLIFOWALNOŚCI MATERIAŁÓW Rafał LEONARCIK 1, Mirosław URBANIAK 2 1. WPROWADZENIE W obróbce skrawaniem występuje pojęcie obrabialności materiału, które w stosunku do różnych
Temat 1 (2 godziny): Próba statyczna rozciągania metali
: Próba statyczna rozciągania metali") Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
Temat 1 (2 godziny): Próba statyczna rozciągania metali 1.1. Wstęp Próba statyczna rozciągania jest podstawowym rodzajem badania metali, mających zastosowanie w technice i pozwala na określenie własności
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła próba rozciągania stali Numer ćwiczenia: 1 Laboratorium z przedmiotu:
WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA SZLIFOWANIA GUIDELINES FOR CREATION CAM SOFTWARE FOR GRINDING
 Dr hab inż. Janusz Porzycki, prof. PRz, email: jpor@prz.edu.pl Politechnika Rzeszowska Mgr inż. Roman Wdowik, e-mail: rwdowik@prz.edu.pl Politechnika Rzeszowska WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA
Dr hab inż. Janusz Porzycki, prof. PRz, email: jpor@prz.edu.pl Politechnika Rzeszowska Mgr inż. Roman Wdowik, e-mail: rwdowik@prz.edu.pl Politechnika Rzeszowska WYTYCZNE DO OPRACOWANIA SYSTEMU CAM DLA
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN. Ćwiczenie OB-1B PRZEGLĄD OBRABIAREK. Redagował: dr inż. W.
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-1B Temat: PRZEGLĄD OBRABIAREK Redagował: dr inż. W.Froncki Opracował: dr inż. W.Froncki Zatwierdził: prof. dr hab. inż.
WPŁYW METODY MQL NA PARAMETRY KSZTAŁTOWANIA CZYNNEJ POWIERZCHNI ŚCIERNICY I CHROPOWATOŚĆ WARSTWY WIERZCHNIEJ PRZEDMIOTU OBRABIANEGO 1.
 InŜynieria Maszyn, R. 16, z. 1-2, 2011 obciąganie, czynna powierzchnia ściernicy, MQL. Radosław ROSIK 1 Jakub ŚWIERCZYŃSKI 1 WPŁYW METODY MQL NA PARAMETRY KSZTAŁTOWANIA CZYNNEJ POWIERZCHNI ŚCIERNICY I
InŜynieria Maszyn, R. 16, z. 1-2, 2011 obciąganie, czynna powierzchnia ściernicy, MQL. Radosław ROSIK 1 Jakub ŚWIERCZYŃSKI 1 WPŁYW METODY MQL NA PARAMETRY KSZTAŁTOWANIA CZYNNEJ POWIERZCHNI ŚCIERNICY I
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Chropowatości powierzchni
 Chropowatość powierzchni Chropowatość lub chropowatość powierzchni cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności powierzchni, niewynikające z jej
Chropowatość powierzchni Chropowatość lub chropowatość powierzchni cecha powierzchni ciała stałego, oznacza rozpoznawalne optyczne lub wyczuwalne mechanicznie nierówności powierzchni, niewynikające z jej
PL 218203 B1. R&D PROJECT SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Łódź, PL 17.12.2012 BUP 26/12
 PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA
 : Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
: Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
Zachowania odbiorców. Grupa taryfowa G
 Zachowania odbiorców. Grupa taryfowa G Autor: Jarosław Tomczykowski Biuro PTPiREE ( Energia elektryczna luty 2013) Jednym z założeń wprowadzania smart meteringu jest optymalizacja zużycia energii elektrycznej,
Zachowania odbiorców. Grupa taryfowa G Autor: Jarosław Tomczykowski Biuro PTPiREE ( Energia elektryczna luty 2013) Jednym z założeń wprowadzania smart meteringu jest optymalizacja zużycia energii elektrycznej,
Badanie próbek materiału kompozytowego wykonanego z blachy stalowej i powłoki siatkobetonowej
 Badanie próbek materiału kompozytowego wykonanego z blachy stalowej i powłoki siatkobetonowej Temat: Sprawozdanie z wykonanych badań. OPRACOWAŁ: mgr inż. Piotr Materek Kielce, lipiec 2015 SPIS TREŚCI str.
Badanie próbek materiału kompozytowego wykonanego z blachy stalowej i powłoki siatkobetonowej Temat: Sprawozdanie z wykonanych badań. OPRACOWAŁ: mgr inż. Piotr Materek Kielce, lipiec 2015 SPIS TREŚCI str.
