ANALIZA ZJAWISKA NIECIĄGŁOŚCI TWORZENIA MIKROWIÓRÓW W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI
|
|
|
- Julia Rudnicka
- 6 lat temu
- Przeglądów:
Transkrypt





1 NIECIĄGŁOŚĆ TWORZENIA MIKROWIÓRÓW prof. dr hab. inż. Wojciech Kacalak, dr inż. Katarzyna Tandecka, dr inż. Łukasz Rypina Politechnika Koszalińska XXXIII Szkoła Naukowa Obróbki Ściernej Łódź 2015 ANALIZA ZJAWISKA NIECIĄGŁOŚCI TWORZENIA MIKROWIÓRÓW W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI 00:00:00 --:

 00:00:00 --:-- --.--.---- 2 53")
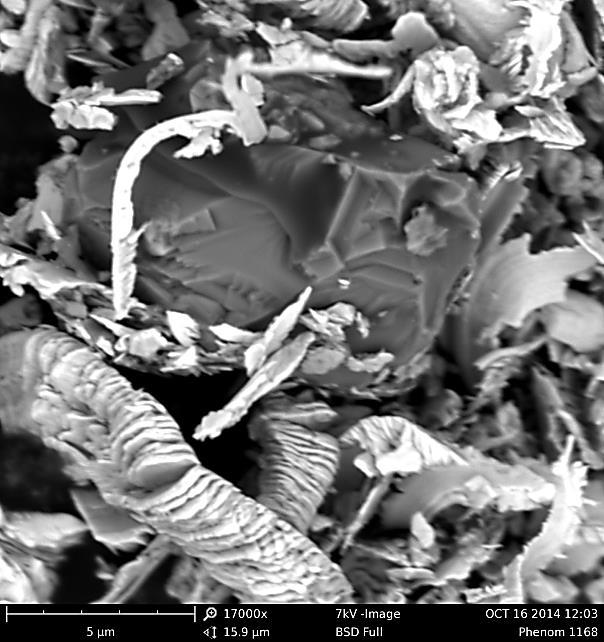
2 1a) CECHY GEOMETRYCZNE MIKROWIÓRÓW Obrazy dwóch grup mikrowiórków, produktów procesu mikrowygładzania folią ścierną IMFF15 uzyskanych z wykorzystaniem z wykorzystaniem stołowego mikroskopu skaningowego Phenom, umożliwiającego uzyskanie powiększenia do Wykres zależności szerokości wiórów od ich długości 1b) 00:00:00 --:




3 MODELOWANIE PROCESU PRZEMIESZCZANIA MATERIAŁU W STREFIE KONTAKTU Obrazy nieciągłości w procesie tworzenia wióra w mikroskrawaniu pojedynczym ziarnem 00:00:00 --:


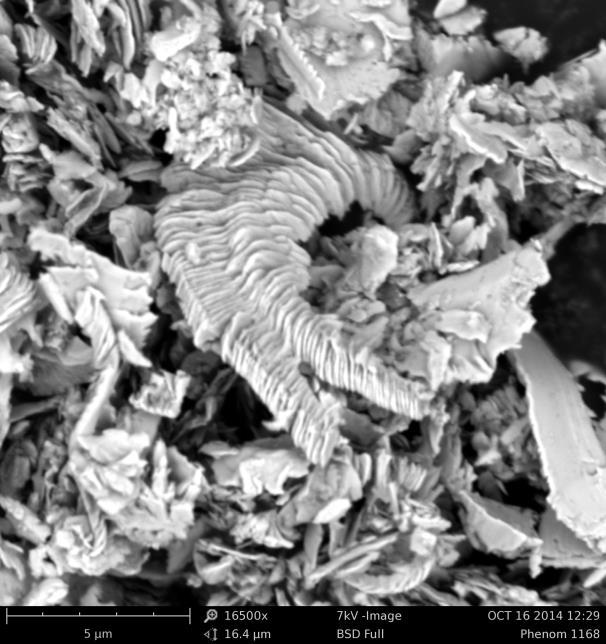
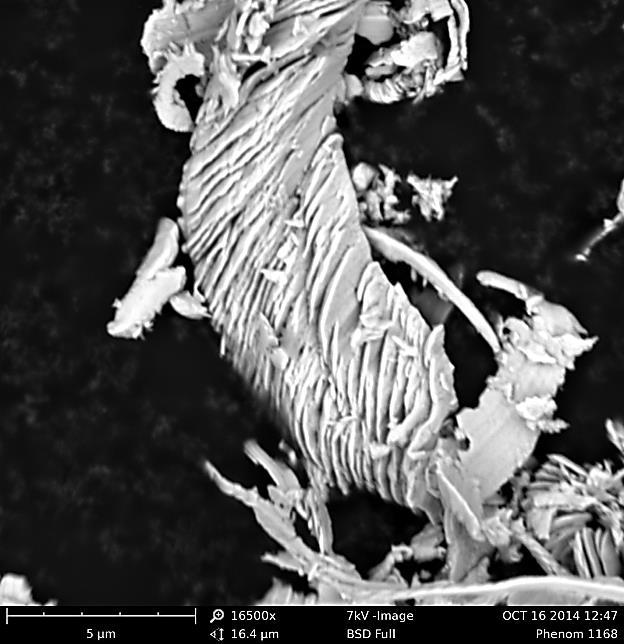
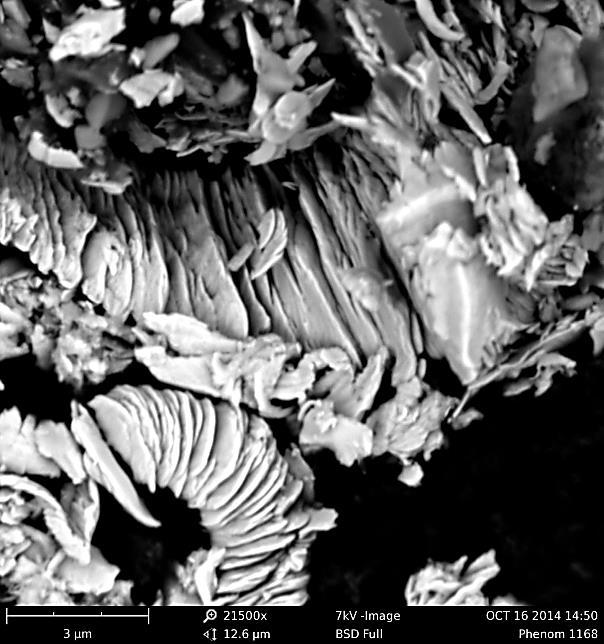
4 SCHODKOWA BUDOWA MIKROWIÓRÓW Schodkowa budowa mikrowiórów, produktów procesu mikrowygładzania 00:00:00 --:

5 METODA OCENY NIECIĄGŁOŚCI ODDZIELANIA MATERIAŁU W PROCESIE WYGŁADZANIA FOLIAMI ŚCIERNYMI Częstość oddzielania materiału w procesie mikroobróbki wyznaczono z następującego wzoru: gdzie: f w częstość mikronieciągłości w procesie oddzielania materiału wyznaczana metodą badania struktury wióra, Hz v p prędkość przedmiotu obrabianego w mikrowygładzaniu foliami ściernymi, m/min g p grubość płytki wióra o budowie schodkowej, nm w sp współczynnik spęczania (wynikający również z przemieszczeń płytek tworzących schodkową budowę wióra), który według oszacowania danych wynosi około 10 Uzyskano następujące wyniki: f w =0,57 MHz Częstość oddzielania materiału f w wyznaczona metodą badania struktury wióra dla procesu mikrowygładzania z prędkością 35 m/min wynosi 0,57 MHz 00:00:00 --:


6 OCENA PROCESU MIKROWYGŁADZANIA Produkty obróbki procesu mikrowygładzania z widocznymi wykruszonymi ziarnami ściernymi z powierzchni czynnej narzędzia 00:00:00 --:


7 ZJAWISKO WYKRUSZEŃ ZIAREN ŚCIERNYCH Dla procesów precyzyjnego mikrowygładzania wskazane jest stosowanie folii z ziarnami diamentowymi, które mają znacznie większą wytrzymałość na wykruszanie Produkty obróbki procesu mikrowygładzania z widocznymi wykruszonymi ziarnami ściernymi z powierzchni czynnej narzędzia Wytrzymałość na wykruszenie ziaren ściernych z różnych materiałów 00:00:00 --:


8 OCENA PROCESU MIKROWYGŁADZANIA Zaobserwowano, niekorzystne zjawisko, występowanie pojedynczych, znacznie szerszych wiórów, co wskazuje na występowanie znacznych różnic w polach powierzchni natarcia ziaren ściernych 00:00:00 --:


9 OCENA PROCESU MIKROWYGŁADZANIA Prawie wszystkie mikrowiórki, powstające w procesie mikrowygładzania są znacznie mniejsze od ziaren ściernych, wynika to ze znacznej podatności układu przedmiot narzędzie, a co za tym idzie małych głębokości skrawania 00:00:00 --:




10 MIKROWIÓRY KULISTE W produktach obróbki po procesie mikrowygładzania ściernego, zauważono również wióry o postaci zbliżonej do kulistej, co wskazuje na występowanie wysokich temperatur w strefie obróbki. Powoduje to topnienie i szybkie krzepnięcie małych fragmentów materiału, co skutkuje powstawaniem wiórów kulistych o bardzo złożonej strukturze na powierzchni sfer. 00:00:00 --:





