(45) O udzieleniu patentu ogłoszono:
|
|
|
- Seweryna Barańska
- 9 lat temu
- Przeglądów:
Transkrypt
1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (21) Numer zgłoszenia (22) Data zgłoszenia: (19) PL (11) (13) B1 (51) IntCl7 B23P 15/00 B21K 1/08 (54) Sposób wytwarzania korbowodu kutego (30) Pierwszeństwo: ,FR, (73) Uprawniony z patentu: ASCOFORGE SAFE, Hagondange, FR ASCOMETAL, Puteaux, FR (43) Zgłoszenie ogłoszono: BUP 21/97 (72) Twórcy wynalazku: Paul Morgen, St. Julien les Metz, FR Jean-Claude Pecourt, Hautes Rivieres, FR Marc Robelet, Florange, FR (45) O udzieleniu patentu ogłoszono: WUP 10/01 (74) Pełnomocnik: Ginter Marek, GINTER & GINTER, Kancelaria Rzecznikowska s c PL B1 57) 1. Sposób wytwarzania korbowodu kutego, zawierającego łeb, trzon i stopę, znamienny tym, że wytwarza się przez kucie, kutą przedkuwkę korbowodu (33) pozbawioną bocznych wypływek i zawierającą na łbie i na stopie co najmniej jeden wstępny otwór, po czym kalibruje się objętościowo kutą przedkuwkę korbowodu (33) przez zgniatanie tej odkutej przedkuwki korbowodu między dwiema wkładkami (37, 38, 57, 58) wewnątrz matrycy (35, 55) dla otrzymania przedkuwki kalibrowanego korbowodu kutego (34). F ig. 5
 O udzieleniu patentu ogłoszono: 31.10.")
2 Sposób wytwarzania korbowodu kutego Zastrzeżenia patentowe 1. Sposób wytwarzania korbowodu kutego, zawierającego łeb, trzon i stopę, znamienny tym, że wytwarza się przez kucie, kutą przedkuwkę korbowodu (33) pozbawioną bocznych wypływek i zawierającą na łbie i na stopie co najmniej jeden wstępny otwór, po czym kalibruje się objętościowo kutą przedkuwkę korbowodu (33) przez zgniatanie tej odkutej przedkuwki korbowodu między dwiema wkładkami (37, 38, 57, 58) wewnątrz matrycy (35, 55) dla otrzymania przedkuwki kalibrowanego korbowodu kutego (34). 2. Sposób według zastrz. 1, znamienny tym, że położenie względne matrycy (35, 55) i pierwszej wkładki (37, 57) jest stałe, że druga wkładka (38, 58) jest ruchoma względem matrycy (35, 55) oraz tym, że przy końcu kalibrowania położenie drugiej wkładki (38, 58) określa się niezależnie od objętości metalu kutej przedkuwki korbowodu (33). 3. Sposób według zastrz. 2, znamienny tym, że matrycę (35, 55) i pierwszą wkładkę (37, 57) podpiera się na dobijaku (36, 37) prasy oraz tym, że drugą wkładkę (38, 58) przesuwa się wewnątrz matrycy (35, 55) i wkładka ta zawiera zderzak (41), który przy końcu kalibrowania stanowi oparcie dla matrycy (35) ustalając dokładnie względne położenie dwóch wkładek (37,38, 57, 58). 4. Sposób według zastrz. 3, znamienny tym, że zespół utworzony przez matrycę (35, 55) i dwie wkładki (37, 38, 57, 58) zawiera środki (50, 51, 52, 53, 6 8, 70, 71) do przyjęcia nadmiaru metalu kutej przedkuwki korbowodu (33), bez wpływu na dokładność kształtu przedkuwki kalibrowanego korbowodu kutego (34). 5. Sposób według zastrz. 4, znamienny tym, że środki do przyjęcia nadmiaru metalu kutej przedkuwki korbowodu tworzy się z co najmniej jednej wnęki (70, 71) usytuowanej w ściance matrycy (35, 55) lub w wyciskaczu co najmniej jednej wkładki (37, 38, 57, 58) w strefach, które nie wpływają na dokładność wymiarową przedkuwki kalibrowanego korbowodu kutego. 6. Sposób według zastrz. 4, znamienny tym, że środki do przyjęcia nadmiaru metalu kutej przedkuwki (33) tworzy się z co najmniej jednego ciągadła (6 8 ) umieszczonego w ściance matrycy (55), mającego wylot na zewnątrz. 7. Sposób według zastrz. 1 albo 2, albo 3, albo 4, albo 5, albo 6, znamienny tym, że ponadto kalibruje się co najmniej otwór (5) łba (4) i ewentualnie otwór (2) stopy (1), stosując kutą przedkuwkę korbowodu (33), z której usuwa się uprzednio co najmniej blachę (22) łba (17) i ewentualnie blachę (25) stopy (19). 8. Sposób według zastrz. 7, znamienny tym, że dla kalibrowania otworu (5, 2) łba (4) lub stopy (1) w otworze kutej przedkuwki korbowodu umieszcza się (33) przebijak (59, 60) przesuwny w otworach (61, 62, 63, 64) wykonanych we wkładkach (57, 58) i usytuowany w osi otworu, po czym dokonuje się kalibrowania. 9. Sposób według zastrz. 1, znamienny tym, że prowadzi się ponadto operację obróbki cieplnej przedkuwki kalibrowanego korbowodu. 10. Sposób według zastrz. 9, znamienny tym, że korbowód jest ze stali, której skład chemiczny zawiera wagowo poniżej 1 0 % składników stopowych, że kucie przedkuwki dokonuje się na gorąco w temperaturze wyższej od 1050 C oraz tym, że operację kalibrowania prowadzi się w cieple kucia. 11. Sposób według zastrz. 10, znamienny tym, że temperatura końca kalibrowania jest wyższa od temperatury Ar3 stali oraz tym, że obróbkę cieplną prowadzi się w cieple kalibrowania. 12. Sposób według zastrz. 11, znamienny tym, że w trakcie obróbki cieplnej prowadzi się co najmniej regularne chłodzenie z prędkością chłodzenia niższą od 10 C/s, dla otrzymania struktury perlityczną lub ferryto-perlitycznej.
 dla otrzymania przedkuwki kalibrowanego korbowodu kutego (34). 2. Sposób według zastrz.")
3 Sposób według zastrz. 11, znamienny tym, że w trakcie obróbki cieplnej prowadzi się co najmniej regularne chłodzenie z prędkością chłodzenia wyższą od 0,5 C/s dla otrzymania struktury zawierającej ponad 60% bainitu. 14. Sposób według zastrz. 10, znamienny tym, że obróbka cieplna jest normalizowaniem dla otrzymania struktury perlitycznej lub ferryto-perlitycznej. 15. Sposób według zastrz. 10 albo 11, albo 12, albo 13, albo 14, znamienny tym, że stal jest stalą umożliwiającą otrzymanie korbowodu dającego się łamać. 16. Sposób według zastrz. 1, znamienny tym, że kuta przedkuwka korbowodu otrzymana jest przez tłoczenie lub matrycowanie wstępniaka. 17. Sposób według zastrz. 16, znamienny tym, że przedkuwka jest otrzymana przez walcowanie wstępne klocka * * * Przedmiotem wynalazku jest sposób wytwarzania korbowodu kutego, zwłaszcza korbowodu kutego do silnika spalinowego. Kute korbowody, w szczególności kute korbowody do silnika spalinowego, zwłaszcza ze stali, są wytwarzane sposobem, w którym kutą przedkuwkę korbowodu kuje się na gorąco, obrabia się cieplnie, a następnie obrabia się przez skrawanie. Kucie zawiera wiele etapów, którymi są na ogół wytwarzanie wstępniaka przedkuwki przez walcowanie do kształtu klocka wstępnie ogrzanego do odpowiedniej temperatury, tłoczenie lub kucie matrycowe wstępniaka, obcinanie wypływek po kuciu lub usuwanie zadziorów i wykonywanie wgłębień. Obróbka cieplna, która może być przeprowadzana przy wykorzystaniu ciepła pochodzącego z kucia lub później, co zależy zwłaszcza od cech stosowanej stali jak też od pożądanych cech mechanicznych gotowego wyrobu. Obróbka cieplna przeprowadzona później, może być normalizowaniem mającym na celu otrzymanie struktury perlitycznej lub ferryto-perlitycznej. Jest tak w przypadku, gdy wytwarza się korbowody cięte, to jest wówczas, gdy wytwarza się korbowody, których łeb może być podzielony na dwie części przez pęknięcie kruche. Obróbka cieplna może być również hartowaniem, po którym następuje odpuszczanie mające na celu otrzymanie struktury głównie martenzytycznej o bardzo wysokich własnościach mechanicznych. Wówczas, gdy obróbka cieplna jest przeprowadzana przy wykorzystaniu ciepła kucia to temperatura musi być do tego celu wystarczająco wysoka i ta obróbka zawiera wówczas bądź kontrolowane chłodzenie lub wystarczająco wolne chłodzenie, aby otrzymać strukturę perlityczną lub ferryto-perlityczną, bądź też wystarczająco szybkie chłodzenie, aby otrzymać strukturę głównie bainityczną. Wówczas, gdy pożądana struktura jest strukturą głównie bainityczną, kontrolowane chłodzenie może zawierać wygrzewanie, w celu powodowania przemiany w przybliżeniu izotermicznej. Może także zawierać podgrzewanie do temperatury niższej do około 600 C dla wytworzenia efektu odpuszczania. Odpuszczanie może także być wykonane z opóźnieniem. Obróbka mechaniczna zawiera głównie prostowanie powierzchni bocznych i obróbkę otworów w łbie i stopie korbowodu, dzielenie łba na dwie części, i wykonanie otworów dla śrub mocujących w dwóch częściach łba. Dzielenie łba na dwie części wykonuje się bądź przez obróbkę skrawaniem bądź przez uderzenie wówczas, gdy korbowód jest dzielony przez pęknięcie kruche. Aby przeprowadzić obróbkę skrawaniem w warunkach zapewniających dokładność jest konieczne wykonanie wstępnej obróbki powierzchni odniesienia na obwodzie odkutej przedkuwki tak, aby ustalić odpowiednie położenie przedkuwki na obrabiarce, a ta operacja wymaga dużej dokładności. Oprócz trudności obróbczych, ta technologia ma również niedogodność polegającą na uzyskaniu zbyt dużego rozrzutu wymiarów i ciężarów korbowodów przy wytwarzaniu seryjnym, aby można było je montować w silnikach bez segregowania. Wówczas, gdy ciężary

4 korbowodów tego samego silnika różnią się znacznie, silnik jest źle wyważony. Zatem, przed zamontowaniem w silniku, korbowody próbuje się grupować na wąskie klasy w zależności od ciężaru. To grupowanie wymaga dokładnego ważenia i komplikuje wytwarzanie. Aby polepszyć dokładność geometryczną przedkuwek korbowodów, zaproponowano w niemieckim wzorze użytkowym DE , zastąpienie tłoczenia wstępniaka przez kucie wstępniaka w zamkniętej matrycy i przez zgniatanie między dwiema wkładkami zaopatrzonymi w wykroje. Otrzymana przedkuwka zawiera korpus, łeb i stopę. Zarówno łeb jak i stopa zawierają dwa zapoczątkowane otwory rozdzielone cienką blachą Przy końcu kucia, względny ruch dwóch wkładek jest zatrzymany wówczas, gdy objętość przestrzeni ograniczonej przez dwie wkładki i przez matrycę, jest równa objętości metalu wstępniaka. Dokładność geometryczna i dokładność wagowa przedkuwki jest wówczas bezpośrednio określona przez dokładność wagową przedkuwki. Aby otrzymać dokładną przedkuwkę, konieczne jest stosowanie dokładnego wstępniaka, który może być otrzymany tylko przez obróbkę skrawaniem, która jest operacją bardzo kosztowną Ponadto, kucie wstępniaka dokonuje się ze znacznymi odkształceniami metalu, którego współczynniki odkształcenia wynoszą wiele dziesiątek procent i prowadzą do szybkiego zużycia wkładek, a to jest niekorzystne przy produkcji seryjnej. Celem wynalazku jest uniknięcie tych niedogodności przez zastosowanie sposobu wytwarzania korbowodów kutych umożliwiającego wytwarzanie, w dużych seriach, przedkuwek kutych korbowodów o dużej dokładności, to jest sposobu prowadzącego do seryjnego wytwarzania z dużą dokładnością wymiarową i wystarczającą dokładnością wagową, aby nie była konieczna wstępna obróbka powierzchni odniesienia, ani też sortowanie na klasy wagowe przed montażem w silniku. Cel ten osiągnięto przez zastosowanie sposobu wytwarzania korbowodu kutego zawierającego łeb, trzon i stopę, w którym zgodnie z wynalazkiem, wytwarza się przez kucie, kutą przedkuwkę korbowodu pozbawioną wypływek bocznych i zawierającą na łbie i na stopie co najmniej jeden wstępny otwór, po czym kalibruje się objętościowo kutą przedkuwkę korbowodu przez zgniatanie tej odkutej przedkuwki korbowodu między dwiema wkładkami wewnątrz matrycy, dla otrzymania przedkuwki kalibrowanego korbowodu kutego. Położenie względne matrycy i pierwszej wkładki jest stałe, druga wkładka jest ruchoma względem matrycy, a przy końcu kalibrowania położenie drugiej wkładki określa się niezależnie od objętości metalu kutej przedkuwki korbowodu. Korzystnie matrycę i pierwszą wkładkę podpiera się na dobijaku prasy, a drugą wkładkę przesuwa się wewnątrz matrycy, przy czym wkładka ta zawiera zderzak, który przy końcu kalibrowania stanowi oparcie dla matrycy ustalając dokładnie względne położenie dwóch wkładek. Zespół utworzony przez matrycę i dwie wkładki zawiera środki do przyjęcia nadmiaru metalu kutej przedkuwki korbowodu, bez wpływu na dokładność kształtu przedkuwki kalibrowanego korbowodu kutego. Środki do przyjęcia nadmiaru metalu kutej przedkuwki korbowodu tworzy się co najmniej z jednej wnęki usytuowanej w ściance matrycy lub wyciskaczu co najmniej jednej wkładki w strefach, które nie wpływają na dokładność wymiarową przedkuwki kalibrowanego korbowodu kutego. Korzystnie, środki do przyjęcia nadmiaru metalu kutej przedkuwki tworzy się z co najmniej jednego ciągadła umieszczonego w ściance matrycy, mającego wylot na zewnątrz. Zgodnie z wynalazkiem kalibruje się ponadto co najmniej otwór łba i ewentualnie otwór stopy, stosując kutą przedkuwkę korbowodu, z której usuwa się uprzednio co najmniej blachę łba i ewentualnie blachę stopy. Dla kalibrowania otworu łba lub stopy w otworze kutej przedkuwki korbowodu umieszcza się przebijak przesuwny w otworach wykonanych we wkładkach i usytuowany w osi otworu, po czym dokonuje się kalibrowania Ponadto prowadzi się operację obróbki cieplnej przedkuwki kalibrowanego korbowodu. Korzystnie korbowód jest ze stali, której skład chemiczny zawiera wagowo poniżej 1 0 % składników stopowych, przy czym kucie przedkuwki dokonuje się na gorąco w temperaturze wyższej od 1050 C, a operację kalibrowania prowadzi się w cieple kucia.

