2-IGŁOWE STĘBNÓWKI serii LH-3500A
|
|
|
- Stanisław Kwiecień
- 5 lat temu
- Przeglądów:
Transkrypt
, tel. 22 545-04-00, juki@juki.pl styczeń 2012 r.")
1 2-IGŁOWE STĘBNÓWKI serii LH-3500A JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel , juki@juki.pl styczeń 2012 r.
2 Indeks rzeczowy 1. Zasady bezpieczeństwa 4 2. Parametry techniczne Elementy maszyny Instalacja Zasady bezpieczeństwa podczas montaŝu maszyny Instalacja maszyny Regulacja wysokości ustawienia dźwigni kolanowej Instalacja stojaka na nici Przygotowanie maszyny Metody oliwienia Napełnienie olejem zbiornika olejowego Odprowadzanie zuŝytego oleju ze zbiornika olejowego Regulacja ilości oleju doprowadzanego do chwytacza Oliwienie mechanizmu podawania Smarowanie Ustawienie skrzynki kontrolnej SC Instalacja osłony pasa (w przypadku modeli LH-3528A, LH-3568A) MontaŜ igieł Wymiana kasetki bębenka MontaŜ bębenka w kasetce bębenka Nawlekanie głowicy maszynowej Regulacja napręŝenia nici Nawijanie nici bębenka Regulacja spręŝyny podciągacza nici Regulacja długości ściegu Regulacja synchronizacji igieł i chwytacza Regulacja siły docisku pedału maszynowego oraz jego skoku Regulacja ustawienia pedału maszynowego 37
3 6. Obsługa maszyny Obsługa pedału maszynowego Dźwignia ręczna wzniosu stopki dociskowej Regulacja docisku stopki Mikro-podnośnik Przełączanie zwalniania napręŝenia nici podczas uŝywania podnośnika kolanowego Dźwignia przełącznika szycia wstecznego Regulacja i konserwacja maszyny Przełączanie na transport dolny lub transport igłowy i regulacja (tylko w przypadku modelu LH-3528A) Zmiana synchronizacji transportu (podawania) Regulacja krzywki obcinania nici Regulacja osłony igieł Regulacja prowadnika wewnętrznego chwytacza Regulacja wysokości i nachylenia ząbków transportu Zmiana rozstawu igieł Regulacja spręŝyny docisku nici Regulacja połoŝenia noŝa ruchomego Regulacja połoŝenia wipera (odrzutnika nici) Środki ostroŝności podczas instalacji nasadek Wymiana spręŝyny zapobiegającej poluzowywaniu się (zwisaniu) nici bębenka (w przypadku modeli LH-3568A, LH-3568A-7) Zatrzymanie igielnic oraz kąt naroŝników przy szyciu na rogach (w przypadku modeli LH-3568A, LH-3568A-7) Tabele zestawiające liczbę ściegów i kąt obrotu przy danym rozstawie Rozstawy Rozwiązywanie problemów Koło pasowe silnika oraz pas klinowy Zasady bezpieczeństwa
4 Zasady zapewniające bezpieczną obsługę maszyny szwalniczej: Obsługa maszyn szwalniczych, automatów oraz urządzeń dodatkowych wiąŝe się z pracą blisko ruchomych części i mechanizmów. Realne jest zatem ryzyko przypadkowego, niezamierzonego kontaktu z nimi, co grozi urazem lub uszkodzeniem ciała. Operatorzy maszyn szwalniczych oraz personel przeprowadzający czynności konserwacyjne i naprawcze powinni zapoznać się z ZASADAMI BEZPIECZEŃSTWA i ściśle ich przestrzegać. W Instrukcji zastosowano cztery kategorie oznaczeń wskazujących stopień niebezpieczeństwa: S T O P N I E N I E B E Z P I E C Z E Ń S T W A NIEBEZPIECZEŃSTWO: Natychmiastowe zagroŝenie dla Ŝycia lub zdrowia w przypadku nieprawidłowej obsługi i/lub konserwacji maszyny. OSTRZEśENIE: Potencjalne zagroŝenie dla Ŝycia lub zdrowia w przypadku nieprawidłowej obsługi i/lub konserwacji maszyny. UWAGA: MoŜliwość urazu ciała w stopniu średnim lub nieznacznym w przypadku nieprawidłowej obsługi i/lub konserwacji maszyny. Wymagana szczególna ostroŝność. Objaśnienie oznaczeń graficznych oraz etykiet ostrzegawczych: OstrzeŜenia graficzne: Ryzyko urazu ciała w kontakcie z elementem ruchomym. Ryzyko poraŝenia prądem w kontakcie z elementem pod wysokim napięciem. Ryzyko poparzenia w kontakcie z elementem o wysokiej temperaturze. Ryzyko urazu ciała na skutek wciągnięcia przez pas. Etykiety ostrzegawcze: Oznaczenie prawidłowego kierunku. Oznaczenie podłączenia przewodu uziomowego.
5 MoŜliwość powaŝnego urazu ciała lub śmierci. MoŜliwość urazu na skutek kontaktu z ruchomymi elementami maszyny. Obsługa maszyny wymaga instalacji: osłony bezpieczeństwa, pokrywy bezpieczeństwa, zabezpieczenia. Przed przystąpieniem do nawlekania głowicy maszynowej, wymiany igieł i bębenka oraz oliwienia i czyszczenia, naleŝy bezwzględnie odłączyć zasilanie. NIEBEZPIECZEŃS TWO Aby zapobiec wypadkom spowodowanym poraŝeniem prądem, przed otworzeniem skrzynki kontrolnej zawierającej elementy elektryczne, naleŝy bezwzględnie odłączyć zasilanie i odczekać co najmniej 5 minut. UWAG A PODSTAWOWE ŚRODKI OSTROśNOŚCI 1. Przed przystąpieniem do obsługi maszyny naleŝy zapoznać się z instrukcją uŝytkowania oraz wszelkimi innymi dokumentami dostarczonymi wraz z urządzeniem. Instrukcję naleŝy przechowywać w pobliŝu maszyny, aby zawsze móc skonsultować i sprawdzić ustawienie. 2. Z uwagi na moŝliwość złamania się igły, podczas obsługi maszyny zaleca się stosowanie okularów ochronnych. 3. Osoby z rozrusznikiem serca mogą obsługiwać maszynę po konsultacji z lekarzem specjalistą. ZABEZPIECZENIA ORAZ TABLICZKI OSTRZEGAWCZE 1. Wszystkie elementy zabezpieczające powinny zostać zainstalowane na maszynie przed przystąpieniem do pracy. Nie naleŝy obsługiwać maszyny bez zalecanych przez producenta zabezpieczeń. 2. W przypadku zdjęcia któregokolwiek z zabezpieczeń, naleŝy pamiętać o jego ponownym zamontowaniu i sprawdzeniu poprawności ustawienia jedynie prawidłowo zainstalowane i poprawnie działające zabezpieczenie zapewnia ochronę przed urazem ciała lub śmiercią osoby obsługującej maszynę. 3. Nie naleŝy odrywać tabliczek ostrzegawczych zamieszczonych oryginalnie na maszynie. W przypadku uszkodzenia lub odklejenia się tabliczki oraz jej zabrudzenia powodującego nieczytelność oznaczenia, naleŝy niezwłocznie wymienić tabliczkę na nową. ZASTOSOWANIE I MODYFIKACJE 1. Maszyna moŝe być wykorzystywana jedynie zgodnie ze swoim przeznaczeniem określonym przez producenta. Wykorzystywanie maszyny niezgodnie z przeznaczeniem grozi urazem ciała lub śmiercią. Firma JUKI nie ponosi odpowiedzialności za uszkodzenia maszyny oraz wypadki (uraz ciała lub śmierć) powstałe w wyniku niewłaściwego wykorzystywania maszyny.
6 2. Maszyny nie moŝna modyfikować ani zmieniać. Obsługa maszyny zmodyfikowanej bez uwzględnienia ogólnych zasad bezpieczeństwa i standardów określonych przez producenta urządzenia, grozi urazem ciała lub śmiercią. Firma JUKI nie ponosi odpowiedzialności za uszkodzenia maszyny oraz wypadki (uraz ciała lub śmierć) powstałe w wyniku nieautoryzowanych zmian i modyfikacji. WIEDZA I PRZESZKOLENIE 1. Maszyna moŝe być uŝytkowana jedynie przez wykwalifikowanych i odpowiednio przeszkolonych (zarówno w zakresie obsługi jak i zasad bezpieczeństwa) operatorów. Odpowiedzialność za przeszkolenie operatora ponosi jego pracodawca. KIEDY NALEśY ODŁĄCZYĆ ZASILANIE OD MASZYNY (odłączenie zasilania oznacza wyłączenie przycisku zasilania i wyciągnięcie wtyczki przewodu zasilającego z gniazdka) 1. Z uwagi na zagroŝenie Ŝycia lub zdrowia operatora, w przypadku wystąpienia nieprawidłowości w pracy maszyny lub zakłóceń systemu zasilania naleŝy bezwzględnie odłączyć zasilanie od urządzenia. 2. Aby zapobiec wypadkom spowodowanym nagłym, przypadkowym uruchomieniem się maszyny naleŝy, przed wykonaniem następujących czynności, odłączyć zasilanie od maszyny: nawlekanie igły, chwytacza, przeplatacza itp. oraz wymiana bębenka wymiana i regulacja wszystkich elementów maszyny, w tym: igły, stopki dociskowej, płytki ściegowej, chwytacza, przeplatacza, ząbków transportu, osłony igły itp. sprawdzanie, naprawa i czyszczenie maszyny oraz opuszczenie stanowiska pracy. 3. Aby zapobiec poraŝeniu prądem elektrycznym lub poŝarowi, odłączając zasilanie naleŝy trzymać ręką wtyczkę przewodu, a nie sam przewód. 4. Opuszczając stanowisko pracy i pozostawiając maszynę bez nadzoru naleŝy bezwzględnie odłączać zasilanie. 5. Aby zapobiec wypadkom wywołanym przez uszkodzenie elementów elektrycznych maszyny, naleŝy odłączać zasilanie w przypadku zauwaŝenia nieprawidłowości systemu zasilającego. Zasady bezpieczeństwa obowiązujące na róŝnych etapach obsługi maszyny TRANSPORT MASZYNY 1. Podnosząc i przesuwając maszynę naleŝy przestrzegać ogólnych zasad bezpieczeństwa oraz uwzględniać cięŝar maszyny określony w Instrukcji obsługi. 2. Podczas transportu maszyny naleŝy powziąć środki zapobiegające jej upuszczeniu, wysunięciu lub przewróceniu. Wypadki spowodowane niewystarczającym zabezpieczeniem transportowanej maszyny groŝą uszkodzeniem urządzenia, urazem ciała lub śmiercią. 3. Aby zapobiec uszkodzeniu maszyny na skutek nieoczekiwanego i niespodziewanego wypadku, w przypadku gdy maszyna zostanie rozpakowana, nie naleŝy jej pakować ponownie do celów transportowych przy uŝyciu elementów starego opakowania. ROZPAKOWYWANIE MASZYNY 1. Aby zapobiec wypadkom skutkującym urazem ciała lub śmiercią operatora, naleŝy rozpakować maszynę zgodnie z kolejnością wskazaną w Instrukcji obsługi. Jeśli maszyna była transportowana w skrzyni, naleŝy usunąć wszystkie gwoździe. 2. NaleŜy sprawdzić, gdzie jest środek cięŝkości maszyny i ostroŝnie wyjąć urządzenie z opakowania transportowego. INSTALACJA MASZYNY Blat i stół maszynowy
7 1. NaleŜy uŝywać jedynie oryginalnego blatu i stołu maszynowego firmy JUKI. JeŜeli uŝycie oryginalnych modeli nie jest moŝliwe, naleŝy wybrać blat i stół maszynowy, które odpowiadają cięŝarowi maszyny i wytrzymają nacisk podczas wykonywania operacji. 2. W przypadku gdy do podstawy stołu mocowane są kółka (rolki), naleŝy upewnić się Ŝe kółka wyposaŝone są w mechanizm blokujący. Podczas obsługi maszyny, jej regulacji, naprawy i konserwacji, kółka powinny być zabezpieczone. Przewody i okablowanie 1. Przewody maszyny nie powinny być nadmiernie napręŝone, gdyŝ grozi to poraŝeniem elektrycznym lub poŝarem. W przypadku gdy konieczne jest ułoŝenie przewodu przy ruchomym odcinku maszyny (np. przy pasie klinowym), naleŝy zabezpieczyć przewód w odległości co najmniej 30mm od tego odcinka. 2. Aby zapobiec poraŝeniu elektrycznemu lub poŝarowi naleŝy unikać podłączeń typu Starburst. 3. Aby zapobiec poraŝeniu elektrycznemu lub poŝarowi naleŝy dobrze podłączyć złączki, a wyjmując złączki naleŝy przytrzymywać je za wtyk, a nie za przewód. Uziemienie 1. Aby zapobiec przebiciu oraz wystąpieniu wady napięcia siły dielektrycznej, uprawniony elektryk powinien zainstalować odpowiednią wtyczkę zasilania. Wtyczka zasilania powinna zostać podłączona do uziemionego gniazdka. 2. Maszyna powinna zostać odpowiednio uziemiona. Silnik 1. Aby zapobiec spaleniu się, naleŝy uŝywać ściśle określony, znamionowy silnik (oryginalny produkt firmy JUKI). 2. W przypadku zastosowania silnika sprzęgłowego, aby zapobiec wciąganiu się w pracujący pas klinowy, naleŝy wybrać model silnika ze specjalną, zabezpieczającą osłoną koła pasowego. PRZED PRZYSTĄPIENIEM DO OBSŁUGI MASZYNY 1. Przed włączeniem zasilania do maszyny, naleŝy sprawdzić czy złączki oraz przewody nie są uszkodzone oraz czy są dobrze zabezpieczone (tj. nie są poluzowane). W przeciwnym wypadku, praca na maszynie grozi urazem ciała lub śmiercią. 2. Nie naleŝy podkładać rąk w obszar pracy ruchomych elementów maszyny. Zawsze naleŝy sprawdzić czy kierunek obrotów koła pasowego jest zgodny ze wskazaniem strzałki na kole pasowym. 3. W przypadku podstawy stołu maszynowego wyposaŝonej w kółka (rolki), naleŝy blokować kółka, aby zapobiec wypadkom w wyniku nagłego (niespodziewanego) przesunięcia maszyny. PODCZAS OBSŁUGI MASZYNY 1. Nie naleŝy zbliŝać rąk, głowy lub elementów odzieŝy w obszar pracy ruchomych elementów maszyny takich jak: pokrętło ręczne, koło pasowe lub silnik. Nie naleŝy umieszczać Ŝadnych przedmiotów w pobliŝu tych elementów. 2. Nie naleŝy podkładać rąk pod igłę lub osłonę dźwigni podciągacza nici przy włączaniu maszyny oraz gdy maszyna pracuje. 3. PoniewaŜ maszyna pracuje z duŝą prędkością, podczas jej obsługi nie naleŝy zbliŝać rąk w obszar pracy ruchomych elementów takich jak chwytacz, przeplatacz, igielnica, nóŝ tnący materiał. Przed przystąpieniem do wymiany nici naleŝy odłączyć zasilanie od maszyny i upewnić się, Ŝe silnik całkowicie się zatrzymał. 4. Przenosząc maszynę lub ustawiając ją na stole naleŝy uwaŝać, aby palce lub inne części ciała nie zostały zakleszczone pomiędzy maszyną a stołem. 5. Przed zdjęciem pasa klinowego naleŝy odłączyć zasilanie od maszyny i upewnić się, Ŝe silnik całkowicie się zatrzymał.
8 6. W przypadku zastosowania serwosilnika, jeśli maszyna nie pracuje, nie słychać silnika. NaleŜy zawsze wyłączać silnik po zakończeniu pracy na maszynie oraz odłączyć zasilanie od maszyny. 7. Aby zapobiec wystąpieniu poŝaru na skutek przegrzania, nie wolno obsługiwać maszyny przy zasłoniętym otworze chłodzącym skrzynki zasilania silnika. OLIWIENIE 1. W celu naoliwienia maszyny, naleŝy stosować jedynie oryginalny olej oraz smar firmy JUKI. 2. Gdy podczas czynności konserwacyjnych, smar lub olej dostanie się do oczu lub skóry naleŝy natychmiast dokładnie przemyć wodą miejsca kontaktu. 3. W przypadku połknięcia oleju lub smaru, naleŝy natychmiast skontaktować się z lekarzem. KONSERWACJA 1. Wszelkie prace naprawcze i konserwacyjne maszyny powinny zostać przeprowadzone przez przeszkolony personel (uprawniony serwis techniczny) lub pod jego ścisłym nadzorem. Dokonując naprawy maszyny naleŝy stosować jedynie oryginalne części firmy JUKI. Firma JUKI nie ponosi odpowiedzialności za wypadki i/lub uszkodzenia powstałe na skutek nieumiejętnych prac naprawczych i regulacyjnych lub zastosowanie innych części niŝ oryginalne. 2. Prace naprawcze i konserwacyjne na elementach elektrycznych powinny być dokonywane przez wykwalifikowanego elektryka lub pod jego ścisłym nadzorem. W przypadku wykrycia wady elementów elektrycznych maszyny, naleŝy niezwłocznie zatrzymać maszynę. 3. W przypadku maszyn wyposaŝonych w elementy pneumatyczne takie jak siłownik pneumatyczny, naleŝy przed dokonaniem czynności naprawczych i konserwacyjnych, odłączyć spręŝarkę powietrza od maszyny i odciąć dopływ spręŝonego powietrza. NaleŜy równieŝ usunąć ciśnienie powietrza resztkowego (minimalnego) pozostałego po odłączeniu spręŝarki od maszyny. 4. Po zakończeniu naprawy, regulacji lub wymiany części maszyny naleŝy dokładnie sprawdzić czy śruby i nakrętki nie są poluzowane. 5. Maszynę naleŝy okresowo czyścić. Przed przystąpieniem do czyszczenia maszyny naleŝy odłączyć zasilanie i sprawdzić czy silnik całkowicie się zatrzymał. 6. Przed przystąpieniem do czynności konserwacyjnych, sprawdzających i naprawczych naleŝy bezwzględnie odłączyć zasilanie i sprawdzić czy silnik całkowicie się zatrzymał (w przypadku maszyn z silnikiem sprzęgłowym, naleŝy pamiętać Ŝe silnik pracuje jeszcze przez chwilę po odłączeniu zasilania ze względu na inercję). 7. Jeśli po dokonaniu naprawy lub regulacji, maszyna nie pracuje prawidłowo, naleŝy niezwłocznie zatrzymać maszynę i skontaktować się ze sprzedawcą maszyny. 8. W przypadku przepalenia się bezpiecznika, naleŝy odłączyć zasilanie od maszyny, usunąć przyczynę awarii i wymienić bezpiecznik. 9. Okresowo naleŝy czyścić otwór odpowietrzający wentylatora i sprawdzać przewody, aby zapobiec zapaleniu się silnika. ŚRODOWISKO PRACY MASZYNY 1. Maszyna powinna pracować z dala od źródeł duŝego hałasu emitowanego np. przez spawarkę. 2. Nie naleŝy uruchamiać maszyny jeśli napięcie waha się o więcej niŝ ±10% (napięcie znamionowe). 3. Przed włączeniem elementu pneumatycznego takiego jak siłownik pneumatyczny, naleŝy sprawdzić czy ciśnienie powietrza jest odpowiednie. 4. W celu zapewnienia prawidłowej pracy maszyny, naleŝy zadbać o następujące warunki: temperatura otoczenia podczas pracy maszyny: 5 0 C 35 0 C wilgotność względna podczas pracy maszyny: 35% 85%. 5. W przypadku przenoszenia maszyny bezpośrednio z pomieszczenia zimnego do ciepłego, moŝe wystąpić zjawisko skraplania pary wodnej. Wówczas maszynę moŝna włączyć dopiero po stwierdzeniu, Ŝe na maszynie nie ma śladów skraplania pary wodnej.
9 6. Podczas wyładowań atmosferycznych naleŝy przerwać pracę na maszynie i odłączyć zasilanie wyciągając dla bezpieczeństwa wtyczkę z gniazdka. 7. W zaleŝności od warunków sygnału fal radiowych, praca maszyny moŝe zakłócać działanie telewizora lub radioodbiornika. Wówczas naleŝy uŝywać odbiorników radiowych i telewizyjnych jedynie z dala od maszyny. 8. W przypadku gdy poziom hałasu w miejscu pracy wynosi co najmniej 85dB, jednak mniej niŝ 90dB zaleca się odpowiednio chronić uszy. W przypadku gdy poziom hałasu wynosi 90dB lub więcej, operator maszyny powinien bezwzględnie załoŝyć ochraniacze na uszy; ponadto w miejscu pracy powinno być wyraźne oznaczenie o konieczności i sposobie stosowania zabezpieczeń uszu. Aby zapewnić bezpieczną pracę: 1. Aby zapobiec urazom ciała, przy włączaniu maszyny oraz gdy maszyna pracuje nie wolno podkładać rąk pod igły. 2. Aby zapobiec urazom ciała, nie wolno podkładać rąk pod podciągacz nici gdy maszyna pracuje. 3. Przed odchyleniem głowicy maszynowej naleŝy bezwzględnie odłączyć zasilanie od maszyny. 4. Aby uniknąć urazów ciała, nie naleŝy zbliŝać rąk, głowy (włosów) oraz elementów odzieŝy w obszar pracy pokrętła ręcznego oraz podciągacza nici. Nie naleŝy umieszczać Ŝadnych przedmiotów w pobliŝu tych elementów. 5. Nie wolno uruchamiać maszyny jeśli nie ma załoŝonych wszystkich wymaganych pokryw i osłon. 6. Odchylając głowicę maszynową naleŝy uwaŝać, aby nie urazić palców. 1. Maszyna powinna być prawidłowo uziemiona. Nie wolno uruchamiać maszyny jeŝeli wtyczka zasilania nie jest podłączona do uziemionego gniazdka. 2. Aby uniknąć poraŝenia prądem naleŝy odłączyć zasilanie od maszyny przed wsadzeniem lub wyciągnięciem wtyczki zasilającej z gniazdka. 3. Podczas wyładowań atmosferycznych naleŝy przerwać prace na maszynie i odłączyć zasilanie wyciągając dla bezpieczeństwa wtyczkę z gniazdka, co zapobiegnie uszkodzeniu elementów elektrycznych maszyny. 4. W przypadku przenoszenia maszyny bezpośrednio z pomieszczenia zimnego do ciepłego, moŝe wystąpić zjawisko skraplania pary wodnej. Wówczas maszynę moŝna włączyć dopiero po stwierdzeniu, Ŝe na maszynie nie ma śladów skraplania pary wodnej. 5. Aby zapobiec wystąpieniu poŝaru naleŝy okresowo wyciągać wtyczkę przewodu zasilającego z gniazdka i dokładnie czyścić bolce i przestrzenie pomiędzy bolcami. 6. Z maszyną naleŝy postępować delikatnie, gdyŝ jest to urządzenie bardzo precyzyjne. Nie wolno dopuścić do przedostania się do maszyny wody lub oleju, oraz do jej upuszczenia. Środki ostroŝności przed przystąpieniem do obsługi maszyny: 1. Przed uruchomieniem maszyny po raz pierwszy naleŝy dokładnie wyczyścić urządzenie. 2. NaleŜy usunąć kurz i zanieczyszczenia nagromadzone podczas transportu maszyny. 3. NaleŜy sprawdzić napięcie i fazę prądu zasilającego. 4. NaleŜy upewnić się, Ŝe wtyczka przewodu zasilającego i prawidłowo
10 umieszczona w gniazdku. 5. Nie naleŝy uruchamiać maszyny jeŝeli parametry prądu są niezgodne z danymi na tabliczce znamionowej maszyny. 6. Kierunek obrotów maszyny jest przeciwny do kierunku ruchu wskazówek zegara patrząc od strony pokrętła ręcznego. Nie naleŝy obracać maszyny w kierunku przeciwnym. 7. Maszynę moŝna uruchomić dopiero po upewnieniu się, Ŝe głowica jest stabilnie zainstalowana na stole maszynowym. 8. Przed rozpoczęciem szycia testowego (próbnego), naleŝy zdjąć z maszyny kasetkę bębenka oraz nić igłową. 9. Pokrętło ręczne moŝna przekręcić dopiero po całkowitym zatrzymaniu się maszyny. 2. Parametry techniczne Model LH-3528A LH-3528A-7 (z automatycznym obcinaczem nici) do materiałów cienkich (lekkich), średnich i grubych (cięŝkich) Zastosowanie typ S: standard, typ F: bielizna, typ A: materiały lekkie (cienkie), typ G: jeans Chwytacz standardowy standardowy Obcinacz nici brak tak Mechanizm osobnego napędu igielnicy brak brak Maks. prędkość szycia ścieg./min. System igieł DP x 5 #9 #16 (dla typu S, F i A), DP x 5 #16 #23 (dla typu G) Rozstaw igieł 3/32 1 ½ 1/8 1 ¼ mm mm Wznios stopki dociskowej 13mm przy podnośniku kolanowym 7mm przy podnośniku ręcznym Oliwienie oryginalny olej JUKI: New Defrix Oil nr 1 lub Machine Oil #7 Poziom hałasu poziom ciśnienia akustycznego emisji (LPA) na stanowisku pracy przy prędkości szycia ścieg./min.: waŝony (A) 87.5 db (w tym K PA = 2.5 db) waŝony (A) 85.5 db (w tym K PA = 2.5 db) poziom mocy dźwięku (L WA) na stanowisku pracy przy prędkości szycia ścieg./min.: waŝony (A) 91.5 db (w tym K PA = 2.5 db) waŝony (A) 90.5 db (w tym K PA = 2.5 db) pomiary zgodne z normą ISO C.6.2, ISO GR2 Model Zastosowanie LH-3568A LH-3568A-7 (z opcją szycia na rogach) (z automatycznym obcinaczem nici i opcją szycia na rogach) do materiałów cienkich (lekkich), średnich i grubych (cięŝkich)
11 typ S: standard, typ G: jeans Chwytacz standardowy standardowy Obcinacz nici brak tak Mechanizm osobnego napędu igielnicy tak tak Maks. prędkość szycia ścieg./min. System igieł DP x 5 #9 #16 (dla typu S), DP x 5 #16 #23 (dla typu G) Rozstaw igieł 1/8 3/ mm Wznios stopki 13mm przy podnośniku kolanowym dociskowej 7mm przy podnośniku ręcznym Oliwienie oryginalny olej JUKI: New Defrix Oil nr 1 lub Machine Oil #7 Poziom hałasu poziom ciśnienia akustycznego emisji (L PA) na stanowisku pracy przy prędkości szycia ścieg./min.: waŝony (A) 83.5 db (w tym K PA = 2.5 db) waŝony (A) 84 db (w tym K PA = 2.5 db) poziom mocy dźwięku (L WA) na stanowisku pracy przy prędkości szycia ścieg./min.: waŝony (A) 87.5 db (w tym K PA = 2.5 db) waŝony (A) 88.5 db (w tym K PA = 2.5 db) pomiary zgodne z normą ISO C.6.2, ISO GR2 3. Elementy maszyny
12 ➊ dźwignia zmiany osobnego napędu ruchu igieł (LH-3568A, LH-3568A-7) ➋ osłona podciągacza nici ➌ osłona palców ➍ napręŝacz nici ➎ skrzynka kontrolna ➏ pedał maszynowy ➐ dźwignia kolanowa wzniosu stopki ➑ przełącznik zasilania ➒ przełącznik szycia wstecznego (LH-3528A-7, LH-3568A-7, LH-3528A typ F) ➓ panel operacyjny nawijarka nici bębenka stojak na nici otwór wlewu oleju dźwignia sterowania podawaniem wstecznym dźwignia ręczna wzniosu stopki 4. Instalacja
13 4-1. ZASADY BEZPIECZEŃSTWA PODCZAS MONTAśU MASZYNY Transport maszyny Maszynę powinny przenosić dwie osoby trzymając głowicę w sposób przedstawiony na ilustracjach powyŝej. Ustawianie maszyny na stole maszynowym W miejscu instalacji maszyny tj. na stole maszynowym nie powinny znajdować się Ŝadne przedmioty, w tym narzędzia np. śrubokręt INSTALACJA MASZYNY Instalacja spodniej pokrywy

