TNC 426. Podr cznik obsługi dla użytkownika Dialog tekstem otwartym firmy HEIDENHAIN. NC-Oprogramowanie xx xx 12/98
|
|
|
- Patryk Kozak
- 9 lat temu
- Przeglądów:
Transkrypt
1 TNC 426 NC-Oprogramowanie xx xx Podr cznik obsługi dla użytkownika Dialog tekstem otwartym firmy HEIDENHAIN 12/98

2 Elementy obsługi TNC Elementy obsługi jednostki ekranu Przeł czyć ekran mi dzy prac maszyny i oprogramowania GRAPHICS Wybrać podział ekranu TET SPLIT SCREEN Softkeys: wybrać funkcj na ekranie Softkey-paski przeł czyć Jasność, kontrast Alpha-klawiatura: litery i znaki wprowadzić Q W E R T Y G F S T M Wybrać rodzaje pracy maszyny OBSŁUGA R CZNA EL. KÓŁKO R CZNE Nazwy plików, komentarze DIN/ISOprogramy POZYCJONOWANIE Z R CZNYM WPROWADZENIEM DANYCH PRZEBIEG PROGRAMU POJEDYŃCZY BLOK Programowanie ruchu kształtowego APPR DEP L CR CT CC C CHF RND Dosuni cie narz dzia do konturu/odsuni cie Prosta Środek koła/biegun dla współrz dnych biegunowych Tor kołowy wokół środka koła Tor kołowy z promieniem Tor kołowy z przyleganiem stykowym Fazka Zaokr glanie kantów Dane o narz dziach TOOL DEF TOOL CALL Wprowadzić i wywołać długość narz dzia i promień zajmowanej przez niego przestrzeni Cykle, podprogramy i powtórzenia cz ści programu CYCL DEF LBL SET STOP CYCL CALL LBL CALL Definiować i wywoływać cykle Wprowadzać i wywoływać podprogramy i cz ści programu Wprowadzić rozkaz zatrzymania programu do danego programu PRZEBIEG PROGRAMU WEDŁUG KOLEJNOŚCI BLOKÓW TOUCH PROBE Wprowadzić funkcje układu impulsowego do danego programu Wybór rodzaju programowania PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ TEST PROGRAMU Zarz dzać programami/plikami, funkcje TNC PGM Wybierać programy/pliki i wymazywać MGT Zewn trzna transmisja danych PGM CALL MOD HELP CALC Wywoływanie programu wprowadzić do danego programu Wybrać funkcj MOD Wybrać funkcj HELP (pomoc) Wyświetlić kalkulator Przesuwać jasne tło oraz bezpośrednio wybierać pojedyńcze bloki danych, cykle i funkcje parametrów GOTO Przesun ć jasne tło Wybierać pojedyńcze bloki danych, cykle i funkcje parametrów Gałki obrotowe Override dla regulacji posuwu/ pr dkości obrotowej wrzeciona F % S % Wprowadzić osi współrz dnych i liczby, edycja... Wybrać osi współrz dnych albo V wprowadzić do danego programu Liczby + / P Q NO ENT END CE DEL ENT Miejsce dziesi tne Zmienić znak liczby Wprowadzenie współrz dnych biegunowych Wartości przyrostowe Parametr Q Przej ć pozycj rzeczywist Pomin ć pytania trybu konwersacyjnego i skasować poszczególne słowa Zakończyć wprowadzenie i kontynuować tryb konwersacyjny Zakończyć blok danych Przeprowadzić ponowne wprowadzenie wartości liczbowych albo skasować meldunek o bł dach TNC Przerwać tryb konwersacyjny, cz ść programu skasować

3
4 Typ TNC, oprogramowanie i funkcje Ta instrukcja obsługi opisuje funkcje, którymi dysponuj urz dzenia typu TNC z nast puj cymi numerami NCoprogramowania. Typ TNC TNC 426 CA, TNC 426 PA TNC 426 CE, TNC 426 PE NC-oprogramowanie-Nr xx xx Spis treści Litera kodowa E wyróżnia wersj eksportow TNC. Dla wersji eksportowej TNC obowi zuj nast puj ce ograniczenia: Dokładność wprowadzenia danych i obróbki jest ograniczona do 1µm Przesuni cia prostoliniowe jednocześnie do 4 osi wł cznie Produzent maszyn dopasowuje zakres eksploatacyjnej wydajności TNC przy pomocy parametrów technicznych do danej maszyny. Dlatego też zostały opisane w tej instrukcji obsługi funkcje, którymi dysponuje nie każde TNC. Funkcje TNC, które nie znajduj si w dyspozycji na wszystkich maszynach to na przykład: Funkcja dotyku dla trójwymiarowego układu impulsowego Opcja digitalizowania Pomiar narz dzia przy pomocy urz dzenia TT 120 Gwintowanie otworów bez uchwytu wyrównawczego Powtórne dosuni cie narz dzia do konturu po przerwach Prosz nawi zać kontakt z producentem maszyn, aby zapoznać si z indywidualnymi funkcjami pomocniczymi danej maszyny. Wielu produzentów maszyn i firma HEIDENHAIN oferuj kursy programowania urz dzeń typu TNC. Udział w takiego rodzaju kursach jest szczególnie polecany, aby móc intensywnie zapoznać si z funkcjami TNC. Przewidziane miejsce eksploatacji TNC odpowiada klasie A zgodnie z europejsk norm EN i jest przewidziana do eksploatacji w centrach przemysłowych. TNC 426 firmy HEIDENHAIN I

5 Spis treści II Spis treści

6 Spis treści Wst p Obsługa r czna i ustawienie Ustalenie położenia z r cznym wprowadzeniem danych Programowanie: Podstawy zarz dzania plikami, pomoc przy programowaniu Programowanie: narz dzia Programowanie: programowanie konturów Programowanie: funkcje dodatkowe Programowanie: cykle Programowanie: podprogramy i powtórzenia cz ści programów Programowanie: parametr Q Testowanie programu i przebieg programu Trójwymiarowe układy impulsowe (3D-sondy pomiarowe) Digitalizacja Funkcje MOD Tabele i schematy pogl dowe Spis treści TNC 426 firmy HEIDENHAIN III
 Digitalizacja Funkcje MOD Tabele i schematy pogl dowe 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Spis treści TNC 426 firmy")
7 Spis treści 1 WST P TNC Ekran i pult sterowniczy Rodzaje pracy Wyświetlacze stanu Osprz t: trójwymiarowe układy impulsowe i elektroniczne kółka r czne firmy HEIDENHAIN OBSłUGA R CZNA I USTAWIANIE Wł czyć Przemieszczenie osi maszyny Pr dkość obrotowa wrzeciona S Posuw F i funkcja dodatkowa M Wyznaczenie punktów odniesienia (bez trójwymiarowego układu impulsowego) Nachylić płaszczyzn obróbki USTALENIE POłOżENIA Z R CZNYM WPROWADZENIEM DANYCH Proste sposoby obróbki - programować i odpracować PROGRAMOWANIE: PODSTAWY, ZARZ DZANIE PLIKAMI,POMOCE PRZY PROGRAMOWANIU Podstawy Zarz dzanie plikami Programy otwierać i wprowadzać Grafika programowania Segmentować programy Wprowadzać komentarze Tworzenie plików tekstowych Kalkulator Tworzenie tabel palet PROGRAMOWANIE:NARZ DZIA Wprowadzenie informacji dotycz cych narz dzi Dane o narz dziach Korekcja narz dzia Trójwymiarowa korekcja narz dzi Pomiarnarz dzi przy pomocy 6 PROGRAMOWANIE: PROGRAMOWANIE KONTURÓW Przegl d: Ruchy narz dzi Podstawy o funkcjach toru kształtowego...77 IV Spis treści

8 6.3 Dosun ć narz dzie do konturu i odsun ć narz dzie...80 Przegl d: formy toru kształtowego dla dosuni cia narz dzia i odsuni cia narz dzia od konturu...80 Ważne pozycje przy dosuni ciu i odsuni ciu narz dzia...80 Dosuni cie narz dzia po prostej z przył czeniem stycznym: APPR LT...81 Dosun ć narz dzie prostopadle do pierwszego punktu konturu po prostej: APPR LN...82 Dosuni cie narz dzia na torze kołowym z przyleganiem stycznym: APPR CT...82 Dosuni cie narz dzia po torze kołowym z przył czeniem stycznym do konturu i po odcinku prostej: APPR LCT...83 Odsun ć narz dzie po prostej z przył czeniem stycznym: DEP LT...84 Odsun ć narz dzie po prostej prostopadle do ostatniego punktu konturu: DEP LN...84 Odsun ć narz dzie po torze kołowym z przyleganiem stycznym: DEP CT...85 Odsun ć narz dzie po torze kołowym z przyleganiem stycznym do konturu i odcinkiem prostej: DEP LCT Ruchy po torze kształtowym + współrz dne prostok tne...86 Przegl d funkcji toru kształtowego...86 Prosta L...87 Fazk CHF umieścić pomi dzy dwoma prostymi...87 Punkt środkowy koła CC...88 Tor kołowy C wokół punktu środkowego koła CC...89 Tor kołowy CR z określonym promieniem...90 Tor kołowy CT ze stycznym przyleganiem...91 Zaokr glanie kraw dzi RND...92 Przykład: ruch po prostej i fazki w systemie kartezjańskim...93 Przykład: ruchy kołowe w systemie kartezjańskim...94 Przykład: okr g pełny kartezjański Ruchy po torze kształtowym współrz dne biegunowe...96 Źródło współrz dnych biegunowych: biegun CC...96 Prosta LP...97 Tor kołowy CP wokół bieguna CC...97 Tor kołowy CTP z przyleganiem stycznym...98 Linia śrubowa ( Helix)...98 Przykład: ruch po prostej biegunowy Przykład: Helix Spis treści TNC 426 firmy HEIDENHAIN V

9 Spis treści 6.6 Ruchy po torze kształtowym + Swobodne Programowanie Konturu SK Podstawy Grafika SK-programowania SK-Otworzyć dialog Swobodne programowanie prostych Swobodne programowanie torów kołowych Punkty pomocnicze Odniesienia wzgl dne Zamkni te kontury SK-programy konwersować (przeliczać) Przykład: SK-programowanie Przykład: SK-programowanie Przykład: SK-programowanie PROGRAMOWANIE: FUNKCJE DODATKOWE Wprowadzić funkcje dodatkowe M i STOP Funkcje dodatkowe dla kontroli nad przebiegiem programu, wrzeciona i chłodziwa Funkcje dodatkowe dla danych o współrz dnych Funkcje dodatkowe dla zachowania si narz dzia na torze kształtowym Ścieranie naroży: M Wł czyć zdefiniowane półkola pomi dzy odcinkami prostymi: M Nie uwzgl dniać punktów przy obliczaniu zaokr glenia z M112: M Zmniejszenie szarpni ć przy zmianie pr dkości przemieszczania narz dzia: M Obróbka małych stopni konturu: M Otwarte naroża konturu kompletnie obrabiać: M Współczynnik posuwu dla ruchów zanurzeniowych: M Pr dkość posuwowa przy łukach koła: M109/M110/M Obliczyć wst pnie kontur ze skorygowanym promieniem (LOOK AHEAD): M Wł czenie pozycjonowania kołem r cznym w czasie przebiegu programu: M Funkcje dodatkowe dla osi obrotu Posuw w mm/min na osiach obrotu A, B, C: M Osie obrotu przemieszczać po zoptymalizowanej drodze: M Wskazanie osi obrotu do wartości poniżej 360 zredukować: M Automatyczna korekcja geometrii maszyny przy pracy z osiami pochylenia (wahań): M Funkcje dodatkowe dla laserowych maszyn do ci cia VI Spis treści

