Proste narzędzie skomplikowana technologia. Opracował: mgr Marcin Bąk
|
|
|
- Grzegorz Wójtowicz
- 8 lat temu
- Przeglądów:
Transkrypt
1 Proste narzędzie skomplikowana technologia Opracował: mgr Marcin Bąk

2 Zapoznanie z technologią produkcji narzędzia ogrodowego.

3 Wie z jakiego materiału wykonuje się rękojeści szpadla, Zna technologię obróbki rękojeści, Wie co to jest tokarka i rozumie jej działanie, Zna inne narzędzia do obróbki rękojeści (np. piła tarczowa, wiertarka, pas ścierny), Wie z jakiego materiału wykonuje się ostrze szpadla, Wie co to jest prasa hydrauliczna i jak działa, Zna procesy utwardzania ostrza szpadla (hartowanie, odpuszczanie), Zna sposoby łączenia rękojeści z uchwytem i ostrzem szpadla (nitowanie, zgrzewanie), Wie co to jest zgrzewanie oporowe (indukcyjne).
, Zna sposoby łączenia rękojeści z uchwytem i ostrzem")
4 Metody oparte na słowie: wykład, opowiadanie, dyskusja. Metody wizualizacyjne prezentacja, Metody aktywizujące krzyżówka.

5 Prezentacja multimedialna wykonana w PowerPoint cie, Projektor multimedialny, Komputer.

6 45 min.
7

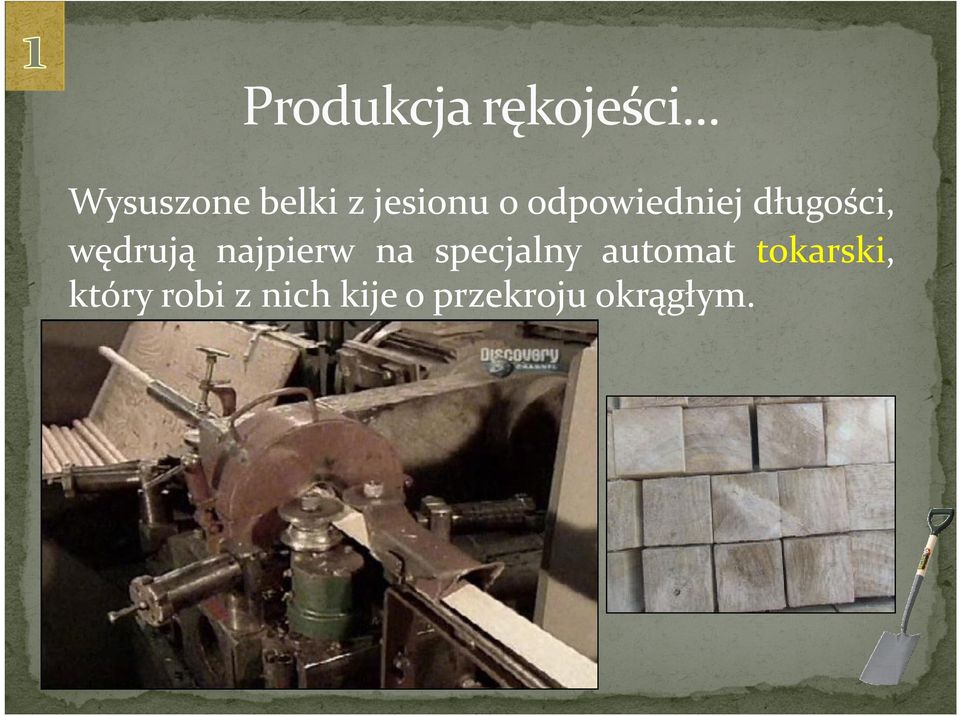
8 Rękojeść wykonywana jestzjesionu, mocnego drzewa, które wytrzymuje obciążenia związane z kopaniem czy przerzucaniem ziemi.

9 Wysuszonebelkizjesionuoodpowiedniejdługości, wędrują najpierw na specjalny automat tokarski, któryrobiznichkijeoprzekrojuokrągłym.
10
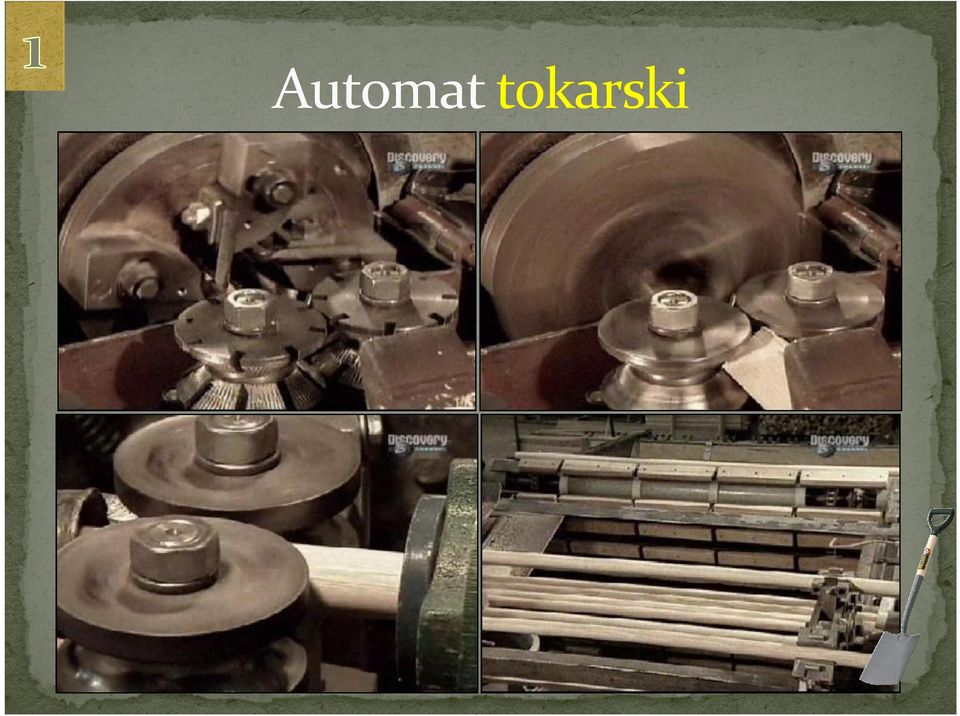
11 Tokarka - obrabiarka przeznaczona do obróbki skrawaniem przedmiotów najczęściej opowierzchni brył obrotowych (walce, stożki). Narzędziem obróbczym jest najczęściejtzw.nóż tokarski lubwiertło. Obróbka na tokarce nazywa się toczeniem. Toczenie wykonuje się poprzez wprawienie obrabianego przedmiotu wruch obrotowy,anastępnie skrawanie jego powierzchni narzędziemobróbczym. Obróbka skrawaniem proces polegający na zdjęciu z obrabianego przedmiotu warstwy materiału, celem uzyskania założonego kształtu, dokładności wymiarowej i gładkościpowierzchni.

