Zużycie i trwałość ostrza
|
|
|
- Krzysztof Jemielniak
- 5 lat temu
- Przeglądów:
Transkrypt


1 Prof. Krzysztof Jemielniak Obróbka Skrawaniem Część 9 Zużycie i trwałość ostrza, Instytut Technik Wytwarzania Zakład Automatyzacji i Obróbki Skrawaniem

2 Plan wykładu Obróbka skrawaniem 1. Wstęp 2. Pojęcia podstawowe 3. Geometria ostrza 4. Materiały narzędziowe 5. Proces tworzenia wióra 6. Siły skrawania 7. Dynamika procesu skrawania 8. Ciepło w procesie skrawania, metody chłodzenia 9. Zużycie i trwałość ostrza 10. Diagnostyka stanu narzędzia i procesu skrawania 11. Skrawalność 12. Obróbka materiałów stosowanych w przemyśle lotniczym strony
3 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie zużycie ostrza ostrza Wskaźniki zużycia ostrza Okres trwałości ostrza Zależność okresu trwałości ostrza od parametrów skrawania Trwałość ostrza przy zmiennych parametrach skrawania Dobór parametrów skrawania 3

4 Zużycie i stępienie ostrza Obciążenie mechaniczne, chemiczne i cieplne ostrza w procesie skrawania powoduje zmiany właściwości ostrza, ubytki jego materiału, Wynika stąd pogorszenie zdolności ostrza do wykonywania obróbki skrawaniem Postępującą w czasie utratę właściwości skrawnych ostrza nazywamy zużyciem ostrza. Zużycie ostrza jest procesem trwającym od początku jego pracy ostrze, które pracowało choćby kilkanaście sekund już jest w jakimś stopniu zużyte Stan ostrza, który czyni go nieprzydatnym do dalszej pracy nazywamy stępieniem ostrza. 4

5 Typowe objawy zużycia ostrza krater na powierzchni natarcia zużycie wrębowe zużycie wrębowe starcie powierzchni przyłożenia 5
6 Zjawiska powodujące zużycie ostrza 1. ścieranie mechaniczne 2. adhezja 3. dyfuzja 4. utlenianie (erozja) 5. odkształcenia plastyczne 6. zużycie wytrzymałościowe pęknięcia wykruszenia wyłamania 6



7 Ścieranie narzędzie ze stali szybkotnącej S.Hogmark, HSS FORUM, 2005, Germany narzędzie ceramiczne V.P. Astakhow, Drills, CRC Press,

8 Ścieranie Narzędzie z węglików spiekanych. Zużycie powierzchni przyłożenia Twarde wtrącenia w materiale ścierają ostrze. Małe fragmenty pokrycia oderwanego od narzędzia również ścierają ostrze. Miękki kobalt wyciera się spomiędzy ziaren węglików, pozbawiając je oparcia, stąd i one są usuwane Przeciwdziałanie Obniżyć prędkość skrawania Dobrać gatunek bardziej odporny na zużycie ścierne 8


9 Adhezja 9





10 Adhezja zużycie ostrza VB B (mm) Geometria ostrza a o = 8º, g o = 10º, e r = 90º, k r = 60º, r e = 1 mm, czas skrawania t c = 30min Materiał obrabiany: C53E Materiał ostrza: HW=P30 Parametry skrawania: a p = 2mm, f = 0,315 mm/obr Prędkość skrawania v c (m/min) F. Klocke, Manufacturing Processes 1: Cutting, Springer




11 Zużycie adhezyjne narzędzia ze stali szybkotnącej S.Hogmark, HSS FORUM, 2005, Germany 11


12 Adhezja narost Przeciwdziałanie Zwiększyć prędkość skrawania Zastosować chłodziwo, albo wręcz przeciwnie Zastosować większe kąty natarcia Zwiększyć posuw 12
 6 C, (FeW) 23 C 6 TiC-WC")
13 Dyfuzja Fe C Co Obróbka stali narzędziem z węglików spiekanych rozkład WC i powstawanie złożonych związków żelaza wolframu i węgla: Fe 3 W 3 C, (FeW) 6 C, (FeW) 23 C 6 TiC-WC kobalt 13


14 Dyfuzja krater na powierzchni natarcia krater 14

15 Dyfuzja Krater Przeciwdziałanie: Wybrać gatunek ostrza bardziej odporny na zużycie z niższym numerem z grupy P Obniżyć prędkość skrawania Zmienić geometrię zwijacza wiórów Zastosować chłodzenie 15



16 Utlenianie zużycie wrębowe 16


17 Utlenianie, zużycie wrębowe Przeciwdziałanie: Wybrać gatunek ostrza bardziej odporny na utlenianie Obniżyć prędkość skrawania Obniżyć posuw Wybrać bardziej wytrzymały gatunek Utlenianie i koncentracja naprężeń powoduje, że tworzące się związki W a Fe b Co c O d są ścierane. ostrza Obniżyć kąt przystawienia Dodatkowe znaczenie ma utwardzanie powierzchni obrobionej w poprzednim przejściu Zużycie wrębowe 17

18 Zużycie wrębowe Zwłaszcza przy obróbce stopów niklu występują mechanizmy prowadzące do zużycia wrębowego: zmęczenie, pękanie spowodowane wysokimi zmiennymi obciążeniami termicznymi i mechanicznymi adhezja spowodowana przez mikroprzypawanie i wystrzępienie krawędzi wióra spływającego poprzecznie do wrębu wraz z cząstkami materiału ostrza ścieranie spowodowane przez zestalone zadziory o zębatej krawędzi pozostawione na powierzchni obrobionej i pchane na powierzchni obrabianej przed narzędziem utlenianie spowodowane reakcją chemiczną materiału obrabianego i/lub ostrza z otaczającym medium zużycie wrębowe F. Klocke, Manufacturing Processes 1: Cutting, Springer

19 Zużycie wrębowe Zużycie wrębowe głównej i pomocniczej krawędzi skrawającej znacznie wpływa na jakość powierzchni obrobionej F. Klocke, Manufacturing Processes 1: Cutting, Springer

20 Wpływ promienia naroża na zużycie ostrza przy toczeniu stopu niklu narzędziem PCBN F. Klocke, Manufacturing Processes 1: Cutting, Springer

21 Redukcja zużycia wrębowego przez zmienną a p F. Klocke, Manufacturing Processes 1: Cutting, Springer

22 Deformacje plastyczne 22


23 Deformacje plastyczne stali szybkotnącej S.Hogmark, HSS FORUM, 2005, Germany 23

24 Deformacje plastyczne węglików spiekanych Przeciwdziałanie Obniżyć prędkość skrawania Deformacje plastyczne Obniżyć posuw Wybrać wytrzymalszy gatunek ostrza Ciepło zmiękcza strukturę, zwłaszcza kobalt ostrze się deformuje Zastosować chłodziwo Zwiększyć promień naroża 24






25 Wytrzymałościowe zużycie ostrza 25

26 Pęknięcia termiczne Przeciwdziałanie: Zastosuj obwite chłodzenie Nie stosuj chłodzenia Pęknięcia grzebieniowe Obniż prędkość skrawania Zredukuj posuw Wybierz twardszy i bardziej wytrzymały gatunek Wywołane nagłymi zmianami temperatury ostrza wchodzenie i wychodzenie z materiału Zastosuj inną metodę obróbki zmień stosunek czasu przebywania narzędzia w materiale i poza nim 26


27 Wykruszenia ostrza ze stali szybkotnącej S.Hogmark, HSS FORUM, 2005, Germany 27
 Dobierz silniejszą geometrię ostrza (większy promień zaokrąglenia krawędzi Dobierz wytrzymalszy gatunek")
28 Wykruszenia ostrza z węglików Spowodowane zużyciem ściernym i lokalną koncentracją naprężeń pochodzących od: twardych wtrąceń w materiale obrabianym obróbki przerywanej wykruszenia drgań Przeciwdziałanie: Zwiększ prędkość skrawania Obniż posuw (szczególnie przy wejściu i wyjściu) Dobierz silniejszą geometrię ostrza (większy promień zaokrąglenia krawędzi Dobierz wytrzymalszy gatunek węglika Zredukuj drgania 28

29 Wykruszenia spowodowane wiórami Zużycie ścierno-wytrzymałościowe. Wióry kolidują z krawędzią i uszkadzają ją. Uderzenia wióra Typowe dla obróbki Inconeli Przeciwdziałanie: Zmień posuw Zmień głębokość skrawania Dobierz kąt przystawienia Dobierz inny zwijacz wióra Dobierz wytrzymalszy gatunek węglika 29

30 Wykruszenia frezu równomierne wzdłuż krawędzi przypadkowe 30

31 Wyłamanie ostrza Przeciążenie mechaniczne. Kombinacja mechanicznego i termicznego obciążenia ostrza prowadzi do jego wyłamania nawet Wyłamanie ostrza Przeciwdziałanie: podczas pierwszych sekund pracy Zbyt duże zużycie ostrza Zredukuj posuw Zredukuj głębokość skrawania Dobierz wytrzymalszy gatunek węglika Dobierz płytkę z silniejszą krawędzią skrawającą lub zwijaczem wiórów do większych posuwów Dobierz grubszą płytkę Sprawdź przygotówkę z punku widzenia twardych wtrąceń i trudności w wejściem ostrza w materiał 31
32 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie ostrza Wskaźniki zużycia ostrza ostrza Okres trwałości ostrza Zależność okresu trwałości ostrza od parametrów skrawania Trwałość ostrza przy zmiennych parametrach skrawania Dobór parametrów skrawania 32
33 Wskaźniki zużycia ostrza Bezpośrednie wskaźniki zużycia ostrza geometryczne miary zużycia Pośrednie wskaźniki zużycia ostrza zmiany wielkości fizycznych spowodowane zużyciem ostrza, na podstawie których można ocenić to zużycie jakość powierzchni obrobionej, kształt i kolor wióra, siły skrawania, drgania i hałas, emisja akustyczna, inne, odpowiednie dla danych warunków skrawania 33