Ćwiczenie nr 2. Pomiar energii promieniowania gamma metodą absorpcji
 Ćwiczenie nr (wersja_05) Pomiar energii gamma metodą absorpcji Student winien wykazać się znajomością następujących zagadnień:. Promieniowanie gamma i jego własności.. Absorpcja gamma. 3. Oddziaływanie
Ćwiczenie nr (wersja_05) Pomiar energii gamma metodą absorpcji Student winien wykazać się znajomością następujących zagadnień:. Promieniowanie gamma i jego własności.. Absorpcja gamma. 3. Oddziaływanie
ZASTOSOWANIE OCHŁADZALNIKA W CELU ROZDROBNIENIA STRUKTURY W ODLEWIE BIMETALICZNYM
 28/10 Archives of Foundry, Year 2003, Volume 3, 10 Archiwum Odlewnictwa, Rok 2003, Rocznik 3, Nr 10 PAN Katowice PL ISSN 1642-5308 ZASTOSOWANIE OCHŁADZALNIKA W CELU ROZDROBNIENIA STRUKTURY W ODLEWIE BIMETALICZNYM
28/10 Archives of Foundry, Year 2003, Volume 3, 10 Archiwum Odlewnictwa, Rok 2003, Rocznik 3, Nr 10 PAN Katowice PL ISSN 1642-5308 ZASTOSOWANIE OCHŁADZALNIKA W CELU ROZDROBNIENIA STRUKTURY W ODLEWIE BIMETALICZNYM
Odchudzamy serię danych, czyli jak wykryć i usunąć wyniki obarczone błędami grubymi
 Odchudzamy serię danych, czyli jak wykryć i usunąć wyniki obarczone błędami grubymi Piotr Konieczka Katedra Chemii Analitycznej Wydział Chemiczny Politechnika Gdańska D syst D śr m 1 3 5 2 4 6 śr j D 1
Odchudzamy serię danych, czyli jak wykryć i usunąć wyniki obarczone błędami grubymi Piotr Konieczka Katedra Chemii Analitycznej Wydział Chemiczny Politechnika Gdańska D syst D śr m 1 3 5 2 4 6 śr j D 1
Pobieranie prób i rozkład z próby
 Pobieranie prób i rozkład z próby Marcin Zajenkowski Marcin Zajenkowski () Pobieranie prób i rozkład z próby 1 / 15 Populacja i próba Populacja dowolnie określony zespół przedmiotów, obserwacji, osób itp.
Pobieranie prób i rozkład z próby Marcin Zajenkowski Marcin Zajenkowski () Pobieranie prób i rozkład z próby 1 / 15 Populacja i próba Populacja dowolnie określony zespół przedmiotów, obserwacji, osób itp.
Model siły skrawania w procesie szlifowania obwodowego ceramiki inżynierskiej ze wspomaganiem ultradźwiękowym
 MECHANIK NR -9/05 77 Model siły skrawania w procesie szlifowania obwodowego ceramiki inżynierskiej ze wspomaganiem ultradźwiękowym Cutting force prediction in ultrasonic assisted grinding of ceramic materials
MECHANIK NR -9/05 77 Model siły skrawania w procesie szlifowania obwodowego ceramiki inżynierskiej ze wspomaganiem ultradźwiękowym Cutting force prediction in ultrasonic assisted grinding of ceramic materials
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA
 Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
Zachodniopomorski Uniwersytet Technologiczny INSTYTUT INŻYNIERII MATERIAŁOWEJ ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA PRZEDMIOT: INŻYNIERIA WARSTWY WIERZCHNIEJ Temat ćwiczenia: Badanie prędkości zużycia materiałów
ĆWICZENIE NR.6. Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych
 ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
ĆWICZENIE NR.6 Temat : Wyznaczanie drgań mechanicznych przekładni zębatych podczas badań odbiorczych 1. Wstęp W nowoczesnych przekładniach zębatych dąży się do uzyskania małych gabarytów w stosunku do
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA Wojciech KACALAK 1, Filip SZAFRANIEC Streszczenie: W artykule przedstawiono metodykę oraz wyniki modelowania obciążeń ziaren aktywnych
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA Wojciech KACALAK 1, Filip SZAFRANIEC Streszczenie: W artykule przedstawiono metodykę oraz wyniki modelowania obciążeń ziaren aktywnych
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor
 Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor Od eksperta w dziedzinie ściernic listkowych talerzowych Przedstawionym tu zmienionym asortymentem rozpoczynamy tworzenie najbogatszego
Trwalsza. Mocniejsza. Żółta. Nowe ściernice listkowe talerzowe Klingspor Od eksperta w dziedzinie ściernic listkowych talerzowych Przedstawionym tu zmienionym asortymentem rozpoczynamy tworzenie najbogatszego
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH
 PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH AUTOR: Michał Folwarski PROMOTOR PRACY: Dr inż. Marcin Kot UCZELNIA: Akademia Górniczo-Hutnicza Im. Stanisława Staszica
PRZECIWZUŻYCIOWE POWŁOKI CERAMICZNO-METALOWE NANOSZONE NA ELEMENT SILNIKÓW SPALINOWYCH AUTOR: Michał Folwarski PROMOTOR PRACY: Dr inż. Marcin Kot UCZELNIA: Akademia Górniczo-Hutnicza Im. Stanisława Staszica
WPŁYW WARUNKÓW SZLIFOWANIA AEDG STOPÓW TYTANU NA TEMPERATURĘ SZLIFOWANIA I STAN NAPRĘŻEŃ WŁASNYCH W WARSTWIE WIERZCHNIEJ
 WPŁYW WARUNKÓW SZLIFOWANIA AEDG STOPÓW TYTANU NA TEMPERATURĘ SZLIFOWANIA I STAN NAPRĘŻEŃ WŁASNYCH W WARSTWIE WIERZCHNIEJ Andrzej GOŁĄBCZAK 1, Robert ŚWIĘCIK 1 1. WPROWADZENIE Temperatura w strefie szlifowania
WPŁYW WARUNKÓW SZLIFOWANIA AEDG STOPÓW TYTANU NA TEMPERATURĘ SZLIFOWANIA I STAN NAPRĘŻEŃ WŁASNYCH W WARSTWIE WIERZCHNIEJ Andrzej GOŁĄBCZAK 1, Robert ŚWIĘCIK 1 1. WPROWADZENIE Temperatura w strefie szlifowania
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.