14 Spodnia pokrywa powinna spoczywać na czterech rogach w wycięciach stołu maszynowego. W celu zainstalowania spodniej pokrywy naleŝy: przy pomocy gwoździ ➋, zamocować dwa gumowe gniazda ➊ wspierające głowicę w przedniej części do wystającego odcinka stołu maszynowego przy pomocy taśmy klejącej podgumowanej, zamocować dwa gniazda ➌ amortyzujące głowicę maszyny na boku zawiasowym ustawić spodnią pokrywę ➍ na zamocowanych gniazdach zamocować zawias ➏ do głównego korpusu maszyny ustawić głowicę maszyny na zawiasach ➐ stołu oraz na podkładkach ➑ głowicy znajdujących się w czterech rogach stołu zamocować pręt ➒ podpierający głowicę do stołu maszynowego

15 zdjąć nasadkę ➓ na otwór wlotowy systemu cyrkulacji, która jest mocowana na osłonie skrzynki transportowej załoŝyć nasadkę wlotową na filtr wciskając ją do oporu i całość umieścić w otworze umieścić filtr uretanowy w części, a na nim filtr, który ma formę cienkiej płytki o drobnej siatce. Uwaga JeŜeli nasadka ➓ na otwór wlotowy nie będzie do oporu umieszczona w filtrze problemy z cyrkulacją., mogą wystąpić 4-3. REGULACJA WYSOKOŚCI USTAWIENIA DŹWIGNI KOLANOWEJ Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. Standardowy wznios stopki dociskowej przy pomocy dźwigni kolanowej wynosi 12mm. W celu zwiększenia wzniosu stopki maksymalnie do 13mm naleŝy odpowiednio przekręcić śrubę regulacyjną ➊. Uwaga Nie naleŝy obsługiwać maszyny gdy stopka dociskowa ➌ jest podniesiona na 12mm lub wyŝej poniewaŝ wówczas igielnica ➋ uderza o stopkę ➌ INSTALACJA STOJAKA NA NICI
16 Stojak na nici naleŝy zmontować, a następnie ustawić na stole maszynowym w specjalnym otworze instalacyjnym i delikatnie dokręcić nakrętkę zabezpieczającą ➊. W przypadku gdy zasilanie dostarczane jest do maszyny przewodem zasilającym znad głowicy (podsufitowe doprowadzenie przewodu zasilającego), przewód zasilający naleŝy przełoŝyć przez otwór pręta ➋, do którego mocowane są ramiona z podstawkami na nici. 5. Przygotowanie maszyny 5-1. METODY OLIWIENIA Maszynę szwalniczą moŝna oliwić na dwa sposoby:

17 Metoda oliwienia cyrkulacyjnego (ponowne uŝycie oleju zbierającego się w spodniej pokrywie) Uwaga W celu przedłuŝenia Ŝywotności maszyny naleŝy okresowo czyścić cztery filtry powietrza. JeŜeli filtry pozostają nieczyszczone tj. są zatkane kurzem, pyłem, resztkami nici itp., mogą wystąpić nieprawidłowości w procesie oliwienia oraz w pracy całej maszyny. Ponadto, olej znajdujący się w zbiorniku olejowym oraz w spodniej pokrywie naleŝy wymienić niezwłocznie po stwierdzeniu zabrudzenia cieczy. Metoda oliwienia niecyrkulacyjnego (oliwienie tylko czystym olejem) Nasadkę wlotową ➊ systemu cyrkulacji naleŝy umieścić do oporu w części ➌ pokrywy skrzynki transportowej tj. przywrócić jej ustawienie fabryczne. Jednocześnie naleŝy pamiętać o odprowadzeniu oleju nagromadzonego w spodniej pokrywie. W tym celu naleŝy odkręcić śrubę ➋. Uwaga JeŜeli nasadka wlotowa ➊ dotknie powierzchni oleju, olej zostanie natychmiast wchłonięty bez przechodzenia przez filtr, co moŝe spowodować uszkodzenie maszyny. JeŜeli nasadka wlotowa ➊ nie zostanie umieszczona w pokrywie skrzynki transportowej, olej moŝe wyciekać z nasadki ➊ lub ilość oleju doprowadzanego do chwytacza moŝe nie być stała NAPEŁNIENIE OLEJEM ZBIORNIKA OLEJOWEGO Czynności związane z oliwieniem maszyny naleŝy przeprowadzać na maszynie nie podłączonej do zasilania. Zasilanie naleŝy podłączyć dopiero po zakończeniu oliwienia. W przypadku przedostania się oleju do oczu lub innych części ciała, naleŝy
18 natychmiast przemyć te miejsca wodą. Olej naleŝy przechowywać w miejscu niedostępnym dla dzieci. Przed uruchomieniem maszyny naleŝy napełnić miskę olejową olejem, który będzie dostarczany do chwytacza. W tym celu naleŝy: zdjąć nasadkę olejową ➊ i za pomocą olejarki dostarczonej wraz z maszyną, napełnić miskę olejową olejem JUKI New Defrix Oli No. 1 (nr kat. MD-FRX1600C0) lub olejem JUKI Machine Oil #7 (nr kat. MML007600CA) poziom oleju powinien osiągnąć wartość maksymalną na wskaźniku ➌ poziomu oleju tj. linię górnego znacznika (nie naleŝy przekraczać górnej granicy, gdyŝ moŝe to spowodować przeciekanie oleju przez otwór odpowietrzający w skrzynce z kulką lub nieprawidłowy przepływ oleju w maszynie) jeŝeli podczas obsługi maszyny poziom oleju spadnie poniŝej dolnego znacznika na wskaźniku ➌ poziomu oleju w okienku kontrolnym ➋, naleŝy niezwłocznie uzupełnić ilość oleju w maszynie. Uwaga W przypadku napełniania zbiornika olejowego po raz pierwszy, naleŝy wlać 280 cm 3 i obserwować znacznik poziomu oleju. JeŜeli znacznik poziomu oleju nie działa, naleŝy jednokrotnie odchylić głowicę. W przypadku nowej maszyny lub uruchamianej po dłuŝszym okresie postoju, naleŝy szyć z prędkością nieprzekraczającą ścieg./min. Do oliwienia chwytacza naleŝy uŝywać jedynie oryginalny olej JUKI New Defrix Oil No. 1 (nr kat. MD-FRX1600C0) lub olej JUKI Machine Oil #7 (nr kat. MML007600CA). Do oliwienia maszyny naleŝy uŝywać jedynie czystego oleju. W przypadku oliwienia metodą cyrkulacyjną, gdy maszyna uruchamiana jest po raz pierwszy, ilość oleju w zbiorniku olejowym zmniejsza się do momentu gdy olej zgromadzi się w zbiorniku do cyrkulacji. JeŜeli wskazanie poziomu oleju na znaczniku olejowym spadnie poniŝej dolnej linii znacznika naleŝy uzupełnić ilość oleju w zbiorniku olejowym tak, aby wskazanie faktycznej ilości oleju znajdowało się pomiędzy górną i dolną linią znacznika ODPROWADZANIE ZUśYTEGO OLEJU ZE ZBIORNIKA OLEJOWEGO Czynności związane z odprowadzaniem oleju naleŝy przeprowadzać na maszynie nie podłączonej do zasilania. Zasilanie naleŝy podłączyć dopiero po zakończeniu czynności.

19 W przypadku przedostania się oleju do oczu lub innych części ciała, naleŝy natychmiast przemyć te miejsca wodą. Olej naleŝy przechowywać w miejscu niedostępnym dla dzieci. Aby odprowadzić olej ze zbiornika olejowego naleŝy poluzować, a następnie zdjąć okienko kontrolne ➊. Uwaga Przy zdejmowaniu okienka kontrolnego, olej moŝe wypłynąć silnym strumieniem. Zaleca się zatem jedynie poluzowanie okienka zamiast jego całkowitego zdejmowania. Wówczas moŝna regulować siłę z jaką olej wypływa przez okienko kontrolne ➊ REGULACJA ILOŚCI OLEJU DOPROWADZANEGO DO CHWYTACZA Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. Ilość oleju doprowadzanego do chwytacza naleŝy regulować przekręcając śrubę nastawczą ➊: zgodnie z kierunkiem ruchu wskazówek zegara aby zwiększyć ilość oleju doprowadzanego do chwytacza przeciwnie do kierunku ruchu wskazówek zegara aby zmniejszyć ilość oleju doprowadzanego do chwytacza. Pomiar oleju naleŝy przeprowadzić po upływie pięciu sekund. Zbyt mała ilość oleju doprowadzanego do chwytacza moŝe powodować uszkodzenie maszyny. Przy braku oleju lub jego niewystarczającej ilości, chwytacz moŝe się przegrzewać i tym samym szybko ulega zuŝyciu. Z kolei nadmierna ilość oleju doprowadzana do chwytacza powoduje zabrudzenie nici i/lub zaplamienie materiału. Uwaga Co najmniej raz w roku naleŝy wymieniać knot olejowy chwytacza.