34 Bezpośrednie wskaźniki zużycia - toczenie K= KT KM 34
35 Bezpośrednie wskaźniki zużycia - frezowanie VB N - zużycie wrębowe VB B zużycie równomierne VB Bmax zużycie nierównomierne VB C - zużycie naroża 35
36 Bezpośrednie wskaźniki zużycia - wiercenie VB Bmax zużycie nierównomierne VB C - zużycie naroża VB mg - zużycie łysinki (margin) V.P. Astakhow, Drills, CRC Press,


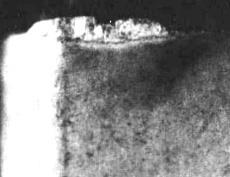
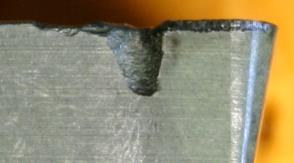
37 Przykładowe zużycie ostrza z WS powierzchnia przyłożenia starcie, zużycie wrębowe powierzchnia natarcia krater 37




38 Przykładowe zużycie ostrza z WS VB C =0,38 VB B =0,28 VB C =0,24 VB B =0,04 a) c) b) d) Materiał obrabiany stal 60 ( HB), Narzędzie hr z płytką TNMG M4 z lewej niepokrywana SECO S4 z prawej pokrywana SECOTIC TP 1,5*0,24 KT=0,25 38





39 Przykładowe wyglądy zużycia ostrza 39
40 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie ostrza Wskaźniki zużycia ostrza Okres trwałości ostrza ostrza Zależność okresu trwałości ostrza od parametrów skrawania Trwałość ostrza przy zmiennych parametrach skrawania Dobór parametrów skrawania 40
41 Okres trwałości ostrza zużycie ostrza (w) w k dopuszczalna (krytyczna) wartość zużycia (stępienie ostrza) czas skrawania (t) docieranie zużycie jednostajne zużycie przyspieszone T Czas skrawania do stępienia ostrza nazywamy okresem trwałości ostrza T 41
42 Przyczyny zakończenia trwałości ostrza Undetermined nieokreślona Unused niewykorzystane wyłamania Breakage rzeczywistość wykruszenia Chipping Flank Zużycie wear powierzchni przyłożenia (VB B ) Zużycie Crater powierzchni wear natarcia (KT) 42
43 Zalecane dopuszczalne wartości zużycia Materiał ostrza Wskaźnik stępienia Wartość dopuszczalna Starcie powierzchni VB B 0,2 do 1 mm Stal szybkotnąca przyłożenia VB Bmax 0,35 do 1 mm Głębokość krateru KT 0,1 do 0,3 mm Węgliki spiekane Starcie powierzchni przyłożenia VB B VB Bmax 0,3 do 0,5 mm 0,5 do 0,7 mm Głębokość krateru KT 0,1 do 0,2 mm Materiały ceramiczne Starcie powierzchni przyłożenia VB B 0,15 do 0,3 mm Głębokość krateru KT 0,1 mm F. Klocke, Manufacturing Processes 1: Cutting, Springer
44 Losowy charakter zużycia i trwałości ostrza σ T - odchylenie standardowe okresu trwałości ostrza z α - kwantyl rzędu a rozkładu normalnego Zużycie ostrza jest do pewnego stopnia zjawiskiem losowym. nie da się z góry przewidzieć ile czasu wyniesie okres trwałości w określonej próbie można przewidzieć, w jakim przedziale się on znajdzie z założonym prawdopodobieństwem: α poziom prawdopodobieństwa (że okres trwałości wykroczy poza zakres) Z reguły odchylenie standardowe okresu trwałości ostrza σ T jest proporcjonalne do jego wartości średniej തT, stąd wygodniej jest posługiwać się współczynnikiem zmienności: V T = σ T തT T α = തT ± z α σ T co prowadzi do: T α = തT 1 ± z α V T 44
 stosuje się rozkład t-studenta (t α,n 1 ): T α = തT 1 ± t α,n 1 V T gdzie N-1 liczba stopni swobody przy wyznaczaniu średniej, N - liczba pomiarów wzięta do")
45 Losowy charakter zużycia i trwałości ostrza T α = തT 1 ± z α V T Jeśli średnia i odchylenie standardowe zostało wyznaczone z niewielkiej liczby prób, są one obarczone niepewnością. Wtedy zamiast rozkładu normalnego (z α ) stosuje się rozkład t-studenta (t α,n 1 ): T α = തT 1 ± t α,n 1 V T gdzie N-1 liczba stopni swobody przy wyznaczaniu średniej, N - liczba pomiarów wzięta do wyznaczania średniej William Sealy Gosset ( ) angielski statystyk. Publikował pod pseudonimem Student (stąd nazwa wprowadzonego przez niego w roku 1908 rozkładu prawdopodobieństwa: rozkład Studenta). Przez większość życia pracował w browarach Guinnessa w Dublinie i w Londynie. Zajmował się tam m.in. kontrolą jakości piwa i surowców do jego produkcji, co doprowadziło go do rozważań nad statystyką i szacowaniem nieznanych parametrów. pl.wikipedia.org/wiki/william_sealy_gosset 45
46 Niezawodny okres trwałości ostrza Skoro okres trwałości opisujemy zależnością: T α = തT 1 ± t α,n 1 V T to okres trwałości ostrza, który zostanie osiągnięty z założonym prawdopodobieństwem (niezawodny okres trwałości ostrza): T α/2 = തT 1 t α,n 1 V T Np. jeśli zależy nam, by nie więcej niż 1% ostrzy uległo stępieniu przed czasem a dysponujemy danymi z 20 prób (k = 19), 2,539 to: T 0,01 = തT 1 2,539V T 46
47 Zadanie T α/2 = തT 1 t α,n 1 V T Średni okres trwałości T = 20 min Liczba prób N=20 Współczynnik zmienności V T = 0.12 Określić okres trwałości ostrza który będzie osiągnięty z prawdopodobieństwem 95% α/2=0.05 poziom prawdopodobieństwa α=0.1 ; Liczba stopni swobody k=n-1=19 Wartość rozkładu t-studenta t 0.1,19 = T 0.05 = =
")

")


48 Określanie końca trwałości ostrza 1) Laboratorium 3) Produkcja seryjna Czas, liczba sztuk Wskaźniki bezpośrednie 2) Produkcja jednostkowa, bezpośredni nadzór operatora 4) Zautomatyzowane systemy wytwarzania Wskaźniki pośrednie Wskaźniki pośrednie 48
49 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie ostrza Wskaźniki zużycia ostrza Okres trwałości ostrza Zależność okresu trwałości ostrza od parametrów Zależność okresu trwałości ostrza od skrawania parametrów skrawania Trwałość ostrza przy zmiennych parametrach skrawania Dobór parametrów skrawania 49

50 Zależność T(v c ) toczenie stali 40H, narzędzie węglik spiekany H05, a p =1 mm, f=0.1 mm/obr 1. przeciąganie, gwintowanie, rozwiercanie, obróbka uzębień 2. toczenie, wiercenie, frezowanie Opadające fragmenty zależności w układzie podwójnie logarytmicznym można opisać prostymi 50

51 Zależność T(v c ) Taylor, F.W On The Art of Cutting Metals, Transactions, American Society of Mechanical Engineers, Vol. 28 log C T Frederick Winslow Taylor log T y = c + k x gdzie y = log T; x = log v c ; c = log C T C v = v c T 1/k czyli: log T = log C T + k log v c po zdelogarytmowaniu: T = C T v c k k=-(logc T / logc v ) C T = C v -k T = C v -k v c k T = v c C v k T = 1 v c = 1 v c = C v T 1/k log C v log v c 51
52 Wyznaczanie zależności okresu trwałości ostrza od prędkości skrawania v c1 > v c2 > v c3 > v c4 > v c5 T 1 T 2 T 3 T 4 T5 T = v c C v k v c = C v T 1/k 52