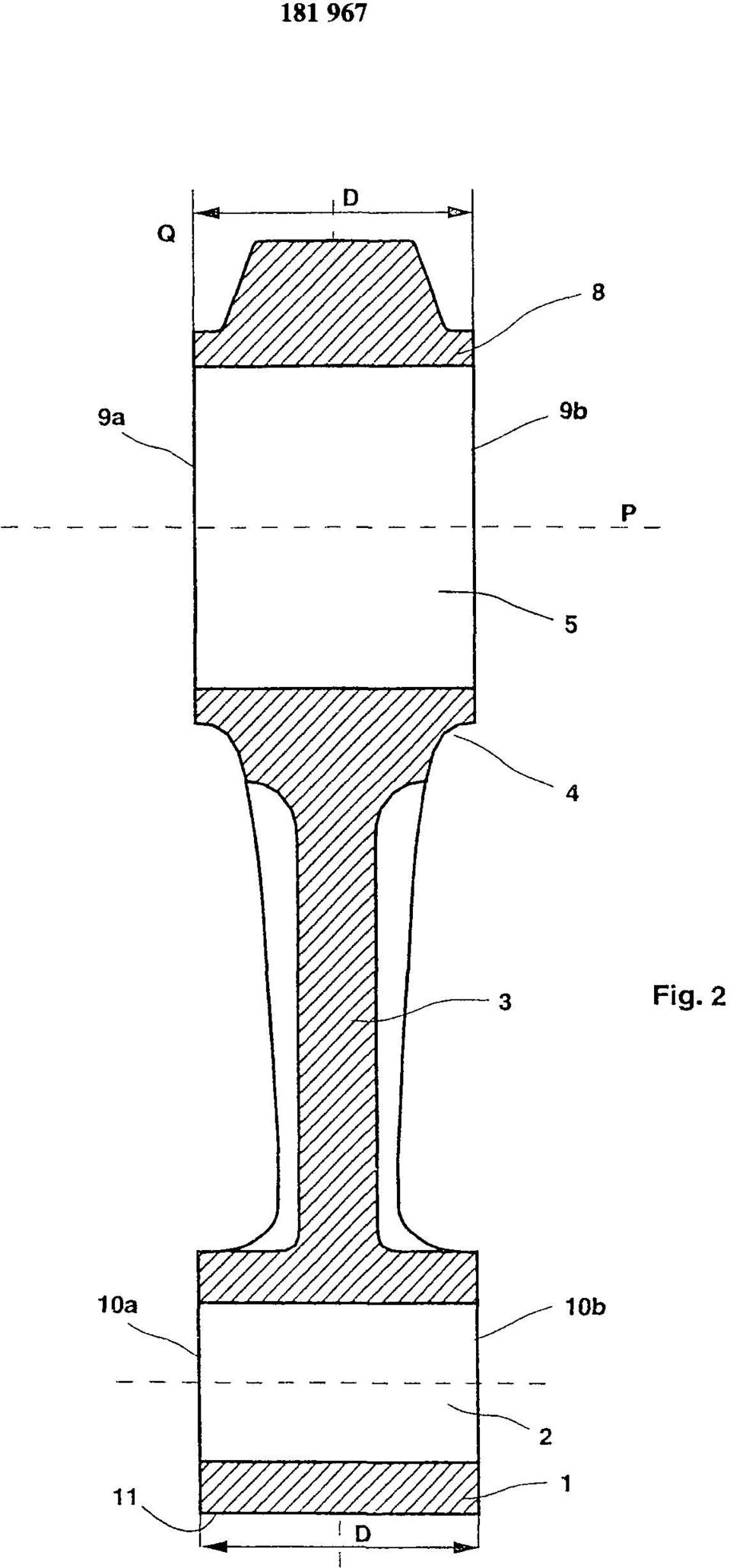
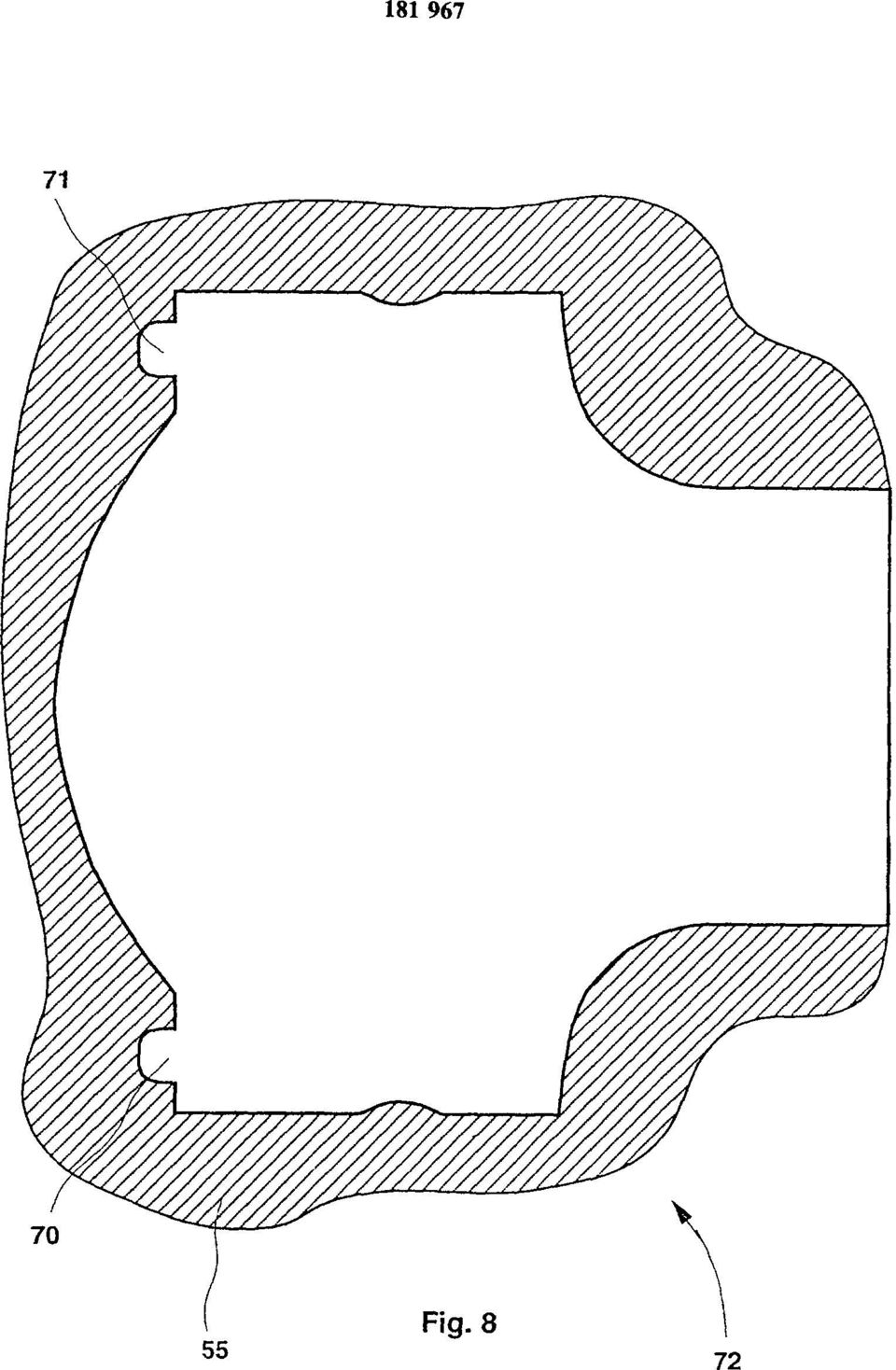
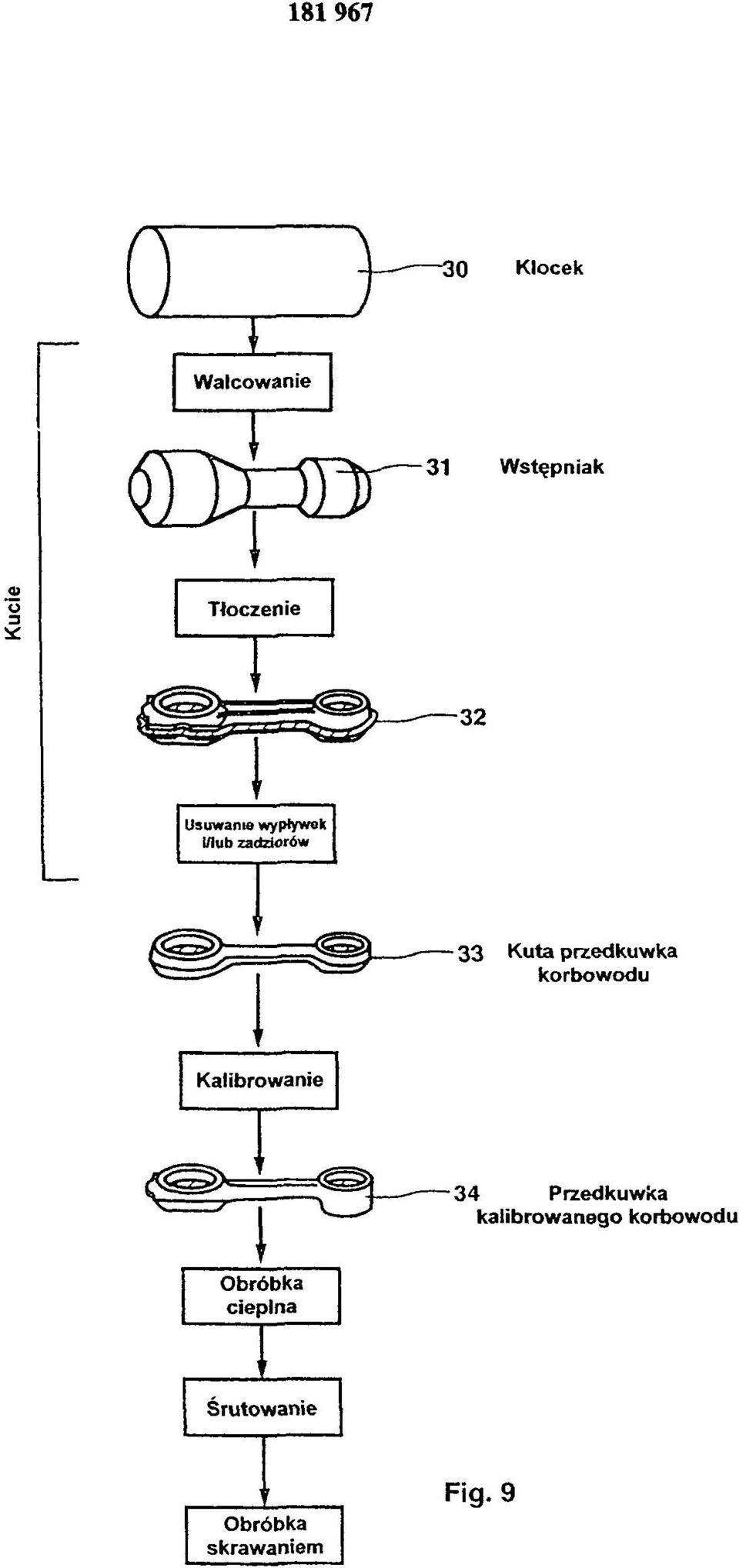
5 Temperatura końca kalibrowania jest wyższa od temperatury Ar3 stali, a obróbkę cieplną prowadzi się w cieple kalibrowania. Korzystnie w trakcie obróbki cieplnej prowadzi się co najmniej regularne chłodzenie z prędkością chłodzenia niższą od 10 C/s dla otrzymania struktury perlitycznej lub ferrytoperlitycznej. Korzystnie także, gdy w trakcie obróbki cieplnej prowadzi się co najmniej regularne chłodzenie z prędkością chłodzenia wyższą od 0,5 C/s dla otrzymania struktury zawierającej ponad 60% bainitu. Obróbka cieplna korzystnie jest normalizowaniem dla otrzymania struktury perlitycznej lub ferrytyczno-perlitycznej. Korzystnie stal jest stalą umożliwiającą otrzymanie korbowodu dającego się łamać, a kuta przedkuwka korbowodu otrzymana jest przez tłoczenie lub matrycowanie wstępniaka lub przez walcowanie wstępne klocka. Przedmiot wynalazku uwidoczniony jest w przykładzie wykonania na rysunku, na którym fig. 1 przedstawia korbowód w widoku z góry, fig. 2 - korbowód w przekroju wzdłużnym, fig. 3 - wstępniak otrzymany przez walcowanie kształtowe, w widoku perspektywicznym, fig. 4 - kutą przedkuwkę korbowodu przed usuwaniem wypływek i wgłębianiem, w widoku perspektywicznym, fig. 5 - urządzenie do kalibrowania pojemnościowego zawierające kutą przedkuwkę korbowodu, w przekroju pionowym, fig. 6 - urządzenie do kalibrowania pojemnościowego przy końcu kalibrowania, zawierające przedkuwkę kalibrowanego korbowodu kutego, który nie został pozbawiony blach, w przekroju pionowym, fig. 7 - urządzenie do kalibrowania pojemnościowego przy końcu kalibrowania, zawierające przedkuwkę kalibrowanego korbowodu kutego, którego otwory są kalibrowane, w przekroju pionowym, fig. 8 - matrycę do kalibrowania, częściowo w widoku z góry, fig. 9 - schemat pokazujący główne operacje wytwarzania kalibrowanego korbowodu kutego. Przed opisaniem sposobu wytwarzania według wynalazku określono co się rozumie przez przedkuwkę kalibrowanego korbowodu dokładnie kutego. Korbowód przedstawiony na fig. 1 i 2, zawiera stopę 1 zaopatrzoną w otwór 2 trzon 3 i łeb 4 mający otwór 5 i dwa ucha 6 a, 6 b. Łeb 4 utworzony jest z pierwszej części 7 stanowiącej całość z trzonem 3 i stopą 1 z pokrywy 8 oddzielonej od pierwszej części 7 wzdłuż płaszczyzny P i przymocowanej do tej części 7 śrubami, nie przedstawionymi na rysunku, umieszczonymi w otworach usytuowanych wzdłuż osi XX' i YY' w uchach 6 a i 6 b. Dokładność korbowodu określona jest przez rozrzut ciężarów korbowodów, który musi być mniejszy od 0,7% dla korbowodu dokładnego, a ponadto przez parametry geometryczne, którymi są w szczególności: płaskość, to jest fakt, że powierzchnie boczne 9a, 9b łba i 10a, 10b stopy znajdują się w jednej płaszczyźnie, prostopadłość powierzchni obwodowej 1 1 i powierzchni bocznych 10a i 10b stopy, rozstaw osi A między łbem i stopą, szerokość C łba, średnica B otworu łba, środkowanie otworu łba w stosunku do szerokości łba, regularność powierzchni obwodowej 11 stopy, kształt stref 12 łączenia trzona 3 i stopy 1. Korbowód jest wytwarzany przez obróbkę skrawaniem wychodząc z przedkuwki kalibrowanego korbowodu kutego, którego kształt jest bardzo bliski kształtowi korbowodu przedstawionego na fig. 1 i 2. Przedkuwka kalibrowanego korbowodu kutego odróżnia się od wykończonego korbowodu tym że: wówczas, gdy korbowód zawiera dwie części, przedkuwka kalibrowanego korbowodu kutego stanowi jedną część, rozdzielanie na dwie części jest dokonane po obróbce skrawaniem oraz, że powierzchnie czynne przedkuwki kalibrowanego korbowodu kutego nie są obrabiane skrawaniem, a niekiedy otwory łba i stopy nie są przelotowe, a także, że przedkuwka kalibrowanego korbowodu kutego nie zawiera otworów do mocowania pokrywy na pozostałej części korbowodu. Jednak że różnice te są drugorzędowe dla zrozumienia opisu, który nastąpi poniżej, a także dla opisu obróbki skrawaniem, który zostanie przedstawiony na podstawie fig. 1 i 2. Zostanie teraz opisany bardziej szczegółowo sposób wytwarzania korbowodu, którego główne etapy przedstawiono na fig. 9. Z półproduktu, którym może być, na przykład, kęs lub okrągły pręt, wykrawa się klocek 30 przez cięcia piłą lub nożycami, na zimno lub na gorąco.

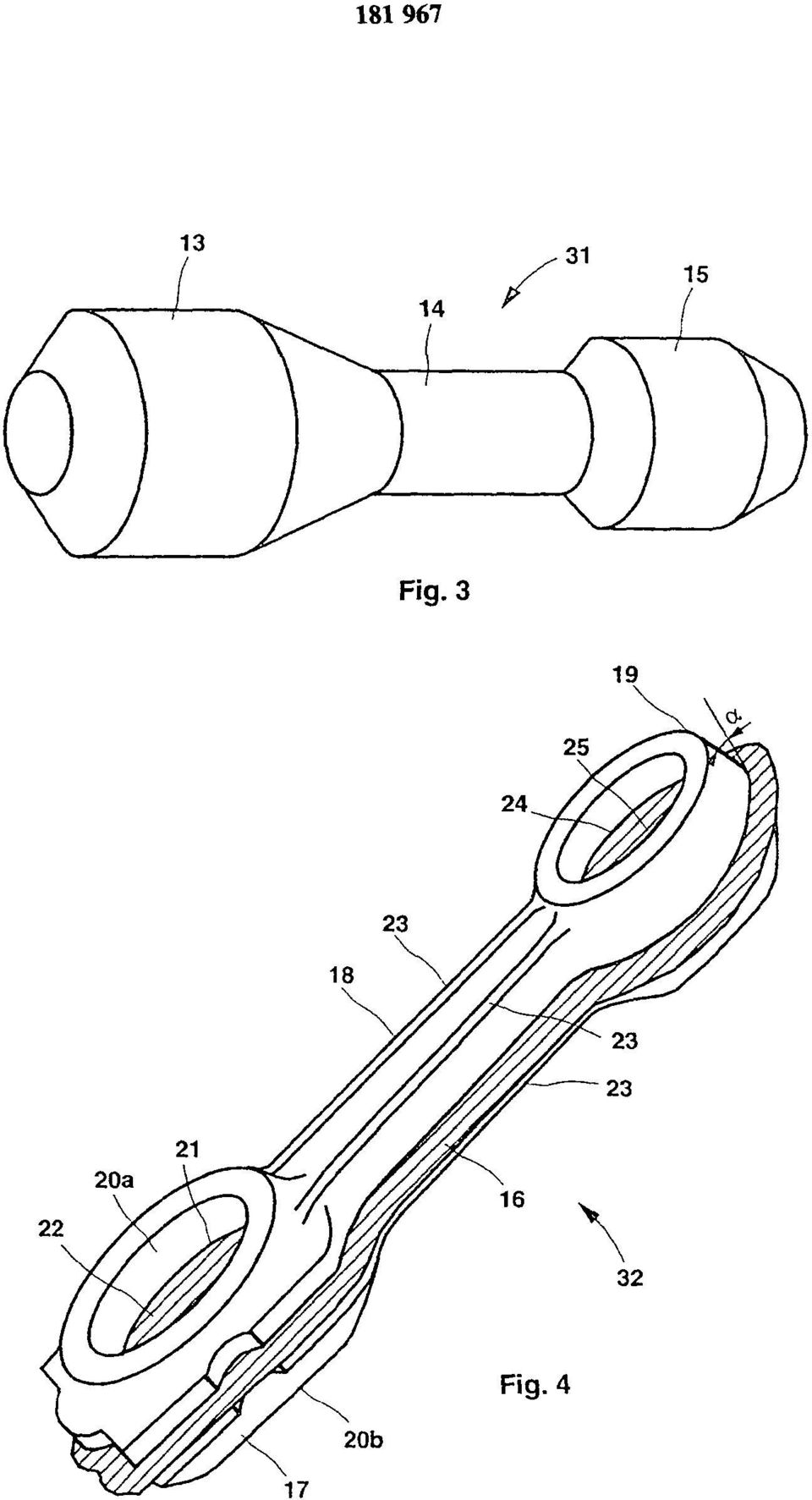
6 Po podgrzaniu, na przykład, indukcyjnym, korzystnie w atmosferze regulowanej, w celu ograniczenia tworzenia się zgorzeliny, w temperaturze korzystnie wyższej od AC3, a jeszcze lepiej zawartej między 1050 C i 1350 C, dokonuje się wstępnego walcowania klocka 30, aby otrzymać wstępniak 31 (fig. 3) zawierający na jednym końcu część masywną 13, z której ma być utworzony łeb korbowodu, w środku, część wydłużoną 4, która stanie się trzonem korbo wodu, i na drugim końcu część 15 o mniejszej masie niż część masywna 13. Z części 15 będzie utworzona stopa korbowodu. Wstępne walcowanie dokonywane jest bądź przez walcowanie wzdłużne za pomocą walca z rolkami do wstępnego formowania, bądź przez walcowanie poprzeczne. Aby zwiększyć wydajność, można wytwarzać jednocześnie dwa wstępniaki połączone ze sobą jednym z końców, a następnie rozdzielić je przez cięcie piłą Wstępniak jest wówczas kuty bądź przez matrycowanie, bądź przez tłoczenie, na ogół w dwóch lub trzech kolejnych wyciskaniach. Otrzymuje się przedkuwkę 32 (fig. 4) zawierającą wypływkę 16 na swoim obwodzie, i utworzoną przez łeb, 17 trzon 18 i stopę 19. Łeb 17 zawiera na każdej ze swoich