20 W celu dokonania wymiany knota olejowego chwytacza naleŝy: poluzować śruby nastawcze ➋ (2 śruby na małym chwytaczu, 3 śruby na duŝym chwytaczu) zdjąć prowadnicę (przeciwklin) chwytacza ➊ zdjąć wewnętrzny chwytacz ➌ przy pomocy wkrętaka w kształcie litery L (nr kat. B ) poluzować, a następnie zdjąć zatyczkę olejową ➍ wyciągnąć knot olejowy ➎ umieszczony w zatyczce olejowej ➍ i wymienić go na nowy Nr kat. knota olejowego ➎: mały chwytacz Uwaga Zbyt silne dociśnięcie knota olejowego ➎ moŝe go uszkodzić. Knot olejowy naleŝy umieścić delikatnie, jednak tak aby się nie wysunął. po dokonaniu wymiany knota olejowego, załoŝyć na chwytacz: zatyczkę olejową ➍, chwytacz wewnętrzny ➌ oraz prowadnicę (przeciwklin) chwytacza ➊ w kolejności odwrotnej niŝ przy demontaŝu sprawdzić rozprysk oleju. Uwaga Podczas wykonywania powyŝszych czynności naleŝy zachować szczególną ostroŝność, aby nie uszkodzić powierzchni szczeliny zatyczki olejowej ➍ OLIWIENIE MECHANIZMU PODAWANIA Pracując na maszynie naleŝy upewnić się, Ŝe do skrzynki transportowej dostarczany jest olej. W tym celu naleŝy obserwować okienko kontrolne ➊. Uwaga Nie naleŝy dolewać oleju do skrzynki transportowej poniewaŝ jest tam dostarczana jego odpowiednia ilość, inna niŝ w przypadku oliwienia chwytacza SMAROWANIE
 aplikować smar na odpowiednie części maszyny, w zaleŝności od modelu.")
21 Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. W celu zapewnienia bezpiecznej obsługi maszyny szwalniczej naleŝy okresowo (standardowo raz na 2 3 lata) aplikować smar na odpowiednie części maszyny, w zaleŝności od modelu. W przypadku zastosowania skrzynki kontrolnej SC-920, o konieczności przeprowadzenia smarowania przypomina sygnał dźwiękowy. Uwaga Nie naleŝy wlewać oleju w miejsca nakładania smaru. Zbyt duŝa ilość nałoŝonego smaru moŝe spowodować, Ŝe będzie on wyciekał z osłony podciągacza nici oraz igielnicy. NaleŜy stosować oryginalny smar JUKI w tubie JUKI GREASE A TUBE (nr kat ) stanowiący element dodatkowego wyposaŝenia maszyny. Punkty smarowania Tuba ze smarem umieszczona jest na wewnętrznej stronie płyty. LH-3528A, LH-3528A-7 LH-3528A-7, LH-3568A-7

22 NaleŜy zdjąć osłonę ➊ odrzutnika i zaaplikować smar w szczelinie ➋ podstawy cewki cylindrycznej odrzutnika oraz na kołnierzu ➌ wiązania odrzutnika. LH-3568A, LH-3568A-7 Punkty smarowania wspólne dla wszystkich modeli

23 NaleŜy zdjąć gumową nasadkę, wyjąć filc z otworu i zaaplikować świeŝy smar. Następnie ponownie naleŝy nałoŝyć filc, w który wsiąkał smar i na filc zaaplikować smar. Całość naleŝy zamknąć gumową nasadką. Anulowanie komunikatu o konieczności smarowania z poziomu skrzynki kontrolnej SC-920 Panel operacyjny skrzynki kontrolnej informuje o konieczności przeprowadzenia smarowania wyświetlając na lewym ekranie ➎ komunikat o błędzie [E220]. Po zaaplikowaniu smaru naleŝy anulować komunikat o błędzie. Aby zapobiec urazom ciała, naleŝy ściśle przestrzegać poniŝszych instrukcji i odpowiednio obsługiwać wskazane przełączniki w celu ustawienia wybranych funkcji. W celu anulowania komunikatu o konieczności smarowania [E220] naleŝy: odłączyć zasilanie od urządzenia naciskając przycisk ➍ ponownie włączyć zasilanie gdy wyświetlacz jest aktywny, przytrzymać wciśnięty przez 3 sekundy przycisk ➍ aŝ system wyemituje dwukrotnie sygnał dźwiękowy na ekranie ➏ ustawić funkcję o numerze 118 (aby zmienić numer funkcji naleŝy nacisnąć przycisk ➋ lub ➊) Uwaga DłuŜsze przytrzymanie wciśniętego przycisku ➋ lub ➊ powoduje, Ŝe wyświetlany numer zmienia się w trybie ciągłym. Przy zmianie numeru funkcji na ekranie ➏, jednocześnie wyświetlana

24 jest wartość jej ustawienia. NaleŜy zachować szczególną ostroŝność, aby przez przypadkowe naciśnięcie przycisków nie zmienić wartości wybranej funkcji. po wybraniu funkcji o numerze 118, na ekranie ➎ pojawi się jej wartość przy pomocy przycisków ➍ i ➌ zmienić wartość ustawienia na 1 po dokonaniu zmiany nacisnąć przycisk ➋ lub ➊, aby zapisać ustawienie. Uwaga Odłączenie zasilania przed wykonaniem powyŝszej czynności tj. przed zapisaniem zmian powoduje utratę nowych ustawień. Po zakończeniu ustawień, aby powrócić do pracy w trybie normalnym naleŝy wyłączyć i ponownie włączyć zasilanie. Anulowanie komunikatu o błędzie smarowania z poziomu skrzynki kontrolnej SC- 920 JeŜeli maszyna nie zostanie nasmarowana w oznaczonych miejscach pomimo wyświetlenia komunikatu E220 informującego o konieczności przeprowadzenia smarowania, po pewnym okresie pracy na ekranie pojawi się kolejny komunikat błąd E221, a maszyna automatycznie zatrzyma się. Aby móc dalej pracować konieczne jest zaaplikowanie smaru w wyznaczonych miejscach i zresetowanie komunikatu o błędzie E221 w sposób analogiczny jak dla błędu E220. Po zakończeniu operacji naleŝy wyłączyć i ponownie włączyć zasilanie, aby powrócić do pracy w trybie normalnym USTAWIENIE SKRZYNKI KONTROLNEJ SC-920 Parametry techniczne Napięcie zasilania prąd 3-fazowy, V Częstotliwość 50Hz/60Hz Środowisko pracy temperatura: C wilgotność: do 90% Pobór mocy 320VA MontaŜ skrzynki na stole maszynowym (LH-3528A-7 oraz LH-3568A-7)

25 W celu zamontowania skrzynki kontrolnej naleŝy: przy pomocy nakrętki ➍ i podkładki spręŝystej ➐ zamocować gumową podkładkę ➏ do płytki ➌ mocowania skrzynki kontrolnej przy pomocy nakrętki ➊, podkładki, nakrętki i podkładki spręŝystej zamocować zestaw ➋ płytki mocowania skrzynki kontrolnej na stole maszynowym zwracając uwagę na prawidłowe ustawienie płytki ➋ względem otworu mocowania w stole ustawić skrzynkę kontrolną na gumowej podkładce ➏ i dokręcić nakrętkę ➍ oraz podkładkę ➎. Ustawienie głowicy maszynowej Uwaga: W przypadku paneli operacyjnych innych niŝ CP-18, naleŝy zapoznać się z instrukcją obsługi panelu w zakresie ustawień głowicy. Na ekranie panela operacyjnego naleŝy wywołać funkcję nr 95 (patrz: Instrukcja obsługi skrzynki kontrolnej SC-920 Ustawienie funkcji). Typ głowicy naleŝy wybrać naciskając przyciski ➌ lub ➍. Po ustawieniu Ŝądanego typu głowicy naleŝy nacisnąć przyciski ➊ lub ➋ na wyświetlaczu wywołana zostanie funkcja nr 96 lub 94 i ustawienia przypisane do wybranego typu głowicy. Regulacja głowicy maszynowej Uwaga
26 W przypadku gdy po wykonaniu obcięcia nici, odległość pomiędzy znacznikiem punktowym na kole ręcznym i wklęśnięciem na osłonie koła pasowego będzie zbyt duŝa, naleŝy dokonać regulacji kąta ustawienia głowicy maszynowej w sposób opisany poniŝej. W celu dokonania regulacji kąta ustawienia głowicy maszynowej naleŝy: jednocześnie nacisnąć przyciski ➋ oraz ➌ i włączyć zasilanie na ekranie pojawi się komunikat: (➏) i włączony zostanie tryb ustawień (regulacji) ręcznie przekręcić koło pasowe głowicy maszynowej do momentu wykrycia sygnału z głównego wałka na ekranie (➎) pojawi się wielkość kąta ustawienia głowicy z sygnału z głównego wałka (wartość odniesienia) ustawić w jednej linii znacznik punktowy ➐ na kole ręcznym oraz wklęśnięcie ➑ na kole pasowym nacisnąć przycisk ➍, aby zatwierdzić i zakończyć ustawienia (wartość odniesienia). Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności (5-8, 5-9), odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika INSTALACJA OSŁONY PASA (w przypadku modeli LH-3528A, LH- 3568A)
27 W celu zainstalowania osłony pasa naleŝy: w stole maszynowym wykonać otwory i dla wkrętów do drewna do przygotowanych otworów i tymczasowo dokręcić osłonę B ➊ pasa załoŝyć osłonę A ➋ pasa na ramię maszyny odpowiednio ustawić połoŝenie osłony B ➊ pasa i przymocować ją przy pomocy wkrętów do drewna MONTAś IGIEŁ W celu zainstalowania igieł (system DPx5) w uchwycie naleŝy: wyłączyć zasilanie silnika obracając pokrętło ręczne ustawić igielnicę w najwyŝszym połoŝeniu poluzować wkręty ➋ mocujące igły trzymając igły ➊ zwrócone podłuŝnym rowkiem ➌ na zewnątrz, włoŝyć je do oporu w otwory mocowania igieł mocno dokręcić wkręty ➋ mocujące igły WYMIANA KASETKI BĘBENKA Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.
, umieścić kasetkę z nowym bębenkiem na wałku chwytacza zwolnić zatrzask uchwytu kasetki bębenka (zatrzasnąć języczek). 5-11.")

28 W celu dokonania wymiany kasetki bębenka naleŝy: podnieść zatrzask (języczek) ➊ uchwytu kasetki bębenka na chwytaczu wyciągnąć kasetkę wraz z bębenkiem trzymając kasetkę z podniesionym zatrzaskiem (języczkiem), umieścić kasetkę z nowym bębenkiem na wałku chwytacza zwolnić zatrzask uchwytu kasetki bębenka (zatrzasnąć języczek) MONTAś BĘBENKA W KASETCE BĘBENKA Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. LH-3568A, LH-3568A-7 LH-3528A, LH-3528A-7 W celu zamontowania bębenka w kasetce naleŝy: umieścić bębenek w kasetce tak, aby bębenek obracał się zgodnie z kierunkiem wskazanym przez strzałkę A przeciągnąć nić bębenka przez szczelinę ➊ w kasetce i wyciągnąć tak, aby przeszła pod spręŝyną napręŝacza przeciągnąć nić przez kolejne szczeliny w kasetce bębenka tj. ➋ i ➌ od wewnątrz załoŝyć nić na spręŝynę ➍ zapobiegającą poluzowywaniu się nici bębenka. W celu zamontowania bębenka w kasetce naleŝy: umieścić bębenek w kasetce tak, aby bębenek obracał się zgodnie z kierunkiem wskazanym przez strzałkę A przeciągnąć nić bębenka przez szczelinę ➊ w chwytaczu i wyciągnąć tak, aby przeszła pod spręŝyną napręŝacza NAWLEKANIE GŁOWICY MASZYNOWEJ Typ S Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.

29 Głowicę maszynową naleŝy nawlec w sposób pokazany na ilustracji. Lewą nić igłową naleŝy przewlec w kierunku głowicy maszynowej kolejno przez punkty od ➊ do. Z kolei prawą nić igłową naleŝy przewlec w kierunku głowicy maszynowej kolejno przez punkty od do. Uwaga NaleŜy uwaŝać przewlekając nić przez prowadniki i nici zacisków igłowych: rys. 1 przedstawia sposób nawlekania prowadników w przypadku nici z włókien cienkich o grubości #50 lub większej; rys. 2 przedstawia sposób nawlekania prowadników w przypadku nici z włókien grubych o grubości #50 lub mniejszej; rys. 3 przedstawia sposób nawlekania prowadników w przypadku nici poliestrowych. W przypadku zastosowania do szycia nici z włókien naleŝy dodatkowo uŝyć specjalnych filcowych prowadników nici stanowiących element wyposaŝenia maszyny. JeŜeli nić będzie poluzowana lub będzie się zrywać naleŝy dodatkowo owinąć nić wokół igły. W przypadku modeli LH-3528A-7 oraz LH-3568A-7 naleŝy przewlec nić przez pośredni prowadnik nici: rys. 4 przedstawia sposób nawlekania pośredniego prowadnika w przypadku nici poliestrowych wyczeskowych; rys. 5 przedstawia sposób nawlekania pośredniego prowadnika w przypadku nici z włókien. Typ A i F Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.
30 Głowicę maszynową naleŝy nawlec w sposób pokazany na ilustracji. Lewą nić igłową naleŝy przewlec w kierunku głowicy maszynowej kolejno przez punkty od ➊ do. Z kolei prawą nić igłową naleŝy przewlec w kierunku głowicy maszynowej kolejno przez punkty od do. Uwaga NaleŜy uwaŝać przewlekając nić przez prowadniki i nici zacisków igłowych: rys. 1 przedstawia sposób nawlekania prowadników w przypadku nici z włókien cienkich o grubości #50 lub większej; rys. 2 przedstawia sposób nawlekania prowadników w przypadku nici z włókien grubych o grubości #50 lub mniejszej oraz nici poliestrowych. Prawą nić igłową naleŝy przewlec przez górną część sworznia prowadnika nici. W przypadku modeli LH-3528A-7 oraz LH-3568A-7 naleŝy przewlec nić przez pośredni prowadnik nici: rys. 3 przedstawia sposób nawlekania pośredniego prowadnika w przypadku nici poliestrowych wyczeskowych; rys. 4 przedstawia sposób nawlekania pośredniego prowadnika w przypadku nici z włókien REGULACJA NAPRĘśENIA NICI Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.
31 Typ S Typ A i F Regulacja napręŝenia nici igłowej W celu dokonania regulacji napręŝenia nici igłowej naleŝy przekręcić nakrętkę nr 2 ➊ napręŝacza nici: zgodnie z kierunkiem ruchu wskazówek zegara, aby zwiększyć napręŝenie nici przeciwnie do kierunku ruchu wskazówek zegara, aby zmniejszyć napręŝenie nici. Regulacja napręŝenia nici bębenka W celu dokonania regulacji napręŝenia nici bębenka naleŝy przekręcić śrubę regulacyjną ➋ napręŝacza nici: zgodnie z kierunkiem ruchu wskazówek zegara, aby zwiększyć napręŝenie nici przeciwnie do kierunku ruchu wskazówek zegara, aby zmniejszyć napręŝenie nici NAWIJANIE NICI BĘBENKA
32 W celu nawinięcia nici bębenka naleŝy: umieścić bębenek do oporu we wrzecionie ➊ nawijacza bębenka przewlec nić bębenka wychodzącą ze szpulki znajdującej się po prawej stronie stojaka na nici w sposób przedstawiony na ilustracji owinąć nić kilkakrotnie, zgodnie z kierunkiem ruchu wskazówek zegara, wokół bębenka (w przypadku bębenków aluminiowych naleŝy po kilkakrotnym nawinięciu nici zgodnie z kierunkiem ruchu wskazówek zegara, dodatkowo nawinąć nić wychodzącą z napręŝacza nici bębenka kilkakrotnie w kierunku przeciwnym do kierunku ruchu wskazówek zegara) wcisnąć zatrzask (języczek) ➋ nawijarki nici w kierunku A i uruchomić maszynę bębenek będzie się obracał w kierunku C i nawijał nić; po zakończeniu nawijania, wrzeciono ➊ nawijacza bębenka zatrzyma się automatycznie wyjąć bębenek, a nić obciąć obcinaczem ➌ w celu dokonania regulacji ilości nawijanej nici, poluzować śrubę nastawczą ➍ i przesunąć dźwignię ➋ nawijarki bębenka w kierunku: A, aby zmniejszyć ilość nawijanej nici B, aby zwiększyć ilość nawijanej nici po dokonaniu regulacji, dokręcić śrubę nastawczą ➍ w przypadku gdy nić nie jest równo nawinięta na bębenek, poluzować nakrętkę ➎ i przekręcić napręŝacz nici bębenka w celu dokonania regulacji wysokości ustawienia talerzyka ➏ napręŝacza: standardowo, środek bębenka powinien znajdować się na tej samej wysokości co środek talerzyka ➏ napręŝacza nici gdy w dolnej części bębenka nawijana jest zbyt duŝa ilość nici, przesunąć talerzyk ➏ napręŝacza nici w kierunku D gdy w górnej części bębenka nawijana jest zbyt duŝa ilość nici, przesunąć talerzyk ➏ napręŝacza nici w kierunku E po dokonaniu regulacji, dokręcić nakrętkę ➎ w celu dokonania regulacji napręŝenia na nawijarce bębenka, przekręcić nakrętkę ➐ napręŝacza nici.

