Instrukcja obsługi półautomatów spawalniczych Magster x4, x4
|
|
|
- Sylwester Stankiewicz
- 9 lat temu
- Przeglądów:
Transkrypt
1 Instrukcja obsługi półautomatów spawalniczych Magster x4, x4 July

2 Od BESTER S.A. Dziękujemy Państwu i gratulujemy wyboru półautomatu spawalniczego serii Magster. Teraz możecie Państwo spawać sprawnie i dobrze A my to Wam gwarantujemy. Declaration of confirmity Konformitätserklärung Deklaracja zgodności BESTER S.A. Declares that the welding machine: Erklärt, daß die Bauart der Maschine: Deklaruje, że spawalnicze źródło energii: Magster 250 4x4, x4 s/n conforms to the following directives: den folgenden Bestimmungen entspricht: spełnia następujące wytyczne: 73/23/CEE, 93/68/CEE, 89/366/CEE, 92/31/CEE and has been designed in conformance with the following norms: und in Übereinstimmung mit den nachstehenden Normen hergestellt wurde: i że zostało zaprojektowane zgodnie z wymaganiami następujących norm: EN 50199, EN Tomasz Domagalski Operational Director BESTER S.A. ul. Jana III Sobieskiego 19A, Bielawa, Poland 2

3 Spis treści 1 Bezpieczeństwo użytkowania Charakterystyka Uwagi ogólne i ostrzeżenia Dane techniczne Elementy obsługi półautomatu Magster 250 4x4, Elementy na ściance tylnej Magster 250 4x4, x Instalacja Przyłączanie do sieci zasilającej Podłączanie przewodu powrotnego Podłączanie uchwytu spawalniczego Zakładanie drutu elektrodowego do podajnika Podłączanie gazu osłonowego Przygotowanie półautomatu do pracy Spawanie metodą MIG / MAG Dobór parametrów spawania Obsługa okresowa Zanim skorzystasz z serwisu Skrócony opis konstrukcji Schemat ideowy półautomatu Magster 250 4x4, x Schemat ideowy wewnętrznego podajnika drutu Technologia spawania metodą MIG / MAG Technologia spawania - podstawy Rodzaje spoin i typy złączy Zalecenia praktyczne Gazy osłonowe Zmiany stanu skupienia metalu w łuku spawalniczym Uruchomienie po dłuższym składowaniu Wady spoin Wykaz części zamiennych Magster 250 4x4, x Wykaz części zamiennych Magster 250 4x Wykaz części zamiennych Magster 315 4x Notatki

4 1 Bezpieczeństwo użytkowania Ostrzeżenie! Chroń siebie i osoby postronne przed poważnym niebezpieczeństwem lub śmiercią! Nie dopuszczaj dzieci w pobliże miejsca pracy i do urządzenia. Osoby z wszczepionym rozrusznikiem serca, zanim podejmą pracę z tym urządzeniem, powinny skonsultować się ze swoim lekarzem. Instalacja, obsługa serwisowa i naprawy tego urządzenia mogą być prowadzone tylko przez wykwalifikowany personel, z zachowaniem warunków bezpieczeństwa pracy obowiązujących dla urządzeń elektrycznych. PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ Gdy urządzenie jest włączone do sieci wszystkie elementy tworzące obwód prądu spawania są elektrycznie gorące nie dotykać ich gołą ręką ani przez wilgotną odzież. Obsługujący półautomat powinien być wyposażony w odzież ochronną, która obejmuje: maskę ochronną, rękawicę, fartuch i buty. Odizolować się elektrycznie od miejsca spawania i uziemienia za pomocą stosowanych środków. Upewnić się czy zastosowane środki obejmują wystarczająco duży obszar dla zapewnienia bezpiecznej pracy. Jeśli proces spawania musi być prowadzony w warunkach szczególnego narażenia na niebezpieczeństwo porażenia elektrycznego /w zawilgoconych miejscach lub podczas opadów atmosferycznych; na metalowych konstrukcjach takich jak podłogi, kraty lub metalowe podesty; w niewygodnych pozycjach pracy takich jak na siedząco, na leżąco, czy klęcząc, gdy występuje niebezpieczeństwo nieuniknionego lub przypadkowego kontaktu z miejscem spawania lub uziemienia/ powinno się stosować następujące urządzenia: półautomat ze stałym wyjściowym napięciem DC prostownik spawalniczy DC z elektrodą otuloną transformator lub inwertor AC z ograniczoną regulacją napięcia Podczas spawania, drut spawalniczy na szpuli jest również pod napięciem. Pewnie mocować przewód powrotny do elementu spawanego jak i najbliżej miejsca spawania, zapewniając mu jak najlepszy kontakt. Miejsce pracy i element spawany powinny być dobrze uziemione. Kable spawalnicze, przewód sieciowy, uchwyt spawalniczy, zacisk uziemiający jak i samo urządzenie spawalnicze powinny być utrzymywane w dobrym stanie technicznym, zapewniającym bezpieczeństwo pracy. W przypadku stwierdzenia uszkodzenia izolacji któregokolwiek z elementów obwodu spawania, natychmiast należy go wymienić. Nigdy nie zanurzać elektrody lub uchwytu w wodzie dla ich ochłodzenia. Nigdy jednocześnie nie dotykać elektrycznie gorących części uchwytów spawalniczych podłączonych do dwóch urządzeń spawalniczych, ponieważ napięcie pomiędzy nimi może mieć wartość sumarycznego napięcia stanu jałowego obu urządzeń. ŁUK może być niebezpieczny Patrzenie bezpośrednio na łuk jest szkodliwe dla oczy zawsze stosować maskę ochronną, a osoby postronne ochraniać ekranami z odpowiednim filtrem lub ostrzegać o niebezpieczeństwie bezpośredniego patrzenia na łuk, iskry lub roztopiony metal. Maska ochronna i wkład filtrujący powinny spełniać wymogi stosowanych norm. Dla ochrony skóry stosować odpowiednią odzież ochronną wykonaną z wytrzymałego, niepalnego materiału 4

5 OPARY i GAZY mogą być niebezpieczne Opary i gazy wydzielające się podczas spawania mogą stanowić zagrożenie dla zdrowia stanowisko spawalnicze powinno wyposażone w wyciąg wentylacyjny. Nie spawać w obecności oparów zawierających chlor, mogących pochodzić z procesu odtłuszczania lub czyszczenia. Wysoka temperatura i promieniowanie łuku może rozkładać opary tworząc trujący gaz FOSGEN. Zachowywać szczególne środki ostrożności przy spawaniu elementów pokrywanych galwanicznie. Unikać bezpośredniego wdychania oparów i gazów spawalniczych. Wokół łuku gaz osłonowy wypiera powietrze, przy spawaniu w miejscach trudno dostępnych zachować szczególną ostrożność. ISKRY mogą spowodować pożar lub wybuch Iskry powstające podczas spawania mogą być przyczyną pożaru lub wybuchu! Unikać niebezpieczeństwa wybuchu pożaru w miejscu spawania. O ile to możliwe okrywać je, zabezpieczając przed iskrami mogącymi być zarzewiem ognia. Należy pamiętać, że iskry i wysoka temperatura pochodzące od łuku spawalniczego łatwo przenikają przez małe szczeliny, szpary i otwory do przylegającego obszaru. Unikaj spawania w pobliżu hydraulicznej armatury. Sprawny sprzęt przeciwpożarowy winien być usytuowany w widocznym i łatwo dostępnym miejscu. Wszystko co może się zapalić lub wybuchnąć, usunąć z pola pracy. Nie podgrzewać, nie ciąć ani nie spawać zamkniętych pojemników na paliwo lub inne chemikalia może to spowodować wybuch. Przed spawaniem, cięciem lub podgrzewaniem pojemniki powinny być dobrze wentylowane. Kabel spawalniczy powinien być podłączony do miejsca spawania najbliżej jak to możliwe unika się wtedy przepływu prądu spawania przez sąsiednie elementy a co za tym idzie zmniejsza się niebezpieczeństwo wystąpienia przegrzania z dala od miejsca spawania i występowania tam zagrożenia pożarem. BUTLA może wybuchnąć Uszkodzona butla z gazem osłonowym może eksplodować! Stosować tylko butle atestowane z odpowiednim rodzajem gazu i zalecanym ciśnieniem. Wszystkie elementy obwodu zasilania gazu ochronnego takie jak : wąż, złączki i regulator powinny być stosowane do urządzenia i być utrzymywane w dobrym stanie technicznym. Butla z gazem powinna być w pozycji pionowej, zabezpieczona przed wywróceniem się np. za pomocą łańcucha. Zachowywać bezpieczną odległość butli od miejsca spawania. Nie narażać butli z gazem na jakiekolwiek uszkodzenia mechaniczne. Nigdy nie dotykać elektrody, uchwytu spawalniczego lub jakiegokolwiek gorącego elementu obwodu spawania do butli z gazem! Nie zbliżać głowy z szczególnie twarzy do zaworu butli z gazem, podczas jego odkręcania. Podczas przerw w spawaniu zawór butli musi być zawsze zakręcony. Dla urządzeń zasilanych ELEKTRYCZNIE Odłączyć zasilanie sieciowe przed wykonaniem jakichkolwiek prac przy tym urządzeniu. Urządzenie to powinno być zainstalowane i uziemione zgodnie z zaleceniami producenta i obowiązującymi przepisami ogólnymi. 5

6 Zachować ostrożność przy zasilaniu z agregatu Stosując do zasilania agregat prądotwórczy, nie dolewać paliwa do zbiornika podczas spawania. Nie uruchamiać silnika agregatu przy rozlanym paliwie. WENTYLATOR może być niebezpieczny Utrzymywać urządzenie sprawnym technicznie, obudowa i wszystkie osłony powinny być dobrze przymocowane, uniemożliwiając dostęp do wnętrza urządzenia. Podczas uruchamiania, użytkowania i napraw nie zbliżać rąk, włosów ubrania ani jakichkolwiek narzędzi do obracającego się wentylatora. POLE ELEKTROMAGNETYCZNE może być niebezpieczne Prąd elektryczny płynący przez jakikolwiek przewodnik wytwarza wokół niego pole elektromagnetyczne. Prąd spawania wytwarza pole elektromagnetyczne wokół kabli spawalniczych i wokół samego urządzenia. Dla zminimalizowania negatywnego oddziaływania pola elektromagnetycznego na zdrowie każdy spawacz powinien: oba kable spawalnicze układać równolegle i jak najbliżej siebie nigdy nie oplatać się kablami prądowymi, a w czasie spawania nie przebywać pomiędzy nimi i bezpośrednio przy urządzeniu. podłączyć zacisk kabla jak najbliżej miejsca spawania HAŁAS powstały podczas spawania może być szkodliwy Łuk spawalniczy może i często powoduje przekroczenie poziomu hałasu powyżej 85dB dla 9-godzinnego wymiaru czasu pracy. Spawacze obsługujący półautomat spawalniczy obowiązani są do noszenia w czasie pracy odpowiednich ochronników słuchu/załącznik nr 2 do Rozporządzenia Ministra Pracy i Polityki Socjalnej z Dz. U. Nr 79 poz. 513/. Zgodnie z Rozporządzeniem Ministra Zdrowia o Opieki Społecznej z r. /Dz. U. Nr 68 poz. 194/ pracodawca jest zobowiązany do dokonywania badań i pomiarów czynników szkodliwych dla zdrowia. 6