11 MIKROWIÓRY KULISTE Zaobserwowano również występowanie, wiórów, które powstały w wyniku działania wysokiej temperatury w strefie obróbki, lecz ich kształt jest mniej zbliżony do sfery. 00:00:00 --:




12 WIÓRY KULISTE Po zbadaniu składów chemicznych kulistych wiórów zaobserwowano silne utlenienie się materiału, w porównaniu do wiórów w klasycznej postaci. Symbol pierwistka Nazwa pierwiastka Zawartość objętościowa % O Tlen 72.4 Fe Żelazo 25.1 C Węgiel 2.4 Cr Chrom :00:00 --:
13 PODSUMOWANIE Zjawisko mikronieciągłości tworzenia wiórów oraz jego częstotliwość można określić na podstawie ich charakterystycznej schodkowej budowy. Stwierdzono, że grubości schodkowo ułożonych płytek tworzących wiór wynosiły około 100 nm, co pozwala oszacować częstość poślizgów (przemieszczeń elementów wióra) f w =0,57 MHz. Przyjęta metodyka pozwala na określenie mikronieciągłości oraz parametrów statystycznych wiórów i cech ich budowy. Wyniki badań pozwalają na formułowanie zaleceń dotyczących zwiększenia efektywności bardzo dokładnej obróbki, w tym budowy folii oraz właściwości rolek dociskowych. Zaobserwowano niekorzystne zjawisko wykruszania się ziaren w trakcie procesu mikrowygładzania, które poprzez niekontrolowane przemieszczanie się w strefie obróbki, mogą powodować powstawanie pojedynczych, głębokich rys na powierzchni obrabianej. Po analizie obrazów SEM mikrowiórów powstających w strefie obróbki, stwierdzono występowanie wykokich temperatur, powodujących topnienie wiórów i bardzo szybkie krzepnięcie materiału, w skutek tych przemian powstają wióry kuliste lub silnie utlenione bryły o kształcie mniej zbliżonym do sfer. 00:00:00 --:

14 Dziękuję za uwagę DZIĘKUJĘ ZA UWAGĘ 00:00:00 --:
Analiza zjawiska nieciągłości tworzenia mikrowiórów w procesie wygładzania foliami ściernymi
 MECHANIK NR 8-9/2015 179 Analiza zjawiska nieciągłości tworzenia mikrowiórów w procesie wygładzania foliami ściernymi Analysis of the phenomenon discontinuities create the micro-chips in the process of
MECHANIK NR 8-9/2015 179 Analiza zjawiska nieciągłości tworzenia mikrowiórów w procesie wygładzania foliami ściernymi Analysis of the phenomenon discontinuities create the micro-chips in the process of
METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH
 XXXIII NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ Łódź, -1 września 1 r. METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH Wojciech Kacalak *), Katarzyna Tandecka
XXXIII NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ Łódź, -1 września 1 r. METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH ZE SZCZEGÓLNYM UWZGLĘDNIENIEM ROZMIESZCZENIA ZIAREN ŚCIERNYCH Wojciech Kacalak *), Katarzyna Tandecka
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
Modelowanie obciążeń ziaren ściernych prof. dr hab. inż. Wojciech Kacalak, mgr inż. Filip Szafraniec Politechnika Koszalińska MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA XXXVI NAUKOWA
WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH
 PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
PROPONOWANA TEMATYKA WSPÓŁPRACY prof. dr hab. inż. WOJCIECH KACALAK WYNIKI REALIZOWANYCH PROJEKTÓW BADAWCZYCH 00:00:00 --:-- --.--.---- 1 111 PROPOZYCJE PROPOZYCJE DO WSPÓŁPRACY Z PRZEMYSŁEM W ZAKRESIE
BADANIA MODELOWE PROCESU MIKROSKRAWANIA
 BADANIA MODELOWE PROCESU MIKROSKRAWANIA Wojciech KACALAK 1, Katarzyna TANDECKA 1, Radosław SEMPRUCH 1 Streszczenie: W artykule przedstawiono wyniki modelowania przemieszczeń materiału w strefie skrawania.