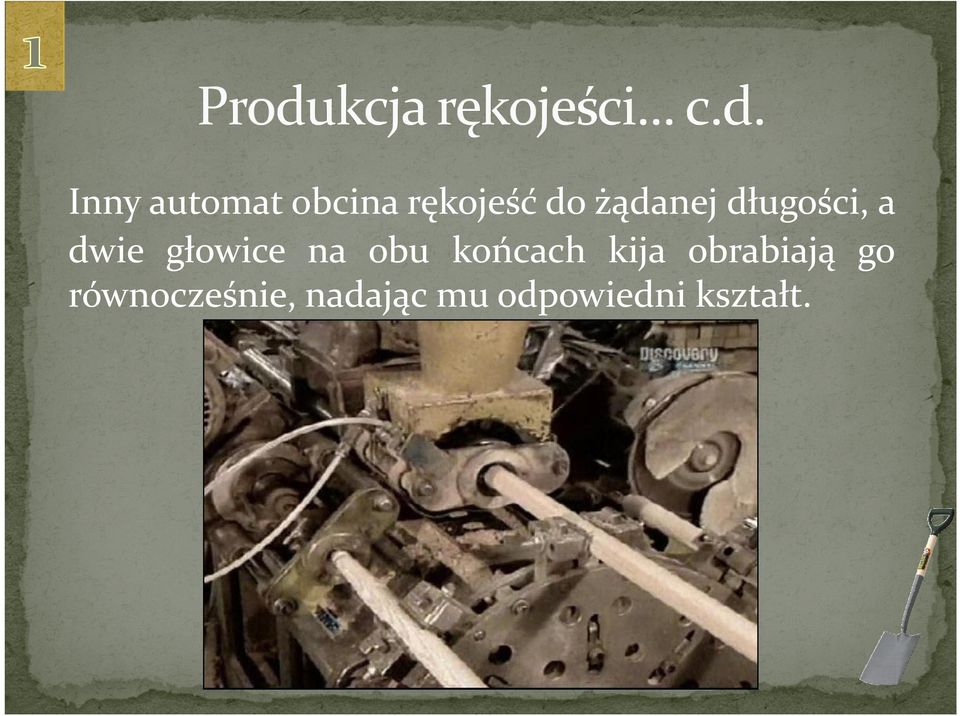
12 Innyautomatobcina rękojeść do żądanej długości,a dwie głowice na obu końcach kija obrabiają go równocześnie,nadającmuodpowiednikształt.
13

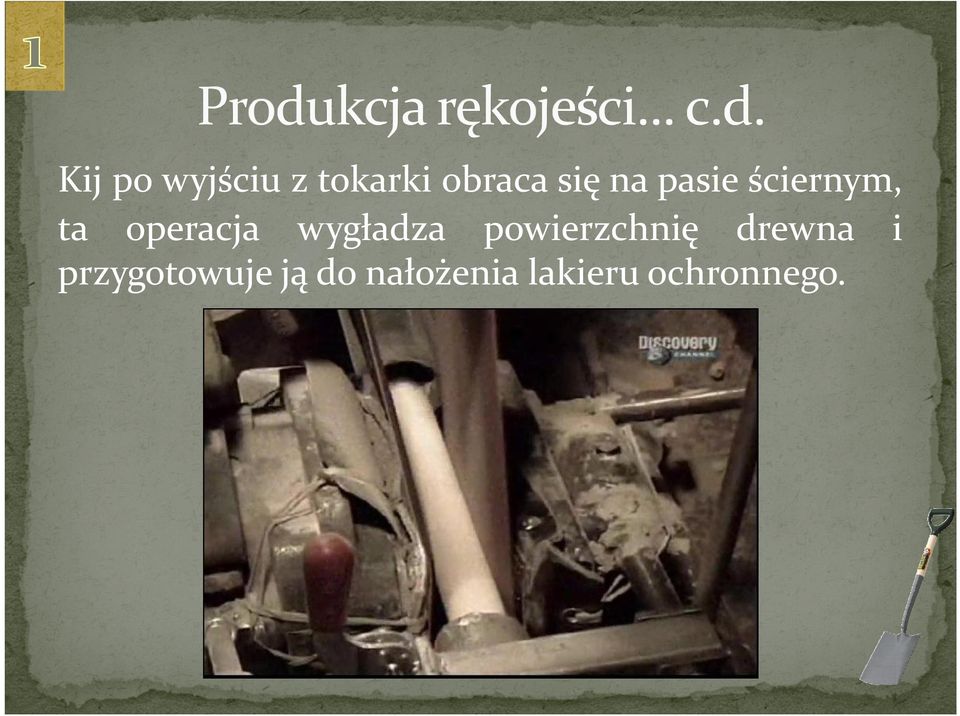
14 Kij powyjściu ztokarki obracasię napasie ściernym, ta operacja wygładza powierzchnię drewna i przygotowujejądonałożenialakieruochronnego.
15

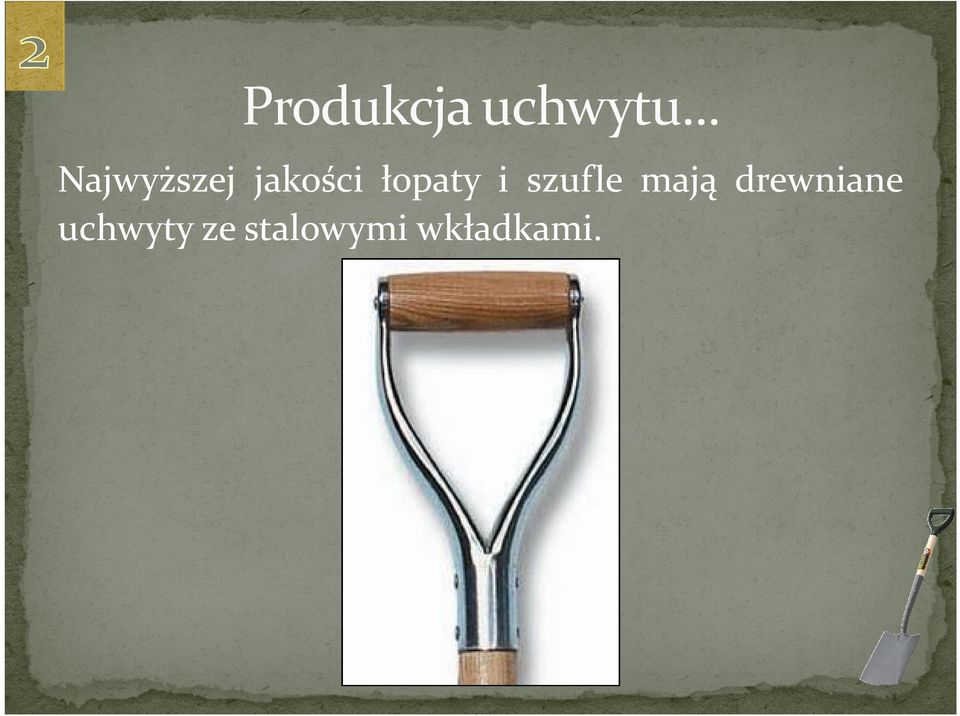
16 Najwyższej jakości łopaty i szufle mają drewniane uchwytyzestalowymiwkładkami.
17 Automat tokarski obrabia kawałek drewna tak aby miał odpowiednią długość i profil, potem automatycznawiertarkawykonujewnimotwór.

18

19 Do wykonania boków uchwytu potrzebne są dwa przycięte kawałki blachy,które następnie wygina się w odpowiedni kształt na specjalnej prasie w dwóch etapach.