7 2 Charakterystyka Półautomaty spawalnicze Magster 250 4x4, i Magster 315 4x4 z zewnętrznym podajnikiem drutu elektrodowego są profesjonalnymi urządzeniami spawalniczymi do spawania stali niskowęglowych i niskostopowych /metodą MAG/, oraz stali stopowych, Al. I jego stopów /metoda MIG/ w osłonie gazów ochronnych Przystosowane są do zasilania z trójfazowej sieci 400V, 50Hz. Zapewniają skokową, 12-stopniową regulację napięcia spawania. Umożliwiają płynną regulację prędkości podawania drutu elektrodowego. Umożliwiają spawanie w sposób ciągły: 2-takt, 4-takt. Posiadają funkcję test gazu, test drutu oraz funkcję dojścia drutu i upalanie końca drutu Wyposażone w dwa cyfrowe mierniki umożliwiające odczyt wielkości prądu i napięcia spawania Wyposażone w przeciążeniowy układ zabezpieczenia termicznego. Zaopatrzone w układ chłodzenia powietrzem. Wyróżniają się zwartą i prostą w obsłudze konstrukcją. Wyposażone są w półkę dla ustawienia butli z gazem osłonowym. Szczególnie nadają się do zastosowań w zakładach produkujących konstrukcje metalowe oraz w warsztatach naprawczych. 3 Uwagi ogólne i ostrzeżenia Pierwsze uruchomienie i eksploatacja półautomatu spawalniczego Magster 250 4x4, x4 mogą być przeprowadzone tylko pod dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Wszystkie przeróbki półautomatu, we własnym zakresie są zabronione i powodują nie tylko utratę uprawnień z tytułu gwarancji, ale mogą być przyczyną pogorszenia się warunków bezpieczeństwa użytkownika i narażenia użytkownika na niebezpieczeństwo porażenia prądem elektrycznym. Uszkodzenie półautomatu spowodowane niewłaściwymi warunkami pracy niewłaściwą obsługą lub z winy użytkownika, powoduje utratę uprawnień z tytułu gwarancji. Niedopuszczalne jest załączanie półautomatu do sieci zasilającej przy zwartych przewodach prądowych. Po zakończeniu pracy lub przed dłuższą przerwą w pracy, przewód zasilający półautomat spawalniczy należy odłączyć od sieci. Dopuszczalny zakres temperatur otoczenia w czasie pracy od -10 C do +40 C oraz od -25 C do +55 C w czasie transportu. Dopuszczalna wilgotność względna do 90% przy t+20 C. Dopuszczalna wysokość nad poziomem morza poniżej 1000 m. Producent zastrzega sobie prawo do zmian. 7

8 4 Dane techniczne Magster 250 4x4 Magster 315 4x4 Znamionowe napięcie zasilania...400v,3 PE, 50Hz Znamionowy pobór mocy z sieci kva ,7 kva Prąd spawania: znamionowy X35% A znamionowy X60% A A przy pracy C A A Napięcie wtórne stanu jałowego V V Ilość stopni napięcia spawania Zakres Regulacji prądu/napięcia spawania min...50a/16v a/16,5v max...250a/26v A/30V Współczynnik mocy cos ϕ przy obciążeniu znamionowym...x60% X50% Sprawność znamionowa...x60% 77%...X50% 78% Prąd bezpiecznika zwłocznego w sieci zasilającej...20 A...25 A Stopień ochrony obudowy IP 21 Klasa izolacji transformatorów....f + H Stopień ochrony obudowy w Masa /bez szpuli z drutem/ kg Wymiary po obrysie /szerokość/wysokość/głębokość x775x855 mm Podajnik drutu elektrodowego Typ.....wbudowany, 4-rolkowy Zakres prędkości podawania drutu V n m/min Czas upalania drutu elektrodowego.....0,4 0,7 sek Zakres prędkości dojścia % V n Średnica drutów: stalowy /rolki typu V/ ,6 1,2 mm kwasoodporny /rolki typu V/...0,6 1,2 mm aluminiowy /rolki typu U/...1,0 1,2 mm Szpula drutu / φ zew / φ wew / wysokość/...300/50/100 mm Wyposażenie: - przewód prądowy powrotny m - przewód zasilania sieciowego....5 m - przewód gazowy...2 m Zaleca się stosować uchwyty spawalnicze firmy Binzel, odpowiednio: MB 25 AK dla Magster 250 4x4 i MB 24 KD dla Magster 315 4x4 5 Elementy obsługi półautomatu Magster 250 4x4, x4 8

9 1 lampka sygnalizująca zadziałanie zabezpieczenia termicznego 2 cyfrowy miernik napięcia spawania 3 cyfrowy miernik prądu spawania 4 przycisk testy drutu 5 przycisk testu gazu 6 lampka sygnalizująca załączenie zasilania sieciowego 7 przełącznik ustawiania wielkości napięcia spawania 8 wyłącznik zasilania sieciowego 9 pokrętło regulacji prędkości podawania drutu 10 przycisk zmiany rodzaju pracy uchwytu spawalniczego pozwala wybrać tryb 2-takt lub 4-takt 11 gniazdo Euro do podłączenia uchwytu spawalniczego 12 gniazdo przewodu powrotnego Uwaga! Jest niedozwolone dokonywanie zmiany napięcia spawania podczas procesu spawania 6 Elementy na ściance tylnej Magster 250 4x4, x4 9

10 1 wspornik do mocowania butli z gazem osłonowym 2 łańcuch do zabezpieczenia butli z gazem 3 gniazdo X3 zasilania podgrzewacza gazu 4 przewód doprowadzający gaz osłonowy 5 bezpieczniki F1, F2 w obwodzie sterowania i wentylatora /2x2A/ 6 bezpieczniki F3 w obwodzie napędu podajnika /6,3A/ 7 bezpieczniki F4 w obwodzie podgrzewacza gazu /4A/ 8 przewód zasilania sieciowego z wtyczką 9 półka do ustawiania z gazem osłonowym Po ustawieniu na półce, bulę z gazem zabezpieczyć przed wywróceniem się, mocując ją do wspornika za pomocą łańcucha. Nie stawiać na półkę zbyt dużej butli grozi to wywróceniem się półautomatu 7 Instalacja półautomatu 10

11 7.1 Przyłączanie do sieci zasilającej Przyłączanie półautomatu do zasilającej sieci energetycznej oraz włączanie do systemu ochrony przeciwporażeniowej powinno być zgodne z normą arkuszową PN-E pt. Instalacja elektryczna w obiektach budowlanych. Oba półautomaty przystosowane są do współpracy z siecią trójfazową 3 x 400 V + PE, 50 Hz z zabezpieczeniem zwłocznym bezpiecznikiem o prądzie I = 20 A dla Magstera 250 4x4 oraz I = 25 A dla Magstera 315 4x4. Gniazdo przyłączeniowe 16A-6h powinno posiadać podłączony zacisk ochrony przeciwporażeniowej. Przed przyłączeniem półautomatu do sieci zasilającej upewnić się czy wyłącznik główny jest w pozycji O /wyłączony/. 7.2 Podłączenie przewodu powrotnego Wprowadzić wtyk przewodu powrotnego do gniazda X2 i przekręcić do oporu. Drugi koniec przewodu za pomocą zacisku kleszczowego podłączyć do spawanego elementu. 7.3 Podłączenie uchwytu spawalniczego Wprowadzić wtyk uchwytu spawalniczego do gniazda X1, a następnie zamocować go za pomocą nakrętki wtyku uchwytu spawalniczego. Pamiętać należy o wyposażeniu uchwytu spawalniczego w końcówkę kontaktową i prowadnicę drutu właściwą dla średnicy drutu elektrodowego i materiału spawanego. Do spawania aluminium należy stosować teflonową prowadnicę drutu. W tym przypadku, przed podłączaniem uchwytu do gniazda, należy z tego gniazda wyciągnąć stalową rurkę prowadzącą, a wystającą część prowadnicy należy wprowadzić do gniazda X1 i dokręcić uchwyt za pomocą nakrętki wtyku. Wystający nad rolką napędową podajnika koniec prowadnicy należy przyciąć w odległości ok. 10 mm od pionowej osi rolki. 7.4 Zakładanie drutu elektrodowego do podajnika Podnieść pokrywę boczną półautomatu. Założyć rolkę napędową odpowiednią do średnicy drutu elektrodowego. Założyć szpulę z drutem elektrodowym na tuleję w komorze podajnika. Wyregulować moment hamowania tulei ze szpulą drutu elektrodowego. Wprowadzić drut elektrodowy do podajnika drutu elektrodowego. Wyregulować siłę docisku rolki podajnika drutu elektrodowego. Widok i elementy funkcyjne podajnika drutu elektrodowego Nakładanie szpuli z drutem elektrodowym 11

12 - nałożyć szpulę z drutem /typ A, F> 300/ na obrotowy korpus tulei tak, aby drut wychodził dołem naprzeciwko króćca z rurką prowadzącą w podajniku drutu - przed spadaniem szpulę blokuje zapadkowa konstrukcja tulei - koniec drutu nawiniętego na szpuli jest przeprowadzony przez otwór i zagięty - dla uniknięcia poplątania, przytrzymać drut w czasie wyjmowania jego końca z otworu - zagięty odcinek drutu należy odciąć, a jego koniec spiłować, tak żeby nie był ani ostry ani tnący; ostry koniec drutu może spowodować przebicie powłoki przewodu uchwytu Regulacja momentu hamowania tulei - dla uniknięcia samoczynnego rozwinięcia się drutu elektrodowego i jego poplątania, tuleja jest wyposażona w układ hamujący - jego regulacja odbywa się poprzez obrót dwóch sprężyn znajdujących się wewnątrz korpusu tulei - kręcąc sprężyny w lewo zwiększa się moment hamowania, kręcąc je w prawo zmniejsza się go Wprowadzanie drutu elektrodowego do podajnika - dla umożliwienia wprowadzenia drutu do podajnika należy zwolnić zatrzask i podnieść ramię dociskowe podajnika - koniec drutu wsunąć do prowadnicy w tylnej części podajnika i przeprowadzić go nad rolką napędową i wetknąć do króćca prowadzącego do prowadnicy w uchwycie spawalniczym - następnie docisnąć drut w rowku rolki napędowej zatrzaskując ramię dociskowe Regulacja siły docisku ramienia dociskowego - przed przystąpieniem do spawania należy pamiętać o prawidłowym ustawieniu regulatora siły docisku w zatrzasku - siłę docisku reguluje się poprzez obrót pokrętła zatrzasku: w prawo - zwiększanie siły docisku, w lewo - zmniejszanie siły docisku Uwaga! * przy zbyt małej sile docisku rolka napędowa ślizga się po drucie * przy zbyt dużej sile docisku wzrasta opór podawania a drut jest odkształcany co w efekcie może powodować jego skrawanie Wprowadzanie drutu elektrodowego do uchwytu spawalniczego - pokrętło regulacji prędkości podawania drutu ustawić w położeniu środkowym - po załączeniu zasilania półautomatu /wyłącznik w położeniu "l"/ naciskać przycisk na uchwycie spawalniczym do momentu wyjścia drutu elektrodowego z końcówki kontaktowej uchwytu - przy powyższej czynności zachować szczególną ostrożność ze względu na możliwość skaleczenia Uwaga! Zaleca się wykonanie powyższej czynności przy zdjętej końcówce kontaktowej i wkręcenie jej dopiero po wyjściu drutu z uchwytu i po wyłączeniu zasilania półautomatu. 8 Podłączanie gazu osłonowego 12