10 8 PROGRAMOWANIE: CYKLE Ogólne informacje o cyklach Cykle wiercenia WIERCENIE GŁ BOKIE (cykl 1) WIERCENIE (cykl 200) ROZWIERCANIE (cykl 201) POWIERCENIE (cykl 202) UNIWERSL. WIERC. (cykl 203) GWINTOWANIE z uchwytem wyrównawczym (cykl 2) GWINTOWANIE bez uchwytu wyrównawczego GS (cykl 17) NACINANIE GWINTU (cykl 18) Przykład: cykle wiercenia Przykład: cykle wiercenia Cykle dla frezowania wybierań czopów i rowków wpustowych FREZOWANIE WYBRANIA (cykl 4) WYBRANIE OBRABIAĆ NA GOTOWO (cykl 212) CZOPY OBRABIAĆ NA GOTOWO (cykl 213) WYBRANIE KOŁOWE (cykl 5) WYBRANIE KOŁOWE OBRABIAĆ NA GOTOWO (cykl 214) CZOP OKR GŁY OBRABIAĆ NA GOTOWO (cykl 215) FREZOWANIE ROWKÓW WPUSTOWYCH(cykl 3) ROWEK (rowek podłużny) z pogł bianiem ruchem wahadłowym (cykl 210) ROWEK OKR GŁY (podłużny) z pogł bianiem ruchem wahadłowym (cykl 211) Przykład: frezowanie wybrania, czopu i rowka Cykle dla wytwarzania wzorów punktowych WZORY PUNKTOWE NA OKR GU (cykl 220) WZORY PUNKTÓW NA LINIACH (cykl 221) Przykład: koła otworów! SL-cykle KONTUR (cykl 14) Nałożone na siebie kontury DANE KONTURU (cykl 20) WIERCENIE WST PNE (cykl 21) PRZECI GANIE (cykl 22) OBRÓBKA NA GOT.DNA (cykl 23) FREZOW.NA GOT. POWIERZCHNI BOCZNYCH (cykl 24) Spis treści TNC 426 firmy HEIDENHAIN VII
...146 CZOPY OBRABIAĆ NA GOTOWO (cykl 213)...148 WYBRANIE KOŁOWE (cykl 5)...149 WYBRANIE KOŁOWE OBRABIAĆ NA GOTOWO (cykl 214).")
11 Spis treści CI G KONTURU-KONTUR OTWARTY (cykl 25) OSŁONA CYLINDRA (cykl 27) Przykład: frezowanie wybrania zgrubne i wykańczaj ce Przykład: nakładaj ce si na siebie kontury wiercić i obrabiać wst pnie, obrabiać na gotowo Przykład: ci g konturu Przykład: osłona cylindra Cykle dla frezowania metod wierszowania DANE DIGITALIZACJI ODPRACOWAĆ (cykl 30) FREZOWANIE METOD WIERSZOWANIA (cykl 230) POWIERZCHNIA PROSTOLINIOWA (cykl 231) Przykład: zdejmowanie materiału metod wierszowania Cykle dla przeliczania współrz dnych Przesuni ciepunktu ZEROWEGO (cykl 7) Przesuni cie PUNKTU ZEROWEGO z tabelami punktów zerowych (cykl 7) ODBICIE LUSTRZANE (cykl 8) OBRÓT (cykl 10) WSPÓŁCZYNNIK WYMIAROWY (cykl 11) WSPÓŁCZYNNIK WYMIAROWY SPECYFICZNY DLA DANEJ OSI (POOSIOWY) (cykl 26) PŁASZCZYZNA OBRÓBKI (cykl 19) Przykład: cykle przeliczania współrz dnych Cykle specjalne PRZERWA CZASOWA (cykl 9) WYWOŁANIE PROGRAMU (cykl 12) ORIENTACJA WRZECIONA (cykl 13) PROGRAMOWANIE: PODPROGRAMY I POWTÓRZENIA CZ ŚCI PROGRAMU Zaznaczyć podprogramy i powtórzenia cz ści programu Podprogramy Sposób pracy Powtórzenia cz ści programu Dowolny program jako podprogram Pakietowania Podprogram w podprogramie Powtarzać powtórzenia cz ści programu Powtórzyć podprogram Przykład: frezowanie konturu w kilku dosuwach Przykład: grupy wiercenia Przykład: grupy wierceń z kilkoma narz dziami VIII Spis treści
.")
12 10 VPROGRAMOWANIE: Q-PARAMETRY Zasada i przegl d funkcji Rodziny cz ści - Q-parametry zamiast wartości liczbowych Opisywać kontury poprzez funkcje matematyczne Funkcje trygonometryczne (trygonometria) Jeśli/to-decyzje z Q-parametrami Q-parametry kontrolować i zmieniać Funkcje dodatkowe Wprowadzać bezpośrednio wzory Zaj te wcześniej Q-parametry Przykład: elipsa Przykład: cylinder wkl sły z frezem kształtowym Przykład: kula wypukła z frezem trzpieniowym Spis treści 11 TEST PROGRAMU I PRZEBIEG PROGRAMU Grafika Funkcje wyświetlania programu dla PRZEBIEGU PROGRAMU/TESTU PROGRAMU Test programu Przebieg programu Przeskoczyć bloki D-SONDY POMIAROWE IMPULSOWE Cykle pomiaru sond w rodzajach pracy OBSŁUGA R CZNA i EL. KÓŁKO R CZNE Wyznaczenie punktu odniesienia przy pomocy 3D-sond pomiarowych Wymierzać przedmioty obrabiane przy pomocy 3D-sond pomiarowych DIGITALIZACJA Digitalizacja przy przeł czaj cej lub mierz cej sondzie pomiarowej (opcja) Programować cykle digitalizacji Digitalizacja w formie meandrów Digitalizacja prostych poziomych (warstwicowych) Digitalizacja wierszami Digitalizacja z osiami obrotu Wykorzystywać dane digitalizacji w programie obróbki TNC 426 firmy HEIDENHAIN I

13 Spis treści 14 MOD-FUNKCJE MOD-funkcje wybierać, zmieniać i opuścić Numery Software iopcji Wprowadzić liczb klucza Interfejsy danych przygotować Specyficzne dla maszyny parametry użytkownika Przedstawić cz ść nieobrobion w przestrzeni roboczej Wybrać wskazanie położenia Wybrać system miar Wybrać j zyk programowania dla $MDI Wybór osi dla generowania L-bloku Wprowadzić ograniczenie obszaru przemieszczania, wskazanie punktu zerowego HELP-pliki wyświetlić Wyświetlić przepracowany czas TABELE I PRZEGL D WAżNIEJSZYCH INFORMACJI Ogólne parametry użytkownika Obłożenie gniazd wtyczkowych i kabel ł czności dla interfejsów danych Informacja techniczna TNC-komunikaty o bł dach Zmienić bateri bufora Spis treści

14 Wst p 1

15 1.1 TNC TNC 426 Urz dzenia typu TNC firmy HEIDENHAIN, to dostosowane do pracy w warsztacie sterowania kształtowe numeryczne, przy pomocy których programuje si bezpośrednio na maszynie w zrozumiałym dialogu tekstem niezaszyfrowanym standardowe roboty frezerskie i wiertnicze. S one przeznaczone dla eksploatacji na frezarkach i wiertarkach, a także na obrabiarkach wielooperacyjnych z 5 osiami wł cznie. Dodatkowo można nastawić przy programowaniu położenie k towe wrzeciona. Na zintegrowanym dysku twardym maj Państwo możliwość wprowadzenia w pami ć dowolnej liczby programów, także jeśli zostały one napisane oddzielnie lub zostały uchwycone przy digitalizowaniu. Dla szybkich obliczeń można wywołać w każdej chwili kalkulator. Pult obsługi i wyświetlenie na ekranie s zestawione pogl dowo, w ten sposób mog Państwo szybko i w nieskomplikowany sposób posługiwać si poszczególnymi funkcjami. Programowanie: Dialog tekstem otwartym firmy HEIDEN- HAIN i DIN/ISO Szczególnie proste jest zestawienie programu w wygodnym dla użytkownika dialogu tekstem otwartym firmy HEIDENHAIN. Grafika programowania przedstawia pojedyńcze etapy obróbki w czasie wprowadzania programu. Dodatkowo, wspomagaj cym elementem jest Swobodne Programowanie Konturu SK (niem.fk), jeśli nie ma do dyspozycji odpowiedniego dla NC rysunku technicznego. Graficzna symulacja obróbki przedmiotu jest możliwa zarówno w czasie przeprowadzenia testu programu jak i w czasie przebiegu programu. Oprócz tego, mog Państwo programować urz dzenia typu TNC zgodnie z normami DIN/ISO lub w trybie DNC tj. sterowania numerycznego bezpośredniego (DNC-direct numerical control). W tym trybie można wprowadzić program i dokonać testu, w czasie kiedy inny program wypełnia właśnie obróbk przedmiotu. Kompatybilność Urz dzenie TNC może wypełnić wszystkie programy obróbki, które zostały stworzone na sterowaniach kształtowych numerycznych firmy HEIDENHAIN, poczynaj c od TNC 150 B. 2 1 Wst p

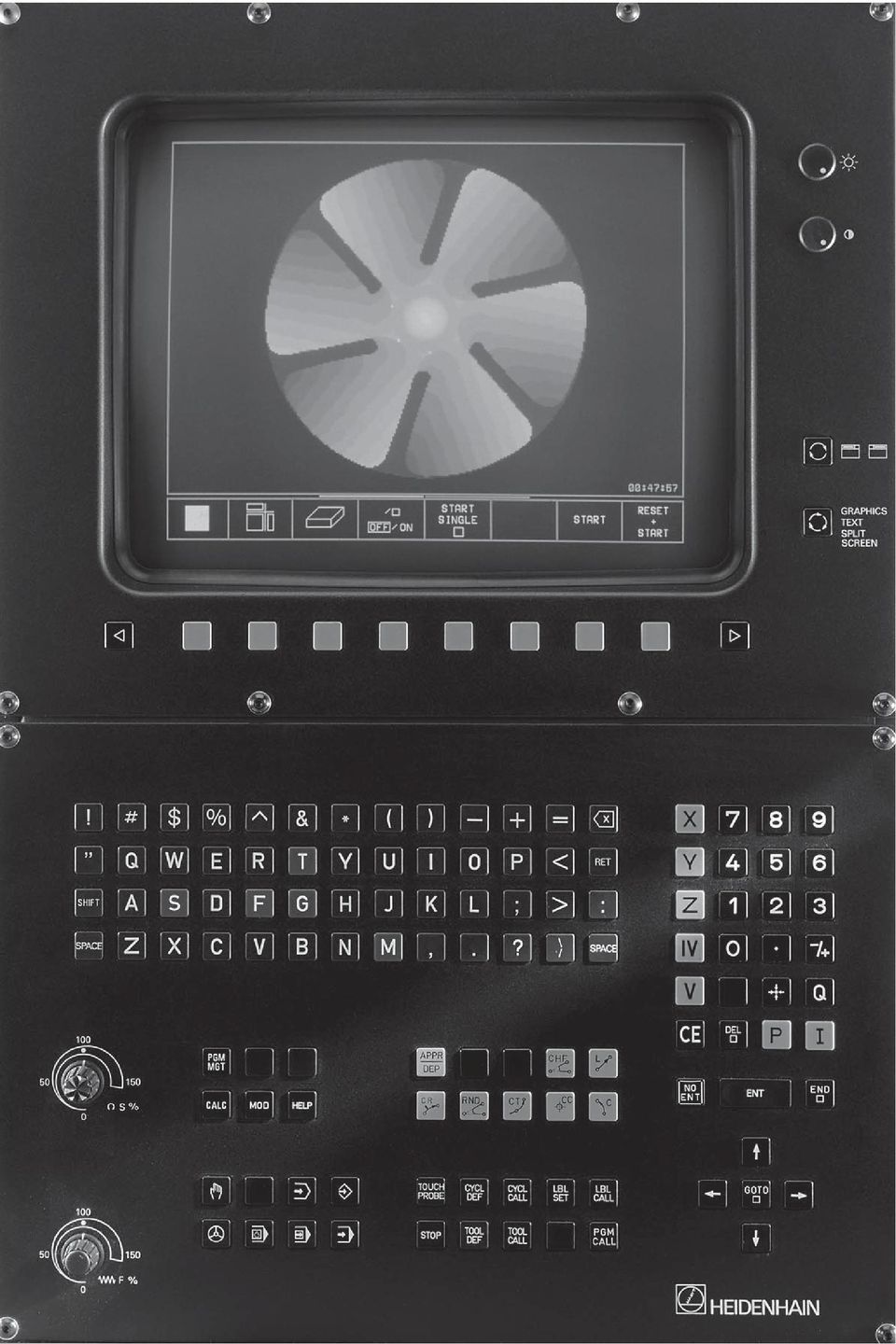
16 1.2 Ekran i pult sterowniczy Ekran Fotografia z prawej strony pokazuje elementy obsługi ekranu: Regulator ustawienia jasności i kontrastu Przycisk przeł czenia ekranu na rodzaj pracy maszyny i rodzaj programowania Ustalenie podziału ekranu Softkey-przyciski wybiorcze Softkey-paski przeł czyć Pagina górna Przy wł czonym TNC ekran pokazuje w paginie górnej wybrane rodzaje pracy: rodzaje pracy maszyny po lewej stronie i rodzaje programowania po prawej stronie. W wi kszym polu paginy górnej znajduje si rodzaj pracy, na który jest przeł czony ekran: tam też pojawiaj si pytania dialogowe i teksty meldunków Ekran i pult sterowniczy Softkeys W paginie dolnej TNC pokazuje dalsze funkcje na pasku Softkey. Te funkcje prosz wybierać przy pomocy leż cych niżej przycisków.n. Dla orientacji pokazuj w skie belki bezpośrednio nad paskiem Softkey liczb pasków Softkey, które można wybrać przy pomocy leż cych na zewn trz przycisków ze strzałk. Aktywny pasek Softkey jest przedstawiony w postaci jaśniejszej belki. Ekran jest wrażliwy na magnetyczne lub elektromagnetyczne posypywania. Mog one mieć także niekorzystny wpływ na położenie i geometri obrazu. Istnienie pól zmiennych prowadzi do okresowego przemieszczania si obrazu lub do zniekształcenia obrazu. Podział ekranu. Użytkownik wybiera podział ekranu: W ten sposób, TNC może na przykład w czasie rodzaju pracy PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ pokazywać program w lewym oknie, a jednocześnie prawe okno przedstawia na przykład grafik programow. Alternatywnie można wyświetlić w prawym oknie także segmentowanie programu albo wyświetlić wył cznie program w jednym dużym oknie. Jakie okna może wyświetlić TNC, zależy od wybranego rodzaju pracy. Zmienić podział ekranu: Nacisn ć przycisk przeł czenia ekranu: Pasek Softkey pokazuje możliwości podziału ekranu. < Wybrać podział ekranu przy pomocy Softkey. TNC 426 firmy HEIDENHAIN 3