53 Wyznaczanie zależności okresu trwałości ostrza od prędkości skrawania C v = v c T -1/k C v CIRP Encyclopedia of Production Engineering 53
54 Metoda najmniejszych kwadratów (MNK) y _ y y 1 ^y 1 _ x x x x Celem analizy regresji jest wyjaśnienie zmienności mierzonych wielkości. x x _ x x x Zmienność x jest wynikiem planu eksperymentu. Nie jest przypadkowa. _ Odcinek (y 1 y) reprezentuje całkowitą zmienność y Miarą rozproszenia wartości y jest wariancja: s y = S(y i-y) 2 _ (N-1) Dlaczego wartości y nie są stałe (równe y)? x _ Dlaczego wartości x nie są stałe (równe x)? x Ponieważ y zależy od x! Wyznaczmy taką prostą, która opisze tą zależność, czyli wyjaśni (zniesie) zmienność y. MNK polega na takim oszacowaniu parametrów regresji (równania prostej) by odchylenia (a ściślej suma kwadratów odchyleń ) wartości doświadczalnych y od oszacowanych wg prostej ^y były jak najmniejsze: ^ S(y i -y i ) 2 = min ^ Oznacza to także minimalizację wariancji resztowej: s y = S(y i-y i ) 2 ^ (N-2) _ Dla punktu 1 z odchylenia całkowitego (y 1 -y) część (y ^ 1 -y _ 1 ) została wyjaśniona (zniesiona) przez korelację, zaś (y 1 -y^ 1 ) pozostała niewyjaśniona (resztowa) 54
55 Wyznaczanie zależności T-v c metodą NK T = v c C v k k = σ xy σ x 2 σ x σ yτn σ x 2 ΤN log C v = xҧ Τ തy N gdzie: y = log T, x = log v c, N liczba prób x ҧ = σ xτn - średnia wartość x തy = σ yτn - średnia wartość y Przykładowo dla danych: otrzymuje się (wraz z 95% przedziałami ufności): k = ; C v = T= (281/v c ) 6,27 55
 i log(t), tu odpowiednio D2:D9 i C2:C9 T = v c C v k Naciśnij Ctrl+Shift+Enter 56")
56 Wyznaczanie zależności T-v c metodą NK w Excel Zaznacz wolne pole 2x4 (tu B11:C14) Wprowadź wzór =REGLIP(y;x;prawda; prawda) y i x oznaczają tu zakresy komórek z log(v c ) i log(t), tu odpowiednio D2:D9 i C2:C9 T = v c C v k Naciśnij Ctrl+Shift+Enter 56
57 Zadanie wyznaczanie zależności T-v c na podstawie dwóch pomiarów T = v c C v k Wyznaczyć zależność T - v c 35.5 k = log T log T 1 = = logv c1 logv c C v = v c T -1/k =160*35.5 1/5.87 = statystycznie: k = ; C v =
58 Zależność Taylora dla różnych materiałów narzędziowych T = v c C v k Stała C v zależy od materiału obrabianego i innych warunków skrawania Wykładnik k przede wszystkim od materiału ostrza i kryterium stępienia. wykładnik Taylora k HSS węgliki ceramika Jakiego rzędu zmianę trwałości spowoduje zmiana v c o 10% dla poszczególnych materiałów? HSS 250% węgliki 50% ceramika 20% 58
59 Zależność T(v c ) dla różnych wartości kryterium stępienia v c1 > v c2 > v c3 > v c4 KT K3 KT K2 KT K1 log T T 32 T T 31 T 21 T T T T 11 T 12 T 13 T 14 T 33 T KT 1 = v c C v1 T KT 2 = v c C v2 k 1 k 2 k 1 k 2 k 3 v c4 v c3 v c2 v c1 C v2 C v1 C v3 log v c T KT 3 = v c C v3 k 3 59





60 Zależność T(v c ) dla różnych kryteriów stępienia log T KT=KT k VB B >VB Bk KT VB B =VB Bk KT<KT k VB B KT=KT k VB B =VB Bk VB B =VB Bk KT>KT k VB B <VB Bk KT=KT k v c1 v c2 v c3 log v c 60



61 Porównanie zależności T-v c dla różnych materiałów ostrza przy obróbce Inconel 718 v c = 400 m/min f = 0.12 mm a p = 0.30 mm Inconel 718 Na mokro F. Klocke, Manufacturing Processes 1: Cutting, Springer
 Kennametal, KY1540 G. Zheng et al.")
62 Wpływ prędkości skrawania na postać zużycia 300 m/min 320m/min 350m/min Toczenie szybkościowe Inconel 718 narzędziem z ceramiki azotkowej (SIALON) Kennametal, KY1540 G. Zheng et al., Ultra high speed turning of Inconel 718 with sialon ceramic tools 62
63 Zależność T(v c,f,a p ) rozszerzona zależność Taylora T = v c C vfa Np. stal 55 nóż CSRNR SNUN S20S: KT k = 0.25 mm: T = v c -5.3 f -2.9 a p -0.7 VB Ck = 0.5 mm: T = v c -4.7 f -2.4 a p -0.4 k f y Ta p x T v c = C vfa T 1/k f y T/k a p x T /k = Cvfa T 1/k f y va p x v gdzie: y v = -y T /k x v = -x T /k Okresowa prędkość skrawania: v ct = C vt f y va p x v gdzie: C vt = C vfa T 0 1/k 63
64 Zadanie C vfa = 300, 280, k = -4.2, -5, y T = y T = -2.3, -2.1, x T = x T = Wyznaczyć 15-to minutową prędkość skrawania dla a p =5mm =2mm i f=0.5mm/obr f=0.3mm/obr v c = C vfa T 1Τk Τ f y T k a p Τ x T k = ,2 0,5 0,46 5 0,14 =
65 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie ostrza Wskaźniki zużycia ostrza Okres trwałości ostrza Zależność okresu trwałości ostrza od parametrów skrawania Trwałość ostrza przy zmiennych Trwałość ostrza przy zmiennych parametrach parametrach skrawania skrawania Dobór parametrów skrawania 65

66 Typy przebiegów zużycia Przebieg zużycia ostrza w funkcji czasu skrawania po dotarciu ostrza: Pomijając czas docierania: w = C w t c u w = w 0 + C w t c u 66
67 Wykorzystana część okresu trwałości ostrza Ogólne równanie zużycia w funkcji czasu: Dla stępienia ostrza: w = w 0 + C w t c u w k = w 0 + C w T u Przenosząc w 0 na lewą stronę i dzieląc stronami: w w 0 w k w 0 = t c T u Stosunek czasu skrawania do okresu trwałości ostrza to wykorzystana część okresu trwałości T Do wyznaczenia T nie jest potrzebna znajomość dotychczasowego przebiegu pracy ostrza, a jedynie wartość jego zużycia. T nie jest zależne od v c, f i a p oraz T jest wygodną ogólną miarą wykorzystanych możliwość ostrza T = t c T = w w 0 w k w 0 1/u Np. stal 45, ostrze S30S, u=1.2, KT k =0.25 mm, KT 0 =0.02mm. Zużycie ostrza wynosi KT=0.16. W jakim stopniu jest wykorzystane? T = 0,16 0,02 0,25 0,02 1/1,2 = 0,66 67
68 Interpretacja stałej C w Z zależności w k = w 0 + C w T u wynika bezpośrednio: C w = w k w 0 T u Podstawiając do C w rozszerzoną zależność Taylora: T = otrzymamy: w = w 0 + C w t c u v c C vfa C w = w k w 0 C v uk v c uk f uy T a p ux T k f y Ta p x T Stała C w jest funkcją wskaźnika stępienia w k i parametrów skrawania v c, f, i a p, a za pośrednictwem stałej C v także innych warunków skrawania 68
69 Zużycie ostrza przy zmiennych parametrach skrawania Niech ostrze pracuje przez czas t c1 z 1-szym zestawem parametrów, a następnie przez czas t c2 z 2-im zestawem parametrów, w = w 0 + C w1 t c u w=w 0 + C w1 t u w = w 0 + C w2 t c u w=w 0 + C w2 t u t c2 W 1szym odcinku przebieg zużycia: w = w 0 + C w1 t c u u na końcu: w 1 = w 0 + C w1 t c1 Gdyby od początku pracowało z 2-gim zestawem, zużycie przebiegałoby: w = w 0 + C w2 t c u, osiągając zużycie w 1 po czasie t c : t c1 t' c t c w 1 = w 0 + C w2 t c u Porównując w 1 z obu równań: t c = C w1 C w2 1/u tc1 69

70 użycie ostrza przy zmiennych parametrach skrawania cd. w = w 0 + C w1 t c u w = w 0 + C w2 t c u t c = C w1 C w2 1/u t c1 t c2 t c1 t t' t c2 c c Gdyby od początku pracowało z 2- gim zestawem: w 1 = w 0 + C w2 t c u Po dalszej pracy przez t c2 : w 2 = w 0 + C w2 t c + t u c2 Przesuwając poziomo krzywą 2 tak, by punkt (t c, w 1 ) pokrył się z punktem (t c1, w 1 ) krzywej 1 mamy dalszy przebieg zużycia z 2-im zestawem parametrów, Podstawiając t c do ostatniego wzoru na w 2 mamy wzór na zużycie po pracy z dwoma zestawami parametrów skrawania: w 2 = w 0 + C w2 1/u C w1 C w2 t c1 + t c2 u 1/u 1/u u = w 0 + C w1 tc1 + C w2 tc2 70
71 Zużycie ostrza przy zmiennych parametrach skrawania cd. w 2 = w 0 + C w2 C w1 C w2 1/u t c1 + t c2 w 1 = w 0 + C w1 t u 1/u u c1 można zapisać jako: w 1 = w 0 + C w1 tc1 u 1/u 1/u u = w 0 + C w1 tc1 + C w2 tc2 Porównajmy... Ogólny wzór opisujący zużycie po pracy z m zestawami parametrów skrawania m w = w 0 + i=1 1/u C wi tci u Podstawiając: C w = w k w 0 T u otrzymamy: m w = w 0 + i=1 w k w 0 T i u 1/u t ci u = w 0 + w k w 0 m tci i=1 T i u 71
72 Zużycie ostrza przy zmiennych parametrach skrawania cd. m w = w 0 + i=1 w k w 0 T i u Podstawiając T = t c T otrzymamy: 1/u t ci Często stosowane parametry skrawania powtarzają się cyklicznie, np. przy wykonywaniu powtarzalnych operacji. Możemy wtedy wprowadzić pojęcie części okresu trwałości ostrza wykorzystanej w czasie jednej operacji DT O : otrzymamy: m O - liczba zestawów parametrów skrawania w ramach jednej operacji u = w 0 + w k w 0 w = w 0 + w k w 0 m O T O = T j j=1 m m tci i=1 T i T i i=1 u u m m Oczywiście: O T i = n O T j i=1 j=1 m O n O = m n O - liczba operacji 72