BADANIA MODELOWE PROCESU MIKROSKRAWANIA Wojciech KACALAK 1, Katarzyna TANDECKA 1, Radosław SEMPRUCH 1 Streszczenie: W artykule przedstawiono wyniki modelowania przemieszczeń materiału w strefie skrawania.
RECENZJA. Podstawa opracowania: pismo L.dz.PK/WM/Dz/6/302/2016, z dnia 29 kwietnia 2016 r. Dziekana Wydziału Mechanicznego Politechniki Koszalińskiej.
 Prof. dr hab. inż. Józef Gawlik Politechnika Krakowska Katedra Inżynierii Procesów Produkcyjnych RECENZJA Rozprawy doktorskiej mgra inż. Łukasza Rypiny nt.: Analiza i modelowanie procesów mikroskrawania
Prof. dr hab. inż. Józef Gawlik Politechnika Krakowska Katedra Inżynierii Procesów Produkcyjnych RECENZJA Rozprawy doktorskiej mgra inż. Łukasza Rypiny nt.: Analiza i modelowanie procesów mikroskrawania
Wybrane problemy modelowania i symulacji procesów wygładzania powierzchni
 Błażej Bałasz, Wojciech Kacalak, Tomasz Królikowski, Tomasz Szatkiewicz Państwowa Wyższa Szkoła Zawodowa w Gorzowie Wielkopolskim, Instytut Techniczny; Politechnika Koszalińska, Katedra Mechaniki Precyzyjnej
Błażej Bałasz, Wojciech Kacalak, Tomasz Królikowski, Tomasz Szatkiewicz Państwowa Wyższa Szkoła Zawodowa w Gorzowie Wielkopolskim, Instytut Techniczny; Politechnika Koszalińska, Katedra Mechaniki Precyzyjnej
5 mm RÓŻNORODNOŚĆ FORM ELEMENTARNYCH FRAGMENTÓW USUNIĘTEGO MATERIAŁU ZAAWANSOWANE METODY BADAŃ MATERIAŁÓW 00:00:00 --:
 RÓŻNORODNOŚĆ FORM ELEMENTARNYCH FRAGMENTÓW USUNIĘTEGO MATERIAŁU ZAAWANSOWANE METODY BADAŃ MATERIAŁÓW 5 mm 00:00:00 --:-- --.--.---- 1 111 STANOWISKO DO AKWIZYCJI OBRAZÓW SZYBKOZMIENNYCH PODCZAS RÓZNYCH
RÓŻNORODNOŚĆ FORM ELEMENTARNYCH FRAGMENTÓW USUNIĘTEGO MATERIAŁU ZAAWANSOWANE METODY BADAŃ MATERIAŁÓW 5 mm 00:00:00 --:-- --.--.---- 1 111 STANOWISKO DO AKWIZYCJI OBRAZÓW SZYBKOZMIENNYCH PODCZAS RÓZNYCH
Mikrowygładzanie powierzchni
 Charakterystyka procesu mikrowygładzania z zastosowaniem diamentowych folii ściernych cz. I prof. dr hab. inż. Wojciech Kacalak (wojciech.kacalak@tu.koszalin.pl), dr inż. Katarzyna Tandecka Katedra Mechaniki
Charakterystyka procesu mikrowygładzania z zastosowaniem diamentowych folii ściernych cz. I prof. dr hab. inż. Wojciech Kacalak (wojciech.kacalak@tu.koszalin.pl), dr inż. Katarzyna Tandecka Katedra Mechaniki
Efekty mikrowygładzania foliami ściernymi o nieciągłej powierzchni czynnej
 MECHANIK NR 9/2014 207 Efekty mikrowygładzania foliami ściernymi o nieciągłej powierzchni czynnej The effects of the use of discontinuous active surface of microfinishing films for superfinishing process
MECHANIK NR 9/2014 207 Efekty mikrowygładzania foliami ściernymi o nieciągłej powierzchni czynnej The effects of the use of discontinuous active surface of microfinishing films for superfinishing process
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011
 _PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
_PROMOCJA BEST OF WALTER Walter Cut rowkowanie i wcinanie: narzędzia monolityczne G1011 PROMOCJA BEST OF WALTER 10 płytek skrawających + 1 oprawka gratis ZAMÓW JUŻ TERAZ! NARZĘDZIE: G1011 narzędzia monolityczne
Analiza procesów szlifowania specjalnymi ściernicami o budowie mikroagregatowej
 Analiza procesów szlifowania specjalnymi ściernicami o budowie mikroagregatowej Prof. dr hab. inż. KACALAK Wojciech, dr h. c.; dr inż. TANDECKA Katarzyna, dr inż. LIPIŃSKI Dariusz, mgr inż. SZAFRANIEC
Analiza procesów szlifowania specjalnymi ściernicami o budowie mikroagregatowej Prof. dr hab. inż. KACALAK Wojciech, dr h. c.; dr inż. TANDECKA Katarzyna, dr inż. LIPIŃSKI Dariusz, mgr inż. SZAFRANIEC
Modelowanie naprężeń i przemieszczeń materiału w strefie mikroskrawania pojedynczym ziarnem ściernym z wykorzystaniem środowiska Ansys część II.