17 1.3 Rodzaje pracy urz dzenia Pulpit sterowniczy Fotografia po prawej stronie pokazuje przyciski pulpitu sterowniczego, które zostały pogrupowane według ich funkcji: Klawiatura Alfa dla wprowadzenia tekstów, nazw plików i programowania DIN/ISO. Zarz dzanie plikami, Kalkulator, Funkcja MOD Funkcja HELP Rodzaje programowania Rodzaje pracy maszyny Otwarcie dialogów programowania Przyciski ze strzałk i instrukcja skoku GOTO Wprowadzenie liczb i wybór osi Funkcje pojedyńczych przycisków zostały przedstawione na pierwszej rozkładanej stronie. Przyciski leż ce poza sterowaniem, jak na przykład NC-START, s opisane w podr czniku obsługi maszyny Rodzaje pracy Dla różnych funkcji i faz obróbki, które s konieczne do produkcji cz ści, TNC dysponuje nast puj cymi rodzajami pracy: OBSŁUGA R CZNA i EL. KÓŁKO R CZNE Ustawianie maszyn nast puje w trybie OBSŁUGI R CZNEJ. Przy tym rodzaju pracy można ustalić położenie osi maszyny r cznie lub krok po kroku, wyznaczyć punkty odniesienia i nachylić płaszczyzn obróbki. Rodzaj pracy EL. KÓŁKO R CZNE wspomaga r czne przesuni cie osi maszyny przy pomocy kółka r cznego KR (niem. HR). Softkeys dla podziału ekranu (Wybierać jak wyżej opisano) Softkey Okno Położenia po lewej stronie: położenia, po prawej: wyświetlenie stanu obróbki 4 1 Wst p

18 Ustalenie położenia z r cznym wprowadzeniem danych Przy tym rodzaju pracy można zaprogramować proste przemieszczenia, aby np.frezować płaszczyzny lub wst pnie ustalić położenie. Także tutaj możecie Państwo definiować tabele punktów dla ustalenia odcinka, który ma zostać zdigitalizowany. Softkeys do podziału ekranu Softkey Okno Program 1.3 Rodzaje pracy po lewej stronie: program, po prawej wyświetlenie stanu obróbki WPROWADZIĆ PROGRAM DO PAMI CI/WYDAĆ Programy obróbki zostaj zestawiane przy tym rodzaju pracy. Jako wielostronny element wspomagaj cy i uzupełniaj cy służ Swobodne Programowanie Konturu, różnego rodzaju cykle programowe i funkcje parametru Q. Na życzenie grafika programowa pokazuje pojedyńcze fazy obróbki lub używacie Państwo innego okna, aby dokonać segmentowania programu. Softkeys do podziału ekranu Softkey Okno Program po lewej stronie:program, po prawej stronie: segmentowanie programu po lewej stronie: program, po prawej stronie: grafika programowa TEST PROGRAMU TNC symuluje programy i cz ści programów przy rodzaju pracy TEST PROGRAMU, aby wyszukać np. geometryczne niezgodności, brakuj ce lub niewłaściwe dane w programie i uchybienia przestrzeni roboczej. Symulacja jest wspomagana graficznie z różnymi możliwościami pogl du. Softkeys do podziału ekranu Patrz PRZEBIEG PROGRAMU-rodzaje pracy na nast pnej stronie. TNC 426 firmy HEIDENHAIN 5

19 1.4 Wyświetlacze stanu obróbki PRZEBIEG PROGRAMU WEDŁUG KOLEJNOŚCI BLOKÓW i PRZEBIEG PROGRAMU POJEDYŃCZY BLOK DANYCH W PRZEBIEGU PROGRAMU WEDŁUG KOLEJNOŚCI BLOKÓW TNC wypełnia program do końca albo do momentu r cznego lub zaprogramowanego przerwania pracy. Po przerwie można kontynuować przebieg programu. Przy PRZEBIEGU PROGRAMU POJEDYŃCZY BLOK DANYCH każdy oddzielny zapis zostaje wystartowany przy pomocy leż cego na zewn trz przycisku START: Softkeys do podziału ekranu Softkey Okno Program po lewej stronie: program, po prawej stronie: segmentowanie programu po lewej stronie: program, po prawej stronie: STAN po lewej stronie: program, po prawej stronie: grafika Grafika 1.4 Wyświetlacze stanu Ogólny wyświetlacz stanu Wyświetlacz stanu informuje Państwa o aktualnym stanie maszyny. Pojawia si on automatycznie przy rodzajach pracy. PRZEBIEG PROGRAMU POJEDYŃCZYM BLOKIEM DANYCH i PPRZEBIEG PROGRAMU WEDŁUG KOLEJNOŚCI BLOKÓW DANYCH, tak długo aż nie zostanie wybrana dla wyświetlenia wył cznie Grafika, i przy USTALENIE POŁOŻENIA Z R CZNYM WPROWADZENIEM DANYCH Przy rodzajach pracy OBSŁUGA R CZNA I ELEKTR. KÓŁKO R CZNE pojawia si wyświetlacz stanu w dużym oknie. 6 1 Wst p

20 Informacje przekazywane przez wyświetlacz stanu Symbol Znaczenie RZECZ. Rzeczywiste lub zadane współrz dne aktualnego położenia Y Z S F M Osi maszyny Pr dkość obrotowa S, posuw F i użyteczna funkcja dodatkowa M Przebieg programu jest rozpocz ty Oś jest zablokowana Oś może zostać przesuni ta przy pomocy kółka r cznego 1.4 Wyświetlacze stanu obróbki Osie zostan przy nachylonej płaszczyźnie obróbki przesuni teh Osie zostan przesuni te z uwzgl dnieniem obrotu podstawowego Dodatkowe wyświetlacze stanu Te dodatkowe wyświetlacze stanu przekazuj dokładn informacj o przebiegu programu. Mog one być wywołane przy wszystkich rodzajach pracy, z wyj tkiem PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ Wł czyć dodatkowe wyświetlacze stanu < Wywołać pasek Softkey do podziału ekranu < Wybrać wyświetlenie ekranu z dodatkowym wyświetlaczem stanu TNC 426 firmy HEIDENHAIN 7