13 W celu podłączenia gazu osłonowego wykonać następujące czynności: Ustawić butle z gazem na półce półautomatu i zabezpieczyć ją przed wywróceniem się, mocując ja do wspornika za pomocą łańcucha. Zdjąć kołpak ochronny zaworu butli z gazem osłonowym i na moment odkręcić zawór butli dla usunięcia ewentualnych zanieczyszczeń. Zamontować reduktor z rotametrem, zapewniając rurce rotametru pionowe położenie. Stosując gaz CO2 zamontować dodatkowo podgrzewacz gazu. Do reduktora podłączyć wąż zasilania gazu osłonowego półautomatu, za pomocą opaski zaciskowej. Podłączyć zasilanie podgrzewacza gazu do gniazda zasilania podgrzewacza umieszczonego na ściance tylnej półautomatu. Zawór reduktora powinien być odkręcony na stałe tylko bezpośrednio przed przystąpieniem do prac spawalniczych. Do spawania stali niskowęglowych i niskostopowych stosuje się gaz CO2 lub mieszanki argonu i CO2 natomiast do stali stopowych i aluminium i jego stopów odpowiednie gazy lub mieszanki gazowe zalecane przez producentów gazów osłonowych. 9 Przygotowanie półautomatu do pracy Wtyk przewodu powrotnego pewnie wprowadzić do gniazda przewodu powrotnego półautomatu, a zacisk kleszczowy połączyć z elementem spawanym, zapewniając mu jak najlepszy kontakt. Wtyk uchwytu spawalniczego wprowadzić do oporu do gniazda uchwytu, a następnie dokręcić nakrętkę wtyku uchwytu spawalniczego celem zapewnienia właściwego kontaktu elektrycznego. Połączyć butlę z gazem osłonowym z półautomatem za pomocą przewodu doprowadzającego gaz. Włączyć wtyczkę zasilania sieciowego półautomatu do gniazda sieciowego. Założyć drut elektrodowy do podajnika drutu elektrodowego. a Włączyć zasilanie półautomatu wyłącznikiem głównym - powinna się zaświecić lampka sygnalizacyjna i włączyć wentylator. Stosownie do wybranego trybu spawania i grubości spawanych elementów nastawić odpowiednie parametry spawania. Zachowując stosowne przepisy bhp, można przystąpić do spawania przez naciśnięcie przycisku uchwytu spawalniczego. Uwaga! W celu przystosowania urządzenia do spawania drutem aluminiowym należy usunąć rurkę prowadzącą znajdującą się w gnieździe EURO i zastąpić ją rurką cienkościenną / /. W rurkę cienkościenną wprowadzić prowadnicę drutu /np. 126.M006/ i skrócić ją tak, aby sięgała rolek podajnika. 10 Spawanie metodą MIG/MAG 13

14 Dokonać instalacji półautomatu zgodnie z opisem z powyższym opisem. Podłączyć przewód prądowy z zaciskiem uziemiającym do gniazda - umieszczonego na płycie przedniej półautomatu. Zacisk uziemiający przewodu podłączyć do elementu spawanego, zapewniając mu jak najlepszy kontakt. Wyłączyć zasilanie źródła prądu przez ustawienie wyłącznika sieciowego w pozycji - zaświeci się lampka sygnalizacyjna. Wielkość napięcia /prądu/ spawania reguluje się za pomocą przełącznika wyboru napięcia spawania, umieszczonego na płycie przedniej półautomatu. Uwaga! Regulacja napięcia spawania w trakcie spawania grozi poważnym uszkodzeniem półautomatu. Wielkość prądu spawania zależy bezpośrednio od wielkości prędkości podawania drutu elektrodowego. Dobrać odpowiednią wartość prędkości podawania drutu elektrodowego za pomocą pokrętła regulacji prędkości podawania drutu podawania drutu wynosi od 1 do 17 m/min. - wybrać żądany tryb pracy półautomatu spawalniczego umieszczonego na płycie przedniej półautomatu. Zakres regulacji prędkości Zachowując stosowne przepisy bhp można przystąpić do spawania. Dla umożliwienia swobodnego przemieszczania drutu, w czasie pracy przewód uchwytu spawalniczego układac bez ostrych załamań. Po rozpoczęciu spawania wartości prądu i napięcia spawania są wyświetlane na odpowiednich miernikach. Po zakończeniu procesu spawania, mierniki pokazują zapamiętane wartości średnie prądu i napięcia spawania z ostatnich 2 sek. Oba półautomaty wyposażone są w dodatkowe funkcje: * test wysuwania drutu wykorzystywany przy wprowadzeniu drutu po wymianie szpuli ; w czasie jego trwania następuje przesów drutu bez podawania napięcia. * test wypływu gazu służy do przedmuchiwania i odpowietrzania instalacji gazowej oraz przy ustawianiu wielkości wypływu gazu bez jednoczesnego wysówania drurtu elektrodowego. * prędkośc dojścia /poz.31 ze str. 30/ - prędkość dojścia końca drutu elektrodowego do miejsca spawania od momentu uruchomienia urządzenia przyciskiem na uchwycie do chwili zajarzenia łuku. * regulacja upalania końca drutu /poz30 ze str. 30/ - polega na uzyskaniu żądanej długości końca drutu wystającego z końcówki kontaktowej po zakończeniu spawania. 11 Dobór parametrów spawania Dla metody spawania techniką MIG/MAG wymagane jest jedynie ustawianie dwóch parametrów spawania : napięcia spawania i prędkości podawania drutu elektrodowego. Zwiększanie prędkości podawania drutu elektrodowego powoduje skrócenie długości łuku, zwiększenie natężenia prądu spawania oraz zwiększenie głębokości wtopienia /przetopu/. Zmniejszenie prędkości podawania drutu powoduje wydłużenie łuku, zmniejszenie natężenia prądu spawania i zmniejszenie przetopu. Zwiększenie napięcia spawania powoduje wydłużenie łuku. Zmniejszenie napięcia spawania powoduje skrócenie łuku. Gdy prędkość podawania drutu elektrodowego jest za duża następuje wyraźne "wypychanie" uchwytu spawalniczego ku górze. Drut elektrodowy nie nadąża topić się w łuku i odpycha uchwyt spawalniczy. Gdy prędkość podawania drutu elektrodowego jest za mała lub gdy napięcie spawania jest za wysokie, na końcu drutu elektrodowego tworzą się duże krople, które spadają obok jeziorka ciekłego metalu. Zbyt duże rozpryski świadczą o za małym napięciu spawania lub za dużej prędkości podawania drutu elektrodowego. Podczas spawania "z góry na dół" można obniżyć napięcie spawania o około 1-2 V /zmniejszyć napięcie spawania o jeden skok/. Podczas wykonywania spoin wypełniających, dla uzyskania gładkiego lica, można podwyższyć napięcie spawania o ok.1-4 V. 14

15 W urządzeniu tym istnieje możliwość regulacji upalania drutu po zakończeniu procesu spawania. Do tego celu służy pokrętło regulacji czasu upalania drutu za pomocą którego można zmieniać długość drutu elektrodowego wystającego z końcówki kontaktowej uchwytu spawalniczego. Należy zwrócić uwagę na właściwy dobór czasu upalania - nastawienie jego maksymalnej wartości może powodować wtapianie się drutu w końcówkę kontaktową. 12 Obsługa okresowa Uwaga Wszystkie czynności konserwacyjne powinny być wykonywane po wcześniejszym odłączeniu urządzenia od sieci zasilającej. Codziennie Naprawić lub wymienić uszkodzony przewód sieciowy, kable prądowe z uszkodzoną izolacją; sprawdzić i jeśli to konieczne naprawić wąż gazowy Utrzymywać półautomat suchy i w czystości, szczególnie dbając o regularne wydmuchiwanie gromadzących się wewnątrz opiłków i innych drobin. Usuwać odpryski metalu z dyszy gazowej - mogą być przyczyną zaburzeń w osłonie jeziorka ciekłego metalu; smarować dyszę środkiem przeciw rozpryskowym. W przypadku zauważenia opiłków drutu elektrodowego sprawdzić czy docisk rolki napędowej jest odpowiedni do średnicy zastosowanego drutu i w razie konieczności zmniejszyć siłę docisku. Przed zainstalowaniem nowej szpuli drutu elektrodowego wykręcić dyszę gazową i końcówkę kontaktową w celu przeczyszczenia prowadnicy drutu sprężonym powietrzem - zapobiegnie to blokowaniu się drutu. Sprawdzić czy otwór końcówki kontaktowej odpowiada średnicy drutu. Co miesiąc Sprawdzić styki podzespołów i elementówłączeniowych nadpalone i zanieczyszczone wymienić; dokręcić wszystkie połączenia śrubowe Odkurzyć wnętrze. Przy intensywnym użytkowaniu czyścić co miesiąc Umyć prowadnicę drutu elektrodowego w benzynie ekstrakcyjnej. 13 Zanim skorzystasz z serwisu 15