73 Zadanie t DT = T 73
74 Liczba operacji możliwych do wykonania zużycie po wykonaniu n O operacji: w = w 0 + w k w 0 n O T O u Poszukamy liczby operacji n T, możliwych do wykonania do stępienia ostrza. Po podstawieniu w = w k otrzymamy kapitalne uproszczenie: w k w 0 w k w 0 = 1 = n T T O u n T T O = 1 1/u = 1 co należy odczytać jako: suma wykorzystanych części okresu trwałości ostrza do chwili jego stępienia równa jest jedności. Wynika stąd bezpośrednio: n T = 1 T O = m O t cj j=1 T j 1 74

75 Zużycie ostrza przy zmiennych parametrach skrawania i liczba operacji możliwych do wykonania - przykład T j = v cj C vfa k y f T x j a T pj ΔT j = Δt j T j m O ΔT O = ΔT j j=1 n T = 1/ΔT O w = w 0 + w k w 0 Przebieg zużycia n O ΔT O u nr oper VB C KT ,000 0, ,001 0, ,003 0, ,005 0, ,009 0, ,013 0, ,018 0, ,023 0, ,030 0, ,037 0, ,046 0, ,055 0, ,065 0, ,076 0, ,087 0, ,100 0, ,114 0, ,128 0, ,144 0, ,160 0, ,177 0,335 75


76 Zadanie 76
77 9 Zużycie i trwałość ostrza Zjawiska powodujące zużycie ostrza Wskaźniki zużycia ostrza Okres trwałości ostrza Zależność okresu trwałości ostrza od parametrów skrawania Trwałość ostrza przy zmiennych parametrach skrawania Dobór parametrów skrawania Dobór parametrów skrawania 77
78 Dobór parametrów skrawania Wydajność objętościowa: Q = v c f a p [cm 3 /min] Wpływ na trwałość: v c, f, a p 1. głębokość skrawania największa możliwa (uwaga na moc obrabiarki, sztywność układu OUPN) lub równa naddatkowi, 2. posuw największy możliwy (uwaga jw.) oraz wpływu na chropowatość powierzchni obrobionej (R t = f 2 /8r e ) 3. prędkość skrawania odpowiadająca przyjętemu okresowi trwałości ostrza dla dobranych f i a p. v ct = C vt f y va p x v T? 78
79 Trwałość największej wydajności Jednostkowa wydajność obróbki: q = 1Τt j Czas jednostkowy: t j = t m + t z Τn T + t p t m = L fn czas maszynowy L - długość przejścia t z - czas zmiany narzędzia t p - czas pomocniczy n T - liczba operacji na okres trwałości ostrza Szukamy minimum czasu jednostkowego 79
80 Trwałość największej wydajności cd. t j = t m + Τn T + t p co we wzorze na czas jednostkowy: zależy od T? t z podstawmy n = 1000v c πd t m = oraz v c = C v T 1 k do t m = L LπD T 1 k = C 1000fC m T 1 k v fn Pomijając czas dobiegu i wybiegu (t c t m ) liczba operacji na okres trwałości: n T = T T = 1 T 1+ 1 k t c t m C m mamy ostatecznie: t j = C m T 1 k + C m T 1+1 k t z + t p 80
81 Trwałość największej wydajności cd. t j = C m T 1 k + C m T 1+1 k t z + t p Pochodna czasu jednostkowego po okresie trwałości: t j T = 1 k C mt 1+ 1 k k C mt 2+1 k t z przyjmuje wartość 0 dla T=T q okresu trwałości największej wydajności Dzieląc obustronnie przez C m T 2+1 k otrzymamy: 1 T k q t k z = 0 a stąd okres trwałości największej wydajności: T q = 1 + k t z któremu odpowiada prędkość skrawania największej wydajności 1Τk v c = C v T q 81
82 Maksimum wydajności okres trwałości największej wydajności: T q = k + 1 t z t z czas zmiany narzędzia prędkość skrawania Prędkość skrawania największej wydajności 82
83 Ekonomiczna trwałość ostrza Koszt operacji: K = t m K O + t z K O n T + K N n T K O K N - minutowy koszt pracy obrabiarki z narzutami - koszt narzędzia na ostrze Przypomnijmy: n T = T t c T t m = 1 C m T 1+1 k Stąd: K = C m T 1 kk O + t z K O + K N C m T 1+1 k Szukamy minimum kosztu w funkcji T 83
84 Ekonomiczna trwałość ostrza cd. K = C m T 1 kk O + t z K O + K N C m T 1+1 k K T = 1 k C mt 1+ 1 k K O k t z K O + K N C m T 2+1 k Pochodna = 0 dla T=T e ekonomicznego okresu trwałości Dzieląc przez: K O C m T 2+1 k otrzymamy: 1 k T e k t z + K N K O = 0 a stąd ekonomiczny okres trwałości T e = 1 + k t z + K N K O 84
85 Minimum kosztów Ekonomiczny okres trwałości ostrza: K O minutowy koszt pracy obrabiarki z narzutami K N koszt narzędzia na ostrze t z czas zmiany narzędzia T q = k + 1 t z + K N K o Koszt narzędzia Koszt maszynowy Ekonomiczna prędkość skrawania prędkość skrawania 85
86 Zależność kosztów i wydajności od v c D=50 mm; L=100mm; f=0.33mm/obr; k=-5.3; C v =264.6, t p =1 min; t z =2.6 min; C m =0.18; K O =1.13 zł/min; K N =1 zł/ostrze: T q =11.2 min; Te=15 min t m (min) 0.36 q (1/min) K (zł/min) q T (min) T t m K T e = T q = v e =159 v q = v c (m/min) 86

87 Optymalna prędkość skrawania Koszt Wydajność koszt minimum kosztu maksimum wydajności wydajność prędkość skrawania 87
 2) Wyznaczenie vq i ve Czas zmiany narzędzia tz 2 (min) vq= 174.945 ve= 151.")
88 Zadanie ( ) T = k 1 t q t z L m = f n n K Te = ( k 1) t z + K T T = t s k r T t N O m K K K = tmk O + t O z + n n DANE: Koszt obrabiarki Ko 1.13 (zl/min) 1) Wyznaczenie Tq i Te Koszt narzędzia KN 2.2 (zl/ostrze Tq= 7.6 Te= 15 min Długość przejścia, L 100 (mm) 2) Wyznaczenie vq i ve Czas zmiany narzędzia tz 2 (min) vq= ve= m/min Czas pomocniczy tp 1 (min) 3) Wyznaczenie n (obr/min) Głębokość skrawania ap 5 (mm) n= n= obr/min Posuw f 0.33 (mm/obr) 4) Wyznaczenie tm Srednica przedmiotu 50 (mm) tmq=l/fn= tme=l/fn= min Stala Cv 210 5) Wyznaczenie nt Wykładnik k -4.8 nt= nt= Wykładnik yt ) Wyznaczenie tj i q Wykładnik xt -0.8 tjq= tje= min Pytanie:wyznaczyć Tq, Te q= q= /min i odpowiadajace im vc, tj, K, tm, q 7) Wyznaczenie Kosztu operacji T N T K= K= zl q t j = tm + tz nt + tp = 1 t j 88