21 1.4 Wyświetlacze stanu obróbki Niżej, opisane s różne dodatkowe wyświetlacze stanu, które mog Państwo wybierać z pomoc Softkeys: < Przeł czyć pasek Softkey, aż pojawi si Softkeys stanu Wybrać dodatkowe wyświetlacze stanu, np. ogólne informacje o programie Ogólne informacje o programie Nazwa programu głównego Wywołane programy Aktywny cykl obróbki Środek koła CC (biegun) Czas obróbki Licznik czasu przebywania Położenia i współrz dne Wyświetlenie położenia Rodzaj wyświetlenia położenia np. położenie rzeczywiste K t nachylenia płaszczyzny obróbki K t obrotu podstawowego Wst p
22 Informacje o narz dziach Wskaźnik T: numer i nazwa narz dzia wskaźnik RT: numer i nazwa narz dzia siostrzanego Oś narz dzi Długość i promień narz dzi Rozmiary (wartości delta) z TOOL CALL (PGM) i z tabeli narz dzi (TAB) Okres trwałości narz dzia, maksymalny okres trwałości narz dzia (TIME 1) i maksymalny okres trwałości narz dzia przy TOOL CALL (TIME 2) Wyświetlenie pracuj cego narz dzia i (nast pnego) narz dzia siostrzanego Przeliczenia współrz dnych Nazwa programu głównego Aktywne przesuni cie punktu zerowego (cykl 7) Aktywny k t obrotu (cykl 10) odzwierciedlone osie (cykl 8) Aktywny współczynnik wymiarowy/ współczynniki wymiarowe (cykle 11/26) Środek wydłużenia osiowego Patrz 8.7 Cykle obliczania współrz dnych Wyświetlacze stanu obróbki 1 Pomiar narz dzi 2 3 Numer mierzonego narz dzia Wyświetlenie, czy dokonywany jest pomiar promienia lub długości narz dzia MIN- i MA-wartość pomiaru ostrzy pojedyńczych i wynik pomiaru przy obracaj cym si narz dziu (DYN) Numer ostrza narz dzia z przynależn wartości pomiaru Gwiazdka za zmierzon wartości oznacza, że została przekroczona granica tolerancji z tabeli narz dzi 4 TNC 426 firmy HEIDENHAIN 9
23 1.5 Osprz t: Trójwymiarowe układy impulsowe i elektroniczne kółka r czne firmy HEIDENHAIN 1.5 Osprz t: trójwymiarowe układy impulsowe i elektroniczne kółka r czne firmy HEIDENHAIN Trójwymiarowe układy impulsowe (3D-sondy pomiarowe) Z pomoc różnych trójwymiarowych układów impulsowych firmy HEIDENHAIN mog Państwo Automatycznie wyregulować obrabiane cz ści Szybko i dokładnie wyznaczyć punkty odniesienia Przeprowadzić pomiary obrabianej cz ści w czasie przebiegu programu 3D-formy digitalizować (opcja) Dokonywać pomiaru i sprawdzenia narz dzi Przeł czaj ce układy impulsowe TS 220 i TS 630 Tego rodzaju układy impulsowe s szczególnie przydatne dla automatycznego wyregulowania obrabianej cz ści, naznaczenie punktu odniesienia i pomiarów na obrabianej cz ści. TS 220 przewodzi sygnały ł czeniowe przez kabel i jest przy tym korzystn alternatyw, jeżeli musz Państwo czasami dokonywać digitalizacji. Specjalnie przydatny dla maszyn z głowic narz dziow jest TS 630, który przekazuje sygnały ł czeniowe bez kabla, przy pomocy promieniowania podczerwonego. Zasada działania: W przeł czaj cych układach impulsowych firmy HEIDENHAIN nie zużywaj cy si optyczny rozł cznik rejestruje odchylenie trzpienia stykowego. Powstały w ten sposób sygnał powoduje wprowadzenie do pami ci rzeczywistego położenia układu impulsowego. Przy digitalizacji, TNC zestawia z jednej serii tak otrzymanych wartości położenia program z liniowym zapisem danych w formacie firmy HEIDENHAIN. Ten program można nast pnie przetwarzać na komputerze z oprogramowaniem opracowuj cym wyniki SUSA, aby skorygować określone formy i promienie narz dzi lub obliczyć formy pozytywu i negatywu. Jeżeli głowica czujnikowa równa jest promieniowi freza, programy te mog natychmiast rozpocz ć swój przebieg. Układ czujnikowy narz dzi TT 120 dla pomiaru narz dzi TT 120 to przeł czaj cy trójwymiarowy układ czujnikowy dla pomiaru i kontroli narz dzi. TNC ma 3 cykle do dyspozycji, z pomoc których można ustalić promień i długość narz dzia przy nieruchomym lub obracaj cym si wrzecionie. Szczególnie solidne wykonanie i wysoki stopień zabezpieczenia uodporniaj TT 120 na chłodziwa i wióry. Sygnał wł czeniowy powstaje przy pomocy nie zużywaj cego si optycznego rozł cznika, który wyróżnia si wysokim stopniem niezawodności. Elektroniczne kółka r czne KR (niem. HR) Elektroniczne kółka r czne upraszczaj precyzyjne r czne przesuni cie zespołu posuwu osi. Odcinek przesuni cia na jeden obrót kółka r cznego jest możliwy do wybierania w obszernym 10 przedziale. Oprócz wbudowywanych kółek r cznych HR 130 i HR 150, firma HEIDENHAIN oferuje kółko r czne przenośne HR Wst p
24 2 Obsługa r czna i ustawianie TNC 426 firmy HEIDENHAIN 11
25 2.1 Wł czyć 2.1 Wł czyć Wł czenie i najechanie punktów odniesienia s funkcjami, których wypełnienie zależy od rodzaju maszyny. Prosz zwrócić uwag na instrukcje zawarte w podr czniku obsługi maszyny. Wł czyć napi cie zasilaj ce TNC i maszyny. Nast pnie TNC wyświetla nast puj cy dialog: TEST PAMI CI < Pami ć TNC zostaje automatycznie skontrolowana PRZERWA W ZASILANIU < Komunikat TNC, że nast piła przerwa w dopływie pr du - komunikat wymazać TRANSLACJA PROGRAMU PLC < Program PLC, urz dzenia TNC zostaje automatycznie przetworzony BRAK NAPI CIA NA PRZEKAŹNIKU < Wł czyć napi cie sterownicze TNC sprawdzi funkcj Wył czenia awaryjnego OBSłUGA R CZNA PRZEJECHAĆ PUNKTY ODNIESIENIA < Przejechać punkty odniesienia w zadanej kolejności: Dla każdej osi nacisn ć zewn trzny przycisk START, lub Punkty odniesienia musz zostać przejechane tylko, jeśli maj być przesuni te osi maszyny. Jeśli chc Państwo programy tylko wydawać albo przeprowadzić test, prosz wybrać natychmiast po wł czeniu napi cia sterowniczego rodzaj pracy PROGRAM WPROWADZIĆ W PAMI Ć/WYDAĆ lub TEST PROGRAMU. Punkty odniesienia mog być później dodatkowo przejechane. W tym celu prosz nacisn ć przy rodzaju pracy OBSŁUGA R CZNA Softkey PASS OVER REFERENCE. Przejechanie punktu odniesienia przy nachylonej płaszczyźnie obróbki Przejechanie punktu odniesienia przy nachylonej osi współrz dnych jest możliwe przy pomocy zewn trznych przycisków kierunkowych osi. W tym celu musi być uaktywniona funkcja Nachylić płszczyzn obróbki przy OBSŁUDZE R CZNEJ (patrz 2.5 Nachylić płaszczyzn obróbki ) TNC interpoluje nast pnie odpowiednie osie przy naciśni ciu przycisku kierunkowego osi. Przycisk NC-START nie spełnia żadnej funkcji. W razie nacisni cia tego przycisku TNC wydaje komunikat o bł dach. Prosz przestrzegać zasady, że wniesione do spisu danych wartości k towe powinny być zgodne z wartości k ta osi wahań. Przejechać punkty odniesienia w dowolnej kolejności: Dla każdej osi nacisn ć zewn trzny przycisk kierunkowy i trzymyć, aż punkt odniesienia zostanie przejechany TNC jest gotowa do pracy i znajduje si w trybie OBSŁUGA R CZNA 12 2.Obsługa r czna i ustawianie
26 2.2 Przemieszczenie osi maszyny Przemieszczenie osi przy pomocy przycisków kierunkowych zależy od rodzaju maszyny. Prosz zwrócić uwag na informacje zawarte w podr czniku obsługi maszyny! Oś przesun ć przy pomocy zewn trznych przycisków kierunkowych < Wybrać rodzaj pracy OBSŁUGA R CZNA Przycisk kierunkowy zewn trzny nacisn ć i tak długo trzymać naciśni tym, aż oś zostanie przesuni ta na zadanym odcinku 2.2 Przesuni cie osi maszyny...lub przesuwać oś w trybie ci głym: i Trzymać naciśni tym przycisk kierunkowy zewn trzny i krótko nacisn ć na przycisk START. Oś przesuwa si nieprzerwanie i tak długo aż zostanie zatrzymana Zatrzymać: Nacisn zewn trzny przycisk STOP Z pomoc obu tych metod mog Państwo przesuwać kilka osi równocześnie. TNC 426 firmy HEIDENHAIN 13
27 2.2 Przesuni cie osi maszyny Przesuni cie przy pomocy elektronicznego kółka r cznego HR 410 Przenośne kółko r czne HR 410 wyposażone jest w dwa przyciski zgody. Przyciski zgody znajduj si poniżej chwytu gwiazdowego. Przesuni cie osi maszyny jest możliwe tylko, jeśli jeden z przycisków zgody pozostaje naciśni tym (funkcja zależna od zasady funkcjonowania maszyny). Kółko r czne HR 410 dysponuje nast puj cymi elementami obsługi: Przycisk wył czenia awaryjnego Kółko obrotowe Przyciski zgody Przyciski wyboru osi Przycisk przej cia położenia rzeczywistego Przyciski do ustalenia trybu posuwu (powoli, średnio, szybko; tryby posuwu s określane przez producentów maszyn) Kierunek, w którym TNC przemieszcza wybran oś Funkcje maszyny (zostaj określane przez producenta maszyn) Czerwone sygnały świetlne wskazuj, jak oś i jaki posuw Państwo wybrali. Przesuni cie przy pomocy kółka r cznego jest możliwe także podczas przebiegu programu. Przesuni cie osi Wybrać rodzaj pracy EL:KÓŁKO R CZNE Trzymać naciśni tym przycisk zgody < Wybrać oś < Wybrać posuw < lub Pracuj c oś w kierunku + lub - przesun ć 14 2 Obsługa r czna i ustawianie
28 Ustalenie położenia krok po kroku Przy ustaleniu położenia etapami zostaje określony odcinek dosuwu, o który przemieszcza si oś maszyny przy naciśni tym zewn trznym przycisku kierunkowym. < Dosuw = < < Wybrać rodzaj pracy EL:KÓŁKO R CZNE Wybrać ustalenie położenia etapami (odpowiedni przycisk jest ustalany przez producenta maszyny) Wprowadzić dosuw w mm, np. 8 mm Nacisn ć zewn trzny przycisk kierunkowy: dowolnie cz sto ustalać położenie Ustalanie położenia etapami zależy od maszyny. Prosz uwzgl dnić podr cznik obsługi maszyny! Producent maszyny określa, czy współczynnik podziału dla każdej osi zostanie nastawiony na pulpicie sterowniczym czy przez przeł cznik stopniowy. 2.3 Pr dkość obrotowa wrzeciona S Posuw F i funkcja dodatkowa M Przy rodzajach pracy OBSŁUGA R CZNA i EL. KÓŁKO R CZNE prosz wprowadzić pr dkość obrotow wrzeciona S i funkcj dodatkow M przy pomocy Softkeys. Funkcje dodatkowe s opisane w 7. Programowanie: funkcje dodatkowe. Posuw jest określony poprzez parametr maszyny i może zostać zmieniony tylko przy pomocy gałek obrotowych Override (patrz nast pna strona). Z Pr dkość obrotowa wrzeciona S posuw F i funkcja dodatkowa M TNC 426 firmy HEIDENHAIN 15
29 2.4 Wyznaczyć punkty odniesienia Wprowadzić wartości Przykład: Pr dkość obrotow wrzeciona S wprowadzić Wybrać wejście dla pr dkości obrotowej wrzeciona: Softkey S PR DKOŚĆ OBROTOWA WRZECIONA S= < 1000 Wprowadzić pr dkość obrotow wrzeciona i przej ć przy pomocy zewn trznego przycisku START Obrót wrzeciona z wprowadzon pr dkości obrotow S zostaje wraz z funkcj dodatkow M rozpocz ty. Funkcj dodatkow M prosz wprowadzić w podobny sposób. Pr dkość obrotow wrzeciona i posuw zmienić Przy pomocy gałek obrotowych Override dla pr dkości obrotowej wrzeciona S i posuwu F można zmienić nastawion wartość od 0% do 150%. Gałka obrotowa Override dla pr dkości obrotowej wrzeciona działa wył cznie w przypadku maszyn z bezstopniowym nap dem wrzeciona. Producent maszyn określa z góry, jakie funkcje dodatkowe mog Państwo wykorzystywać i jak one spełniaj funkcje. 2.4 Wyznaczenie punktów odniesienia (bez trójwymiarowego układu impulsowego) Przy wyznaczaniu punktów odniesienia ustawia si wyświetlacz TNC na współrz dne znanej pozycji obrabianej cz ści. Przygotowanie Zamocować i uregulować obrabian cz ść Narz dzie zerowe o znanym promieniu zamocować Upewnić si, że TNC wyświetla rzeczywiste wartości położenia Wyznaczyć punkt odniesienia Zabieg ochronny: Jeśli powierzchnia obrabianej cz ści nie powinna zostać porysowana, kładzie si na obrabiany przedmiot blach o znanej grubości d. Prosz wprowadzić dla punktu odniesienia zwi kszon o d wartość Obsługa r czna i ustawianie
30 < < Wybrać rodzaj pracy OBSŁUGA R CZNA Przesun ć ostrożnie narz dzie, aż dotknie obrabianego przedmiotu (porysuje go) Wybrać oś WYZNACZYĆ PUNKT ODNIESIENIA = < Narz dzie zerowe: wyświetlacz nastawić na znan pozycj przedmiotu (np. 0) lub wprowadzić grubość blachy d. Punkty odniesienia dla pozostałych osi wyznacz Państwo w ten sam sposób. Jeżeli w osi dosuni cia używane jest nastawione wcześniej narz dzie, to należy wskazanie osi dosuni cia nastawić na długość L narz dzia lub na sum Z=L+d. Y Z Y 2.5 Pochylić płaszczyzn obróbki 2.5 Nachylić płaszczyzn obróbki Funkcje konieczne dla nachylanie płaszczyzny obróbki s dopasowywane do TNC i maszyny przez producenta maszyny. W przypadku określonych rodzajów głowic obrotowych lub stołów obrotowych podziałowych producent ustala, czy wprowadzone wartości k towe maj być interpretowane jako współrz dne osi obrotu czy jako k t przestrzenny. Prosz zwrócić uwag na informacje zawarte w podr czniku obsługi maszyny. Z B 10 Y TNC wspomaga pochylenie płaszczyzn obróbki na obrabiarkach z głowicami obrotowymi a także stołami obrotowymi podziałowymi. Typowym zastosowaniem s :ukośne wiercenia lub leż ce ukośnie w przestrzeni kontury. Przy tym płaszczyzna obróbki zostaje zawsze pochylona o aktywny punkt zerowy. Jak zwykle, obróbka zostaje zaprogramowana w jednej płaszczyźnie głównej (np. płaszczyzna /Y), jednakże wypełniona w tej płaszczyźnie, która została nachylona do płaszczyzny głównej. Istniej dwie funkcje dla pochylenia płaszczyzny obróbki: Pochylenie r czne przy pomocy Softkey 3D ROT przy rodzajach pracy OBSŁUGA R CZNA i EL. KÓŁKO R CZNE (opis niżej) Pochylenie sterowane, cykl 19 PŁASZCZYZNA OBRÓBKI w programie obróbki: Patrz strona 200. TNC 426 firmy HEIDENHAIN 17