powierzchni bocznych 2 0 a, 2 0 b wstępne otwory 2 1, z których tylko jeden jest widoczny na rysunku. Dwa wstępne otwory 21 umieszczone na wprost siebie, rozdzielone są przez blachę 22. Trzon 18 zawiera na ogół wzdłużne żebra 23 i blachę, nie widoczną na rysunku. Stopa 19 zawiera dwa wstępne otwory 24 umieszczone na wprost siebie, rozdzielone blachą 25. Kształt geometryczny tej przedkuwki jest określony zwłaszcza przez pochylenia wykroju matrycy co najmniej o 3, na fig. 4 oznaczona przez kąt a. Obwodowa wypływka 16 przedkuwki 32 jest usuwana przez obcinanie, a blacha 22 rozdzielająca wstępne otwory 21 łba 17 usuwana jest przez dziurkowanie. Blacha 25 rozdzielająca wstępne otwory 24 stopy 19 może być również usunięta przez dziurkowanie. Otrzymuje się zatem odkutą przedkuwkę korbowodu 33. Te operacje mogą ewentualnie być uzupełnione przez usuwanie zadziorów, które umożliwia usunięcie całości lub części zbędnych nachyleń. Kuta przedkuwka korbowodu 33 jest wówczas kalibrowana objętościowo, aby otrzymać przedkuwkę kalibrowaną korbowodu kutego 34, która jest poddana obróbce cieplnej i obrabiana następnie skrawaniem, aby otrzymać dokładny korbowód, to jest korbowód, którego zewnętrzne tolerancje wymiarowe są mniejsze od 0,3 mm, a wagowe mniejsze od 0,7%. Operacja kalibrowania objętościowego zostanie opisana bardziej szczegółowo poniżej. Po kalibrowaniu, a przed obróbką skrawaniem, przedkuwka kalibrowanego korbowodu kutego 34 może być poddana obróbce cieplnej, po której następuje ewentualnie śrutowanie. Śrutowanie służy do usunięcia zgorzeliny, a ponadto do wytwarzania powierzchniowych naprężeń ściskających. Korbowody są na ogół ze stali węglowej lub niskostopowej, to jest zawierającej poniżej 10% wagowych składników stopowych. Zależnie od zastosowania, należy im nadać strukturę bądź całkowicie perlityczną, bądź ferrytyczno-perlityczną, bądź całkowicie bainityczną. Obróbkę cieplną wybiera się w zależności od pożądanej struktury i od rodzaju stali, a specjalista w tej dziedzinie wie jak dokonać tego wyboru. Struktury całkowicie perlityczne otrzymywane są ze stali zawierającej od około 0,6% do około 0,75% węgla. Umożliwiają one otrzymanie korbowodów dających się łamać. Obróbka cieplna polega na regulowanym chłodzeniu z prędkością niższą od 10 C/s począwszy od temperatury, w której stal ma strukturę austenityczną. Struktury ferrytyczno-perlityczne otrzymywane są w tych samych warunkach jak poprzednio, ale stosując stal zawierają poniżej 0,4% węgla. Jest również możliwe otrzymanie korbowodów dających się łamać, zwłaszcza dodając do stali 0,04% do 0,2% wagowych fosforu. Struktury bainityczne otrzymywane są przez regulowane chłodzenie z prędkością wyższą lub równą 0,5 C/s, aby otrzymać co najmniej 60% bainitu począwszy od temperatury, w której stal ma strukturę austenityczną. To chłodzenie może zawierać wygrzewanie w zakresie temperatury pośredniej tak, aby dokonać przemiany w przybliżeniu izotermicznej i otrzymać bainit dolny. Regulowane chłodzenie może być uzupełnione bądź przez podgrzewanie do temperatury niższej od 600 C, przy końcu chłodzenia, bądź przez odpuszczanie dokonane po powrocie do temperatury otoczenia. Stosowane stale są na ogół, bądź typu XC70, bądź

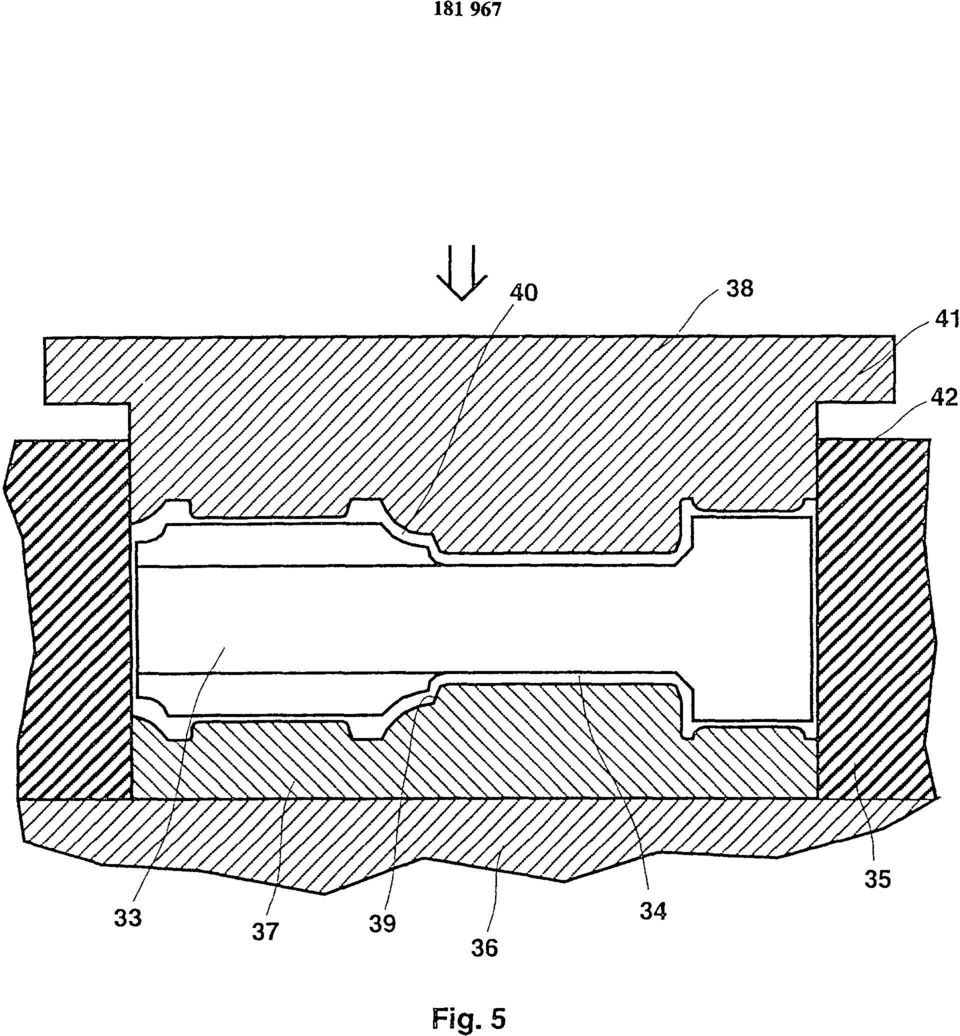
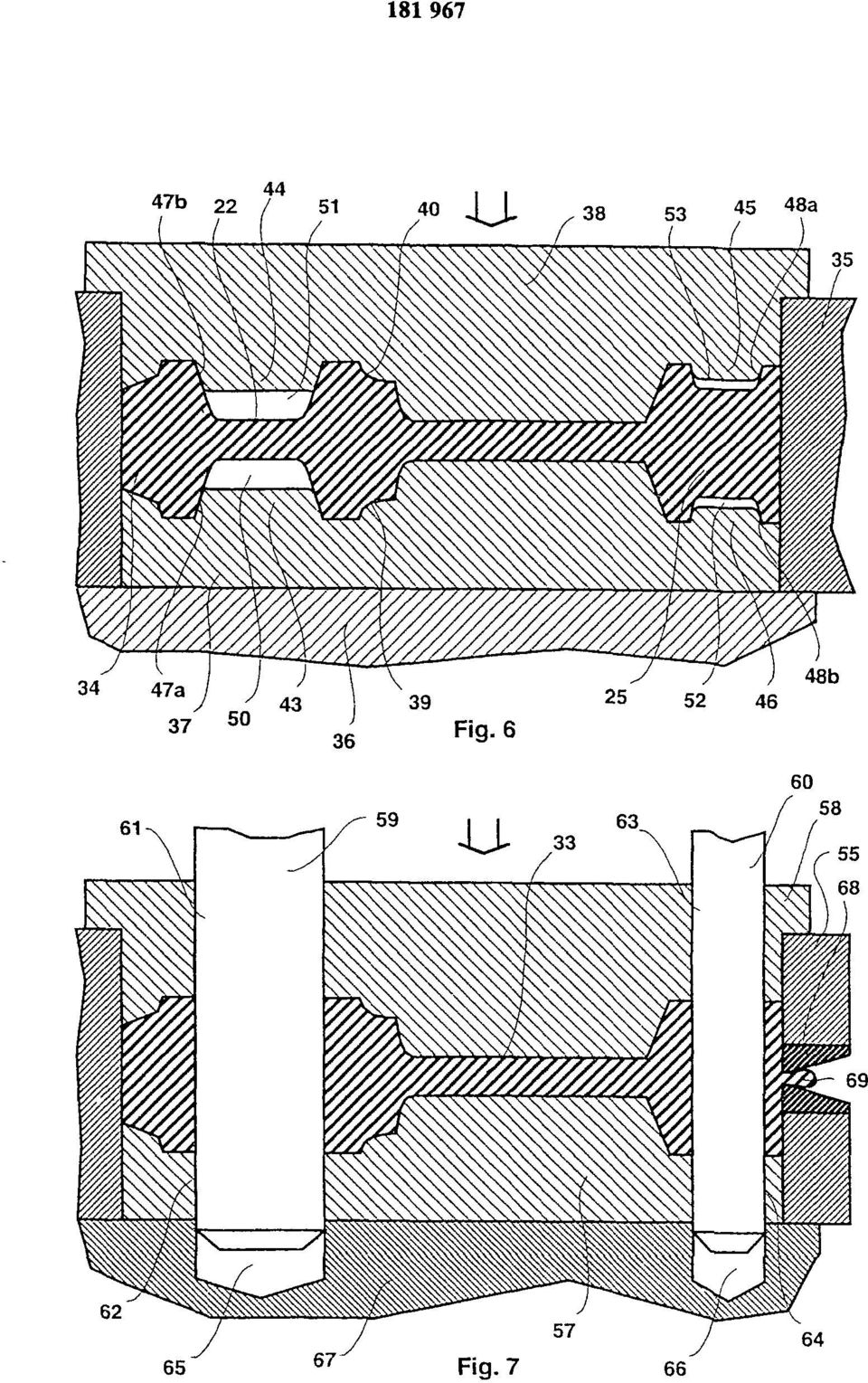
7 typu 45M5, i mogą zawierać również dodatek 0,04% do 0,2% wagowych fosforu, aby otrzymać korbowody dające się łamać. Przy temperaturach podgrzewania klocka wyższych od AC3, a korzystnie od 1050 C, stal jest zawsze austenityczna podczas kucia. Jeśli przy końcu kalibrowania objętościowego temperatura jest wystarczająca czyli wyższa od punktu Ar 3 stali, to regulowane chłodzenie może być dokonane bezpośrednio wychodząc z ciepła kalibrowania. W przypadku przeciwnym obróbka cieplna wykonana jest poniżej, to jest po powrocie do temperatury otoczenia przedkuwki kalibrowanego korbowodu kutego. Obróbka cieplna zawiera wówczas wstępną austenityzację przy regulowanym chłodzeniu, i może być na przykład normalizowaniem. Po obróbce cieplnej i ewentualnie śrutowaniu, w celu usunięcia zgorzeliny i wywołania ściskających naprężeń powierzchniowych, przedkuwka kalibrowanego korbowodu kutego jest poddana obróbce skrawaniem. Obróbka skrawaniem zawiera zwłaszcza prostowanie powierzchni bocznych 10a i 10b stopy 1, i powierzchni bocznych 9a i 9b łba 4, obróbkę otworów 2 i 5 stopy 1 i łba 4, dziurkowanie i gwintowanie otworów dla śrub mocujących pokrywę łba korbowodu. W stosunku do stanu techniki, obróbka jest łatwiejsza ponieważ boki przedkuwki są zbliżone kształtem do boków wykończonych, i ponieważ nie ma potrzeby stosowania obróbki zgrubnej otworu przedkuwki, która to obróbka jest konieczna w stanie techniki, aby odpowiednio ustalić położenie przedkuwki na obrabiarkach. Po obróbce skrawaniem, pokrywa 8 jest oddzielana od reszty korbowodu przez pęknięcie kruche wzdłuż płaszczyzny P. Operacja kalibrowania objętościowego polega na umieszczeniu kutej przedkuwki korbowodu 33 korzystnie po nałożeniu ochronnej warstwy smarującej, w wybraniu 34 matrycy 35 umieszczonej na dobijaku 36 prasy, i na operacjach zgniatania między dwiema wkładkami 37 i 38, z których każda zawiera wyciskacz 39, 40 nadający przedkuwce kształt ostateczny. Kształt wybrania 34 matrycy 35 odpowiada dokładnie żądanemu kształtowi obwodu przedkuwki kalibrowanego korbowodu kutego. Wyciskacze 39 i 40 mają wydrążony kształt odpowiadający bokom korbowodu. Wkładka górna 38 przesuwa się wewnątrz wybrania 34 i