16 Objawy Przyczyna Postępowanie Brak podawania drutu elektrodowego /silnik podajnika pracuje/ Brak podawania drutu elektrodowego /silnik podajnika nie Nieregularny posuw drutu elektrodowego Łuk nie zajarza się Łuk zbyt długi i nieregularny Łuk zbyt krótki Po włączeniu zasilania lampka sygnalizacji załączenia za Za mały docisk rolek Zanieczyszczona prowadnica drutu w Rowek założonej rolki nie odpowiada średnicy drutu Zablokowany drut elektrodowy w końcówce Uszkodzony silnik Uszkodzony układ sterowania Uszkodzona końcówka kontaktowa Rowek rolki podającej jest brudny, uszkodzony lub nie odpowiada średnicy drutu Ustawić docisk prawidłowy Wyczyścić prowadnicę drutu elektrodowego Założyć rolkę zgodną ze średnicą drutu Wymienić końcówkę kontaktową Przekazać półautomat do serwisu Wymienić końcówkę na nową Wyczyścić rowek rolki, wymienić rolkę lub dobrać rolkę do średnicy stosowanego drutu Brak właściwego styku zacisku przewodu powrotnego wego Poprawić styk zacisku kleszczo- Napięcie spawania za Zmniejszyć napięcie spawania ki Prędkość podawania drutu Zwiększyć prędkość podawania za mała drutu Napięcie spawania za niskie Zwiększyć napięcie spawania Prędkość podawania drutu za duża Brak napięcia zasilania Przepalona wkładka bezp. F1 lub F2 w obwodzie Zmniejszyć prędkość podawania drutu Sprawdzić bezpiecznik sieciowy Wymienić wkładkę na nową silania nie świeci Uszkodzony wyłącznik S2 Wymienić wyłącznik* się Uszkodzona lampka Wymienić lampkę* Po włączeniu zasilania świecą się lampki żółta i sygnalizacyjna /stycznik nie załącza się/ Uaktywnione zabezpieczenie termiczne Zablokowany lub zanieczyszczony system chłodzenia Doprowadzić do ostygnięcia urządzenia i ponowić próbę Udrożnić elementy systemu chłodzenia * w okresie gwarancyjnym może tego dokonać tylko autoryzowany punkt serwisowy 14 Skrócony opis konstrukcji 16

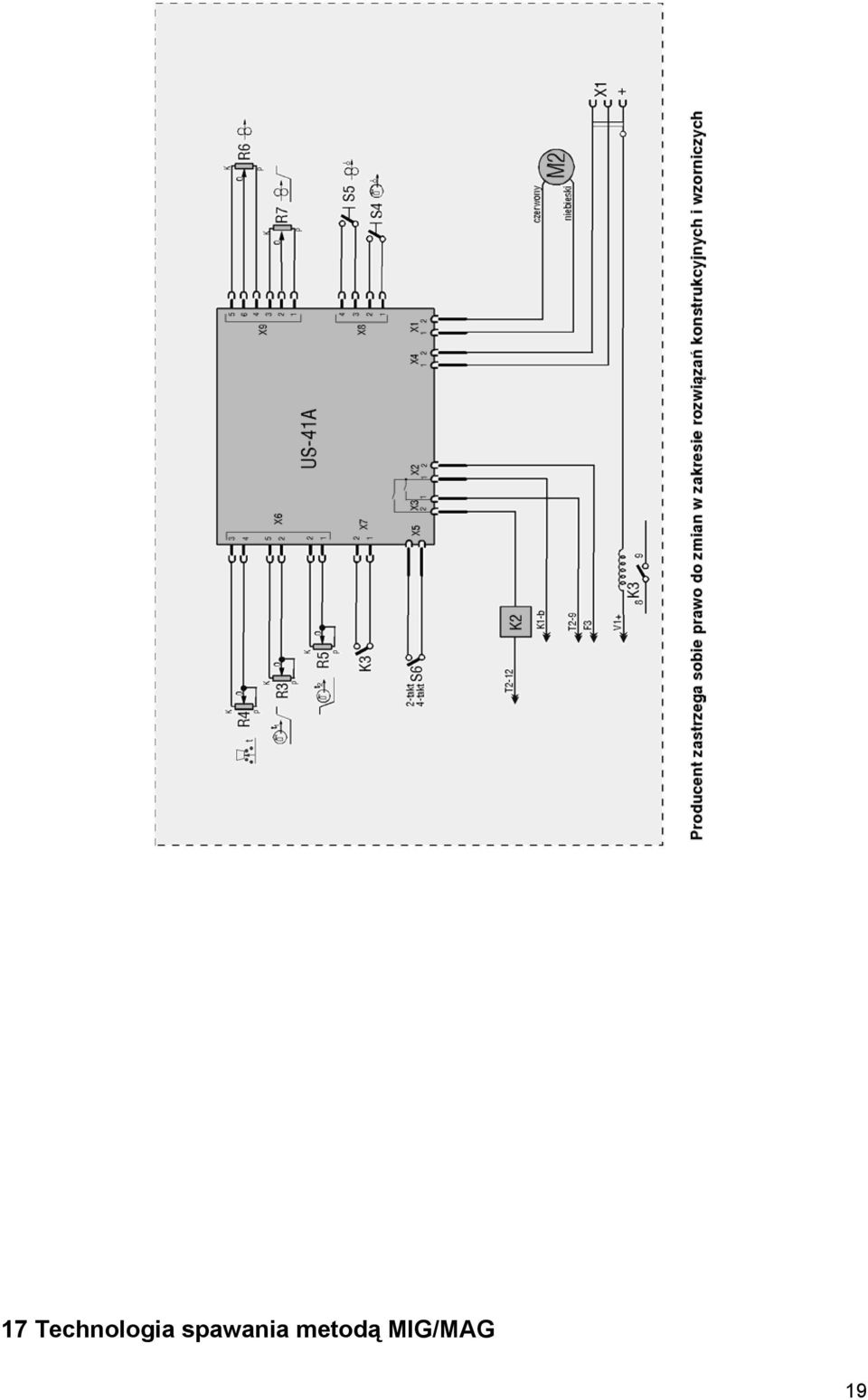
17 Półautomaty spawalnicze Magster 250 4x4 i x4 są 3-fazowymi prostownikami spawalniczymi o płaskich charakterystykach statycznych typu CV /ang. Constant voltage charakterystyka stałonapięciowa/. Regulacja napięcia spawania odbywa się w sposaób skokowy po stronie pierwotnej transformatora spawalniczego T1. Półautomat zbudowany jesy znastępujących podzespołów: - transformator spawalniczy T1 z odczepami po stronie pierwotnej - diodowy mostek prostowniczy V - podajnik drutu elektrodowego Pd - układ sterowania funkcjami półautomatu Us - wyłącznik załączania/wyłączania zasilania sieciowego S2 - przełącznik zmiany napięcia spawania S1 - stycznik załączający półautomat K1 schemat blokowy półautomatu spawalniczego Magster 250 4x4, x4 półautomat działa w sposób następujący: - wejściowe napiecie zasilające 400 V zostaje odpowiednio obniżone przez transformator T1 - w mostku prostowniczym V napiecie to zostaje wyprostowane i podane do drutu elektrodowego w uchwycie spawalniczym - zmianę napięcia spawania uzyskuje się za pomocą przełącznika S1 - podajnik drutu Pd służy do podawania drutu elektrodowego - układ sterujący do sterowania funkcjami półautomatu 15 Schemat ideowy półautomatu Magster 250 4x4, x4 17

18 Producent zastrzega sobie prawo do zmian w zakresie rozwiązań konstrukcyjnych i wzorniczych. 16 Schemat ideowy wewnętrznego podajnika drutu 18

19 17 Technologia spawania metodą MIG/MAG 19
20 Jedną z najbardziej rozpowszechnionych technik spawalniczych mających zastosowanie przy spawaniu stali konstrukcyjnych węglowych i stopowych jest technika spawania elektrodą topliwą w osłonie gazów osłonowych GMAW /ang. Gas Metal Arc Welding/, popularnie nazywana metodą MIG/MAG /ang. Metal Inert Gas / Metal Active Gas/. Na poniższym rysunku przedstawiono zasadę spawania tą techniką Elektroda topliwą wykonana jest w postaci drutu nawiniętego na szpulę, który jest podawany do spoiny poprzez rolki podajnika, przewód elastyczny i końcówkę kontaktową. Wolny wylot elektrody /odcinek elektrody pomiędzy końcówką kontaktową a łukiem spawalniczym/ jest odpowiednio krótki i pozwala na użycie dużych gęstości prądu - ponad 100A/mm. Biegun dodatni /plus/ źródła energii jest przyłączony do elektrody topliwej, zaś biegun ujemny /masa/ do elementu spawanego. Łuk spawalniczy powstaje pomiędzy elektrodą topliwą /drutem/ a materiałem spawanym, dzięki czemu użyty drut jest jednocześnie elektrodą w obwodzie spawania i materiałem wypełniającym spoinę - spoiną. Gaz osłonowy /obojętny lub aktywny/ wypływa z dyszy gazowej chroniąc ciekły metal topiącej się elektrody i jeziorko ciekłego metalu przed dostępem powietrza atmosferycznego /głównie tlenu i azotu/. 18 Technologia spawania podstawy 18.1 Rodzaje spoin i typy złączy 18.2 Zalecenia praktyczne 20