33 Uwaga Aby rozpocząć nawijanie nici na bębenek, nić pomiędzy bębenkiem a talerzykiem ➏ napręŝacza nici powinna być napręŝona. W przypadku nawijania nici na bębenek gdy maszyna nie szyje, naleŝy zdjąć nić igłową z podciągacza nici i zdjąć bębenek z chwytacza. Nieprawidłowy kierunek nawijania nici moŝe spowodować poluzowanie nici ciągniętej ze stojaka na nici, i związane z tym ryzyko zapętlania się nici w koło ręczne. Luźna część nici moŝe zapętlać się na kole pasowym i dlatego zaleca się nawijanie nici z części F stojaka znajdującej się daleko od silnika REGULACJA SPRĘśYNY PODCIĄGACZA NICI Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. Typ S Regulacja skoku spręŝyny podciągacza nici W celu dokonania zmiany skoku spręŝyny ➌ podciągacza nici po prawo naleŝy poluzować śrubę ➋ i przesunąć ją odpowiednio w szczelinie regulacyjnej. W celu dokonania zmiany skoku spręŝyny ➊ podciągacza nici po lewo naleŝy poluzować śrubę ➍ i przesunąć odpowiednio płytkę regulacyjną ➎ spręŝyny wzdłuŝ podstawy ➏ spręŝyny. Uwaga W przypadku modeli LH-3528A oraz LH-3528A-7, talerzyki ➑ i ➒ napręŝacza nici powinny podnosić się w wyniku przekręcania ręcznej dźwigni ➐ wzniosu stopki w kierunku wskazanym strzałką. Regulacja napręŝenia spręŝyny podciągacza nici

34 Typ A i F Regulacja skoku spręŝyny podciągacza nici W celu dokonania zmiany napręŝenia spręŝyny ➍ podciągacza nici po lewo naleŝy poluzować nakrętkę ➋ i przekręcić śrubę dwustronną ➌ spręŝyny: zgodnie z kierunkiem ruchu wskazówek zegara, aby zwiększyć napręŝenie spręŝyny przeciwnie do kierunku ruchu wskazówek zegara, aby zmniejszyć napręŝenie spręŝyny. Po dokonaniu regulacji naleŝy zabezpieczyć połoŝenie śruby dokręcając nakrętkę ➋. W celu dokonania zmiany napręŝenia spręŝyny ➊ podciągacza nici po prawo naleŝy poluzować śrubę ➎ i przekręcić nakrętkę ➏: zgodnie z kierunkiem ruchu wskazówek zegara, aby zwiększyć napręŝenie spręŝyny przeciwnie do kierunku ruchu wskazówek zegara, aby zmniejszyć napręŝenie spręŝyny. Po dokonaniu regulacji naleŝy zabezpieczyć połoŝenie nakrętki dokręcając śrubę ➎. W celu dokonania zmiany skoku spręŝyny ➊ podciągacza nici po prawo naleŝy poluzować śrubę nastawczą nr 2 ➋ i przesunąć zestaw napręŝacza nr 2 ➌ w prawo, aby zwiększyć skok spręŝyny lub w lewo, aby zmniejszyć skok spręŝyny. W celu dokonania zmiany skoku spręŝyny ➍ podciągacza nici po lewo naleŝy poluzować śrubę nastawczą nr 2 ➎ napręŝacza nici i przesunąć zestaw napręŝacza nr 2 ➏ w prawo, aby zwiększyć skok spręŝyny lub w lewo, aby zmniejszyć skok spręŝyny. Uwaga Dokonując regulacji skoku spręŝyn ➊ i ➍ podciągacza nici, naleŝy zwrócić uwagę, aby sworznie ➐ i ➑ zwalniania nici nie dotykały płytki ➒ zwalniania talerzyka. W przypadku modeli LH-3528A oraz LH-3528A-7, talerzyki i napręŝacza nici powinny podnosić się w wyniku przekręcania ręcznej dźwigni ➓ wzniosu stopki w kierunku wskazanym strzałką. Regulacja napręŝenia spręŝyny podciągacza nici

35 W celu dokonania zmiany napręŝenia spręŝyny ➊ podciągacza nici po prawo naleŝy przekręcić śrubę dwustronną ➋ spręŝyny: w prawo, aby zwiększyć napręŝenie spręŝyny w lewo, aby zmniejszyć napręŝenie spręŝyny. W celu dokonania zmiany napręŝenia spręŝyny ➌ podciągacza nici po lewo naleŝy przekręcić śrubę dwustronną ➍ spręŝyny: w prawo, aby zwiększyć napręŝenie spręŝyny w lewo, aby zmniejszyć napręŝenie spręŝyny REGULACJA DŁUGOŚCI ŚCIEGU W celu dokonania regulacji długości ściegu naleŝy przekręcić pokrętło regulacyjne ➊ z podziałką zgodnie z kierunkiem ruchu wskazówek zegara lub przeciwnie do kierunku ruchu wskazówek zegara tak, aby wskazanie podziałki odpowiadające Ŝądanej długości ściegu znajdowało się w jednej linii ze znacznikiem ➌ na ramieniu maszyny. W przypadku trudności z przekręceniem pokrętła regulacyjnego ➊ z podziałką naleŝy spróbować przekręcić go delikatnie dociskając dźwignię ➋ regulatora ściegu wstecznego. W przypadku szycia ściegiem wstecznym naleŝy: docisnąć w dół dźwignię ➋ regulatora ściegu wstecznego ścieg wsteczny będzie tworzony automatycznie dopóki dźwignia ➋ znajduje się w dolnym połoŝeniu podnieść (zwolnić) dźwignię ➋, aby rozpocząć szycie w normalnym kierunku REGULACJA SYNCHRONIZACJI IGIEŁ I CHWYTACZA
36 Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. LH-3528A, LH-3528A-7 W celu dokonania regulacji synchronizacji igieł i chwytacza naleŝy: ustawić pokrętło regulacji ściegu z podziałką na: 2 dla modeli typu A i F oraz 2.5 dla modeli typu S obracając pokrętło ręczne ustawić igielnicę w najniŝszym połoŝeniu poluzować śrubę zaciskową ➊ igielnicy dostosować wysokość igielnicy, przy czym dwie górne linie znacznika odnoszą się do igieł DPx5, a dwie dolne linie do igieł DPx17 regulacja dla igieł DPx5: ustawić górną linię znacznika na wysokości dolnego końca podstawy ➌ wahliwej igielnicy dokręcić śrubę zaciskową ➊ śruby dwustronnej łączącej igielnicę obracając pokrętło ręczne ustawić drugą linię znacznika na wysokości dolnego końca podstawy ➌ wahliwej igielnicy tj. 2.2mm nad najniŝsze połoŝenie wówczas czubek chwytacza powinien znajdować się na wysokości osi symetrii igły, a standardowa odległość pomiędzy górną krawędzią oczka igły a czubkiem chwytacza powinna wynosić 1.2mm regulacja dla igieł DPx17: wykonać analogiczne czynności jak dla igieł DPx5, ale w odniesieniu do dwóch dolnych linii znacznika. LH-3568A, LH-3568A-7 W celu dokonania regulacji synchronizacji igieł (DPx5) i chwytacza naleŝy: ustawić pokrętło regulacji ściegu z podziałką na: 2.5 dla modeli typu S oraz 3 dla modeli typu G przekręcając pokrętło ręczne ustawić czubek ostrza chwytacza na wysokości osi symetrii igły w momencie gdy igielnica jest podniesiona na wysokość 2.2mm znad najniŝszego połoŝenia (dolna linia znacznika igielnicy powinna znajdować się na wysokości dolnego końca podstawy wahliwej igielnicy) wówczas standardowa odległość pomiędzy górną krawędzią oczka igły a czubkiem chwytacza powinna wynosić 1.2mm. W przypadku gdy wzajemna relacja igieł i chwytacza jest inna od standardowej opisanej powyŝej naleŝy:
.")
37 zdjąć śrubę zaciskową ➋ igły przekręcić zacisk ➊ igieł o jeden pełny obrót (zakres regulacji: 0.6mm). W celu dokonania regulacji synchronizacji igieł i chwytacza moŝna takŝe: odkręcić śrubę ➍ ze stopki spręŝyny przekręcić stopkę ➌ spręŝyny o pół obrotu (zakres regulacji: 0.3mm). Regulacja dla igieł DPx17: Dokonując wymiany igieł na system DPx17 naleŝy jednocześnie wymienić zacisk ➊ igieł (zacisk igieł dla systemu DPx17 to element opcjonalny). W celu regulacji synchronizacji naleŝy odnieść się do tej samej linii znacznika igielnicy jak dla igieł DPx5 i wykonać analogiczne czynności. Ustawienia wspólne dla wszystkich modeli W celu ustawienia połoŝenia chwytacza naleŝy: poluzować trzy śruby nastawcze ➊ na małym kole zębatym śruby przekręcając pokrętło ręczne ustawić igielnicę na wysokości 2.2mm nad jej dolne połoŝenie poluzować cztery śruby nastawcze ➎ na siodełku ➍ wałka napędowego chwytacza przesunąć siodełko ➍ wałka napędowego chwytacza w prawo lub w lewo tak, aby prześwit pomiędzy czubkiem ➋ chwytacza i igłą ➌ wynosił mm dokręcić śruby nastawcze ➎ ustawić czubek chwytacza na wysokości osi symetrii igły dokręcić śruby nastawcze ➊ na małym kole zębatym śruby. Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności (5-18, 5-19), odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.
38 5-18. REGULACJA SIŁY DOCISKU PEDAŁU MASZYNOWEGO ORAZ JEGO SKOKU Docisk przedniej części pedału maszynowego Regulacja docisku przedniej części pedału maszynowego dokonywana jest poprzez zmianę połoŝenia spręŝyny ➊ regulacji docisku pedału: zahaczenie spręŝyny w dolnym mocowaniu zmniejsza docisk zahaczenie spręŝyny w górnym mocowaniu zwiększa docisk. Docisk tylnej części pedału maszynowego Regulacja docisku tylnej części pedału maszynowego dokonywana jest poprzez przekręcenie śruby regulacyjnej ➋: wkręcenie śruby zwiększa docisk, odkręcenie śruby zmniejsza docisk. Skok pedału maszynowego Skok pedału maszynowego zmniejsza się gdy prowadnik łącznikowy ➎ umieszczony zostaje w lewym otworze ➌ REGULACJA USTAWIENIA PEDAŁU MASZYNOWEGO Mocowanie prowadnika łącznikowego W celu zamocowania prowadnika łącznikowego ➋ naleŝy przesunąć pedał maszynowy ➌ w prawo lub w lewo tak, aby dźwignia ➊ kontroli silnika i prowadnik łącznikowy ➋ były wyprostowane. Ustawienie pedału maszynowego pod odpowiednim kątem Odchylenie pedału maszynowego moŝna swobodnie regulować poprzez zmianę długości prowadnika łącznikowego. W celu dokonania regulacji naleŝy odkręcić śrubę ➍ i ustawić Ŝądaną długość prowadnika łącznikowego ➋. 6. Obsługa maszyny 6-1. OBSŁUGA PEDAŁU MASZYNOWEGO WyróŜnić moŝna cztery połoŝenia robocze pedału maszynowego:
 gdy pedał maszynowy powróci do")
39 gdy przednia część pedału maszynowego jest lekko wciśnięcia, maszyna pracuje przy niskiej prędkości gdy przednia część pedału maszynowego jest wciśnięta mocniej, maszyna zaczyna szyć przy duŝej prędkości (jeŝeli włączony będzie przełącznik szycia ściegiem wstecznym, maszyna zacznie szyć z duŝą prędkością dopiero po wykonaniu zadanego szycia ściegiem wstecznym) gdy pedał maszynowy powróci do połoŝenia neutralnego, maszyna zatrzyma się z igłą w skrajnym górnym lub dolnym połoŝeniu gdy tylna część pedału maszynowego zostanie wciśnięta do końca, maszyna wykona obcięcie nici. W przypadku stosowania automatycznego podnośnika stopki (urządzenie AK135), pierwsze połoŝenie robocze pedału maszynowego jest zwiększone pomiędzy połoŝeniem zatrzymania a połoŝeniem obcinania nici. Gdy tylna część pedału maszynowego zostanie lekko wciśnięta, stopka dociskowa jest podnoszona. Dalsze dociśnięcie pedału maszynowego powoduje, Ŝe stopka dociskowa jest opuszczana, aŝ do wykonania obcięcia nici wówczas stopka ponownie jest podnoszona. Jeśli podczas szycia automatycznym ściegiem wstecznym na ściegu początkowym, pedał maszynowy powróci do połoŝenia neutralnego, maszyna zatrzyma się po wykonaniu szycia ściegiem wstecznym. Maszyna wykona normalne obcięcie nici nawet po natychmiastowym dociśnięciu tylnej części pedału maszynowego niezaleŝnie od prędkości szycia. Maszyna wykona pełne obcięcie nici nawet po ustawieniu pedału maszynowego w połoŝeniu neutralnym jeŝeli operacja obcinania nici została rozpoczęta DŹWIGNIA RĘCZNA WZNIOSU STOPKI DOCISKOWEJ 6-3. REGULACJA DOCISKU STOPKI W celu utrzymania podniesionej stopki dociskowej naleŝy obrócić dźwignię ręczną ➊ w kierunku wskazanym strzałką. Przy pomocy dźwigni ręcznej moŝna podnieść stopkę na wysokość 7mm. Aby obniŝyć stopkę dociskową do połoŝenia wyjściowego naleŝy opuścić dźwignię ręczną. Stopkę dociskową moŝna podnieść takŝe przy pomocy dźwigni kolanowej wówczas wznios stopki wynosi ok. 12mm. Uwaga Nie naleŝy wykonywać obcięcia nici gdy stopka dociskowa jest podniesiona, gdyŝ wówczas wiper (odrzutnik nici) uderzy o stopkę.
40 W celu dokonania regulacji docisku stopki naleŝy poluzować nakrętkę ➋ przekręcając ją w kierunku przeciwnym do kierunku ruchu wskazówek zegara i przekręcić pokrętło regulacyjne ➊ spręŝyny dociskowej: zgodnie z kierunkiem ruchu wskazówek zegara, aby zwiększyć docisk stopki przeciwnie do kierunku ruchu wskazówek zegara, aby zmniejszyć docisk stopki. Po dokonaniu regulacji naleŝy dokręcić nakrętkę ➋ MIKRO-PODNOŚNIK Aby móc wyregulować wznios stopki o 0-0.5mm naleŝy poluzować śrubę ➊ i przekręcić śrubę ➋ mikro-podnośnika PRZEŁĄCZANIE ZWALNIANIA NAPRĘśENIA NICI PODCZAS UśYWANIA PODNOŚNIKA KOLANOWEGO
 oraz nasadkę z tyłu, a")
41 W przypadku modeli LH-3568A oraz LH-3568A- 7, podnośnik kolanowy lub automatyczny podnośnik stopki (urządzenie AK) jest fabrycznie połączony ze zwalniaczem napręŝenia nici na napręŝaczu nici. JeŜeli układ zwalniania napręŝenia nie jest połączony z podnośnikiem kolanowym lub urządzeniem AK naleŝy zdjąć odrzutnik nici (w przypadku maszyn wyposaŝonych w odrzutnik) oraz nasadkę z tyłu, a następnie poluzować śrubę ➋ i przesunąć ją w górę szczeliny wiązania ➌ podnośnika przełoŝyć śrubę ➋ przez otwór w płytce ➌ podnośnika stopki. Po dokonaniu regulacji naleŝy dokręcić śrubę ➋. Uwaga Nić nie będzie się poluzowywać jeŝeli płytka ➊ zwalniania napręŝenia nici lub dźwignia ➍ ręcznego podnośnika będą działać prawidłowo. W przypadku rozpoczęcia szycia bez zwolnienia napręŝenia nici, igła moŝe wygiąć się lub złamać na skutek silnego nacisku przy wyciąganiu materiału DŹWIGNIA PRZEŁĄCZNIKA SZYCIA WSTECZNEGO Naciśnięcie przełącznika ➊ powoduje, Ŝe maszyna natychmiast przechodzi do szycia w kierunku wstecznym szycie wsteczne wykonywane jest tak długo jak długo dociśnięta jest dźwignia przełącznika. W celu ustawienia szycia do przodu (w normalnym kierunku), naleŝy zwolnić dźwignię przełącznika. 7. Regulacja i konserwacja maszyny

42 7-1. PRZEŁĄCZANIE NA TRANSPORT DOLNY LUB TRANSPORT IGŁOWY I REGULACJA (tylko w przypadku modelu LH-3528A) Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. Przełączanie na transport dolny i regulacja W celu ustawienia transportu dolnego naleŝy: ustawić pokrętło z podziałką na minimum odkręcić śrubę zawiasową ➊ przesunąć pręt ➋ wahliwy igielnicy z ramienia ➌ pręta wahliwego igielnicy do podstawy ➍ mocującej pręt wahliwy igły dokręcić śrubę zawiasową ➊ zabezpieczając połoŝenie pręta wymienić ząbki transportu oraz płytkę ściegową na modele właściwe dla transportu dolnego dokonać regulacji ustawienia podstawy ➍ mocującej pręt wahliwy igły tak, aby oś symetrii igły znajdowała się w jednej linii z otworami ➐ na igły w płytce ściegowej ➑ dokręcić śruby nastawcze ➎ wymienić stopkę dociskową na właściwą dla transportu dolnego

43 poluzować dwie śruby nastawcze ➒ i na zębatce w kolejności: najpierw, potem ➒ odkręcić śrubę nr 1 ➒, która znajduje się w otworze zębatki i umieścić ją w otworze znajdującym się po przeciwnej stronie przy obrocie o (Rys. a) przekręcić koło pasowe o bez obracania wałka napędowego chwytacza ustawić w jednej linii: płaski odcinek wałka napędowego chwytacza oraz otwór w zębatce dokręcić śruby nastawcze ➒ - śruba nr 1 w tylnym łoŝysku ➓ wałka napędowego chwytacza powinna znajdować się w jednej linii z płaskim odcinkiem wałka napędowego chwytacza (ustawienie standardowe Rys. b) dokręcić śrubę nr 2 w otworze zębatki. Przełączanie na transport igłowy i regulacja Ustawienie transportu igłowego naleŝy przeprowadzić wykonując czynności odwrotnie jak dla transportu dolnego tj.: odkręcić śrubę zawiasową ➊ przesunąć pręt ➋ wahliwy igielnicy z podstawy ➍ mocującej pręt wahliwy igły do ramienia ➌ pręta wahliwego igielnicy dokręcić śrubę zawiasową ➊ zabezpieczając połoŝenie pręta wymienić ząbki transportu, płytkę ściegową oraz stopkę dociskową na modele właściwe dla transportu igłowego poluzować dwie śruby nastawcze ➒ i na zębatce w kolejności: najpierw, potem ➒ odkręcić śrubę nastawczą ➒, która znajduje się w otworze zębatki i umieścić ją w otworze znajdującym się po przeciwnej stronie przy obrocie o (Rys. b) przekręcić koło pasowe o bez obracania wałka napędowego chwytacza ustawić w jednej linii: płaski odcinek wałka napędowego chwytacza oraz otwór w zębatce dokręcić śruby nastawcze ➒ - śruba nr 1 w tylnym łoŝysku ➓ wałka napędowego chwytacza powinna znajdować się w jednej linii z płaskim odcinkiem wałka napędowego chwytacza (ustawienie standardowe Rys. a) dokręcić śrubę nr 2 w otworze zębatki ZMIANA SYNCHRONIZACJI TRANSPORTU (PODAWANIA)