zawiera w swojej części górnej płytę 41, która przy końcu kalibrowania, staje się zderzakiem, o który opiera się część górna 42 matrycy 35 w ten sposób, że odległość między dwiema wkładkami odpowiada dokładnie żądanej grubości przedkuwki kalibrowanego korbowodu kutego. Ilość metalu, a więc ciężar i objętość kutej przedkuwki korbowodu 33, jest zawsze nieco większa niż to jest dokładnie potrzebne do wykonania przedkuwki kalibrowanego korbowodu kutego, przy czym zespół utworzony przez matrycę 35 i dwie wkładki 37 i 38 zawiera środki do przyjmowania nadmiaru metalu bez wpływu na dokładność kształtu przedkuwki kalibrowanego korbowodu kutego. Jest wiele przykładów wykonania możliwych do zastosowania, przy czym można wyróżnić przykład wykonania, w którym blachy 22 i 25 oddzielające wstępne otwory łba i stopy nie są usuwane przed kalibrowaniem, lub przykład wykonania, w którym jest usunięta co najmniej blacha 22, i w którym kalibruje się co najmniej otwór 5 łba jeśli blacha 25 stopy jest usunięta, ale można także kalibrować otwór 2 stopy. W pierwszym przykładzie wykonania przedstawionym na fig. 6, blachy 22 i 25 przedkuwki 34 nie są usunięte, natomiast wkładki 37 i 38 są dociśnięte a przedkuwka 34 przedstawiona w przekroju jest przedkuwką kalibrowanego korbowodu kutego. Wyciskacze 39 i 40 wkładek 37 i 38 zawierają występy 43, 44, 45 i 46 do wytłaczania kształtu wstępnych otworów 47a, 47b, 48a i 48b łba i stopy. Grubość występów 43, 44, 45 i 46 jest znacznie mniejsza niż głębokość wstępnych otworów 47a, 47b, 48a i 48b, które istnieją już przed operacją kalibrowania tak, aby pozostawić wolne przestrzenie 50, 51, 52 i 53, które mogą pomieścić nadmiar metalu. Przy takim rozwiązaniu, nadmiar metalu w stosunku do teoretycznie żądanego ciężaru korbowodu, znajduje się w postaci blach 22 i 25 przeznaczonych do usunięcia, przy czym wymiary zewnętrzne przedkuwki kalibrowanego korbowodu kutego wpływają na ich wielkość, otrzymuje się zatem korbowody mające bardzo dużą dokładność wymiarową i wagową. Zamiast stosować różnice głębokości między wstępnymi otworami i grubościami

8 występów wyciskaczy wkładek, można przewidzieć w osiach występów 43, 44, 45 i 46 wybrania, nie przedstawione, które mogą pomieścić nadmiar metalu. W drugim przykładzie wykonania przedstawionym na fig. 7, kuta przedkuwka korbowodu pozbawiona jest blach przed kalibrowaniem, i kalibruje się jednocześnie wymiary zewnętrzne przedkuwki i otwory łba i stopy, przy czym można na przykład usunąć blachę tylko z łba i kalibrować tylko odpowiedni otwór. Kalibrowania otworów dokonuje się uzupełniając matrycę 55 i wkładki 57 i 58 w przebijaki 59 i 60 przesuwne w otworach 61, 62, 63 i 64 wykonanych we wkładkach 57 i 58, i ewentualnie w otworach 65 i 66 wykonanych w dobijaku 67 prasy. Oś i średnica pierwszego przebijaka 59 odpowiada odpowiednio osi i średnicy otworu łba Oś i średnica przebijaka 60 odpowiada odpowiednio osi średnicy otworu stopy. Podczas kalibrowania, metal jest dociskany nie tylko do wewnętrznej ścianki matrycy 56 i do wyciskaczy wkładek 57 i 58 ale również do przebijaków 59 i 60. Otrzymuje się zatem kalibrowanie części zewnętrznej i otworów przedkuwki kalibrowanego korbowodu kutego. Jednakże, przy braku szczegółowych ukierunkowań, ewentualny nadmiar metalu nie mógłby wypływać i dokładność wymiaru grubości, a więc i ciężaru, nie byłaby dobra. Zatem, przewidziano środki umożliwiające wypłynięcie nadmiarowi metalu, bez wypływu na kształt przedkuwki kalibrowanego korbowodu kutego. Tymi środkami jest, na przykład, od strony stopy lub końca łba, ciągadło 68 umieszczone w ściance matrycy 55. Ciągadło 68 jest stożkowe, rozszerzone na zewnątrz. Podczas kalibrowania tworzy się w ciągadle 68, mała wypływka 69 która jest odcinana podczas usuwania przedkuwki kalibrowanego korbowodu kutego, po kalibrowaniu. Tymi środkami mogą być również wnęki 70, 71 stanowiące małe, wolne przestrzenie w części 72 matrycy 55 (fig. 8) odpowiadającej łbowi korbowodu usytuowane, na przykład, w osi otworów, które będą wykonane w uchach mieszczących śruby mocujące pokrywę do pozostałej części korbowodu. Nadmiar metalu odprowadzony do tych stref będzie zawsze usunięty podczas wykonywania otworów. Operacje kalibrowania, które zostały opisane umożliwiają kalibrowanie zespołu przedkuwki kutego korbowodu. Ale można także ograniczyć kalibrowanie jedynie do łba lub łba i stopy. Istotne jest to, żeby były zachowane opisane wyżej cechy dokładnego korbowodu, w szczególności dotyczące jego ciężaru. Przeprowadzając kalibrowanie na gorąco, specjalista z tej dziedziny określa dokładnie zwymiarowanie oprzyrządowania, gdyż jest konieczne uwzględnienie rozszerzalności cieplnej, i jest korzystne utrzymanie możliwie stałej temperatury oprzyrządowania podczas wytwarzania Operacja kalibrowania odróżnia się od klasycznych operacji kucia zwłaszcza przez fakt, że przepływ metalu dokonuje się przy małych odkształceniach niższych od 10% podczas, gdy operacje kucia klasycznego dokonywane są przy przepływie dającym odkształcenia minimum kilkudziesięciu procent. Ta operacja odróżnia się także przez fakt, że dokonywana jest bez tworzenia się wypływek. Wreszcie, umożliwia ona otrzymanie nachyleń niższych od 0,5 w porównaniu do minimum 3 dla przedkuwek kutych. Zaletą operacji zgniatania jest nie tylko nadanie obwodowi korbowodu dokładnego kształtu, ale również wyrównanie grubości łba i stopy oraz zapewnienie wyprostowania korbowodu. Umożliwia to zwłaszcza zmniejszenie ilości operacji obróbki skrawaniem, lub ich pominięcia Ponadto, operacja kalibrowania umożliwia otrzymanie bardzo dobrej jakości stref łączenia 12 trzona 3 korbowodu ze stopą 1. Ta cecha zwiększa znacząco wytrzymałość korbowodu na zmęczenie. Wynalazek stosuje się zarówno do korbowodów kalibrowanych całkowicie, których cały obwód jest kalibrowany, jak też do korbo wodów, w których kalibruje się tylko niektóre strefy wymagające dokładności i służące jako powierzchnie odniesienia, w szczególności, trzon korpusu nie zawsze jest kalibrowany w całości, w rezultacie czego, matryce i wkładki muszą być wówczas odpowiednio zaprojektowane.