 MECHANIK NR 9/2014 171 Modelowanie naprężeń i przemieszczeń materiału w strefie mikroskrawania pojedynczym ziarnem ściernym z wykorzystaniem środowiska Ansys część II. Modelling material stresses and displacements
MECHANIK NR 9/2014 171 Modelowanie naprężeń i przemieszczeń materiału w strefie mikroskrawania pojedynczym ziarnem ściernym z wykorzystaniem środowiska Ansys część II. Modelling material stresses and displacements
60% Rabatu. na Gwintowniki
 SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
SHARK - możesz nam zaufać... 60% Rabatu na Gwintowniki Shark Szeroki zakres gwintowników przeznaczonych do zastosowań w określonych materiałach, zarówno do otworów przelotowych, jak również nieprzelotowych
PROCESY MIKROSKRAWANIA W NISKICH TEMPERATURACH
 XIX NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ, ŁÓDŹ 1996 mikroskrawanie, niskie temperatury Wojciech KACALAK, Ryszard LEWKOWICZ, Wojciech ZAWADKA, Błażej BAŁASZ * PROCESY MIKROSKRAWANIA W NISKICH TEMPERATURACH Badania
XIX NAUKOWA SZKOŁA OBRÓBKI ŚCIERNEJ, ŁÓDŹ 1996 mikroskrawanie, niskie temperatury Wojciech KACALAK, Ryszard LEWKOWICZ, Wojciech ZAWADKA, Błażej BAŁASZ * PROCESY MIKROSKRAWANIA W NISKICH TEMPERATURACH Badania
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
Procesy mikroszlifowania - wybrane problemy modelowania i badań eksperymentalnych
 Procesy mikroszlifowania - wybrane problemy modelowania i badań eksperymentalnych Prof. dr hab. inż. KACALAK Wojciech, dr h. c.; dr inż. TANDECKA Katarzyna, mgr inż. RYPINA Łukasz, mgr inż. SZAFRANIEC
Procesy mikroszlifowania - wybrane problemy modelowania i badań eksperymentalnych Prof. dr hab. inż. KACALAK Wojciech, dr h. c.; dr inż. TANDECKA Katarzyna, mgr inż. RYPINA Łukasz, mgr inż. SZAFRANIEC
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
BADANIE PROCESU MIKROSKRAWANIA Z WYKORZYSTANIEM ZINTEGROWANEGO SYSTEMU REJESTRACJI OBRAZÓW SZYBKOZMIENNYCH.
 BADANIE PROCESU MIKROSKRAWANIA Z WYKORZYSTANIEM ZINTEGROWANEGO SYSTEMU REJESTRACJI OBRAZÓW SZYBKOZMIENNYCH. Wojciech KACALAK 1, Tomasz KRÓLIKOWSKI 1, Łukasz RYPINA 1 Streszczenie: W artykule przedstawiono
BADANIE PROCESU MIKROSKRAWANIA Z WYKORZYSTANIEM ZINTEGROWANEGO SYSTEMU REJESTRACJI OBRAZÓW SZYBKOZMIENNYCH. Wojciech KACALAK 1, Tomasz KRÓLIKOWSKI 1, Łukasz RYPINA 1 Streszczenie: W artykule przedstawiono
Spis treści. Wykaz ważniejszych symboli i akronimów... 11
 Spis treści Wykaz ważniejszych symboli i akronimów... 11 WPROWADZENIE... 15 1. PROBLEMY WYSTĘPUJĄCE W PROCESACH SZLIFOWANIA OTWORÓW ŚCIERNICAMI Z MIKROKRYSTALICZNYM KORUNDEM SPIEKANYM I SPOIWEM CERAMICZNYM...
Spis treści Wykaz ważniejszych symboli i akronimów... 11 WPROWADZENIE... 15 1. PROBLEMY WYSTĘPUJĄCE W PROCESACH SZLIFOWANIA OTWORÓW ŚCIERNICAMI Z MIKROKRYSTALICZNYM KORUNDEM SPIEKANYM I SPOIWEM CERAMICZNYM...
ĆWICZENIE Nr 5. Laboratorium Inżynierii Materiałowej. Akceptował: Kierownik Katedry prof. dr hab. B. Surowska. Opracował: dr inż.
 POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 5 Opracował: dr inż.
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY KATEDRA INŻYNIERII MATERIAŁOWEJ Akceptował: Kierownik Katedry prof. dr hab. B. Surowska Laboratorium Inżynierii Materiałowej ĆWICZENIE Nr 5 Opracował: dr inż.
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV
 P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
P R O F E S J O N A L N E FREZY PILNIKOWE Z WĘGLIKA SPIEKANEGO 1500 HV Specjalna geometria ostrzy uzębienia, a dodatkowo odpowiednio ukształtowane i głębokie wręby, umożliwiają szybkie odprowadzenie łatwo
3. TEMPERATURA W PROCESIE SZLIFOWANIA. 3.1 Cel ćwiczenia. 3.2 Wprowadzenie
 3. TEMPERATURA W PROCESIE SZLIFOWANIA 3.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wpływem wybranych parametrów szlifowania na zmiany temperatury szlifowania oraz ze sposobem jej pomiaru.