89 Jakieś pytania? 89
10. BADANIE TRWAŁOŚCI OSTRZA
 10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
10. BADANIE RWAŁOŚCI OSRZA 10. 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie się z zależnością trwałości ostrza od prędkości skrwania oraz od przyjętego kryterium stępienia ostrza. 10. 2. Okres trwałości
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH. 5.1 Cel ćwiczenia. 5.2 Wprowadzenie
 5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
5. ZUŻYCIE NARZĘDZI SKRAWAJĄCYCH 5.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z formami zużywania się narzędzi skrawających oraz z wpływem warunków obróbki na przebieg zużycia. 5.2 Wprowadzenie
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII Zużycie i trwałość ostrza Technologie Materiałów Konstrukcyjnych i Wielofunkcyjnych Ć2:
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII Zużycie i trwałość ostrza Technologie Materiałów Konstrukcyjnych i Wielofunkcyjnych Ć2:
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH. 6.1 Cel ćwiczenia. 6.2 Wprowadzenie
 6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH 6.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań trwałości narzędzi skrawających. Uwaga: W opracowaniu sprawozdania
Nowoczesne technologie materiałowe stosowane w przemyśle lotniczym r Nałęczów
 Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
Seminarium zadań badawczych Seminarium ZB1, ZB2, ZB5 Projektu Kluczowego Nowoczesne Zakładu technologie Automatyzacji, materiałowe Obrabiarek stosowane i Obróbki w Skrawaniem przemyśle lotniczym 03.10.2013
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
Politechnika Poznańska Instytut echnologii Mechanicznej Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 016/17 Liczba godzin 15 E K S P L O A A C J A N A R Z Ę D Z I S K
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA. 7.1 Cel ćwiczenia. 7.2 Wprowadzenie
 7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
7. OPTYMALIZACJA PAAMETÓW SKAWANIA 7.1 Cel ćwiczenia Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parametrów skrawania metodą programowania liniowego na przykładzie toczenia. 7.2
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI. Obróbka skrawaniem i narzędzia
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Przedmiot: Temat ćwiczenia: Obróbka skrawaniem i narzędzia Toczenie cz. II Numer ćwiczenia: 3 1. Cel ćwiczenia Celem ćwiczenia jest zapoznanie studenta z parametrami
Rajmund Rytlewski, dr inż.
 Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
Rajmund Rytlewski, dr inż. starszy wykładowca Wydział Mechaniczny PG Katedra Technologii Maszyn i Automatyzacji Produkcji p. 240A (bud. WM) Tel.: 58 3471379 rajryt@mech.pg.gda.pl http://www.rytlewski.republika.pl
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Katalogowy dobór narzędzi i parametrów obróbki Nr ćwiczenia : 10 Kierunek:
L a b o r a t o r i u m ( h a l a 2 0 Z O S ) mgr inż. Martyna Wiciak pok. 605, tel
 mgr inż. Martyna Wiciak pok. 605, tel") Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
Politechnika Poznańska Wydział: BMiZ Studium: stacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 017/18 Liczba godzin 15 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII
 WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
WOJSKOWA AKADEMIA TECHNICZNA Wydział Nowych Technologii i Chemii KATEDRA ZAAWANSOWANYCH MATERIAŁÓW I TECHNOLOGII DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA Techniki Wytwarzania Ć1: Budowa narzędzi tokarskich
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3
 Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Toczenie cz. II KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Nr ćwiczenia : 3 Kierunek: Mechanika i Budowa Maszyn
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU.
 Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
Frezy UFJ Wiertła WDXC Płytki: węglikowe ceramiczne borazonowe OBRÓBKA INCONELU DEDYKOWANE NARZĘDZIA DO INCONELU TIZ IMPLEMENTS Seria frezów UFJ Połączenie ultra-drobnego węglika o wysokiej wytrzymałości,
PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH
 WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
WIT GRZESIK PODSTAWY SKRAWANIA MATERIAŁÓW KONSTRUKCYJNYCH Wydanie 3, zmienione i uaktualnione Wydawnictwo Naukowe PWN SA Warszawa 2018 Od Autora Wykaz ważniejszych oznaczeń i skrótów SPIS TREŚCI 1. OGÓLNA
TOOLS NEWS B228P. Seria frezów trzpieniowych CERAMIC END MILL. Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu
 TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
TOOLS NEWS B228P Seria frezów trzpieniowych CERAMIC END MILL Ultrawysoka wydajność obróbki stopów żaroodpornych na bazie niklu CERAMIC Seria frezów trzpieniowych Łatwa obróbka materiałów trudnoobrabialnych!
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA. Ćwiczenie nr 5. opracowała: dr inż. Joanna Kossakowska
 OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
OBRÓBKA SKRAWANIEM Ćwizenie nr 5 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO TOCZENIA opraowała: dr inż. Joanna Kossakowska PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI,
Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii M680
 Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy walcowo-czołowe 90 eria 680 wprowadzenie Twoje rozwiązanie w zakresie ogólnego frezowania walcowo-czołowego Frezy walcowo-czołowe 90 serii 680 zukając dużego wyboru geometrii i gatunków z optymalnie
Frezy kuliste Sphero-XR / Sphero-XF obróbka kształtów 3D opanowana do perfekcji
 passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
passion passion for precision for precision Frezy kuliste Sphero-R / Sphero-F obróbka kształtów 3D opanowana do perfekcji Obróbka kształtów 3D frezami Sphero- Frezy kuliste serii Sphero- zostały zaprojektowane
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 1. Wstęp Instytut Technik Wytwarzania Zakład Automatyzacji
Techniki Wytwarzania -
 Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Pro. Krzyszto Jemielniak Część 1 Pojęciodstawowe k.jemielniak@wip.pw.edu.pl http://www.cim.pw.edu.pl/kjemiel ST 149, tel. 234 8656 Techniki Wytwarzania - Obróbka bka Skrawaniem Regulamin przedmiotu Techniki
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa
 Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu bryła obrotowa Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania Prowadzący: mgr inż. Łukasz Gola, mgr inż.
WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ
 TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
TREPANACYJNE P O W L E K A N E TiN WIELOOSTRZOWE UZĘBIENIE O ZMIENNEJ GEOMETRII SZLIFOWANE W 5 PŁASZCZYZNACH NA PARĘ ZĘBÓW Z MONOLITU SPECJALNEJ STALI SZYBKOTNĄCEJ 3 płaszczyzny ząb A 2 płaszczyzny ząb
Ceramiczne materiały narzędziowe. Inteligentna i produktywna obróbka superstopów
 Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
Ceramiczne materiały narzędziowe Inteligentna i produktywna obróbka superstopów Skrawanie ostrzami ceramicznymi Zastosowania Ceramiczne gatunki płytek wieloostrzowych mogą być stosowane w szerokim zakresie
QM MILL & QM MAX nowa generacja japońskich głowic high feed.
 QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
QM MILL & QM MAX nowa generacja japońskich głowic high feed. Wysoka produktywność poprzez zastosowanie wielu ostrzy. Możliwość stosowania dużych prędkości posuwu Vf przy małych głębokościach skrawania
Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych
 AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
AKTUALNOŚCI 2014.01 B076P Monolityczne płytki CBN do obróbki żeliw i stopów spiekanych Doskonałe połączenie odporności na ścieranie i pękanie dzięki zastosowaniu wysokowydajnej technologii spiekania. Nowe
M25. Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25. Frezy do fazowania Seria M25 wprowadzenie
 Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
Frezy do fazowania eria M25 wprowadzenie Wykonywanie faz i pogłębień stożkowych Frezy do fazowania M25 Frezy do fazowania serii M25 są idealnym narzędziem do frezowania wszystkich stali, stali nierdzewnych
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI
 QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
QUADWORX CZTERY KRAWĘDZIE DLA WIĘKSZEJ WYDAJNOŚCI ZAŁOŻENIA TEORETYCZNE większa pewność procesu większa ilość krawędzi płytki wzmocnienie zewnętrznych krawędzi ostrza pewne pozycjonowanie płytki w gnieździe
weryfikacja hipotez dotyczących parametrów populacji (średnia, wariancja)
") PODSTAWY STATYSTYKI. Teoria prawdopodobieństwa i elementy kombinatoryki. Zmienne losowe i ich rozkłady 3. Populacje i próby danych, estymacja parametrów 4. Testowanie hipotez 5. Testy parametryczne (na