9 Korbowody mogą nie dawać się złamać i łeb jest wtedy oddzielany od trzonu przez obróbkę skrawaniem. W tym przypadku, otwór łba przedkuwki korbowodu nie jest kołowy ale owalny, utworzony przez dwa półkola połączone dwoma segmentami prostymi tak, aby uwzględnić naddatki obróbkowe. Matryca, wkładki i ewentualnie przebijak mają dlatego odpowiednio dostosowany kształt. Wreszcie, kucie może być dokonane na półgorąco po podgrzaniu do temperatury niższej od AC3. W tym przypadku, obróbka cieplna musi być przeprowadzona później. Wynalazek stosuje się do każdego typu korbowodu, jak również do każdego typu elementu porównywalnego.

10 Fig. 2
11 Fig. 3 Fig. 4
12 Fig. 5
13 Fig. 6 Fig. 7
14 Fig. 8
15 Fig. 9
16 Fig. 1 Departament Wydawnictw UP RP. Nakład 60 egz. Cena 4,00 zł.

PL 200888 B1. Sposób dokładnego wykrawania elementów z blach i otworów oraz wykrojnik do realizacji tego sposobu
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
PL B1. Sposób walcowania poprzecznego dwoma walcami wyrobów typu kula metodą wgłębną. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 218597 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218597 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 394836 (22) Data zgłoszenia: 11.05.2011 (51) Int.Cl.
PL 218597 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218597 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 394836 (22) Data zgłoszenia: 11.05.2011 (51) Int.Cl.
PL B1. SKRZETUSKI RAFAŁ, Niemodlin, PL SKRZETUSKI ZBIGNIEW, Niemodlin, PL SKRZETUSKI BARTOSZ, Niemodlin, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209287 (13) B1 (21) Numer zgłoszenia: 376523 (51) Int.Cl. E04H 17/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 05.08.2005
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209287 (13) B1 (21) Numer zgłoszenia: 376523 (51) Int.Cl. E04H 17/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 05.08.2005
(13) B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 A47L 9/24. (54)Teleskopowa rura ssąca do odkurzacza
 B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 A47L 9/24. (54)Teleskopowa rura ssąca do odkurzacza") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 181955 (13) B1 (21) Numer zgłoszenia: 316742 (22) Data zgłoszenia: 28.10.1996 (51) IntCl7 A47L 9/24 (54)Teleskopowa
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 181955 (13) B1 (21) Numer zgłoszenia: 316742 (22) Data zgłoszenia: 28.10.1996 (51) IntCl7 A47L 9/24 (54)Teleskopowa
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 26/14. TOMASZ KLEPKA, Lublin, PL WUP 12/16. rzecz. pat.
 PL 224269 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224269 (13) B1 (21) Numer zgłoszenia: 404317 (51) Int.Cl. B29C 47/12 (2006.01) B29C 47/52 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 224269 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224269 (13) B1 (21) Numer zgłoszenia: 404317 (51) Int.Cl. B29C 47/12 (2006.01) B29C 47/52 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. Sposób przepychania obrotowego z regulowanym rozstawem osi stopniowanych odkuwek osiowosymetrycznych. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
PL 224268 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224268 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404294 (22) Data zgłoszenia: 12.06.2013 (51) Int.Cl.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 03/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
PL 221649 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221649 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 400061 (22) Data zgłoszenia: 20.07.2012 (51) Int.Cl.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
PL 223938 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223938 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 403989 (22) Data zgłoszenia: 21.05.2013 (51) Int.Cl.
(12) OPIS PATENTOWY. (86) Data i numer zgłoszenia międzynarodowego: , PCT/DE96/02405
 OPIS PATENTOWY. (86) Data i numer zgłoszenia międzynarodowego: , PCT/DE96/02405") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (21 ) Numer zgłoszenia: 321888 (22) Data zgłoszenia: 15.12.1996 (86) Data i numer zgłoszenia międzynarodowego: 15.12.1996,
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (21 ) Numer zgłoszenia: 321888 (22) Data zgłoszenia: 15.12.1996 (86) Data i numer zgłoszenia międzynarodowego: 15.12.1996,
PL B1. Sposób i narzędzie do prasowania obwiedniowego odkuwki drążonej typu pierścień z występami kłowymi. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 221663 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221663 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 402721 (22) Data zgłoszenia: 11.02.2013 (51) Int.Cl.
PL 221663 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221663 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 402721 (22) Data zgłoszenia: 11.02.2013 (51) Int.Cl.