20
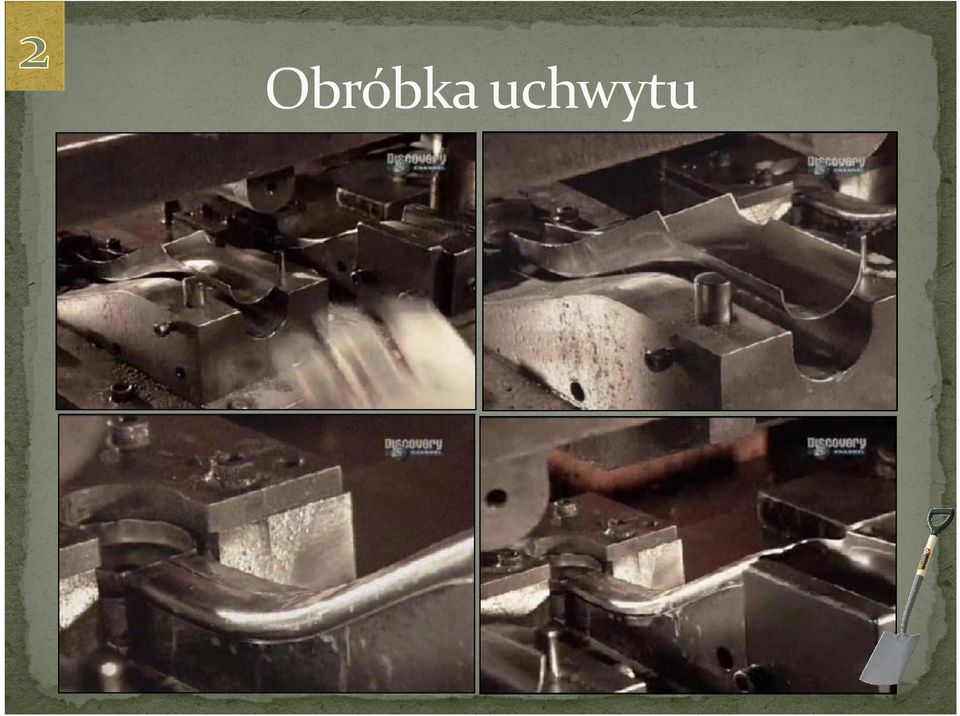
21 Prasa hydrauliczna pracuje wykorzystując prawo Pascala, które mówi, że ciśnienie wywierane na ciecz i gaz rozchodzi się równomierniewewszystkichkierunkach.
22 Podstawowymi elementami prasy hydraulicznej są naczynia cylindryczne o różnych przekrojach (średnicach), połączone ze sobą rurą. Naczynia te zamknięte są od góry szczelnie dopasowanymi tłokami i wypełnione olejem lub sprężonym powietrzem.
23 Ciśnienie wywierane przez jeden tłok przenoszone jest przez ciecz lub gaz na drugi tłok. Zrówności ciśnień pod tłokami oraz przy założeniu że powierzchnia tłoka wyjściowego jest większa od wejściowego, wynika, że na tłok owiększym polu powierzchni działa siła owiększej wartości. Prasa hydrauliczna to urządzenie służce do działania na przedmiotsiłą większą odprzyłożonejdoukładu.
24
25 Łuk elektryczny (długa ciągła iskra, powstająca w wyniku spięcia elektrycznego) zespala dwa kawałki blachy razem, proces ten nazywa się zgrzewaniem oporowym.
26
27 Zgrzewanie oporowe to proces w którym trwałe połączeniemiędzy ściśledociśniętymi przedmiotami otrzymuje się na całej powierzchni styku dzięki nagrzaniu oporowemu tegoobszaru przepływającym prądem elektrycznym, a następnie odkształceniu plastycznemu po osiągnięciu odpowiedniej temperaturyzgrzewania. Obszar zgrzewania nagrzewamy do uplastycznienia lub do temperatur wyższych od temperatur topnienia.
28 Jest to najbardziej znana metoda zgrzewania oporowego. Głównie jest przeznaczona do spajania arkuszy blach. Spoinę tworzy jedna lub więcej zgrzein, a elementy są zazwyczaj łączone na zakładkę. Zzasady stosuje się elektrody punktowe o odpowiedniodobranej średnicy.
29 Przez boki uchwytu i drewnianą wkładkę przetykasię nit izagniatacałyelement.
30
31
32 Maszyna (prasa) wycina blachy z których zostaną wykonaneostrzanarzędzia.
33 Ramię robota ładuje wycięte blachy do pieca. Po zaledwie 4min. blacha rozgrzewa się do prawie 1000 o C-wtej temperaturze stal staje się plastyczna.
34
35 Pracownicy pojedynczo kształtują ostrza mają tylko kilka sekund na wykonanie tej operacji zanim stal ostygnie. Pierwsza prasa formuje kształt narzędzia oraz część gniazda, następnie druga prasa zamyka gniazdo.
36
37
38 Pracownicy szybkozanurzają ostrza wletniej wodzie aby zahartować stal. Teraz jest ona bardzo twarda i krucha. Ostrza muszą zostać odpuszczone poprzez wygrzewanie w piecu przez 15 min. ten proces zmienia strukturę wewnętrzną stali iprzywraca jej wytrzymałość.
39 Po oczyszczeniu i pomalowaniu metalowego uchwytu, pracownik obsadzawnimkij izabezpiecza gwoździami.
40 Na drugim końcu przytwierdza się ostrze, które wcześniej pokryto zabezpieczeniem antykorozyjnym po wywierceniu otworu na wylot przez stal i drewniany kij zakłada się nit lub wbija gwóźdź, aby połączyć obaelementy.
41 Narzędzie ogrodnicze jest już gotowe do ciężkiej pracy.
42 1. Najbardziej znana metoda zgrzewania oporowego to zgrzewanie hydrauliczna pracuje wykorzystując prawo Pascala. 3. Materiał na rękojeść szpadla. 4. Metalowy element konstrukcyjny do łączenia np. fragmentów blach. 5. Podnosi twardość i wytrzymałość stali. 6. Obrabiarka przeznaczona do obróbki skrawaniem to W nim rozgrzewana jest blacha PU N KT O WE 2 PR A S A J E S I O N 4 NI T HA R T OWA N I E 6 TO KA R K A 7 T Y S I Ą C 8 P I E C
43 Dziękuję za uwagę...
Opracował; Daniel Gugała
 Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
Opracował; Daniel Gugała Obróbka skrawaniem rodzaj obróbki ubytkowej polegający na zdejmowaniu (ścinaniu) małych części obrabianego materiału zwanych wiórami. Obróbkę skrawaniem dzieli się na dwie grupy:
(12) OPIS PATENTOWY (19) PL (11) 184420
 OPIS PATENTOWY (19) PL (11) 184420") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 184420 (21) Numer zgłoszenia: 320854 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 18.12.1995 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 184420 (21) Numer zgłoszenia: 320854 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 18.12.1995 (86) Data i numer zgłoszenia
Wytwarzanie i przetwórstwo polimerów!
 Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
Wytwarzanie i przetwórstwo polimerów! Łączenie elementów z tworzyw sztucznych, cz.2 - spawanie dr in. Michał Strankowski Katedra Technologii Polimerów Wydział Chemiczny Publikacja współfinansowana ze środków
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
Dobór nożyc w zależności od rodzaju zastosowania
 NOŻYCE DO BACHY Dobór nożyc w zależności od rodzaju zastosowania Rodzaje zastosowań Nożyce MA 5 MA 5 R MA 5 MA 35 MR 6 MR 7 R MR 7 MR 340 MR 76 M M 6 M 30 M 7 R M 7 M 3 R M 330 M 56 M 77 M 76 M 730 583
NOŻYCE DO BACHY Dobór nożyc w zależności od rodzaju zastosowania Rodzaje zastosowań Nożyce MA 5 MA 5 R MA 5 MA 35 MR 6 MR 7 R MR 7 MR 340 MR 76 M M 6 M 30 M 7 R M 7 M 3 R M 330 M 56 M 77 M 76 M 730 583
FABRYKA MASZYN BUDOWLANYCH "BUMAR" Sp. z o.o. Fabryka Maszyn Budowlanych ODLEWY ALUMINIOWE
 Fabryka Maszyn Budowlanych BUMAR Sp. z o.o. ul. Fabryczna 6 73-200 CHOSZCZNO ODLEWY ALUMINIOWE 1.PIASKOWE DO 100 KG 2.KOKILOWE DO 30 KG 3.CISNIENIOWE DO 3 KG 1. Zapewniamy atesty i sprawdzenie odlewów
Fabryka Maszyn Budowlanych BUMAR Sp. z o.o. ul. Fabryczna 6 73-200 CHOSZCZNO ODLEWY ALUMINIOWE 1.PIASKOWE DO 100 KG 2.KOKILOWE DO 30 KG 3.CISNIENIOWE DO 3 KG 1. Zapewniamy atesty i sprawdzenie odlewów
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TECHNOLOGIA MASZYN. Wykład dr inż. A. Kampa
 TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
TECHNOLOGIA MASZYN Wykład dr inż. A. Kampa Technologia - nauka o procesach wytwarzania lub przetwarzania, półwyrobów i wyrobów. - technologia maszyn, obejmuje metody kształtowania materiałów, połączone
PRZYGOTÓWKI WĘGLIKOWE
 Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Wprowadzenie Narzędzia z węglików spiekanych są szeroko używane w produkcji. Zdecydowana większość narzędzi węglikowych używana jest do obróbki maszynowej, jednak istnieją również narzędzia przeznaczone
Cennik System wentylacyjny Kanały i kształtki okrągłe
 Cennik System wentylacyjny Kanały i kształtki okrągłe Podane ceny są cenami netto.. Firma Sówka zastrzega sobie prawo do wprowadzania zmian bez wcześniejszego uprzedzenia Cennik obowiązuje od 01.05.2014
Cennik System wentylacyjny Kanały i kształtki okrągłe Podane ceny są cenami netto.. Firma Sówka zastrzega sobie prawo do wprowadzania zmian bez wcześniejszego uprzedzenia Cennik obowiązuje od 01.05.2014
Podstawy Konstrukcji Maszyn. Wykład nr. 2 Obróbka i montaż części maszyn
 Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
Podstawy Konstrukcji Maszyn Wykład nr. 2 Obróbka i montaż części maszyn 1. WSTĘP Przedwojenny Polski pistolet VIS skomplikowana i czasochłonna obróbka skrawaniem Elementy składowe pistoletu podzespoły
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
(12) OPIS PATENTOWY (19) PL (11) (13) B1
 OPIS PATENTOWY (19) PL (11) (13) B1") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166185 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 291821 (22) Data zgłoszenia: 25.09.1991 (51) Int.Cl.5: B21D 53/88
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 166185 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 291821 (22) Data zgłoszenia: 25.09.1991 (51) Int.Cl.5: B21D 53/88
WKŁADKI WĘGLIKOWE do narzędzi górniczych
 WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
WKŁADKI WĘGLIKOWE do narzędzi górniczych Wprowadzenie Wkładki i piły tnące z węglików spiekanych są powszechnie używanymi narzędziami tnącymi. Są szeroko stosowane w narzędziach tokarskich, wiertłach,
Sposób kształtowania plastycznego wałków z wieńcami zębatymi
 Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
Sposób kształtowania plastycznego wałków z wieńcami zębatymi Przedmiotem wynalazku jest sposób kształtowania plastycznego wałków z wieńcami zębatymi, zwłaszcza wałków drążonych. Przez pojecie wał drążony
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn. mgr inż. Marta Bogdan-Chudy
 OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
OBLICZANIE NADDATKÓW NA OBRÓBKĘ SKRAWANIEM na podstawie; J.Tymowski Technologia budowy maszyn mgr inż. Marta Bogdan-Chudy 1 NADDATKI NA OBRÓBKĘ b a Naddatek na obróbkę jest warstwą materiału usuwaną z
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 06/15
 PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 221264 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 221264 (13) B1 (21) Numer zgłoszenia: 405298 (51) Int.Cl. B23F 1/08 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
DRAPER oferta specjalna na Narzędzia do prac jesiennych.
 GN028-12 DO WSZYSTKICH KONTRAHENTÓW DRAPER oferta specjalna na Narzędzia do prac jesiennych. Zestaw sekatorów Falowane krawędzie ostrzy dla lepszego cięcia, hartowane, odpuszczone oraz dodatkowo oszlifowane.
GN028-12 DO WSZYSTKICH KONTRAHENTÓW DRAPER oferta specjalna na Narzędzia do prac jesiennych. Zestaw sekatorów Falowane krawędzie ostrzy dla lepszego cięcia, hartowane, odpuszczone oraz dodatkowo oszlifowane.
TMALASER Teresa Malinowska
 TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
TMALASER Teresa Malinowska O NAS Firma TMALASER Teresa Malinowska działa od 2006 roku zgodnie z wymogami ISO. Podstawowym przedmiotem naszej działalności jest produkcja detali, podzespołów dla przemysłu
WIERTŁA STOPNIOWE. profiline
 WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
WIERTŁA STOPNIOWE profiline Charakterystyka produktu W przypadku wierteł owych nowej generacji RUKO o wysokiej wydajności spiralny rowek wiórowy szlifowany jest w technologii CBN w materiale poddanym uprzednio
PL B1. POLITECHNIKA WROCŁAWSKA, Wrocław, PL
 PL 227674 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 227674 (13) B1 (21) Numer zgłoszenia: 417023 (51) Int.Cl. B23K 11/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 227674 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 227674 (13) B1 (21) Numer zgłoszenia: 417023 (51) Int.Cl. B23K 11/20 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
PL 218203 B1. R&D PROJECT SPÓŁKA Z OGRANICZONĄ ODPOWIEDZIALNOŚCIĄ, Łódź, PL 17.12.2012 BUP 26/12
 PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 218203 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 218203 (13) B1 (21) Numer zgłoszenia: 395134 (51) Int.Cl. B23B 3/16 (2006.01) B23B 3/18 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
ĆWICZENIE NR Materiały pomocnicze do wykonania zadania
 ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
ĆWICZENIE NR 3 3. OBRÓBKA TULEI NA TOKARCE REWOLWEROWEJ 3.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym tulei wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce rewolwerowej
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE Rok 2019 CZĘŚĆ PRAKTYCZNA
 Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do obróbki plastycznej metali Oznaczenie kwalifikacji:
Arkusz zawiera informacje prawnie chronione do momentu rozpoczęcia egzaminu Układ graficzny CKE 2018 Nazwa kwalifikacji: Użytkowanie maszyn i urządzeń do obróbki plastycznej metali Oznaczenie kwalifikacji:
WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: s~\ T.7
 RZECZPOSPOLITA POLSKA EGZEMPURZARCHMLNY 3 OPIS OCHRONNY PL 58498 WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: 105569 s~\ T.7 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.11.1996 B65G
RZECZPOSPOLITA POLSKA EGZEMPURZARCHMLNY 3 OPIS OCHRONNY PL 58498 WZORU UŻYTKOWEGO q Y1 \2lj Numer zgłoszenia: 105569 s~\ T.7 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.11.1996 B65G
Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.
 Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.pl JANGO NOWE PRODUKTY ZAWIERA CENNIK 2008-12-01 UCHWYTY WIERTARSKIE
Jango-uchwyty 63-800 Gostyń ul. Starogostyńska 6 Tel.: +48+65+572 11 02 fax: +48+65+572 25 83 http://www.jango.pl e-mail: jango@jango.pl JANGO NOWE PRODUKTY ZAWIERA CENNIK 2008-12-01 UCHWYTY WIERTARSKIE
1. Właściwy dobór taśmy
 1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
1. Właściwy dobór taśmy 1. 1. Długość taśmy Wymiary taśmy są ściśle związane z rodzajem używanej przecinarki. Informacje na ten temat można przeczytać w DTR-ce maszyny. 1. 2. Szerokość taśmy W przecinarkach
5 Narzędzia. Szczypce tnące/obcęgi zbrojarskie/kombinerki 5/19. Obcęgi do gwoździ. Obcęgi zbrojarskie. Obcęgi zbrojarskie o zwiększonym przełożeniu
 Szczypce tnące/obcęgi zbrojarskie/kombinerki Obcęgi do gwoździ Wykonanie: DIN ISO 9243, ze specjalnej stali narzędziowej, główka polerowana. 5130 5133 Krawędzie tnące hartowane indukcyjnie, rękojeści pokryte
Szczypce tnące/obcęgi zbrojarskie/kombinerki Obcęgi do gwoździ Wykonanie: DIN ISO 9243, ze specjalnej stali narzędziowej, główka polerowana. 5130 5133 Krawędzie tnące hartowane indukcyjnie, rękojeści pokryte
WYCIĄG ZGRZEWARKA MUFOWA
 WYCIĄG ZGRZEWARKA MUFOWA Przedmiotowy wynalazek dotyczy zgrzewarki mufowej, zapewniającej rozgrzanie części łączeniowych rur z tworzyw sztucznych i kształtek za pomocą elementu grzewczego tak, aby osiągnęły
WYCIĄG ZGRZEWARKA MUFOWA Przedmiotowy wynalazek dotyczy zgrzewarki mufowej, zapewniającej rozgrzanie części łączeniowych rur z tworzyw sztucznych i kształtek za pomocą elementu grzewczego tak, aby osiągnęły
oprawa kaboszonu w tzw. cargę
 oprawa kaboszonu w tzw. cargę Zajmuje się tworzeniem biżuterii w technikach jubilerskich. Chciałbym przybliżyć Wam jedną z podstawowych umiejętności, którą wykorzystuje się w tej technice oprawę kaboszonu
oprawa kaboszonu w tzw. cargę Zajmuje się tworzeniem biżuterii w technikach jubilerskich. Chciałbym przybliżyć Wam jedną z podstawowych umiejętności, którą wykorzystuje się w tej technice oprawę kaboszonu
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Szlifowanie cz. II. KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 7 Kierunek: Mechanika i Budowa Maszyn
Zakład Konstrukcji Spawanych
 Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Zakład Konstrukcji Spawanych Produkcja stanowisk oraz przyrządów montażowych. Produkcja przyrządów obróbkowych. Modyfikacja istniejących maszyn i urządzeń. Produkcja podzespoły pojazdów szynowych. Produkcja
Operacja technologiczna to wszystkie czynności wykonywane na jednym lub kilku przedmiotach.
 Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Temat 23 : Proces technologiczny i planowanie pracy. (str. 30-31) 1. Pojęcia: Proces technologiczny to proces wytwarzania towarów wg przepisów. Jest to zbiór czynności zmieniających właściwości fizyczne
Metody łączenia metali. rozłączne nierozłączne:
 Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
Metody łączenia metali rozłączne nierozłączne: Lutowanie: łączenie części metalowych za pomocą stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. - lutowanie miękkie
CIENKOŚCIENNE KONSTRUKCJE METALOWE
 CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 5: Łączenie elementów cienkościennych za pomocą wkrętów, gwoździ wstrzeliwanych i nitów jednostronnych ŁĄCZNIKI MECHANICZNE Śruby Wkręty samowiercące Gwoździe
CIENKOŚCIENNE KONSTRUKCJE METALOWE Wykład 5: Łączenie elementów cienkościennych za pomocą wkrętów, gwoździ wstrzeliwanych i nitów jednostronnych ŁĄCZNIKI MECHANICZNE Śruby Wkręty samowiercące Gwoździe
PH 1. Nitownica pneumatyczno-hydrauliczna. Nr art
 PH 1 Nr art. 145 6766 Przeznaczona do Ø 4 mm ze wszystkich materiałów. Nie nadaje się do osadzania nitów zrywalnych CAP ze stali nierdzewnej. 1,2 kg Ciśnienie robocze: 5 7 barów Wydatek powietrza: 0,8
PH 1 Nr art. 145 6766 Przeznaczona do Ø 4 mm ze wszystkich materiałów. Nie nadaje się do osadzania nitów zrywalnych CAP ze stali nierdzewnej. 1,2 kg Ciśnienie robocze: 5 7 barów Wydatek powietrza: 0,8
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH
 Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
Wyższa Szkoła Ekonomii i Administracji w Bytomiu Wilhelm Gorecki PROCESY PRODUKCYJNE WYTWARZANIA METALI I WYROBÓW METALOWYCH Podręcznik akademicki Bytom 2011 1. Wstęp...9 2. Cel podręcznika...11 3. Wstęp
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
WZORU UŻYTKOWEGO PL Y1. FABRYKA ZMECHANIZOWANYCH OBUDÓW ŚCIANOWYCH FAZOS SPÓŁKA AKCYJNA, Tarnowskie Góry, PL
 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119107 (22) Data zgłoszenia: 17.06.2010 (19) PL (11) 65867 (13) Y1 (51) Int.Cl.
RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS OCHRONNY WZORU UŻYTKOWEGO (21) Numer zgłoszenia: 119107 (22) Data zgłoszenia: 17.06.2010 (19) PL (11) 65867 (13) Y1 (51) Int.Cl.
KOMPETENCJI WIERTŁA DO DREWNA W PRECYZJI I JAKOSC
 KOMPETENCJI WIERTŁA DO DREWNA W PRECYZJI I JAKOSC Wiertło maszynowe kręte do drewna ze stali CV Wysokowydajne wiertło do drewna ze stali CV odpornej na ścieranie stali. Możliwość precyzyjnego punktowego
KOMPETENCJI WIERTŁA DO DREWNA W PRECYZJI I JAKOSC Wiertło maszynowe kręte do drewna ze stali CV Wysokowydajne wiertło do drewna ze stali CV odpornej na ścieranie stali. Możliwość precyzyjnego punktowego
12 Frezy HSS 12. Wiertła HSS. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
1 Wiertła HSS Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 5 Rozwiertaki i pogłębiacze Gwintowniki HSS Gwint 6 Frezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów Narzędzia tokarskie
N 160-E N 200-4 N 350-4 N 500-6 N 700-2
 Dane techniczne C 160-2 / C 160-2 PLUS C 250-0 PLUS Max. grubość blachy Stal 400 N / mm 2 mm 1,6 2,5 = Rury spiralnie zwijane mm 4 x 0,9 / 6 x 0,6 Stal 600 N / mm 2 mm 1,2 1,5 = Rury spiralnie zwijane
Dane techniczne C 160-2 / C 160-2 PLUS C 250-0 PLUS Max. grubość blachy Stal 400 N / mm 2 mm 1,6 2,5 = Rury spiralnie zwijane mm 4 x 0,9 / 6 x 0,6 Stal 600 N / mm 2 mm 1,2 1,5 = Rury spiralnie zwijane
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 20/13. TOMASZ BULZAK, Zastów Karczmiski, PL WUP 03/15
 PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
PL 219193 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 219193 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 398569 (22) Data zgłoszenia: 22.03.2012 (51) Int.Cl.