3. TEMPERATURA W PROCESIE SZLIFOWANIA 3.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wpływem wybranych parametrów szlifowania na zmiany temperatury szlifowania oraz ze sposobem jej pomiaru.
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA
 MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA Wojciech KACALAK 1, Filip SZAFRANIEC Streszczenie: W artykule przedstawiono metodykę oraz wyniki modelowania obciążeń ziaren aktywnych
MODELOWANIE OBCIĄŻEŃ ZIAREN AKTYWNYCH I SIŁ W PROCESIE SZLIFOWANIA Wojciech KACALAK 1, Filip SZAFRANIEC Streszczenie: W artykule przedstawiono metodykę oraz wyniki modelowania obciążeń ziaren aktywnych
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC.
 Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Budowa i zastosowanie narzędzi frezarskich do obróbki CNC. Materiały szkoleniowe. Sporządził mgr inż. Wojciech Kubiszyn 1. Frezowanie i metody frezowania Frezowanie jest jedną z obróbek skrawaniem mającej
Efekty stosowania modyfikowanych rolek dociskowych o zmiennej lokalnie podatności w procesach mikrowygładzania foliami ściernymi
 200 MECHANIK NR 9/2014 Efekty stosowania modyfikowanych rolek dociskowych o zmiennej lokalnie podatności w procesach mikrowygładzania foliami ściernymi The effects of the use of modified contact rolls
200 MECHANIK NR 9/2014 Efekty stosowania modyfikowanych rolek dociskowych o zmiennej lokalnie podatności w procesach mikrowygładzania foliami ściernymi The effects of the use of modified contact rolls
Politechnika Politechnika Koszalińska
 Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Politechnika Politechnika Instytut Mechatroniki, Nanotechnologii i Technik Próżniowych NOWE MATERIAŁY NOWE TECHNOLOGIE W PRZEMYŚLE OKRĘTOWYM I MASZYNOWYM IIM ZUT Szczecin, 28 31 maja 2012, Międzyzdroje
Rys. 2. Drzewo celów w procesie modelowania i optymalizacji powiązań wzajemnych między parametrami w cyklu produkcyjnym
 Zysk Minimalny koszt własny Minimalne zapotrzebowanie na energię Skrócenie czasu produkcji Czynniki fizykochemiczne Czynniki inżynierii procesowo-organizacyjne Czynniki ekonomiczne Czynniki energetyczne
Zysk Minimalny koszt własny Minimalne zapotrzebowanie na energię Skrócenie czasu produkcji Czynniki fizykochemiczne Czynniki inżynierii procesowo-organizacyjne Czynniki ekonomiczne Czynniki energetyczne
Wniosek o przeprowadzenie postępowania habilitacyjnego w dziedzinie Nauk technicznych w dyscyplinie Budowa i eksploatacja maszyn Autoreferat
 Dr inż. Politechnika Koszalińska Wydział Mechaniczny Katedra Mechaniki Precyzyjnej Wniosek o przeprowadzenie postępowania habilitacyjnego w dziedzinie Nauk technicznych w dyscyplinie Budowa i eksploatacja
Dr inż. Politechnika Koszalińska Wydział Mechaniczny Katedra Mechaniki Precyzyjnej Wniosek o przeprowadzenie postępowania habilitacyjnego w dziedzinie Nauk technicznych w dyscyplinie Budowa i eksploatacja
MIKROSKOPIA METALOGRAFICZNA
 MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
MIKROSKOPIA METALOGRAFICZNA WYKŁAD 3 Stopy żelazo - węgiel dr inż. Michał Szociński Spis zagadnień Ogólna charakterystyka żelaza Alotropowe odmiany żelaza Układ równowagi fazowej Fe Fe 3 C Przemiany podczas
L a b o r a t o r i u m ( h a l a 2 0 Z O S ) mgr inż. Martyna Wiciak pok. 605, tel
 mgr inż. Martyna Wiciak pok. 605, tel") Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Analiza wpływu cech stereometrycznych ziaren ściernych na naprężenia, odkształcenia i przemieszczenia materiału w strefie mikroskrawania
 MECHANIK NR 8-9/2015 139 Analiza wpływu cech stereometrycznych ziaren ściernych na naprężenia, odkształcenia i przemieszczenia materiału w strefie mikroskrawania Influence of analysis of features geometrical
MECHANIK NR 8-9/2015 139 Analiza wpływu cech stereometrycznych ziaren ściernych na naprężenia, odkształcenia i przemieszczenia materiału w strefie mikroskrawania Influence of analysis of features geometrical
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
RECENZJA ROZPRAWY DOKTORSKIEJ
 Prof. dr hab. inż. Wojciech Kacalak Politechnika Koszalińska RECENZJA ROZPRAWY DOKTORSKIEJ mgr inż. Magdaleny WIŚNIEWSKIEJ z Wydziału Mechanicznego Politechniki Wrocławskiej nt.: CIĘCIE MATERIAŁÓW TRUDNOOBRABIALNYCH
Prof. dr hab. inż. Wojciech Kacalak Politechnika Koszalińska RECENZJA ROZPRAWY DOKTORSKIEJ mgr inż. Magdaleny WIŚNIEWSKIEJ z Wydziału Mechanicznego Politechniki Wrocławskiej nt.: CIĘCIE MATERIAŁÓW TRUDNOOBRABIALNYCH
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
PORADNIK. Łączenie tworzyw sztucznych w systemie CHEMOWENT
 PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
PORADNIK Łączenie tworzyw sztucznych w systemie CHEMOWENT www.chemowent.pl tel. 74 841 5519 1 Łączenie tworzyw sztucznych w systemie CHEMOWENT Przez zgrzewanie tworzyw sztucznych rozumiane jest nierozdzielne
WPŁYW DODATKÓW STOPOWYCH NA WŁASNOŚCI STOPU ALUMINIUM KRZEM O NADEUTEKTYCZNYM SKŁADZIE
 WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
WYDZIAŁ ODLEWNICTWA AGH Oddział Krakowski STOP XXXIV KONFERENCJA NAUKOWA Kraków - 19 listopada 2010 r. Marcin PIĘKOŚ 1, Stanisław RZADKOSZ 2, Janusz KOZANA 3,Witold CIEŚLAK 4 WPŁYW DODATKÓW STOPOWYCH NA
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
Warunki skrawania. Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. Copyright 3D MASTER
 Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Warunki skrawania Dzięki zaawansowanemu narzędziu analizy usuwania materiału, Eureka umożliwia monitorowanie warunków skrawania. MODEL MATEMATYCZNY Realizacja zaawansowanego modelu matematycznego do obliczeń
Technologia elementów optycznych
 Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Technologia elementów optycznych dr inż. Michał Józwik pokój 507a jozwik@mchtr.pw.edu.pl Część 1 Treść wykładu Specyfika wymagań i technologii elementów optycznych. Ogólna struktura procesów technologicznych.