21 Technika MIG/MAG umożliwia spawanie we wszystkich pozycjach. Spoiny czołowe w pozycji podolnej należy wykonywać techniką "pchaj" dla elementów cienkich i techniką "ciągnij" dla elementów grubszych. Spoiny czołowe w pozycji pionowej dla elementów cienkich należy wykonywać od góry do dołu. Spoiny pachwinowe w pozycji nabocznej należy wykonywać techniką "pchaj", ale z uwzględnieniem dodatkowego pochylenia uchwytu spawalniczego w płaszczyźnie prostopadłej do kierunku spawania. W przypadku wypełniania szerokich rowków w pozycji podolnej lub pionowej, końcem uchwytu należy wykonywać poprzeczne ruchy wahadłowe. Podczas spawania uchwyt spawalniczy powinien być prowadzony pod odpowiednim kątem w stosunku do spawanych elementów - zbyt duży kąt pochylenia może powodować zasysanie powietrza do jeziorka ciekłego metalu /kąt odchylenia uchwytu od pionu powinien być 10 /. Spawanie łukiem długim zmniejsza głębokość wtopienia - spoina jest szeroka i płaska, a spawaniu towarzyszy zwiększony rozprysk. Spawanie łukiem krótkim /przy tej samej gęstości prądu/ zwiększa głębokość wtopienia - spoina jest węższa, a rozprysk materiału staje się mniejszy. Nadmierne wydłużenie lub skrócenie łuku może spowodować niestabilne jarzenie się łuku i złą jakość spoiny. L1, L2 długość łuku Na głębokość wtopienia znaczący wpływ ma także kierunek spawania - prowadzenie uchwytu spawalniczego Na rysunku obok przedstawiono Porównanie spawania metodą "ciągnij" z metodą "pchaj". H1, H2- głębokość wtopienia Powiększenie wolnego wylotu elektrody /przy nie zmienionej prędkości podawania drutu/ powoduje zmniejszenie gęstości prądu na końcu elektrody, a tym samym zmniejszenie głębokości wtopienia Gazy osłonowe W tym przypadku energia źródła spawalniczego tracona jest na nagrzewanie oporowe wysuniętego odcinka drutu. Lw wolny wylot elektrody /15-20 mm/ 21
22 Gazy osłonowe stosować zgodnie z zaleceniami ich producentów. Najczęściej stosowane gazy osłonowe w półautomatach Magster to : obojętne Ar, Hę, Ar+He - stosowane w metodzie MIG - spawanie stali stopowych oraz metali nieżelaznych i ich stopów aktywne CO 2 - stosowane w metodzie MAG - spawanie niskowęglowych i niskostopowych stali konstrukcyjnych mieszanki gazowe Ar+CO 2, Ar+O 2, Ar+CO 2 +O 2 - stosowane w metodzie MAG Uwaga: wydatek gazu osłonowego powinien być liczbowo razy większy niż średnica drutu elektrodowego np. dla drutu 0,8 mm powinien on wynosić 8-10 l/min Zmiany stanu skupienia metalu w łuku spawalniczym Ze względu na rodzaj zastosowanego gazu osłonowego oraz parametry elektryczne procesu spawania /napięcie i natężenie/ rozróżnia się trzy sposoby zmiany stanu skupienia metalu w łuku spawalniczym : grubokropelkowy - stosowany w metodzie MIG/MAG przy małych gęstościach prądu i długim łuku - nie zalecany w pozycjach przymusowych natryskowy - stosowany w metodzie MAG z mieszankami gazu y - nie zalecany w pozycjach przymusowych zwarciowy - stosowany w metodzie MAG z krótkim łukiem - zalecany do spawania elementów o małej grubości i w pozycjach 19 Uruchamianie półautomatu po dłuższym składowaniu 22
23 Przyłączanie półautomatu do zasilającej sieci energetycznej oraz włączenie do systemu ochrony przeciwporażeniowej powinno być zgodne z normą arkuszową PN-E pt. Instalacje elektryczne w obiektach budowlanych. Sprawdź stan izolacji pomiędzy gniazdami wyjściowymi i obudową przy załączonym wyłączniku głównym i zmostkowanych stykach stycznika K1. Przed wykonaniem próby należy: - odłączyć wszystkie przewody od układów elektroniki w źródle i podajniku - odłączyć wszystkie przewody od silnika podajnika - zewrzeć gniazdo EURO z uzwojeniem wtórnym transformatora głównego Pomiaru dokonać za pomocą megaomomierza 500 V. Wartość rezystancji izolacji winna wynosić powyżej 5Ω. Sprawdzić stan izolacji pomiędzy stykami wtyczki sieciowej i gniazdami wyjściowymi. Przed wykonaniem prób należy: - odłączyć wszystkie przewody od układów elektroniki w źródle i podajniku - odłączyć wszystkie przewody od silnika podajnika - zewrzeć gniazdo EURO z uzwojeniem wtórnym transformatora głównego Pomiaru dokonać za pomocą megaomierza 500 V. Wartość rezystencji izolacji winna wynosić powyżej 5 Ω. Sprawdzić stan izolacji pomiędzy stykami wtyczki sieciowej i gniazdami - odłączyć wszystkie przewody od układów elektroniki w źródle i podajniku - odłączyć wszystkie przewody id silnika podajnika - zewrzeć gniazdo EURO z uzwojeniem wtórnym transformatora głównego Pomiaru dokonać za pomocą megaomierza 500 V. Wartość rezystencji izolacji winna wynosić powyżej 5 Ω. Sprawdzić stan ochrony przeciwporażeniowej poprzez wykonanie pomiaru rezystencji połączeń między zaciskiem ochronnym a rdzeniem transformatorów i metalową konstrukcją obudowy. Rezystencja ta nie powinna być większa niż 0,1 Ω przy przepływie prądu stałego nie mniejszego niż 25 A. Sprawdzić stan połączeń gwintowych rozluźnione dokręcić. 23
24 20 Wady spoin Podczas obsługi półautomatu należy zwrócić uwagę na dodatkowe czynniki mogące być przyczyną nieprawidłowego jarzenia się łuku i powstawania wad spoiny : - kończący się gaz osłonowy, jego brak w butli lub awaria zaworu butli - zbyt duży lub zbyt mały wydatek gazu osłonowego - zredukowane ciśnienie gazu na skutek zamarznięcia reduktora butli - mechaniczne lub elektryczne uszkodzenie elektrozaworu gazowego - wnętrze dyszy gazu nadmiernie zanieczyszczone rozpryskiem 24
25 21 Wykaz części zamiennych Magster 250 4x4, x4 25
26 20 Wykaz części zamiennych Magster 250 4x4, x4 26
27 21.1 Wykaz części zamiennych Magster 250 4x4 Poz Nazwa części Typ Indeks Ilość 1 transformator główny T1 T1-MAG2504x4 B R 1 2 transformator pomoc. T2 T2-MAG250T C R 1 3 zestaw prostownikowy V ZP-MAG250 C R 1 4 przełącznik S1 ŁK 15/ R 1 5 wyłącznik główny S2 C R 1 6 lampka H1 LTS32x R 1 7 lampka H2 LS-3 bezbarwna L= R 1 8 wskaźnik napięcia WV-HS100 C R 1 9 wskaźnik prądu WA-H400 C R 1 10 gniazdo X2 GSz C R 1 11 gniazdo X3 SzR16P2EG R 1 12 gniazdo bezpiecznikowe GBA-zB410A R 4 13 bezpiecznik F1, F2 F2/L/250V R 2 14 bezpiecznik F3 F6,3/L/250V R 1 15 bezpiecznik F4 F4/L/250V R 1 16 kondensator C1, C2, C3 TC mf/k R 3 17 stycznik K1 Cl 15/42V R 1 17a styk pomocniczy do Cl 15 NO R 1 18 silnik wentylatora M1 M40045-DA W R 1 19 bocznik R1 400A 60mV R 1 20 koło KOŁO C R 2 21 koło skrętne FI75 1.HFO.E R 2 22 zespół podający CWF4010/ R 1 27 gniazdo EURO X1 EURO-2 C R 1 28 układ sterowania US-41S C R 1 29 elektrozawór gazowy ELRA V R 1 30 potencjometr R4 PR KOM A16P R 1 31 potencjometr R6, R7 PR KOM A16P R 2 32 łącznik S4, S5 WP8.5 CZARNY R 2 33 łącznik S6 W10.1 CZARNY B/O R 1 34 dławik L DLMAG250 C R 1 35 rolka typu V 0,6/0,8 30 V FI30B BP rolka typu V 1,0/1,2 30 V FI30B BP rolka typu U 1,0/1,2 30 U FI30B BP
28 21. 2 Wykaz części zamiennych Magster 315 4x4 Poz Nazwa części Typ Indeks Ilość 1 transformator główny T1 T1-MAG3154x4 B R 1 2 transformator pomoc. T2 T2-MAG250T C R 1 3 zestaw prostownikowy V ZP-MAG250 C R 1 4 przełącznik S1 ŁK 15/ R 1 5 wyłącznik główny S2 C R 1 6 lampka H1 LTS32x R 1 7 lampka H2 LS-3 bezbarwna L= R 1 8 wskaźnik napięcia WV-HS100 C R 1 9 wskaźnik prądu WA-H400 C R 1 10 gniazdo X2 GSz C R 1 11 gniazdo X3 SzR16P2EG R 1 12 gniazdo bezpiecznikowe GBA-zB410A R 4 13 bezpiecznik F1, F2 F2/L/250V R 2 14 bezpiecznik F3 F6,3/L/250V R 1 15 bezpiecznik F4 F4/L/250V R 1 16 kondensator C1, C2, C3 TC mf/k R 3 17 stycznik K1 Cl 15/42V R 1 17a styk pomocniczy do Cl 15 NO R 1 18 silnik wentylatora M1 M40045-DA W R 1 19 bocznik R1 400A 60mV R 1 20 koło KOŁO C R 2 21 koło skrętne FI75 1.HFO.E R 2 22 zespół podający CWF4010/ R 1 27 gniazdo EURO X1 EURO-2 C R 1 28 układ sterowania US-41S C R 1 29 elektrozawór gazowy ELRA V R 1 30 potencjometr R4 PR KOM A16P R 1 31 potencjometr R6, R7 PR KOM A16P R 2 32 łącznik S4, S5 WP8.5 CZARNY R 2 33 łącznik S6 W10.1 CZARNY B/O R 1 34 dławik L DLMAG250 C R 1 35 rolka typu V 0,6/0,8 30 V FI30B BP rolka typu V 1,0/1,2 30 V FI30B BP rolka typu U 1,0/1,2 30 U FI30B BP
29 22 Notatki 29
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 150P - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 150P można dokonać tylko po dokładnym zapoznaniu się z
MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIG 150 DIGITAL MIG 170 DIGITAL PROFIMIG 185 DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 -
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO MIG 175/2 W - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego MIG 175/2, można dokonać tylko po dokładnym zapoznaniu się
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT TRANSFORMATOROWY SUPER MIG 200 INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
INSTRUKCJA OBSŁUGI. Przypawarka do trzpieni RSW8-2500
 INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
INSTRUKCJA OBSŁUGI Przypawarka do trzpieni RSW8-2500 UWAGA PORAŻENIE ELEKTRYCZNE MOŻE ZABIĆ: Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać uchwytu spawalniczego, podłączonego materiału
PÓŁAUTOMAT INWERTOROWY ELECTROMIG MIG/MMA
 PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY ELECTROMIG 200-250 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA
 PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
PÓŁAUTOMAT INWERTOROWY MIDI MIG 220 MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji pozwoli
MIG 150 INVERTER MIG 180 INVERTER
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 150 INVERTER MIG 180 INVERTER UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa
MIDI MIG 200/3 MIDI MIG 210/2
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIDI MIG 200/3 MIDI MIG 210/2-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego, można dokonać tylko po dokładnym zapoznaniu