31 2.5 Nachylić płaszczyzn obróbki Funkcje TNC dla Pochylenia płaszczyzny obróbki s transformacjami współrz dnych. Przy tym płaszczyzna obróbki leży zawsze prostopadle do kierunku osi narz dzia. Zasadniczo rozróżnia TNC przy pochyleniu płaszczyzny obróbki dwa typy maszyn: Maszyna ze stołem obrotowym podziałowym Państwo musz umieścić obrabiany przedmiot poprzez opowiednie pozycjonowanie stołu obrotowego, np. z pomoc L- bloku, w ż dane położenie. Położenie przekształconej osi narz dzia nie zmienia si w stosunku do stałego układu współrz dnych maszyny. Jeżeli Państwo obracaj stół -czyli obrabiany przedmiot- o 90 to układ współrz dnych nieobraca si jednocześnie ze stołem. Jeżeli naciskaj Państwo przy OBSŁUDZE R CZNEJ przycisk kierunkowy osi Z+, to narz dzie przesuwa si w kierunku Z+. TNC uwzgl dnia dla obliczenia przekształconego układu współrz dnych tylko mechanicznie uwarunkowane wzajemne przesuni cia odpowiedniego stołu obrotowego- tak zwanetranslatoryjne-przypadaj ce wielkości. Maszyna z głowic obrotow Prosz umieścić narz dziepoprzez odpowiednie pozycjonowanie głowicy obrotowej, np. z pomoc L-bloku, w ż dane położenie. Położenie pochylonej (przekształconej)osi narz dzia zmienia si w stosunku do stałego układu współrz dnych: Jeżeli głowica obrotowa maszyny czyli narz dzie obraca si np. w osi B o 90 układ współrz dnych obraca si także. Jeżeli naciskaj Państwo przy rodzaju pracy OBSŁUGA R CZNA przycisk kierunkowy osi Z+, to narz dzie przesuwa si w kierunku + stałego układu współrz dnych maszyny. TNC uwzgl dnia dla obliczenia transformowanego układu współrz dnych uwarunkowane mechanicznie wzajemne przesuni cia głowicy obrotowej ( translatoryjne wartości) i wzajemne przesuni cia, które powstaj poprzez pochylanie narz dzia (trójwymiarowa korekcja długości narz dzia). Dosuni cie narz dzia do punktów odniesienia przy pochylonych osiach Przy pochylonych osiach dosuni cie wypełnia si przy pomocy zewn trznych przycisków kierunkowych. TNC interpoluje przy tym odpowiednie osi. Prosz zwrócić uwag, żeby funkcja pochylić płaszczyzn obróbki była aktywna przy rodzaju pracy OBSŁUGA R CZNA i k t rzeczywisty osi obrotowej był zaniesiony w pole menu. Wyznaczyć punkt odniesienia w układzie pochylonym Kiedy pozycjonowanie osi obrotowych zostało zakończone, prosz wyznaczyć punkt odniesienia jak w układzie nie pochylonym. TNC przelicza ten nowy punkt odniesienia na pochylony układ współrz dnych. Wartości k towe dla tego przeliczenia TNC przejmuje przy uregulowanych osiach od rzeczywistego położenia osi obrotu. Jeśli osi pochylenia Państwa maszyny nie s uregulowane, musi zostać wprowadzone położenie rzeczywiste osi obrotu do menu dla r cznego pochylania: Jeżeli położenie rzeczywiste osi obrotu nie jest zgodne z wprowadzonymi danymi, TNC przelicza nieprawidłowo punkt odniesienia. Wyświetlenie położenia w układzie pochylonym Wyświetlone w polu stanu położenia (zadane i rzeczywiste) odnosz si do nachylonego układu współrz dnych. Ograniczenia przy nachylaniu płaszczyzny obróbki Funkcja digitalizacji OBRÓT PODSTAWOWY nie znajduje si w dyspozycji Pozycjonowania PLC (ustalane przez producenta maszyn) nie s dozwolone Zapisy danych ustalania położenia z M/91M92 nie s dozwolone 18 2 Obsługa r czna i ustawienie
32 Aktywować r czne nachylenie < Wprowadzić k t nachylenia < Wybrać r czne nachylenie: Softkey 3D ROT punkty menu można teraz wybrać przy pomocy przycisków ze strzałk Ż dany rodzaj pracy w punkcie menu NACHYLIĆ PŁASZCZYZN OBRÓBKI ustawić na AKTYWNA: wybrać punkt menu, przyciskiem ENT przeł czyć < Zakończyć wprowadzenie: Softkey END Dla deaktywowania prosz w menu NACHYLIĆ PŁASZCZYZN OBRÓBKI ustawić ż dane rodzaje pracy na NIEAKTYWNA. Jeżeli funkcja NACHYLIĆ PŁASZCZYZN OBRÓBKI jest aktywna i TNC przesuwa osi maszyny odpowiednio nachylonym osiom, wskazanie stanu wyświetla symbol. Jeżeli funkcja NACHYLIĆ PŁASZCZYZN OBRÓBKI dla rodzaju pracy PRZEBIEG PROGRAMU zostanie ustawiona na AKTYWNA, to wniesiony do menu k t nachylenia obowi zuje od pierwszego zapisu w wypełnianym programie obróbki. Jeśli używa si w programie obróbki cykl 19 PŁASZCZYZNA OBRÓBKI, to obowi zuj definiowane w tym cyklu wartości k towe (poczynaj c od definicji). Wprowadzone do menu wartości k towe zostaj przepisane wartościami wywołanymi. 2.5 Nachylić płaszczyzn obróbki TNC 426 firmy HEIDENHAIN 19
33
34 3 Ustalenie położenia z r cznym wprowadzeniem danych
35 3.1 Proste sposoby obróbki - programować i odpracować 3.1 Proste sposoby obróbki - programować i odpracować Dla prostej obróbki lub dla wst pnego ustalenia położenia narz dzia nadaje si rodzaj pracy POZYCJONOWANIE Z R CZNYM WPROWADZENIEM DANYCH. W tym przypadku można wprowadzić krótki program w formacie tekstu otwartego firmy HEIDENHAIN lub zgodnie z DIN/ISO i nast pnie bezpośrednio wł czyć wypełnianie. Można także wywołać cykle TNC. Ten program zostanie wprowadzony w pami ć w pliku SMDI. Przy USTALENIU POŁOŻENIA Z R CZNYM WPROWADZENIEM DANYCH można aktywować dodatkowe wskazanie stanu. Wybrać rodzaj pracy POZYCJONOWANIE Z R CZNYM WPROWADZENIEM DANYCH Plik $MDI dowolnie programować Rozpocz ć przebieg programu: zewn trzny przycisk START Ograniczenia: Swobodne Programowanie Konturu SK (niem.fk), grafiki programowania i grafiki przebiegu programu nie znajduj si w dyspozycji. Plik $MDI nie może zawierać zespołu wywoływania programu (PGM CALL) Przykład 1 Na pojedyńczym przedmiocie ma być wykonany otwór okr gły o gł bokości 20 mm. Po umocowaniu przedmiotu, wyregulowaniu i wyznaczeniu punktów odniesienia, można wykonanie tego otworu programować kilkoma wierszami programu i wypełnić. Najpierw ustala si wst pne położenie narz dzia przy pomocy L- bloku (prostymi) nad obrabianym przedmiotem i z odst pem bezpieczeństwa 5 mm nad wierconym otworem. Nast pnie wykonuje si otwór przy pomocy cyklu 1 WIERCENIE GŁ BOKICH OTWORÓW. 50 Y Z 50 0 BEGIN PGM $MDI MM 1 TOOL DEF 1 L+0 R+5 2 TOOL CALL 1 Z S L Z+200 R0 F MA 4 L +50 Y+50 R0 F MA M3 5 L Z+5 F2000 Narz. zdefiniować: narz dzie zerowe, promień 5 Narz. wywołać: oś narz dzia Z, Pr dkość obrotowa wrzeciona 2000 Obr/min Narz. przemieścić (F MA = bieg szybki) Narz. z FMA pozycjonować nad odwiertem, wł czyć wrzeciono Narz. pozycjonować 5 mm nad odwiertem Wkz = narz dzie 22 3 Ustalenie położenia z r cznym wprowadzeniem danych
36 6 CYKL DEF 1.0 GŁ BOKIE WIERCENIE 7 CYKL DEF 1.1 BEZ. WYS. 5 8 CYKL DEF 1.2 GŁ BOKOŚĆ CYKL DEF 1.3 DOSUW CYKL DEF 1.4 P.CZAS. 0,5 11 CYKL DEF 1.5 F CYKL CALL 13 L Z+200 R0 F MA M2 14 END PGM $MDI MM Funkcja prostych jest opisana w 6.4 Ruchy po konturze - współrz dne prostok tne, cykl WIERCENIE GŁ BOKICH OTWORÓW w 8.2 Cykle wiercenia. Przykład 2 Usun ć ukośne położenie obrabianego przedmiotu na maszynach ze stołem obrotowym Wykonać obrót podstawowy z trójwymiarowym układem impulsowym. Patrz 12.2 Cykle digitalizacji przy rodzajach pracy OBSŁUGA R CZNA i EL. KÓŁKO R CZNE, rozdział Wyrównywanie ukośnego położenia przedmiotu. < K T OBROTU zanotować i OBRÓT PODSTAWOWY zatrzymać < < < < Wybrać rodzaj pracy: USTALENIE POŁOŻENIA Z R CZNYM WPROWADZENIEM DANYCH Wybrać oś stołu obrotowego, wprowadzić zanotowany k t obrotu i posuw np. L C F50 Zakończyć wprowadzenie Nacisn ć zewn trzny przycisk START: położenie ukośne zostanie usuni te poprzez obrót stołu Zdefiniować cykl WIERCENIE GŁ BOKIE: Bezpieczny odst p narz. nad odwiertem Gł bokość wiercenia (znak liczby=kierunek pracy) Gł bokość każdego dosuwu przed powrotem Czas przebywania narz dzia na dnie wiercenia w sekundach Posuw wiercenia Wywołać cykl GŁ BOKIE WIERCENIE Narz. przemieścić swobodnie Koniec programu 3.1 Proste sposoby obróbki - programować i odpracować TNC 426 firmy HEIDENHAIN 23
37 3.1 Proste sposoby obróbki - programowć i odpracować Programy z $MDI zabezpieczać lub wymazywać Plik $MDI jest używany z reguły dla krótkich i przejściowo potrzebnych programów. Jeśli powinien jakiś program mimo to zostać wprowadzony do pami ci, prosz post pić w nast puj cy sposób: < < < PLIK WYJŚCIOWY = < WIERCENIE < < Wybrać rodzaj pracy: PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ Wywołać zarz dzanie plikami: przycisk PGM MGT (Program Management) Plik $MDI znakować Plik kopiować wybrać: Softkey COPY Prosz wprowadzić nazw, pod któr aktualna treść pliku $MDI ma być wprowadzona do pami ci Wypełnić kopiowanie Opuścić zarz dzanie plikami: Softkey END Dla wymazania zawartości pliku SMDI prosz post pić podobnie: zamiast go kopiować, prosz wymazać treść przy pomocy Softkey DELETE. Przy nast pnej zmianie na rodzaj pracy POZYCJONOWANIE Z R CZNYM WPROWADZENIEM DANYCH, TNC wyświetla pusty plik $MDI. Dalsze informacje w 4.2 Zarz dzanie plikami Ustalenie położenia z r cznym wprowadzeniem danych
38 4 Programowanie: Podstawy, zarz dzanie plikami, Pomoce przy programowaniu
39 4.1 Podstawy 4.1 Podstawy Układy pomiarowe położenia i punkty odniesienia Przy osiach maszyny znajduj si układy pomiarowe położenia, które rejestruj położenie stołu maszyny a także narz dzia. Jeśli któraś z osi maszyny si przesuwa, odpowiedni układ pomiarowy położenia wydaje sygnał elektryczny, na podstawie którego TNC oblicza dokładn pozycj rzeczywist osi maszyny. W wypadku przerwy w dopływie pr du rozpada si zaszeregowanie mi dzy położeniem suportu i obliczon pozycj rzeczywist. Aby znowu można było ustanowić to zaszeregowanie, dysponuj podziałki wymiarowe układów pomiarowych położenia punktami odniesienia. Przy przejechaniu punktu odniesienia TNC otrzymuje sygnał, który odznacza stały punkt odniesienia maszyny. W ten sposób TNC może wznowić zaszeregowanie położenia rzeczywistego i położenia suportu obrabiarki. Z reguły, przy osiach liniowych s zamontowane układy pomiaru długości. Przy stołach okr głych i osiach nachylenia znajduj si układy pomiaru k tów. Aby wznowić zaszeregowanie pomi dzy położeniem rzeczywistym i aktualnym położeniem suporta maszyny, musz być przesuni te osie maszyny przy układach pomiarów długości z zakodowanymi punktami odniesienia na max. 20 mm, w przypadku układów pomiaru k tów o maximum 20!. Y Z MP (Z,Y) 26 4 Programowanie: Podstawy, zarz dzanie plikami, Pomoce przy programowaniu
40 Układ odniesienia Przy pomocy układu odniesienia ustala si jednoznacznie położenie na płaszczyźnie lub w przestrzeni. Podanie jakiejś pozycji odnosi si zawsze do ustalonego punktu i jest opisane za pomoc współrz dnych. W układzie prostok tnym (układ kartezjański) s określone trzy kierunki jako osi,y i Z. Osie leż prostopadle do siebie i przecinaj si w jednym punkcie, w punkcie zerowym. Współrz dna określa odległość do punktu zerowego w jednym z tych kierunków. W ten sposób można opisać położenie na płaszczyźnie przy pomocy dwóch współrz dnych i przy pomocy trzech współrz dnych w przestrzeni. Y Z 4.1 Podstawy Współrz dne, które odnosz si do punktu zerowego, określa si jako współrz dne bezwzgl dne. Współrz dne wzgl dne odnosz si do dowolnego innego położenia (punktu odniesienia) w układzie współrz dnych. Wartości współrz dnych wzgl dnych określa si także jako inkrementalne (przyrostowe) wartości współrz dnych. Układy odniesienia na frezarkach Przy obróbce przedmiotu na frezarce posługuj si Państwo, generalnie rzecz bior c, prostok tnym układem współrz dnych. Rysunek po prawej stronie pokazuje, w jaki sposób przyporz dkowany jest prostok tny układ współrz dnych do osi maszyny. Reguła trzech palców prawej r ki służy jako pomoc pami ciowa: Jeśli palec środkowy pokazuje w kierunku osi narz dzi od przedmiotu do narz dzia, to wskazuje on kierunek Z+, kciuk wskazuje kierunek + a palec wskazuj cy kierunek Y+. +Y +Z +Y + +Z + TNC 426 może sterować maksymalnie 5 osiami. Oprócz osi głównych,y i Z istniej przebiegaj ce równolegle osie dodatkowe U,V i W. Osie obrotu oznacza si A,B,C. Rysunek na dole pokazuje zaszeregowanie osi dodatkowych a także osi obrotu i osi głównych. Z Y W+ B+ C+ V+ A+ U+ TNC 426 firmy HEIDENHAIN 27