44 Synchronizacja transportu jest ustawiona fabrycznie zgodnie z ilustracją obok. PoniŜej opisana została procedura zmiany synchronizacji transportu w celu uzyskania bardziej napręŝonych ściegów. W celu dokonania zmiany synchronizacji transportu naleŝy: przekręcając koło pasowe ➊ zdjąć z niego pas synchronizacyjny ➋ przekręcić koło pasowe ➊ zgodnie z kierunkiem obrotów maszyny, by opuścić igłę do połoŝenia, w którym znajduje się w jednej linii z płytką ściegową ➌ przekręcić wałek ➍ napędowy chwytacza, aby podnieść ząbki transportu znad ich dolnego połoŝenia tak, aby znajdowały się w równej linii z górną powierzchnią płytki ściegowej powoli, bez zmiany połoŝenia igły i ząbków transportu, załoŝyć pas synchronizacyjny ➋ na koło pasowe dokonać regulacji synchronizacji prawego i lewego chwytacza oraz krzywki obcinacza nici. Uwaga Zdejmowanie / wymiana pasa synchronizacyjnego moŝe spowodować zakłócenie synchronizacji chwytacza. Zawsze po dokonaniu zmiany synchronizacji transportu naleŝy dokonać regulacji synchronizacji chwytacza i krzywki obcinania nici REGULACJA KRZYWKI OBCINANIA NICI
45 PołoŜenie krzywki obcinania nici oraz synchronizacja obcinania nici W celu dokonania regulacji naleŝy: ustawić w jednej linii znacznik punktowy ➊ na ramieniu maszyny ze znacznikiem punktowym (czerwonym) ➋ na pokrętle ręcznym gdy blokada ➌ ramienia napędowego obcinacza nici dotknie ramienia ➍ napędowego noŝa, wcisnąć wałek ➎ krzywki w rowek w krzywce ➏ obcinania nici przekręcić krzywkę ➏ obcinania nici do połoŝenia jak na ilustracji obok (pośredni punkt odcinka gdzie kształt rowka w krzywce ➏ obcinania nici zmienia się z liniowego na ukośny / diagonalny) dokręcić dwie śruby zaciskowe na krzywce ➏ [sprawdzanie synchronizacji krzywki obcinania nici] wcisnąć do oporu wałek ➎ krzywki w rowek w krzywce ➏ obcinania nici przekręcić pokrętło ręczne ➐ w kierunku przeciwnym do kierunku obrotów maszyny do momentu gdy ruch pokrętła przestanie być swobodny sprawdzić czy znacznik punktowy ➊ na ramieniu maszyny znajduje się w jednej linii ze znacznikiem punktowym (czerwonym) ➋ na pokrętle ręcznym. Prześwit pomiędzy krzywką obcinania nici i ramieniem zwalniania napręŝenia nici W celu dokonania regulacji naleŝy: obniŝyć ramię ➑ zwalniania napręŝenia nici ustawić prześwit A wielkości 0.5mm pomiędzy powierzchnią B prawego końca przedniej części krzywki ➏ obcinania nici i odcinkiem ➒ wałka ramienia ➑ zwalniania napręŝenia jeŝeli to konieczne, poluzować dwie śruby nastawcze ➓ i ustawić blokadę ramienia napędowego zwalniania napręŝenia nici w odległości 0.5mm od powierzchni B, po dokonaniu regulacji dokręcić dwie śruby nastawcze ➓. JeŜeli prześwit będzie większy niŝ 0.5mm, mechanizm sworznia odległościowego nie będzie się podnosił co zakłóci operacje obcinania nici. JeŜeli prześwit będzie mniejszy niŝ 0.5mm, odcinek ➒ wałka będzie dotykał krzywki ➏ obcinania nici co uniemoŝliwi wykonanie operacji obcięcia nici REGULACJA OSŁONY IGIEŁ Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.

46 Dokonując wymiany chwytacza naleŝy zawsze sprawdzać połoŝenie osłony igieł. W standardowym połoŝeniu, osłona ➋ igły dotyka boku igły ➊ a długość nachodzenia igły i osłony wynosi mm. W przeciwnym wypadku naleŝy delikatnie odgiąć osłonę igieł: aby odgiąć osłonę igieł do wewnątrz naleŝy umieścić wkrętak od zewnątrz osłony. aby odgiąć osłonę igieł na zewnątrz naleŝy umieścić wkrętak od wewnątrz osłony. NaleŜy takŝe pamiętać o sprawdzeniu czy prześwit pomiędzy igłą i czubkiem ostrza chwytacza wynosi mm REGULACJA PROWADNIKA WEWNĘTRZNEGO CHWYTACZA Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. W celu dokonania regulacji prowadnika wewnętrznego chwytacza naleŝy: obrócić pokrętło ręczne w normalnym kierunku do momentu, gdy prowadnik ➊ wewnętrznego chwytacza całkowicie wycofa się do skrajnego połoŝenia z tyłu przekręcić kasetkę ➋ bębenka w kierunku wskazanym strzałką do momentu, gdy zatyczka ➌ wewnętrznego chwytacza spocznie na rowku w płytce ściegowej ➍ poluzować śrubę nastawczą ➎ na prowadniku wewnętrznego chwytacza ustawić prześwit wielkości mm pomiędzy prowadnikiem wewnętrznego chwytacza a częścią wystającą kasetki bębenka dokręcić śrubę nastawczą ➎ REGULACJA WYSOKOŚCI I NACHYLENIA ZĄBKÓW TRANSPORTU Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.
47 Ustawienie wysokości ząbków transportu W celu ustawienia wysokości ząbków transportu naleŝy: poluzować śrubę nastawczą ➊ na łączniku dolnego transportu przekręcić wałek ➋ łącznika napędu transportu w celu ustawienia wysokości. Standardowa wysokość ustawienia ząbków transportu wynosi 1mm nad płytką ściegową (w najwyŝszym połoŝeniu). Ustawienie kąta nachylenia ząbków transportu W celu ustawienia kąta nachylenia ząbków transportu naleŝy: zdjąć nasadkę ➍ znajdującą się z boku łoŝa maszyny poluzować śrubę nastawczą ➌ wałka pręta transportu przekręcić odcinek radełkowany ➎ w celu ustawienia kata nachylenia. Standardowe nachylenie ząbków transportu: połoŝenie gdzie wygrawerowany znacznik punktowy na ramieniu pręta transportu znajduje się na wysokości wygrawerowanego znacznika punktowego na wałku pręta transportu (znacznik punktowy nie jest wykorzystywany) ZMIANA ROZSTAWU IGIEŁ Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności, odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika.

48 W celu przesunięcia siodełka wałka chwytacza podczas wymiany rozstawu naleŝy: poluzować śruby nr 2 ➍ na przekładni zębatej ➌ wałka napędowego chwytacza ustawić igłę w jednej linii z czubkiem ostrza chwytacza delikatnie poluzować śruby nr 1 ➎ na przekładni zębatej ➌ wałka napędowego chwytacza tak, aby śruby nie wykręciły się całkowicie z płaskiej części wałka napędowego chwytacza w przypadku maszyn wyposaŝonych w obcinacz nici, poluzować cztery śruby ➏ na wiązaniu ➒ poluzować dwie śruby nastawcze ➋ na siodełku ➊ wałka chwytacza przesunąć siodełko wałka chwytacza (wraz z siodełkiem przesunie się przekładnia zębata wałka napędowego chwytacza) ustawić prześwit wielkości mm pomiędzy igłą i czubkiem ostrza chwytacza dokręcić dwie śruby nastawcze ➋ na siodełku ➊ wałka chwytacza gdy prześwit pomiędzy przekładnią zębatą ➌ wałka napędowego chwytacza i siodełkami ➊ wałka chwytacza wyniesie 0.5mm, dokręcić śruby nr 1 ➎ dokręcić śruby nr 2 ➍ w przypadku maszyn wyposaŝonych w obcinacz nici, ustawić ramiona napędowe ➐ i ➑ tak, aby dotykały sworznia ramienia napędu odpowiednio w połoŝeniu i, a następnie dokręcić cztery śruby nastawcze ➏ na wiązaniu ➒. Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności (7-8, 7-9), odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika REGULACJA SPRĘśYNY DOCISKU NICI



49 W celu dokonania regulacji spręŝyny docisku nici naleŝy: umieścić cienki pręt lub klucz francuski w otworze regulacyjnym ➋ w podstawie ➊ spręŝyny docisku nici przy pomocy klucza sześciokątnego 1.5mmtrowego, poluzować śrubę nastawczą ➍ przesunąć pręt ➌ w kierunku wskazanym strzałką A, aby dokonać regulacji spręŝyny dokręcić śrubę nastawczą ➍. Uwaga WaŜne jest ustawienie właściwego napręŝenia spręŝyny. JeŜeli napręŝenie będzie zbyt duŝe lub niewystarczające, mogą wystąpić problemy z zaciskaniem REGULACJA POŁOśENIA NOśA RUCHOMEGO W celu dokonania regulacji połoŝenia noŝa ruchomego naleŝy: ustawić w jednej linii podstawę ➊ noŝa stałego z płytką noŝa stałego ➋ poluzować śrubę zaciskową ➌ znajdującą się w tylnej części łoŝa maszyny ustawić odległości i pomiędzy górnym końcem noŝa ruchomego ➌ i osią symetrii igły ➍ w momencie oczekiwania, gdy igła ➍ znajduje się w dolnym martwym punkcie. NóŜ lewy NóŜ prawy LH 3528A A- 2 7 (odniesienie ) (3.5) 7. 5 (odniesienie) (2.7)
 Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności (7-8, 7-9), odłączyć zasilanie i")
 naleŝy: ustawić w jednej linii znacznik punktowy ➊ na ramieniu maszyny i biały znacznik punktowy ➋ na pokrętle ręcznym przesunąć pręt ➌ w kierunku")
50 poluzować śruby nastawcze ➐ i ➑ noŝa ruchomego ustawić prześwit wielkości 0.3±0.1mm pomiędzy noŝem ruchomym ➌ a częścią wystającą ➏ wewnętrznego chwytacza REGULACJA POŁOśENIA WIPERA (ODRZUTNIKA NICI) Aby zapobiec urazom ciała w wyniku nagłego uruchomienia się maszyny naleŝy, przed przystąpieniem do poniŝszych czynności (7-8, 7-9), odłączyć zasilanie i odczekać do momentu całkowitego zatrzymania pracy silnika. W celu ustawienia wipera (odrzutnika nici) naleŝy: ustawić w jednej linii znacznik punktowy ➊ na ramieniu maszyny i biały znacznik punktowy ➋ na pokrętle ręcznym przesunąć pręt ➌ w kierunku wskazanym strzałką ustawić dwie śruby mocujące ➎ tak, aby prześwit pomiędzy górnym końcem igły i odrzutnikiem nici ➍ wynosił ok. 2mm ŚRODKI OSTROśNOŚCI PODCZAS INSTALACJI NASADEK
51 Mocując nasadki do płytki przesuwnej naleŝy uwaŝać, aby śruba nie wystawała od spodu płytki. Uwaga Jeśli górny koniec śruby będzie dotykał innych elementów, moŝe dojść do uszkodzenia maszyny WYMIANA SPRĘśYNY ZAPOBIEGAJĄCEJ POLUZOWYWANIU SIĘ (ZWISANIU) NICI BĘBENKA (w przypadku modeli LH-3568A, LH- 3568A-7) W celu dokonania wymiany spręŝyny zapobiegającej zwisaniu nici bębenka naleŝy: poluzować śrubę ➊ zdjąć spręŝynę ➋ zapobiegającą zwisaniu nici bębenka ze szczeliny w kasetce bębenka wpasować nową spręŝynę ➋ zapobiegającą zwisaniu nici bębenka w szczelinę w kasetce bębenka dokręcić śrubę ➊ zabezpieczającą spręŝynę w szczelinie sprawdzając zakres pracy oraz napręŝenie spręŝyny ZATRZYMANIE IGIELNIC ORAZ KĄT NAROśNIKÓW PRZY SZYCIU NA ROGACH (w przypadku modeli LH-3568A, LH-3568A-7)
52 Zatrzymanie igielnic Powiązanie pomiędzy kątem rogów a długością ściegu JeŜeli podczas szycia, dźwignia ➊ zmiany osobno napędzanych igieł zostanie przesunięta w lewo, lewa igła zatrzyma się. JeŜeli natomiast dźwignia ➊ zostanie przesunięta w prawo, zatrzyma się prawa igła. Aby ponownie pracować w trybie dwu-igłowym naleŝy nacisnąć dźwignię ➋ wówczas dźwignia ➊ powróci do połoŝenia 0 i obie igły będą aktywne. W celu wykonania precyzyjnego przeszycia materiału na rogach naleŝy ustawić odpowiednią długość ściegu w tym celu naleŝy posłuŝyć się specjalną tabelę odniesień (liczba ściegów a rozstaw). NiezaleŜnie od wskazań tabeli, zawsze naleŝy sprawdzić, poprzez wykonanie próbnego przeszycia na rogach, czy ustawiona długość ściegu jest prawidłowa. Przykład: w celu wyliczenia liczby ściegów przy szyciu na rogu pod kątem 90 0 przy rozstawie igieł 3/16 i długości ściegu 1.6mm naleŝy spojrzeć na tabelę z rozstawem 3/16 i wiersz oznaczony 90 0, następnie w wierszu tym wyszukać komórkę ze wskazaniem 1.6 i odczytać w górnej części kolumny liczbę ściegów 3. Uwaga W przypadku szycia na rogach pod kątem 40 0 i mniejszym, wielkość podciągania nici spręŝyny zapobiegającej zwisaniu nici bębenka będzie niewystarczająca i wówczas nić będzie pozostawać na spodniej stronie materiału. Zmianę trybu pracy na osobno napędzane igły moŝna przeprowadzić dopiero po zatrzymaniu maszyny. Wykonanie zmiany przy prędkości ścieg./min. lub większej moŝe spowodować uszkodzenie maszyny. Maszyna przełączona w tryb osobno napędzanych igieł nie moŝe być wykorzystywana jako substytut maszyny 1-igłowej, gdyŝ moŝe to spowodować jej uszkodzenie. W takim przypadku naleŝy zdjąć jedną z dwóch igieł i pracować w trybie normalnym tj. 2-igłowym (ale faktycznie na jednej igle). 8. Tabele zestawiające liczbę ściegów i kąt obrotu przy danym rozstawie
53 9. Rozstawy LH-3528A
54