Wykład 8. Przemiany zachodzące w stopach żelaza z węglem. Przemiany zachodzące podczas nagrzewania
 Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
Wykład 8 Przemiany zachodzące w stopach żelaza z węglem Przemiany zachodzące podczas nagrzewania Nagrzewanie stopów żelaza powyżej temperatury 723 O C powoduje rozpoczęcie przemiany perlitu w austenit
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
Metrologiczne aspekty oceny topografii diamentowych folii ściernych do precyzyjnego mikrowygładzania
 PAK vol. 57, nr 5/2011 1 Wojciech KACALAK, Katarzyna TANDECKA POLITECHNIKA KOSZALIŃSKA, KATEDRA MECHANIKI PRECYZYJNEJ Metrologiczne aspekty oceny topografii diamentowych folii ściernych do precyzyjnego
PAK vol. 57, nr 5/2011 1 Wojciech KACALAK, Katarzyna TANDECKA POLITECHNIKA KOSZALIŃSKA, KATEDRA MECHANIKI PRECYZYJNEJ Metrologiczne aspekty oceny topografii diamentowych folii ściernych do precyzyjnego
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH DO PRECYZYJNEGO DOGŁADZANIA
 KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 30 nr 1, 2, 3 lub 4 Archiwum Technologii Maszyn i Automatyzacji 2011 WOCIECH KACALAK *, KATARZYNA TANDECKA ** METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH
KOMISJA BUDOWY MASZYN PAN ODDZIAŁ W POZNANIU Vol. 30 nr 1, 2, 3 lub 4 Archiwum Technologii Maszyn i Automatyzacji 2011 WOCIECH KACALAK *, KATARZYNA TANDECKA ** METODYKA OCENY TOPOGRAFII FOLII ŚCIERNYCH
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
TMS System frezowania gwintów Zastosowanie i informacje techniczne
 Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Zastosowanie i informacje techniczne Poniżej podano kilka metod frezowania gwintów (kierunki robocze) UWAGA: Frezowanie współbieżne zapewnia mniejsze siły skrawania, lepsze łamanie wiórów, wyższą jakość
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA
 : Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
: Studium: stacjonarne, I st. : : MiBM, Rok akad.: 2016/1 Liczba godzin - 15 T E C H N I K I L AS E R OWE W I N Ż Y N I E R I I W Y T W AR Z AN IA L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący:
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
BADANIA PÓL NAPRĘśEŃ W IMPLANTACH TYTANOWYCH METODAMI EBSD/SEM. Klaudia Radomska
 WyŜsza Szkoła InŜynierii Dentystycznej im. prof. Meissnera w Ustroniu Wydział InŜynierii Dentystycznej BADANIA PÓL NAPRĘśEŃ W IMPLANTACH TYTANOWYCH METODAMI EBSD/SEM Klaudia Radomska Praca dyplomowa napisana
WyŜsza Szkoła InŜynierii Dentystycznej im. prof. Meissnera w Ustroniu Wydział InŜynierii Dentystycznej BADANIA PÓL NAPRĘśEŃ W IMPLANTACH TYTANOWYCH METODAMI EBSD/SEM Klaudia Radomska Praca dyplomowa napisana
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
Promotor: prof. nadzw. dr hab. Jerzy Ratajski. Jarosław Rochowicz. Wydział Mechaniczny Politechnika Koszalińska
 Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Promotor: prof. nadzw. dr hab. Jerzy Ratajski Jarosław Rochowicz Wydział Mechaniczny Politechnika Koszalińska Praca magisterska Wpływ napięcia podłoża na właściwości mechaniczne powłok CrCN nanoszonych
Woski dentystyczne twarde w aspekcie ich właściwości technologicznych. Agnieszka Imiełowska
 Woski dentystyczne twarde w aspekcie ich właściwości technologicznych Agnieszka Imiełowska Woski w przeszłości Woski są stosowane w warunkach klinicznych i laboratoryjnych w wielu dziedzinach stomatologii.
Woski dentystyczne twarde w aspekcie ich właściwości technologicznych Agnieszka Imiełowska Woski w przeszłości Woski są stosowane w warunkach klinicznych i laboratoryjnych w wielu dziedzinach stomatologii.