41 4.1 Podstawy Współrz dne biegunowe Jeżeli rysunek wykonawczy jest wymiarowany prostok tnie, prosz napisać program obróbki także ze współrz dnymi prostok tnymi. W przypadku przedmiotów z łukami kołowymi lub przy podawaniu wielkości k tów łatwiejsze jest ustalenie położenia przy pomocy współrz dnych biegunowych. W przeciwieństwie do współrz dnych prostok tnych x,y i z, współrz dne biegunowe opisuj tylko położenie na jednej płaszczyźnie. Współrz dne biegunowe maj swój punkt zerowy w biegunie CC (CC = circle centre; angl. środek koła). Położenie na jednej płaszczyźnie jest jednoznacznie określone przez 10 Y PR PR PA 3 PA 2 PA 1 CC PR 0 Promień współrz dnych biegunowych: odległość bieguna CC od danego położenia K t współrz dnych biegunowych: k t pomi dzy osi odniesienia k ta i odcinkiem ł cz cym biegun CC z danym położeniem. 30 Patrz po prawej stronie na dole. Ustalenie bieguna i osi odniesienia k ta Biegun określa si przy pomocy dwóch współrz dnych w prostok tnym układzie współrz dnych na jednej z trzech płaszczyzn. Tym samym jest także jednoznacznie zaszeregowana oś odniesienia k ta dla k ta współrz dnych biegunowych PA. Współrz dne bieguna (płaszczyzna) Oś odniesienia k ta Y + YZ +Y Z +Z Z Z Y Y Z Y 28 4 Programowanie: Podstawy, zarz dzanie plikami, Pomoce przy programowaniu
42 Bezwzgl dne i wzgl dne położenia przedmiotu Bezwzl dne położenia przedmiotu Jeśli współrz dne danej pozycji odnosz si do punktu zerowego współrz dnych (pocz tku), określa si je jako współrz dne bezwzgl dne. Każda pozycja na obrabianym przedmiocie jest jednoznacznie ustalona przy pomocy jej współrz dnych bezwzgl dnych. Przykład 1: Wiercenia ze współrz dnymi absolutnymi Wiercenie Wiercenie Wiercenie Y Podstawy x=10 mm x=30 mm x=50 mm y=10 mm y=20 mm y=30 mm Położenia wzgl dne obrabianego przedmiotu Współrz dne wzgl dne odnosz si do ostatniego zaprogramowanego położenia narz dzia, które służy jako wzgl dny (urojony) punkt zerowy. W ten sposób współrz dne wzgl dne podaj przy zestawieniu programu wymiar pomi dzy ostatnim i nast puj cym po nim zadanym położeniem, o który ma zostać przesuni te narz dzie. Dlatego określa si go także jako wymiar składowy łańcucha wymiarowego. Wymiar inkrementalny prosz oznaczać przez I przed nazw osi. Przykład 2: Wiercenia ze współrz dnymi wzgl dnymi Współrz dne bezwzgl dne wiercenia : Y = 10 mm Y= 10 mm Wiercenie odnosi si do Wiercenie odnosi si do I= 20 mm I= 20 mm IY= 10 mm IY= 10 mm Bezwzgl dne i inkrementalne współrz dne biegunowe Współrz dne bezwzgl dne odnosz si zawsze do bieguna i osi odniesienia k ta. Y Współrz dne inkrementalne odnosz si zawsze do ostatniej zaprogramowanej pozycji narz dzia. +IPR PR 10 PR +IPA +IPA CC PA PR 0 30 TNC 426 firmy HEIDENHAIN 29
TNC 410. NC-oprogramowanie 286 060 xx 286 080 xx. Podr cznik obsługi dla użytkownika Dialog tekstem otwartym firmy HEIDENHAIN
 TNC 410 NC-oprogramowanie 286 060 xx 286 080 xx Podr cznik obsługi dla użytkownika Dialog tekstem otwartym firmy HEIDENHAIN 1/2000 Elementy obsługi TNC Elementy obsługi jednostki ekranu Wybrać podział
TNC 410 NC-oprogramowanie 286 060 xx 286 080 xx Podr cznik obsługi dla użytkownika Dialog tekstem otwartym firmy HEIDENHAIN 1/2000 Elementy obsługi TNC Elementy obsługi jednostki ekranu Wybrać podział
Cykle sondy pomiarowej itnc 530
 Cykle sondy pomiarowej itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Podr cznik obsługi dla operatora J zyk polski (pl) 7/2003 TNC-typ, Software i funkcje Ten podr cznik obsługi opisuje
Cykle sondy pomiarowej itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Podr cznik obsługi dla operatora J zyk polski (pl) 7/2003 TNC-typ, Software i funkcje Ten podr cznik obsługi opisuje
Lotse. itnc 530. NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx. J zyk polski (pl) 7/2003
 7/2003") Lotse itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx J zyk polski (pl) 7/2003 Lotse... jest pomoc przy programowaniu dla sterowania firmy HEIDENHAIN itnc 530 w skróconej formie Pełna
Lotse itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx J zyk polski (pl) 7/2003 Lotse... jest pomoc przy programowaniu dla sterowania firmy HEIDENHAIN itnc 530 w skróconej formie Pełna
itnc 530 NC-Software 340 420-xx
 Lotse itnc 530 NC-Software 340 420-xx J.polski (pl) 1/ 2003 Lotse Treść jest elementem pomocniczym dla sterowania firmy HEIDEN- HAIN itnc 530 w skróconej formie. Pełna instrukcja dla programowania i obsługi
Lotse itnc 530 NC-Software 340 420-xx J.polski (pl) 1/ 2003 Lotse Treść jest elementem pomocniczym dla sterowania firmy HEIDEN- HAIN itnc 530 w skróconej formie. Pełna instrukcja dla programowania i obsługi
itnc 530 Przewodnik programowania i obsługi Dialog tekstem otwartym NC-software xx xx xx xx xx
 Przewodnik programowania i obsługi Dialog tekstem otwartym itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Polski (pl) 9/2006 Lotse (locman)... jest pomoc przy programowaniu
Przewodnik programowania i obsługi Dialog tekstem otwartym itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Polski (pl) 9/2006 Lotse (locman)... jest pomoc przy programowaniu
Cykle sondy impulsowej TNC 426 TNC 430
 Cykle sondy impulsowej TNC 426 TNC 430 NC Software 280 472 xx 280 473 xx 280 474 xx 280 475 xx 280 476 xx 280 477 xx Podr cznik obsługi dla użytkownika 11/99 Typ TNC, oprogramowanie i funkcje Ten podr
Cykle sondy impulsowej TNC 426 TNC 430 NC Software 280 472 xx 280 473 xx 280 474 xx 280 475 xx 280 476 xx 280 477 xx Podr cznik obsługi dla użytkownika 11/99 Typ TNC, oprogramowanie i funkcje Ten podr
itnc 530 NC Software xx
 Lotse smart.nc itnc 530 NC Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx J zyk polski (pl) 12/2004 smart.nc Lotse (przewodnik po smart.nc)... stanowi pomoc przy programowaniu dla nowego
Lotse smart.nc itnc 530 NC Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx J zyk polski (pl) 12/2004 smart.nc Lotse (przewodnik po smart.nc)... stanowi pomoc przy programowaniu dla nowego
Przygotowanie do pracy frezarki CNC
 Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Wydział Budowy Maszyn i Zarządzania Instytut Technologii Mechanicznej Maszyny i urządzenia technologiczne laboratorium Przygotowanie do pracy frezarki CNC Cykl I Ćwiczenie 2 Opracował: dr inż. Krzysztof
Laboratorium Programowanie Obrabiarek CNC. Nr H3
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H3 Programowanie z wykorzystaniem prostych cykli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18
9.1.4 Parametry gwintu
 9.1.4 Parametry gwintu 9.1.4 Parametry gwintu CNC PILOT ustala parametry gwintu na podstawie nast puj cej tabeli. Jeśli w szpalcie F znajduje si *, to skok gwintu - w zależności od rodzaju gwintu - zostaje
9.1.4 Parametry gwintu 9.1.4 Parametry gwintu CNC PILOT ustala parametry gwintu na podstawie nast puj cej tabeli. Jeśli w szpalcie F znajduje si *, to skok gwintu - w zależności od rodzaju gwintu - zostaje
Instrukcja obsługi Dialog tekstem otwartym-heidenhain TNC 320. NC-Software
 Instrukcja obsługi Dialog tekstem otwartym-heidenhain TNC 320 NC-Software 340 551-02 Polski (pl) 2/2007 Elementy obsługi na ekranie Wybór trybów pracy maszyny Obsługa ręczna El. kółko obrotowe Wybór podziału
Instrukcja obsługi Dialog tekstem otwartym-heidenhain TNC 320 NC-Software 340 551-02 Polski (pl) 2/2007 Elementy obsługi na ekranie Wybór trybów pracy maszyny Obsługa ręczna El. kółko obrotowe Wybór podziału
Instrukcja obsługi dla operatora Cykle sondy pomiarowej. itnc 530. NC-Software xx
 Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx Polski (pl) 11/2005 TNC-typ, software i funkcje Niniejszy podr cznik obsługi opisuje
Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx Polski (pl) 11/2005 TNC-typ, software i funkcje Niniejszy podr cznik obsługi opisuje
Instrukcja obsługi dla operatora Dialog tekstem otwartym HEIDENHAIN przy programowaniu TNC 320. NC-software 340 551-04 340 554-04
 Instrukcja obsługi dla operatora Dialog tekstem otwartym HEIDENHAIN przy programowaniu TNC 320 NC-software 340 551-04 340 554-04 Język polski (pl) 7/2011 Elementy obsługi TNC Elementy obsługi na ekranie
Instrukcja obsługi dla operatora Dialog tekstem otwartym HEIDENHAIN przy programowaniu TNC 320 NC-software 340 551-04 340 554-04 Język polski (pl) 7/2011 Elementy obsługi TNC Elementy obsługi na ekranie
Laboratorium Maszyny CNC. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 4 Obróbka na frezarce CNC Opracował: Dr inż. Wojciech Ptaszyński Poznań, 03 stycznia 2011 2 1. Cel ćwiczenia Celem
Instrukcja obsługi dla operatora DIN/ISO TNC 320. NC-software 340 551-04 340 554-04
 Instrukcja obsługi dla operatora DIN/ISO TNC 320 NC-software 340 551-04 340 554-04 Język polski (pl) 7/2011 Elementy obsługi TNC Elementy obsługi na ekranie Klawisz Tryby pracy maszyny Klawisz Tryby pracy
Instrukcja obsługi dla operatora DIN/ISO TNC 320 NC-software 340 551-04 340 554-04 Język polski (pl) 7/2011 Elementy obsługi TNC Elementy obsługi na ekranie Klawisz Tryby pracy maszyny Klawisz Tryby pracy
Laboratorium Maszyny CNC. Nr 1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Maszyny CNC Nr 1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inż. Wojciech Ptaszyński
Laboratorium Programowanie Obrabiarek CNC. Nr H1
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H1 Podstawy programowania dialogowego w układzie sterowania firmy Heidenhain Opracował: Dr inŝ. Wojciech
Podr cznik obsługi dla użytkownika POSITIP 855. Frezowanie. Czerwiec 2000
 Podr cznik obsługi dla użytkownika POSITIP 855 Czerwiec 2000 Frezowanie Monitor Rodzaj pracy lub Funkcja Komunikaty tekstem otwartym Wiersz wprowadzania danych Graficzne wspomaganie pozycjonowania Znaczniki
Podr cznik obsługi dla użytkownika POSITIP 855 Czerwiec 2000 Frezowanie Monitor Rodzaj pracy lub Funkcja Komunikaty tekstem otwartym Wiersz wprowadzania danych Graficzne wspomaganie pozycjonowania Znaczniki
Przewodnik programowania i obsługi smart.nc. itnc 530. NC-software J zyk polski (pl) 8/2006
 8/2006") Przewodnik programowania i obsługi smart.nc itnc 530 NC-software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 J zyk polski (pl) 8/2006 Przewodnik programowania i obsługi smart.nc... stanowi
Przewodnik programowania i obsługi smart.nc itnc 530 NC-software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 J zyk polski (pl) 8/2006 Przewodnik programowania i obsługi smart.nc... stanowi
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC II. Nr 4
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC II 4 Programowanie obróbki zarysu dowolnego w układzie sterowania Heidenhain TNC407 Opracował: Dr inż.
Instrukcja obsługi dla operatora DIN/ISO TNC 620. NC-Software 340 560-02 340 561-02 340 564-02
 Instrukcja obsługi dla operatora DIN/ISO TNC 620 NC-Software 340 560-02 340 561-02 340 564-02 Język polski (pl) 2/2010 Elementy obsługi TNC Elementy obsługi na ekranie Klawisz Tryby pracy maszyny Klawisz
Instrukcja obsługi dla operatora DIN/ISO TNC 620 NC-Software 340 560-02 340 561-02 340 564-02 Język polski (pl) 2/2010 Elementy obsługi TNC Elementy obsługi na ekranie Klawisz Tryby pracy maszyny Klawisz
itnc 530 Przewodnik programowania i obsługi Dialog tekstem otwartym NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04
 Przewodnik programowania i obsługi Dialog tekstem otwartym itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Polski (pl) 1/2008 Lotse (locman)... jest pomocą przy programowaniu
Przewodnik programowania i obsługi Dialog tekstem otwartym itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Polski (pl) 1/2008 Lotse (locman)... jest pomocą przy programowaniu
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C)
") Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
Instrukcja programowania wieratko-frezarki BFKO, sterowanej odcinkowo (Sinumerik 802C) Stan na dzień Gliwice 10.12.2002 1.Przestrzeń robocza maszyny Rys. Układ współrzędnych Maksymalne przemieszczenia
FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC
 Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Mechaniczny Zakład Inżynierii Produkcji Instrukcja do zajęć laboratoryjnych Temat ćwiczenia: FUNKCJE INTERPOLACJI W PROGRAMOWANIU OBRABIAREK CNC Laboratorium z przedmiotu:
Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520. MillPlus IT V530. Obowi zuje dla V520/00e V521/00f V522/00c V530/00f
 Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520 MillPlus IT V530 Obowi zuje dla V520/00e V521/00f V522/00c V530/00f Polski (pl) 01/2008 579 536-P0 1 Skrócony przegl d informacji... 11 1.1
Podr cznik użytkownika Zmiany oraz rozszerzenia od wersji V520 MillPlus IT V530 Obowi zuje dla V520/00e V521/00f V522/00c V530/00f Polski (pl) 01/2008 579 536-P0 1 Skrócony przegl d informacji... 11 1.1
Podręcznik obsługi dla operatora Programowanie cykli TNC 620. NC-software 340 560-02 340 561-02 340 564-02
 Podręcznik obsługi dla operatora Programowanie cykli TNC 620 NC-software 340 560-02 340 561-02 340 564-02 Język polski (pl) 2/2010 O niniejszej instrukcji Poniżej znajduje się lista używanych w niniejszej