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIDI MIG 200/3 MIDI MIG 210/2-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji półautomatu spawalniczego, można dokonać tylko po dokładnym zapoznaniu
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 190II MMA UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
Instrukcja obsługi półautomatów spawalniczych serii Magtronik. niniejsza instrukcja dotyczy nastepujących wyrobów:
 Instrukcja obsługi półautomatów spawalniczych serii Magtronik niniejsza instrukcja dotyczy nastepujących wyrobów: Magtronik 400W Magtronik 500W Magtronik 500W100% Lipiec 2004 Od BESTER S.A. Dziękujemy
Instrukcja obsługi półautomatów spawalniczych serii Magtronik niniejsza instrukcja dotyczy nastepujących wyrobów: Magtronik 400W Magtronik 500W Magtronik 500W100% Lipiec 2004 Od BESTER S.A. Dziękujemy
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 180i 200i MIG/MMA INSTRUKCJA OBSŁUGI PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER
 INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG 225 MOS, MIG 280 INVERTER, MIG 330 INVERTER - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA
 PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT INWERTOROWY WELMIG 250 MIG/MMA INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 -
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 - Spis treści 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU MIG 180/MMA... 4 5. PRZYGOTOWANIE
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 180/MMA - 1 - Spis treści 1. UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELU MIG 180/MMA... 4 5. PRZYGOTOWANIE
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH. MIGomat 209A. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH MIGomat 209A UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy wyznaczyć
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM 236-1 - SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 2 3. Dane techniczne 4 4. Opis urządzenia 5 5. Opis metod spawania 7 6. Przygotowanie do
INSTRUKCJA OBSŁUGI PÓŁAUTOMATU SPAWALNICZEGO TM 236-1 - SPIS TREŚCI 1. Uwagi ogólne 3 2. Ogólna charakterystyka 2 3. Dane techniczne 4 4. Opis urządzenia 5 5. Opis metod spawania 7 6. Przygotowanie do
instrukcja obsługi półautomatów spawalniczych serii Mini-, MidiMagster
 instrukcja obsługi półautomatów spawalniczych serii Mini-, MidiMagster Niniejsza instrukcja dotyczy następujących wyrobów: MiniMagster 1500N TURBO MiniMagster 1500 SUPER MidiMagster 1600 TURBO MidiMagster
instrukcja obsługi półautomatów spawalniczych serii Mini-, MidiMagster Niniejsza instrukcja dotyczy następujących wyrobów: MiniMagster 1500N TURBO MiniMagster 1500 SUPER MidiMagster 1600 TURBO MidiMagster
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi
 Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
Trójfazowy wymuszalnik Wysokiego Napięcia " EMEX 2,5 kv " Instrukcja obsługi GLIWICE 2007 r. Spis treści: 1.Ostrzeżenia 3 2 Przeznaczenie i budowa aparatu...5 3.. Obsługa aparatu...7 4. Dane techniczne......8
INSTRUKCJA OBSŁUGI. Zasilaczy serii MDR. Instrukcja obsługi MDR Strona 1/6
 Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
Instrukcja obsługi MDR Strona 1/6 MPL Power Elektro sp. z o.o. 44-119 Gliwice, ul. Wschodnia 40 tel +48 32/ 440-03-02...05 ; fax +48 32/ 440-03-00...01 ; email: power@mplpower.pl, http://www.mplpower.pl
PÓŁAUTOMAT MIG/MAG/MMA MEGA MIG x4 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT MIG/MAG/MMA MEGA MIG 270 330 4x4 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT MIG/MAG/MMA MEGA MIG 270 330 4x4 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO. MIG 330 4x4
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 330 4x4 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 330 4x4 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
REGULOWANE ZASILACZE DC SERIA DPD
 REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
REGULOWANE ZASILACZE DC SERIA DPD 3 WYJŚCIOWY KLASA LABORATORYJNA INSTRUKCJA OBSŁUGI SPIS TREŚCI 1. Wstęp 2. Informacje i wskazówki dotyczące bezpieczeństwa 3. Ogólne wskazówki 4. Specyfikacje 5. Regulatory
INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT
 INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI MIG 200 MMA/IGBT UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 280 IGBT - MMA - 1 -
 INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 280 IGBT - MMA - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5
INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 280 IGBT - MMA - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5
Specyfikacja techniczna
 S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
S-WIGMA 200 Specyfikacja techniczna Model S-WIGMA 200 Stan artykułu Nowy Nr katalogowy 2008 Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 190/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 200W, 250W Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
Zasilacz laboratoryjny liniowy PS 1440
 Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
Zasilacz laboratoryjny liniowy PS 1440 Instrukcja obsługi Nr produktu: 511840 Wersja 06/09 Opis działania Zasilacz laboratoryjny działa za pomocą wysoce wydajnej i stałej technologii liniowej. Wyjście
VIPER 140B VIPER 170 VIPER 205
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 140B VIPER 170 VIPER 205-1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać
PRZED URUCHOMIENIEM I U
 SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
SPAWARKA TRANSFORMATOROWA BX1-250C BX1-300C INSTRUKCJA OBSŁUGI PRZED URUCHOMIENIEM I UŻYCIEM URZĄDZENIA ZAPOZNAJ SIĘ Z INSTRUKCJĄ 1 CHARAKTERYSTYKA SPAWARKI DANE TECHNICZNE model BX1-250C BX1-300C napięcie
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50
 Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
Instrukcja obsługi Nagrzewnica gazowa BAO-15, BAO-50 Przed uruchomieniem urządzenia zapoznaj się dokładnie z instrukcją obsługi! Zasady bezpieczeństwa 1. Nigdy nie używaj nagrzewnicy w pobliżu łatwopalnych
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 270 MMA IGBT
 INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 270 MMA IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
INSTRUKCJA OBSŁUGI INWERTEROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 270 MMA IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania
NITOWNICA DO NITONAKRĘTEK
 NITOWNICA DO NITONAKRĘTEK Air Power 4 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Praca z narzędziem... 6 3.
NITOWNICA DO NITONAKRĘTEK Air Power 4 Spis treści 1. Zasady BHP... 3 2. Opis narzędzia... 5 2.1. Podstawowe wymiary... 5 2.2. Charakterystyka... 6 2.3. Zastosowanie... 6 2.4. Praca z narzędziem... 6 3.
MIK0068 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY MIK0068. I n s t r u k c j a o b s ł u g i MIK0068
 INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
INSTRUKCJA OBSŁUGI WZMACNIACZA MOCY I n s t r u k c j a o b s ł u g i Symbole ostrzegawcze instrukcji. Uziemienie Prąd zmienny Wysokie napięcie ON: oznacza że urządzenie jest włączone OFF: oznacza że urządzenie
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI 525H
 Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Urządzenie wielofunkcyjne Stamos Selection S-MULTI 525H S-MULTI525H SPECYFIKACJA TECHNICZNA Model S-MULTI 525H Nr katalogowy 2049 Stan artykułu Znamionowe wejściowe Częstotliwość sieciowa napięcie Znamionowy
Regulator REGAN BW. Opis techniczny Instrukcja obsługi
 REGAN - 0 - BW Opis techniczny Instrukcja obsługi Uwaga! Przed przystąpieniem do pracy należy dokładnie zapoznać się z niniejszą instrukcją i ściśle stosować do jej treści! Wydanie pierwsze Kraków 2005
REGAN - 0 - BW Opis techniczny Instrukcja obsługi Uwaga! Przed przystąpieniem do pracy należy dokładnie zapoznać się z niniejszą instrukcją i ściśle stosować do jej treści! Wydanie pierwsze Kraków 2005
lipiec 2004 Instrukcja obsługi półautomatu spawalniczego Magster 400 plus
 lipiec 2004 Instrukcja obsługi półautomatu spawalniczego Magster 400 plus Od BESTER S.A. Dziękujemy Państwu i gratulujemy wyboru półautomatu spawalniczego serii Magster. Teraz możecie Państwo spawać sprawnie
lipiec 2004 Instrukcja obsługi półautomatu spawalniczego Magster 400 plus Od BESTER S.A. Dziękujemy Państwu i gratulujemy wyboru półautomatu spawalniczego serii Magster. Teraz możecie Państwo spawać sprawnie
LIZARD 160D, LIZARD 200D.
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki MMA: LIZARD 160D, LIZARD 200D. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów spawalniczych, można dokonać tylko po dokładnym
INSTRUKCJA INSTALACJI
 INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
INSTRUKCJA INSTALACJI II.SZB2v1.01 ZASILACZ BUFOROWY SZB2v1. Strona: Stron: 1 6 INSTRUKCJA INSTALACJI ZASILACZ BUFOROWY SZB2v1 13,8V 2,2A V1.0 Opracował Sprawdził Zatwierdził Imię i nazwisko Podpis Data
Zasilacze z serii DR i DRP Instrukcja obsługi
 Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Zasilacze z serii DR i DRP Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Regulacja napięcia wyjściowego... 4 2.3 Sygnalizacja optyczna
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
S-MIG 250 Specyfikacja techniczna Model S-WIGMA 225PM Nr katalogowy 2037 Stan artykułu Znamionowe napięcie wejściowe Częstotliwość sieciowa Znamionowy prąd wejściowy Maksymalny prąd wejściowy Moc wejściowa
MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM MIG-207 MMA Profi SNAKE 210 Profi MMA-205 IGBT UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia
MATRIX. Zasilacz DC. Podręcznik użytkownika
 MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
MATRIX Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 2 3 SPECYFIKACJE 3 3.1 Ogólne. 3 3.2 Szczegółowe... 3 4 REGULATORY I WSKAŹNIKI.... 4 a) Płyta czołowa.. 4 b) Tył