PL B1. RAK ROMAN ROZTOCZE ZAKŁAD USŁUGOWO PRODUKCYJNY, Tomaszów Lubelski, PL BUP 02/18. KRZYSZTOF RACZKIEWICZ, Tomaszów Lubelski, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 230530 (13) B1 (21) Numer zgłoszenia: 421266 (51) Int.Cl. F16L 3/08 (2006.01) H02G 3/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 230530 (13) B1 (21) Numer zgłoszenia: 421266 (51) Int.Cl. F16L 3/08 (2006.01) H02G 3/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
PL B1 (13) B1. (51) IntCl6: F15B 15/14 F16J 7/00. (54) Siłownik hydrauliczny lub pneumatyczny
 B1. (51) IntCl6: F15B 15/14 F16J 7/00. (54) Siłownik hydrauliczny lub pneumatyczny") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 167345 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 292954 (22) Data zgłoszenia: 2 3.12.1991 (51) IntCl6: F15B 15/14 F16J
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 167345 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 292954 (22) Data zgłoszenia: 2 3.12.1991 (51) IntCl6: F15B 15/14 F16J
PL B1. INSTYTUT METALURGII I INŻYNIERII MATERIAŁOWEJ IM. ALEKSANDRA KRUPKOWSKIEGO POLSKIEJ AKADEMII NAUK, Kraków, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211075 (13) B1 (21) Numer zgłoszenia: 382853 (51) Int.Cl. C22C 5/08 (2006.01) B21D 26/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 211075 (13) B1 (21) Numer zgłoszenia: 382853 (51) Int.Cl. C22C 5/08 (2006.01) B21D 26/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
PL B1. Sposób kątowego wyciskania liniowych wyrobów z materiału plastycznego, zwłaszcza metalu
 PL 218911 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218911 (13) B1 (21) Numer zgłoszenia: 394839 (51) Int.Cl. B21C 23/02 (2006.01) B21C 25/02 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 218911 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218911 (13) B1 (21) Numer zgłoszenia: 394839 (51) Int.Cl. B21C 23/02 (2006.01) B21C 25/02 (2006.01) Urząd Patentowy Rzeczypospolitej
(86) Data i numer zgłoszenia międzynarodowego: , PCT/CH03/ (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: , PCT/CH03/ (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206950 (21) Numer zgłoszenia: 377651 (22) Data zgłoszenia: 28.03.2003 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206950 (21) Numer zgłoszenia: 377651 (22) Data zgłoszenia: 28.03.2003 (86) Data i numer zgłoszenia międzynarodowego:
(54) Urządzenie do kucia bezwypływkowego odkuwek o kształcie pokrywek i pierścieni
 Urządzenie do kucia bezwypływkowego odkuwek o kształcie pokrywek i pierścieni") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161387 (13) B1 (21) Numer zgłoszenia: 280057 (51) IntCl5: B21J 13/02 Urząd Patentowy (22) Data zgłoszenia: 14.06.1989 Rzeczypospolitej Polskiej (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 161387 (13) B1 (21) Numer zgłoszenia: 280057 (51) IntCl5: B21J 13/02 Urząd Patentowy (22) Data zgłoszenia: 14.06.1989 Rzeczypospolitej Polskiej (54)
(19) PL (11) (13) B1 (12) OPIS PATENTOWY PL B1 E03F 3/04
 PL (11) (13) B1 (12) OPIS PATENTOWY PL B1 E03F 3/04") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177794 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 310866 (22) Data zgłoszenia: 07.10.1995 (51) IntCl6 E03F 3/04 E03B
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177794 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 310866 (22) Data zgłoszenia: 07.10.1995 (51) IntCl6 E03F 3/04 E03B
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 22/13. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221635 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221635 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398830 (22) Data zgłoszenia: 16.04.2012 (51) Int.Cl.
PL 221635 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221635 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398830 (22) Data zgłoszenia: 16.04.2012 (51) Int.Cl.
(13) B1 (12) OPIS PATENTOWY (19) PL (11) PL B1
 B1 (12) OPIS PATENTOWY (19) PL (11) PL B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 180709 (13) B1 (21) Numer zgłoszenia: 315818 (51) Int.Cl.7: B65G 19/28 Urząd Patentowy (2)Data zgłoszenia: 2 2.0 8.1 9 9 6 Rzeczypospolitej Polskiej
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 180709 (13) B1 (21) Numer zgłoszenia: 315818 (51) Int.Cl.7: B65G 19/28 Urząd Patentowy (2)Data zgłoszenia: 2 2.0 8.1 9 9 6 Rzeczypospolitej Polskiej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 18/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 223925 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223925 (13) B1 (21) Numer zgłoszenia: 402885 (51) Int.Cl. B21H 1/14 (2006.01) B21B 19/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 223925 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223925 (13) B1 (21) Numer zgłoszenia: 402885 (51) Int.Cl. B21H 1/14 (2006.01) B21B 19/02 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
(54) Sposób pomiaru cech geometrycznych obrzeża koła pojazdu szynowego i urządzenie do
 Sposób pomiaru cech geometrycznych obrzeża koła pojazdu szynowego i urządzenie do") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)167818 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 2 9 3 7 2 5 (22) Data zgłoszenia: 0 6.0 3.1 9 9 2 (51) Intcl6: B61K9/12
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19)PL (11)167818 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 2 9 3 7 2 5 (22) Data zgłoszenia: 0 6.0 3.1 9 9 2 (51) Intcl6: B61K9/12
WZORU UŻYTKOWEGO PL Y1 G09F 15/00 ( ) Wasilewski Sławomir, Brzeziny, PL BUP 23/07. Sławomir Wasilewski, Brzeziny, PL
 Wasilewski Sławomir, Brzeziny, PL BUP 23/07. Sławomir Wasilewski, Brzeziny, PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116108 (22) Data zgłoszenia: 05.05.2006 (19) PL (11) 64050 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 116108 (22) Data zgłoszenia: 05.05.2006 (19) PL (11) 64050 (13) Y1 (51) Int.Cl.
PL B1. AXTONE SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Kańczuga, PL BUP 07/10
 PL 212572 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212572 (13) B1 (21) Numer zgłoszenia: 386087 (51) Int.Cl. B61G 11/08 (2006.01) F16F 7/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 212572 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212572 (13) B1 (21) Numer zgłoszenia: 386087 (51) Int.Cl. B61G 11/08 (2006.01) F16F 7/12 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
WZORU UŻYTKOWEGO PL Y1. FABRYKA ZMECHANIZOWANYCH OBUDÓW ŚCIANOWYCH FAZOS SPÓŁKA AKCYJNA, Tarnowskie Góry, PL
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119107 (22) Data zgłoszenia: 17.06.2010 (19) PL (11) 65867 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119107 (22) Data zgłoszenia: 17.06.2010 (19) PL (11) 65867 (13) Y1 (51) Int.Cl.
PL 216311 B1. Sposób kształtowania plastycznego uzębień wewnętrznych kół zębatych metodą walcowania poprzecznego. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 216311 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216311 (13) B1 (21) Numer zgłoszenia: 392273 (51) Int.Cl. B23P 15/14 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. AQUAEL JANUSZ JANKIEWICZ SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Warszawa, PL BUP 19/09. JANUSZ JANKIEWICZ, Warszawa, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213240 (13) B1 (21) Numer zgłoszenia: 384692 (51) Int.Cl. A01K 63/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.03.2008
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213240 (13) B1 (21) Numer zgłoszenia: 384692 (51) Int.Cl. A01K 63/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.03.2008
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 02/15. GRZEGORZ WINIARSKI, Rzeczyca Kolonia, PL ANDRZEJ GONTARZ, Krasnystaw, PL
 PL 224497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224497 (13) B1 (21) Numer zgłoszenia: 404611 (51) Int.Cl. B21J 5/02 (2006.01) B21K 21/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 224497 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224497 (13) B1 (21) Numer zgłoszenia: 404611 (51) Int.Cl. B21J 5/02 (2006.01) B21K 21/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166562 (13) B1
 OPIS PATENTOWY (19) PL (11) 166562 (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166562 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 292871 (22) Data zgłoszenia: 19.12.1991 (51) IntCl6: B65D 1/16 B21D
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166562 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 292871 (22) Data zgłoszenia: 19.12.1991 (51) IntCl6: B65D 1/16 B21D
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 26/16. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL PAULINA PATER, Turka, PL
 PL 226860 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226860 (13) B1 (21) Numer zgłoszenia: 414202 (51) Int.Cl. B21H 1/18 (2006.01) B21B 23/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 226860 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226860 (13) B1 (21) Numer zgłoszenia: 414202 (51) Int.Cl. B21H 1/18 (2006.01) B21B 23/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
1 Sposób kształtowania radiatora
 1 Sposób kształtowania radiatora 1 2 Przedmiotem wynalazku jest sposób kształtowania radiatora, zwłaszcza metodą kucia na gorąco. Dotychczas znanych i stosowanych jest szereg metod wytwarzania radiatorów
1 Sposób kształtowania radiatora 1 2 Przedmiotem wynalazku jest sposób kształtowania radiatora, zwłaszcza metodą kucia na gorąco. Dotychczas znanych i stosowanych jest szereg metod wytwarzania radiatorów
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 19/13. JANUSZ TOMCZAK, Lublin, PL ZBIGNIEW PATER, Turka, PL
 PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
PL 221668 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221668 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398313 (22) Data zgłoszenia: 05.03.2012 (51) Int.Cl.
PL B1. Hydrometer Electronic GmbH,Nürnberg,DE ,DE,
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197033 (13) B1 (21) Numer zgłoszenia: 341970 (51) Int.Cl. G01K 17/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 11.08.2000
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197033 (13) B1 (21) Numer zgłoszenia: 341970 (51) Int.Cl. G01K 17/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 11.08.2000
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 23/12
 PL 217995 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217995 (13) B1 (21) Numer zgłoszenia: 394733 (51) Int.Cl. B23P 15/32 (2006.01) B21H 3/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 217995 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217995 (13) B1 (21) Numer zgłoszenia: 394733 (51) Int.Cl. B23P 15/32 (2006.01) B21H 3/10 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
(12) OPIS PATENTOWY (19) PL
 OPIS PATENTOWY (19) PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (21) Numer zgłoszenia: 323031 (22) Data zgłoszenia: 07.11.1997 (11) 185976 (13) B1 (51) IntCl7 F25B 39/00 F25D
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (21) Numer zgłoszenia: 323031 (22) Data zgłoszenia: 07.11.1997 (11) 185976 (13) B1 (51) IntCl7 F25B 39/00 F25D
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 11/15. STANISŁAW PŁASKA, Lublin, PL RADOSŁAW CECHOWICZ, Lublin, PL
 PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
PL B1 (12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 188253 (21) Numer zgłoszenia: 335725 (13) B1 (22) Data zgłoszenia: 09.04.1998 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 188253 (21) Numer zgłoszenia: 335725 (13) B1 (22) Data zgłoszenia: 09.04.1998 (86) Data i numer zgłoszenia
(86) Data i numer zgłoszenia międzynarodowego: ,PCT/EP02/06600 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: ,PCT/EP02/06600 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 202324 (21) Numer zgłoszenia: 366428 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 14.06.2002 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 202324 (21) Numer zgłoszenia: 366428 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 14.06.2002 (86) Data i numer zgłoszenia
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 179630 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 314202 (22) Data zgłoszenia: 10.05.1996 (51) IntCl7: B60K 15/077 B60K
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 179630 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 314202 (22) Data zgłoszenia: 10.05.1996 (51) IntCl7: B60K 15/077 B60K
EGZEMPLARZ ARCHIWALNY
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114048 (22) Data zgłoszenia: 25.04.2003 EGZEMPLARZ ARCHIWALNY (19) PL (n)62651 (13)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 114048 (22) Data zgłoszenia: 25.04.2003 EGZEMPLARZ ARCHIWALNY (19) PL (n)62651 (13)
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPO SPO LITA PO LSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 181299 (21) Numer zgłoszenia 316060 (22) Data zgłoszenia 11.09.1996 (13) B1 (51) IntC l7 E21F 17/02 F16L
RZECZPO SPO LITA PO LSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 181299 (21) Numer zgłoszenia 316060 (22) Data zgłoszenia 11.09.1996 (13) B1 (51) IntC l7 E21F 17/02 F16L
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 08/15
 PL 224802 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224802 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 405523 (22) Data zgłoszenia: 03.10.2013 (51) Int.Cl.
PL 224802 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224802 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 405523 (22) Data zgłoszenia: 03.10.2013 (51) Int.Cl.
WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: s~\ T.7
 RZECZPOSPOLITA POLSKA EGZEMPURZARCHMLNY 3 OPIS OCHRONNY PL 58498 WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: 105569 s~\ T.7 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.11.1996 B65G
RZECZPOSPOLITA POLSKA EGZEMPURZARCHMLNY 3 OPIS OCHRONNY PL 58498 WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: 105569 s~\ T.7 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.11.1996 B65G
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/12
 PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218402 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218402 (13) B1 (21) Numer zgłoszenia: 394247 (51) Int.Cl. B23F 5/27 (2006.01) B21D 53/28 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL B1. PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP, Warszawa, PL BUP 12/10
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209061 (13) B1 (21) Numer zgłoszenia: 386693 (51) Int.Cl. F16B 7/10 (2006.01) F16B 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209061 (13) B1 (21) Numer zgłoszenia: 386693 (51) Int.Cl. F16B 7/10 (2006.01) F16B 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data
RZECZPOSPOLITAPOLSKA(12) OPIS PATENTOWY (19) PL (11) (13) B2
 OPIS PATENTOWY (19) PL (11) (13) B2") RZECZPOSPOLITAPOLSKA(12) OPIS PATENTOWY (19) PL (11) 161647 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 285386 22) Data zgłoszenia: 24.05.1990 51) IntCl5: B23Q 7/02 Tarcza
RZECZPOSPOLITAPOLSKA(12) OPIS PATENTOWY (19) PL (11) 161647 (13) B2 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 285386 22) Data zgłoszenia: 24.05.1990 51) IntCl5: B23Q 7/02 Tarcza
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/13. TOMASZ BULZAK, Zastów Karczmiski, PL WUP 03/15
 PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 11/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL ANDRZEJ GONTARZ, Lublin, PL
 PL 222923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222923 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401559 (22) Data zgłoszenia: 12.11.2012 (51) Int.Cl.
PL 222923 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 222923 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 401559 (22) Data zgłoszenia: 12.11.2012 (51) Int.Cl.
PL B1. STRZYŻAKOWSKA HANNA LES, Warszawa, PL BUP 09/12. PETER VIOL, Rastede, DE WUP 05/14. rzecz. pat.
 PL 216775 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216775 (13) B1 (21) Numer zgłoszenia: 392642 (51) Int.Cl. E06B 3/42 (2006.01) E05D 15/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 216775 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216775 (13) B1 (21) Numer zgłoszenia: 392642 (51) Int.Cl. E06B 3/42 (2006.01) E05D 15/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/13. TOMASZ BULZAK, Zastów Karczmiski, PL WUP 01/15
 PL 218814 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218814 (13) B1 (21) Numer zgłoszenia: 398570 (51) Int.Cl. B21C 25/02 (2006.01) B21K 5/04 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218814 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218814 (13) B1 (21) Numer zgłoszenia: 398570 (51) Int.Cl. B21C 25/02 (2006.01) B21K 5/04 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
(13) B1 PL B1. (21) Numer zgłoszenia: (22) Data zgłoszenia: RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11)
 B1 PL B1. (21) Numer zgłoszenia: (22) Data zgłoszenia: RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 176519 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306921 (22) Data zgłoszenia: 20.01.1995 ( 51) intcl6: B26D 1/143 (54)Urządzenie
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 176519 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306921 (22) Data zgłoszenia: 20.01.1995 ( 51) intcl6: B26D 1/143 (54)Urządzenie
( 5 4 ) Przyrząd do znakowania i numerowania drewna
 Przyrząd do znakowania i numerowania drewna") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174993 (13) B1 (21) Numer zgłoszenia: 309210 Urząd Patentowy (22) Data zgłoszenia: 21.06.1995 Rzeczypospolitej Polskiej (51)IntCl6: B41K 3/00 ( 5
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174993 (13) B1 (21) Numer zgłoszenia: 309210 Urząd Patentowy (22) Data zgłoszenia: 21.06.1995 Rzeczypospolitej Polskiej (51)IntCl6: B41K 3/00 ( 5
PL 201250 B1. Balcer Józef Zakład Wielobranżowy RETRO,Nakło n/notecią,pl 13.12.2004 BUP 25/04. Józef Balcer,Nakło n/notecią,pl 31.03.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201250 (13) B1 (21) Numer zgłoszenia: 360458 (51) Int.Cl. E04G 1/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.06.2003
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201250 (13) B1 (21) Numer zgłoszenia: 360458 (51) Int.Cl. E04G 1/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 02.06.2003
PL 197824 B1. Octanorm-Vertriebs-GmbH für Bauelemente,Filderstadt,DE 27.11.1998,DE,29821058.4 05.06.2000 BUP 12/00. Hans Bruder,Aichtal-Aich,DE
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197824 (13) B1 (21) Numer zgłoszenia: 336780 (51) Int.Cl. F16B 45/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 26.11.1999
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 197824 (13) B1 (21) Numer zgłoszenia: 336780 (51) Int.Cl. F16B 45/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 26.11.1999
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 182107 (21) Numer zgłoszenia: 322577 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 26.03.1996 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 182107 (21) Numer zgłoszenia: 322577 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 26.03.1996 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178553 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306278 (2 2 ) Data zgłoszenia: 13.12.1994 (51) IntCl6: B01D 29/03
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178553 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 306278 (2 2 ) Data zgłoszenia: 13.12.1994 (51) IntCl6: B01D 29/03
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178034 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 309898 (22) Data zgłoszenia: 03.08.1995 (51) IntCl6: B 2 1 F 3/04
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 178034 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 309898 (22) Data zgłoszenia: 03.08.1995 (51) IntCl6: B 2 1 F 3/04
(12) OPIS PATENTOWY (19) PL (11) 185228
 OPIS PATENTOWY (19) PL (11) 185228") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 185228 (21) Numer zgłoszenia: 331212 ( 13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 04.07.1997 (86) Data i numer zgłoszenia
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174166 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 304578 (2 2 ) Data zgłoszenia: 05.08.1994 (51) IntCl6 F24H 7/00 F24H
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 174166 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 304578 (2 2 ) Data zgłoszenia: 05.08.1994 (51) IntCl6 F24H 7/00 F24H
(13) B1 PL B1 (19) PL (11)
 B1 PL B1 (19) PL (11)") RZECZPOSPOLITA POLSKA ( 12) OPIS PATENTOWY (21) Numer zgłoszenia: 319170 Urząd Patentowy (22) Data zgłoszenia: 25.03.1997 Rzeczypospolitej Polskiej (19) PL (11) 182309 (13) B1 (51) IntCl7 G01N 3/08 G02B
RZECZPOSPOLITA POLSKA ( 12) OPIS PATENTOWY (21) Numer zgłoszenia: 319170 Urząd Patentowy (22) Data zgłoszenia: 25.03.1997 Rzeczypospolitej Polskiej (19) PL (11) 182309 (13) B1 (51) IntCl7 G01N 3/08 G02B
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/18. GRZEGORZ SAMOŁYK, Turka, PL WUP 03/19. rzecz. pat.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231500 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425783 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21D 51/08 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231500 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425783 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21D 51/08 (2006.01)
(54) Urządzenie do chłodzenia układu półprzewodnikowego typu tranzystor bipolarny
 Urządzenie do chłodzenia układu półprzewodnikowego typu tranzystor bipolarny") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 185195 (13) B1 (21 ) Numer zgłoszenia: 323229 (22) Data zgłoszenia: 19.11.1997 (51 ) IntCl7: H01L 23/473
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 185195 (13) B1 (21 ) Numer zgłoszenia: 323229 (22) Data zgłoszenia: 19.11.1997 (51 ) IntCl7: H01L 23/473
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166185 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 291821 (22) Data zgłoszenia: 25.09.1991 (51) Int.Cl.5: B21D 53/88
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166185 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 291821 (22) Data zgłoszenia: 25.09.1991 (51) Int.Cl.5: B21D 53/88
PL B1. Hilti Aktiengesellschaft,Schaan,LI ,DE,
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203134 (13) B1 (21) Numer zgłoszenia: 357843 (51) Int.Cl. B24B 23/02 (2006.01) B24B 45/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 203134 (13) B1 (21) Numer zgłoszenia: 357843 (51) Int.Cl. B24B 23/02 (2006.01) B24B 45/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
(12) OPIS PATENTOWY (19) PL (11) 184420
 OPIS PATENTOWY (19) PL (11) 184420") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 184420 (21) Numer zgłoszenia: 320854 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 18.12.1995 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 184420 (21) Numer zgłoszenia: 320854 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 18.12.1995 (86) Data i numer zgłoszenia
^ OPIS OCHRONNY PL 60786
 EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA ^ OPIS OCHRONNY PL 60786 WZORU UŻYTKOWEGO 13) Y1 (2l) Numer zgłoszenia: 109400 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 13.03.1999
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA ^ OPIS OCHRONNY PL 60786 WZORU UŻYTKOWEGO 13) Y1 (2l) Numer zgłoszenia: 109400 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 13.03.1999
WZORU UŻYTKOWEGO. d2)opis OCHRONNY EGZEMPLARZ ARCHIWALNY. Jeka Henryk, Gdynia, PL E05D 5/02 ( ) Henryk Jeka, Gdynia, PL
opis OCHRONNY EGZEMPLARZ ARCHIWALNY. Jeka Henryk, Gdynia, PL E05D 5/02 ( ) Henryk Jeka, Gdynia, PL") EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113806 (22) Data zgłoszenia: 30.08.2000 (19) PL rl (11)62211
EGZEMPLARZ ARCHIWALNY RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej d2)opis OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 113806 (22) Data zgłoszenia: 30.08.2000 (19) PL rl (11)62211
(13) B1 F24F 13/20. VITROSERVICE CLIMA Sp. z o.o., Kosakowo, PL. Tadeusz Siek, Kosakowo, PL. Prościński Jan
 B1 F24F 13/20. VITROSERVICE CLIMA Sp. z o.o., Kosakowo, PL. Tadeusz Siek, Kosakowo, PL. Prościński Jan") RZECZPOSPOLITA (12) OPIS PATENTOWY PL1 8106B1 (19) PL (11) 181006 POLSKA (13) B1 (21) Numer zgłoszenia: 317386 (5 1) IntCl7 F24F 13/20 Urząd Patentowy (22) Data zgłoszenia: 05.12.1996 Rzeczypospolitej
RZECZPOSPOLITA (12) OPIS PATENTOWY PL1 8106B1 (19) PL (11) 181006 POLSKA (13) B1 (21) Numer zgłoszenia: 317386 (5 1) IntCl7 F24F 13/20 Urząd Patentowy (22) Data zgłoszenia: 05.12.1996 Rzeczypospolitej
PL B1. POLITECHNIKA GDAŃSKA, Gdańsk, PL BUP 07/07. ROMAN WASIELEWSKI, Tczew, PL KAZIMIERZ ORŁOWSKI, Tczew, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209801 (13) B1 (21) Numer zgłoszenia: 377132 (51) Int.Cl. B23D 47/12 (2006.01) B27B 5/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209801 (13) B1 (21) Numer zgłoszenia: 377132 (51) Int.Cl. B23D 47/12 (2006.01) B27B 5/32 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
(12) OPIS PATENTOWY (19) PL
 OPIS PATENTOWY (19) PL") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (21) Numer zgłoszenia: 317484 (22) Data zgłoszenia: 12.05.1995 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (21) Numer zgłoszenia: 317484 (22) Data zgłoszenia: 12.05.1995 (86) Data i numer zgłoszenia międzynarodowego:
PL B1. Sposób i urządzenie do kalibrowania kul dwoma walcami śrubowymi w układzie pionowym. POLITECHNIKA LUBELSKA, Lublin, PL
 PL 223937 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223937 (13) B1 (21) Numer zgłoszenia: 403983 (51) Int.Cl. B21B 13/06 (2006.01) B21H 1/14 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 223937 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223937 (13) B1 (21) Numer zgłoszenia: 403983 (51) Int.Cl. B21B 13/06 (2006.01) B21H 1/14 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
...J O O. Sposób i narzędzia do cięcia wzdłużnego szyn. POLITECHNIKA LUBELSKA, Lublin, PL. 19.08.2013 BUP 17/13 (72) Twórca(y) wynalazku
 Twórca(y) wynalazku") RZECZPOSPOLTA POLSKA (12) OPS PATENTOWY (19) PL (11) 216900 (13) 81 Urząd Patentowy RzeczypospolTej Polskiej (21) Numer zgłoszenia 401567 (22) Data zgłoszenia 13.11.2012 (51) nt.c 823D 21/00 (2006.01)
RZECZPOSPOLTA POLSKA (12) OPS PATENTOWY (19) PL (11) 216900 (13) 81 Urząd Patentowy RzeczypospolTej Polskiej (21) Numer zgłoszenia 401567 (22) Data zgłoszenia 13.11.2012 (51) nt.c 823D 21/00 (2006.01)
(86) Data i numer zgłoszenia międzynarodowego: 13.05.2002, PCT/DE02/01711 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: 13.05.2002, PCT/DE02/01711 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201638 (21) Numer zgłoszenia: 363647 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.05.2002 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201638 (21) Numer zgłoszenia: 363647 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.05.2002 (86) Data i numer zgłoszenia
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/13. JANUSZ TOMCZAK, Lublin, PL ZBIGNIEW PATER, Turka, PL
 PL 221609 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221609 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398592 (22) Data zgłoszenia: 23.03.2012 (51) Int.Cl.