55 LH-3528A-7
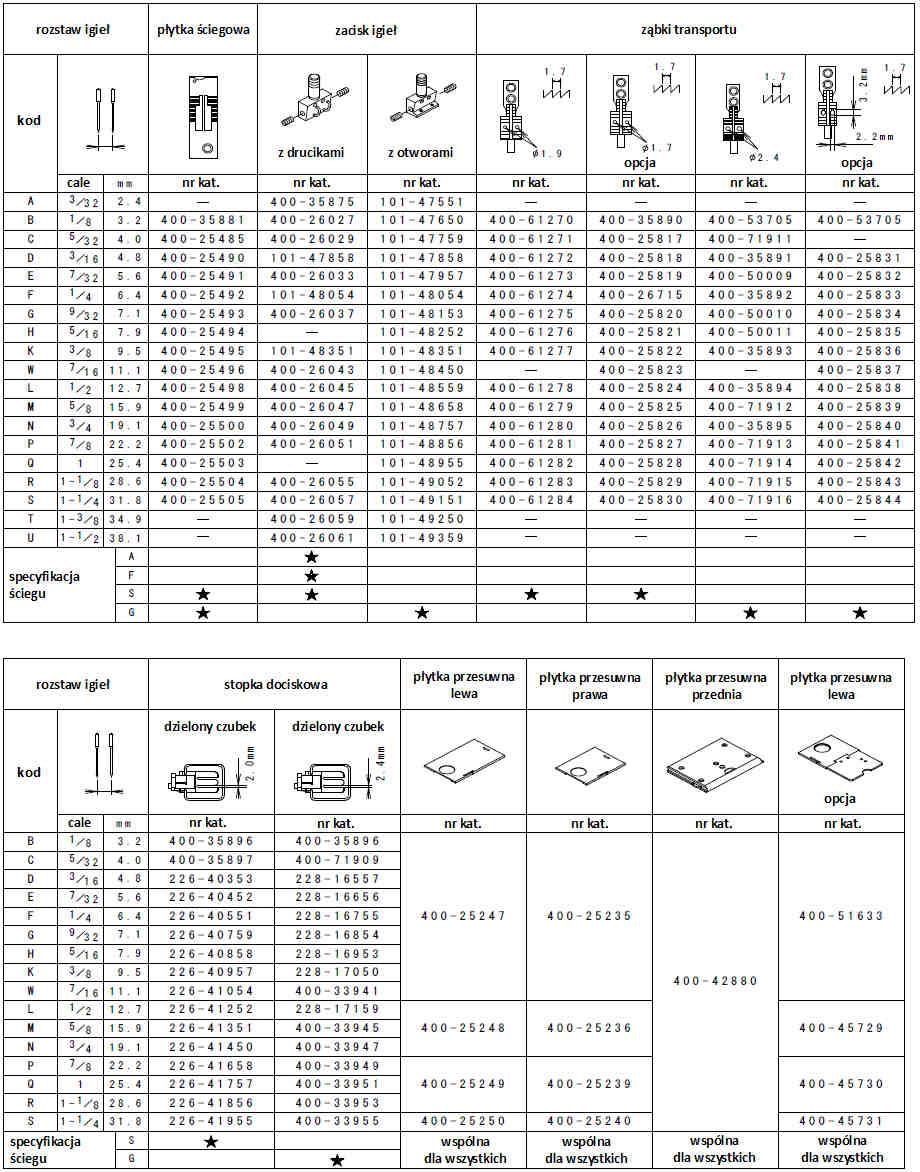
56 LH-3568A

57 LH-3568A-7

58 10. Rozwiązywanie problemów
TW1-1245/1245V TW1-1245HL14/1245HL30
 TW1-1245/1245V TW1-1245HL14/1245HL30 Instrukcja obsługi 1 INDEKS RZECZOWY Wstęp 2 Parametry techniczne 2 Regulacja transportu / ścieg wsteczny 2 Regulacja skoku górnego transportu 3 Nawijanie nici bębenka
TW1-1245/1245V TW1-1245HL14/1245HL30 Instrukcja obsługi 1 INDEKS RZECZOWY Wstęp 2 Parametry techniczne 2 Regulacja transportu / ścieg wsteczny 2 Regulacja skoku górnego transportu 3 Nawijanie nici bębenka
2- lub 1-igłowe stębnówki
 2- lub 1-igłowe stębnówki z transportem złożonym (potrójnym igła, ząbki, stopka) i dużym chwytaczem GC 20626 GC 20626-1 GC 20626CX GC 20626-1CX (do szycia bardzo grubymi nićmi) INSTRUKCJA OBSŁUGI OVERLOCK
2- lub 1-igłowe stębnówki z transportem złożonym (potrójnym igła, ząbki, stopka) i dużym chwytaczem GC 20626 GC 20626-1 GC 20626CX GC 20626-1CX (do szycia bardzo grubymi nićmi) INSTRUKCJA OBSŁUGI OVERLOCK
STĘBNÓWKI. serii DU Instrukcja obsługi. maj 2009 r.
 STĘBNÓWKI serii DU-1181 Instrukcja obsługi maj 2009 r. ZASADY BEZPIECZEŃSTWA Systemy szwalnicze, z którymi będą współpracować maszyny DU-1181 należy uruchomić dopiero po sprawdzeniu ich zgodności z odpowiednimi
STĘBNÓWKI serii DU-1181 Instrukcja obsługi maj 2009 r. ZASADY BEZPIECZEŃSTWA Systemy szwalnicze, z którymi będą współpracować maszyny DU-1181 należy uruchomić dopiero po sprawdzeniu ich zgodności z odpowiednimi
SKRZYNKA KONTROLNA SC-920
 SKRZYNKA KONTROLNA SC-920 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl sierpień 2010 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 2 2. Parametry
SKRZYNKA KONTROLNA SC-920 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl sierpień 2010 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 2 2. Parametry
STĘBNÓWKI CYLINDRYCZNE seria LS-1340, -1341, -1342(-7)
") STĘBNÓWKI CYLINDRYCZNE seria LS-1340, -1341, -1342(-7) sierpień 2007 r. INDEKS RZECZOWY 1. Zasady bezpieczeństwa 3 2. Przed uruchomieniem maszyny 4 3. Parametry techniczne 5 4. MontaŜ pojemnika na zuŝyty
STĘBNÓWKI CYLINDRYCZNE seria LS-1340, -1341, -1342(-7) sierpień 2007 r. INDEKS RZECZOWY 1. Zasady bezpieczeństwa 3 2. Przed uruchomieniem maszyny 4 3. Parametry techniczne 5 4. MontaŜ pojemnika na zuŝyty
Instrukcja obsługi/dtr. Zaszywarka model GK9-2. www.zaszywarka.pl
 Instrukcja obsługi/dtr Zaszywarka model GK9-2 www.zaszywarka.pl I. Specyfikacje Dane techniczne: 1. Ścieg jedno-igłowy łańcuszkowy 2. Długość ściegu(stała w mm) 8 3. Prędkość obr. Silnika 8000 Obr/min
Instrukcja obsługi/dtr Zaszywarka model GK9-2 www.zaszywarka.pl I. Specyfikacje Dane techniczne: 1. Ścieg jedno-igłowy łańcuszkowy 2. Długość ściegu(stała w mm) 8 3. Prędkość obr. Silnika 8000 Obr/min
TW1-243/273 / TW3-441
 TW1-243/273 / TW3-441 1-igłowe stębnówki przemysłowe ze transportem potrójnym (lub w wersji z transportem górnym i dolnym) do szycia bardzo grubych materiałów Instrukcja obsługi 1 INDEKS RZECZOWY Wstęp
TW1-243/273 / TW3-441 1-igłowe stębnówki przemysłowe ze transportem potrójnym (lub w wersji z transportem górnym i dolnym) do szycia bardzo grubych materiałów Instrukcja obsługi 1 INDEKS RZECZOWY Wstęp
1-IGŁOWA STĘBNÓWKA DDL-8700A-7
 1-IGŁOWA STĘBNÓWKA DDL-8700A-7 wysokie obroty bezpośredni napęd automatyczny obcinacz nici JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień
1-IGŁOWA STĘBNÓWKA DDL-8700A-7 wysokie obroty bezpośredni napęd automatyczny obcinacz nici JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień
1-IGŁOWA STĘBNÓWKA DDL-8700A-7
 1-IGŁOWA STĘBNÓWKA DDL-8700A-7 wysokie obroty bezpośredni napęd automatyczny obcinacz nici JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień
1-IGŁOWA STĘBNÓWKA DDL-8700A-7 wysokie obroty bezpośredni napęd automatyczny obcinacz nici JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień
INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S
 INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie serii
INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie serii
PANEL KONTROLNY CP-180
 PANEL KONTROLNY CP-180 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl sierpień 2010 r. Indeks rzeczowy Niniejsza instrukcja obsługi dotyczy panela
PANEL KONTROLNY CP-180 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl sierpień 2010 r. Indeks rzeczowy Niniejsza instrukcja obsługi dotyczy panela
Instrukcja obsługi Z008
 Instrukcja obsługi Z008 SPIS TREŚCI Instrukcja bezpieczeństwa...2 Złożenie maszyny...4 Smarowanie...4 Wymiana igły...5 Nawlekanie nici...5 Regulacja naprężenia nici...6 Regulacja prowadnika górnej nici...6
Instrukcja obsługi Z008 SPIS TREŚCI Instrukcja bezpieczeństwa...2 Złożenie maszyny...4 Smarowanie...4 Wymiana igły...5 Nawlekanie nici...5 Regulacja naprężenia nici...6 Regulacja prowadnika górnej nici...6
ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL
 ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL UWAGA! Przed uruchomieniem nagrzewnicy dokładnie zapoznaj się z instrukcją obsługi. 1. OGÓLNE ZASADY BEZPIECZEŃSTWA. Dla własnego bezpieczeństwa zaleca się zachowanie
ISTRUKCJA OBSŁUGI TERMOWENTYLATORY RPL UWAGA! Przed uruchomieniem nagrzewnicy dokładnie zapoznaj się z instrukcją obsługi. 1. OGÓLNE ZASADY BEZPIECZEŃSTWA. Dla własnego bezpieczeństwa zaleca się zachowanie
serii DDL-8700B-7 1-IGŁOWE STĘBNÓWKI JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel ,
, tel ,") 1-IGŁOWE STĘBNÓWKI serii DDL-8700B-7 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl marzec 2014 r. INDEKS RZECZOWY 1. Parametry techniczne 3 2.
1-IGŁOWE STĘBNÓWKI serii DDL-8700B-7 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl marzec 2014 r. INDEKS RZECZOWY 1. Parametry techniczne 3 2.
DDL-900A 1-igłowe wysokoobrotowe stębnówki z zamkniętym systemem smarowania i ze zintegrowanym silnikiem
 DDL-900A 1-igłowe wysokoobrotowe stębnówki z zamkniętym systemem smarowania i ze zintegrowanym silnikiem JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl
DDL-900A 1-igłowe wysokoobrotowe stębnówki z zamkniętym systemem smarowania i ze zintegrowanym silnikiem JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl
HZL-12Z. domowe maszyny do szycia. JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.
, tel. 22 545-04-00, juki@juki.") domowe maszyny do szycia HZL-12Z JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl grudzień 2012 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 3 2.
domowe maszyny do szycia HZL-12Z JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl grudzień 2012 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 3 2.
OVERLOCK HENRYK WŁODARCZYK Łódź ul. Zamknięta 1 tel Instrukcja obsługi PK 533
 OVERLOCK HENRYK WŁODARCZYK Łódź ul. Zamknięta 1 tel.042-646-70-65 www.overlock.com.pl Instrukcja obsługi PK 533 SPIS TREŚCI Instrukcja bezpieczeństwa Ostrzeżenia Schemat budowy i główne części maszyny
OVERLOCK HENRYK WŁODARCZYK Łódź ul. Zamknięta 1 tel.042-646-70-65 www.overlock.com.pl Instrukcja obsługi PK 533 SPIS TREŚCI Instrukcja bezpieczeństwa Ostrzeżenia Schemat budowy i główne części maszyny
2030G-3Q / 2060G-3Q INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ
 INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ 2030G-3Q / 2060G-3Q Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ 2030G-3Q / 2060G-3Q Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ
 INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ A2 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ A2 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
SKRZYNKA KONTROLNA SC-920
 SKRZYNKA KONTROLNA SC-920 sierpień 2010 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 2 2. Parametry techniczne 5 3. Montaż 5 3.1. Montaż skrzynki kontrolnej do stołu maszynowego 6 3.2. Podłączenie przewodów
SKRZYNKA KONTROLNA SC-920 sierpień 2010 r. Indeks rzeczowy 1. Zasady bezpieczeństwa 2 2. Parametry techniczne 5 3. Montaż 5 3.1. Montaż skrzynki kontrolnej do stołu maszynowego 6 3.2. Podłączenie przewodów
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ
 INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ F4 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ F4 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
Instrukcja obsługi renderki JK-8568 JK-8569
 Instrukcja obsługi renderki JK-8568 JK-8569 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport
Instrukcja obsługi renderki JK-8568 JK-8569 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport
INSTRUKCJA OBSŁUGI SZWALNICZEJ MASZYNY RAMIENIOWEJ 9270D / 9280D
 INSTRUKCJA OBSŁUGI SZWALNICZEJ MASZYNY RAMIENIOWEJ 9270D / 9280D Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną
INSTRUKCJA OBSŁUGI SZWALNICZEJ MASZYNY RAMIENIOWEJ 9270D / 9280D Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną
INSTRUKCJA OBSŁUGI MASZYNY DRABINKOWEJ JACK W4
 INSTRUKCJA OBSŁUGI MASZYNY DRABINKOWEJ JACK W4 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: ADAMAR.pl 25-303 Kielce, Rynek 11 Importer:
INSTRUKCJA OBSŁUGI MASZYNY DRABINKOWEJ JACK W4 Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: ADAMAR.pl 25-303 Kielce, Rynek 11 Importer:
Maszyna do szycia TV-1000
 TV Maszyna do szycia TV-1000 INSTRUKCJA OBSŁUGI GWARANCJA TV INSTRUKCJA OBSŁUGI 8 9 5 10 4 14 12 6 11 13 7 21 18 20 22 16 2 19 1 15 25 17 24 23 3 OSTRZEŻENIA! 1. Ustawić przełącznik zasilania w położenie
TV Maszyna do szycia TV-1000 INSTRUKCJA OBSŁUGI GWARANCJA TV INSTRUKCJA OBSŁUGI 8 9 5 10 4 14 12 6 11 13 7 21 18 20 22 16 2 19 1 15 25 17 24 23 3 OSTRZEŻENIA! 1. Ustawić przełącznik zasilania w położenie
JK-9100B. Instrukcja obsługi stębnówki. Impall Adam Rozwandowicz SpJ Łódź, ul.pojezierska 95 tel
 Instrukcja obsługi stębnówki JK-9100B Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
Instrukcja obsługi stębnówki JK-9100B Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
INSTRUKCJA OBSŁUGI RYGLÓWKI ELEKTRONICZNEJ
 INSTRUKCJA OBSŁUGI RYGLÓWKI ELEKTRONICZNEJ JK- T1900 JK- T1906 OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie serii JK-T1900 jest maszyną szwalniczą typu ryglówka. Maszyna pracuje na specjalnym stole do maszyn
INSTRUKCJA OBSŁUGI RYGLÓWKI ELEKTRONICZNEJ JK- T1900 JK- T1906 OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie serii JK-T1900 jest maszyną szwalniczą typu ryglówka. Maszyna pracuje na specjalnym stole do maszyn
Instrukcja obsługi klejarki taśmowej. HASHIMA model: HP-450C/CS
 Instrukcja obsługi klejarki taśmowej HASHIMA model: HP-450C/CS INSTRUKCJA BEZPIECZEŃSTWA 1. Przed przystąpieniem do uŝytkowania urządzenia naleŝy dokładnie i ze zrozumieniem przeczytać niniejszą instrukcję
Instrukcja obsługi klejarki taśmowej HASHIMA model: HP-450C/CS INSTRUKCJA BEZPIECZEŃSTWA 1. Przed przystąpieniem do uŝytkowania urządzenia naleŝy dokładnie i ze zrozumieniem przeczytać niniejszą instrukcję
Adapter Nr produktu
 INSTRUKCJA OBSŁUGI Adapter Nr produktu 000342255 Strona 1 z 6 Adapter Ostrzeżenie: aby zapobiec zagrożeniu pożarem lub porażeniem prądem nie wystawiaj produktu na działanie deszczu i wilgoci. Strona 2
INSTRUKCJA OBSŁUGI Adapter Nr produktu 000342255 Strona 1 z 6 Adapter Ostrzeżenie: aby zapobiec zagrożeniu pożarem lub porażeniem prądem nie wystawiaj produktu na działanie deszczu i wilgoci. Strona 2
A5 Instrukcja panelu operacyjnego
 A5 Instrukcja panelu operacyjnego 1. Instrukcja bezpieczeństwa Przed przystąpieniem do pracy należy uważnie przeczytać niniejszą instrukcję. Instalacji urządzenia dokonać powinien wykwalifikowany technik,
A5 Instrukcja panelu operacyjnego 1. Instrukcja bezpieczeństwa Przed przystąpieniem do pracy należy uważnie przeczytać niniejszą instrukcję. Instalacji urządzenia dokonać powinien wykwalifikowany technik,
Pokojowy Regulator Temperatury. EcoTronic MTC100. Instrukcja montaŝu i obsługi
 Pokojowy Regulator Temperatury EcoTronic MTC100 Instrukcja montaŝu i obsługi Drogi uŝytkowniku: Dziękujemy za wybór regulatora temperatury marki EcoTronic MTC100. Prosimy o dokładne przeczytanie niniejszej
Pokojowy Regulator Temperatury EcoTronic MTC100 Instrukcja montaŝu i obsługi Drogi uŝytkowniku: Dziękujemy za wybór regulatora temperatury marki EcoTronic MTC100. Prosimy o dokładne przeczytanie niniejszej
SKRZYNKA KONTROLNA SC-510
 SKRZYNKA KONTROLNA SC-510 sierpień 2007 r. INDEKS RZECZOWY PARAMETRY TECHNICZNE 3 INSTALACJA 3 1 Instalacja silnika 3 2 Instalacja skrzynki kontrolnej 4 3 Instalacja pasa napędowego 4 4 Regulacja osłony
SKRZYNKA KONTROLNA SC-510 sierpień 2007 r. INDEKS RZECZOWY PARAMETRY TECHNICZNE 3 INSTALACJA 3 1 Instalacja silnika 3 2 Instalacja skrzynki kontrolnej 4 3 Instalacja pasa napędowego 4 4 Regulacja osłony
JK Instrukcja obsługi stębnówki. Impall Adam Rozwandowicz SpJ Łódź, ul.pojezierska 95 tel
 Instrukcja obsługi stębnówki JK-8720 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
Instrukcja obsługi stębnówki JK-8720 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
Instrukcja obsługi i konserwacji overlocków serii
 Instrukcja obsługi i konserwacji overlocków serii 700 INSTRUKCJA BEZPIECZEŃSTWA Aby użytkowanie maszyny było bezpieczne oraz aby móc wykorzystać maksymalnie dużo funkcji, przez nią posiadanych, należy
Instrukcja obsługi i konserwacji overlocków serii 700 INSTRUKCJA BEZPIECZEŃSTWA Aby użytkowanie maszyny było bezpieczne oraz aby móc wykorzystać maksymalnie dużo funkcji, przez nią posiadanych, należy
Gilotyna Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO RUCHOWA
 Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO Stron 7 Strona 1 Spis treści 1. Rysunek poglądowy maszyny 2 2. Podstawowe dane techniczne
Modele Q 11 2 x 1300 Q 11 2 x 2000 Q 11 2,5 x 1600 Q 11 3 x 1300 Q 11 4 x 2000 Q 11 4 x 2500 DOKUMENTACJA TECHNICZNO Stron 7 Strona 1 Spis treści 1. Rysunek poglądowy maszyny 2 2. Podstawowe dane techniczne
INSTRUKCJA OBSŁUGI - DTR ZASZYWARKA DO WORKÓW.
 INSTRUKCJA OBSŁUGI - DTR ZASZYWARKA DO WORKÓW www.zaszywarka.pl I. Specyfikacje Dane techniczne: 1. Ścieg jedno-igłowy łańcuszkowy 2. Długość ściegu(mm) 6, 5 3. Prędkość 1250 Obr/min 4. Igły DN x 1 #25