PODSTAWY STATYSTYKI. Teoria prawdopodobieństwa i elementy kombinatoryki. Zmienne losowe i ich rozkłady 3. Populacje i próby danych, estymacja parametrów 4. Testowanie hipotez 5. Testy parametryczne (na
WSZECHSTRONNOŚĆ T9315 T9325 NOWE GATUNKI DO TOCZENIA SERIA T9300 Z POWŁOKAMI MT-CVD.
 WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
WSZECHSTRONNOŚĆ www.pramet.com NOWE GATUNKI DO TOCZENIA SERIA T93 Z POWŁOKAMI MT-CVD P M NOWE GATUNKI DO TOCZENIA SERIA T93 Przedstawiamy nową generację materiałów skrawających UP!GRADE do toczenia z serii
RAPORT Etap 1. Poznanie mechanizmów trybologicznych procesu HPC
 RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
RAPORT Etap 1 Poznanie mechanizmów trybologicznych procesu HPC Badania procesów wysokowydajnej obróbki powierzchni złożonych części z materiałów trudnoobrabialnych Nr WND-EPPK.01.03.00-18-017/13 1. Stanowisko
Trzpieniowe 6.2. Informacje podstawowe
 6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
6. Trzpieniowe Informacje podstawowe 6 Trzpieniowe Narzędzia trzpieniowe wykonywane w formie frezów z lutowanymi ostrzami HSS lub HM, głowic z wymienną płytką oraz frezów spiralnych, monolitycznych. Frezy
Projektowanie Procesów Technologicznych
 Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
Projektowanie Procesów Technologicznych Temat Typ zajęć Dobór narzędzi obróbkowych i parametrów skrawania projekt Nr zajęć 5 Rok akad. 2012/13 lato Prowadzący: dr inż. Łukasz Gola Pokój: 3/7b bud.6b tel.
POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60. Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań
 FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
FREZY POKRYWANE FREZY ZE STALI PROSZKOWEJ PM60 Idealne rozwiązanie dla problemów z wykruszaniem narzędzi węglikowych w warunkach wibracji i drgań - Lepsza odporność na zużycie - Lepsza żywotność narzędzi
AKTUALNOŚCI B194P Płytki z cermetalu z powłoką PVD do obróbki stali MP3025. Zapewniają doskonałą gładkość powierzchni po obróbce
 AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
AKTUALNOŚCI Płytki z cermetalu z powłoką PVD do obróbki stali 3025 2014.01 B194P Zapewniają doskonałą gładkość powierzchni po obróbce Płytki z cermetalu z powłoką PVD do obróbki stali Płytki z cermetalu
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacjonarne II stopnia Semestr: 1 Kierunek: ZiIP Rok akad.: 2017/18 Liczba godzin - 15 T E C HNOLOGIE UBYTKOWE L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Szymon
Wydział: BMiZ Studium: stacjonarne II stopnia Semestr: 1 Kierunek: ZiIP Rok akad.: 2017/18 Liczba godzin - 15 T E C HNOLOGIE UBYTKOWE L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Szymon
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywność poprzez zastosowanie wielu ostrzy 2) Możliwość stosowania wysokich
WIERTŁA TREPANACYJNE POWLEKANE
 TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
TREPANACYJNE POWLEKANE Nowoczesne, wysokowydajne wiertła trepanacyjne przeznaczone do pracy w ciężkich warunkach przemysłowych. Wykonane ze specjalnej stali szybkotnącej, dodatkowo powlekane warstwą azotku
MP6100/MP7100/MP9100
 NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
NOWOŚĆ W OFERCIE B208P Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100 pecjalistyczne gatunki, opracowane z myślą o określonych materiałach. Nowe gatunki z powłoką PVD Nowe gatunki z powłoką PVD MP6100/MP7100/MP9100
passion passion for precision for precision Wiertło Supradrill U
 passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
passion passion for precision for precision Wiertło Supradrill U Wiertło Supradrill U do obróbki stali i stali nierdzewnej Wiertło kręte Supradrill U to wytrzymałe narzędzie z węglika spiekanego zaprojektowane
MC7000 AKTUALNOŚCI. Rewolucja w toczeniu stali nierdzewnej B201P. Płytki w gatunkach ISO do toczenia stali nierdzewnej
 AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
AKTUALNOŚCI B201P Płytki w gatunkach ISO do toczenia stali nierdzewnej MC7000 wolucja w toczeniu stali nierdzewnej Doskonała odporność na powstawanie karbów i dobra kontrola formowania się wiórów. Długa
Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16
 Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
Frezy do rowków Seria M16 wprowadzenie Niezawodne, najsilniejsze i trwałe narzędzia do frezowania Frezy do rowków T Seria M16 Zaprojektowane w celu zapewnienia maksymalnego usuwania wióra i optymalnego
WIERTŁO Z WYMIENNYMI PŁYTKAMI SUMIDRILL
 Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
Zalety Sztywne Oszczędne Uniwersalne Wiercenie Wytaczanie Toczenie zewnętrzne Zakres średnicy 13,0 55,0 mm Głębokość wiercenia ~ 2D, ~ 3D, ~ 4D, ~ 5D (brak w promocji) Cechy ogólne Doskonała kontrola wióra
OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2018/19 Liczba godzin - 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a H 20 Z O S ) Prowadzący: dr hab. inż.
Analiza niepewności pomiarów
 Teoria pomiarów Analiza niepewności pomiarów Zagadnienia statystyki matematycznej Dr hab. inż. Paweł Majda www.pmajda.zut.edu.pl Podstawy statystyki matematycznej Histogram oraz wielobok liczebności zmiennej
Teoria pomiarów Analiza niepewności pomiarów Zagadnienia statystyki matematycznej Dr hab. inż. Paweł Majda www.pmajda.zut.edu.pl Podstawy statystyki matematycznej Histogram oraz wielobok liczebności zmiennej
1 Podstawy rachunku prawdopodobieństwa
 1 Podstawy rachunku prawdopodobieństwa Dystrybuantą zmiennej losowej X nazywamy prawdopodobieństwo przyjęcia przez zmienną losową X wartości mniejszej od x, tzn. F (x) = P [X < x]. 1. dla zmiennej losowej
1 Podstawy rachunku prawdopodobieństwa Dystrybuantą zmiennej losowej X nazywamy prawdopodobieństwo przyjęcia przez zmienną losową X wartości mniejszej od x, tzn. F (x) = P [X < x]. 1. dla zmiennej losowej
BŁĘDY W POMIARACH BEZPOŚREDNICH
 Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
Podstawy Metrologii i Technik Eksperymentu Laboratorium BŁĘDY W POMIARACH BEZPOŚREDNICH Instrukcja do ćwiczenia nr 2 Zakład Miernictwa i Ochrony Atmosfery Wrocław, listopad 2010 r. Podstawy Metrologii
Temat: NAROST NA OSTRZU NARZĘDZIA
 AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
AKADEMIA TECHNICZNO-HUMANISTYCZNA w Bielsku-Białej Katedra Technologii Maszyn i Automatyzacji Ćwiczenie wykonano: dnia:... Wykonał:... Wydział:... Kierunek:... Rok akadem.:... Semestr:... Ćwiczenie zaliczono:
Obróbka Skrawaniem -
 Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 6. Siły skrawania, Instytut Technik Wytwarzania Plan wykładu
Prof. Krzysztof Jemielniak krzysztof.jemielniak@pw.edu.pl http://www.zaoios.pw.edu.pl/kjemiel Obróbka Skrawaniem - podstawy, dynamika, diagnostyka 6. Siły skrawania, Instytut Technik Wytwarzania Plan wykładu
UE6110 MC6025 UH6400 US735 HZ/HL/ HM/HX/ HV/HR TOOLS NEWS. Nowy system łamaczy wióra do obróbki ciężkiej
 TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
TOOLS NEWS B45P Nowy system łamaczy wióra do obróbki ciężkiej Przeznaczony specjalnie do obróbki cięzkiej stali nierdzewnych i stopowych. // HM/HX/ HV/HR Nowy system łamaczy wióra do obróbki ciężkiej //
OBRÓBKA SKRAWANIEM DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA. Ćwiczenie nr 6
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
OBRÓBKA SKRAWANIEM Ćwiczenie nr 6 DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA DO FREZOWANIA opracowali: dr inż. Joanna Kossakowska mgr inż. Maciej Winiarski PO L ITECH NI KA WARS ZAWS KA INSTYTUT TECHNIK WYTWARZANIA
M300. Niezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą Seria M300
 Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Frezy ze spiralną krawędzią skrawającą eria 300 wprowadzenie iezawodne działanie w przypadku frezowania narzędziami ze spiralną krawędzią skrawającą eria 300 Uniwersalna seria narzędzi 300, zapewnia duże
Pozytywowy kąt nachylenia gniazda i geometria, zapewniające swobodną pracę narzędzia. Wytrzymała konstrukcja
 Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Frezy walcowo-czołowe 90 eria M690 wprowadzenie Doskonały wybór w przypadku frezowania rowków i frezowania profili płaskich eria M690 frezy walcowo-czołowe z kątem przystawienia 90 Zaprojektowane z myślą
Węglikowe pilniki obrotowe. Asortyment rozszerzony 2016
 Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
Węglikowe pilniki obrotowe Asortyment rozszerzony 2016 1 WĘGLIKOWE PILNIKI OBROTOWE Asortyment rozszerzony 2016 WSTĘP Pilniki obrotowe Dormer to wysokiej jakości, uniwersalne narzędzia o różnej budowie
T5100 SERIES. Do szerokiego zakresu zastosowań przy toczeniu żeliwa. Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego
 Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
Keeping the Customer First Tungaloy Report No. 359-PL Gatunek pokrywany CVD do toczenia żeliwa szarego i sferoidalnego T50 SERIES Do szerokiego zakresu zastosowań przy toczeniu żeliwa T50 SERIES Drastycznie