MIG 220Y, MIG 220 MOS, MIG 270Y, MIG 270F
 INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 220Y, MIG 220 MOS, MIG 270Y, MIG 270F - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Opis
INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 220Y, MIG 220 MOS, MIG 270Y, MIG 270F - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Opis
PÓŁAUTOMAT MIG-MG MASTER MIG 350 / 500 4x4
 PÓŁAUTOMAT MIG-MG MASTER MIG 350 / 500 4x4 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT MIG-MG MASTER MIG 350 / 500 4x4 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Zasilacze z serii MDR Instrukcja obsługi
 Zasilacze z serii MDR Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Sygnalizacja optyczna stanu pracy... 4 2.3 Połączenia zdalnej
Zasilacze z serii MDR Instrukcja obsługi Spis treści 1. Opis techniczny... 2 2. Obsługa... 4 2.1 Połączenia z obwodami zewnętrznymi... 4 2.2 Sygnalizacja optyczna stanu pracy... 4 2.3 Połączenia zdalnej
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: POWER VIP 3000 UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI. Automatyczny Stabilizator Napięcia AVR-1000, AVR-2000, AVR-3000, AVR-5000
 INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
INSTRUKCJA OBSŁUGI Automatyczny Stabilizator Napięcia ver 1.0 AVR-1000, AVR-2000, AVR-3000, AVR-5000 AZO Digital Sp. z o.o. ul. Rewerenda 39A 80-209 Chwaszczyno tel: 58 712 81 79 www.polskieprzetwornice.pl
DPS-3203TK-3. Zasilacz laboratoryjny 3kanałowy. Instrukcja obsługi
 DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
DPS-3203TK-3 Zasilacz laboratoryjny 3kanałowy Instrukcja obsługi Specyfikacje Model DPS-3202TK-3 DPS-3203TK-3 DPS-3205TK-3 MPS-6005L-2 Napięcie wyjściowe 0~30V*2 0~30V*2 0~30V*2 0~60V*2 Prąd wyjściowy
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 260M, MIG 350M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
MIG 205 L SPAWANIE LUTOSPAWANIE INSTRUKCJA OBSŁUGI
 MIG 205 L SPAWANIE LUTOSPAWANIE INSTRUKCJA OBSŁUGI 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwertora spawalniczego można dokonać tylko po dokładnym zapoznaniu się z niniejszą instrukcją
MIG 205 L SPAWANIE LUTOSPAWANIE INSTRUKCJA OBSŁUGI 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwertora spawalniczego można dokonać tylko po dokładnym zapoznaniu się z niniejszą instrukcją
INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301
 INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301 Wydanie LS 13/07 UWAGI ODNOŚNIE BEZPIECZEŃSTWA Przed próbą uruchomienia miernika lub jego serwisowaniem uważnie przeczytaj poniższe informacje
INSTRUKCJA OBSŁUGI MIERNIK REZYSTANCJI PĘTLI ZWARCIA DT-5301 Wydanie LS 13/07 UWAGI ODNOŚNIE BEZPIECZEŃSTWA Przed próbą uruchomienia miernika lub jego serwisowaniem uważnie przeczytaj poniższe informacje
PÓŁAUTOMAT MIG/MAG/MMA/TIG DC LIFT MISTRAL MIG 200 INSTRUKCJA OBSŁUGI
 PÓŁAUTOMAT MIG/MAG/MMA/TIG DC LIFT MISTRAL MIG 200 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
PÓŁAUTOMAT MIG/MAG/MMA/TIG DC LIFT MISTRAL MIG 200 INSTRUKCJA OBSŁUGI UWAGA: PRZED ROZPOCZĘCIEM UŻYTKOWANIA NALEŻY SZCZEGÓŁOWO ZAPOZNAĆ SIĘ Z INSTRUKCJĄ OBSŁUGI. Dokładne stosowanie się do niniejszej instrukcji
Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250
 Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250 Spis treści: 1.Instrukcja montażu...3+5 2.Zalecane sposoby podłączenia kurtyny...6+7 3.Instalacja elektryczna...8 4.Naprawa, konserwacja
Instrukcja Techniczna Wodnej Kurtyny Powietrznej ZEFIR Typ: ACW 250 Spis treści: 1.Instrukcja montażu...3+5 2.Zalecane sposoby podłączenia kurtyny...6+7 3.Instalacja elektryczna...8 4.Naprawa, konserwacja
PROFIMIG 161 PROFIMIG 180
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH PROFIMIG 161 PROFIMIG 180-1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Podłączenie
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH PROFIMIG 161 PROFIMIG 180-1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Podłączenie
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170 DIGITAL VIPER 170H VIPER 205A DIGITAL VIPER 205H VIPER 225 PROFI DIGITAL VIPER 225H PROFI VIPER 275 DIGITAL VIPER 275H
TTW 25000 S / TTW 35000 S
 TTW 25000 S / TTW 35000 S PL INSTRUKCJA OBSŁUGI DMUCHAWA TRT-BA-TTW25000S35000S-TC-001-PL SPIS TREŚCI 01. Informacje ogólne....................... 01 02. Wskazówki dotyczące bezpieczeństwa...... 01 03.
TTW 25000 S / TTW 35000 S PL INSTRUKCJA OBSŁUGI DMUCHAWA TRT-BA-TTW25000S35000S-TC-001-PL SPIS TREŚCI 01. Informacje ogólne....................... 01 02. Wskazówki dotyczące bezpieczeństwa...... 01 03.
INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 200 MMA - 1 -
 INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 200 MMA - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Zakładanie
INSTRUKCJA OBSŁUGI INWERTOROWEGO PÓŁAUTOMATU SPAWALNICZEGO MIG 200 MMA - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy... 5 4.1. Zakładanie
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MIG 210M, MIG 240M Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
Instrukcja obsługi DR i DRP Strona 1/5
 Instrukcja obsługi DR i DRP Strona 1/5 MPL Power Elektro sp. z o.o. 44-100 Gliwice, ul. Robotnicza 3A tel +48 32/ 231 16 14, +48 32/ 231 16 13; fax +48 32/ 231 07 51; email: power@mpl.pl, http://www.power.mpl.pl
Instrukcja obsługi DR i DRP Strona 1/5 MPL Power Elektro sp. z o.o. 44-100 Gliwice, ul. Robotnicza 3A tel +48 32/ 231 16 14, +48 32/ 231 16 13; fax +48 32/ 231 07 51; email: power@mpl.pl, http://www.power.mpl.pl
DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Spawarki TIG DC: LIZARD TH 170 DIGITAL LIZARD TH 200 DIGITAL LIZARD TH 200 PULS DIGITAL - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertorów
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG350, MIG500, MIG630
 INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG350, MIG500, MIG630-1- SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy...
INSTRUKCJA OBSŁUGI INWERTOROWYCH PÓŁAUTOMATÓW SPAWALNICZYCH MIG350, MIG500, MIG630-1- SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do pracy...
ZASILACZ DC AX-3003L-3 AX-3005L-3. Instrukcja obsługi
 ZASILACZ DC AX-3003L-3 AX-3005L-3 Instrukcja obsługi W serii tej znajdują się dwukanałowe i trzykanałowe regulowane zasilacze DC. Trzykanałowe zasilacze posiadają wyjście o dużej dokładności, z czego dwa
ZASILACZ DC AX-3003L-3 AX-3005L-3 Instrukcja obsługi W serii tej znajdują się dwukanałowe i trzykanałowe regulowane zasilacze DC. Trzykanałowe zasilacze posiadają wyjście o dużej dokładności, z czego dwa
MIG 190 MMA IGBT MIG 200 MMA IGBT
 INSTRUKCJA OBSŁUGI INWERTEROWE PÓŁAUTOMATY SPAWALNICZE MIG 190 MMA IGBT MIG 200 MMA IGBT - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do
INSTRUKCJA OBSŁUGI INWERTEROWE PÓŁAUTOMATY SPAWALNICZE MIG 190 MMA IGBT MIG 200 MMA IGBT - 1 - SPIS TREŚCI 1.Uwagi ogólne... 3 2. Ogólna charakterystyka... 3 3. Dane techniczne... 4 4. Przygotowanie do
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200. UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi.
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM VIPER 200 UWAGA: Prosimy używać spawarki po bardzo dokładnym przeczytaniu instrukcji obsługi. 1. W celu zapewnienia bezpieczeństwa użytkowania należy
kratki.pl Turbina kominkowa Instrukcja
 kratki.pl Instrukcja kratki.pl Dziękujemy Państwu za zaufanie, jakim Państwo nas obdarzyli kupując nasz produkt. Jednocześnie wyrażamy nadzieję, że spełni on wszystkie Państwa oczekiwania. W razie pytań
kratki.pl Instrukcja kratki.pl Dziękujemy Państwu za zaufanie, jakim Państwo nas obdarzyli kupując nasz produkt. Jednocześnie wyrażamy nadzieję, że spełni on wszystkie Państwa oczekiwania. W razie pytań
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH SNAKE 270 INVERTER SNAKE 300 INVERTER SNAKE 330 INVERTER SNAKE 400M SNAKE 400D -1- 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwertora spawalniczego,
MAGPOWER 1905 I REV00 INSTRUKCJA OBSŁUGI
 I-207-557-1 08.2014REV00 MAGPOWER 1905 INSTRUKCJA OBSŁUGI LINCOLN ELECTRIC BESTER Sp. z o. o. Ul. Jana III Sobieskiego 19A, 58-260 Bielawa, Poland www.lincolnelectriceurope.com Declaration of conformity
I-207-557-1 08.2014REV00 MAGPOWER 1905 INSTRUKCJA OBSŁUGI LINCOLN ELECTRIC BESTER Sp. z o. o. Ul. Jana III Sobieskiego 19A, 58-260 Bielawa, Poland www.lincolnelectriceurope.com Declaration of conformity
LUBUSKIE ZAKŁADY APARATÓW ELEKTRYCZNYCH LUMEL W ZIELONEJ GÓRZE STEROWNIK MOCY JEDNOFAZOWY TYP RP7
 LUBUSKIE ZAKŁADY APARATÓW ELEKTRYCZNYCH LUMEL W ZIELONEJ GÓRZE STEROWNIK MOCY JEDNOFAZOWY TYP RP7 SPIS TREŚCI 1. Zastosowanie... 2 2. Zestaw sterownika... 2 3. Dane techniczne... 2 4. Kod wykonań... 3
LUBUSKIE ZAKŁADY APARATÓW ELEKTRYCZNYCH LUMEL W ZIELONEJ GÓRZE STEROWNIK MOCY JEDNOFAZOWY TYP RP7 SPIS TREŚCI 1. Zastosowanie... 2 2. Zestaw sterownika... 2 3. Dane techniczne... 2 4. Kod wykonań... 3
SNAKE 160 SNAKE 220 PROFI
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH MAGNUM Spawarka MMA: SNAKE 160 SNAKE 220 PROFI UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji
instrukcja obsługi transformatorów spawalniczych serii Besterka Besterka 1300 Besterka 1500 Besterka 1600 Besterka 1900 Besterka 2100
 instrukcja obsługi transformatorów spawalniczych serii Besterka Niniejsza instrukcja dotyczy następujących wyrobów: Besterka 1300 Besterka 1500 Besterka 1600 Besterka 1900 Besterka 2100 P0IO301202 maj
instrukcja obsługi transformatorów spawalniczych serii Besterka Niniejsza instrukcja dotyczy następujących wyrobów: Besterka 1300 Besterka 1500 Besterka 1600 Besterka 1900 Besterka 2100 P0IO301202 maj
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE
 DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