INSTRUKCJA OBSŁUGI - DTR ZASZYWARKA DO WORKÓW www.zaszywarka.pl I. Specyfikacje Dane techniczne: 1. Ścieg jedno-igłowy łańcuszkowy 2. Długość ściegu(mm) 6, 5 3. Prędkość 1250 Obr/min 4. Igły DN x 1 #25
Instrukcja obsługi montaż / konserwacja napędu pneumatycznego serii AP/APM
 Wstęp Należy zapoznać się z tą instrukcją i zachować ją do prac konserwacyjnych i naprawczych. Elementy napędu podlegają zużyciu, dlatego należy je kontrolować i w razie konieczności wymieniać na nowe.
Wstęp Należy zapoznać się z tą instrukcją i zachować ją do prac konserwacyjnych i naprawczych. Elementy napędu podlegają zużyciu, dlatego należy je kontrolować i w razie konieczności wymieniać na nowe.
INSTRUKCJA OBSŁUGI OVERLOCKA SERII JK-800
 INSTRUKCJA OBSŁUGI OVERLOCKA SERII JK-800 Producent: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South, Jiaojiang District T aizhou City, Zhejiang, PRC OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie
INSTRUKCJA OBSŁUGI OVERLOCKA SERII JK-800 Producent: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South, Jiaojiang District T aizhou City, Zhejiang, PRC OPIS I PRZEZNACZENIE URZĄDZENIA Urządzenie
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ JK-8558WD STEBNÓWKA ŁAŃCUSZKOWA
 INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ JK-8558WD STEBNÓWKA ŁAŃCUSZKOWA Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z
INSTRUKCJA OBSŁUGI MASZYNY SZWALNICZEJ JK-8558WD STEBNÓWKA ŁAŃCUSZKOWA Producent: Jack Sewing Machine Co. Ltd. No. 15 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z
Maszyna do szycia TV-1000
 TV Maszyna do szycia TV-1000 Import: 01-585 Warszawa, ul. Próchnika 4 DZIAŁ HANDLOWY W MIŃSKU MAZOWIECKIM: tel. (0-25) 759 18 81, fax (0-25) 759 18 85 AGD@expo-service.com.pl, http://hoho.pl INSTRUKCJA
TV Maszyna do szycia TV-1000 Import: 01-585 Warszawa, ul. Próchnika 4 DZIAŁ HANDLOWY W MIŃSKU MAZOWIECKIM: tel. (0-25) 759 18 81, fax (0-25) 759 18 85 AGD@expo-service.com.pl, http://hoho.pl INSTRUKCJA
INSTRUKCJA OBSŁUGI MASZYNY
 INSTRUKCJA OBSŁUGI MASZYNY PODSZYWARKA - ŚCIEG JEDNOSTRONNIE KRYTY JHAGf` JACK JK-T500 UWAGA! Przed montażem i uruchomieniem maszyny należy szczegółowo zapoznać się z Instrukcją obsługi. Operator maszyny
INSTRUKCJA OBSŁUGI MASZYNY PODSZYWARKA - ŚCIEG JEDNOSTRONNIE KRYTY JHAGf` JACK JK-T500 UWAGA! Przed montażem i uruchomieniem maszyny należy szczegółowo zapoznać się z Instrukcją obsługi. Operator maszyny
L818F. Instrukcja obsługi stębnówki (tłumaczenie instrukcji oryginalnej)
") Instrukcja obsługi stębnówki (tłumaczenie instrukcji oryginalnej) L818F Dostawcą urządzenia jest Impall Adam Rozwandowicz Sp.J. z siedzibą przy ul. Pojezierskiej 95, 91-341 Łódź jako przedstawiciel Kaulin
Instrukcja obsługi stębnówki (tłumaczenie instrukcji oryginalnej) L818F Dostawcą urządzenia jest Impall Adam Rozwandowicz Sp.J. z siedzibą przy ul. Pojezierskiej 95, 91-341 Łódź jako przedstawiciel Kaulin
Wymontowanie i zamontowanie pompowtryskiwacza
 Strona 1 z 5 Wymontowanie i zamontowanie pompowtryskiwacza Niezbędne narzędzia specjalne, testery i urządzenia pomiarowe oraz wyposaŝenie Uniwersalny wspornik czujnika pomiarowego -VW 387- Nasadka -3410-
Strona 1 z 5 Wymontowanie i zamontowanie pompowtryskiwacza Niezbędne narzędzia specjalne, testery i urządzenia pomiarowe oraz wyposaŝenie Uniwersalny wspornik czujnika pomiarowego -VW 387- Nasadka -3410-
A. Korzystanie z panelu sterowania
 A. Korzystanie z panelu sterowania EN PL Timer Timer Memory/Screen lock (unlock) Blokada (odblokowanie) pamięci/ekranu Downward movement Przesunięcie w dół Upward movement Przesunięcie w górę Memory 1/2/3
A. Korzystanie z panelu sterowania EN PL Timer Timer Memory/Screen lock (unlock) Blokada (odblokowanie) pamięci/ekranu Downward movement Przesunięcie w dół Upward movement Przesunięcie w górę Memory 1/2/3
TL-2010Q INSTRUKCJA OBSŁUGI WAŻNE:
 TL-2010Q INSTRUKCJA OBSŁUGI PL WAŻNE: Przed przystąpieniem do obsługi maszyny należy zapoznać się z zasadami bezpieczeństwa i instrukcją użytkowania. Instrukcję należy przechowywać w pobliżu maszyny, aby
TL-2010Q INSTRUKCJA OBSŁUGI PL WAŻNE: Przed przystąpieniem do obsługi maszyny należy zapoznać się z zasadami bezpieczeństwa i instrukcją użytkowania. Instrukcję należy przechowywać w pobliżu maszyny, aby
INSTRUKCJA OBSŁUGI JK-798T
 INSTRUKCJA OBSŁUGI JK-798T Upoważniony przedstawiciel: Impall Spółka z ograniczoną odpowiedzialnością Sp.K. 91-341 Łódź, ul.pojezierska 95 tel. 042 640 30 13 Producent: Zhejiang New Jack Swing Machine
INSTRUKCJA OBSŁUGI JK-798T Upoważniony przedstawiciel: Impall Spółka z ograniczoną odpowiedzialnością Sp.K. 91-341 Łódź, ul.pojezierska 95 tel. 042 640 30 13 Producent: Zhejiang New Jack Swing Machine
SILNIK. Instrukcja Naprawy 1/10. 7 marzec Instrukcje Naprawy. MITSUBISHI GALANT 2.0 (4G63) 1997 do Instrukcja Naprawy: Ustawienie rozrządu
 1997 do Instrukcja Naprawy: Ustawienie rozrządu") SILNIK Instrukcja Naprawy: Ustawienie rozrządu Instrukcja Naprawy Informacje ogólne Przed odłączeniem kabla akumulatora sprawdzić kod zabezpieczenia systemu audio Przed demontaŝem paska rozrządu naleŝy
SILNIK Instrukcja Naprawy: Ustawienie rozrządu Instrukcja Naprawy Informacje ogólne Przed odłączeniem kabla akumulatora sprawdzić kod zabezpieczenia systemu audio Przed demontaŝem paska rozrządu naleŝy
PODRĘCZNIK UŻYTKOWNIKA
 PODRĘCZNIK UŻYTKOWNIKA WENTYLATOR STOJĄCY 16 (40 cm) MODEL: FS-1601CII Przed rozpoczęciem korzystania z tego urządzenia, należy przeczytać całą instrukcję. Ostrzeżenia dotyczące bezpieczeństwa: 1. Należy
PODRĘCZNIK UŻYTKOWNIKA WENTYLATOR STOJĄCY 16 (40 cm) MODEL: FS-1601CII Przed rozpoczęciem korzystania z tego urządzenia, należy przeczytać całą instrukcję. Ostrzeżenia dotyczące bezpieczeństwa: 1. Należy
INSTRUKCJA OBSŁUGI Szatkownica
 STALGAST Sp. z o.o. ul. Łubinowa 4a, 03-878 Warszawa tel. 022 517 15 75; fax 022 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Szatkownica MODEL: 713001 BEZPIECZEŃSTWO Personel
STALGAST Sp. z o.o. ul. Łubinowa 4a, 03-878 Warszawa tel. 022 517 15 75; fax 022 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Szatkownica MODEL: 713001 BEZPIECZEŃSTWO Personel
JK-766. Instrukcja obsługi overlocków. Impall Adam Rozwandowicz SpJ Łódź, ul.pojezierska 95 tel
 Instrukcja obsługi overlocków JK-766 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
Instrukcja obsługi overlocków JK-766 Impall Adam Rozwandowicz SpJ. 91-341 Łódź, ul.pojezierska 95 tel.042 640 30 13 Przedstawiciel firmy: Zhejiang New Jack Swing Machine Co., Ltd. 15 Rd Airport South,
Texi Champion S. Instrukcja obsługi
 Texi Champion S Instrukcja obsługi WAśNE! Niniejsza instrukcja obsługi zawiera waŝne wskazówki o tym jak bezpiecznie, prawidłowo i ekonomicznie uŝywać urządzenia. Stosowanie się do jej zaleceń pozwoli
Texi Champion S Instrukcja obsługi WAśNE! Niniejsza instrukcja obsługi zawiera waŝne wskazówki o tym jak bezpiecznie, prawidłowo i ekonomicznie uŝywać urządzenia. Stosowanie się do jej zaleceń pozwoli
NAGRZEWNICA ELEKTRYCZNA
 NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
Agregaty elektryczno-hydrauliczne Instrukcja obsługi
 Agregaty elektryczno-hydrauliczne Instrukcja obsługi Agregaty elektryczno-hydrauliczne Instrukcja obsługi Wersje Prąd przemienny Dane techniczne Pojedynczy noŝny przełącznik bezpieczeństwa Podwójny noŝny
Agregaty elektryczno-hydrauliczne Instrukcja obsługi Agregaty elektryczno-hydrauliczne Instrukcja obsługi Wersje Prąd przemienny Dane techniczne Pojedynczy noŝny przełącznik bezpieczeństwa Podwójny noŝny
Instrukcja montażu Montażownice ATH-Heinl M52 M72 + A34
 Instrukcja montażu Montażownice ATH-Heinl M52 M72 + A34 Uwaga: Ten przewodnik jest tylko pomocą przy montażu. Ten przewodnik nie jest substytutem dla oryginalnej instrukcji. Urządzenia mogą być obsługiwane
Instrukcja montażu Montażownice ATH-Heinl M52 M72 + A34 Uwaga: Ten przewodnik jest tylko pomocą przy montażu. Ten przewodnik nie jest substytutem dla oryginalnej instrukcji. Urządzenia mogą być obsługiwane
640 DS. Instrukcja obsługi
 DS Instrukcja obsługi Spis treści Zasady bezpieczeństwa.... Części maszyny.... Akcesoria... Pojemnik na akcesoria.... Osłona przednia.... Pokrywa płytki podawania materiału.... Rozrusznik nożny.... Prędkość
DS Instrukcja obsługi Spis treści Zasady bezpieczeństwa.... Części maszyny.... Akcesoria... Pojemnik na akcesoria.... Osłona przednia.... Pokrywa płytki podawania materiału.... Rozrusznik nożny.... Prędkość
INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów.
 AKCESORIA OPCJONALNE DLA KLIMATYZATORÓW Interfejs do split Nr 9317807043-01 INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów. Spis treści 1. ŚRODKI BEZPIECZEŃSTWA... 1 2. INFORMACJE O URZĄDZENIU
AKCESORIA OPCJONALNE DLA KLIMATYZATORÓW Interfejs do split Nr 9317807043-01 INSTRUKCJA MONTAŻU Tylko dla autoryzowanych serwisantów. Spis treści 1. ŚRODKI BEZPIECZEŃSTWA... 1 2. INFORMACJE O URZĄDZENIU
Montaż York SB-300. Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10).
 i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10).") 2 3 4 Rysunek montaŝu Montaż York SB-300 Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę kierownicy (23) do ramy głównej.
2 3 4 Rysunek montaŝu Montaż York SB-300 Krok 1 Przymocuj przednią (16) i tylną (12) podporę do ramy uŝywając nakrętek (8), podkładek (9) i śrub (10). Krok 2 WłóŜ podporę kierownicy (23) do ramy głównej.
SRC 55P, 56P Instrukcja obsługi
 SRC 55P, 56P Instrukcja obsługi 1. Bezpieczeństwo Z zasadami bezpieczeństwa musi zapoznać się każdy użytkownik narzędzia oraz stosować je w praktyce. Firma Wojtech chętnie doradzi Państwu jak prawidłowo
SRC 55P, 56P Instrukcja obsługi 1. Bezpieczeństwo Z zasadami bezpieczeństwa musi zapoznać się każdy użytkownik narzędzia oraz stosować je w praktyce. Firma Wojtech chętnie doradzi Państwu jak prawidłowo
MO 50e / 51e. 2-igłowy owerlok (3/4 nici) Domowe maszyny do szycia
 Domowe maszyny do szycia") Domowe maszyny do szycia 2-igłowy owerlok (3/4 nici) MO 50e / 51e JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień 2013 r. Zasady bezpieczeństwa
Domowe maszyny do szycia 2-igłowy owerlok (3/4 nici) MO 50e / 51e JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl wrzesień 2013 r. Zasady bezpieczeństwa
INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S
 INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S Producent: Jack Sewing Machine Co. Ltd. No. 5 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
INSTRUKCJA OBSŁUGI OWERLOKA SERII JK-798D JK-799S Producent: Jack Sewing Machine Co. Ltd. No. 5 Airport South Road Jiaojiang District, Taizhou Zhengjiang Dostawca: Impall Spółka z ograniczoną odpowiedzialnością
Wymiana kompletu rozrządu w silniku 1,6 l Fiat Bravo
 Wymiana kompletu rozrządu w silniku 1,6 l Fiat Bravo PL/07/LLP-LdV/IVT/140359 24.02 15.03.2008 Zespół Szkół Samochodowych Ul. Klonowaci 14 71-244 Szczecin Zestaw rozrządu dla silników benzynowych 1,6 l
Wymiana kompletu rozrządu w silniku 1,6 l Fiat Bravo PL/07/LLP-LdV/IVT/140359 24.02 15.03.2008 Zespół Szkół Samochodowych Ul. Klonowaci 14 71-244 Szczecin Zestaw rozrządu dla silników benzynowych 1,6 l
INSTRUKCJA OBSŁUGI stębnówka A4
 INSTRUKCJA OBSŁUGI stębnówka A4 Upoważniony przedstawiciel: Impall Spółka z ograniczoną odpowiedzialnością Sp.K. 91-341 Łódź, ul.pojezierska 95 tel. 042 640 30 13 Producent: Zhejiang New Jack Swing Machine
INSTRUKCJA OBSŁUGI stębnówka A4 Upoważniony przedstawiciel: Impall Spółka z ograniczoną odpowiedzialnością Sp.K. 91-341 Łódź, ul.pojezierska 95 tel. 042 640 30 13 Producent: Zhejiang New Jack Swing Machine
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi
 Instrukcja obsługi") NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA (400V) Instrukcja obsługi EL 9/ 15 / 22 Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
Instrukcja obsługi. Nawilżacz B 400 Dyfuzyjny nawilżacz powietrza. Dyfuzyjny nawilżacz B 400
 Nawilżacz B 400 Dyfuzyjny nawilżacz powietrza Instrukcja obsługi Dyfuzyjny nawilżacz B 400 Najprostszy w obsłudze Najprostszy w czyszczeniu; Cicha praca Automatyczny higrostat Automatyczny wyłącznik Dry-Pol
Nawilżacz B 400 Dyfuzyjny nawilżacz powietrza Instrukcja obsługi Dyfuzyjny nawilżacz B 400 Najprostszy w obsłudze Najprostszy w czyszczeniu; Cicha praca Automatyczny higrostat Automatyczny wyłącznik Dry-Pol
GC 20606/L18 GC /L18
 GC 20606/L18 GC 20606-1/L18 2-/1-igłowe stębnówki przemysłowe ze złożonym transportem Instrukcja obsługi INDEKS RZECZOWY 1 Wstęp 2 Parametry techniczne 2 Instalacja maszyny i przygotowanie do pracy 3 1.
GC 20606/L18 GC 20606-1/L18 2-/1-igłowe stębnówki przemysłowe ze złożonym transportem Instrukcja obsługi INDEKS RZECZOWY 1 Wstęp 2 Parametry techniczne 2 Instalacja maszyny i przygotowanie do pracy 3 1.
TEXI Pierrot instrukcja obsługi
 Instrukcja obsługi Strona Spis treści 3. Wykaz części 3. Akcesoria 4. Igła 4. Otwieranie przedniej pokrywy 4. Uruchamianie maszyny 4. Rozrusznik nożny 4. Wolne ramię 5. Regulacja długości ściegu 5. Regulacja
Instrukcja obsługi Strona Spis treści 3. Wykaz części 3. Akcesoria 4. Igła 4. Otwieranie przedniej pokrywy 4. Uruchamianie maszyny 4. Rozrusznik nożny 4. Wolne ramię 5. Regulacja długości ściegu 5. Regulacja
Instrukcja obsługi Poidełko fontanna dla zwierząt domowych Pompa w Ŝadnym wypadku nie powinna chodzić na sucho!!!
 Instrukcja obsługi Poidełko fontanna dla zwierząt domowych Pompa w Ŝadnym wypadku nie powinna chodzić na sucho!!! Rys. 1 A Filtr Rys. 1 B 1 Pierwsze uruchomienie: 1. Przed pierwszym uŝyciem opłucz filtr
Instrukcja obsługi Poidełko fontanna dla zwierząt domowych Pompa w Ŝadnym wypadku nie powinna chodzić na sucho!!! Rys. 1 A Filtr Rys. 1 B 1 Pierwsze uruchomienie: 1. Przed pierwszym uŝyciem opłucz filtr
Urządzenia Rozładowującego Rhino VE CE Karta operatora P/N _01 - Polish -
 Lokalizator komponentów Zapoznać się z rysunkiem 1 i tabelą 1. Urządzenia Rozładowującego Rhino VE CE Karta operatora P/N 717939_01 - Polish - POKAZANO W POZYCJI OTWARTEJ 1 3 8 4 7 6 5 Rys. 1 Lokalizator
Lokalizator komponentów Zapoznać się z rysunkiem 1 i tabelą 1. Urządzenia Rozładowującego Rhino VE CE Karta operatora P/N 717939_01 - Polish - POKAZANO W POZYCJI OTWARTEJ 1 3 8 4 7 6 5 Rys. 1 Lokalizator