QM - MAX. Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD
 QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
QM - MAX Wysokowydajne frezy do obróbki kopiowej i kształtowej DIJET INDUSTRIAL CO., LTD Właściwości produktu 1) Wysoka produktywnośćpoprzez zastosowanie wielu ostrzy 2) MoŜliwośćstosowania wysokich prędkości
Dobór parametrów dla frezowania
 Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
Dobór parametrów dla frezowania Wytyczne dobru parametrów obróbkowych dla frezowania: Dobór narzędzia. W katalogu narzędzi naleŝy odszukać narzędzie, które z punktu widzenia technologii umoŝliwi zrealizowanie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa
 Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
Przedmiot: KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI Inżynieria wytwarzania: Obróbka ubytkowa Temat ćwiczenia: Toczenie Numer ćwiczenia: 1 1. Cel ćwiczenia Poznanie odmian toczenia, budowy i przeznaczenia
M1200. Win with Widia. Seria Victory M1200 wprowadzenie. Doprowadzanie chłodziwa przez narzędzie.
 Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
Frezy illing czołowe Application Guide eria Victory 1200 wprowadzenie Jedna seria spełnia wszelkie potrzeby w zakresie frezowania czołowego eria 1200 Frezy czołowe serii 1200 firmy WIDIA, globalnego lidera
WYKŁAD 8 ANALIZA REGRESJI
 WYKŁAD 8 ANALIZA REGRESJI Regresja 1. Metoda najmniejszych kwadratów-regresja prostoliniowa 2. Regresja krzywoliniowa 3. Estymacja liniowej funkcji regresji 4. Testy istotności współczynnika regresji liniowej
WYKŁAD 8 ANALIZA REGRESJI Regresja 1. Metoda najmniejszych kwadratów-regresja prostoliniowa 2. Regresja krzywoliniowa 3. Estymacja liniowej funkcji regresji 4. Testy istotności współczynnika regresji liniowej
M6800. Nowy wymiar we frezowaniu trzpieniowym frezami składanymi Seria M6800. Frezy walcowo-czołowe 90 Seria M6800 wprowadzenie
 Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
Frezy walcowo-czołowe 90 eria 6800 wprowadzenie owy wymiar we frezowaniu trzpieniowym frezami składanymi eria 6800 ilnie dodatni, osiowy kąt natarcia oraz unikalna geometria serii 6800, umożliwiają uzyskanie
ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE
 : BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
: BMiZ Studium: stacj. II stopnia : : MCH Rok akad.: 05/6 Liczba godzin - 5 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE L a b o r a t o r i u m ( h a l a H 0 Z O S ) Prowadzący: dr inż. Marek Rybicki
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Wydział: BMiZ Studium: niestacjonarne/ii stopień Kierunek: MiBM, IME Rok akad.: 2018/19 Liczba godzin 12 E K S P L O A T A C J A N A R Z Ę D Z I S K R A W A J Ą C Y C H L a b o r a t o r i u m ( h a l
Obróbka skrawaniem Machining Processes
 Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
Załącznik nr 7 do Zarządzenia Rektora nr../12 z dnia.... 2012r. KARTA MODUŁU / KARTA PRZEDMIOTU Kod modułu Nazwa modułu Nazwa modułu w języku angielskim Obowiązuje od roku akademickiego 2013/2014 Obróbka
( x) Równanie regresji liniowej ma postać. By obliczyć współczynniki a i b należy posłużyć się następującymi wzorami 1 : Gdzie:
 Równanie regresji liniowej ma postać. By obliczyć współczynniki a i b należy posłużyć się następującymi wzorami 1 : Gdzie:") ma postać y = ax + b Równanie regresji liniowej By obliczyć współczynniki a i b należy posłużyć się następującymi wzorami 1 : xy b = a = b lub x Gdzie: xy = też a = x = ( b ) i to dane empiryczne, a ilość
ma postać y = ax + b Równanie regresji liniowej By obliczyć współczynniki a i b należy posłużyć się następującymi wzorami 1 : xy b = a = b lub x Gdzie: xy = też a = x = ( b ) i to dane empiryczne, a ilość
DOLFA-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ DOLFAMEX
 -POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
-POWDER FREZY TRZPIENIOWE ZE STALI PROSZKOWEJ Dzięki użyciu nowoczesnego materiału mają one zastosowanie przy obróbce stali i żeliwa o podwyższonej twardości: q charakteryzują się wysoką żywotnością narzędzia,
Rozdział 8. Regresja. Definiowanie modelu
 Rozdział 8 Regresja Definiowanie modelu Analizę korelacji można traktować jako wstęp do analizy regresji. Jeżeli wykresy rozrzutu oraz wartości współczynników korelacji wskazują na istniejąca współzmienność
Rozdział 8 Regresja Definiowanie modelu Analizę korelacji można traktować jako wstęp do analizy regresji. Jeżeli wykresy rozrzutu oraz wartości współczynników korelacji wskazują na istniejąca współzmienność
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra)
") WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
WIERTŁA RUROWE nowa niższa cena nowa geometria (łamacz wióra) Wiertła rurowe umożliwiają wiercenie otworów przelotowych w pełnym materiale bez konieczności wykonywania wstępnych operacji. Dzięki zastosowanej
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") : BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
: BMiZ Studium: stacjonarne I stopnia : : MiBM Rok akad.:201/17 godzin - 15 L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr inż. Marek Rybicki pok. 18 WBMiZ, tel. 52 08 e-mail: marek.rybicki@put.poznan.pl
Metody frezowania. Wysokowydajne frezy do gwintów. Programowanie obrabiarek CNC. Posuw na konturze narzędzia F k. Posuw w osi narzędzia F m
 Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
Programowanie obrabiarek CNC Metody frezowania Frezowanie współbieżne Frezowanie przeciwbieżne Właściwości: Właściwości Obrót narzędzia w kierunku zgodnym Obrót narzędzia w kierunku zgodnym Ruch narzędzia
KORELACJE I REGRESJA LINIOWA
 KORELACJE I REGRESJA LINIOWA Korelacje i regresja liniowa Analiza korelacji: Badanie, czy pomiędzy dwoma zmiennymi istnieje zależność Obie analizy się wzajemnie przeplatają Analiza regresji: Opisanie modelem
KORELACJE I REGRESJA LINIOWA Korelacje i regresja liniowa Analiza korelacji: Badanie, czy pomiędzy dwoma zmiennymi istnieje zależność Obie analizy się wzajemnie przeplatają Analiza regresji: Opisanie modelem
PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA)
") INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
INNOWACJA Ceny bez VAT, obowiązują do 31.07.2016 roku PEŁNA WYDAJNOŚĆ DZIĘKI HAI-TECH (TECHNOLOGII ZĘBA REKINA) Zainspirowany przez naturę, nowy, wysokowydajny materiał na narzędzia skrawające GARANT HB
L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacjonarne II stopnia Semestr: Kierunek: ZiIP Rok akad.: 208/9 Liczba godzin - 5 T E C HNOLOGIE UBYTKOWE L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Szymon
Wydział: BMiZ Studium: stacjonarne II stopnia Semestr: Kierunek: ZiIP Rok akad.: 208/9 Liczba godzin - 5 T E C HNOLOGIE UBYTKOWE L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Szymon
Stanisław Cichocki. Natalia Nehrebecka. Wykład 9
 Stanisław Cichocki Natalia Nehrebecka Wykład 9 1 1. Dodatkowe założenie KMRL 2. Testowanie hipotez prostych Rozkład estymatora b Testowanie hipotez prostych przy użyciu statystyki t 3. Przedziały ufności
Stanisław Cichocki Natalia Nehrebecka Wykład 9 1 1. Dodatkowe założenie KMRL 2. Testowanie hipotez prostych Rozkład estymatora b Testowanie hipotez prostych przy użyciu statystyki t 3. Przedziały ufności
OBRÓBKA SKRAWANIEM ZUŻYCIE I TRWAŁOŚĆ OSTRZA. Ćwiczenie nr 5 PO LI TE CHN IK A WARS ZAWSK A INSTYTUT TECHNIK WYTWARZANIA
 OBRÓBKA SKRAWANIEM Ćwiczenie nr 5 ZUŻYCIE I TRWAŁOŚĆ OSTRZA PO LI TE CHN IK A WARS ZAWSK A INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI, OBRABIAREK I OBRÓBKI SKRAWANIEM 1 CEL ĆWICZENIA Celem ćwiczenia
OBRÓBKA SKRAWANIEM Ćwiczenie nr 5 ZUŻYCIE I TRWAŁOŚĆ OSTRZA PO LI TE CHN IK A WARS ZAWSK A INSTYTUT TECHNIK WYTWARZANIA ZAKŁAD AUTOMATYZACJI, OBRABIAREK I OBRÓBKI SKRAWANIEM 1 CEL ĆWICZENIA Celem ćwiczenia
Obliczanie parametrów technologicznych do obróbki CNC.
 Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
Obliczanie parametrów technologicznych do obróbki CNC. Materiały szkoleniowe. Opracował: mgr inż. Wojciech Kubiszyn Parametry skrawania Podczas obróbki skrawaniem można rozróżnić w obrabianym przedmiocie
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI
 KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
KATEDRA TECHNIK WYTWARZANIA I AUTOMATYZACJI INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH Przedmiot : OBRÓBKA SKRAWANIEM I NARZĘDZIA Temat: Komputerowy dobór narzędzi i parametrów obróbki w procesie toczenia Nr
ODPORNOŚĆ M9315 M9325 M9340 P M NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M9300.
 ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