DUŻA MOC MAŁA OBUDOWA SZYBKIE ZAJARZENIE Materiał informacyjny: Pakiet FitWeld 300 zawiera informacje o produkcie obejmujące: Drukowany szybki przewodnik i broszurę z instrukcja bezpieczeństwa. Płyta CD
MIG 205 L SPAWANIE LUTOSPAWANIE
 INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
MIG 205 L SPAWANIE LUTOSPAWANIE
 INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
INSTRUKCJA OBSŁUGI MIG 205 L SPAWANIE LUTOSPAWANIE UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. 1 1. Uwagi ogólne Uruchomienia, instalacji i eksploatacji inwerterów spawalniczych można dokonać
Specyfikacja techniczna
 S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
S-MIG 250 Specyfikacja techniczna Model S-DIGITAC 200P Nr katalogowy 2065 Stan Napięcie wejściowe Nowy 230V, 1-Fazowe Częstotliwość sieciowa [Hz]: 50/60 Znamionowy prąd wejściowy(a) 17,4 Maksymalny prąd
SNAKE 160P SNAKE 200P
 INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTERÓW SPAWALNICZYCH Spawarka MMA: SNAKE 160P SNAKE 200P UWAGA: Prosimy o uważne przeczytanie instrukcji obsługi. - 1 - 1. UWAGI OGÓLNE Uruchomienia, instalacji i eksploatacji inwerterów
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251. Sherman
 INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI INWERTOROWA SPAWARKA PÓŁAUTOMATYCZNA MTM 251 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi.
INSTRUKCJA OBSŁUGI ZASILACZ PWS-100RB
 INSTRUKCJA OBSŁUGI ZASILACZ PWS-100RB Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 6 POLWAT IO-PWS-100RB 1. WSTĘP Zasilacz PWS-100RB jest podzespołem wg normy
INSTRUKCJA OBSŁUGI ZASILACZ PWS-100RB Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA Strona 2 z 6 POLWAT IO-PWS-100RB 1. WSTĘP Zasilacz PWS-100RB jest podzespołem wg normy
INSTRUKCJA OBSŁUGI. SIŁOWNIA PS-AW-15U-48V/5A/16Ah-KBT. Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA
 INSTRUKCJA OBSŁUGI SIŁOWNIA PS-AW-15U-48V/5A/16Ah-KBT Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA POLWAT IO- PS-AW-15U-48V/5A/16Ah-KBT Strona 2 z 12 1. WSTĘP Niniejsza
INSTRUKCJA OBSŁUGI SIŁOWNIA PS-AW-15U-48V/5A/16Ah-KBT Spis treści 1. WSTĘP 2. OPIS TECHNICZNY 3. INSTALOWANIE, OBSŁUGA, EKSPLOATACJA POLWAT IO- PS-AW-15U-48V/5A/16Ah-KBT Strona 2 z 12 1. WSTĘP Niniejsza
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC
 Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
Przecinarka plazmowa Stamos Selection S-PLASMA 85CNC S-PLASMA 85CNC Plasma Cutter CNC SPECYFIKACJA TECHNICZNA Model S-PLASMA 85CNC Nr katalogowy 2079 Stan artykułu Nowy Znamionowe napięcie wejściowe 400
NAGRZEWNICA ELEKTRYCZNA
 NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
NAGRZEWNICA ELEKTRYCZNA MODEL: ELS 30 M (400V) INSTRUKCJA OBSŁUGI Przed pierwszym uruchomieniem należy uważnie przeczytać instrukcję obsługi. Instrukcja powinna znajdować się w bezpiecznym, łatwo dostępnym
MATRIX. Jednokanałowy Zasilacz DC. Podręcznik użytkownika
 MATRIX Jednokanałowy Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 3 3 SPECYFIKACJE 4 4 REGULATORY I WSKAŹNIKI.... 6 a) Płyta czołowa MPS-3003/3005/6003..... 6 b)
MATRIX Jednokanałowy Zasilacz DC Podręcznik użytkownika Spis treści Rozdział Strona 1. WSTĘP 2 2. MODELE 3 3 SPECYFIKACJE 4 4 REGULATORY I WSKAŹNIKI.... 6 a) Płyta czołowa MPS-3003/3005/6003..... 6 b)
Urządzenia spawalnicze MMA:
 INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
INSTRUKCJA OBSŁUGI INWERTORÓW SPAWALNICZYCH Urządzenia spawalnicze MMA: VIPER 170P VIPER 205P VIPER 220 Profi VIPER 270 Digital VIPER 230/2 Digital Automatic VIPER 320 Digital VIPER 400 Digital - 1 - 1.
Instrukcja obsługi. Spawarka inwertorowa ITAMATI MMA 200 EI. Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania
 Instrukcja obsługi Spawarka inwertorowa ITAMATI MMA 200 EI Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania prosimy na początku zapoznać się z instrukcją obsługi. - 1 - Wskazówki bezpieczeństwa
Instrukcja obsługi Spawarka inwertorowa ITAMATI MMA 200 EI Dziękujemy za zakup naszego produktu. Dla prawidłowego użytkowania prosimy na początku zapoznać się z instrukcją obsługi. - 1 - Wskazówki bezpieczeństwa
INSTRUKCJA OBSŁUGI. OKAP DO PIECÓW SERII LineMiss
 INSTRUKCJA OBSŁUGI OKAP DO PIECÓW SERII LineMiss INSTRUKCJE DLA SERWISANTA Dziękujemy Państwu za zakup jednego z produktów firmy UNOX. Poniższe instrukcje i zalecenia dotyczą prawidłowej instalacji jak
INSTRUKCJA OBSŁUGI OKAP DO PIECÓW SERII LineMiss INSTRUKCJE DLA SERWISANTA Dziękujemy Państwu za zakup jednego z produktów firmy UNOX. Poniższe instrukcje i zalecenia dotyczą prawidłowej instalacji jak
KATALOG WARSZTAT DOM PRZEMYSŁ
 KATALOG WARSZTAT DOM PRZEMYSŁ KATALOG MA NA CELU Z SZYBKIM ZAPOZNANIEM SIĘ Z NASZĄ OFERTĄ DOSTĘPNĄ DLA PAŃSTWA WSZYSTKIE URZĄDZENIA SĄ NOWE OBIETE GWARANCJĄ PRODUCENTA. SCHERMAN TO URZĄDZENIA SPAWALNICZE
KATALOG WARSZTAT DOM PRZEMYSŁ KATALOG MA NA CELU Z SZYBKIM ZAPOZNANIEM SIĘ Z NASZĄ OFERTĄ DOSTĘPNĄ DLA PAŃSTWA WSZYSTKIE URZĄDZENIA SĄ NOWE OBIETE GWARANCJĄ PRODUCENTA. SCHERMAN TO URZĄDZENIA SPAWALNICZE
INSTRUKCJA OBSŁUGI TECHMIG 280Y/300/350 HEAVY
 INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH TECHMIG 280Y/300/350 HEAVY - 1 - SPIS TREŚCI 1.UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELA... 5 5. PRZYGOTOWANIE
INSTRUKCJA OBSŁUGI PÓŁAUTOMATÓW SPAWALNICZYCH TECHMIG 280Y/300/350 HEAVY - 1 - SPIS TREŚCI 1.UWAGI OGÓLNE... 3 2. OGÓLNA CHARAKTERYSTYKA... 3 3. DANE TECHNICZNE... 4 4. OPIS PANELA... 5 5. PRZYGOTOWANIE
INSTRUKCJA INSTALACJI I UŻYTKOWANIA
 Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Kurtyny powietrzne STOPAIR 4 A691291 do 94 INSTRUKCJA INSTALACJI I UŻYTKOWANIA Uważnie przeczytać przed każdą czynnością i zachować do późniejszego wglądu SPIS TREŚCI 1- CHARAKTERYSTYKA URZĄDZENIA... Strona
Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi
 Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi Zawartość: 1. Przeznaczenie 2. Elementy obsługi 3. Bezpieczeństwo 4. Opis dostępnych funkcji 5. Obsługa: Podłączenie kabla zasilającego Ustawienie
Zasilacz stabilizowany liniowy PSC1440 instrukcja obsługi Zawartość: 1. Przeznaczenie 2. Elementy obsługi 3. Bezpieczeństwo 4. Opis dostępnych funkcji 5. Obsługa: Podłączenie kabla zasilającego Ustawienie
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2
 INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
INSTRUKCJA OBSŁUGI PROSTOWNIKOWA SPAWARKA PÓŁAUTOMATYCZNA MIG 230, MIG 230/2 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją
/ DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO WELDER FANTASY MIG/MAG
 1 INSTRUKCJA OBSŁUGI Półautomat WELDER FANTASY MIG/MAG 195, 200, 250 INSTRUKCJA OBSŁUGI / DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO WELDER FANTASY MIG/MAG 195, 200, 250 Strona 1 2 INSTRUKCJA
1 INSTRUKCJA OBSŁUGI Półautomat WELDER FANTASY MIG/MAG 195, 200, 250 INSTRUKCJA OBSŁUGI / DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO WELDER FANTASY MIG/MAG 195, 200, 250 Strona 1 2 INSTRUKCJA
RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG
 RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG MIG/ MAG www.merkle.de PODSTAWOWY MIG/MAG W OKAZYJNEJ CENIE! RedMIG 1600 K /2000 K RedMIG 2800 K Funkcjonalność i komfort obsługi Precyzyjne ustawienie
RedMIG Podstawowa linia ekonomicznych urządzeń MIG/MAG MIG/ MAG www.merkle.de PODSTAWOWY MIG/MAG W OKAZYJNEJ CENIE! RedMIG 1600 K /2000 K RedMIG 2800 K Funkcjonalność i komfort obsługi Precyzyjne ustawienie
INSTRUKCJA OBSŁUGI POZYCJONER BY-1200. Sherman
 INSTRUKCJA OBSŁUGI POZYCJONER BY-1200 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Podłączenie urządzenia
INSTRUKCJA OBSŁUGI POZYCJONER BY-1200 Sherman 1. UWAGI OGÓLNE Uruchomienia i eksploatacji urządzenia można dokonać tylko po dokładnym zapoznaniu się z niniejszą Instrukcją Obsługi. Podłączenie urządzenia
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI
 ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
ZASILACZ IMPULSOWY NSP-2050/3630/6016 INSTRUKCJA OBSŁUGI Zachowaj tą instrukcję obsługi w bezpiecznym miejscu, żebyś mógł się do niej odnieść w każdej chwili. Instrukcja ta zawiera ważne wskazówki dotyczące
Thermozone AC 210C03/AD210C05.
 1020 mm B Max 500-900mm 88 108 22 5 min 6 0 mm 225 o 4 Zabezpie czeni e termiczne 12 2 35 0 Otwieranie pł yty Otwieraniee pł yty A C 30 370 Szpilki i śruby M8 (nie są dostarczane w raz z urzą dze niem
1020 mm B Max 500-900mm 88 108 22 5 min 6 0 mm 225 o 4 Zabezpie czeni e termiczne 12 2 35 0 Otwieranie pł yty Otwieraniee pł yty A C 30 370 Szpilki i śruby M8 (nie są dostarczane w raz z urzą dze niem
INSTRUKCJA OBSŁUGI GRZAŁKA DO PODGRZEWACZY
 INSTRUKCJA OBSŁUGI GRZAŁKA DO PODGRZEWACZY v1.0 -.12.2009 MODEL: 430700 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
INSTRUKCJA OBSŁUGI GRZAŁKA DO PODGRZEWACZY v1.0 -.12.2009 MODEL: 430700 Stalgast sp. z o.o. ul. Staniewicka 5 03-310 Warszawa tel.: 022 517 15 75 fax: 022 517 15 77 www.stalgast.com email: stalgast@stalgast.com
Sterownik Pracy Wentylatora Fx21
 PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
PRODUCENT URZĄDZEŃ ELEKTRONICZNYCH Sterownik Pracy Wentylatora Fx21 Płynna regulacja obrotów wentylatora. Miękki start wentylatora. Ustawiane progi min. i max. obrotów wentylatora. Duży cyfrowy wyświetlacz.
INSTRUKCJA OBSŁUGI / DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO SIGMA MAG
 1 INSTRUKCJA OBSŁUGI Półautomat SIGMA MAG 1800 INSTRUKCJA OBSŁUGI / DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO SIGMA MAG 1800 Strona 1 2 INSTRUKCJA OBSŁUGI Półautomat SIGMA MAG 1800 UWAGA!
1 INSTRUKCJA OBSŁUGI Półautomat SIGMA MAG 1800 INSTRUKCJA OBSŁUGI / DOKUMENTACJA TECHNICZNO-RUCHOWA/ PÓŁAUTOMATU SPAWALNICZEGO SIGMA MAG 1800 Strona 1 2 INSTRUKCJA OBSŁUGI Półautomat SIGMA MAG 1800 UWAGA!