PL 221609 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221609 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398592 (22) Data zgłoszenia: 23.03.2012 (51) Int.Cl.
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 190464 (21) Numer zgłoszenia: 334567 (22) Data zgłoszenia: 02.02.1998 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 190464 (21) Numer zgłoszenia: 334567 (22) Data zgłoszenia: 02.02.1998 (86) Data i numer zgłoszenia międzynarodowego:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 04/18
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 229839 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 422114 (22) Data zgłoszenia: 04.07.2017 (51) Int.Cl. B29C 47/36 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 229839 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 422114 (22) Data zgłoszenia: 04.07.2017 (51) Int.Cl. B29C 47/36 (2006.01)
PL B1. W.C. Heraeus GmbH,Hanau,DE ,DE, Martin Weigert,Hanau,DE Josef Heindel,Hainburg,DE Uwe Konietzka,Gieselbach,DE
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 204234 (13) B1 (21) Numer zgłoszenia: 363401 (51) Int.Cl. C23C 14/34 (2006.01) B22D 23/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 19/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 223615 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223615 (13) B1 (21) Numer zgłoszenia: 403064 (51) Int.Cl. B21B 19/12 (2006.01) B21K 21/12 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 223615 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 223615 (13) B1 (21) Numer zgłoszenia: 403064 (51) Int.Cl. B21B 19/12 (2006.01) B21K 21/12 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 10/15
 PL 224904 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224904 (13) B1 (21) Numer zgłoszenia: 405863 (51) Int.Cl. B21B 27/02 (2006.01) B21B 31/22 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 224904 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224904 (13) B1 (21) Numer zgłoszenia: 405863 (51) Int.Cl. B21B 27/02 (2006.01) B21B 31/22 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 14/14. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 221662 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221662 (13) B1 (21) Numer zgłoszenia: 402213 (51) Int.Cl. B21B 19/06 (2006.01) B21C 37/20 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 221662 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221662 (13) B1 (21) Numer zgłoszenia: 402213 (51) Int.Cl. B21B 19/06 (2006.01) B21C 37/20 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 01/15. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL
 PL 224271 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224271 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404438 (22) Data zgłoszenia: 25.06.2013 (51) Int.Cl.
PL 224271 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224271 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 404438 (22) Data zgłoszenia: 25.06.2013 (51) Int.Cl.
(13) B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 F16F 9/14 F16F 9/30 RZECZPOSPOLITA POLSKA. Urząd Patentowy Rzeczypospolitej Polskiej
 B1 (12) OPIS PATENTOWY (19) PL (11) PL B1 F16F 9/14 F16F 9/30 RZECZPOSPOLITA POLSKA. Urząd Patentowy Rzeczypospolitej Polskiej") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 173407 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305460 (22) Data zgłoszenia: 13.10.1994 (51) IntCl6: F16F 9/14 F16F
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 173407 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 305460 (22) Data zgłoszenia: 13.10.1994 (51) IntCl6: F16F 9/14 F16F
(86) Data i numer zgłoszenia międzynarodowego: , PCT/FI04/ (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: , PCT/FI04/ (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 207178 (21) Numer zgłoszenia: 370883 (22) Data zgłoszenia: 28.01.2004 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 207178 (21) Numer zgłoszenia: 370883 (22) Data zgłoszenia: 28.01.2004 (86) Data i numer zgłoszenia międzynarodowego:
(12) OPIS PATENTOWY (19) PL (11)
 OPIS PATENTOWY (19) PL (11)") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177061 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21)Numer zgłoszenia: 309806 (2)Data zgłoszenia: 27.07.1995 (51) IntCl6: B43M 11/06 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 177061 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21)Numer zgłoszenia: 309806 (2)Data zgłoszenia: 27.07.1995 (51) IntCl6: B43M 11/06 (54)
PL B1. ŻBIKOWSKI JERZY, Zielona Góra, PL BUP 03/06. JERZY ŻBIKOWSKI, Zielona Góra, PL WUP 09/11 RZECZPOSPOLITA POLSKA
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209441 (13) B1 (21) Numer zgłoszenia: 369279 (51) Int.Cl. F16H 7/06 (2006.01) F16G 13/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209441 (13) B1 (21) Numer zgłoszenia: 369279 (51) Int.Cl. F16H 7/06 (2006.01) F16G 13/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
PL 218203 B1. R&D PROJECT SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Łódź, PL 17.12.2012 BUP 26/12
 PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 180288 (13) B1 (21) N um er zgłoszenia. 323349 (22) D ata zgłoszenia: 17.05.1996 (86) D ata i num er zgłoszenia m iędzynarodow ego: 17.05.1996, PCT/DK96/00220
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 180288 (13) B1 (21) N um er zgłoszenia. 323349 (22) D ata zgłoszenia: 17.05.1996 (86) D ata i num er zgłoszenia m iędzynarodow ego: 17.05.1996, PCT/DK96/00220
(12) OPIS PATENTOWY (19)PL (11)186259
 OPIS PATENTOWY (19)PL (11)186259") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19)PL (11)186259 (21) Numer zgłoszenia: 324542 (22) Data zgłoszenia: 28.01.1998 (13) B1 (51) IntCl7 E05B 41/00 E05C
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19)PL (11)186259 (21) Numer zgłoszenia: 324542 (22) Data zgłoszenia: 28.01.1998 (13) B1 (51) IntCl7 E05B 41/00 E05C
(13) B1 PL B1. fig.3. (73) Uprawniony z patentu: Przedsiębiorstwo Automatyki Przemysłowej "M ER A -P N EFA L, Warszawa, PL
 B1 PL B1. fig.3. (73) Uprawniony z patentu: Przedsiębiorstwo Automatyki Przemysłowej M ER A -P N EFA L, Warszawa, PL") R Z E C Z PO SPO L IT A (12) OPIS PATENTOWY (19) P L(1)156800 PO LSK A (13) B1 (21) Numer zgłoszenia: 274526 U rząd P atentow y (22) Data zgłoszenia: 05.09.1988 R zeczypospolitej Polskiej (51) IntCl5:
R Z E C Z PO SPO L IT A (12) OPIS PATENTOWY (19) P L(1)156800 PO LSK A (13) B1 (21) Numer zgłoszenia: 274526 U rząd P atentow y (22) Data zgłoszenia: 05.09.1988 R zeczypospolitej Polskiej (51) IntCl5:
PL 203378 B1 15.10.2007 BUP 21/07. Marek Kopeć,Kraków,PL Jarosław Krzysztofiński,Warszawa,PL Antoni Szkatuła,Rząska,PL Jan Tomaszewski,Warszawa,PL
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 203378 (21) Numer zgłoszenia: 379409 (22) Data zgłoszenia: 07.04.2006 (13) B1 (51) Int.Cl. E21B 43/02 (2006.01)
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 203378 (21) Numer zgłoszenia: 379409 (22) Data zgłoszenia: 07.04.2006 (13) B1 (51) Int.Cl. E21B 43/02 (2006.01)
PL B1. DOROS TEODORA D. A. GLASS, Rzeszów, PL BUP 26/07. WIESŁAW DOROS, Rzeszów, PL ANGIE DOROS-ABRAMCZYK, Warszawa, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209383 (13) B1 (21) Numer zgłoszenia: 379970 (51) Int.Cl. A47B 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 19.06.2006
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 209383 (13) B1 (21) Numer zgłoszenia: 379970 (51) Int.Cl. A47B 11/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 19.06.2006
PL B1. KOYNOV KRYSTIAN INDYWIDUALNA PRAKTYKA STOMATOLOGICZNA MEDENTA, Wrocław, PL BUP 25/07. KRYSTIAN KOYNOV, Wrocław, PL
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212006 (13) B1 (21) Numer zgłoszenia: 379885 (51) Int.Cl. A61C 8/00 (2006.01) A61C 13/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 212006 (13) B1 (21) Numer zgłoszenia: 379885 (51) Int.Cl. A61C 8/00 (2006.01) A61C 13/30 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22)
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/18. GRZEGORZ SAMOŁYK, Turka, PL WUP 03/19. rzecz. pat.
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231521 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425784 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21K 1/02 (2006.01)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 231521 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 425784 (22) Data zgłoszenia: 30.05.2018 (51) Int.Cl. B21K 1/02 (2006.01)
PL B1. Sposób zabezpieczania przed niepożądanym rozłączeniem trzonu słupa od jego fundamentu. ELEKTROMONTAŻ RZESZÓW SPÓŁKA AKCYJNA, Rzeszów, PL
 PL 217763 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217763 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 386809 (22) Data zgłoszenia: 15.12.2008 (51) Int.Cl.
PL 217763 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 217763 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 386809 (22) Data zgłoszenia: 15.12.2008 (51) Int.Cl.
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 24/15
 PL 224339 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224339 (13) B1 (21) Numer zgłoszenia: 408181 (51) Int.Cl. B23D 19/04 (2006.01) B23D 21/02 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 224339 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 224339 (13) B1 (21) Numer zgłoszenia: 408181 (51) Int.Cl. B23D 19/04 (2006.01) B23D 21/02 (2006.01) Urząd Patentowy Rzeczypospolitej
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 26/16. ZBIGNIEW PATER, Turka, PL JANUSZ TOMCZAK, Lublin, PL PAULINA PATER, Turka, PL
 PL 226885 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226885 (13) B1 (21) Numer zgłoszenia: 414306 (51) Int.Cl. B21B 23/00 (2006.01) B21C 37/15 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 226885 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 226885 (13) B1 (21) Numer zgłoszenia: 414306 (51) Int.Cl. B21B 23/00 (2006.01) B21C 37/15 (2006.01) Urząd Patentowy Rzeczypospolitej
(86) Data i numer zgłoszenia międzynarodowego: , PCT/CH03/ (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: , PCT/CH03/ (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206861 (21) Numer zgłoszenia: 378466 (22) Data zgłoszenia: 12.06.2003 (86) Data i numer zgłoszenia międzynarodowego:
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY (19) PL (11) 206861 (21) Numer zgłoszenia: 378466 (22) Data zgłoszenia: 12.06.2003 (86) Data i numer zgłoszenia międzynarodowego:
(86) Data i numer zgłoszenia międzynarodowego: , PCT/FR95/00114
 Data i numer zgłoszenia międzynarodowego: , PCT/FR95/00114") R Z E C Z PO SPO L IT A PO LSK A (12) OPIS PATENTOWY (19) PL (11) 176422 (13) B1 (21) Numer zgłoszenia: 315663 U rząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 01.02.1995 (86) Data i numer
R Z E C Z PO SPO L IT A PO LSK A (12) OPIS PATENTOWY (19) PL (11) 176422 (13) B1 (21) Numer zgłoszenia: 315663 U rząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 01.02.1995 (86) Data i numer
WZORU UŻYTKOWEGO PL Y1 F24B 1/18 ( ) F24F 6/08 ( ) Czogalla Jacek MCJ, Gaszowice, PL BUP 17/09
 F24F 6/08 ( ) Czogalla Jacek MCJ, Gaszowice, PL BUP 17/09") RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 117282 (22) Data zgłoszenia: 14.02.2008 (19) PL (11) 64888 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 117282 (22) Data zgłoszenia: 14.02.2008 (19) PL (11) 64888 (13) Y1 (51) Int.Cl.
(57) Fig.2 (12) OPIS PATENTOWY (19) PL (11) PL B1 (13) B1
 Fig.2 (12) OPIS PATENTOWY (19) PL (11) PL B1 (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 182392 (2 1) Numer zgłoszenia: 319388 Urząd Patentowy (22) Data zgłoszenia: 07.04.1997 Rzeczypospolitej Polskiej (13) B1 (51) IntCl7 B23K 26/00 (54)
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 182392 (2 1) Numer zgłoszenia: 319388 Urząd Patentowy (22) Data zgłoszenia: 07.04.1997 Rzeczypospolitej Polskiej (13) B1 (51) IntCl7 B23K 26/00 (54)
PL B BUP 12/16. JAN HOLNICKI-SZULC, Warszawa, PL ARKADIUSZ MRÓZ, Kraków, PL RAMI FARAJ, Warszawa, PL
 PL 225398 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225398 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 410275 (22) Data zgłoszenia: 27.11.2014 (51) Int.Cl.
PL 225398 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225398 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 410275 (22) Data zgłoszenia: 27.11.2014 (51) Int.Cl.