ODPORNOŚĆ www.pramet.com NOWE MATERIAŁY SKRAWAJĄCE DO FREZOWANIA SERIA M93 P M Gatunek należy do nowej generacji materiałów skrawających UP!GRADE i przeznaczony jest przede wszystkim do wysokowydajnej
OBRÓBKA SKRAWANIEM. L a b o r a t o r i u m ( h a l a 2 0 Z O S )
") Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2017/18 Liczba godzin: 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Paweł
Wydział: BMiZ Studium: stacjonarne I stopnia Semestr: 4 Kierunek: IM/IBM Rok akad.: 2017/18 Liczba godzin: 15 OBRÓBKA SKRAWANIEM L a b o r a t o r i u m ( h a l a 2 0 Z O S ) Prowadzący: dr hab. inż. Paweł
Frezy czołowe. profiline
 profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
profiline Charakterystyka produktu Nowe frezy trzpieniowe RUKO z drobnoziarnistego, wysokowydajnego węglika spiekanego z powłoką zabezpieczająca przed zużyciem TiAlN oferują najwyższą trwałość krawędzi
Schemat obróbki nożami tokarskimi. Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost. ISO 2 NNZc-d 4972 302 2102. Nóż wygięty ISO 243 ISO 514.
 Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Schemat obróbki nożami tokarskimi Oznaczenia noży tokarskich wg ISO, PN, DIN, F, Gost ISO 243 Nóż ISO 514 PN / M-58352 DIN F GOST (PN / M-58355) ISO 1 NNZa-b 4971 301 2100 Nóż prosty ISO 2 NNZc-d 4972
Średnica korpusu głowicy. Średnica kołnierza Szerokość wpustu. Głębokość wpustu. Rzeczywisty kąt natarcia. klina kątowego. Promieniowy kąt przyłożenia
 Kształt głowicy frezarskiej i oznaczenia Średnica korpusu głowicy Średnica kołnierza Szerokość wpustu Głębokość wpustu Kąt przystawienia Kąt natarcia Wysokość głowicy Pierścień tylny Rowek wiórowy Rzeczywisty
Kształt głowicy frezarskiej i oznaczenia Średnica korpusu głowicy Średnica kołnierza Szerokość wpustu Głębokość wpustu Kąt przystawienia Kąt natarcia Wysokość głowicy Pierścień tylny Rowek wiórowy Rzeczywisty
STAL NARZĘDZIOWA DO PRACY NA ZIMNO
 STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
STAL NARZĘDZIOWA DO PRACY NA ZIMNO Jakościowe porównanie głównych własności stali Tabela daje jedynie wskazówki, by ułatwić dobór stali. Nie uwzględniono tu charakteru obciążenia narzędzia wynikającego
Prędkość skrawania Posuw Kąt lini śrubowej Czas obróbki. fn = vf (mm/obr.) n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)
 n. fn: Posuw na obrót (mm/obr.) vf : Posuw na minutę (mm/min)") Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
Główne wzory w odniesieniu do wiercenia Prędkość skrawania Posuw Kąt lini śruowej Czas oróki vc = π D n (m/min) 000 vc : Prędkość skrawania (m/min) n : Oroty na minutę (min - ) π : icza Pi (.) Md = KD²
POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE
 WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
WYSOKOWYDAJNE G W I N T O W N I K I MASZYNOWE TiN 2300 HV POWLEKANE AZOTKIEM TYTANU GWINTOWNIKI BEZWIÓROWE WIĘKSZE PRĘDKOŚCI GWINTOWANIA ZNACZNIE DŁUŻSZA ŻYWOTNOŚĆ NARZĘDZIA WIĘKSZA WYTRZYMAŁOŚĆ POŁĄCZENIA
T E ND ENCJE W T E CHNI K ACH K S Z T AŁTUJ ĄCY CH
 : Studium: stacjonarne II stopnia : : ZiIP Rok akad.: 205/6 Liczba godzin - 5 T E ND ENCJE W T E CHNI K ACH K S Z T AŁTUJ ĄCY CH L a b o r a t o r i u m ( h a la 2 0 Z O S ) Prowadzący: dr inż. Damian
: Studium: stacjonarne II stopnia : : ZiIP Rok akad.: 205/6 Liczba godzin - 5 T E ND ENCJE W T E CHNI K ACH K S Z T AŁTUJ ĄCY CH L a b o r a t o r i u m ( h a la 2 0 Z O S ) Prowadzący: dr inż. Damian
dla zapewnienia najwyższej elastyczności.
 Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Kompetencje w zakresie produktów _ KOMPETENCJA W OBRÓBCE SKRAWANIEM Frezowanie ConeFit TM dla zapewnienia najwyższej elastyczności. WALTER PROTOTYP ConeFit modułowy system do frezowania SYSTEM NARZĘDZIOWY
Multicut XA Nowy frez do obróbki wykończeniowej aluminium
 passion passion for precision for precision Multicut XA Nowy frez do obróbki wykończeniowej aluminium Multicut XA Jakość i wydajność podczas obróbki wykończeniowej aluminium Multicut XA to nowy frez wykończeniowy,
passion passion for precision for precision Multicut XA Nowy frez do obróbki wykończeniowej aluminium Multicut XA Jakość i wydajność podczas obróbki wykończeniowej aluminium Multicut XA to nowy frez wykończeniowy,
5 : mm. Główna krawędź skrawająca
 Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Informacja techniczna System oznaczeń PB A M 5 R/L M Power Buster Kąt przyłożenia I/C Średnica narz. Kierunek Liczba ostrzy A : 5 Z : 0 Typ trzpienia M : Metryczny I : Calowy 5 : 5.75mm ØD : mm R : Prawy
Nowe rozwiązania obróbka otworów
 P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
P K M N S H NARZĘDZIA DO FAZOWANIA Nowe rozwiązania obróbka otworów P M S H Możliwość zastosowania FREZY DO ZAOKRĄGLEŃ w wielu maszynach frezarki tokarki wiertarki P K M N S H P M POGŁĘBIACZE 4 W 1 NAWIERTAKI
ODRZUCANIE WYNIKÓW POJEDYNCZYCH POMIARÓW
 ODRZUCANIE WYNIKÓW OJEDYNCZYCH OMIARÓW W praktyce pomiarowej zdarzają się sytuacje gdy jeden z pomiarów odstaje od pozostałych. Jeżeli wykorzystamy fakt, że wyniki pomiarów są zmienną losową opisywaną
ODRZUCANIE WYNIKÓW OJEDYNCZYCH OMIARÓW W praktyce pomiarowej zdarzają się sytuacje gdy jeden z pomiarów odstaje od pozostałych. Jeżeli wykorzystamy fakt, że wyniki pomiarów są zmienną losową opisywaną
WSKAZÓWKI DO WYKONANIA SPRAWOZDANIA Z WYRÓWNAWCZYCH ZAJĘĆ LABORATORYJNYCH
 WSKAZÓWKI DO WYKONANIA SPRAWOZDANIA Z WYRÓWNAWCZYCH ZAJĘĆ LABORATORYJNYCH Dobrze przygotowane sprawozdanie powinno zawierać następujące elementy: 1. Krótki wstęp - maksymalnie pół strony. W krótki i zwięzły
WSKAZÓWKI DO WYKONANIA SPRAWOZDANIA Z WYRÓWNAWCZYCH ZAJĘĆ LABORATORYJNYCH Dobrze przygotowane sprawozdanie powinno zawierać następujące elementy: 1. Krótki wstęp - maksymalnie pół strony. W krótki i zwięzły
OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM
 6-2011 T R I B O L O G I A 61 Michał DOBRZYŃSKI *, Włodzimierz PRZYBYLSKI *, Piotr WASZCZUR * OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM EVALUATION
6-2011 T R I B O L O G I A 61 Michał DOBRZYŃSKI *, Włodzimierz PRZYBYLSKI *, Piotr WASZCZUR * OCENA PARAMETRÓW CHROPOWATOŚCI POWIERZCHNI TOCZONYCH OTWORÓW W KOŁACH ZĘBATYCH OBRABIANYCH NAGNIATANIEM EVALUATION
Statystyka. Wykład 9. Magdalena Alama-Bućko. 24 kwietnia Magdalena Alama-Bućko Statystyka 24 kwietnia / 34
 Statystyka Wykład 9 Magdalena Alama-Bućko 24 kwietnia 2017 Magdalena Alama-Bućko Statystyka 24 kwietnia 2017 1 / 34 Tematyka zajęć: Wprowadzenie do statystyki. Analiza struktury zbiorowości miary położenia
Statystyka Wykład 9 Magdalena Alama-Bućko 24 kwietnia 2017 Magdalena Alama-Bućko Statystyka 24 kwietnia 2017 1 / 34 Tematyka zajęć: Wprowadzenie do statystyki. Analiza struktury zbiorowości miary położenia
parametrów strukturalnych modelu = Y zmienna objaśniana, X 1,X 2,,X k zmienne objaśniające, k zmiennych objaśniających,
 诲 瞴瞶 瞶 ƭ0 ƭ 瞰 parametrów strukturalnych modelu Y zmienna objaśniana, = + + + + + X 1,X 2,,X k zmienne objaśniające, k zmiennych objaśniających, α 0, α 1, α 2,,α k parametry strukturalne modelu, k+1 parametrów
诲 瞴瞶 瞶 ƭ0 ƭ 瞰 parametrów strukturalnych modelu Y zmienna objaśniana, = + + + + + X 1,X 2,,X k zmienne objaśniające, k zmiennych objaśniających, α 0, α 1, α 2,,α k parametry strukturalne modelu, k+1 parametrów
E 198. Storm Mill - Informacja techniczna. Storm Mill. System oznaczeń. Właściwości. Głowica. Mocowanie płytki. Zalecane parametry obróbki
 - Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
- Informacja techniczna System oznaczeń Głowica S : STORM MILL Kąt przyłożenia płytki N : Ujemny (0 ) Średnica głowicy (Ø) MM Kształt głowicy Bez oznaczenia: 2 : (2 częściowa) Liczba ostrzy S Q N 3 250
System WMT. Wszechstronne i dobrze skonstruowane. Oprawki narzędziowe WMT
 System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
System WMT Jeden system do toczenia rowków, przecinania, toczenia ogólnego i kształtowego. Grupa oprawek WMT stanowi ekonomiczny i niezawodny wybór w przypadku wykonywania rowków, przecinania, toczenia
4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI. 4.1 Cel ćwiczenia. 4.2 Wprowadzenie
 4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI 4.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie studentów z zależnością pomiędzy rodzajem i warunkami obróbki a mikrogeometrią
4. WPŁYW RODZAJU I PARAMETRÓW OBRÓBKI NA MIKROGEOMETRIĘ POWIERZCHNI 4.1 Cel ćwiczenia Celem ćwiczenia jest praktyczne zapoznanie studentów z zależnością pomiędzy rodzajem i warunkami obróbki a mikrogeometrią
A 03. Najlepszy sposób doboru gatunków tokarskich KORLOY. System doboru. Zakres stosowania gatunków do toczenia
 Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01
Najlepszy sposób doboru gatunków tokarskich ORLOY System doboru ateriał Węgliki pokrywane nierdzewna Żeliwo N. kolorowe S Żaroodporne H Hartowane 01 10 20 30 40 50 10 20 30 40 01 10 20 30 N10 N20 N30 S01