Podręcznik obsługi dla operatora Programowanie cykli TNC 620 NC-software 340 560-02 340 561-02 340 564-02 Język polski (pl) 2/2010 O niniejszej instrukcji Poniżej znajduje się lista używanych w niniejszej
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi
 Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Geometryczne podstawy obróbki CNC. Układy współrzędnych, punkty zerowe i referencyjne. Korekcja narzędzi 1 Geometryczne podstawy obróbki CNC 1.1. Układy współrzędnych. Układy współrzędnych umożliwiają
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Obrabiarki CNC. Nr 13
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 13 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inŝ. Wojciech Ptaszyński Poznań,
ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło
 ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło W systemie AS robot jest sterowany i obsługiwany w trznych
ci trwałej modułu steruj cego robota. Po wł niami i programami. W czasie działania wykorzystywane w czasie działania programu: wy robota (poło W systemie AS robot jest sterowany i obsługiwany w trznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Obrabiarki CNC. Nr 10
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 10 Obróbka na tokarce CNC CT210 ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań, 17 maja,
Instrukcja obsługi urz dzenia POSITIP 880
 Instrukcja obsługi urz dzenia POSITIP 880 Polski (pl) 12/2008 POSITIP 880 tylna strona obudowy Przył czenia dla przyrz dów pomiarowych Czujnik kraw dziowy Szeregowe Przył czenie dla AMIinterfejsu Przył
Instrukcja obsługi urz dzenia POSITIP 880 Polski (pl) 12/2008 POSITIP 880 tylna strona obudowy Przył czenia dla przyrz dów pomiarowych Czujnik kraw dziowy Szeregowe Przył czenie dla AMIinterfejsu Przył
Zasada prawej dłoni przy wyznaczaniu zwrotów osi
 Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Zasada prawej dłoni przy wyznaczaniu zwrotów osi M punkt maszynowy (niem. Maschinen-Nullpunkt) W punkt zerowy przedmiotu (niem. Werkstück-Nullpunkt). R punkt referencyjny (niem. Referenzpunkt). F punkt
Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie
 LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
LABORATORIUM TECHNOLOGII Symulacja komputerowa i obróbka części 5 na frezarce sterowanej numerycznie Przemysław Siemiński, Cel ćwiczenia: o o o o o zapoznanie z budową i działaniem frezarek CNC, przegląd
Politechnika Poznańska Instytut Technologii Mechanicznej. Laboratorium Programowanie Obrabiarek CNC. Nr 5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr 5 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inż. Wojciech Ptaszyński
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr 5 Obróbka na frezarce CNC DMU60 ze sterowaniem Heidenhain itnc530 Opracował: Dr inż. Wojciech Ptaszyński
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Instrukcja obsługi dla operatora Cykle sondy pomiarowej. itnc 530. NC-Software
 Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 Polski (pl) 8/2006 TNC-typ, software i funkcje Niniejszy podręcznik
Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 Polski (pl) 8/2006 TNC-typ, software i funkcje Niniejszy podręcznik
Programowanie obrabiarek CNC. Nr H8
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr H8 Programowanie obróbki 5-osiowej (3+2) w układzie sterowania itnc530 Opracował: Dr inż. Wojciech
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie obrabiarek CNC Nr H8 Programowanie obróbki 5-osiowej (3+2) w układzie sterowania itnc530 Opracował: Dr inż. Wojciech
TNC 620. Podręcznik obsługi dlaużytkownika Programowanie cykli. NC-Software 817600-01 817601-01 817605-01
 TNC 620 Podręcznik obsługi dlaużytkownika Programowanie cykli NC-Software 817600-01 817601-01 817605-01 Język polski (pl) 4/2014 Zasadniczo Zasadniczo O niniejszej instrukcji O niniejszej instrukcji Poniżej
TNC 620 Podręcznik obsługi dlaużytkownika Programowanie cykli NC-Software 817600-01 817601-01 817605-01 Język polski (pl) 4/2014 Zasadniczo Zasadniczo O niniejszej instrukcji O niniejszej instrukcji Poniżej
WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
OBRÓBKA SKRAWANIEM Ćwiczenie nr 2 WPŁYW WYBRANYCH USTAWIEŃ OBRABIARKI CNC NA WYMIARY OBRÓBKOWE opracował: dr inż. Tadeusz Rudaś dr inż. Jarosław Chrzanowski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK
Laboratorium Programowanie Obrabiarek CNC. Nr H5
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H5 Programowanie obróbki zarysów dowolnych Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca
Instrukcja obsługi dla operatora Cykle sondy pomiarowej. itnc 530. NC-Software
 Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Polski (pl) 2/2008 Typ TNC, software i funkcje Niniejsza instrukcja
Instrukcja obsługi dla operatora Cykle sondy pomiarowej itnc 530 NC-Software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Polski (pl) 2/2008 Typ TNC, software i funkcje Niniejsza instrukcja
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
 Przykład 1 wałek MegaCAD 2005 2D przykład 1 Jest to prosty rysunek wałka z wymiarowaniem. Założenia: 1) Rysunek z branży mechanicznej; 2) Opracowanie w odpowiednim systemie warstw i grup; Wykonanie 1)
Przykład 1 wałek MegaCAD 2005 2D przykład 1 Jest to prosty rysunek wałka z wymiarowaniem. Założenia: 1) Rysunek z branży mechanicznej; 2) Opracowanie w odpowiednim systemie warstw i grup; Wykonanie 1)
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
CNC PILOT 4290 NC-Software 368 650-xx V7. Podr cznik obsługi dla użytkownika
 CNC PILOT 4290 NC-Software 368 650-xx V7 Podr cznik obsługi dla użytkownika J zyk polski (pl) 7/2004 Klawiatura wprowadzania danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania
CNC PILOT 4290 NC-Software 368 650-xx V7 Podr cznik obsługi dla użytkownika J zyk polski (pl) 7/2004 Klawiatura wprowadzania danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania
Laboratorium Programowanie Obrabiarek CNC. Nr H6
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
1 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Programowanie Obrabiarek CNC Nr H6 Programowanie podprogramów i pętli Opracował: Dr inŝ. Wojciech Ptaszyński Poznań, 18 marca 2010
Ćwiczenie 3. I. Wymiarowanie
 Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Ćwiczenie 3 I. Wymiarowanie AutoCAD oferuje duże możliwości wymiarowania rysunków, poniżej zostaną przedstawione podstawowe sposoby wymiarowania rysunku za pomocą różnych narzędzi. 1. WYMIAROWANIE LINIOWE
Instrukcja obsługi Norton Commander (NC) wersja 4.0. Autor: mgr inż. Tomasz Staniszewski
 wersja 4.0. Autor: mgr inż. Tomasz Staniszewski") Instrukcja obsługi Norton Commander (NC) wersja 4.0 Autor: mgr inż. Tomasz Staniszewski ITM Zakład Technologii Maszyn, 15.10.2001 2 1.Uruchomienie programu Aby uruchomić program Norton Commander standardowo
Instrukcja obsługi Norton Commander (NC) wersja 4.0 Autor: mgr inż. Tomasz Staniszewski ITM Zakład Technologii Maszyn, 15.10.2001 2 1.Uruchomienie programu Aby uruchomić program Norton Commander standardowo
Moduł. Rama 2D suplement do wersji Konstruktora 4.6
 Moduł Rama 2D suplement do wersji Konstruktora 4.6 110-1 Spis treści 110. RAMA 2D - SUPLEMENT...3 110.1 OPIS ZMIAN...3 110.1.1 Nowy tryb wymiarowania...3 110.1.2 Moduł dynamicznego przeglądania wyników...5
Moduł Rama 2D suplement do wersji Konstruktora 4.6 110-1 Spis treści 110. RAMA 2D - SUPLEMENT...3 110.1 OPIS ZMIAN...3 110.1.1 Nowy tryb wymiarowania...3 110.1.2 Moduł dynamicznego przeglądania wyników...5
Lotse. Wersja software V6.4/V7.0. J zyk polski (pl) 9/2003
 9/2003") Lotse CNC PILOT 4290 Wersja software V6.4/V7.0 J zyk polski (pl) 9/2003 CNC PILOT 4290 V7.0 klawiatura zapisu danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania (DIN PLUS,
Lotse CNC PILOT 4290 Wersja software V6.4/V7.0 J zyk polski (pl) 9/2003 CNC PILOT 4290 V7.0 klawiatura zapisu danych Tryb pracy Obsługa r czna Tryb pracy Automatyka Tryby pracy programowania (DIN PLUS,
Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX
 Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX 1. Pierwsze uruchomienie... 3 2. Ekran podstawowy widok diagramu... 4 3. Menu... 5 - Historia... 5 - Ustawienia... 6 - Ustawienia / Nastawa czasów...
Instrukcja obsługi panelu operacyjnego XV100 w SZR-MAX-1SX 1. Pierwsze uruchomienie... 3 2. Ekran podstawowy widok diagramu... 4 3. Menu... 5 - Historia... 5 - Ustawienia... 6 - Ustawienia / Nastawa czasów...
Sposób odwzorowania wymiarów w wypadku eksportowania z programu Revit do programu AutoCAD
 Sposób odwzorowania wymiarów w wypadku eksportowania z programu Revit do programu AutoCAD Parametr wymiaru programu Revit Wymiar wyrównany Wymiar liniowy Wymiar kątowy Wymiar promieniowy Wymiar długości
Sposób odwzorowania wymiarów w wypadku eksportowania z programu Revit do programu AutoCAD Parametr wymiaru programu Revit Wymiar wyrównany Wymiar liniowy Wymiar kątowy Wymiar promieniowy Wymiar długości
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 4. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
PTWII - projektowanie Ćwiczenie 4 Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011 2 Ćwiczenie
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2016-12-02
Politechnika Poznańska Instytut Technologii Mechanicznej. Programowanie obrabiarek CNC. Nr 2. Obróbka z wykorzystaniem kompensacji promienia narzędzia
 1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
1 Politechnika Poznańska Instytut Technologii Mechanicznej Programowanie obrabiarek CNC Nr 2 Obróbka z wykorzystaniem kompensacji promienia narzędzia Opracował: Dr inż. Wojciech Ptaszyński Poznań, 2015-03-05
www.prolearning.pl/cnc
 Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
Gwarantujemy najnowocześniejsze rozwiązania edukacyjne, a przede wszystkim wysoką efektywność szkolenia dzięki części praktycznej, która odbywa się w zakładzie obróbki mechanicznej. Cele szkolenia 1. Zdobycie
CIĘCIE POJEDYNCZE MARMUR
 CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
CIĘCIE POJEDYNCZE MARMUR START KONIEC 1. Parametry początku i końca cięcia (wpisywanie wartości, lub odczyt bieżącej pozycji): a. punkt start i punkt koniec b. punkt start i długość cięcia 2. Parametr:
Cykl Frezowanie Gwintów
 Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
Cykl Frezowanie Gwintów 1. Definicja narzędzia. Narzędzie do frezowania gwintów definiuje się tak samo jak zwykłe narzędzie typu frez walcowy z tym ze należy wybrać pozycję Frez do gwintów (rys.1). Rys.1
ND 710 ND 750 Wyświetlacze położenia dla frezarek
 Instrukcja obsługi ND 710 ND 750 Wyświetlacze położenia dla frezarek Polski (pl) 12/2001 Wyświetlacz położenia (ND 710 tylko dwie osie) Wybór osi współrz dnych (ND 710 tylko X i Y) Wybrać zwi zane z osiami
Instrukcja obsługi ND 710 ND 750 Wyświetlacze położenia dla frezarek Polski (pl) 12/2001 Wyświetlacz położenia (ND 710 tylko dwie osie) Wybór osi współrz dnych (ND 710 tylko X i Y) Wybrać zwi zane z osiami
Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC
 Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Kompleksowa obsługa CNC www.mar-tools.com.pl Szkolenia z zakresu obsługi i programowania obrabiarek sterowanych numerycznie CNC Firma MAR-TOOLS prowadzi szkolenia z obsługi i programowania tokarek i frezarek
Pionowe centrum obróbkowe TBI VC 1570
 Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
Pionowe centrum obróbkowe TBI VC 1570 Uniwersalne i precyzyjne urządzenie do obróbki 3 osiowej, najbogatszy standard wyposażenia na rynku TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.:
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. Ver_122017_02 TBI U5 S t r o n a 2 Dbamy o solidną podstawę maszyny
PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC
 Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Uniwersytet im. Kazimierza Wielkiego w Bydgoszczy Instytut Techniki Instrukcja do ćwiczeń laboratoryjnych Opracował: Marek Jankowski PROGRAMOWANIE OBRABIAREK CNC W JĘZYKU SINUMERIC Cel ćwiczenia: Napisanie
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Laboratorium Napędu robotów
 WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
WYDZIAŁ ELEKTRYCZNY INSTYTUT MASZYN, NAPĘDÓW I POMIARÓW ELEKTRYCZNYCH Laboratorium Napędu robotów INS 5 Ploter frezująco grawerujący Lynx 6090F 1. OPIS PRZYCISKÓW NA PANELU STEROWANIA. Rys. 1. Przyciski
Poziome centra obróbkowe TBI SH 1000 (SK50)
") Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
Poziome centra obróbkowe TBI SH 1000 (SK50) Precyzyjna, seryjna obróbka wielostronna oraz obróbka dużych skomplikowanych detali przestrzennych w jednym zamocowaniu. Ver_052017_02 Dbamy o solidną podstawę