Dr hab. inż. Anna ZAWADA-TOMKIEWICZ, prof. PK (Politechnika Koszalińska):
:") DOI: 10.17814/mechanik.2015.8-9.407 Dr hab. inż. Anna ZAWADA-TOMKIEWICZ, prof. PK (Politechnika Koszalińska): ANALIZA KSZTAŁTOWANIA STRUKTURY GEOMETRYCZNEJ POWIERZCHNI W MIKROSKALI DLA PROCESU TOCZENIA
DOI: 10.17814/mechanik.2015.8-9.407 Dr hab. inż. Anna ZAWADA-TOMKIEWICZ, prof. PK (Politechnika Koszalińska): ANALIZA KSZTAŁTOWANIA STRUKTURY GEOMETRYCZNEJ POWIERZCHNI W MIKROSKALI DLA PROCESU TOCZENIA
Sołidification of Metais and Ałloys, No.27, l 996 Kr1.epnięcie Metali i Stopów, Nr 27, 19% PAN- Oddzial Katowice PL ISSN
 27/5 Sołidification of Metais and Ałloys, No.27, l 996 Kr1.epnięcie Metali i Stopów, Nr 27, 19% PAN- Oddzial Katowice PL ISSN 0208-9386 WPL YW PARAMETRÓW OBRÓBKI CIEPLNEJ NA JAKOŚĆ WYROBÓW ZE STOPU AMIO
27/5 Sołidification of Metais and Ałloys, No.27, l 996 Kr1.epnięcie Metali i Stopów, Nr 27, 19% PAN- Oddzial Katowice PL ISSN 0208-9386 WPL YW PARAMETRÓW OBRÓBKI CIEPLNEJ NA JAKOŚĆ WYROBÓW ZE STOPU AMIO
JEDNOSTRONNA FORMATYZERKO CZOPIARKA Typ DCLB Specjal 2
 JEDNOSTRONNA FORMATYZERKO CZOPIARKA Typ DCLB Specjal 2 PRZEZNACZENIE Formatyzerko- czopiarka DCLB Specjal 2 przeznaczona jest do jednostronnego, przelotowego wykonywania rowków w listwach ościeżnic (z
JEDNOSTRONNA FORMATYZERKO CZOPIARKA Typ DCLB Specjal 2 PRZEZNACZENIE Formatyzerko- czopiarka DCLB Specjal 2 przeznaczona jest do jednostronnego, przelotowego wykonywania rowków w listwach ościeżnic (z
STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI
 PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
PL0400058 STABILNOŚĆ STRUKTURALNA STALI P92 W KSZTAŁTOWANYCH PLASTYCZNIE ELEMENTACH RUROCIĄGÓW KOTŁÓW ENERGETYCZNYCH ANDRZEJ TOKARZ, WŁADYSŁAW ZALECKI Instytut Metalurgii Żelaza im. S. Staszica, Gliwice
ANALIZA WARTOŚCI SIŁY SKRAWANIA PODCZAS TOCZENIA STALI HARTOWANEJ W WARUNKACH MAŁYCH PRZE - KROJÓW WARSTWY SKRAWANEJ. Streszczenie
 DOI: 10.17814/mechanik.2015.8-9.448 Dr hab. inż. Anna ZAWADA-TOMKIEWICZ, prof. PK; prof. Dr hab. inż. Borys STORCH (Politechnika Koszalińska): ANALIZA WARTOŚCI SIŁY SKRAWANIA PODCZAS TOCZENIA STALI HARTOWANEJ
DOI: 10.17814/mechanik.2015.8-9.448 Dr hab. inż. Anna ZAWADA-TOMKIEWICZ, prof. PK; prof. Dr hab. inż. Borys STORCH (Politechnika Koszalińska): ANALIZA WARTOŚCI SIŁY SKRAWANIA PODCZAS TOCZENIA STALI HARTOWANEJ
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
STAL NARZĘDZIOWA DO PRACY NA GORĄCO
 STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
STAL NARZĘDZIOWA DO PRACY NA GORĄCO Stal BÖHLER W360 ISOBLOC jest stalą narzędziową na matryce i stemple do kucia na zimno i na gorąco. Stal ta może mieć szerokie zastosowanie, gdzie wymagane są wysoka
Spis treści Przedmowa
 Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Spis treści Przedmowa 1. Wprowadzenie do problematyki konstruowania - Marek Dietrich (p. 1.1, 1.2), Włodzimierz Ozimowski (p. 1.3 -i-1.7), Jacek Stupnicki (p. l.8) 1.1. Proces konstruowania 1.2. Kryteria
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
10. BADANIE TRWAŁOŚCI OSTRZA
 10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1
 Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
Wpływ metody odlewania stopów aluminium i parametrów anodowania na strukturę i grubość warstwy anodowej 1 L. A. Dobrzański*, K. Labisz*, J. Konieczny**, J. Duszczyk*** * Zakład Technologii Procesów Materiałowych
PL B1. POLITECHNIKA KOSZALIŃSKA, Koszalin, PL BUP 13/12
 PL 217376 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217376 (13) B1 (21) Numer zgłoszenia: 393211 (51) Int.Cl. B23B 3/02 (2006.01) B25J 21/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 217376 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217376 (13) B1 (21) Numer zgłoszenia: 393211 (51) Int.Cl. B23B 3/02 (2006.01) B25J 21/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Inżynieria Maszyn, R. 20, z. 1, 2015
 Inżynieria Maszyn, R. 20, z. 1, 2015 Ansys, modelowanie, mikroskrawanie, szlifowanie. Wojciech KACALAK 1 Łukasz RYPINA 1* Dariusz LIPIŃSKI 1 Błażej BAŁASZ 1 ANALIZA WPŁYWU CECH GEOMETRYCZNYCH STREFY MIKROSKRAWANIA
Inżynieria Maszyn, R. 20, z. 1, 2015 Ansys, modelowanie, mikroskrawanie, szlifowanie. Wojciech KACALAK 1 Łukasz RYPINA 1* Dariusz LIPIŃSKI 1 Błażej BAŁASZ 1 ANALIZA WPŁYWU CECH GEOMETRYCZNYCH STREFY MIKROSKRAWANIA
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH
 PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
PROFESJONALNE PILNIKI OBROTOWE Z WĘGLIKA SPIEKANEGO PRZEZNACZONE DO WYSOKOWYDAJNEJ PRACY W CIĘŻKICH WARUNKACH PRZEMYSŁOWYCH 1500 HV WĘGLIK WOLFRAMU NAJWYŻSZEGO GATUNKU, BARDZO SILNE POŁĄCZENIE GŁÓWKI Z
Popiół lotny jako dodatek typu II w składzie betonu str. 1 A8. Rys. 1. Stosowanie koncepcji współczynnika k wg PN-EN 206 0,4
 Popiół lotny jako dodatek typu II w składzie betonu str. 1 A8 Według normy PN-EN 206:2014 Beton Wymagania, właściwości, produkcja i zgodność popiół lotny może być stosowany do wytwarzania betonu, jeżeli
Popiół lotny jako dodatek typu II w składzie betonu str. 1 A8 Według normy PN-EN 206:2014 Beton Wymagania, właściwości, produkcja i zgodność popiół lotny może być stosowany do wytwarzania betonu, jeżeli
Narzędzia ścierne spojone
 Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Czym jest ściernica? Ściernica jest precyzyjnym narzędziem, które posiada tysiące krawędzi tnących. Składa się z ziaren ściernych związanych spoiwem i oddzielonych od siebie porami. Ziarna są krawędziami
Politechnika Lubelska Wydział Elektrotechniki i Informatyki Katedra Urządzeń Elektrycznych i Techniki Wysokich Napięć. Dr hab.