Kołnierze API 6A. API 6A TYP 6B 13,8 MPa (2000 psi) API 6A TYP 6B 20,7 MPa (3000 psi) API 6A TYP 6B 34,5 MPa (5000 psi) R S OD BC K P T N H
 API 6A TYP 6B 20,7 MPa (3000 psi) API 6A TYP 6B 34,5 MPa (5000 psi) R S OD BC K P T N H") Złącza typu HAMMER LUG, złącza obrotowe HAMMER LUG, łączniki i kształtki rurowe HAMMER LUG, zawory HAMMER LUG patrz dział HAMMER LUG - złącza i armatura. Oprócz złączy HAMMER LUG w instalacjach naftowych
Złącza typu HAMMER LUG, złącza obrotowe HAMMER LUG, łączniki i kształtki rurowe HAMMER LUG, zawory HAMMER LUG patrz dział HAMMER LUG - złącza i armatura. Oprócz złączy HAMMER LUG w instalacjach naftowych
WIERTŁA DO DREWNA. profiline
 WIERTŁA DO DREWNA profiline Wiertło maszynowe kręte do drewna ze stali CV Wysokowydajne wiertło do drewna ze stali CV odpornej na ścieranie stali. Możliwość precyzyjnego punktowego wiercenia dzięki ostrzu
WIERTŁA DO DREWNA profiline Wiertło maszynowe kręte do drewna ze stali CV Wysokowydajne wiertło do drewna ze stali CV odpornej na ścieranie stali. Możliwość precyzyjnego punktowego wiercenia dzięki ostrzu
NARZĘDZIA DO USUWANIA ZADZIORÓW. profiline
 NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
NRZĘDZI DO USUWNI ZDZIORÓW profiline Uniwersalna rękojeść Unigrat zaprojektowana zgodnie z najnowszymi osiągnięciami ergonomii Obsługa jedną ręką Głowicę blokującą można odsunąć kciukiem lub palcem wskazującym.
1 Wiertła HSS 1. Wiertła VHM. Wiertła z płytkami wymiennymi. Rozwiertaki i pogłębiacze. Gwintowniki HSS. Frezy cyrkulacyjne do gwintów
 1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
1 Wiertła 1 Wiercenie 2 3 Wiertła VHM Wiertła z płytkami wymiennymi 4 Rozwiertaki i pogłębiacze 5 Gwintowniki Gwint 6 rezy cyrkulacyjne do gwintów 7 8 Płytki do toczenia gwintów arzędzia tokarskie Toczenie
Politechnika Białostocka INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
 Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła statyczna próba ściskania metali Numer ćwiczenia: 3 Laboratorium z przedmiotu:
Politechnika Białostocka Wydział Budownictwa i Inżynierii Środowiska INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Temat ćwiczenia: Zwykła statyczna próba ściskania metali Numer ćwiczenia: 3 Laboratorium z przedmiotu:
PL 200888 B1. Sposób dokładnego wykrawania elementów z blach i otworów oraz wykrojnik do realizacji tego sposobu
 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 200888 (13) B1 (21) Numer zgłoszenia: 355081 (51) Int.Cl. B21D 28/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 17.07.2002
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES
 Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
Eliminacja odkształceń termicznych w procesach spawalniczych metodą wstępnych odkształceń plastycznych z wykorzystaniem analizy MES Mirosław Raczyński Streszczenie: W pracy przedstawiono wyniki wstępnych
HP-MP. Kombinacja młynka i prasy
 HP-MP Kombinacja młynka i prasy Przygotowywanie próbek: wydajnie i elastycznie HP-MP z urządzeniem czyszczącym pierścienie (opcja) Miejsce odbioru materiału w pojemnikach zmielonego materiału (funkcja:
HP-MP Kombinacja młynka i prasy Przygotowywanie próbek: wydajnie i elastycznie HP-MP z urządzeniem czyszczącym pierścienie (opcja) Miejsce odbioru materiału w pojemnikach zmielonego materiału (funkcja:
PL 213921 B1. Sposób odzyskowego toczenia odpadowych wałków metalowych i zestaw noży tnących do realizacji tego sposobu. WYSOCKI RYSZARD, Rogoźno, PL
 PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 213921 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 213921 (13) B1 (21) Numer zgłoszenia: 386269 (51) Int.Cl. B23B 1/00 (2006.01) B23B 27/06 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Okuwanie pali fundamentowych drewnianych. c) chomąta stosowane do zabezpieczenia połączeń pali przedłużanych.
 chomąta stosowane do zabezpieczenia połączeń pali przedłużanych.") UKD 624.154,8 ELEMENTY BUDOWLI I ICH ZESTAWY ELEMENTY NOŚNE N O R M A BRANŻOWA Okuwanie pali fundamentowych drewnianych BN-62 9010-01 Grupa katalogowa 0731 1. WSTĘP 1.1. Przedmiot normy. Przedmiotem normy
UKD 624.154,8 ELEMENTY BUDOWLI I ICH ZESTAWY ELEMENTY NOŚNE N O R M A BRANŻOWA Okuwanie pali fundamentowych drewnianych BN-62 9010-01 Grupa katalogowa 0731 1. WSTĘP 1.1. Przedmiot normy. Przedmiotem normy
TERMOFORMOWANIE OTWORÓW
 TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
TERMOFORMOWANIE OTWORÓW WIERTŁA TERMOFORMUJĄCE UNIKALNA GEOMETRIA POLEROWANA POWIERZCHNIA SPECJALNY GATUNEK WĘGLIKA LEPSZE FORMOWANIE I USUWANIE MATERIAŁU LEPSZE ODPROWADZENIE CIEPŁA WIĘKSZA WYDAJNOŚĆ
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Klasa 3.Graniastosłupy.
 Klasa 3.Graniastosłupy. 1. Uzupełnij nazwy odcinków oznaczonych literami: a........................................................... b........................................................... c...........................................................
Klasa 3.Graniastosłupy. 1. Uzupełnij nazwy odcinków oznaczonych literami: a........................................................... b........................................................... c...........................................................
SPIS TREŚCI. Wkrętarka s. 3. Szablony s.4. Wiertło Centerdrill s. 5. Ściski ślusarskie s. 6-8
 IS NARZĘDZIA SPIS TREŚCI Wkrętarka s. 3 Szablony s.4 Wiertło Centerdrill s. 5 Ściski ślusarskie s. 6-8 Wkrętarka systemowa Narzędzie to zostało zaprojektowane do mocowania wkrętów zatrzaskowych dostarczanych
IS NARZĘDZIA SPIS TREŚCI Wkrętarka s. 3 Szablony s.4 Wiertło Centerdrill s. 5 Ściski ślusarskie s. 6-8 Wkrętarka systemowa Narzędzie to zostało zaprojektowane do mocowania wkrętów zatrzaskowych dostarczanych
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Frezy nasadzane 3.2. Informacje podstawowe
 3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
3. Frezy nasadzane Informacje podstawowe 3 Frezy nasadzane Frezy nasadzane z nakładami ze stali szybkotnącej (HSS) przeznaczone do profesjonalnej obróbki drewna litego miękkiego oraz frezy nasadzane z
DZIURKOWNIKI ŚRUBOWE. profiline
 DZIURKOWNIKI ŚRUBOWE profiline Charakterystyka produktu W jednej operacji, w kilku ruchach, bez dużego wysiłku można wykonać otwór na gotowo bez konieczność obróbki wykańczającej. Lepszy kontakt narzędzia
DZIURKOWNIKI ŚRUBOWE profiline Charakterystyka produktu W jednej operacji, w kilku ruchach, bez dużego wysiłku można wykonać otwór na gotowo bez konieczność obróbki wykańczającej. Lepszy kontakt narzędzia
Producent maszyn do obróbki plastycznej metali POLAND. prasy walcarki wykrawarki.
 Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
Producent maszyn do obróbki plastycznej metali POLAND prasy walcarki wykrawarki UPH 28 Pozioma prasa hydrauliczna - Wbudowana pamięć umożliwiająca zapis do 4 programów gięcia - Precyzyjne pozycjonowanie
tarczy diamentowej do cięcia
 Wskazówki dot. zastosowania Tarcze diamentowe do cięcia KLINGSPOR uzupełniają sprawdzony program tarcz do cięcia Kronenflex. Umożliwiają one ekonomiczne cięcie materiałów mineralnych dzięki ich bardzo
Wskazówki dot. zastosowania Tarcze diamentowe do cięcia KLINGSPOR uzupełniają sprawdzony program tarcz do cięcia Kronenflex. Umożliwiają one ekonomiczne cięcie materiałów mineralnych dzięki ich bardzo
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 08/13
 PL 220503 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220503 (13) B1 (21) Numer zgłoszenia: 396595 (51) Int.Cl. B21D 19/00 (2006.01) B21D 28/28 (2006.01) Urząd Patentowy Rzeczypospolitej
PL 220503 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 220503 (13) B1 (21) Numer zgłoszenia: 396595 (51) Int.Cl. B21D 19/00 (2006.01) B21D 28/28 (2006.01) Urząd Patentowy Rzeczypospolitej
KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA
 KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
KOD UCZESTNIKA... ILOŚĆ PUNKTÓW ZA TEST... KONKURS WOJEWÓDZKI O TYTUŁ NAJLEPSZEGO ŚLUSARZA ZIEMII LUBUSKIEJ 2014 CZĘŚĆ TEORETYCZNA Na teście zaznacz poprawną odpowiedź! 1. Na rysunku nr 1 przedstawiono:
Katalog zbędnych środków produkcji 2015
 Katalog zbędnych środków produkcji 2015 Informacji na temat maszyn i urządzeń zawartych w katalogu udziela: Ryszard Sachar SIPMA S.A., DPP/Technolog tel. kom. (+48) 605 577 521 tel. (+48) 81 44 14 650
Katalog zbędnych środków produkcji 2015 Informacji na temat maszyn i urządzeń zawartych w katalogu udziela: Ryszard Sachar SIPMA S.A., DPP/Technolog tel. kom. (+48) 605 577 521 tel. (+48) 81 44 14 650
Mocowania kanałów wentylacyjnych Mocowania do blach trapezowych
 120 Mocowania kanałów wentylacyjnych Mocowania do blach trapezowych y mocowania kanałów wentylacyjnych Obejma LGS str.123 Sanitary Electrical Grid FUS MS Uchwyty kanałowe LKH / LKHN str.125 y mocowania
120 Mocowania kanałów wentylacyjnych Mocowania do blach trapezowych y mocowania kanałów wentylacyjnych Obejma LGS str.123 Sanitary Electrical Grid FUS MS Uchwyty kanałowe LKH / LKHN str.125 y mocowania
Wiertło maszynowe kręte do drewna ze stali CV Wiertła kręte ze stali CV Wiertło do szalunku ze stali CV Wiertło do otworów pod zawiasy
 » WIERTŁA DO DREWNA Wiertła do drewna Wiertło maszynowe kręte do drewna ze stali CV Do drewna, sklejki, forniru oraz płyt wiórowych, stolarskich i z włókna drzewnego. Wiertła kręte ze stali CV Do belek
» WIERTŁA DO DREWNA Wiertła do drewna Wiertło maszynowe kręte do drewna ze stali CV Do drewna, sklejki, forniru oraz płyt wiórowych, stolarskich i z włókna drzewnego. Wiertła kręte ze stali CV Do belek
Domek dla ptaków. Domek dla ptaków. Instrukcja montażu
 11325123 Domek dla ptaków Domek dla ptaków Instrukcja montażu Wskazówki dotyczące montażu Zasady dla Red Toolbox, dotyczące wykonywania prac ręcznych Gdy wykonujesz jakiekolwiek prace przy pomocy narzędzi,
11325123 Domek dla ptaków Domek dla ptaków Instrukcja montażu Wskazówki dotyczące montażu Zasady dla Red Toolbox, dotyczące wykonywania prac ręcznych Gdy wykonujesz jakiekolwiek prace przy pomocy narzędzi,
CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA
 Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
Budownictwo 16 Piotr Całusiński CZAS WYKONANIA BUDOWLANYCH ELEMENTÓW KONSTRUKCJI STALOWYCH OBRABIANYCH METODĄ SKRAWANIA A PARAMETRY SKRAWANIA Wprowadzenie Rys. 1. Zmiana całkowitych kosztów wytworzenia
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D. II. Pierwsze uruchomienie tokarki CNC (Sinumerik 802D)
") OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
OBSŁUGA TOKARKI CNC W UKŁADZIE STEROWANIA SINUMERIK 802D I. Objaśnienia funkcji na Sinumerik 802D M33 praca bez konika np. N10 M33 G54 M41, M42, M43 zakres obrotów wrzeciona tokarki, np. M42=200-1200 obr/min
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
System wycinania uszczelek Uwaga: system wycinaków Mekanix nie jest kompatybilny z systemem Boehm Beta Facom!