VECTORy-01 wymaga zasilania napięciem 12-42V DC 200mA. Zasilanie oraz sygnały sterujące należy podłączyć do złącza zgodnie z załączonym schematem
 CNC-WAP www.cncwap.pl VECTORy-01 Rejestrator VECTORy-01 jest urządzeniem pomiarowym i rejestracyjnym Opracowanym przez CNC-WAP Wojciech Ogarek, przeznaczonym do współpracy z obrabiarkami cnc sterowanymi
CNC-WAP www.cncwap.pl VECTORy-01 Rejestrator VECTORy-01 jest urządzeniem pomiarowym i rejestracyjnym Opracowanym przez CNC-WAP Wojciech Ogarek, przeznaczonym do współpracy z obrabiarkami cnc sterowanymi
IRONCAD. TriBall IRONCAD Narzędzie pozycjonujące
 IRONCAD IRONCAD 2016 TriBall o Narzędzie pozycjonujące Spis treści 1. Narzędzie TriBall... 2 2. Aktywacja narzędzia TriBall... 2 3. Specyfika narzędzia TriBall... 4 3.1 Kula centralna... 4 3.2 Kule wewnętrzne...
IRONCAD IRONCAD 2016 TriBall o Narzędzie pozycjonujące Spis treści 1. Narzędzie TriBall... 2 2. Aktywacja narzędzia TriBall... 2 3. Specyfika narzędzia TriBall... 4 3.1 Kula centralna... 4 3.2 Kule wewnętrzne...
USTAWIANIE MODUŁU WAHLIWEGO SIŁOWNIKA X
 DTR Zał cznik nr 1 USTAWIANIE MODUŁU WAHLIWEGO SIŁOWNIKA X 1. Informacje ogólne dotycz ce modułu wahliwego Moduł wahliwy siłownika X jest produkowany w czterech wykonaniach oznaczanych: prawe-r, prawe-l
DTR Zał cznik nr 1 USTAWIANIE MODUŁU WAHLIWEGO SIŁOWNIKA X 1. Informacje ogólne dotycz ce modułu wahliwego Moduł wahliwy siłownika X jest produkowany w czterech wykonaniach oznaczanych: prawe-r, prawe-l
Frezarka bramowa TBI SDV-H 5224
 Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
Frezarka bramowa TBI SDV-H 5224 Precyzyjna obróbka wielkogabarytowych detali o wadze od 3 do 32 ton (w zależności od modelu) z możliwością obróbki pięciostronnej. Ver_052018_02 TBI SDV-H 5224 S t r o n
Modułowy programowalny przekaźnik czasowy firmy Aniro.
 Modułowy programowalny przekaźnik czasowy firmy Aniro. Rynek sterowników programowalnych Sterowniki programowalne PLC od wielu lat są podstawowymi systemami stosowanymi w praktyce przemysłowej i stały
Modułowy programowalny przekaźnik czasowy firmy Aniro. Rynek sterowników programowalnych Sterowniki programowalne PLC od wielu lat są podstawowymi systemami stosowanymi w praktyce przemysłowej i stały
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Ćwiczenie OB-6 PROGRAMOWANIE OBRABIAREK
 POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
POLITECHNIKA ŁÓDZKA INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN Ćwiczenie OB-6 Temat: PROGRAMOWANIE OBRABIAREK Redakcja i opracowanie: dr inż. Paweł Kubik, mgr inż. Norbert Kępczak Łódź, 2013r. Stanowisko
Podręcznik obsługi dla operatora Programowanie cykli TNC 620. NC-software
 Podręcznik obsługi dla operatora Programowanie cykli TNC 620 NC-software 340 560-03 340 561-03 340 564-03 Język polski (pl) 10/2012 O niniejszej instrukcji Poniżej znajduje się lista używanych w niniejszej
Podręcznik obsługi dla operatora Programowanie cykli TNC 620 NC-software 340 560-03 340 561-03 340 564-03 Język polski (pl) 10/2012 O niniejszej instrukcji Poniżej znajduje się lista używanych w niniejszej
Podr cznik obsługi dla użytkownika. Styczeń 2001 TNC 124
 Podr cznik obsługi dla użytkownika Styczeń 21 TNC 124 TNC-sposób działania: Od rysunku technicznego obrabianego przedmiotu do sterowanej programowo obróbki Krok Zadanie TNC- od strony tryb pracy Przygotowanie
Podr cznik obsługi dla użytkownika Styczeń 21 TNC 124 TNC-sposób działania: Od rysunku technicznego obrabianego przedmiotu do sterowanej programowo obróbki Krok Zadanie TNC- od strony tryb pracy Przygotowanie
Warstwy. 1. MenedŜer warstw ROZDZIAŁ 7.
 ROZDZIAŁ 7. Warstwy Zapewne jeszcze pami tasz czasy przezroczystych folii, na których kreśliłeś poszczególne elementy rysunku, na jednej np. kontury brył, na drugiej opisy, a na trzeciej wymiary. Praca
ROZDZIAŁ 7. Warstwy Zapewne jeszcze pami tasz czasy przezroczystych folii, na których kreśliłeś poszczególne elementy rysunku, na jednej np. kontury brył, na drugiej opisy, a na trzeciej wymiary. Praca
5-osiowe centrum obróbkowe TBI U5
 5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
5-osiowe centrum obróbkowe TBI U5 Bogaty standard wyposażenia dedykowany do obróbki skomplikowanych kształtów w pięciu płaszczyznach. TBI Technology Sp. z o.o. ul. Bosacka 52 47-400 Racibórz tel.: +48
TNC 320. Podręcznik obsługi dlaużytkownika Programowanie cykli. NC-software
 TNC 320 Podręcznik obsługi dlaużytkownika Programowanie cykli NC-software 771851-02 771855-02 Język polski (pl) 5/2015 Zasadniczo Zasadniczo O niniejszej instrukcji O niniejszej instrukcji Poniżej znajduje
TNC 320 Podręcznik obsługi dlaużytkownika Programowanie cykli NC-software 771851-02 771855-02 Język polski (pl) 5/2015 Zasadniczo Zasadniczo O niniejszej instrukcji O niniejszej instrukcji Poniżej znajduje
Podstawy technik wytwarzania PTWII - projektowanie. Ćwiczenie 3. Instrukcja laboratoryjna
 PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
PTWII - projektowanie Ćwiczenie 3 Programowanie frezarki sterowanej numerycznie (CNC) Instrukcja laboratoryjna Człowiek - najlepsza inwestycja Projekt współfinansowany przez Unię Europejską w ramach Europejskiego
1 Obsługa aplikacji sonary
 Instrukcja laboratoryjna do ćwiczenia: Badanie własności sonarów ultradźwiękowych Celem niniejszego ćwiczenia jest zapoznanie osób je wykonujących z podstawowymi cechami i możliwościami interpretacji pomiarów
Instrukcja laboratoryjna do ćwiczenia: Badanie własności sonarów ultradźwiękowych Celem niniejszego ćwiczenia jest zapoznanie osób je wykonujących z podstawowymi cechami i możliwościami interpretacji pomiarów
Wstęp Pierwsze kroki Pierwszy rysunek Podstawowe obiekty Współrzędne punktów Oglądanie rysunku...
 Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
Wstęp... 5 Pierwsze kroki... 7 Pierwszy rysunek... 15 Podstawowe obiekty... 23 Współrzędne punktów... 49 Oglądanie rysunku... 69 Punkty charakterystyczne... 83 System pomocy... 95 Modyfikacje obiektów...
PL 215399 B1. POLITECHNIKA POZNAŃSKA, Poznań, PL 03.01.2011 BUP 01/11. RAFAŁ TALAR, Kościan, PL 31.12.2013 WUP 12/13
 PL 215399 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215399 (13) B1 (21) Numer zgłoszenia: 388446 (51) Int.Cl. B23F 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 215399 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 215399 (13) B1 (21) Numer zgłoszenia: 388446 (51) Int.Cl. B23F 9/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink.
 Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink. Celem ćwiczenia jest symulacja działania (w środowisku Matlab/Simulink) sterownika dla dwuosiowego robota
Symulacja działania sterownika dla robota dwuosiowego typu SCARA w środowisku Matlab/Simulink. Celem ćwiczenia jest symulacja działania (w środowisku Matlab/Simulink) sterownika dla dwuosiowego robota
Wprowadzenie do rysowania w 3D. Praca w środowisku 3D
 Wprowadzenie do rysowania w 3D 13 Praca w środowisku 3D Pierwszym krokiem niezbędnym do rozpoczęcia pracy w środowisku 3D programu AutoCad 2010 jest wybór odpowiedniego obszaru roboczego. Można tego dokonać
Wprowadzenie do rysowania w 3D 13 Praca w środowisku 3D Pierwszym krokiem niezbędnym do rozpoczęcia pracy w środowisku 3D programu AutoCad 2010 jest wybór odpowiedniego obszaru roboczego. Można tego dokonać
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC
 Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Program szkolenia zawodowego Operator Programista Obrabiarek Sterowanych Numerycznie CNC Kurs zawodowy Operator - Programista Obrabiarek Sterowanych Numerycznie CNC ma na celu nabycie przez kursanta praktycznych
Semestr letni Metrologia, Grafika inżynierska Nie
 KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2012/2013 Z-ZIP-415zz Obrabiarki Sterowane Numerycznie Numerically Controlled Machine
Wskazówki monta owe. Pod aczenie elektryczne. OXIMO RTS pasuje do standardowych uchwytów monta owych stosowanych do serii LT 50
 nap d do rolet z wbudowanym odbiornikiem radiowym, uk ad rozpoznawania przeszkody z wy cznikiem przeci eniowym programowana pozycja komfortowa Wskazówki monta owe OXIMO RTS pasuje do standardowych uchwytów
nap d do rolet z wbudowanym odbiornikiem radiowym, uk ad rozpoznawania przeszkody z wy cznikiem przeci eniowym programowana pozycja komfortowa Wskazówki monta owe OXIMO RTS pasuje do standardowych uchwytów
Obrabiarki Sterowane Numerycznie Numerical Control Machine Tools
 Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Załącznik nr 7 do Zarządzenia Rektora nr 10/12 z dnia 21 lutego 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014
Konfiguracja systemu videodomofonowego IP. System dla budownictwa jednorodzinnego.
 Konfiguracja systemu videodomofonowego IP. System dla budownictwa jednorodzinnego. SPIS TREŚCI 1. WPROWADZENIE.... 3 2. KONFIGURACJA PANELI ZEWN TRZNYCH - USŁUGA WEB SERWIS.... 3 2.1 INFORMACJź WST PNź....
Konfiguracja systemu videodomofonowego IP. System dla budownictwa jednorodzinnego. SPIS TREŚCI 1. WPROWADZENIE.... 3 2. KONFIGURACJA PANELI ZEWN TRZNYCH - USŁUGA WEB SERWIS.... 3 2.1 INFORMACJź WST PNź....
SINUMERIK 802D. Toczenie ISO-Dialekt T. Krótka instrukcja. Dokumentacja użytkownika
 SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
SINUMERIK 802D Krótka instrukcja Toczenie ISO-Dialekt T Dokumentacja użytkownika SINUMERIK 802D Toczenie ISO-Dialekt T Krótka instrukcja Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D
ARKUSZ EGZAMINACYJNY ETAP PRAKTYCZNY EGZAMINU POTWIERDZAJ CEGO KWALIFIKACJE ZAWODOWE CZERWIEC 2013
 Zawód: technik energetyk Symbol cyfrowy zawodu: 311[54] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu 311[54]-01-132 Czas trwania egzaminu: 240 minut ARKUSZ
Zawód: technik energetyk Symbol cyfrowy zawodu: 311[54] Numer zadania: 1 Arkusz zawiera informacje prawnie chronione do momentu rozpocz cia egzaminu 311[54]-01-132 Czas trwania egzaminu: 240 minut ARKUSZ
Projekt nr POIG /09. Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych
 Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Projekt nr POIG.04.04.00-24-013/09 Tytuł: Rozbudowa przedsiębiorstwa w oparciu o innowacyjne technologie produkcji konstrukcji przemysłowych Projekt współfinansowany przez Unię Europejską z Europejskiego
Obrabiarki CNC. Nr 2
 Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Politechnika Poznańska Instytut Technologii Mechanicznej Laboratorium Obrabiarki CNC Nr 2 Programowanie warsztatowe tokarki CNC ze sterowaniem Sinumerik 840D Opracował: Dr inż. Wojciech Ptaszyński Poznań,
Fabian Stasiak. Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor Kurs podstawowy.
 Fabian Stasiak Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor 2017. Kurs podstawowy ExpertBooks 614 Rozdzia 8. Tworzenie dokumentacji rysunkowej 2D wiczenie 8.8 Wymiarowanie w widoku
Fabian Stasiak Przyk adowe wiczenie z podr cznika: Zbiór wicze. Autodesk Inventor 2017. Kurs podstawowy ExpertBooks 614 Rozdzia 8. Tworzenie dokumentacji rysunkowej 2D wiczenie 8.8 Wymiarowanie w widoku
MiBM II stopień (I stopień / II stopień) akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)
 akademicki (ogólno akademicki / praktyczny) kierunkowy (podstawowy / kierunkowy / inny HES)") KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Programowanie obrabiarek CNC i centrów obróbkowych Programming of CNC
ADIR. A (mm) B (mm) C (mm) Kg
 B (mm) C (mm) Kg") Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
Wielofunkcyjne, numerycznie sterowane centrum fresarskie: 3 osie z możliwością interpolacji, stół roboczy z nastawą pneumatyczną (-90 /0 /+90 ). A (mm) B (mm) C (mm) Kg 3.060 1.440 1.650 1.000 W OPCJI:
REJESTRATOR RES800 INSTRUKCJA OBSŁUGI
 AEK Zakład Projektowy Os. Wł. Jagiełły 7/25 60-694 POZNAŃ tel/fax (061) 4256534, kom. 601 593650 www.aek.com.pl biuro@aek.com.pl REJESTRATOR RES800 INSTRUKCJA OBSŁUGI Wersja 1 Poznań 2011 REJESTRATOR RES800
AEK Zakład Projektowy Os. Wł. Jagiełły 7/25 60-694 POZNAŃ tel/fax (061) 4256534, kom. 601 593650 www.aek.com.pl biuro@aek.com.pl REJESTRATOR RES800 INSTRUKCJA OBSŁUGI Wersja 1 Poznań 2011 REJESTRATOR RES800
Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku.
 Adrian Lewandowski nr indeksu 8915 E-g, dn. 18 lipca 2010 Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku. 1. Temat prezentacji.
Adrian Lewandowski nr indeksu 8915 E-g, dn. 18 lipca 2010 Genesis Evolution Sp6 -- program do obsługi maszyny sterowanej numerycznie - streszczenie referatu z dnia 7 maja 2010 roku. 1. Temat prezentacji.