Promiennik ciepła do przewijania niemowląt
 BY 801 S Instrukcja montażu i obsługi Promiennik ciepła do przewijania niemowląt Nr zamówienia: ba_by 1 Wskazówki dla użytkownika WSKAZÓWKA Szanowny Kliencie! Bardzo prosimy o przeczytanie wszystkich informacji
BY 801 S Instrukcja montażu i obsługi Promiennik ciepła do przewijania niemowląt Nr zamówienia: ba_by 1 Wskazówki dla użytkownika WSKAZÓWKA Szanowny Kliencie! Bardzo prosimy o przeczytanie wszystkich informacji
INSTRUKCJA MONTAŻU. Stylowy panel dekoracyjny BYCQ140E2P BYCQ140E2PB
 INSTRUKCJA MONTAŻU Stylowy panel dekoracyjny BYCQ40EP BYCQ40EPB 4PPL9-.book Page Wednesday, January, 09 0: AM c b a e b g a 4 4 4+ d f h g g 4 ~8 mm 4 7 4 4 9 8 8 4 4 0 BYCQ40EP Stylowy panel dekoracyjny
INSTRUKCJA MONTAŻU Stylowy panel dekoracyjny BYCQ40EP BYCQ40EPB 4PPL9-.book Page Wednesday, January, 09 0: AM c b a e b g a 4 4 4+ d f h g g 4 ~8 mm 4 7 4 4 9 8 8 4 4 0 BYCQ40EP Stylowy panel dekoracyjny
ODKURZACZ KOMPK OMPAKTOWY OK-1450, OK-1452, OK-1453 INSTRUKCJA OBSŁUGI GWARANCJA
 ODKURZACZ KOMPK OMPAKTOWY OK-1450, OK-1452, OK-1453 INSTRUKCJA OBSŁUGI GWARANCJA INSTRUKCJA OBSŁUGI ODKURZACZ KOMPAKTOWY OK-1450, OK-1452, OK-1453 A. uchwyt B. wąż elastyczny C. regulator mocy ssania D.
ODKURZACZ KOMPK OMPAKTOWY OK-1450, OK-1452, OK-1453 INSTRUKCJA OBSŁUGI GWARANCJA INSTRUKCJA OBSŁUGI ODKURZACZ KOMPAKTOWY OK-1450, OK-1452, OK-1453 A. uchwyt B. wąż elastyczny C. regulator mocy ssania D.
INSTRUKCJA MONTAŻU I OBSŁUGI RIMINI, JESOLO (PL )
") INSTRUKCJA MONTAŻU I OBSŁUGI RIMINI, JESOLO (PL 04307183) OPIS Okap może działać jako pochłaniacz lub wyciąg. W trybie pochłaniacza (rys. 1) powietrze jest zasysane przez okap, tłuszcze zostają wchłonięte
INSTRUKCJA MONTAŻU I OBSŁUGI RIMINI, JESOLO (PL 04307183) OPIS Okap może działać jako pochłaniacz lub wyciąg. W trybie pochłaniacza (rys. 1) powietrze jest zasysane przez okap, tłuszcze zostają wchłonięte
INSTRUKCJA OBSŁUGI. Stół prasowalniczy Rotondi 388
 INSTRUKCJA OBSŁUGI Stół prasowalniczy Rotondi 388 Przed przystąpieniem do pracy z urządzeniem naleŝy uwaŝnie przeczytać niniejszą instrukcję obsługi. Instrukcję naleŝy przechowywać w bezpiecznym miejscu,
INSTRUKCJA OBSŁUGI Stół prasowalniczy Rotondi 388 Przed przystąpieniem do pracy z urządzeniem naleŝy uwaŝnie przeczytać niniejszą instrukcję obsługi. Instrukcję naleŝy przechowywać w bezpiecznym miejscu,
Wentylator stojący Tristar VE-5951, 50 W, (ØxW) 40 cmx134 cm, Głośność pracy 60 db, Chrom
 40 cmx134 cm, Głośność pracy 60 db, Chrom") INSTRUKCJA OBSŁUGI Nr produktu 000560594 Wentylator stojący Tristar VE-5951, 50 W, (ØxW) 40 cmx134 cm, Głośność pracy 60 db, Chrom Strona 1 z 6 OGÓLNE ZALECENIA DOTYCZĄCE BEZPIECZEŃSTWA Prosimy sprawdzić,
INSTRUKCJA OBSŁUGI Nr produktu 000560594 Wentylator stojący Tristar VE-5951, 50 W, (ØxW) 40 cmx134 cm, Głośność pracy 60 db, Chrom Strona 1 z 6 OGÓLNE ZALECENIA DOTYCZĄCE BEZPIECZEŃSTWA Prosimy sprawdzić,
Kruszarka do lodu TRHB-12
 Kruszarka do lodu TRHB-12 Instrukcja obsługi i instalacji Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. WARUNKI BEZPIECZNEJ PRACY Używając
Kruszarka do lodu TRHB-12 Instrukcja obsługi i instalacji Niniejsza instrukcja przygotowana została w celu zapewnienia poprawnej i bezpiecznej eksploatacji urządzenia. WARUNKI BEZPIECZNEJ PRACY Używając
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA
 INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
INSTRUKCJA UŻYTKOWANIA CHŁODNICE POWIETRZA 1 SPIS TREŚCI 1. WSTĘP 1.1. Zalecenia dla użytkownika... 3 1.2. Dyrektywy, normy i deklaracje... 3 1.3. Tabliczki znamionowe... 3 2. BEZPIECZEŃSTWO 2.1. Przeznaczenie
INSTRUKCJA INSTALACJI I UŻYTKOWANIA
 Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Autolap NT igłowa, 6-nitkowa maszyna ramieniowa do zszywania na płasko
 Autolap NT-67 4-igłowa, 6-nitkowa maszyna ramieniowa do zszywania na płasko OZNACZENIE NUMERU SERII N-67-12 M 5 / / CV-010B j k l m n o j k l m n o Kod serii maszyny: NT-67: 4-igłowa, 6-nitkowa maszyna
Autolap NT-67 4-igłowa, 6-nitkowa maszyna ramieniowa do zszywania na płasko OZNACZENIE NUMERU SERII N-67-12 M 5 / / CV-010B j k l m n o j k l m n o Kod serii maszyny: NT-67: 4-igłowa, 6-nitkowa maszyna
Wentylator biurkowy 30,5 cm EFW12D. Instrukcja obsługi
 Wentylator biurkowy 30,5 cm EFW12D Instrukcja obsługi Informacje o wentylatorze Przed rozpoczęciem użytkowania wentylatora proszę przeczytać tę instrukcję i przyjrzeć się uważnie ilustracjom. Osłona przednia
Wentylator biurkowy 30,5 cm EFW12D Instrukcja obsługi Informacje o wentylatorze Przed rozpoczęciem użytkowania wentylatora proszę przeczytać tę instrukcję i przyjrzeć się uważnie ilustracjom. Osłona przednia
WENTYLATOR BIURKOWY R-826, R-827, R-828
 Instrukcja obsługi WENTYLATOR BIURKOWY R-826, R-827, R-828 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
Instrukcja obsługi WENTYLATOR BIURKOWY R-826, R-827, R-828 Przed użyciem urządzenia należy zapoznać się z jego instrukcją. Z urządzenia należy korzystać tylko w sposób opisany w niniejszej instrukcji obsługi.
PODSZYWARKI MAIER INSTRUKCJA OBSŁUGI 252, 352
 PODSZYWARKI MAIER DO PODSZYWANIA ŚCIEGIEM POJEDYNCZO KRYTYM (WIDOCZNYM TYLKO Z LEWEJ STRONY WYROBU) 220, 221, 240, 241, 251, 261, 271, 281 ORAZ DO PODSZYWANIA ŚCIEGIEM CAŁ KOWICIE NIEWIDOCZNYM 252, 352
PODSZYWARKI MAIER DO PODSZYWANIA ŚCIEGIEM POJEDYNCZO KRYTYM (WIDOCZNYM TYLKO Z LEWEJ STRONY WYROBU) 220, 221, 240, 241, 251, 261, 271, 281 ORAZ DO PODSZYWANIA ŚCIEGIEM CAŁ KOWICIE NIEWIDOCZNYM 252, 352
INSTRUKCJA OBSŁUGI Krajalnica do mięsa
 STALGAST Sp. z o.o. ul. Łubinowa 4a, 03-878 Warszawa tel. 022 517 15 75; fax 022 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Krajalnica do mięsa MODEL: 722250, 722300 UWAGA:
STALGAST Sp. z o.o. ul. Łubinowa 4a, 03-878 Warszawa tel. 022 517 15 75; fax 022 517 15 77 www.stalgast.com; e-mail:stalgast@stalgast.com INSTRUKCJA OBSŁUGI Krajalnica do mięsa MODEL: 722250, 722300 UWAGA:
Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250
 Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250 Spis treści: 1.Instrukcja montażu...3+5 2.Zalecane sposoby podłączenia kurtyny...6+7 3.Instalacja elektryczna...8 4.Naprawa, konserwacja
Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250 Spis treści: 1.Instrukcja montażu...3+5 2.Zalecane sposoby podłączenia kurtyny...6+7 3.Instalacja elektryczna...8 4.Naprawa, konserwacja
INSTRUKCJA MONTAŻU I OBSŁUGI PRZENOŚNEGO PANELU KONTROLUJĄCEGO
 INSTRUKCJA MONTAŻU I OBSŁUGI PRZENOŚNEGO PANELU KONTROLUJĄCEGO Kompletny panel kontrolny składa się z przenośnego monitora, 3 baterii, stojaka oraz nadajnika (płytki). 1. INSTALACJA PRZENOŚNEGO PANELU
INSTRUKCJA MONTAŻU I OBSŁUGI PRZENOŚNEGO PANELU KONTROLUJĄCEGO Kompletny panel kontrolny składa się z przenośnego monitora, 3 baterii, stojaka oraz nadajnika (płytki). 1. INSTALACJA PRZENOŚNEGO PANELU
Rzutnik [ BAP_ doc ]
![Rzutnik [ BAP_ doc ]](/thumbs/99/140148736.jpg "Rzutnik [ BAP_ doc ]") Rzutnik [ BAP_1040150.doc ] Ustawianie Ustawić przyrząd jak pokazano na rysunkach A i B. Należy zablokować mechanizmem zapadkowym ramię (1) w zacisku (2). Zdjąć pokrywę ochronną ze zwierciadła Fresnela
Rzutnik [ BAP_1040150.doc ] Ustawianie Ustawić przyrząd jak pokazano na rysunkach A i B. Należy zablokować mechanizmem zapadkowym ramię (1) w zacisku (2). Zdjąć pokrywę ochronną ze zwierciadła Fresnela
BLENDER FR-A1, FR-A2 INSTRUKCJA OBSŁUGI DOKUMENTACJA TECHNICZNO RUCHOWA
 INSTRUKCJA OBSŁUGI DOKUMENTACJA TECHNICZNO RUCHOWA Uwaga! Ryzyko porażenia prądem elektrycznym Należy podłączyć trzy stykową wtyczkę do gniazda z uziemieniem Nie należy stosować przedłużaczy czy rozdzielaczy
INSTRUKCJA OBSŁUGI DOKUMENTACJA TECHNICZNO RUCHOWA Uwaga! Ryzyko porażenia prądem elektrycznym Należy podłączyć trzy stykową wtyczkę do gniazda z uziemieniem Nie należy stosować przedłużaczy czy rozdzielaczy
Formierka PróŜniowa do formowania wgłębnego
 Formierka PróŜniowa do formowania wgłębnego JT-18 INSTRUKCJA UśYTKOWANIA Wyłączny Dystrybutor: Dział Handlowy:, email:info@pol-intech.pl Zapraszamy na stronę internetową: http://www.pol-intech.pl http://www.polydent.pl
Formierka PróŜniowa do formowania wgłębnego JT-18 INSTRUKCJA UśYTKOWANIA Wyłączny Dystrybutor: Dział Handlowy:, email:info@pol-intech.pl Zapraszamy na stronę internetową: http://www.pol-intech.pl http://www.polydent.pl
Instrukcja obsługi urządzenia HESTAL-LiftMaster 770 (Wykonanie od kwietnia 2006) Spis treści
 Spis treści") Instrukcja obsługi urządzenia HESTAL-LiftMaster 770 (Wykonanie od kwietnia 2006) Spis treści Strona wahliwe Informacje ogólne... 1 Opis techniczny... 1 Przepisy... 2 WaŜne informacje... 2 Podnoszenie i
Instrukcja obsługi urządzenia HESTAL-LiftMaster 770 (Wykonanie od kwietnia 2006) Spis treści Strona wahliwe Informacje ogólne... 1 Opis techniczny... 1 Przepisy... 2 WaŜne informacje... 2 Podnoszenie i
INSTRUKCJA SERWISOWA
 35-016 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z010 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
35-016 Rzeszów maj 2007 ul. Hoffmanowej 19 INSTRUKCJA SERWISOWA 1. PARAMETRY TECHNICZNE WENTYLATORA TYP 24Z010 Parametry / Typ wentylatora Napięcie znamionowe Moc znamionowa Klasa izolacji Zabezpieczenie
INSTRUKCJA MONTAŻU CHŁODZIARKO-ZAMRAŻARKI DO ZABUDOWY
 INSTRUKCJA MONTAŻU CHŁODZIARKO-ZAMRAŻARKI DO ZABUDOWY LIEBHERR MODEL CBNes 6256 Dystrybutor w Polsce: "AGED" Sp. z o.o. Millennium Logistic Park 05-800 Pruszków, ul. 3-go Maja 8, tel. (022) 738-31-111
INSTRUKCJA MONTAŻU CHŁODZIARKO-ZAMRAŻARKI DO ZABUDOWY LIEBHERR MODEL CBNes 6256 Dystrybutor w Polsce: "AGED" Sp. z o.o. Millennium Logistic Park 05-800 Pruszków, ul. 3-go Maja 8, tel. (022) 738-31-111
Instrukcja obsługi Crocodile
 Instrukcja obsługi Crocodile 1. Crocodile gotowy do użytku Wyjąć Crocodile z opakowania, poluzować śruby (A) po bokach. Aby rozłożyć całkowicie ramę, należy rozsunąć koła przednie z tylnymi jednym płynnym
Instrukcja obsługi Crocodile 1. Crocodile gotowy do użytku Wyjąć Crocodile z opakowania, poluzować śruby (A) po bokach. Aby rozłożyć całkowicie ramę, należy rozsunąć koła przednie z tylnymi jednym płynnym
SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7.
 SEVEN SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7. NAPRAWA 1 Napęd SEVEN stosowany jest do bram przesuwnych
SEVEN SPIS TREŚCI 1. OPIS I CHARAKTERYSTYKA TECHNICZNA 2. INSTALACJA 3. DZIAŁANIE 4. DZIAŁANIE MANUALNE 5. SZCZEGÓLNE ZASTOSOWANIA 6. KONSERWACJA 7. NAPRAWA 1 Napęd SEVEN stosowany jest do bram przesuwnych
Instrukcja Obsługi Automatyczny stół obrotowy do urządzenia wielofunkcyjnego
 Instrukcja Obsługi Automatyczny stół obrotowy do urządzenia wielofunkcyjnego Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl,
Instrukcja Obsługi Automatyczny stół obrotowy do urządzenia wielofunkcyjnego Przedsiębiorstwo Pszczelarskie Tomasz Łysoń Spółka z o.o. Spółka Komandytowa 34-125 Sułkowice, ul. Racławicka 162, Polska www.lyson.com.pl,
NAGRZEWNICA PROMIENNIKOWA. Instrukcja Obsługi
 NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
NAGRZEWNICA PROMIENNIKOWA Instrukcja Obsługi SCHEMAT ELEKTRYCZNY L 1 L2 = promienniki podczerwieni Fuse = Bezpiecznik Blue = niebieski Brown = brązowy Rys. 1 Montaż GŁÓWNE KOMPONENTY BEZPIECZEŃSTWO!!!
Moduły pamięci Instrukcja obsługi
 Moduły pamięci Instrukcja obsługi Copyright 2008 Hewlett-Packard Development Company, L.P. Informacje zawarte w niniejszym dokumencie mogą zostać zmienione bez powiadomienia. Jedyne warunki gwarancji na
Moduły pamięci Instrukcja obsługi Copyright 2008 Hewlett-Packard Development Company, L.P. Informacje zawarte w niniejszym dokumencie mogą zostać zmienione bez powiadomienia. Jedyne warunki gwarancji na
Instrukcja obsługi i konserwacji maszyny C007
 Instrukcja obsługi i konserwacji maszyny C007 INSTRUKCJA BEZPIECZEŃSTWA Aby użytkowanie maszyny było bezpieczne oraz aby móc wykorzystać maksymalnie dużo funkcji, przez nią posiadanych, należy obsługiwać
Instrukcja obsługi i konserwacji maszyny C007 INSTRUKCJA BEZPIECZEŃSTWA Aby użytkowanie maszyny było bezpieczne oraz aby móc wykorzystać maksymalnie dużo funkcji, przez nią posiadanych, należy obsługiwać
INSTRUKCJA OBSŁUGI TERMOMETR TYPU K. MODELE: 8801 i 8803 WSTĘP
 INSTRUKCJA OBSŁUGI TERMOMETR TYPU K MODELE: 8801 i 8803 WSTĘP Modele 8801 i 8803 są ręcznymi termometrami wyposaŝonymi w trzy i pół cyfrowe wyświetlacze, i są zaprojektowane do podłączenia termopary typu
INSTRUKCJA OBSŁUGI TERMOMETR TYPU K MODELE: 8801 i 8803 WSTĘP Modele 8801 i 8803 są ręcznymi termometrami wyposaŝonymi w trzy i pół cyfrowe wyświetlacze, i są zaprojektowane do podłączenia termopary typu
SPIS TREŚCI. 1. Informacje ogólne 1.1. Normy 1.2. Zakres dostawy 1.3. Zawartość instrukcji
 INSTRUKCJA OBSŁUGI TESTER TŁOCZNOŚCI ELCOMETER 1620 SciTeeX Sp z o.o. 1 SPIS TREŚCI 1. Informacje ogólne 1.1. Normy 1.2. Zakres dostawy 1.3. Zawartość instrukcji 2. Uruchomienie 2.1. Części składowe 2.2.
INSTRUKCJA OBSŁUGI TESTER TŁOCZNOŚCI ELCOMETER 1620 SciTeeX Sp z o.o. 1 SPIS TREŚCI 1. Informacje ogólne 1.1. Normy 1.2. Zakres dostawy 1.3. Zawartość instrukcji 2. Uruchomienie 2.1. Części składowe 2.2.
Moduły pamięci. Instrukcja obsługi
 Moduły pamięci Instrukcja obsługi Copyright 2007 Hewlett-Packard Development Company, L.P. Informacje zawarte w niniejszym dokumencie mogą zostać zmienione bez powiadomienia. Jedyne warunki gwarancji na
Moduły pamięci Instrukcja obsługi Copyright 2007 Hewlett-Packard Development Company, L.P. Informacje zawarte w niniejszym dokumencie mogą zostać zmienione bez powiadomienia. Jedyne warunki gwarancji na
MO-655. 2-igłowy, 2/3/4/5-nitkowy owerlok. JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.
, tel. 22 545-04-00, juki@juki.") 2-igłowy, 2/3/4/5-nitkowy owerlok MO-655 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl październik 2014 r. Zasady bezpieczeństwa Podczas użytkowania
2-igłowy, 2/3/4/5-nitkowy owerlok MO-655 JUKI CENTRAL EUROPE Sp. z o.o. Warszawa, ul. Poleczki 21 (Platan Park C), tel. 22 545-04-00, juki@juki.pl październik 2014 r. Zasady bezpieczeństwa Podczas użytkowania