 Politechnika Lubelska Wydział Elektrotechniki i Informatyki Katedra Urządzeń Elektrycznych i Techniki Wysokich Napięć Dr hab. Paweł Żukowski Materiały magnetyczne Właściwości podstawowych materiałów magnetycznych
Politechnika Lubelska Wydział Elektrotechniki i Informatyki Katedra Urządzeń Elektrycznych i Techniki Wysokich Napięć Dr hab. Paweł Żukowski Materiały magnetyczne Właściwości podstawowych materiałów magnetycznych
1. BADANIE POWSTAWANIA WIÓRA. 1.1 Cel ćwiczenia. 1.2 Wprowadzenie
 1. BAANIE POWSTAWANIA WIÓRA 1.1 Ce ćwiczenia Ceem ćwiczenia jest praktyczna obserwacja procesu powstawania wióra oraz zbadanie wpływu wybrany parametrów skrawania na przebieg tego procesu. 1. Wprowadzenie
1. BAANIE POWSTAWANIA WIÓRA 1.1 Ce ćwiczenia Ceem ćwiczenia jest praktyczna obserwacja procesu powstawania wióra oraz zbadanie wpływu wybrany parametrów skrawania na przebieg tego procesu. 1. Wprowadzenie
PRZECIĄGACZE.
 Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Wzrost produktywności Poprawa jakości Bezkonkurencyjność Przepychacze Przeciągacze śrubowe Przeciągacze okrągłe Przeciągacze wielowypustowe Przeciągacze wielowypustowe o zarysie ewolwentowym Przeciągacze
Gwinty drobnozwojne. Zarys częściowy płaska powierzchnia natarcia (NTF i NTK): Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne
: Zarys częściowy. kontrola wiórów (NT-K): Gwinty drobnozwojne") poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
poradnik zastosowania Top Notch do toczenia zewnętrznych Rozmiary oprawek z chwytem o przekroju kwadratowym: Metryczne 10 32 mm gwintu UN: 32 Minimalny skok gwintu ISO: 1,5 mm gwintu UN: 7 Maksymalny skok
Narzędzia diamentowe do wiercenia rdzeniowego
 Narzędzia diamentowe do wiercenia rdzeniowego GEOD oferuje koronki diamentowe w pełnym asortymencie średnic i typów zarówno do systemów rdzeniowania wrzutowego jak i dla rdzeniowania konwencjonalnego rdzeniówkami
Narzędzia diamentowe do wiercenia rdzeniowego GEOD oferuje koronki diamentowe w pełnym asortymencie średnic i typów zarówno do systemów rdzeniowania wrzutowego jak i dla rdzeniowania konwencjonalnego rdzeniówkami
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi. dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik
 Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Dym spawalniczy Dym spawalniczy (aerozol dwufazowy kondensacyjny) jest mieszaniną
Emisja zanieczyszczeń przy lutospawaniu blach stalowych z powłokami ochronnymi dr inż. Jolanta Matusiak mgr inż. Joanna Wyciślik Dym spawalniczy Dym spawalniczy (aerozol dwufazowy kondensacyjny) jest mieszaniną
ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ
 Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
Szybkobieżne Pojazdy Gąsienicowe (15) nr 1, 2002 Stanisław JURA Roman BOGUCKI ODPORNOŚĆ STALIWA NA ZUŻYCIE EROZYJNE CZĘŚĆ II. ANALIZA WYNIKÓW BADAŃ Streszczenie: W części I w oparciu o teorię Bittera określono
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Ewolucja we frezowaniu trochoidalnym
 New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
New Nowe Lipiec 2016 produkty dla techników obróbki skrawaniem Ewolucja we frezowaniu trochoidalnym Frezy trzpieniowe CircularLine skracają czas obróbki i wydłużają żywotność TOTAL TOOLING = JAKOŚĆ x SERWIS
Temat: kruszyw Oznaczanie kształtu ziarn. pomocą wskaźnika płaskości Norma: PN-EN 933-3:2012 Badania geometrycznych właściwości
 Wydział Geoinżynierii, Górnictwa i Geologii Politechniki Wrocławskiej Instrukcja do zajęć laboratoryjnych Eksploatacja i obróbka skał Badania geometrycznych właściwości Temat: kruszyw Oznaczanie kształtu
Wydział Geoinżynierii, Górnictwa i Geologii Politechniki Wrocławskiej Instrukcja do zajęć laboratoryjnych Eksploatacja i obróbka skał Badania geometrycznych właściwości Temat: kruszyw Oznaczanie kształtu
AKTUALNOŚCI LSE445-E NSE300-E/400-E. Frez czołowy i walcowy ogólnego przeznaczenia. MP103P. Płytka pozytywna 20 do wysokowydajnej obróbki.
 AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal
AKTUALNOŚCI MP103P LSE445-E NSE300-E/400-E Płytka pozytywna 20 do wysokowydajnej obróbki. Frez czołowy i walcowy ogólnego przeznaczenia. FREZOWANIE PŁASZCZYZN LSE445-E Stopy lekkie Stal