 System wycinania uszczelek Uwaga: system wycinaków Mekanix nie jest kompatybilny z systemem Boehm Beta Facom! Klosze wycinaków gwintowane 8007020001 Ø 2mm 23,00 zł 8007030001 Ø 3mm 23,00 zł 8007040001
System wycinania uszczelek Uwaga: system wycinaków Mekanix nie jest kompatybilny z systemem Boehm Beta Facom! Klosze wycinaków gwintowane 8007020001 Ø 2mm 23,00 zł 8007030001 Ø 3mm 23,00 zł 8007040001
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ
 ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
ĆWICZENIE NR 1. 1. OBRÓBKA WAŁKA NA TOKARCE KŁOWEJ 1.1. Zadanie technologiczne Dla zadanego rysunkiem wykonawczym wałka wykonać : - Plan operacyjny obróbki tokarskiej, wykonywanej na tokarce kłowej TUC
Przegląd produktów i zastosowań:
 WIERTŁA STOPNIOWE Przegląd produktów i zastosowań: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
WIERTŁA STOPNIOWE Przegląd produktów i zastosowań: 10,0 6,0 1,0 6,0 7,0 101 08 P 101 084 P 9 95 4,0 1,0 6,0 40,0 101 0505 101 097 96 99 E o 5 4,0 1,0 6,5 3,5 101 0509 E 101 534 E 96 99 4,0 1,0 6,0 40,0
Wkręt samowiercący ze skrzydełkami
 Wkręt samowiercący ze skrzydełkami 1 Wkręt samowiercący ze skrzydełkami Stal szlachetna hartowana lub stal ocynkowana na niebiesko 2 Wymiary (mm) Typ gniazda łba grubość połączenia głębokość wiercenia
Wkręt samowiercący ze skrzydełkami 1 Wkręt samowiercący ze skrzydełkami Stal szlachetna hartowana lub stal ocynkowana na niebiesko 2 Wymiary (mm) Typ gniazda łba grubość połączenia głębokość wiercenia
WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia:
 RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
RZECZPOSPOLITA POLSKA EGZEMPLARZ ARCHMLNY 19 OPIS OCHRONNY PL 58524 WZORU UŻYTKOWEGO q Y1 [2\\ Numer zgłoszenia: 105005 5i) Intel7: Urząd Patentowy Rzeczypospolitej Polskiej @ Data zgłoszenia: 10.07.1996
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi
 Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
Wykonanie ślimaka ze zmiennym skokiem na tokarce z narzędziami napędzanymi Pierwszym etapem po wczytaniu bryły do Edgecama jest ustawienie jej do obróbki w odpowiednim środowisku pracy. W naszym przypadku
PL 216101 B1. AKADEMIA GÓRNICZO-HUTNICZA IM. STANISŁAWA STASZICA W KRAKOWIE, Kraków, PL 07.06.2010 BUP 12/10
 PL 216101 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216101 (13) B1 (21) Numer zgłoszenia: 386573 (51) Int.Cl. B24B 39/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL 216101 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 216101 (13) B1 (21) Numer zgłoszenia: 386573 (51) Int.Cl. B24B 39/00 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia:
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 17/16
 PL 225356 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225356 (13) B1 (21) Numer zgłoszenia: 413407 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
PL 225356 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225356 (13) B1 (21) Numer zgłoszenia: 413407 (51) Int.Cl. B21D 7/08 (2006.01) B21D 7/16 (2006.01) Urząd Patentowy Rzeczypospolitej Polskiej
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
(86) Data i numer zgłoszenia międzynarodowego: 13.05.2002, PCT/DE02/01711 (87) Data i numer publikacji zgłoszenia międzynarodowego:
 Data i numer zgłoszenia międzynarodowego: 13.05.2002, PCT/DE02/01711 (87) Data i numer publikacji zgłoszenia międzynarodowego:") RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201638 (21) Numer zgłoszenia: 363647 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.05.2002 (86) Data i numer zgłoszenia
RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 201638 (21) Numer zgłoszenia: 363647 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (22) Data zgłoszenia: 13.05.2002 (86) Data i numer zgłoszenia
PL B1. POLITECHNIKA LUBELSKA, Lublin, PL BUP 11/15. STANISŁAW PŁASKA, Lublin, PL RADOSŁAW CECHOWICZ, Lublin, PL
 PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
PL 225242 B1 RZECZPOSPOLITA POLSKA (12) OPIS PATENTOWY (19) PL (11) 225242 (13) B1 Urząd Patentowy Rzeczypospolitej Polskiej (21) Numer zgłoszenia: 406019 (22) Data zgłoszenia: 12.11.2013 (51) Int.Cl.
Statyka Cieczy i Gazów. Temat : Podstawy teorii kinetyczno-molekularnej budowy ciał
 Statyka Cieczy i Gazów Temat : Podstawy teorii kinetyczno-molekularnej budowy ciał 1. Podstawowe założenia teorii kinetyczno-molekularnej budowy ciał: Ciała zbudowane są z cząsteczek. Pomiędzy cząsteczkami
Statyka Cieczy i Gazów Temat : Podstawy teorii kinetyczno-molekularnej budowy ciał 1. Podstawowe założenia teorii kinetyczno-molekularnej budowy ciał: Ciała zbudowane są z cząsteczek. Pomiędzy cząsteczkami
Frezy do frezarki ze szlifem tylnim
 do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
do frezarki ze szlifem tylnim Frezy do wosku Spiralny kształt szybko odtransportowuje opiłki wosku Wnęka magazynująca łatwo gromadzi opiłki zapobiega rozsmarowywaniu się wosku Ostre ostrza szybkie, skuteczne
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie Warszawa (Miedzeszyn Hotel BOSS), maja 2016 r.
, maja 2016 r.") Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
Wybrane zagadnienia z badań laboratoryjnych w Centrum Diagnostyki w Warszawie 2013-2016 Warszawa (Miedzeszyn Hotel BOSS), 11-13 maja 2016 r. Plan prezentacji: Przyrząd do kontrolowanego chłodzenia złącza
Giętarki i nożyce do stali zbrojeniowej
 Giętarki i nożyce do stali zbrojeniowej Giętarki elektryczne Giętarko-nożyce elektryczne COMBI Nożyce elektryczne Elektryczne giętarki do strzemion Giętarki i nożyce ręczne quality through service Nożyce
Giętarki i nożyce do stali zbrojeniowej Giętarki elektryczne Giętarko-nożyce elektryczne COMBI Nożyce elektryczne Elektryczne giętarki do strzemion Giętarki i nożyce ręczne quality through service Nożyce
Stopy miedzi w technice elektrycznego zgrzewania oporowego. Elmedur X XS Z B2 NCS HA
 Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
Stopy miedzi w technice elektrycznego zgrzewania oporowego Elmedur X XS Z B2 NCS HA Treść Elmedur X (do ogólnych zastosowań) 2 Elmedur XS (dla elektrod) 4 Elmedur Z 6 Elmedur B2 8 Elmedur NCS 1 Elmedur
Oprócz szerokiego, ciągle rozszerzanego
 KART-MAP Spółka Jawna 10-376 Olsztyn, Nikielkowo ul. Parkowa 3 tel.+ 48 89 535 71 50, fax.+ 48 89 535 71 43 handlowy@kart-map.com.pl produkcja@kart-map.com.pl www.kart-map.pl KART-MAP Spółka Jawna jest
KART-MAP Spółka Jawna 10-376 Olsztyn, Nikielkowo ul. Parkowa 3 tel.+ 48 89 535 71 50, fax.+ 48 89 535 71 43 handlowy@kart-map.com.pl produkcja@kart-map.com.pl www.kart-map.pl KART-MAP Spółka Jawna jest
Temat 2 (2 godziny) : Próba statyczna ściskania metali
 : Próba statyczna ściskania metali") Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
Temat 2 (2 godziny) : Próba statyczna ściskania metali 2.1. Wstęp Próba statyczna ściskania jest podstawowym sposobem badania materiałów kruchych takich jak żeliwo czy beton, które mają znacznie lepsze
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO.
 TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
TEMAT: PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO WAŁKA STOPNIOWEGO. Przebieg projektowania procesu technologicznego: 1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i
1.Stacja transformatorowa: - montaż głowic kablowych. 2. Zasilanie stacji
 Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe OPAK-MET Stanisław Barański ul. Marcinkowskiego 110, 88-100 Inowrocław Projekt Nr RPKP.05.02.02-04-005/14 lp. Nazwa/Kategoria Specyfikacja sprzętu/ Zakres/rodzaj
Przedsiębiorstwo Produkcyjno-Handlowo-Usługowe OPAK-MET Stanisław Barański ul. Marcinkowskiego 110, 88-100 Inowrocław Projekt Nr RPKP.05.02.02-04-005/14 lp. Nazwa/Kategoria Specyfikacja sprzętu/ Zakres/rodzaj